أساسيات أداة المخرطة: التصنيفات ونصائح الشحذ
تستكشف هذه المدونة تصنيفات أدوات المخرطة وتقدم نصائح أساسية حول كيفية شحذها بفعالية. سوف تتعلم...
تخيل أداة دقيقة للغاية يمكنها تشكيل ثقب بإتقان. هذا هو جوهر خراطة الثقب، وهي تقنية أساسية في الهندسة الميكانيكية. في هذه المقالة، سوف تستكشف أساسيات خراطة الثقب، بدءًا من مبادئها إلى التطبيقات العملية. استعد لفهم كيف يمكن لهذه العملية تعزيز دقة وكفاءة مشاريع التصنيع الآلي الخاصة بك.

يوضِّح الشكل 2-137 خراطة الشُّغْلَة العادية من نوع الثقب على المخرطة.
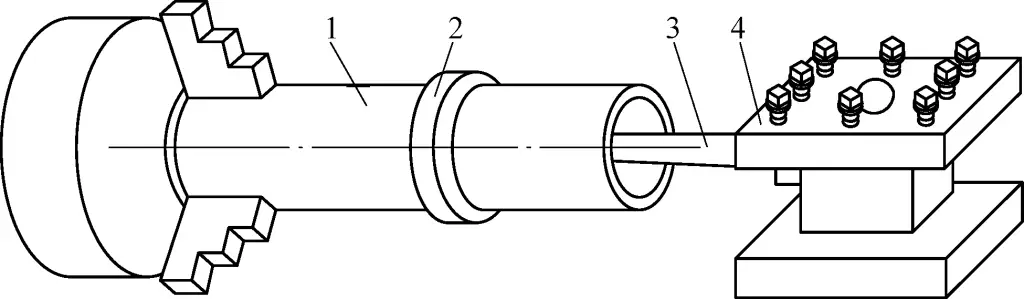
1-حلقة مضادة للاهتزاز
2-قطعة العمل
3-حامل أداة الثقب
4-وظيفة الأداة 4
نظرًا لاختلاف ظروف الثقب واختلاف مواد الشُّغْلة، تختلف أيضًا الزوايا الهندسية لأدوات الثقب المختارة.
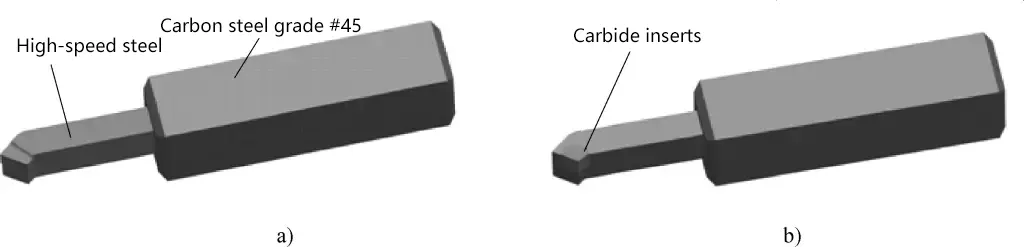
يوضح الشكل 2 أدوات التثقيب المستخدمة في خراطة الثقوب الداخلية في الفولاذ المقوى (صلابة 55-60HRC)، ويوضح الشكل 2أ أداة التثقيب الخام، ويوضح الشكل 2ب أداة التثقيب النهائي. مادة إدخال الأداة من كربيد YT30، ومادة حامل الأداة من الفولاذ الكربوني عالي الجودة 45، بصلابة تتراوح بين 35-45HRC بعد التبريد.
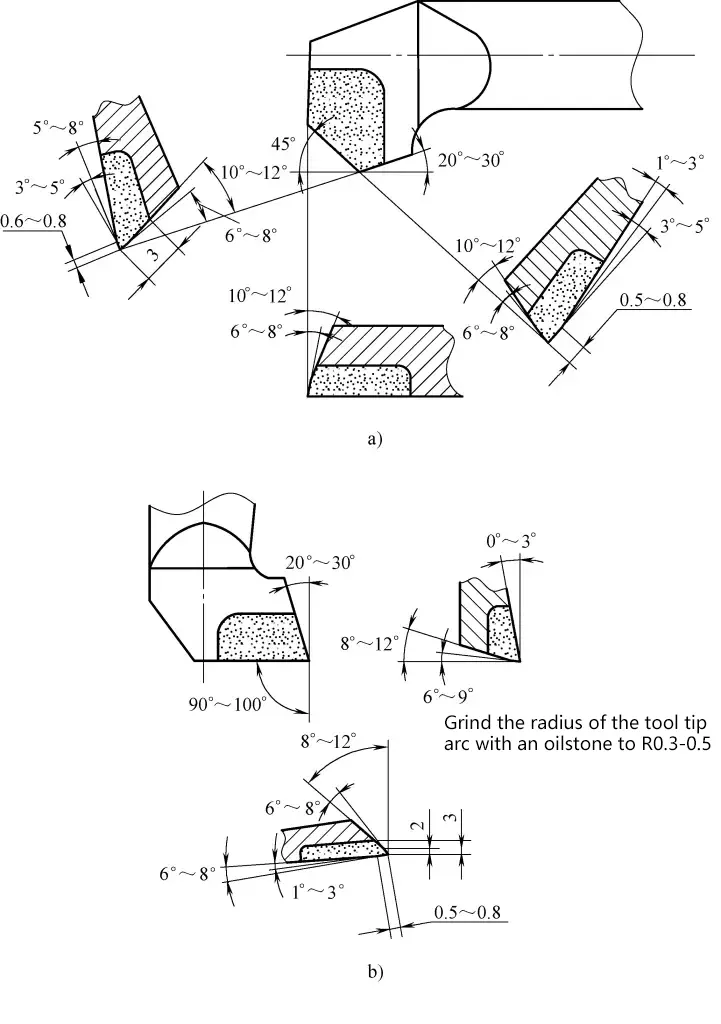
أ) أداة الثقب الخشن
ب) أداة الثقب النهائي
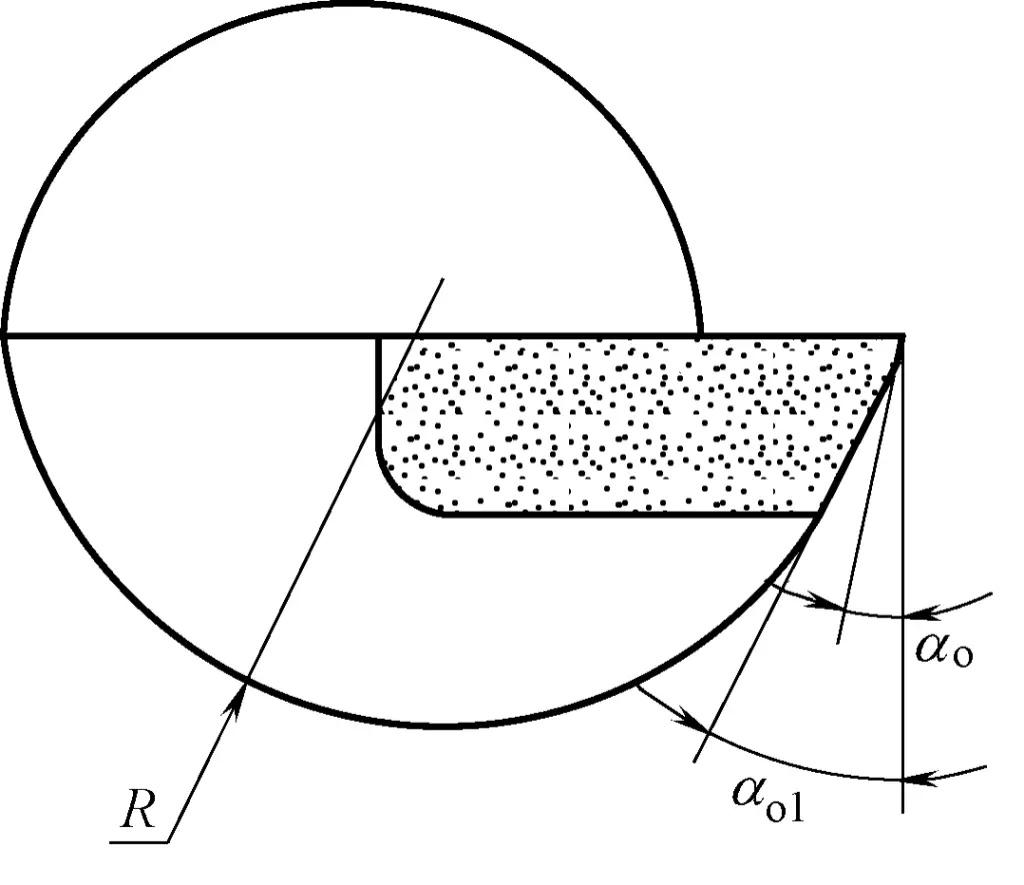
تبلغ قيمة خشونة السطح Ra عند حافة القطع لأداة الثقب النهائي 0.4 ميكرومتر. عند ثقب الثقوب الصغيرة، إذا كان السطح السفلي لحامل الأداة يلامس سطح الثقب الداخلي ويحتك به، يمكن أن يكون الجزء السفلي من حامل الأداة مطحونًا في شكل دائري على شكل حرف R، كما هو موضح في الشكل 3.
معلمات القطع المستخدمة هي كما يلي. نظرًا لأن قطعة العمل المراد خرطها عبارة عن مادة فولاذية صلبة، فإن سرعة القطع يجب أن يكون v أقل. للثقب الخام، v= 8-12 م/دقيقة؛ للثقب النهائي، v= 12-16 م/دقيقة. للثقب الخشن، f= 0.1-0.15 مم/ص؛ للثقب النهائي، f= 0.05-0.1 مم/ص. بالنسبة للثقب الخشن، يجب ألا يتجاوز عمق القطع الخلفي a 0.05 مم. سائل القطع غير مستخدمة.
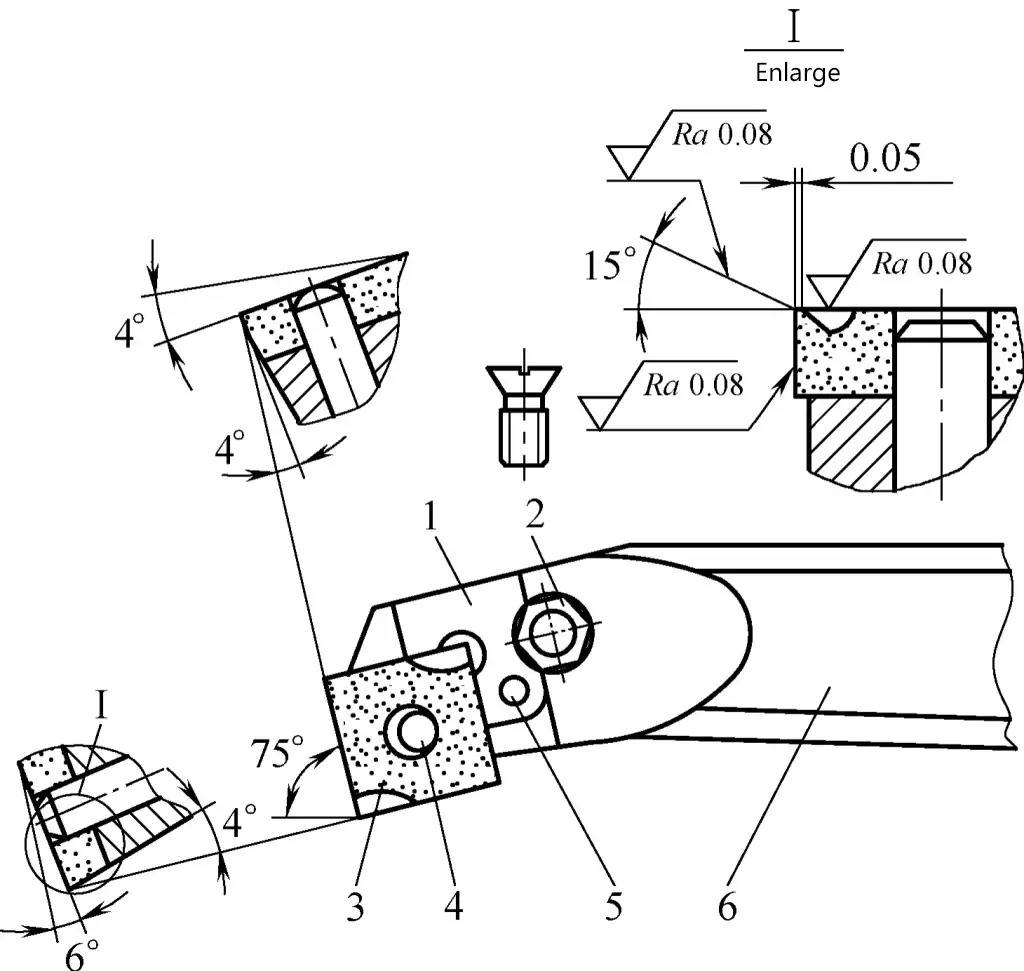
1-أدخل كتلة التشبيك
2-برغي التثبيت
3-إدراج
4-دبوس أسطواني
5-الدبوس المحوري
6-ساق الأداة 6-ساق الأداة
يوضح الشكل 6 أداة ثقب أنبوبية رقيقة الجدران مثبتة بالماكينة، بزاوية أشعل النار γ=15 درجة، وزاوية حافة القطع الرئيسية K=75 درجة، وعرض أخدود قاطع البُرادة 2 مم، وقيمة خشونة سطح الوجه الأمامي Ra <0.8 ميكرومتر. عند الثقب، يكون القطع سلسًا وسريعًا، مع ظهور البُرادة باللون الأبيض الفضي. معلمات القطع المختارة هي: سرعة القطع v=80 م/دقيقة، ومعدل التغذية f=0.1 مم/ص.
يظهر الشكل 5 هندسة أداة التثقيب للخراطة عالية السرعة للثقوب المصبوبة في الشكل 5. تستخدم إدخالات كربيد من النوع YG. وتتكون حافة القطع من حافة قطع رئيسية بطول 4 مم، وحافة وسيطة بطول 1 مم، وحافة تلميع بعرض 1.2 و (و هو معدل التغذية). تُستخدم حافة القطع الرئيسية للتشغيل الآلي الخشن، والحافة الوسيطة للتشطيب الجزئي، وحافة الصقل لتلميع سطح الثقب الداخلي الذي تم تدويره بالفعل.
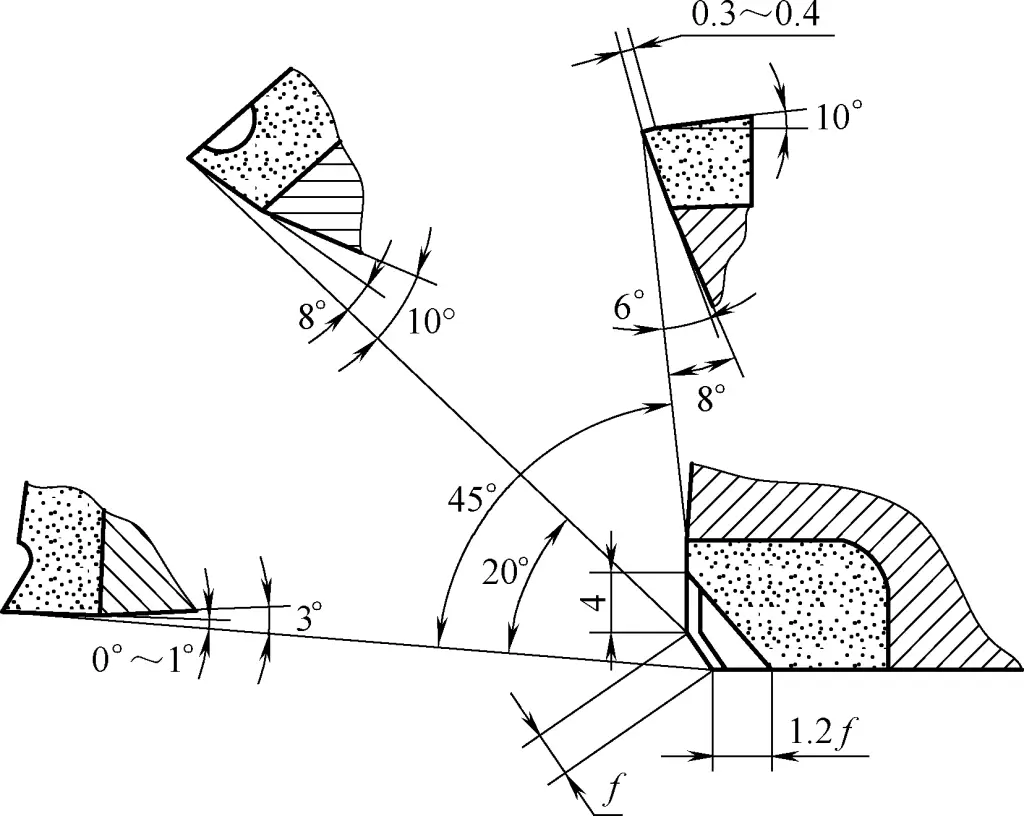
تحتوي أداة الثقب هذه على زاوية أشعل النار γ=10°، وزاوية الخلوص α=8°، ولكن زاوية الخلوص لحافة الصقل هي 1° فقط. إذا احتكت بجدار الثقب أثناء الثقب، يمكن أن يكون السطح السفلي للأداة مستديرًا. معلمات القطع المستخدمة هي: سرعة القطع v=200 م/دقيقة، ومعدل التغذية f=0.5 مم/ص.
يوضح الشكل 6 أداة ثقب عالية الطاقة مع حافة قطع ذات خط متقطع، باستخدام حشوات كربيد YT15. تكون أداة الثقب هذه فعالة للغاية عند استخدامها على المخارط الأفقية CA6140 والمخارط متوسطة الحجم لتحويل الثقوب الداخلية القصيرة والسميكة بأقطار تتراوح بين 60-150 مم في قطع الشُّغْلَة الفولاذية.
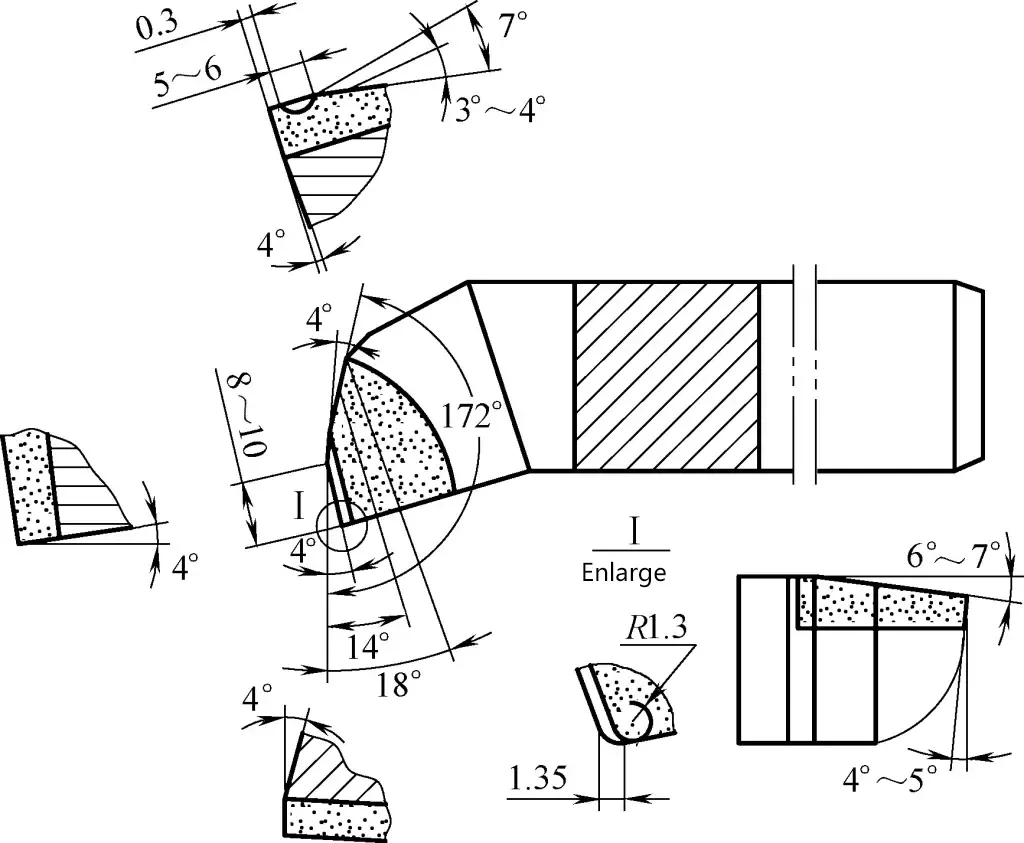
تستخدم أداة التثقيب هذه زوايا أشعل النار غير متساوية، وتكون حافة القطع الرئيسية في شكل خط متقطع. أثناء الثقب، تتعرض الحافتان اليمنى واليسرى للقوى، مما يؤدي إلى موازنة قوى القطع وتعويضها بشكل صحيح، مما يقلل من قوة القطع الشعاعي، ويجعل عملية القطع أكثر استقرارًا. تُشكّل حافة القطع الرئيسية زوايا مع منصة قاطع البُرادة والسطح المائل لتفريغ البُرادة مما يحسّن من تفريغ البُرادة ويتيح تكسير البُرادة بشكل طبيعي.
زاوية حافة القطع الرئيسية هي زاوية رئيسية مزدوجة، والزاوية كبيرة نسبيًا. ومقارنة بأدوات الثقب العامة، فإنها تضيف زاوية إسفين طرف الأداة بزاوية 172 درجة، وهي مطحونة بشطب سلبي ونصف قطر طرف الأداة، مما يحسن من قوة الأداة ويطيل من عمر الخدمة. مادة حامل الأداة من الفولاذ الكربوني عالي الجودة 45 درجة. نظرًا لأنها أداة ثقب عالية القوة، يجب أن تكون أبعاد حامل الأداة أكبر بشكل مناسب لزيادة الصلابة وتقليل الاهتزاز.
معلمات القطع المستخدمة هي: سرعة القطع v=140-150 م/دقيقة؛ عمق القطع الخلفي a=12-15 مم؛ معدل التغذية f=0.3-0.5 مم/ص.
عند التركيب، يجب أن تكون أداة الثقب هذه أعلى من مركز الشُّغْلَة بمقدار 1.5-2 مم.
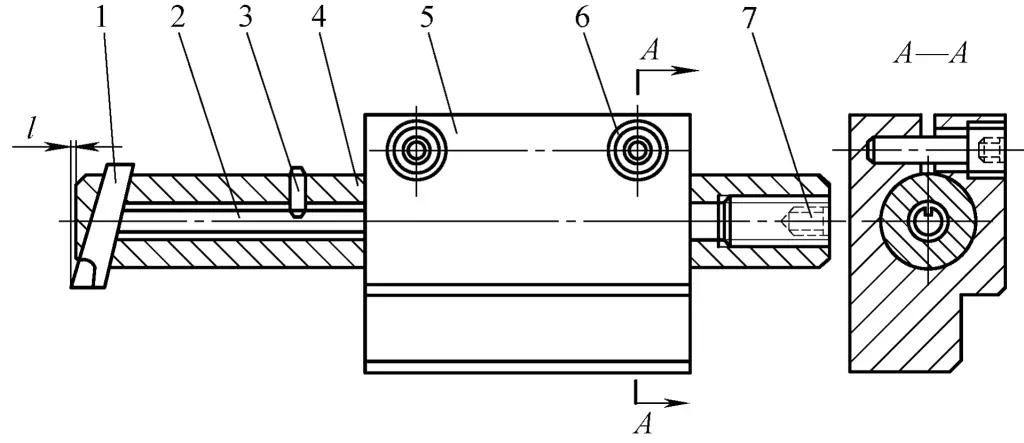
بالنسبة للإنتاج على نطاق واسع، ولتحسين الكفاءة وضمان جودة الثقب، يمكن أيضًا استخدام أداة الثقب الموضحة في الشكل 7. هذه أداة ثقب عالية الكفاءة يمكن استخدامها عندما يكون بدل التصنيع كبيرًا أو عند خرط ثقوب طويلة مع بدل تصنيع غير متساوٍ.
وهيكلها عبارة عن قاطع على شكل أداة على شكل أداة مع رأس أداة مزدوج الحواف. يتم لحام أربع كتل دعم من السبائك بالتساوي في الجزء الخلفي من رأس الأداة، بحيث يكون القطر الخارجي لكتل الدعم المصنوعة من السبائك أصغر بحوالي 0.04 مم من القطر الداخلي للثقب الذي يتم حفره بواسطة رأس الأداة.
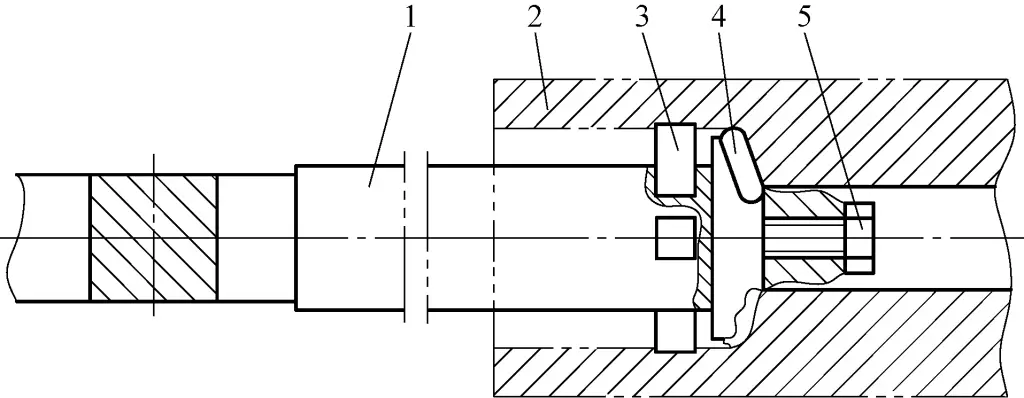
1-حامل الأدوات
2-قطعة العمل
3-كتلة دعم السبيكة 3 - كتلة الدعم
4-رأس أداة ثقب مزدوج الحواف
5-برغي التثبيت 5 - برغي التثبيت
أثناء التشغيل الآلي، يتم تثبيت ساق الأداة على حامل الأداة، مع محاذاة محورها مع مركز الدوران. عند الثقب، يتم قطع رأس الأداة مزدوج الحواف أولاً، يليه مباشرةً كتلة دعم السبيكة التي تدعم الثقب الداخلي.
يجب أن يكون القطر الخارجي للكتل الداعمة الأربعة المصنوعة من السبائك أصغر قليلاً من قطر الثقب الذي تم حفره بواسطة رأس الأداة. أثناء عملية الثقب، توفر كتل الدعم المصنوعة من السبائك الدعم، مما يضمن صلابة ساق الأداة، بينما تعمل أيضًا ككاشطات لتحسين أسطوانية الثقب الداخلي وتقليل خشونة سطحه.
عند تشغيل ثقوب طويلة أو إجراء قطع بزاوية كبيرة، ستؤدي زيادة بدل التشغيل الآلي إلى توسيع البُرادة. في هذه الحالة، يمكن طحن العديد من أخاديد كسر البُرادة خلف حافة القطع الرئيسية لتسهيل إزالة البُرادة وضمان دخول سائل القطع.
سرعة القطع v c لأداة الثقب هذه 140 م/دقيقة، بمعدل تغذية f=0.2 مم/ص. بالنسبة لقطع العمل ذات البدل البالغ حوالي 40 مم، يمكن إكمال القطع في مسار واحد.
تتنوع هياكل سيقان أدوات المخرطة التي تحددها ظروف الشُّغْلَة ومتطلبات التشغيل الآلي. يقدم ما يلي أكثر من 10 أنواع من سيقان أدوات المخرطة للاختيار من بينها.
كما هو موضح في الشكل 8، يتم تشكيلها من صفيحة فولاذية مثنية مع طرف أداة كربيد ملحومة برأس الأداة للاستخدام؛ وبدلاً من ذلك، يمكن تشكيل مادة فولاذية عالية السرعة بشكل متكامل في شكل أداة الثقب المطلوبة (دون الحاجة إلى لحام رأس الأداة).
أ) أداة الحفر الفولاذية عالية السرعة المتكاملة
ب) أداة الثقب الملحومة
عند الثقب، استخدم القرص الموجود على مقبض الانزلاق المتقاطع للتحكم في عمق القطع من الخلف.
كما هو موضح في الشكل 9، رأس الأداة وساق أداة الثقب هذه منفصلان. يمكن إزالة رأس الأداة عن طريق فك البرغي، مما يجعل طحن الأداة واستبدالها مريحًا.
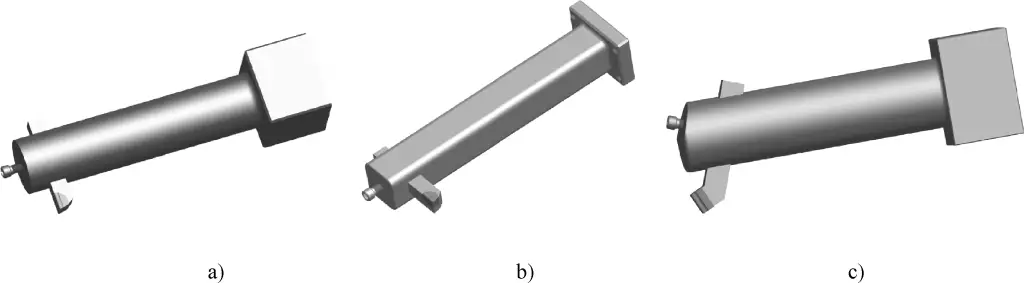
أ) النموذج الأول
ب) النموذج الثاني
ج) الاستمارة III
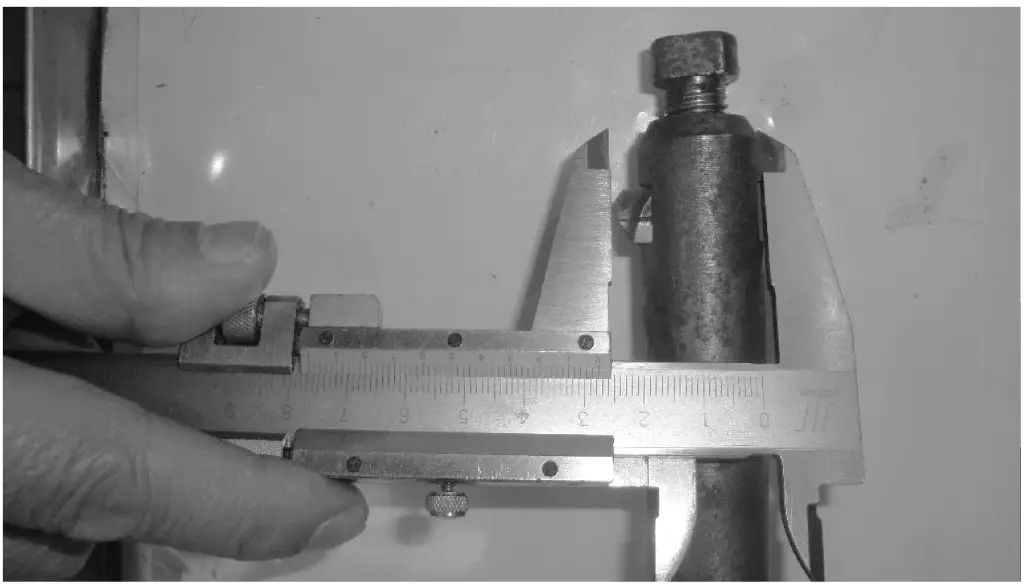
بنية سيقان أداة الثقب العادية هي الأبسط. عند ضبط طول امتداد رأس الأداة، اضغط بشكل عام على رأس الأداة ثم استخدم الفرجار لقياس ما إذا كان طول الامتداد يفي بالمتطلبات (الشكل 10). إذا لم يكن مناسبًا، قم بالنقر عليه عدة مرات أخرى حتى يمكن ضمان حجم قطر الثقب.
يُظهر الشكل 11أ الجسم الرئيسي لساق أداة الثقب الصغيرة. عند الاستخدام، أدخل أداة الثقب الصغيرة (الشكل 11 ج) في ثقب الجسم الرئيسي وأحكم ربط الصامولة (الشكل 11 ب) لتأمين أداة الثقب.
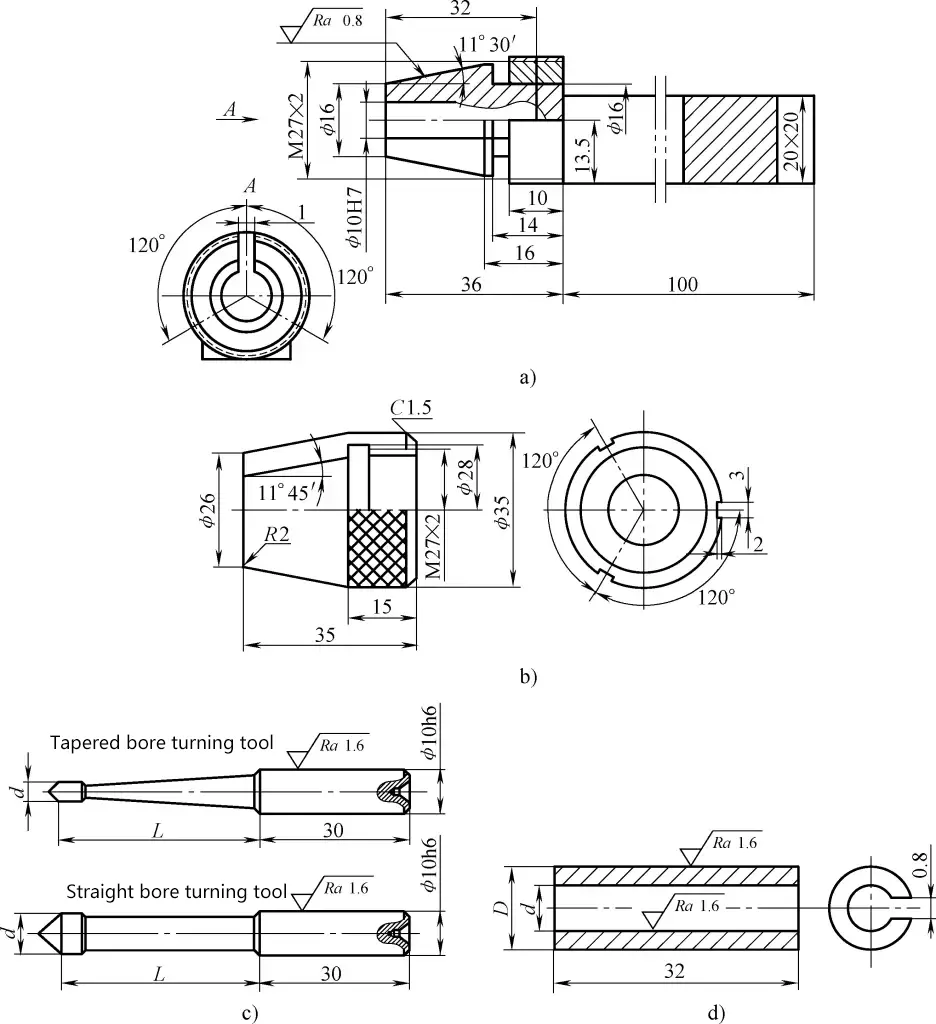
أ) الجسم الرئيسي لساق أداة الثقب
ب) صامولة ساق أداة الثقب
ج) أداة ثقب الثقب الصغير
د) المقبس المفتوح الطرف
عند تركيب أداة التثقيب، استخدم مفتاح ربط صغير مثني لربط الفتحة المفتوحة على الصامولة. نظرًا لأن الطرف الأيسر من الجسم الرئيسي لساق أداة التثقيب عبارة عن جسم مرن مقوى، فإنه يمكن أن يشبك أداة التثقيب بإحكام.
يمكن تركيب ساق أداة ثقب واحدة مع مواصفات مختلفة لأدوات الثقب لتلبية احتياجات المعالجة للثقوب الصغيرة ذات القطر المختلف. يمكن لهذا النوع من ساق أداة التثقيب، عند استخدامه مع مقبس مفتوح الطرف (الشكل 11د)، أن يحمل أيضًا مثاقب مركزية صغيرة الحجم، ولقم الثقب، ومثاقب الثقب، وما إلى ذلك، لأشكال أخرى من التشغيل الآلي.
عند الاستخدام، قم بإدخال ساق الأداة الصغيرة في فتحة الأداة الخاصة بساق أداة الثقب وشد الصامولة لتأمين ساق الأداة الصغيرة. هذا النوع من السيقان (الشكل 12) مناسب جدًا للثقوب المملة بأقطار 20-40 مم. يجب استخدام سائل القطع بكثرة أثناء القطع.
1-الجوز
2-مشبك أدوات 2
3-ساق الأداة الصغيرة 3-ساق الأداة الصغيرة
4-فتحة الأداة 4
5-ساق أداة الثقب
يسمح ساق أداة الثقب المزودة بأخدود حلزوني بتفريغ البُرادة على طول الأخدود الحلزوني، مما يجنب انسداد البُرادة. لتقليل الاهتزاز وزيادة العمق الخلفي للقطع، يجب زيادة قطر ساق أداة الثقب بشكل مناسب أثناء التصنيع. ساق أداة الثقب هذه مناسبة للثقب من خلال الثقوب ويجب استخدامها مع سائل القطع.
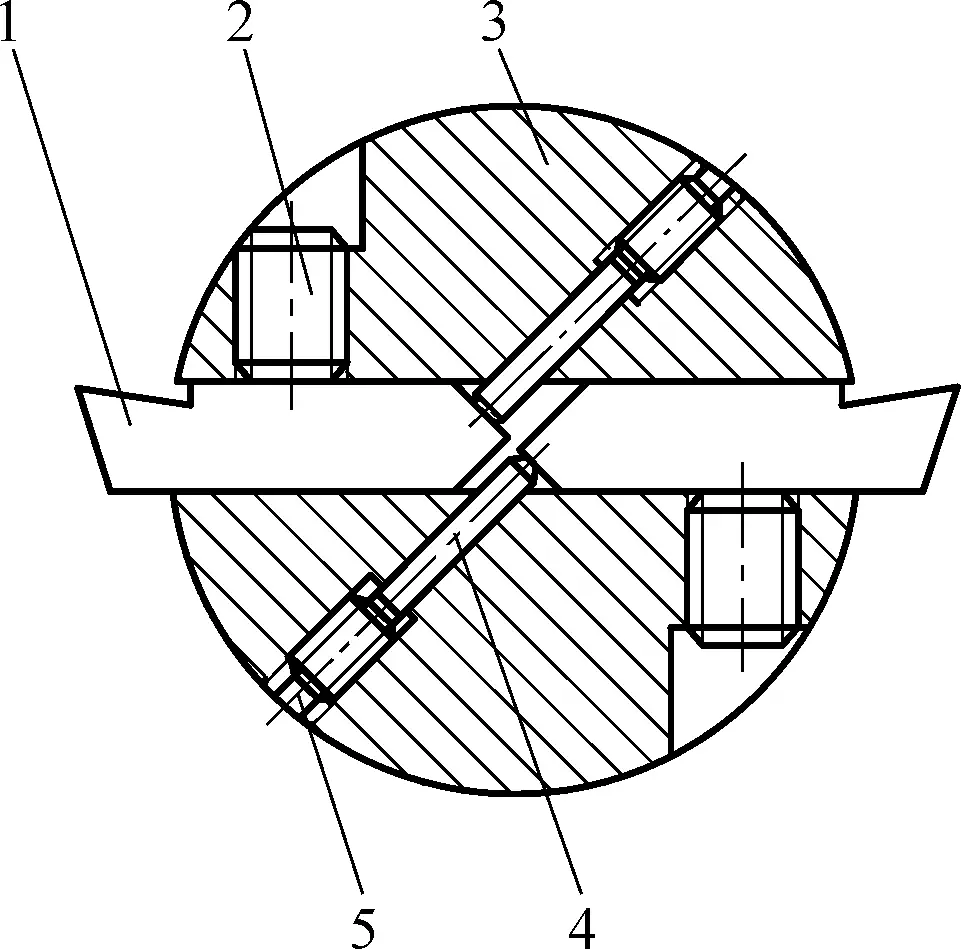
كما هو موضح في الشكل 13، يدور حول مسمار كمحور. عند إحكام ربط المسمار الأيسر وفك المسمار الأيمن، يزداد قطر الثقب؛ وعند إحكام ربط المسمار الأيمن وفك المسمار الأيسر، يقل قطر الثقب. أدخل رأس الظرف في فتحة مستدق الغُرَاب المتحرك أو اجعل المقبض جزءًا من جسم الظرف مخروطي الشكل لإدخاله مباشرةً في فتحة مستدق الغُرَاب المتحرك.
1-قطعة العمل
2-أداة الثقب
3-المسمار
4 سنون
5-جسم الظرفاء
6-رأس الظرف 6
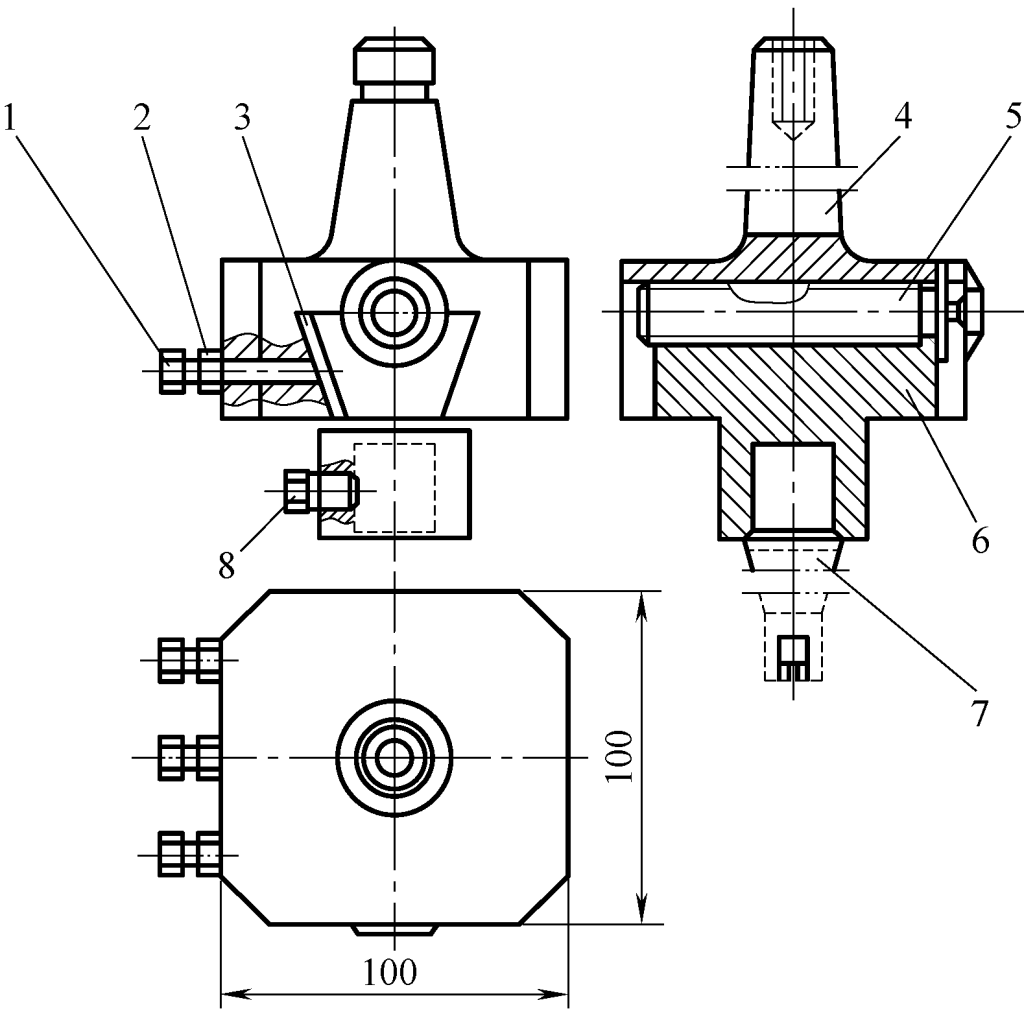
كما هو موضح في الشكل 14، يستخدم ساق أداة الثقب هذه شكل ساق مربع. عند الاستخدام، أدخله في الفتحة المربعة لهيكل الأداة وشبكه ببرغي التثبيت وبرغي الضغط المحوري. يعمل برغي الضغط المحوري أيضًا كنقطة محورية. أثناء الاستخدام، قم بتدوير برغي الضبط لتدوير ساق أداة الثقب حول برغي الضغط المحوري بالزاوية المناسبة للضبط الدقيق.
1-جسم الأداة
2-برغي التثبيت
3-برغي الضغط المحوري
4-ساق أداة الثقب
5-رأس الأداة 5-رأس الأداة
6-الحديد المربع 6
7-كتلة التوصيل
8-برغي التعديل 8 - برغي التعديل
تم تصميم ساق أداة الثقب هذه بناءً على مبدأ الرافعة.
كما هو موضح في الشكل 15، جسمها الرئيسي متصل بشفة عمود دوران المخرطة. يحتوي الثقب الداخلي للجلبة اللامتراكزة على انحراف غريب الأطوار e عن دائرته الخارجية (يتم تحديد الانحراف الغريب e وفقًا لحالات محددة). لضبط حجم الثقب، قم بفك برغي التثبيت وتدوير الكم اللامتراكز.
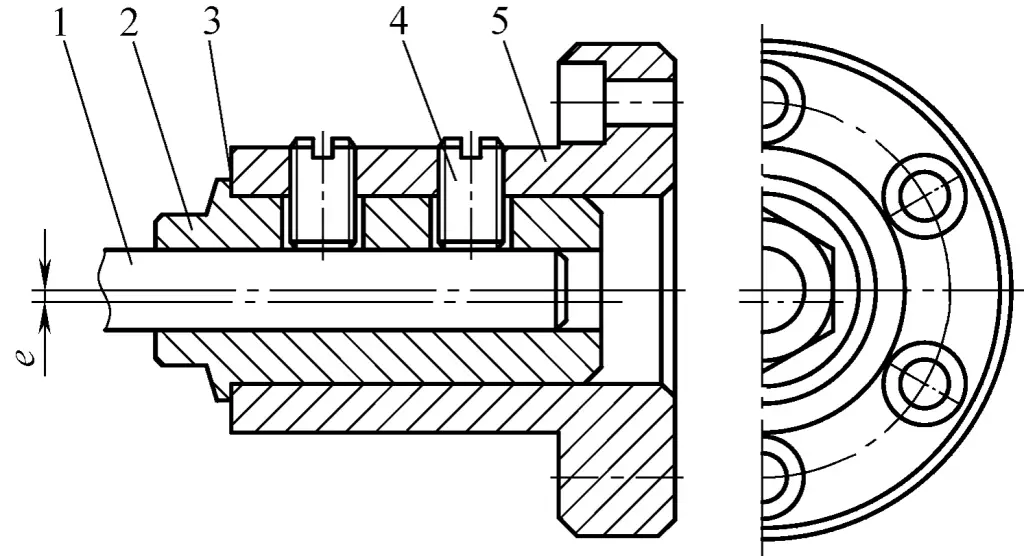
1-ساق الأداة
2-الأكمام اللامركزية
3-خط القياس 3-خط القياس
4-برغي التثبيت
5-الجسم الرئيسي
توجد خطوط مقياس على كل من الوجه الطرفي للكم اللامركزي والجسم الرئيسي. يمكن رؤية مقدار الضبط من خطوط المقياس. بعد الضبط، أحكم ربط برغي التثبيت. ساق أداة الثقب هذه مناسبة لثقب الثقوب الصغيرة نسبيًا.
كما هو موضح في الشكل 16، هناك أسنان مدببة متساوية المسافات على كل من الوجه الطرفي لساق أداة الثقب وأسفل رأس الأداة، والتي تتشابك مع بعضها البعض. يتم تثبيت رأسي الأداة، 1 و2، عند 180 درجة لبعضهما البعض في الطرف الأمامي لساق أداة الثقب.
1-رأس الأداة 1-رأس الأداة 1
2 - أسنان ذات نقطتين
3-إدخال الأداة 2
4-رأس الأداة 4-رأس الأداة 2
5-الأخدود ذو 5 أسنان
6-المسمار
7-أداة الثقب
8-أداة الإدخال 1-أداة الإدخال 1
9-ساق أداة الثقب
يتم لحام إدخالات العِدَّة على رأس العِدَّة، الذي يحتوي على فتحة طويلة. لضبط مسافة التمديد لملحق الأداة، قم بفك البرغي، ويمكن لرأس الأداة أن يتحرك شعاعيًا على طول أخدود السن. أحكم ربط البرغي بعد الضبط. يجب أن تكون الأسنان المدببة مقواة بصلابة معينة لمنع التلف والتشوه.
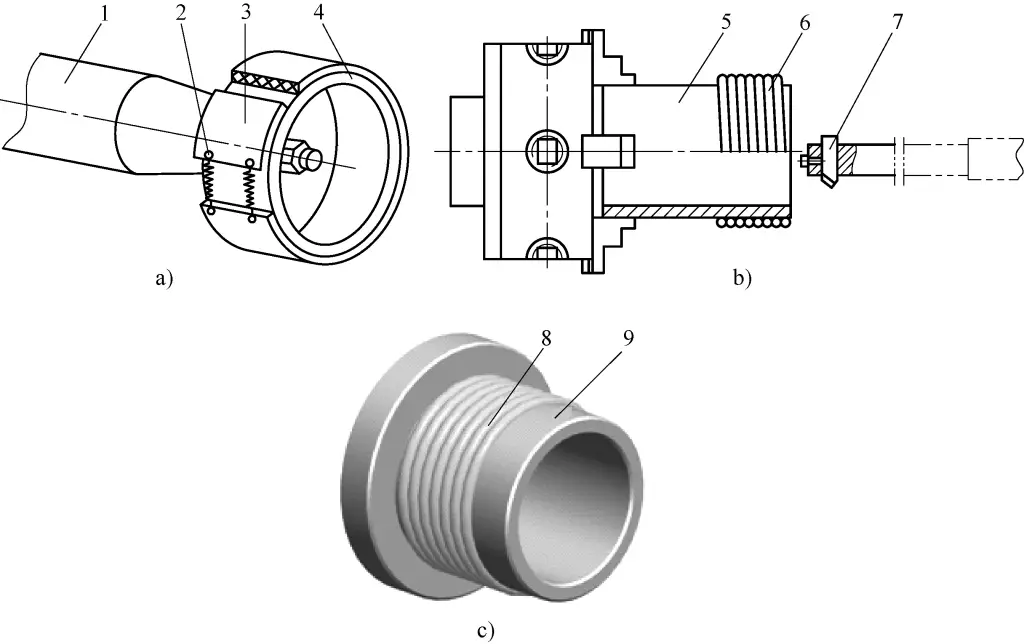
كما هو موضح في الشكل 17، يتم تثبيت ساق أداة الثقب 2 في الفتحة المستدقة لعمود الدوران 1، ويتم تثبيت ساق الأداة 8 في الفتحة الملولبة للأسطوانة الداخلية 5، ويتم توصيل الغلاف الخارجي 3 بساق أداة الثقب 2 عبر خيوط. تحتوي الأسطوانة الداخلية 5 والجلبة الخارجية 3 على ملاءمة انزلاقية.
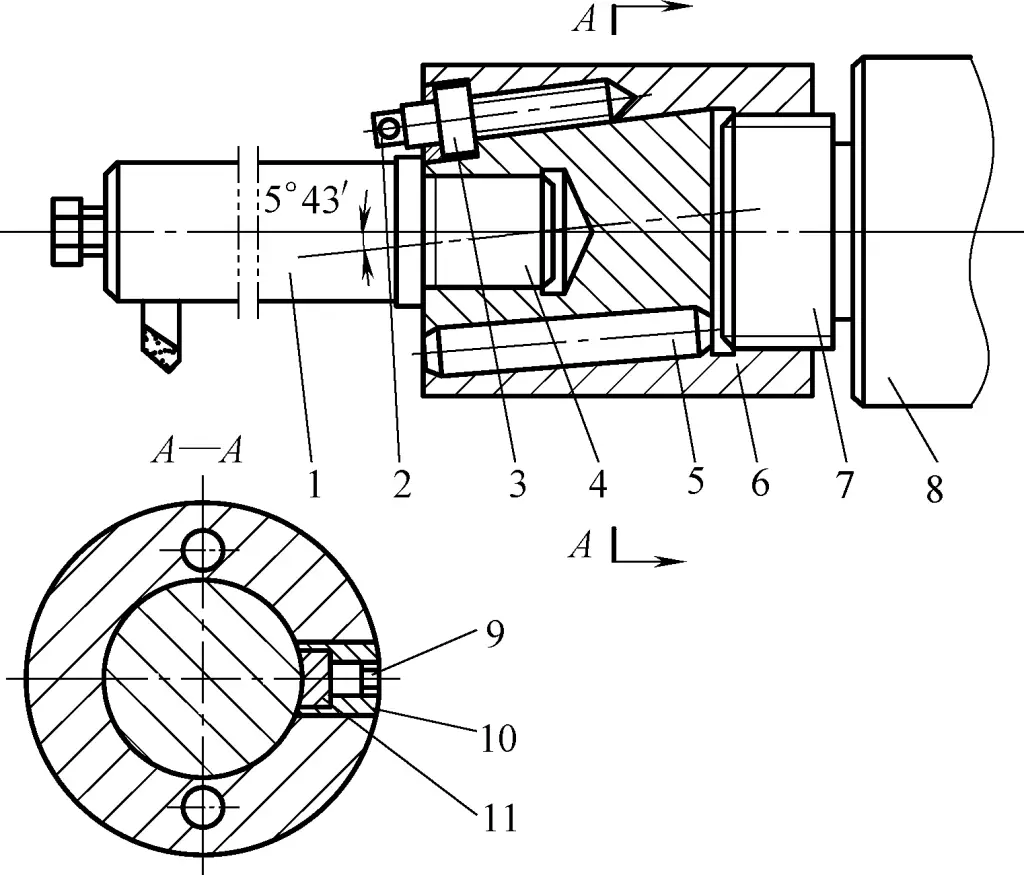
1-المغزل
2-ساق أداة الثقب
3-الكم الخارجي
4-دبوس أسطواني
5-الأسطوانة الداخلية
6-حلقة 6-صفر
7-ضبط القضيب اللولبي
8-ساق الأداة 8
9-برغي ذو مقبس سداسي الشكل 9
10-الأكمام ذات الخيوط 10
11-غسالة تثبيت النحاس النحاسي
يميل الخط المركزي للفتحة الداخلية للجلبة الخارجية 3 بزاوية 5°43′ إلى محور ساق أداة الثقب 2. لضبط أداة التثقيب، قم أولاً بفك برغي المقبس السداسي 9، ثم أدر قضيب برغي الضبط الدقيق 7 لدفع الأسطوانة الداخلية 5 داخل الغلاف الخارجي 3 للتحرك شعاعيًا على طول الخط المركزي المائل. بعد الضبط، أحكم ربط المسمار اللولبي السداسي الشكل 9.
يحتوي كتف القضيب اللولبي للضبط الدقيق 7 على تدرجات دائرية متساوية المسافات. عندما تكون درجة ميله 1.5 مم، ينتج عن دوران كامل واحد حركة شعاعية للأسطوانة 5 بمقدار 15mm×sin5°43’=1.5mm×0.0996=0.1494mm≈0.15mm. إذا كان القضيب اللولبي للضبط الدقيق 7 يحتوي على 30 تدرجًا، فإن الحركة الشعاعية للتدرج الواحد تساوي أ/30=0.1494 مم/ 30.005 مم.
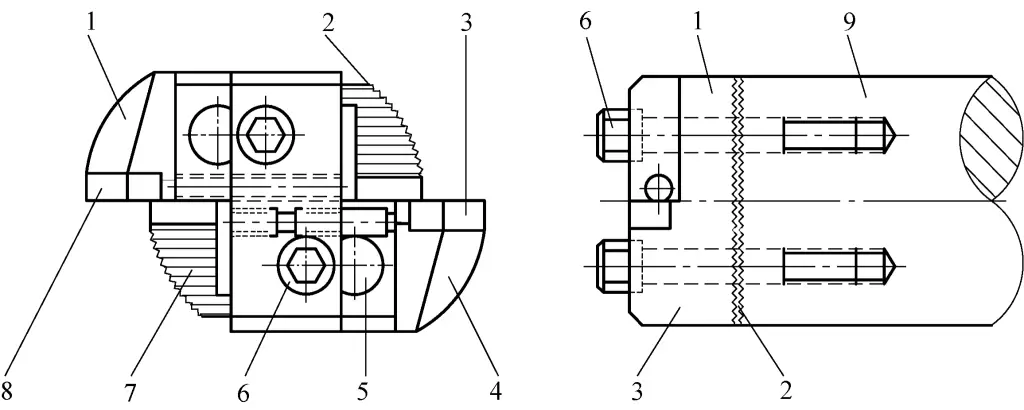
كما هو موضح في الشكل 18، يشكل الثقب المائل لساق أداة الثقب هذه زاوية 60 درجة مع محور ساق الأداة. يحتوي الثقب المائل على ممر مزدوج للمفتاح ويحتوي على قضيب لولبي لتثبيت الأداة. يمكن أن ينزلق المفتاح المحدب المزدوج في مجرى المفتاح المزدوج للفتحة المائلة، مع وجود جزء أسطواني له انزلاق مع الفتحة المائلة. يتم تثبيت الغسالة الحديدية الدائرية في الفتحة المائلة لساق أداة الثقب.
يتم استخدام صامولة الفهرسة لضبط مسافة تمديد رأس الأداة. بعد ضبط قضيب برغي لولب تشبيك الأداة على الحجم المطلوب، قم بقفل البرغي والحلقة الحديدية الدائرية معًا. يتم استخدام الغسالة وحشية الختم والحلقة المرنة لمنع الغبار والتخميد.
1-صامولة الفهرسة
2-حلقة مرنة
3-حلقة الختم
4-الغسالة
5-قضيب لولبي لولبي لولبي
6-غسالة حديدية دائرية
7-المسمار
8-ساق أداة الثقب
توجد تدرجات على صامولة الفهرسة. عندما تدور صامولة الفهرسة دورة كاملة واحدة، يتحرك قضيب لولب تشبيك الأداة درجة واحدة. على سبيل المثال: إذا كانت اللولبة M18×1.5 × 1.5، نظرًا لأنها مائلة بزاوية 60 درجة على محور ساق أداة الثقب، فإن الإزاحة الشعاعية لطرف الأداة هي 1.5mm×sin60°=1.299~1.33mm. إذا كان هناك 65 تدرجًا على صامولة الفهرسة، فإن تدرجًا واحدًا من دوران صامولة الفهرسة ينتج عنه إزاحة نصف قطرية لرأس الأداة بمقدار 0.02 مم.
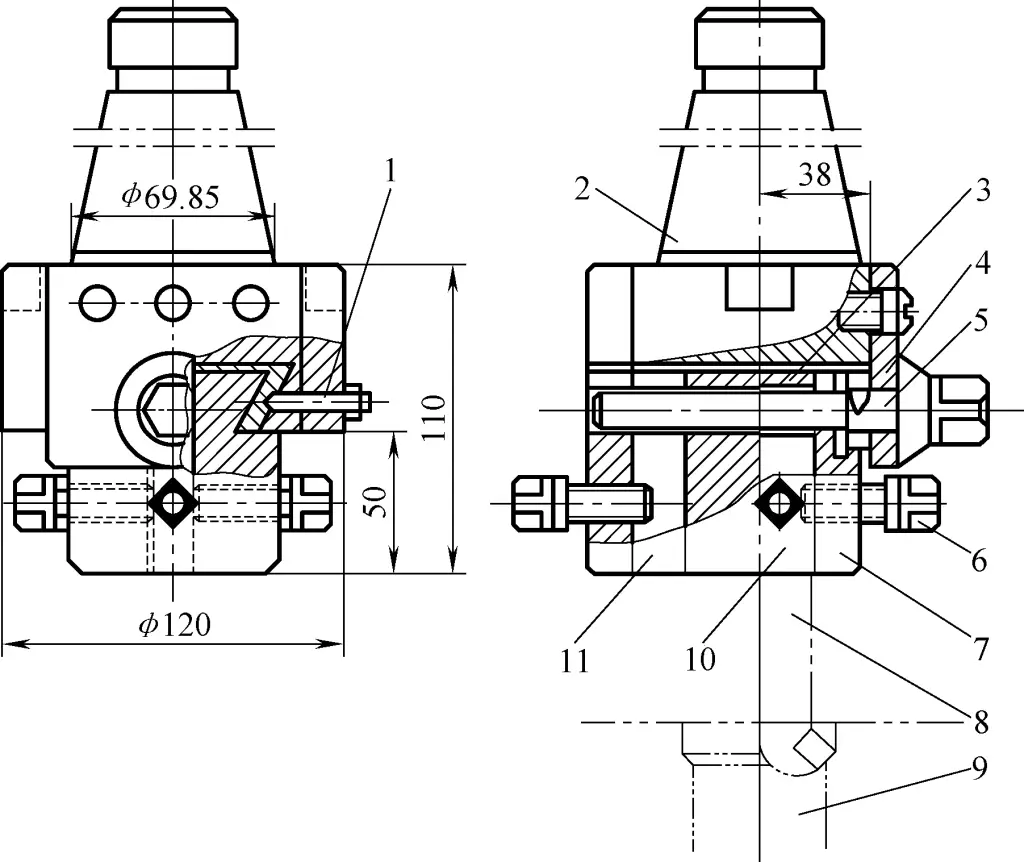
كما هو موضح في الشكل 19، يكون اتجاه ضبط امتداد رأس الأداة لساق أداة الثقب عموديًا على محور ساق الأداة. في الشكل، يتم تثبيت جلبة الجسم الرئيسية على ساق أداة الثقب وتثبيتها ببراغي طويلة. يتم تثبيت رأس العِدَّة في فتحة جلبة أداة التثقيب ويتم تشديدها ببراغي صغيرة.
يتم ربط الطرف الصغير من القضيب اللولبي في الفتحة الملولبة في جلبة تشبيك الأداة، ويتم ربط الطرف الكبير في الفتحة الملولبة في جلبة الجسم الرئيسي. تختلف مسارات الأطراف الكبيرة والصغيرة لقضيب اللولب. للضبط، قم بتدوير
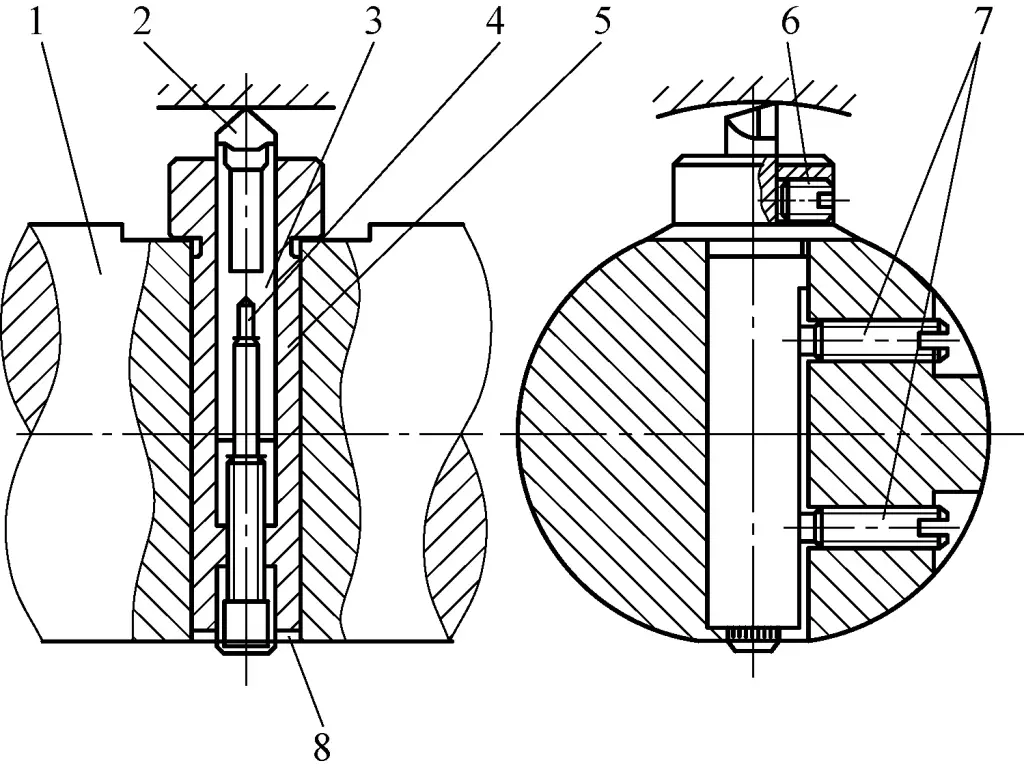
1 - قضيب الثقب
2 - رأس الأداة
3 - غلاف حامل الأدوات
4 - قضيب ملولب
5 - غلاف الجسم الرئيسي
6 - برغي صغير
7 - المسمار الطويل
8 - الخطوط المتدرجة
للضبط، قم أولاً بفك البرغي الصغير الذي يثبت رأس الأداة. تسمح الخطوط المتدرجة على رأس القضيب الملولب بالتحكم الدقيق في حركة رأس الأداة.
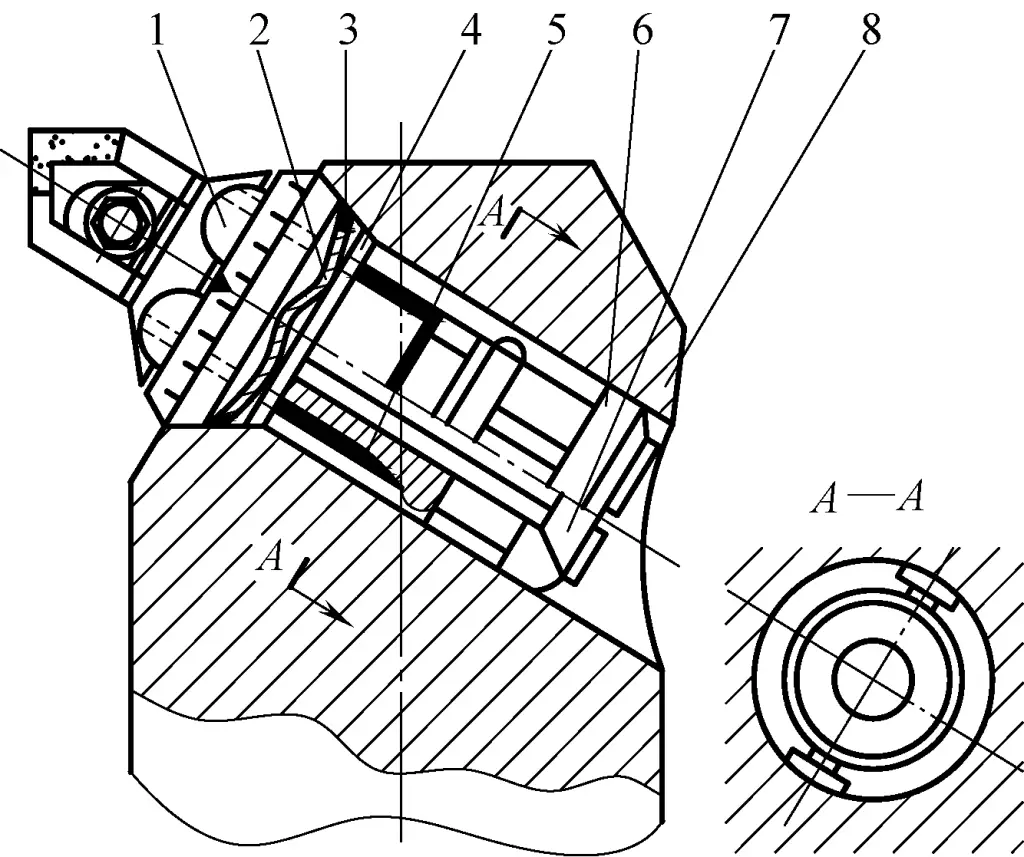
كما هو موضح في الشكل 20، يكون رأس أداة الثقب على القضيب أسطواني الشكل. يؤدي تدوير برغي الضبط الدقيق 6 إلى تحريك رأس أداة التثقيب 4 شعاعيًا على طول قضيب التثقيب. يؤدي إحكام ربط أو فك المسمار اللولبي السداسي 5 إلى تحريك الكتل المنزلقة 2 و3 لتشبيك أو تحرير رأس أداة الثقب 4.
1-قضيب الملل
2، 3-شريط التمرير
4-رأس القطع
برغي ذو مقبس 5 هكس
6-برغي الضبط الدقيق 6 - برغي الضبط الدقيق
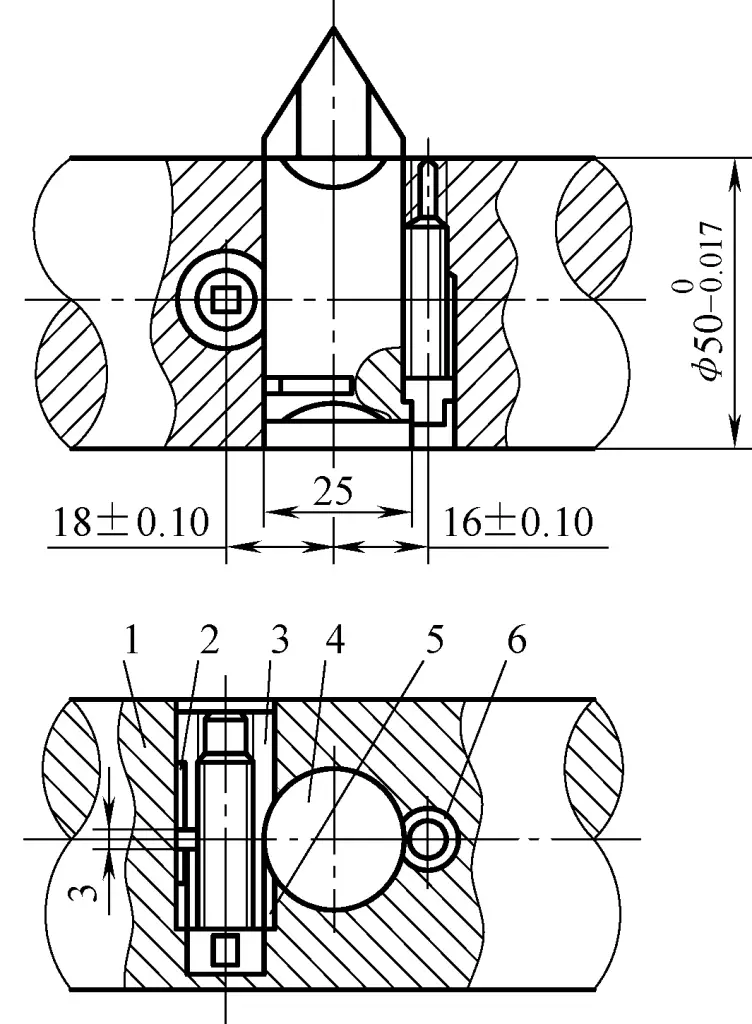
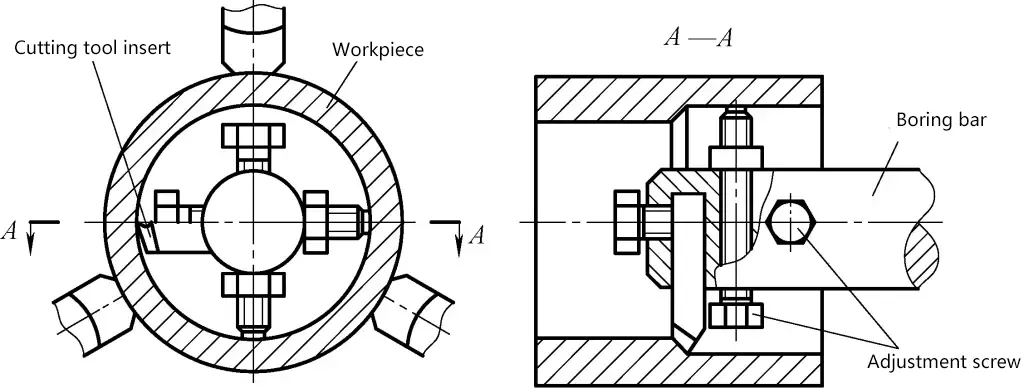
كما هو موضح في الشكل 21، يتم تشكيل ثقب مربع بشكل مستعرض في نهاية قضيب الثقب. يتم إدخال أداة ثقب فولاذية قصيرة عالية السرعة من كل طرف. يتم طحن الطرف الداخلي لأداة التثقيب القصيرة على شكل حرف V وتثبيته بمسامير تثبيت. عند ضبط طول النتوء لأداة الثقب القصيرة، يمكن تدوير برغي الضبط بزاوية 45 درجة لدفع المسمار الأسطواني للأمام، مما يحرك أداة الثقب القصيرة.
1-أداة الثقب
2-برغي التثبيت
3-قضيب الثقب
4-دبوس أسطواني
5-برغي التعديل 5-برغي التعديل
أثناء التثقيب، تتحمل كل من أداتي التثقيب القصيرتين نصف عمق القطع الخلفي، أو تعمل إحداهما كأداة تثقيب خشن بينما تعمل الأخرى كأداة تثقيب دقيق.
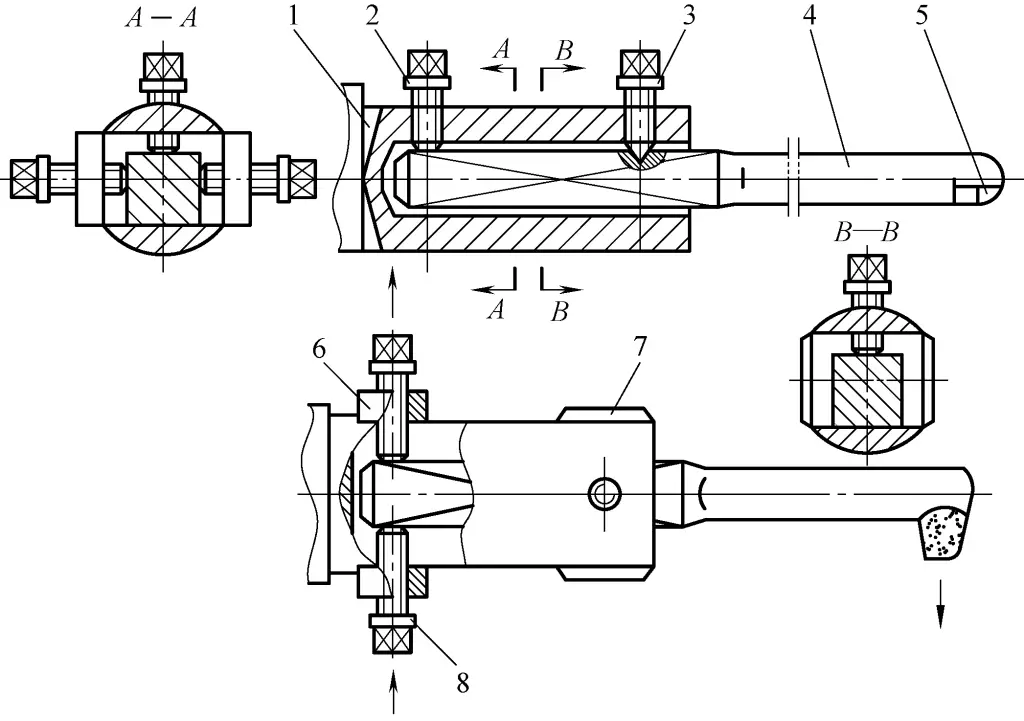
(الشكل 22) عند الاستخدام، يتناسب ساقها المستدق مع فتحة مستدق عمود الدوران. بعد إدخالها في الفتحة المستدقة، استخدم عمود سحب في الطرف الخلفي من عمود دوران المخرطة لسحب رأس المخرطة المملة، مما يعزز صلابتها ويمنعها من الانفصال. يوجد أخدود متوافق تحت الساق المستدق، مع انزلاق كتلة متوافق في ذلك. عندما يتم تدوير البرغي الرئيسي، يمكن أن تتحرك كتلة التوفيتيل على طول الأخدود التوفيتي، مما يضبط قطر دوران رأس القطع.
1-برغي قفل 1
2-صامولة قفل 2
3-لوحة الضبط 3-لوحة الضبط
4-الجسم الرئيسي
5-برغي 5 رصاص
6-كتلة ذيل 6
7-قضيب الممل
8-برغي التثبيت
يتم تركيب قرص متدرج في أحد طرفي المسمار اللولبي للتحكم في عمق القطع الخلفي. يحتوي القرص على خطوط مقياس، مع 100 قسم. اللولب الموجود على البرغي اللولبي الرئيسي هو M20×2، وكل قسم يتم تدويره يزيد من عمق القطع الخلفي بمقدار 0.02 مم. يتم تأمين قضيب التثقيب ببراغي تثبيت. عند ضبط الأبعاد، قم أولاً بفك برغي التثبيت، ثم قم بتدوير برغي الرصاص. بعد التعديل، أحكم ربط برغي القفل وصامولة القفل.
عند تصنيع رأس الثقب هذا، تأكد من أن السنون اللولبية الداخلية على كتلة التوافقي والجسم الرئيسي قد تم تشكيلها معًا لضمان إحكام التثبيت مع البرغي اللولبي الرئيسي.
هياكل قضبان الثقب الدقيقة مناسبة لثقب الثقوب ذات القطر الكبير.
(الشكل 23) عند تدوير المسمار اللولبي الرئيسي، تقوم الصامولة المربعة بتحريك كتلة التوفيت على حامل العِدَّة شعاعيًا على طول أخدود التوفيت، مما يؤدي إلى ضبط القطر الدوراني لقضيب التثقيب. بعد كل تعديل، اربط صامولة برغي القفل بإحكام.
1-برغي قفل، صامولة
2-ساق مدبب
3-صامولة مربعة
4-لوحة تحديد المواقع 4
5-برغي 5 رصاص
6-المسمار
7-حامل الأدوات 7 - حامل الأدوات
8-قضيب الملل 8
9-قطعة العمل
10-فتحة تركيب الأداة الأولى
11-ثقب تركيب الأداة الثانية
يتم عمل فتحتين لتركيب الأداة على حامل الأداة، بمسافات مختلفة من مركز ساق قضيب التثقيب المدبب. عند ثقب الثقوب الكبيرة، قم بتركيب قضيب التثقيب في فتحة التثبيت الثانية؛ أما بالنسبة للثقوب الصغيرة، استخدم فتحة التثبيت الأولى. على جانب كل فتحة تثبيت، يوجد برغي واحد (أو يمكن استخدام اثنين) لتأمين أداة التثقيب.
يحتوي المسمار اللولبي الرصاصي على خيط مستطيل الشكل بميل 3 مم. يحتوي القرص المدبب على 100 خط مقياس متساوي المسافات. كل علامة يتم تدويرها تحرك حامل العِدَّة بمقدار 0.03 مم.
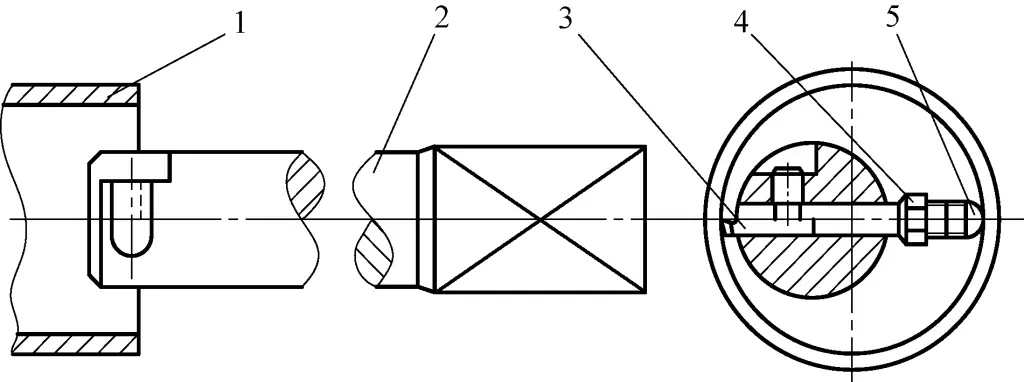
لثقب الثقوب ذات القطر الكبير، يمكن استخدام قضيب الثقب الكبير (يُطلق عليه أيضًا قضيب الثقب المركب) الموضح في الشكل 24. أزل الشريحة الصغيرة للمخرطة وقم بتركيب الجسم الرئيسي لقضيب الثقب الكبير. قم بتشبيك قضيب التثقيب في الجسم الرئيسي، وأدخل رأس التثقيب في الفتحة المربعة في الطرف الأيسر من قضيب التثقيب، ثم أحكم ربط برغي التثبيت، وثبّت رأس التثقيب بقضيب الدفع. قم بفك البرغي السداسي لتغيير طول بروز قضيب التثقيب.
1-رأس ممل
2 - قضيب الدفع 2 - قضيب الدفع
3-تحديد موقع الدبوس
4-قضيب الملل 4
5-الجسم الرئيسي
برغي بمقبس سداسي الحلزون 6 - هكس
7-برغي التثبيت
يجب أن يسمح طول مسمار تحديد الموقع الممتد في قضيب التثقيب لقضيب الدفع بالتحرك بحرية داخل قضيب التثقيب. بعد ضبط طول النتوء لقضيب التثقيب، أحكم ربط المسمار السداسي المقبس.
الجسم الرئيسي لقضيب الثقب الكبير مصنوع من الحديد الزهر، مما يوفر خصائص تخميد اهتزاز جيدة.
يوضح الشكل 25 الطريقة الأساسية المستخدمة للثقب على المخرطة. عندما تكون قطعة العمل كبيرة جدًا أو طويلة جدًا بحيث لا يمكن تركيبها بشكل ملائم على المخرطة، غالبًا ما يتم استخدام طريقة تركيب قطعة العمل على الشريحة المركبة للثقب.
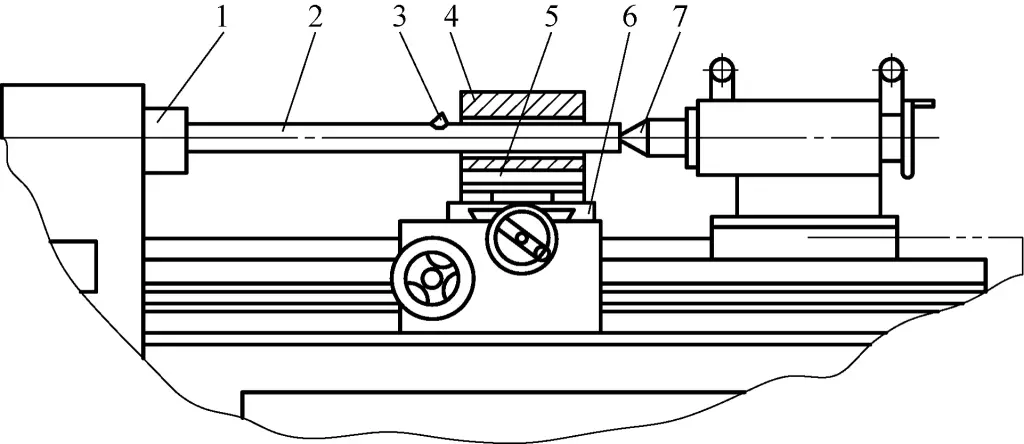
1-المغزل
2-قضيب الثقب
3-رأس القطع
4-قطعة العمل 4-قطعة العمل
5-التركيبات
6-الشريحة المركبة
7-مركز تيلستوك 7
قم بإزالة الشريحة الصغيرة وعمود الأداة من الشريحة المركبة. يتم تثبيت التَرْكِيبة 5 على الشريحة المركبة من خلال فتحات T. يتم تثبيت قضيب التثقيب بين مركزي عمود الدوران والغُرَاب المتحرك، مما يسمح لقضيب التثقيب بالدوران بينما تظل قطعة العمل ثابتة للتشغيل الآلي.
ولتحديد موضع الثقب، يمكن رسم خطوط القطع على طرفي قطعة العمل. يتم تثبيت إبرة سلك فولاذي على رأس القطع 3. قم بتدوير عمود الدوران وقضيب التثقيب لمحاذاة طرف الإبرة مع علامات خط الماكينة على طرفي الشُّغْلَة لتحديد موضعها. يتم ضبط الموضع الجانبي لقطعة العمل من خلال الشريحة المركبة، بينما يتم ضبط الارتفاع باستخدام الرفادات أو ألواح التعبئة.
تتطلب طريقة الثقب هذه ثقوبًا مركزية عالية الدقة في كلا طرفي قضيب الثقب 2، ويجب استخدام مراكز ثابتة (المراكز الدوارة بها أخطاء دوران أكبر).
أثناء التثقيب الدقيق، عندما يلزم زيادة عمق القطع الخلفي بمقدار صغير (مثل 0.05 ~ 0.1 مم)، يصعب التحكم فيه باستخدام المقياس الموجود على مقبض الشريحة المركبة.
في هذه الحالة، بالإضافة إلى طريقة التحكم في مؤشر القرص التي تم تقديمها سابقًا وتدوير زاوية الانزلاق الصغيرة للتحكم في التغذية الشعاعية، يمكن استخدام طريقة التركيب الرأسي للأداة الموضحة في الشكل 26 ب. هذا يضع رأس الثقب عموديًا على الشُّغْلَة (بدلاً من أفقيًا كما هو موضح في الشكل 26أ)، مما يسمح لأداة الثقب بالقطع في الجزء العلوي من الشُّغْلَة. عندما يتم تغذية الشريحة المركبة، فإنها تتحرك بشكل عرضي على طول التجويف الذي يتم تشكيله آليًا.
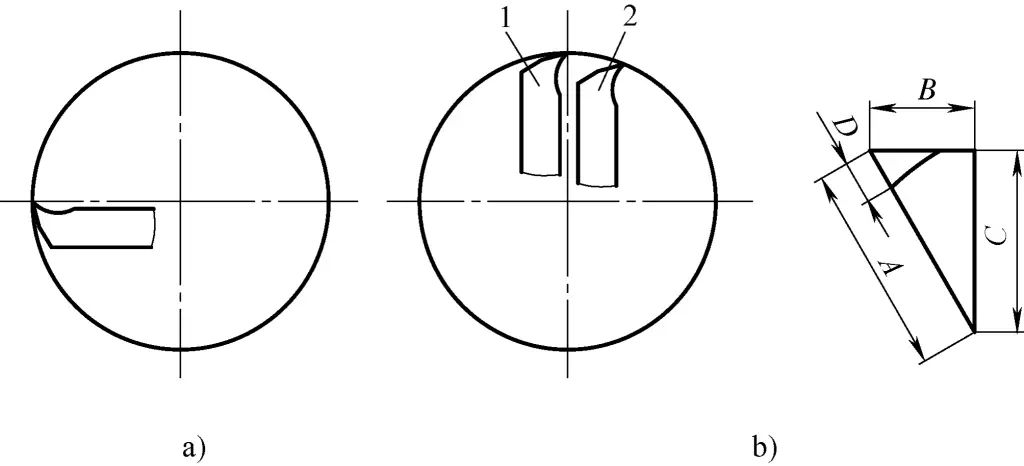
أ) طريقة التركيب العادي
ب) طريقة التركيب العمودي
1-موضع الأداة قبل التشغيل الآلي
2-موضع الأداة بعد التشغيل الآلي
في الشكل 26 ب، D هي بدل التشغيل الآلي للفتحة، وC هي حركة عمود الأداة المطلوبة لتحقيق بدل التشغيل الآلي D. في هذه الحالة:
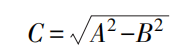
أثناء التثقيب، تعمل أداة التثقيب في حالة شبه مغلقة، ويكون الجزء البارز من قضيب التثقيب طويلًا نسبيًا، لذلك من المحتمل حدوث اهتزاز.
هناك العديد من أسباب الاهتزاز، مثل التشبيك غير السليم لقطعة الشُّغْلة، أو ضعف صلابة التَرْكِيبات أو التآكل الشديد لمحمل عمود الدوران، أو تآكل سكة التوجيه، أو تعديل خلوص الشريحة غير السليم، أو حواف القطع الباهتة، أو البروز المفرط لقضيب التثقيب (الشكل 27)، أو صلابة قضيب التثقيب غير الكافية، أو معلمات القطع غير الصحيحة، أو طرق التصنيع الآلي غير الصحيحة. عند اكتشاف اهتزاز، يجب تحديد السبب ومعالجته وفقًا لذلك.
لمنع وحل الاهتزاز أثناء الحفر، يمكن اتخاذ التدابير التالية من منظور النظام التكنولوجي
إذا كان قضيب التثقيب يفتقر إلى الصلابة، فلن يحدث اهتزاز أثناء التثقيب فحسب، بل ستحدث أيضًا ظاهرة "انحراف الأداة"، مما يؤدي إلى ثقب مدبب بقطر متناقص نحو الداخل. في حالة عدم وجود مشاكل في دقة المخرطة، يجب استخدام طرق لزيادة صلابة قضيب الثقب.
تتضمن طرق زيادة صلابة قضيب التثقيب زيادة عرض القضيب وسمكه، ولكن هذا يمكن أن يجعله ضخمًا للغاية وقد لا يحل المشكلة بالكامل. وهناك طريقة أخرى تتمثل في استخدام دعامات مساعدة. تحتوي الطرق التالية على بعض الاختلافات الهيكلية ولكنها تعمل على نفس المبدأ.
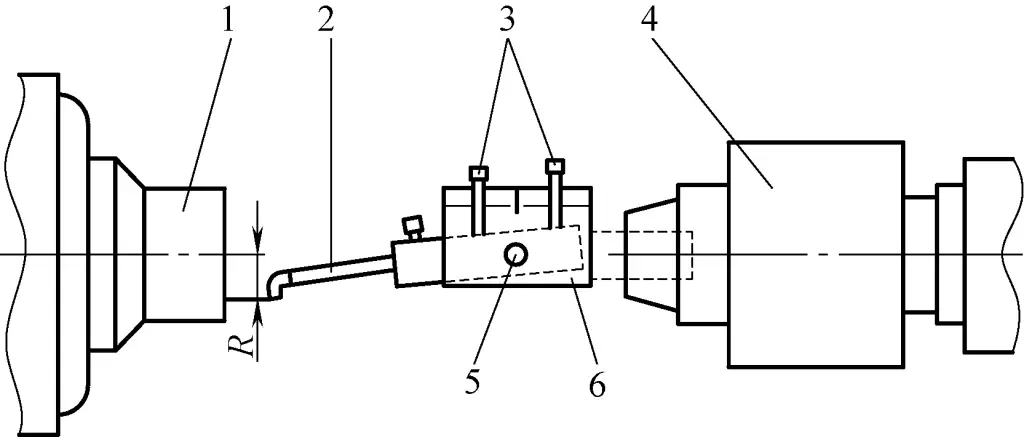
كما هو موضّح في الشكل 28، قم بعمل ثقب ملولب M10 في قضيب الثقب وقم بتثبيت مسمار برأس مستدير بطول مناسب. أثناء التثقيب، قم أولاً بعمل قطع تجريبي لإنشاء ثقب مسبق الثقب بطول 20-30 مم، ثم أوقف الماكينة واضبط البرغي ذو الرأس المستدير على قضيب التثقيب بحيث يلامس الرأس المستدير جدار الثقب المملوء مسبقًا. قم بتأمين البرغي مستدير الرأس بصامولة قفل (غير موضح في الشكل) ثم تابع الثقب.
1-برغي برأس دائري
2-قضيب الثقب
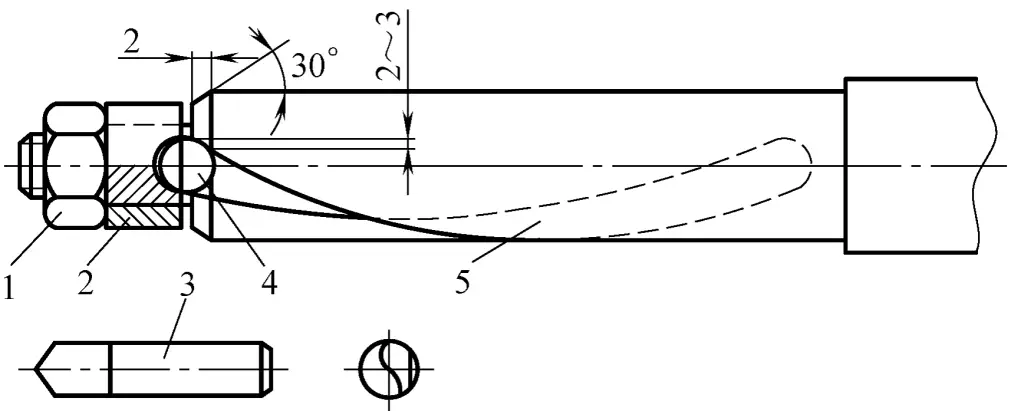
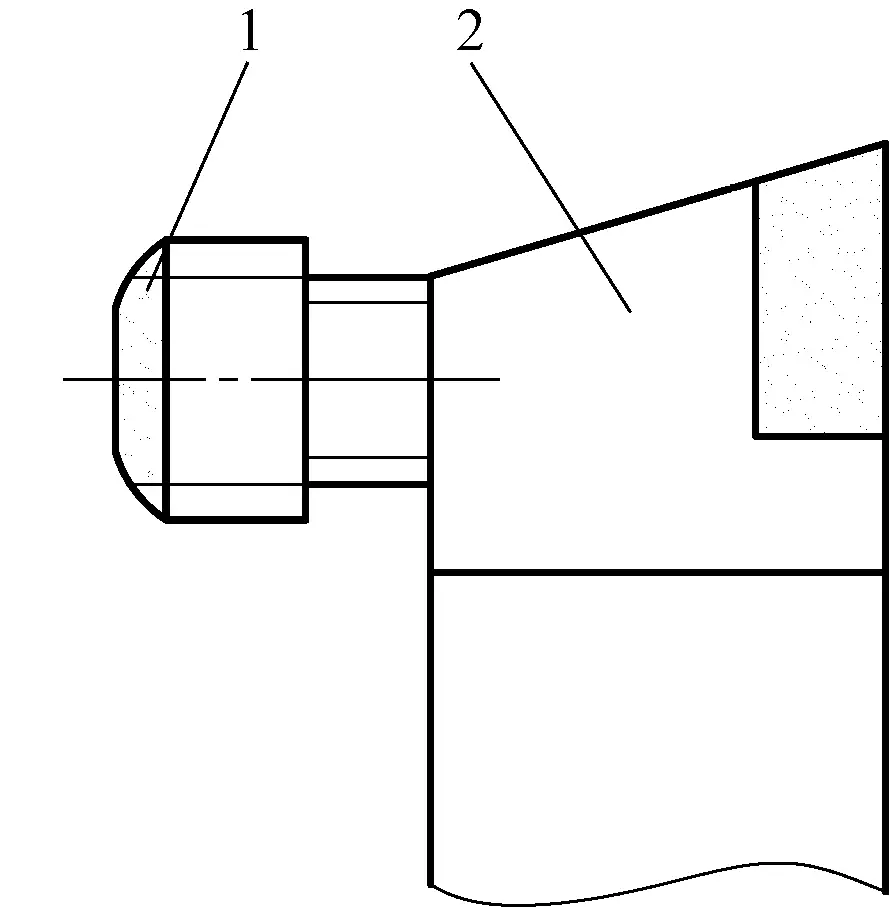
كما هو موضح في الشكل 29، قم بتركيب موصل أنبوبي ملولب على الوجه الخلفي لطرف أداة الثقب بزاوية 180 درجة. يحتوي الموصل الأنبوبي الملولب على كرة فولاذية. أثناء عملية الثقب، يمكن للكرة الفولاذية أن تدور بحرية وتحافظ على التلامس مع السطح المشغول بالآلات، مما يعزز صلابة قضيب الثقب.
1-قطعة العمل
2-قضيب الثقب
3-رأس القطع
4-موصل أنبوبي ملولب
5-الكرة الفولاذية
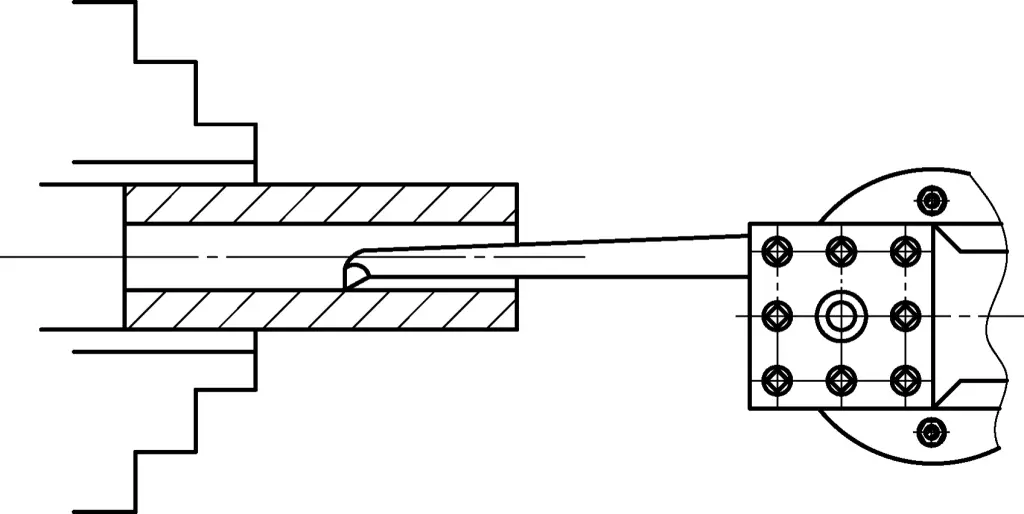
بالنسبة للثقوب ذات القطر والطول الكبيرين، أثناء الثقب، يمكن استخدام الطريقة الموضحة في الشكل 30. قم بتركيب برغي ضبط واحد بزاوية 180 درجة خلف طرف أداة الثقب وآخر عمودي عليه. يكون رأس برغي واحد على نفس سطح الدوران مثل طرف أداة الثقب، بينما يكون الآخر خلفه قليلاً.
بعد ضبط مسافة النتوء لرؤوس البراغي في كل مرة، أحكم ربط صواميل القفل. أثناء التثقيب، تلامس رؤوس البراغي السطح الميكانيكي، مما يوفر الدعم لقضيب التثقيب.
طريقة استخدام الدعامات الإضافية لتعزيز صلابة قضيب التثقيب مناسبة للتثقيب الخشن والتثقيب شبه النهائي.
عند خراطة الشُّغْلَة ذات الفتحات الأطول، يمكن استخدام مسند ثابت لدعم الشُّغْلَة وزيادة صلابتها، كما هو موضح في الشكل 31.

بالنسبة للمعالجة المجمعة لقطع العمل ذات القطر الأصغر من نوع الثقب، يمكن استخدام طريقة الدعم الإضافي الموضحة في الشكل 32. أثناء الثقب، قم بتثبيت الدعامة المساعدة على سرير المخرطة (مثل تثبيت مسند ثابت)، مع ملامسة الأخدود الموجود على حلقة الدعم للوجه الطرفي لقطعة الشُّغْلَة والقطر الخارجي (يجب أن يكون قطر فتحة حلقة الدعم أكبر من قطر الثقب). بهذه الطريقة، عندما تدور قطعة العمل، ستدفع حلقة الدعم أيضًا إلى الدوران أثناء عملية الثقب.
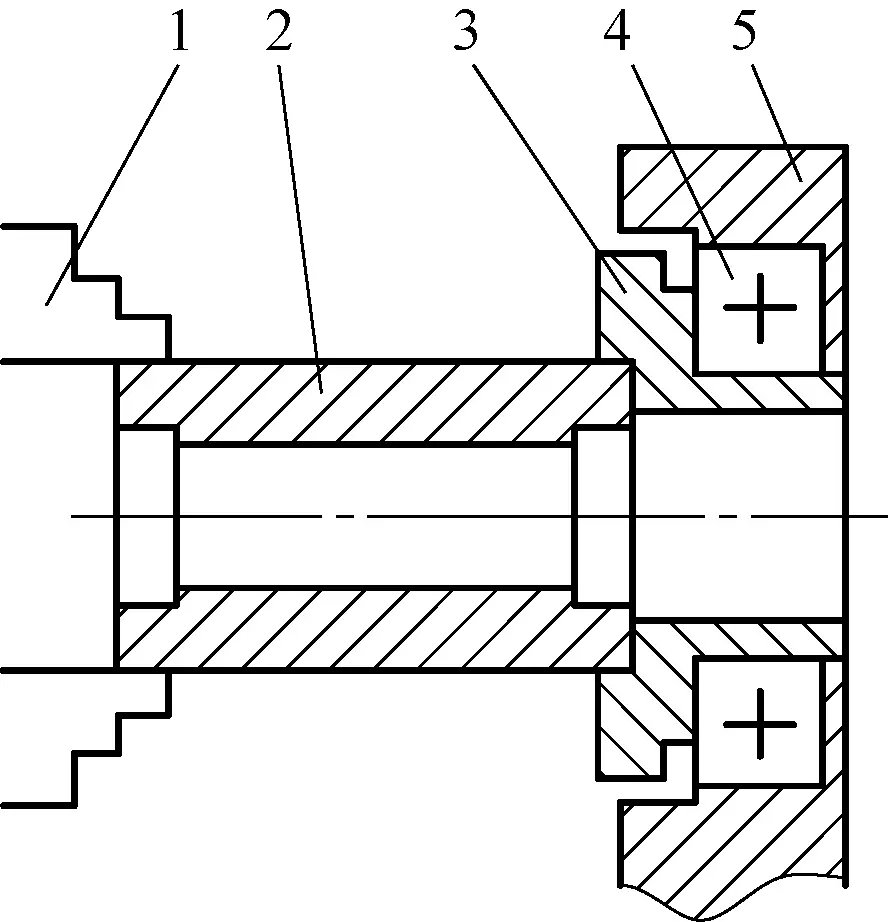
1- فكي الظرف 1 - فكي الظرف
2-قطعة العمل
3-حلقة الدعم 3-حلقة الدعم
4-المحمل الدوار
5-الدعم الإضافي
يُظهر الشكل 33أ صفيحة مطاطية بسمك 5 مم (أو شريط مطاطي) ملفوفة حول الدائرة الخارجية لقطعة الشغل، مشدودة بنابض، والتي يمكن أن تحقق تأثيرًا جيدًا لتخميد الاهتزاز. اعتمادًا على قطر وعرض قطعة الشغل الأنبوبية رقيقة الجدران الأنبوبية، يمكن خياطة شريط مطاطي أنبوبي وتثبيته على الدائرة الخارجية لقطعة العمل، كما هو موضح في الشكل 33 ب، متبوعًا بتشكيل ثقب دقيق.
أ) استخدام الألواح المطاطية لتخميد الاهتزازات
ب) استخدام شريط مطاطي لتخميد الاهتزازات
ج) استخدام أنبوب مطاطي لتخميد الاهتزازات
1-المندل
2-الربيع
3-صفيحة مطاطية 3 - مطاطية
4، 5-قطعة العمل
6-شريط مطاطي
7-أداة الثقب
8-أنبوب مطاطي 8 - أنبوب مطاطي
9-قطعة عمل أنبوبي
يوضح الشكل 33 ج التفاف أنبوب مطاطي حول الدائرة الخارجية لقطعة الشغل، والذي يمكن أن يكون له تأثير معين أيضًا. ونظرًا لأن المواد المطاطية كلها من اللدائن المطاطية التي تعادل مخفض الاهتزازات المخمدة، فإنها تستخدم التخميد لتبديد الطاقة وتقليل سعة الرنين وتحقيق التخلص من الاهتزاز أو الحد منه.
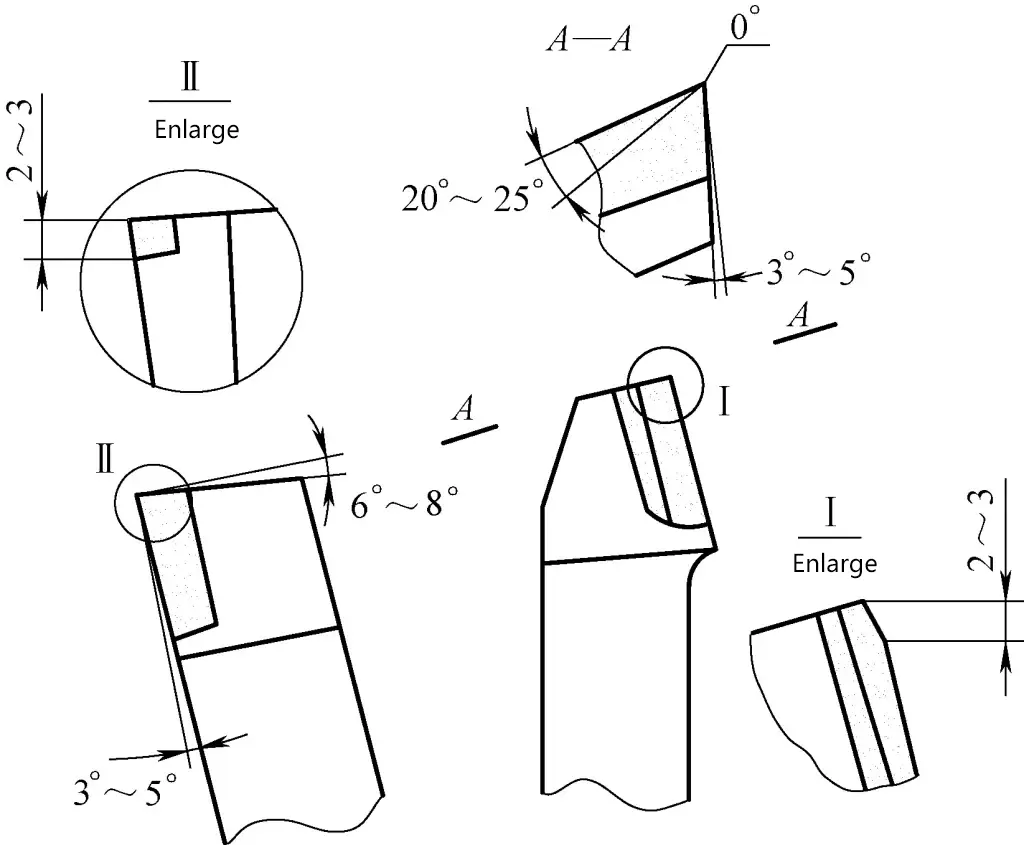
بعد طحن زوايا أداة التثقيب على عجلة الطحن، قم بطحن زاوية 0 درجة لمدة 2-3 مم بالقرب من حافة القطع الرئيسية لطرف الأداة، كما هو موضح في الشكل 34. والغرض من ذلك هو أنه أثناء عملية القطع، وبسبب التشوه المرن لساق الأداة، ستتشكل زاوية ارتياح صغيرة عند طرف الأداة، وهو أمر مفيد للقطع وتقليل الاهتزاز.