تحسين جودة السطح في التصنيع الآلي: التقنيات الرئيسية
ماذا لو كان تحسين عمر وأداء الأجزاء المشكّلة آليًا بسيطًا مثل تحسين أسطحها؟ تحسين جودة السطح...
كيف تحصل الماكينات على تلك الثقوب المثالية؟ من الأدوات الصغيرة إلى أدوات المصانع الضخمة، تعتبر الثقوب الدقيقة هي المفتاح. تكشف هذه المقالة حيل صنع الثقوب في المعدن. ستتعرف على المعدات والخطوات التي يستخدمها المحترفون لحفر الثقوب الدقيقة. هل أنت مستعد لإلقاء نظرة على عالم الهندسة الدقيقة؟

أثناء عمليات توصيل وتجميع أجزاء الصفائح المعدنية، غالبًا ما يكون من الضروري توصيل مكونين معدنيين أو أكثر باستخدام ثقوب أو ثقوب ملولبة، أو لتجميع ثقوب تحديد المواقع، إلخ. لهذا الغرض، يجب استخدام أدوات مثل المثاقب والصنابير على أجزاء الصفائح المعدنية لإتمام معالجة الثقوب أو الخيوط الملولبة. معالجة الثقوب ومعالجة الخيوط هي عمليات أساسية في أعمال الصفائح المعدنية.
تشمل معدات معالجة الثقب شائعة الاستخدام آلات الحفر المكتبية وماكينات الحفر العمودية وماكينات الحفر الشعاعي والمثاقب اليدوية الكهربائية، كما هو موضح في الشكل 1.
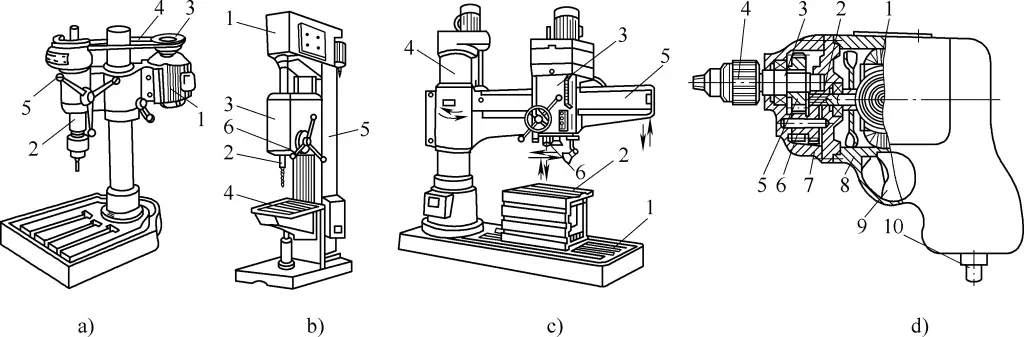
أ) ماكينة الحفر المكتبية
ب) ماكينة الحفر العمودية
ج) ماكينة الحفر الشعاعي
د) المثقاب اليدوي الكهربائي
أ) في الشكل:
1-المحرك
2-المغزل
3-بولي
4-حزام 4 فولت
5-المقبض 5
ب) في الشكل:
1-علبة تروس المغزل 1-علبة التروس
2-المغزل
3-آلية التغذية 3-آلية التغذية
4-منضدة العمل
5-العمود 5
6-المقبض 6
ج) في الشكل:
1-القاعدة 1
2-طاولة العمل
3-صندوق مغزل 3
4-العمود 4
5-الذراع الشعاعي
6-المغزل
د) في الشكل:
1-المحرك
2-بينيون
3-المغزل
4-ظرف الحفر 4-ظرف الحفر
5-عتاد كبير 5-عتاد كبير
6-الترس 6
7-المبيت الأمامي
8-المسكن الخلفي
9-التبديل
10-الأسلاك الكهربائية
ماكينة حفر المقعد، التي يشار إليها باسم مثقاب المقعد، هي ماكينة حفر صغيرة، تُستخدم بشكل عام للثقوب التي يقل قطرها عن 12 مم.
تُستخدم ماكينة الحفر العمودية، التي يشار إليها باسم الحفر العمودي، بشكل عام لحفر الثقوب على قطع العمل متوسطة الحجم. أقطار الحفر القصوى لها هي 25 مم، و35 مم، و40 مم، و50 مم بعدة مواصفات.
نطاق سرعة عمود الدوران ومعدل التغذية لماكينة الحفر الشعاعي كبير نسبيًا، ولها نطاق واسع من التطبيقات. يمكن استخدامها في الحفر، والتوسيع، وإعادة حفر أنواع مختلفة من الثقوب.
المثقاب الكهربائي اليدوي هو أداة كهربائية محمولة. عند تجميع قطع العمل الكبيرة، إذا كان شكل قطعة العمل أو موقع التصنيع يقيد استخدام ماكينة الحفر، يمكن استخدام المثقاب الكهربائي اليدوي.
ينقسم جهد المثاقب الكهربائية اليدوية إلى أحادي الطور (220 فولت، 36 فولت) أو ثلاثي الطور (380 فولت). مواصفات المثاقب التي تستخدم الجهد أحادي الطور هي 6 مم، 10 مم، 13 مم، 19 مم، 23 مم. بالنسبة للمثاقب ذات الجهد ثلاثي الطور، تشمل المواصفات المتاحة 13 مم.
19 مم، 23 مم، ثلاثة أنواع.
لقم الثقب هي الأدوات الرئيسية للحفر. هناك العديد من الأنواع، وتشمل الأنواع الشائعة الاستخدام المثاقب المركزية والمثاقب الملتوية.
تُستخدم المثاقب المركزية خصيصًا لحفر ثقوب مركزية على الوجه الطرفي لقطعة الشُّغْلة، وذلك بشكل أساسي لتحديد موضع الأجزاء للتشغيل الآلي باستخدام الثقوب المركزية على الوجه الطرفي لقطعة الشُّغْلَة أو للتمركز قبل استخدام المثقاب الملتوي. هناك شكلان: المثقاب المركزي العادي والمثقاب المركزي المخروطي المزدوج المخروطي مع مخروط واقي بزاوية 120 درجة، كما هو موضح في الشكل 2.
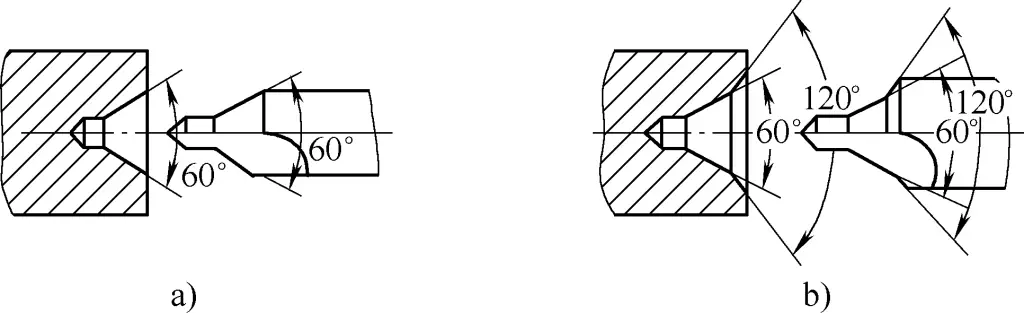
أ) مثقاب مركزي لتصنيع الثقوب المركزية العادية
ب) مثقاب مركزي لتصنيع الثقوب المركزية المخروطية المزدوجة
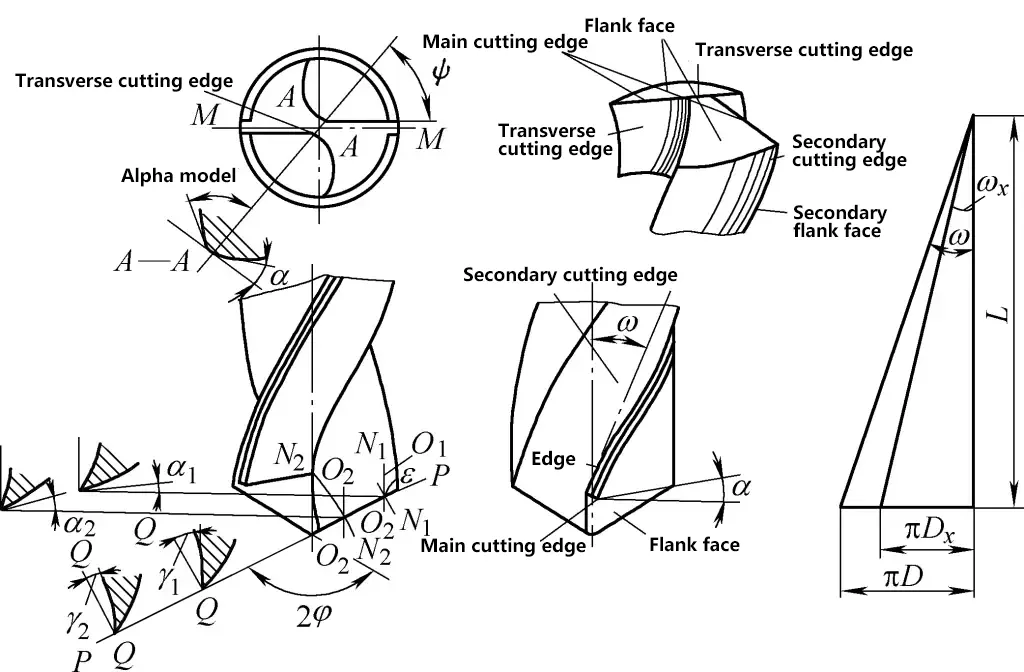
سمي المثقاب الملتوي بهذا الاسم نسبة إلى شكل الجزء العامل الذي يشبه الالتواء. وهي أداة الحفر الأكثر استخدامًا في الإنتاج، وهي قادرة على حفر ثقوب من φ0.1 إلى φ80 مم. يوضح الشكل 3 هيكل المثقاب الملتوي. يتكون المثقاب الملتوي القياسي من ساق، وعنق، وجزء عمل. جزء العمل هو الجسم الرئيسي للمثقاب، ويتكون من جزء القطع والجزء التوجيهي.
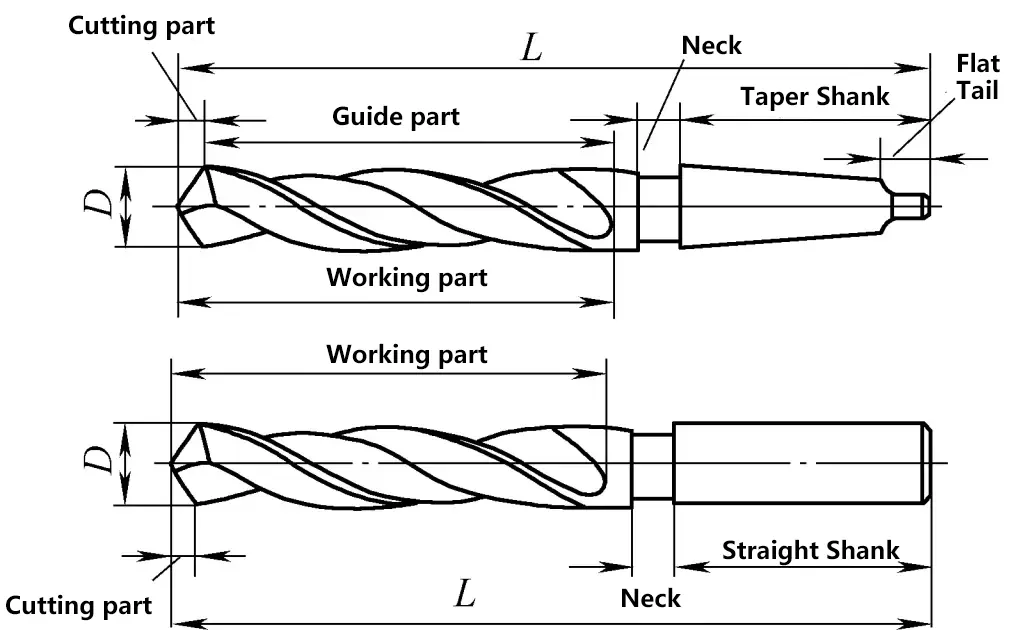
جزء القطع مسؤول عن مهام القطع الرئيسية ويتضمن حافتي قطع رئيسيتين وحافتي قطع ثانويتين وحافة إزميل. يقوم الجزء التوجيهي الذي يتكون من الأخدود الحلزوني والهامش والجزء الخلفي بتوجيه اتجاه القطع لقمة الحفر.
تُصنع المثاقب الملتوية في الغالب من الفولاذ عالي السرعة (فولاذ الأدوات عالي السبائك). تُصنع أحيانًا لقم الثقب الطويلة التي يزيد قطرها عن 8 مم في شكل ملحوم، باستخدام فولاذ عالي السرعة للجزء العامل و45 فولاذ للساق.
تشمل الزوايا الهندسية لجزء القطع في المثقاب الملتوي الزاوية الحلزونية (ω)، وزاوية أشعل النار (γ)، وزاوية الخلوص (α)، وزاوية النقطة (2φ)، وزاوية حافة الإزميل (ψ). تظهر هذه المعلمات الهندسية في الشكل 4.
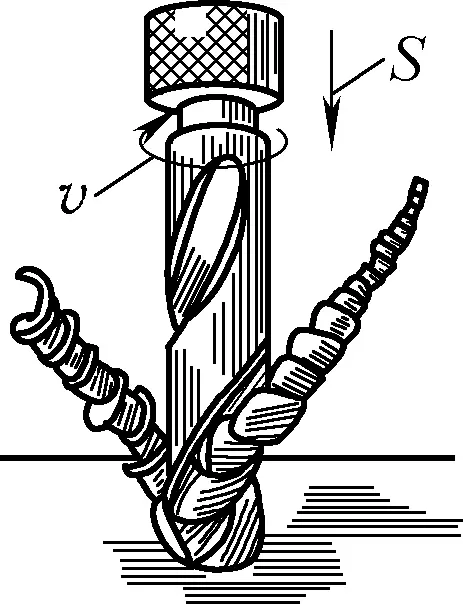
تعتمد عملية الحفر على معدات الحفر ولقم الثقب لإكمالها. أثناء الحفر، تكون قطعة العمل ثابتة، ويتم تثبيت لقمة الحفر على عمود دوران ماكينة الحفر للحركة الدورانية، والتي يشار إليها بالحركة الرئيسية (v). في الوقت نفسه، تتحرك لقمة الحفر على طول الاتجاه المحوري، والمعروفة باسم حركة التغذية (S)، كما هو موضح في الشكل 5.
يُعتبر الحفر تصنيعًا آليًا خشنًا للثقوب، بدقة IT11 إلى IT13 وخشونة سطح Ra من 50 إلى 12.5 ميكرومتر، مما يجعلها مناسبة فقط للثقوب ذات متطلبات الدقة المنخفضة. بالنسبة للثقوب ذات الدقة العالية، يمكن استخدام التوسيع، والذي يحقق عمومًا دقة IT9 إلى IT7 وخشونة سطح Ra من 3.2 إلى 0.8 ميكرومتر.
يمكن أن تتبع عمليات الحفر بشكل عام الخطوات التالية:
1) الخربشة قبل الحفر.
قبل الحفر، يجب خربشة الخطوط المركزية المتقاطعة لمواضع الثقب وفقًا لمتطلبات الموضع والحجم، ويجب عمل علامات تثقيب مركزية. يجب أن تكون علامات التثقيب صغيرة ومحددة بدقة، مع رسم خطوط دائرية لقطر الثقب.
بالنسبة للثقوب ذات القطر الأكبر، يمكن رسم عدة دوائر أو مربعات فحص متناظرة مع خط مركز الثقب كما هو موضح في الشكل 6. بعد ذلك، قم بتكبير علامات الثقب المركزية للتحضير لخفض المثقاب والتمركز.
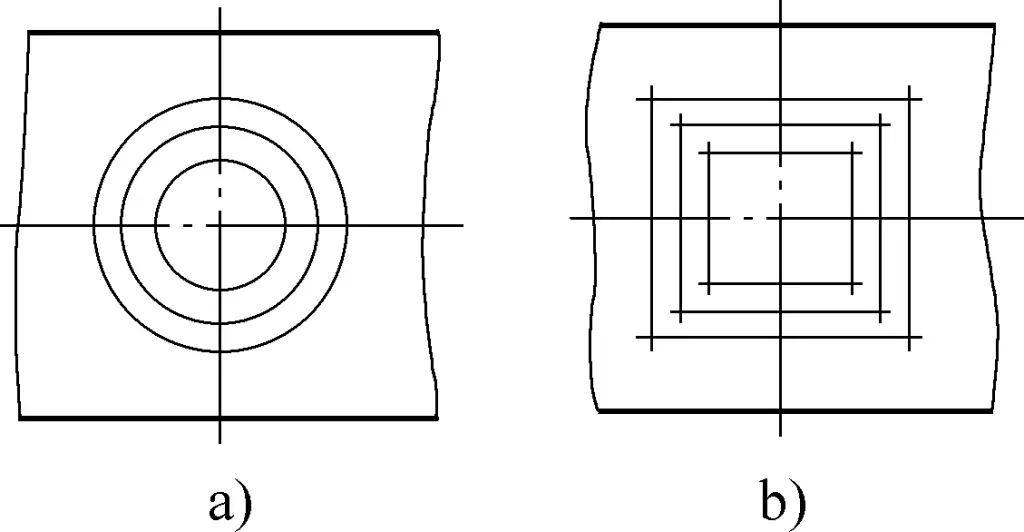
أ) دوائر التفتيش
ب) صناديق التفتيش
2) تشبيك قطعة العمل.
من المهم جدًا تثبيت قطعة العمل بإحكام أثناء الحفر. وبخلاف ذلك، قد تدور قطعة العمل مع لقمة الحفر، مما قد يؤدي إلى إتلاف قطعة العمل وآلة الحفر، بالإضافة إلى تشكيل خطر على السلامة. يمكن استخدام طرق تشبيك مختلفة اعتمادًا على حجم قطعة العمل، كما هو موضح في الشكل 7.
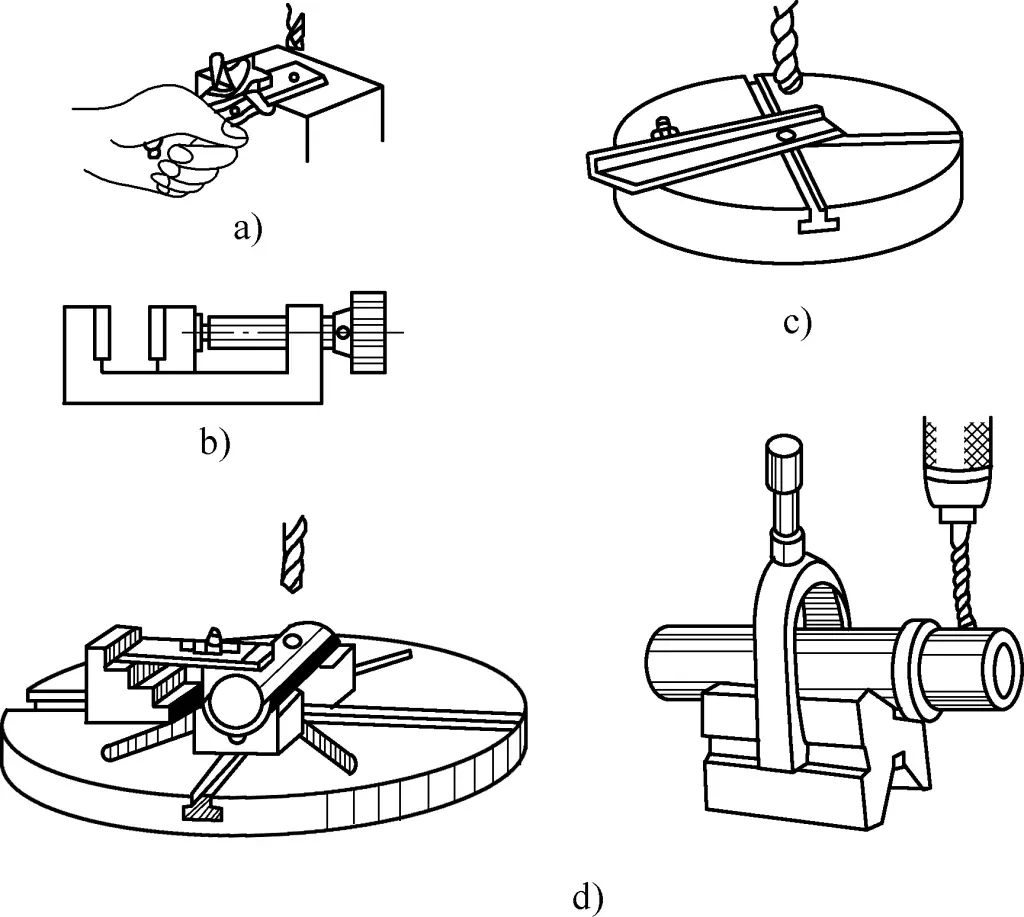
أ) التثبيت باستخدام ملزمة مقاعد البدلاء
ب) التثبيت باستخدام ملزمة ماكينة صغيرة
ج) مانع الدوران بالبراغي
د) التشبيك بمسامير الصفيحة
في ماكينات الحفر العمودية أو ماكينات الحفر العمودية، يمكن استخدام الملزمات اليدوية والملزمات العادية وملزمات المنضدة بشكل عام للتثبيت. لحفر قطع الشُّغْلَة الطويلة، يمكن تثبيتها يدويًا ويمكن دعم الشُّغْلَة (مانع الدوران) باستخدام براغي. يمكن تشبيك القطع الأسطوانية على كتلة على شكل حرف V. يمكن تشبيك قطع الشُّغْلَة الأكبر حجماً مباشرةً على طاولة الشُّغْلَة باستخدام براغي صفيحة.
3) إمساك لقمة الحفر.
يتم تثبيت لقمة الحفر باستخدام تركيبات خاصة. يوضح الشكل 8 سيناريو إمساك لقمة الثقب ذات الساق المستقيمة باستخدام ظرف الثقب.
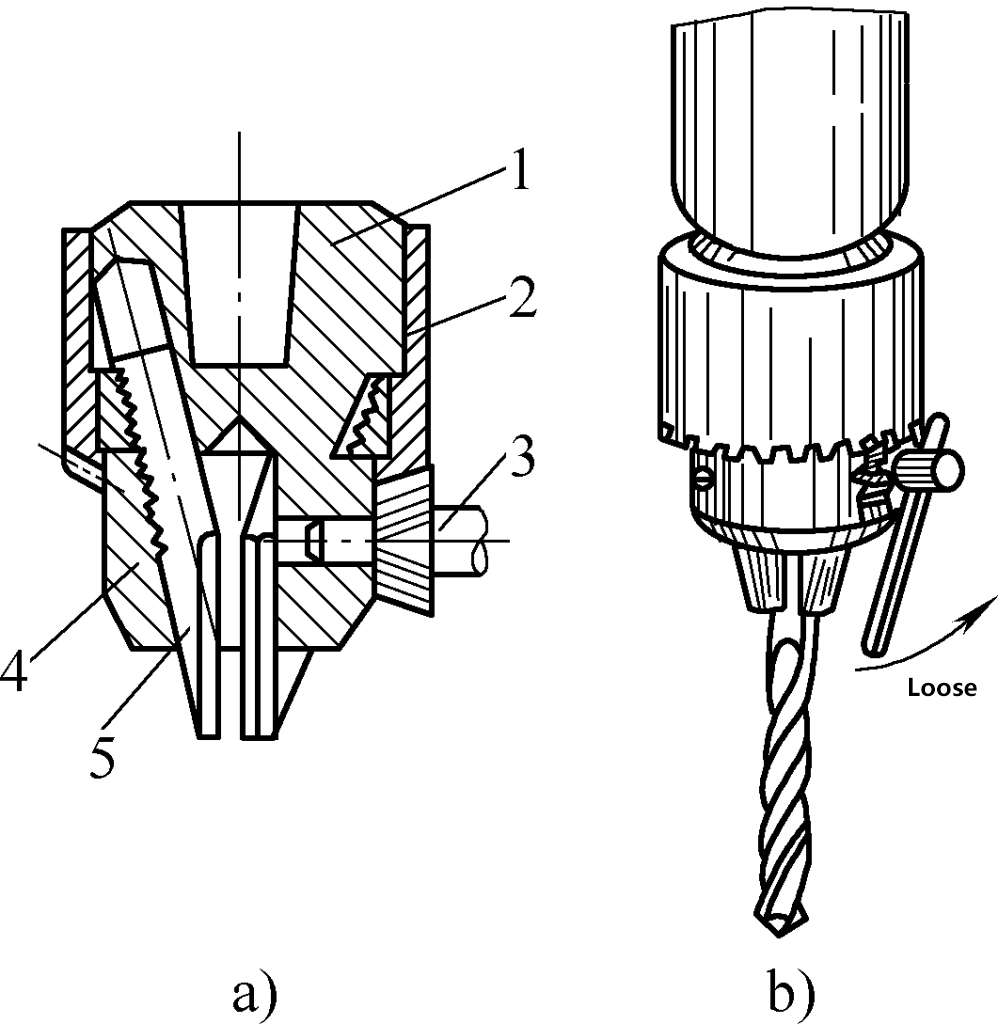
أ) هيكل ظرف الحفر
ب) ظروف عمل ظرف الثقب
1-جسم الظرب
2 - كم 2 تشاك
3-المفتاح
صامولة ذات 4 حلقات
5 - فك 5
عند إمساك لقمة الحفر، أدخل أولاً ساق المثقاب في الفكوك الثلاثة 5 لظرف المثقاب، ويجب ألا يقل طول التثبيت عن 15 مم. ثم استخدم المفتاح الخاص 3 الخاص بظرف المثقاب لتدوير غلاف الظرف 2، بحيث يدفع الصامولة الحلقية 4 الفكوك الثلاثة للتحرك على طول السطح المائل، مما يسمح للفكوك بالفتح أو الإغلاق في وقت واحد، وبالتالي تحقيق الغرض من فك أو شد لقمة الحفر.
4) الفحص قبل الحفر.
قبل الحفر، تحقق من رسم الماكينات، وتحقق من صحة موضع الحفر وحجم لقمة الحفر، وثبات تثبيت قطعة العمل، وما إلى ذلك، واضبط سرعة مكبس الحفر وفقًا لذلك.
5) الحفر.
بعد تأهيل الفحص المسبق للحفر، يمكن إجراء الحفر، مما يضمن التشغيل الآمن.
6) التنظيف بعد الحفر.
بعد معالجة ثقب، قم بتنظيف سطح العمل على الفور للتحضير لقطع العمل اللاحقة أو معالجة ثقب في موقع آخر. بعد الانتهاء من حفر جميع قطع العمل، قم بتنظيف مكبس الحفر على الفور وتفكيك لقمة الحفر وتخزينها بشكل صحيح.
تشمل النقاط الرئيسية لعمليات الحفر الجوانب التالية:
1) طرق الحفر.
بالنسبة لقطع العمل العامة، يمكن استخدام الطرق التالية أثناء الحفر:
قم أولاً بالتصويب على المسافة البادئة المركزية للثقب وحفر حفرة مخروطية ضحلة مسبقًا. إذا كانت الحفرة المخروطية المحفورة غير متحدة المركز مع دائرة خط الحفر، يمكن تحريك قطعة العمل أو عمود دوران مكبس الحفر لتصحيحها. عندما يكون الانحراف كبيرًا، استخدم مثقابًا مركزيًا لإعادة التثقيب أو استخدم إزميلًا لقطع عدة فتحات للتصحيح، كما هو موضح في الشكل 9.
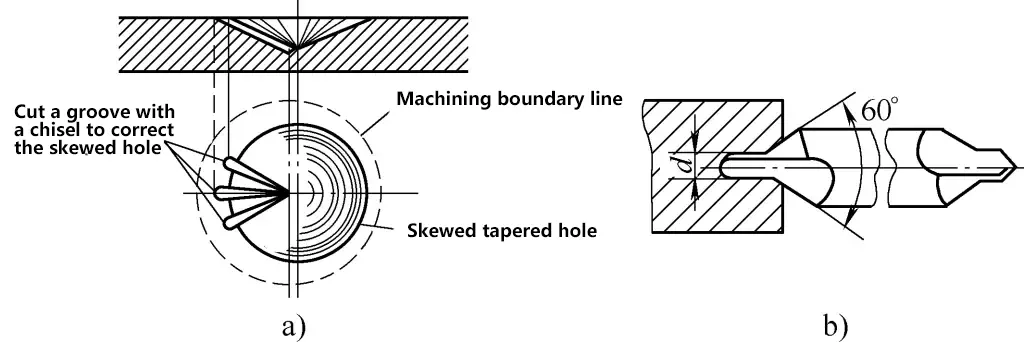
أ) تصحيح انحراف الثقب عن طريق فتحات الإزميل
ب) استخدام المثقاب المركزي لتوجيه توسيط الثقب للثقوب الكبيرة
عند حفر ثقوب أكبر، نظرًا لأن حافة الإزميل الطويلة لقم الثقب ذات القطر الكبير تجعل التمركز صعبًا، فمن الأفضل أولاً حفر حفرة مخروطية أكبر باستخدام مثقاب مركزي، كما هو موضح في الشكل 9 ب، أو استخدام مثقاب قصير ملتوي بزاوية نقطية صغيرة (2φ=90 درجة ~100 درجة) لحفر حفرة مخروطية. بعد أن يحقق المثقاب الاختباري متطلبات التركيز، يجب إعادة تثبيت قطعة العمل أو عمود دوران المثقاب قبل إعادة الحفر.
عند الحفر من خلال الثقوب، استخدم التغذية اليدوية وتابع برفق حتى يخترق المثقاب. يجب توخي مزيد من الحذر مع قطع العمل الرقيقة.
عند حفر ثقوب عمياء، تحقق من دقة العمق عبر طول لقمة الحفر والقياس الفعلي. على الأسطح غير المعالجة أو المواد الأكثر صلابة، ابدأ بالتغذية اليدوية.
قم بحفر ثقوب بقطر أكبر من 30 مم على خطوتين. استخدم مثقاباً بقطر 0.5 ~ 0.7 ضعف قطر الثقب أولاً، ثم قم بتوسيعها إلى القطر المطلوب.
عند حفر ثقوب صغيرة بأقطار أقل من 4 مم، استخدم التغذية اليدوية فقط، واحرص في البداية على منع انزلاق لقمة الحفر، وتجنب الضغط الشديد لمنع الانحناء والكسر. ارفع لقمة الحفر من حين لآخر لإزالة البُرادة.
عند حفر ثقوب عميقة (نسبة عمق الثقب إلى القطر أكبر من 3)، استخدم معدل تغذية صغير، وارفع لقمة الحفر بانتظام لإزالة البُرادة ومنع انسداد البُرادة وكسر لقمة الحفر أو تلف سطح الثقب الداخلي.
2) اختيار سائل القطع.
أثناء الحفر، وبسبب الاحتكاك بين لقمة الحفر وقطعة الحفر وتشوه البُرادة تتولد حرارة عالية، مما يؤدي إلى تلدين حافة القطع الرئيسية لقمة الحفر وفقدان قدرة القطع، مما يؤدي إلى تبلّد لقمة الحفر بسرعة. ولتخفيض درجة حرارة عمل لقمة الحفر، وإطالة عمرها التشغيلي، وتحسين إنتاجية الحفر، وضمان جودة الحفر، يجب حقن سائل قطع مناسب أثناء الحفر.
ينتمي الحفر بشكل عام إلى عمليات التشغيل الآلي الخشن، والغرض الأساسي منه استخدام سائل القطع للتبريد. سوائل القطع الشائعة المستخدمة في الحفر مدرجة في الجدول 1.
الجدول 1 سوائل القطع الشائعة للحفر
| مادة الشغل | سائل القطع |
| الفولاذ الإنشائي | مستحلب، زيت المحرك |
| فولاذ الأدوات | مستحلب، زيت المحرك |
| فولاذ مقاوم للصدأ، فولاذ مقاوم للحرارة | المحلول المائي لزيت بذر الكتان، زيت القطع الكبريتي |
| نحاس نقي | مستحلب، زيت نباتي، زيت نباتي |
| سبائك الألومنيوم | مستحلب، كيروسين |
| حديد الزهر المبرد | الكيروسين |
| الحديد الزهر والنحاس الأصفر والبرونز وسبائك المغنيسيوم | غير مستخدم |
| مطاط صلب، غراء | غير مستخدم |
| زجاج زجاجي زجاجي | مستحلب، كيروسين |
3) اختيار معلمات القطع.
تشير معلمات القطع أثناء الحفر إلى سرعة القطعومعدل التغذية وعمق القطع أثناء الحفر. سرعة القطع (v) هي السرعة الخطية عند نقطة على قطر المثقاب (م/دقيقة). يشير معدل التغذية (f) إلى المسافة التي يتحرك بها المثقاب لأسفل في كل دورة (مم/ص). يساوي عمق القطع (ap) أثناء الحفر نصف قطر المثقاب (مم)، أيp=D/2.
يجب تحديد سرعة القطع (v) ومعدل التغذية (f) فقط أثناء الحفر. يتم اختيار هاتين المعلمتين في الغالب بناءً على الخبرة.
بشكل عام، عند الحفر باستخدام مثقاب بقطر صغير، يجب أن تكون السرعة أسرع، ويجب أن يكون معدل التغذية أصغر. عند حفر ثقوب كبيرة باستخدام مثقاب بقطر كبير، يجب أن تكون السرعة أبطأ، ويمكن أن يكون معدل التغذية أكبر نسبيًا. عند حفر المواد الصلبة، يجب أن تكون السرعة أبطأ، ومعدل التغذية أصغر. عند حفر المواد اللينة، يمكن أن تكون السرعة أسرع، ومعدل التغذية أكبر.
عند حفر ثقوب في مكونات الصفائح المعدنية المختلفة، من الضروري اعتماد طرق حفر مختلفة وفقًا لذلك.
1) حفر ثقوب في قطع العمل الأسطوانية.
لحفر ثقب عمودي على المحور من خلال مركز الأسطوانة على أجزاء مثل الأعمدة أو الأكمام، استخدم أداة التمركز (عادةً ما تكون كتلة V) لتشبيك عمود دوران مكبس الحفر قبل الحفر. قم بمحاذاة مركز عمود دوران مكبس الحفر مع مركز الكتلة على شكل حرف V، وقم بتأمين موضع الكتلة على شكل حرف V باستخدام مشبك. ضع قطعة الشُّغْلَة الأسطوانية أفقيًا في الكتلة على شكل V، واضبطها على وضع مستوٍ، وقم بمحاذاة لقمة الحفر مع مركز الحفر، وثبّت قطعة الشُّغْلَة بإحكام قبل اختبار الحفر وحفر الثقب.
إذا تمت أعمال المحاذاة بعناية، يمكن التحكم في التماثل بين مركز الثقب والخط المركزي لقطعة العمل في حدود 0.1 مم.
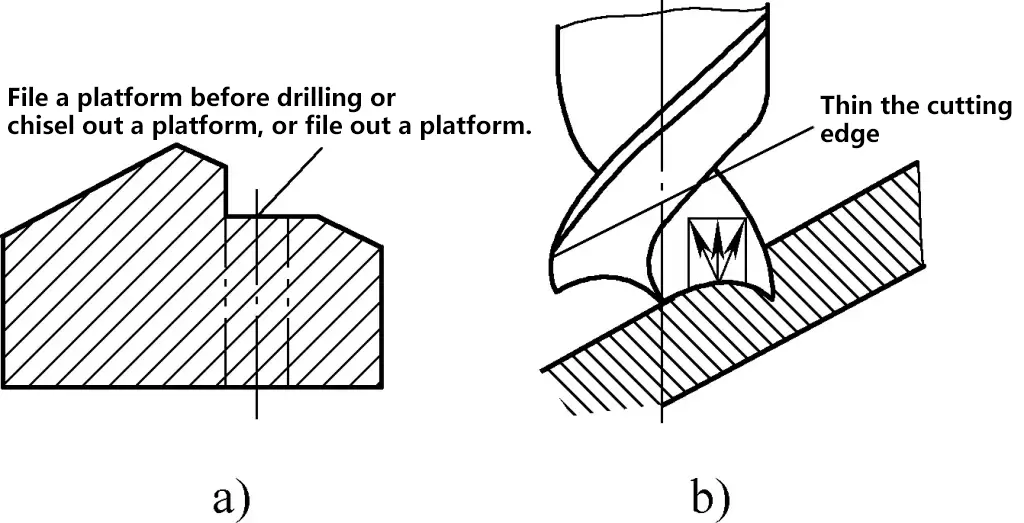
2) حفر ثقوب مائلة.
هناك ثلاثة سيناريوهات لحفر الثقوب المائلة: حفر الثقوب على سطح مائل، وحفر الثقوب المائلة على سطح مستوٍ، وحفر الثقوب على سطح منحني. تشترك جميعها في سمة مشتركة: مركز الثقب ليس عموديًا على سطح نهاية الحفر.
أثناء الحفر، قم بإزميل أو برد منصة عند نقطة دخول الحفر، أو قم بطحن المنصة باستخدام مطحنة طرفية (انظر الشكل 10 أ). أولاً، استخدم مثقابًا صغير القطر أو مثقابًا مركزيًا لحفر ثقب أو تجويف ضحل. بمجرد وضعه بشكل صحيح، قم بحفر الثقب. يمكن استخدام ثلاثة مثاقيب مدببة متساوية الارتفاع لحفر ثقوب مائلة أيضًا (انظر الشكل 10ب).
3) حفر ثقوب نصف دائرية.
عند حفر ثقوب شبه دائرية، عندما يواجه أحد جانبي لقمة الحفر قوة دعم، فإنها تنحرف إلى الجانب الآخر، مما يتسبب في ثني اللقم أو كسره، مما يؤدي إلى ثقوب غير متعامدة. لمنع حدوث ذلك، بالنسبة للفتحات شبه الدائرية على حافة الشُّغْلة، قم بتوصيل قطعتي شُغْل متطابقتين معًا للحفر. بالنسبة للفتحات شبه الدائرية الخارجية، استخدم نفس المادة لملء الثقب ثم الحفر، كما هو موضح في الشكل 11.
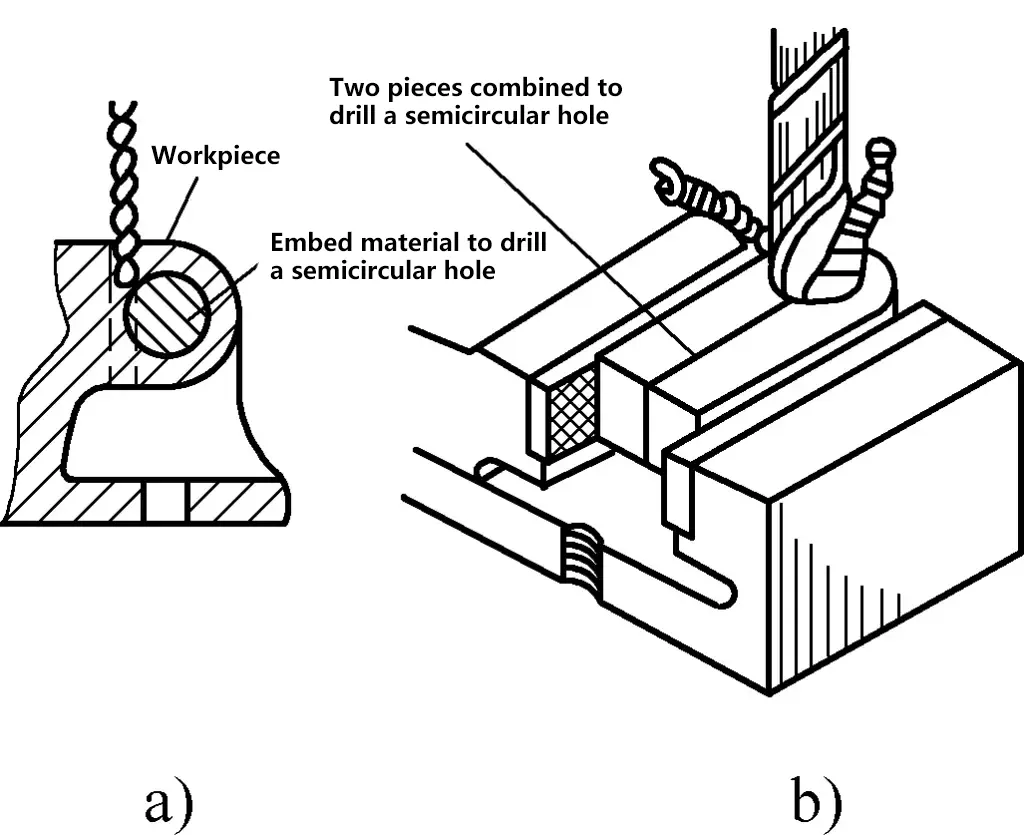
أ) إدراج المواد
ب) دمج قطعتين
عند حفر ثقوب لولبية ذات خط منفصل وكانت المواد على جانبي التماس ذات صلابة مختلفة، استخدم مثقابًا صلبًا (يفضل أن يكون قصيرًا). يجب أن تكون علامة الثقب المركزية منحازة قليلاً نحو جانب المادة الأكثر صلابة. بمجرد أن يحفر المثقاب إلى عمق معين وينحاز نحو نقطة التماس في الجانب الأكثر صلابة، قم بمحاذاة المثقاب مع نقطة التماس لمواصلة الحفر.
4) حفر ثقوب ترادفية.
الأنواع الشائعة من الثقوب الترادفية موضحة في الشكل 12. نظرًا للعمق أو المسافة بين الثقبين، فإن لقمة الحفر تمتد طويلاً أثناء الحفر، مما يسبب اهتزازًا وصعوبة في التمركز والميل إلى الانحناء، مما يؤدي إلى ثقوب مائلة ذات تركيز ضعيف.

يمكن استخدام الطرق التالية في الحفر: بالنسبة للثقوب الترادفية الموضحة في الشكل 12أ، استخدم أولاً مثقابًا قصيرًا لحفر ثقب صغير حتى عمق الثقب الكبير، ثم انتقل إلى مثقاب صغير طويل لإنهاء حفر الثقب الصغير، ثم احفر الثقب الكبير واثقب المستوى السفلي للثقب الكبير.
بالنسبة للثقوب الترادفية الموضحة في الشكل 12 ب، قم أولاً بحفر الثقب العلوي، ثم استخدم ثقبًا محكمًا التركيب مثقاب كبير لإدخاله في الثقب العلوي لثقب علامة الثقب السفلي. احفر تجويفًا سطحيًا ببطء مع توسيط المثقاب على علامة الثقب، وتأكد من الدقة، ثم احفر بسرعة عالية.
بالنسبة للثقوب الترادفية الموضحة في الشكل 12 ج، للإنتاج بكميات كبيرة، يمكن صنع قضيب حفر طويل بقطر خارجي يناسب الثقب العلوي بشكل غير محكم. احفر الفتحة الكبيرة العلوية أولاً، ثم انتقل إلى قضيب الحفر الطويل المزوّد بقضيب حفر طويل مزوّد بقم صغير. استخدم الثقب العلوي كدليل لحفر الثقب الصغير السفلي. بدلاً من ذلك، استخدم طريقة الثقوب الترادفية الموضحة في الشكل 12ب.
الغرض من تجليخ لقم الثقب هو إعادة شحذ أو إصلاح حافة القطع الباهتة أو التالفة، أو إعادة تشكيل لقمة الحفر لتناسب احتياجات مواد معينة، مما يضمن أداء حفر جيد.
تؤثر دقة طحن لقمة الحفر تأثيرًا مباشرًا على جودة الحفر وكفاءته وعمر لقمة الحفر. يتم إجراء الطحن اليدوي لقم الثقب على طاحونة مقاعد البدلاء. الحبيبات الشائعة المستخدمة هي 46-80. أثناء دوران عجلة الطحن، يجب التحكم بدقة في النفاذ. تشمل طرق الطحن بشكل أساسي ما يلي:
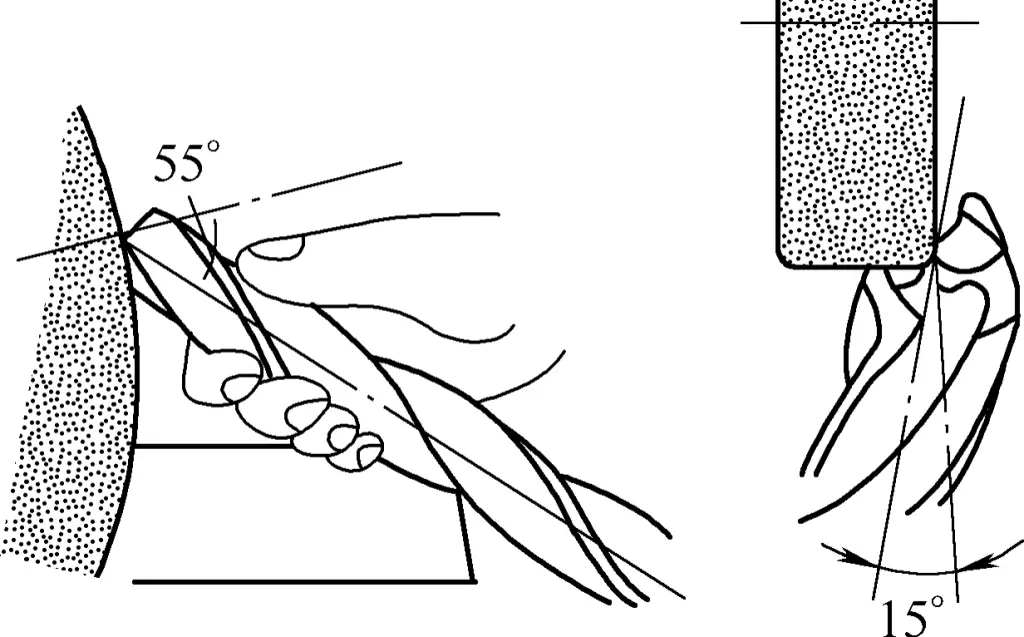
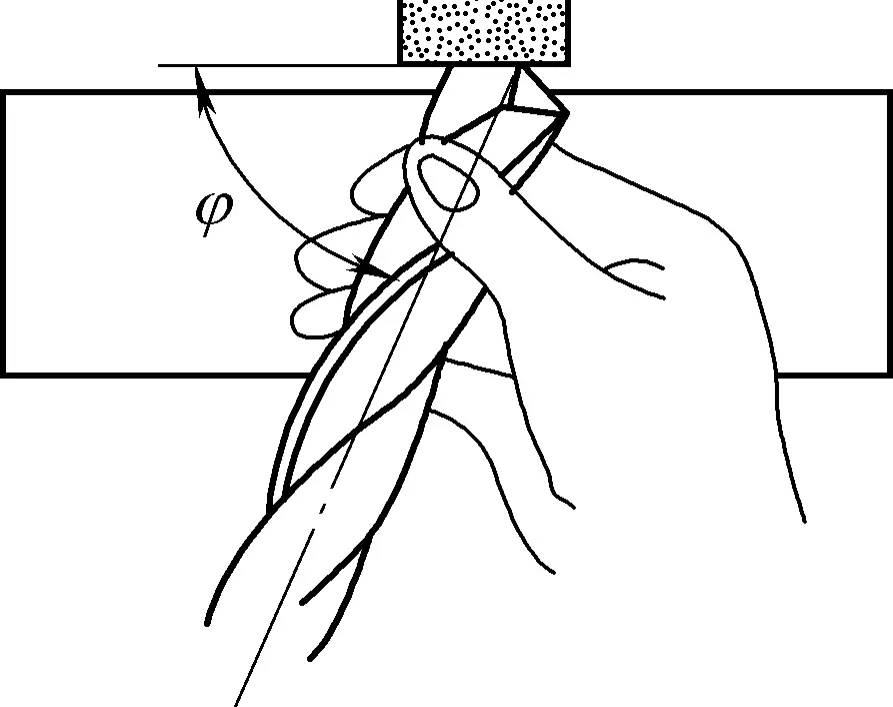
أثناء عملية الطحن، استخدم اليد اليمنى (أو اليد اليسرى) للإمساك برأس لقمة الحفر كمحور لتحديد الموضع (أو ضعها على قوس المطحنة)، واليد الأخرى للإمساك بساق المثقاب. قم بمحاذاة محور لقمة الحفر والسطح الأسطواني للمطحنة بزاوية φ وإمالة 8° ~ 15° إلى أسفل، مع التأكد من أن حافة القطع الرئيسية أفقية وتلامس المحيط برفق فوق خط مركز المطحنة.
قم بالضغط باليد التي تمسك رأس المثقاب باتجاه المطحنة وثبّت وضع دوران لقمة الحفر حول محورها. تقوم اليد الممسكة بالساق بتدوير لقمة الحفر في اتجاه عقارب الساعة حول محورها بينما تتأرجح لأعلى ولأسفل. يضمن دوران لقمة الحفر حول محورها طحن وجه الساق بالكامل، بينما تعمل الحركة لأعلى ولأسفل على طحن زاوية الخلوص المطلوبة.
يجب أن تكون حركات اليد منسقة بشكل جيد. تختلف زاوية الذبذبة باختلاف زاوية الخلوص، حيث تختلف زاوية الخلوص عند أنصاف أقطار مختلفة من لقمة الحفر. كرر هذه العملية عدة مرات. بعد طحن إحدى حافة القطع الرئيسية، قم بتدوير 180 درجة لطحن حافة القطع الرئيسية الأخرى. يؤدي ذلك إلى تشكيل زاوية الإزميل وزاوية الخلوص وزاوية ترقق الشبكة، كما هو موضح في الشكل 13.
يمكن تحديد القيمة المحددة لزاوية نقطة لقمة الحفر 2φ وفقًا لمواد الحفر المختلفة كما هو موضح في الجدول 2.
الجدول 2 اختيار زاوية زاوية رأس لقمة الحفر [الوحدة: (°)]
| المواد المراد معالجتها | زاوية الطرف (2φ) |
| الفولاذ والحديد الزهر (متوسط الصلابة) | 116~118 |
| فولاذ المنغنيز | 136~150 |
| سبائك الألومنيوم الصلب | 90~100 |
| المطروقات الفولاذية | 125 |
| نحاس وبرونز | 130~140 |
| المنتجات البلاستيكية | 80~90 |
بعد شحذ حواف القطع الرئيسية، تحقق مما إذا كانت زاوية الطرف 2φ تنصف محور المثقاب، وما إذا كانت كلتا حافتي القطع الرئيسية متماثلة ومتساوية في الطول، وكل منهما خط مستقيم. تحقق أيضًا مما إذا كانت الزاوية الخلفية عند الحافة الخارجية لحواف القطع الرئيسية تتوافق مع القيمة المطلوبة وما إذا كانت زاوية حافة الإزميل دقيقة.
عند سن حافة الإزميل، تكون المواضع النسبية للمثقاب وعجلة الطحن كما هو موضح في الشكل 14. أثناء عملية الشحذ، قم أولاً بجعل الجزء الخلفي من الحافة يلامس عجلة الطحن، ثم قم بتدوير المثقاب بحيث تتحرك نقطة الطحن تدريجيًا نحو مركز الإزميل لتقصير حافة الإزميل. يجب أن تكون حافة عجلة الطحن المستخدمة في شحذ حافة الإزميل ذات منحنى صغير، ويفضل أن يكون قطر عجلة الطحن أصغر أيضًا.