
الدليل الأساسي لثني المقاطع الجانبية وتشكيل الأنابيب
كيف نقوم بتحويل الأنابيب الصلبة والمقاطع الجانبية إلى أشكال دقيقة تُستخدم في صناعات البناء والسيارات والفضاء؟ هذه المقالة...
لماذا غالبًا ما يتغير شكل الأنبوب المثني تمامًا بعد التشكيل؟ تستكشف هذه المقالة ظواهر الارتداد النابض والاستطالة وتغيرات أنصاف الأقطار في ثني الأنبوب. ويتعمق في كيفية وسبب تأثير هذه العوامل على الشكل النهائي ودقة الأنابيب المثنية والمبادئ العلمية الكامنة وراءها والطرق العملية لتقليل تأثيرها. من خلال فهم هذه المفاهيم، ستتعلم كيفية تحقيق الدقة في ثني الأنابيب وتحسين جودة الإنتاج بشكل عام.

مثل أي شكل من أشكال التشوه البلاستيكي، يصاحب ثني الأنبوب تشوه مرن. عندما يتم إزالة الحمل، تقصر الألياف الموجودة على الجانب الخارجي من طبقة الانحناء المحايدة بسبب الاسترداد المرن، وتطول الألياف الموجودة على الجانب الداخلي، وبالتالي يتغير معدل الانحناء وزاوية الانحناء. تُعرف هذه الظاهرة باسم الارتداد النابض. هناك شكلان من أشكال الارتداد النابض، كما هو موضح في الشكل 4-25.
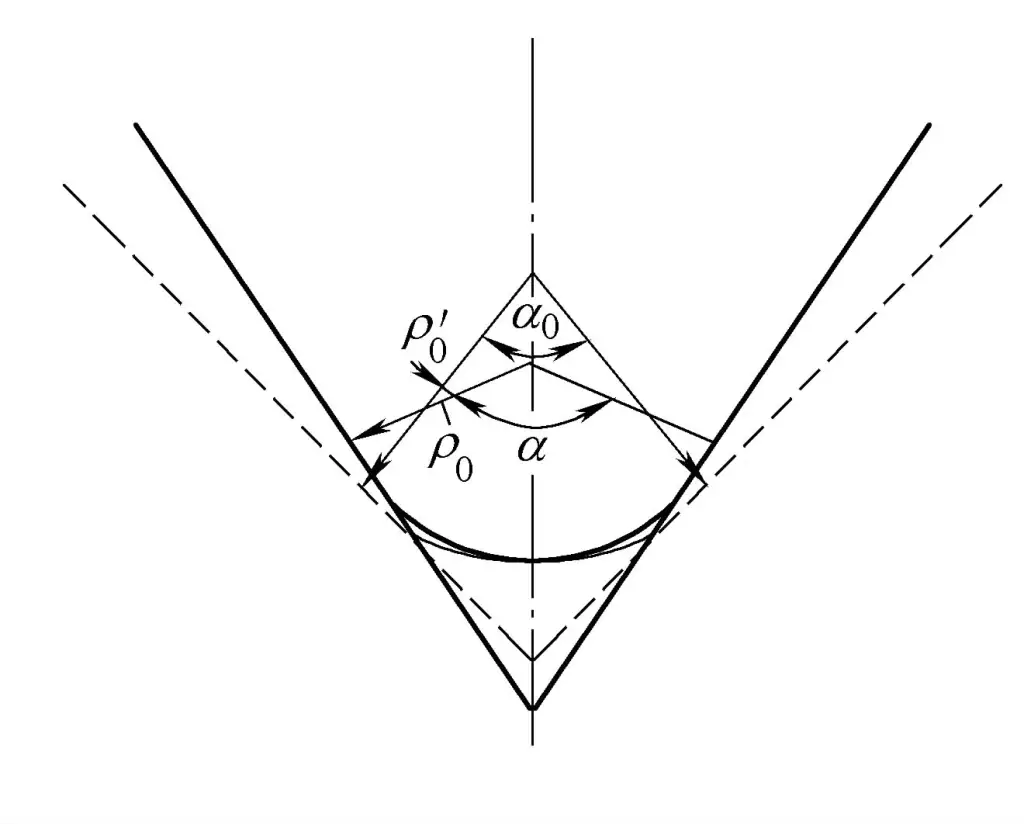
1) ينخفض الانحناء.
يتناقص الانحناء من 1/صفر/د0 قبل التفريغ إلى 1/هـ/م0 بعد التفريغ.
2) تنخفض زاوية الانحناء.
تتناقص زاوية الانحناء من α قبل التفريغ إلى α 0 بعد التفريغ. يمكن حساب مقدار الارتداد الزنبركي من خلال التغير في الانحناء ΔK أو التغير في زاوية الانحناء Δα (وتسمى أيضًا زاوية الارتداد الزنبركي).
Δα = α - α 0
في عملية الانحناء، هناك العديد من العوامل التي تؤثر على مقدار الارتداد الزنبركي، والعوامل الرئيسية هي كما يلي:
1) الخواص الميكانيكية للفراغ.
كلما قلَّت قيمة σs /E، أي كلما كان σ الأصغرs وكلما كانت قيمة E أكبر، كانت قيمة الارتداد Δα أصغر.
2) درجة التشوه r/t.
في ظل نفس الظروف، كلما صغر r/t، كلما زادت درجة تشوه الانحناء، تقل نسبة التشوه المرن في التشوه الكلي، وبالتالي تقل درجة الانحناء النابض.
3) زاوية الانحناء المركزية α.
كلما زادت زاوية الانحناء المركزية α، زاد طول منطقة التشوه. وفي ظل ظروف التشوه نفسها، يقل مقدار التشوه لكل وحدة طول. لذلك، كلما زادت زاوية الانحناء α، زادت نسبة التشوّه المرن في التشوّه الكلي بالتناظر، وكانت قيمة الارتداد النابض Δa أكبر.
4) تخليص الموت Z.
أكبر إزالة القوالبزنبرك أكبر، زنبرك أكبر.
5) طريقة الانحناء.
يكون مقدار الارتداد الزنبركي صغيرًا في عملية الثني بالسحب، وأصغر في عملية الثني بالدفع.
6) شكل قطعة العمل وحالة هيكل المادة.
تؤدي الأشكال المعقدة، والسحوبات المتبادلة المتعددة إلى ارتداد صغير، وارتداد كبير بعد التصلب بالعمل على البارد.
7) هيكل القالب وحجم قوة الضغط.
تكون قوة ضغط الحافة كبيرة، مما ينتج عنه كمية ارتداد صغيرة بعد ثني قطعة العمل.
إن تحديد قيمة الارتداد لقطعة العمل هو اتخاذ التدابير المناسبة للتغلب على الارتداد، بحيث يمكن لقطعة العمل المثنية أن تلبي متطلبات الدقة لنمط التصميم. تتضمن طرق تحديد قيمة الارتداد طريقة مخطط البحث وطريقة جدول البحث وطريقة جدول البحث وطريقة الحساب.
في الواقع تشكيل الانحناءنظرًا لوجود مشاكل تشوه المقطع العرضي والتجاعيد ، فإن هذه المشاكل ستؤثر على الارتداد ؛ من ناحية أخرى ، من الصعب تحديد الطبقة المحايدة بدقة أثناء عملية ثني المقاطع الجانبية ، مما يجعل حساب الارتداد أكثر صعوبة. يعد حساب الارتداد في عملية ثني المقاطع الجانبية أكثر تعقيدًا بكثير من عملية ثني الألواح، لذا فإن طرق حساب ارتداد ثني الأنبوب كلها تقريبية وتختلف اختلافًا كبيرًا عن الوضع الفعلي.
في الوقت الحاضر، على الصعيدين المحلي والدولي، لا تزال الأبحاث حول الارتداد جارية على الصعيدين المحلي والدولي. نظرًا لأن الارتداد ينطوي على العديد من العوامل وهو معقد للغاية، فلا توجد حاليًا معادلة حسابية دقيقة. ولذلك، يتم تصحيح التحكم في قيمة الارتداد بشكل عام باستخدام قوالب من هياكل مختلفة، يتم تصحيحها بشكل أساسي أثناء اختبار القالب.
يمكن تقسيم طرق تقليل ومنع الارتداد إلى فئتين رئيسيتين من حيث المبدأ. الفئة الأولى من الطرق تضمن شكل الجزء بعد الارتداد عن طريق زيادة التشوه. وتتمثل التدابير الرئيسية لهذه الفئة في تصحيح شكل القالب، أو تقليل انحناء الجزء، أو زيادة زاوية الانحناء، بحيث يلبي الجزء بعد الارتداد متطلبات التصميم.
هناك فئة أخرى من الأساليب هي تقليل الارتداد عن طريق تغيير توزيع الإجهاد على الجزء المشوه المنحني. وفي هذه الفئة، فإن الإجراء الأكثر استخداماً هو تطبيق إجهاد الشد المماسي، مما يجعل توزيع الإجهاد على المقطع العرضي للجزء المثني موحداً، وبالتالي تقليل التفاوت في الانتعاش المرن أثناء التفريغ وتقليل مقدار الارتداد.
يُعد الارتداد في التشكيل بالثني أحد العوامل الرئيسية التي تؤثر على دقة الأبعاد وكفاءة إنتاج الأجزاء. نظرًا لأن التنبؤ بالارتداد يرتبط ارتباطًا وثيقًا بعملية التشكيل بأكملها، فإن مشكلة الارتداد معقدة للغاية وهي نقطة ساخنة وصعبة في البحث في ثني الملف الشخصي التشكيل. وقد أجرى العديد من الباحثين في الداخل والخارج بحوثًا ومناقشات متعمقة.
توجد حاليًا عدة طرق للتعامل مع مشكلة الارتداد في ثني الأنابيب:
1) اذكر جدول بيانات الارتداد بناءً على الخبرة.
على سبيل المثال، قامت العديد من أحواض بناء السفن المحلية بشراء أجهزة التحكم الرقمي CNC ماكينات ثني الأنابيب من شركة WALLACE COAST الأمريكية، والتي تستخدم مجموعة بيانات الخبرة في نظام التحكم لتعويض الارتداد. ومع ذلك، نظرًا للخطأ الكبير في هذه الطريقة، فإن دقة الانحناء لماكينة ثني الأنابيب باستخدام الحاسب الآلي ليست مثالية.
2) استخدام طرق الحساب النظرية.
نظرًا لأن وضع القوة أثناء ثني الأنابيب معقد للغاية، يجب وضع افتراضات وتبسيط أثناء الحسابات، ويصعب التنبؤ بخصائص المواد وظروف العمل الفعلية، وحتى الآن، لم يتم العثور على أي سابقة ناجحة لاستخدام معادلات حساب الارتداد النظري في الممارسة العملية، وهناك حاجة إلى مزيد من المناقشة.
3) في صناعات تصنيع الطائرات والسيارات، تم استخدام الطريقة التي تمثلها شركة EATON LEONARD الأمريكية لسنوات عديدة.
وتعتقد هذه الطريقة أنه على الرغم من وجود العديد من العوامل التي تؤثر على ارتداد ثني الأنابيب، إلا أنه بمجرد ضبط أداة الماكينة، فإن معلمات العملية (نصف قطر الانحناء، وسرعة الانحناء، وقوة التثبيت، وما إلى ذلك)، وفي هذا الوقت، يتم قياس العلاقة بين زاوية الانحناء وزاوية التشكيل بعد الارتداد في حالة ثني مجموعة من الأنابيب المادية، وبالتالي يمكن اعتبار زاوية دوران ذراع ماكينة ثني الأنابيب وزاوية تشكيل الأنبوب علاقة خطية.
تتمثل الطريقة في ثني الأنابيب بزاوية 125 درجة و22 درجة على ماكينة ثني الأنابيب، وبعد ثني الأنابيب، ضعها على ماكينة قياس شكل الأنبوب باستخدام الحاسب الآلي لقياس زوايا التشكيل الفعلية بزاوية 120 درجة و20 درجة، ويمكن من خلال إنشاء معادلة خط مستقيم من خلال نقطتين الحصول على العلاقة بين زاوية دوران ذراع ماكينة ثني الأنابيب وزاوية التشكيل المطلوبة للأنبوب. هذه الطريقة لها تأثير جيد.
لحل مشكلة ارتداد ثني الأنابيب، تم تنفيذ العمل التالي:
1) تم إجراء عدد كبير من تجارب الارتداد.
من خلال إجراء تجارب ثني الأنابيب الخالية من اللب والأنابيب المحفورة بمواصفات مختلفة على ماكينات ثني الأنابيب المتعددة، وإجراء حسابات تحليل الانحدار على البيانات المقاسة، من المعروف أن زاوية الانحناء α وزاوية التشكيل α 0 خطيًّا، وهو ما يتفق مع الحساب النظري للتغيُّر الخطي. لكن، بشكل مختلف، لا يمر هذا الخط بنقطة الأصل، فهناك مسافة مقطع C1 ، كما هو موضح في الشكل 4-26.
α = K1 α0 + C1
في الصيغة، K1 هو ميل الخط المستقيم;
C1 هو الجزء المقطوع من خط مستقيم.
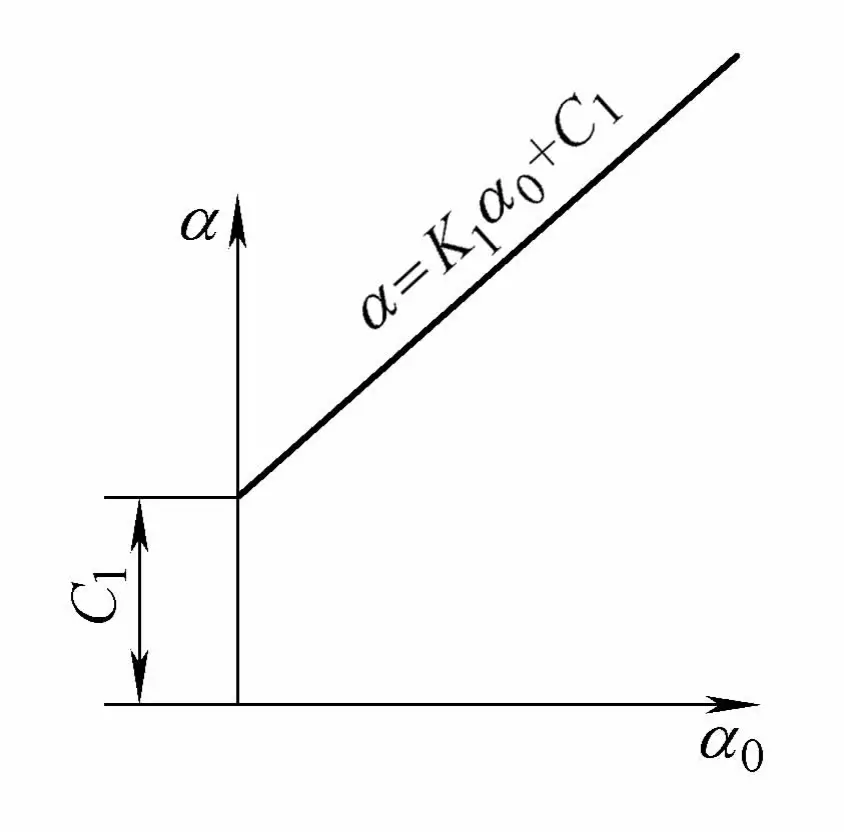
من الصيغة أعلاه، يمكن استخلاص الاستنتاج التالي: بالنسبة للأنابيب المثنية من نفس الدفعة من المواد، ضمن نطاق زوايا الانحناء الهندسي، فإن العلاقة بين زاوية الانحناء α وزاوية التشكيل α 0 دائمًا خط مستقيم لا يمر بنقطة الأصل.
2) التحليل النظري لتجربة ثني الأنبوب النابض.
من أجل تحليل صحة استنتاجات تجربة الارتداد الزنبركي، تم إجراء تحليل للقوة لظروف عمل ماكينة ثني الأنبوب، وبعد إجراء بعض الافتراضات والتبسيطات، تم إجراء قدر كبير من الحسابات.
تُظهر نتائج الحساب أنه ضمن نطاق أصغر من زوايا الانحناء، فإن العلاقة بين زاوية الانحناء α وزاوية التشكيل α 0 منحنية، وبعد أن تكون زاوية الانحناء أكبر من 1، تكون العلاقة بين زاوية الانحناء α وزاوية التشكيل α 0 خطية، وتتبع نفس اتجاه العلاقة الخطية التي لوحظت أثناء التجربة، وهو ما يثبت صحة استنتاجات تجربة الارتداد الزنبركي.
وتجدر الإشارة إلى أن هناك فرقًا كبيرًا بين القيمتين، وهو ناتج عن الافتراضات والتبسيطات التي تم إجراؤها في الحسابات النظرية وحقيقة أن ظروف ثني الأنبوب الفعلية أكثر تعقيدًا بكثير من الحالات المحسوبة.
ولذلك، فإن العمل المذكور أعلاه يتعمق أكثر من نتائج البحث التي قدمتها شركة EATON LEONARD، والتي تعتبر "العلاقة بين زاوية دوران ذراع ماكينة ثني الأنبوب وزاوية ثني الأنبوب علاقة خطية".
وباختصار، فإن أفضل طريقة حاليًا للتعامل مع مشكلة ارتداد ثني المواد الأنبوبية هي: عند ثني مجموعة من المواد الأنبوبية، يمكن إجراء تجربتين مختلفتين للثني (على سبيل المثال، 30 درجة و90 درجة) على ماكينة ثني الأنبوب المعينة. أثناء التجربة، قم بتسجيل زاويتي الدوران الفعليتين لذراع ماكينة ثني الأنبوب α1 , α2 وقياس زاويتي تشكيل الأنبوب α، وقياس زاويتي تشكيل الأنبوب α01 , α02 . ثم احسب المعاملات باستخدام الصيغة التالية.
K1 = (α 2 - α 1 ) / (α 02 - α 01 )
C1 = α 1 - α 1 (α 2 - α 1 ) / (α 02 - α 01 )
بالتعويض بالصيغتين المذكورتين أعلاه في معادلة α في تجربة الارتداد، فإن المعادلة الخطية التي تم الحصول عليها هي قاعدة الارتداد لتلك الدفعة من مادة الأنبوب.
بعد الانحناء على ماكينة الثني، يزداد الطول المحوري للأنبوب بطول معين، وهي ظاهرة تُعرف باستطالة الانحناء. وتسمى الزيادة في الطول المحوري باستطالة الأنبوب. تؤثر استطالة الانحناء على دقة أبعاد الأجزاء. وتشمل الطرق المستخدمة في الماضي لحل هذه المشكلة ما يلي:
1) تم تجميع جدول بيانات الاستطالة استنادًا إلى الخبرة لاستخدامه في الإنتاج، ولكن هذه الطريقة تنطوي على خطأ كبير عند استخدامها.
2) طرق الحساب المتعلقة بنظرية استطالة ثني الأنابيب. مثل الارتداد، لا توجد حالياً أي معادلة حسابية نظرية تم استخدامها بنجاح في الممارسة العملية، والتي لا تزال بحاجة إلى مزيد من المناقشة.
3) في صناعات تصنيع الطائرات والسيارات، تم استخدام طريقة تمثلها شركة EATON LEONARD لسنوات عديدة، أي أثناء قياس الارتداد باستخدام جهاز تحديد ملامح الأنبوب باستخدام الحاسب الآلي CNC، يتم حساب ما يسمى بثابت القوس باستخدام معادلة، وهو طول المادة المستخدمة عندما تكون زاوية الانحناء 100 درجة، كما يعتبر أن استطالة الأنبوب تتناسب طرديًا مع زاوية التشكيل.
لحل مشكلة الاستطالة في ثني الأنابيب، تم تنفيذ العمل التالي:
1) تم إجراء عدد كبير من تجارب الاستطالة.
من خلال إجراء مواصفات مختلفة من تجارب الثني بدون قلب ومحبب على ماكينات ثني متعددة في خمسة أحواض لبناء السفن، وإجراء حسابات تحليل الانحدار على البيانات التي تم الحصول عليها من كل دفعة من المواد، من المعروف أن الاستطالة △L لها علاقة خطية مع زاوية التشكيل α' التي لا تمر عبر نقطة الأصل. وهذا يعني
Δل = ك 2 α'+C 2
في الصيغة
من خلال تحليل الانحدار للبيانات المقيسة، يتراوح معامل الارتباط γ بين 0.97 و0.99، مما يدل على وجود علاقة خطية واضحة. لذلك، يمكن استخلاص الاستنتاج التالي: بالنسبة للأنابيب من نفس الدفعة من المواد، ضمن نطاق زوايا الانحناء الهندسية، فإن الاستطالة ΔL وزاوية التشكيل α' لها علاقة خطية لا تمر عبر نقطة الأصل.
2) تم إجراء التحقق من الانحدار أيضًا على جداول بيانات الانحدار من أحواض بناء السفن ذات الصلة.
ومن المعروف من الحسابات التجريبية أن الاستطالة ΔL وزاوية التشكيل α' لها علاقة خطية أيضًا، حيث يكون معامل الارتباط γ أعلى من 0.99، مما يشير إلى وجود علاقة خطية عالية، ولكن يكون الجزء المقطوع صغيرًا بشكل عام.
3) التحليل النظري لتجربة استطالة ثني الأنبوب.
ولإثبات صحة استنتاجات تجربة الاستطالة بشكل أكبر، تم إجراء تحليل للقوة لظروف ثني الأنبوب في ثني الأنبوب، وبعد إجراء بعض الافتراضات والتبسيطات، تم إجراء قدر كبير من الحسابات. أظهرت نتائج الحسابات أنه ضمن نطاق زاوية الانحناء الصغيرة، فإن الاستطالة ΔL وزاوية التشكيل α' لها علاقة منحنية؛ عندما تكون زاوية الانحناء أكبر من 3 درجات، فإن الاستطالة ΔL وزاوية التشكيل α' لها علاقة خطية.
إن الجزء الخاص بالعلاقة الخطية في التحليل النظري واتجاه العلاقة الخطية أثناء التجربة متماثلان، وهو ما يثبت صحة استنتاجات تجربة استطالة ثني الأنبوب. تجدر الإشارة إلى أن هناك اختلافًا كبيرًا في القيم بين الاثنين، وهو ما يرجع إلى افتراضات وتبسيطات الحسابات النظرية وظروف ثني الأنابيب الفعلية التي تكون أكثر تعقيدًا بكثير من الحالات المحسوبة.
إن استنتاج الدراسة أنه بالنسبة للأنابيب من نفس دفعة المواد، في نطاق زوايا الانحناء الهندسية، فإن الاستطالة ΔL وزاوية التشكيل α' لها علاقة خطية لا تمر عبر نقطة الأصل، يختلف عن الرأي التقليدي الذي يقول بأن الاستطالة تتناسب طرديًا مع زاوية التشكيل، حيث أن الأول أكثر انسجامًا مع الوضع الفعلي لثني الأنابيب بواسطة ثني الأنابيب.
باختصار، ينبغي أن يكون أفضل نهج لمشكلة استطالة ثني مواد الأنابيب في الوقت الحاضر هو: عند ثني مجموعة من مواد الأنابيب، يمكن إجراء تجربتي ثني بنفس الطول L ولكن بانحناءات مختلفة (على سبيل المثال، 30 درجة و90 درجة) على آلة ثني الأنابيب المعينة. بعد انتهاء التجربة، قم بإزالة الأنابيب وقياس زاويتي التشكيل الفعليتين α' 1 , α' 2 والأطوال المتزايدة لمحوري الأنبوبين الفعليين L' 1 , L' 2 ثم يمكن حساب الاستطالة.
δl1 = (l1 '-l) δl2 = (l2 '-l)
من ذلك، يمكن حساب معاملات المعادلة الخطية المتعلقة بـ ΔL باستخدام المعادلتين التاليتين
K 2 = (Δل 2 -Δل 1 ) / (α' 2 -α' 1 )
C 2 = Δل 1 -α' 1 (ΔL 2 -Δل 1 ) / (α' 2 -α' 1 )
من خلال استبدال المعادلتين المذكورتين أعلاه في المعادلة الخطية حول ΔL، يتم الحصول على قانون الاستطالة لهذه المجموعة من الأنابيب. يمكن لأداة قياس ثني الأنابيب الذكية الحصول بسهولة على قانون الاستطالة هذا.
بعد ثني مادة الأنبوب وعودته إلى الخلف، يصبح نصف قطر تشكيله R' أكبر من نصف قطر القالب R، مما يتسبب في تغيير نقطة المماس للأنبوب. ولذلك، عند ثني الأنابيب، يجب أن تأخذ ماكينة الثني في الاعتبار تغير نقطة بداية الثني الناجم عن ذلك. تتمثل الطريقة التي تستخدمها شركة EATON LEONARD في استخدام جهاز تحديد ملامح الأنبوب باستخدام الحاسب الآلي لقياس المعلمات ذات الصلة بنقطة الانطلاق، ثم حساب نصف قطر التشكيل بعد الانطلاق باستخدام معادلة، واستخدام نصف القطر المحسوب هذا لتصحيح نقطة الانحناء الابتدائية.
عند استخدام هذه الصيغة للتعامل مع نقطة بداية الانحناء، وجد أنه عند ثني المواصفات الصغيرة للأنابيب (مثل <3 مم)، على الرغم من أن الخطأ أكبر، إلا أنه لا يزال قابلاً للاستخدام؛ وعند ثني المواصفات الأكبر من الأنابيب، يكون الخطأ كبيرًا بشكل خاص، ويكون التأثير غير جيد. ويرجع ذلك أيضًا إلى الوضع المعقد للغاية أثناء ثني الأنابيب وصعوبة التنبؤ بخصائص المواد وظروف العمل الفعلية، مما يجعل صيغة الحساب النظري لنصف قطر التشكيل غير قادرة على تلبية الاحتياجات الفعلية.
إذا لم يتم التعامل مع نقطة بداية الانحناء بشكل جيد، فمن الصعب ضمان دقة تشكيل الانحناء، وستحدث صعوبات عند تنفيذ عملية الانحناء بدون هامش. لحل هذه المشكلة، يجب استخدام أدوات قياس حديثة.
بأخذ آلة ثني أنبوب معين ككائن ، يتم قياس نصف قطر التشكيل لمجموعة من مواد الأنابيب بعد الانحناء والربيع الخلفي ، والذي يعمل كأساس للتعامل مع نقطة الانحناء الأولية في العملية. يمكن لأداة قياس ثني الأنابيب الذكية الحصول بسهولة على نصف قطر التشكيل لمادة الأنبوب بعد الانحناء والانبثاق، ويظهر مبدأ حساب القياس في الصيغة الحسابية التالية.
تعتمد أداة قياس ثني الأنابيب الذكية بشكل أساسي على مبدأ ثني الأنابيب المذكور أعلاه، والتي تم تطويرها خصيصًا للاستخدام مع ماكينات ثني الأنابيب باستخدام الحاسب الآلي. تتكون الأداة من جهاز قياس (بما في ذلك آلية القياس ومستشعر الزاوية) ونظام كمبيوتر صغير (بما في ذلك الكمبيوتر الصغير ولوحة الواجهة). تتميز الأداة بدقة عالية، بزاوية 0.1 درجة وطول 0.25 مم.
آلية القياس للأداة عبارة عن آلية مستوية ذات أربعة قضبان كما هو موضح في الشكل 4-27، مع وجود مستشعر زاوية مثبت عند العقد أ، ب، ج، والذي يمكنه قياس الزاوية بين قضيبين متجاورين. رؤوس القياس عند (د) و(هـ) مستوية، لذا أثناء القياس، يمكن أن يكون القضيبان (أ) و(ب) عموديين على مقطع الأنبوب المستقيم من الأنبوب dghe.
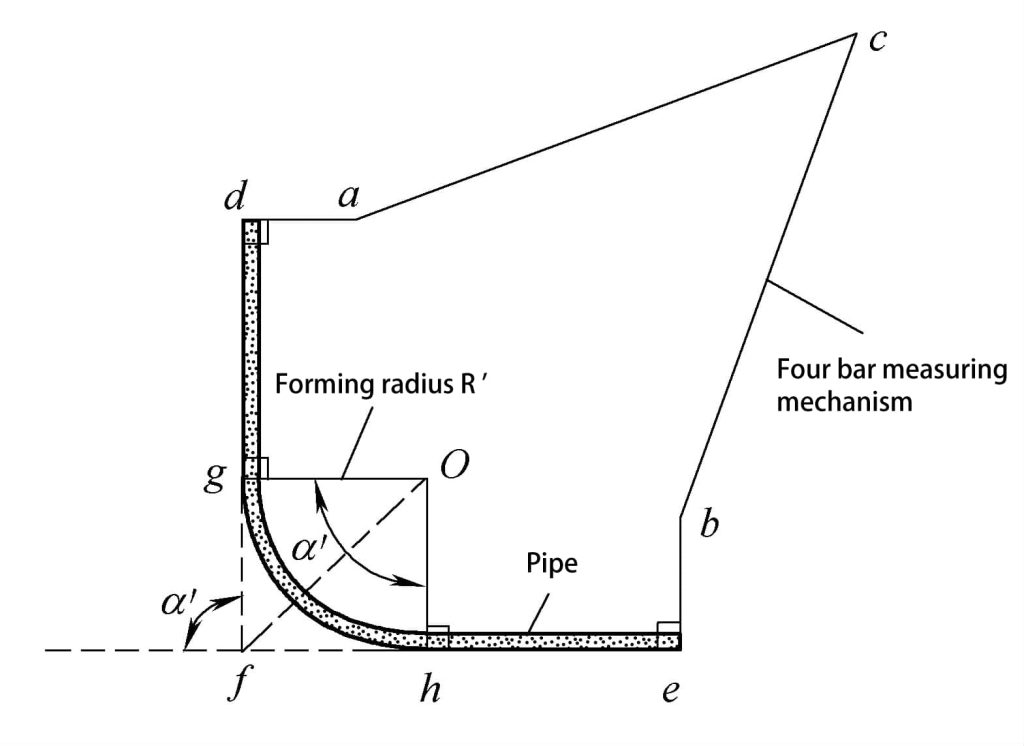
أطوال كل قضيب في الآلية المستوية رباعية القضبان معروفة، وبالتالي يمكن قياس وحساب المعلمات الهندسية ذات الصلة لأنبوب dghe. تكون الطريقة كما يلي:
1) استنادًا إلى الظروف المعروفة للآلية والزاوية المقيسة بواسطة مستشعر الزاوية، يمكن حساب زاوية التشكيل α' للأنبوب.
2) استنادًا إلى الظروف المعروفة للآلية والزاوية المقيسة بواسطة مستشعر الزاوية، يمكن حساب المسافات df و fe لنقاط تقاطع محور الأنبوب المستقيم.
3) عندما تكون المسافة dg من نقطة بداية الانحناء للأنبوب التركيب معروف، يمكن حساب نصف قطر التشكيل الفعلي R' بشكل أكبر.
R'= O g = (df-dg) / tan(α'/2)
4) يمكن حساب الطول L' لمحور الأنبوب بشكل أكبر.
L’=df+fe-2R’tan(α’/2) +πR’α’/180
بناءً على المبادئ والصيغ المذكورة أعلاه، من الضروري فقط ثني قطعتي اختبار بنفس الطول L ونقاط بدء الانحناء على المسافتين d و g على التوالي على ثني الأنبوب بزاويتين محددتين مسبقًا (H 1 = 30 درجة، H = 90 درجة)، ثم قم بإزالتها وقياسها باستخدام أداة قياس ثني الأنابيب الذكية، والتي يمكنها إكمال القياس الفعلي تلقائيًا وطباعة نمط تباين الارتداد، ونمط تباين الاستطالة، ونصف القطر المتشكل بعد الارتداد لمختلف المواد المعدنية ونماذج الأنابيب.
إذا تم إعطاء شكل الأنبوب لقطعة العمل، يمكن للأداة أيضًا توفير بيانات الطمس للثني بدون بدل، ويمكن أن توفر برنامج المعالجة لثني الأنابيب باستخدام الحاسب الآلي، بما في ذلك تصحيح نقطة البداية وتعويض الارتداد (الأداة لديها أيضًا وظيفة قياس شكل الأنبوب). لا تعمل البيانات التي توفرها الأداة على تحسين دقة تشكيل آلة ثني الأنابيب باستخدام الحاسب الآلي بشكل كبير فحسب، بل تعزز أيضًا التقدم التكنولوجي، وتحقق الغرض من تقليل كثافة اليد العاملة، وتوفير الفولاذ، وتحسين كفاءة الإنتاج.
وتعتمد درجة تشوه الانحناء لمادة الأنبوب على قيم نصف قطر الانحناء النسبي R/D والسمك النسبي t/D (R هو نصف قطر انحناء الطبقة المركزية المستعرضة لمادة الأنبوب، D هو القطر الخارجي لمادة الأنبوب، t هو سمك جدار مادة الأنبوب). وكلما كانت قيم R/D و t/D أصغر، كلما زادت درجة تشوه الانحناء، سيصبح الجدار الخارجي للطبقة المحايدة المنحنية رقيقًا بشكل مفرط، حتى أنه يؤدي إلى التمزق؛ وسيزداد سمك الجدار الداخلي سمكًا، حتى أنه سيصبح غير مستقر ومتجعدًا.
وفي الوقت نفسه، كلما زادت درجة التشوه، يصبح تشوه المقطع العرضي (التسطيح) أكثر حدة أيضًا. لذلك، لضمان جودة تشكيل مادة الأنبوب، من الضروري التحكم في درجة التشوه ضمن النطاق المسموح به. درجة التشوه المسموح بها لثني مادة الأنبوب تسمى حد تشكيل الانحناء. لا يعتمد حد تشكيل الانحناء لمادة الأنابيب على الخواص الميكانيكية للمادة وطريقة الانحناء فحسب، بل يعتمد أيضًا على متطلبات استخدام تجهيزات الأنابيب.
بالنسبة للأجزاء المنحنية للأغراض العامة، فإن شرط تحديد حد التشكيل هو أن يكون أقصى إجهاد استطالة ε الحد الأقصى الناتجة في الموضع الأبعد عن الطبقة المحايدة في الجزء الخارجي من منطقة تشوه الانحناء يجب ألا تتجاوز القيمة الحدية التي تسمح بها مرونة المادة.
في حالة عدم تشقق الطبقة السطحية الخارجية خارج منطقة التشوه في ثني تركيبات الأنابيب المناسبة، فإن نصف قطر الانحناء الحدّي r دقيقة الذي يمكن ثنيه في الجانب الداخلي للجزء يستخدم كحد تشكيل لثني تركيبات الأنابيب ص. دقيقة يرتبط بالخصائص الميكانيكية للمواد، وحجم هيكل تركيب الأنابيب، وطريقة معالجة الانحناء، وعوامل أخرى.
يظهر نصف قطر الانحناء الأدنى لطرق معالجة الانحناء المختلفة في الجدول 4-6.
الجدول 4-6 الحد الأدنى لنصف قطر الانحناء لثني الأنابيب (الوحدة: مم)
| طرق الانحناء | الحد الأدنى لنصف قطر الانحناء (rدقيقة) |
| ثني الصحافة | (3~5)D |
| التفاف الانحناء | (2~2.5)D |
| ثني البكرة | 6D |
| دفع الانحناء | (2.5~3)D |
ملاحظة: D هو القطر الخارجي للأنبوب.
يظهر الحد الأدنى لنصف قطر الانحناء لأنابيب الصلب وأنابيب الألومنيوم في الجدول 4-7.
الجدول 4-7 الحد الأدنى لنصف قطر الانحناء لأنابيب الصلب وأنابيب الألومنيوم (الوحدة: مم)
| القطر الخارجي للأنبوب | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 |
| الحد الأدنى لنصف قطر الانحناء rدقيقة | 8 | 12 | 16 | 20 | 28 | 32 | 40 | 45 | 50 | 56 |
| القطر الخارجي للأنبوب | 24 | 28 | 30 | 32 | 35 | 38 | 40 | 44 | 48 | 50 |
| الحد الأدنى لنصف قطر الانحناء rدقيقة | 68 | 84 | 90 | 96 | 105 | 114 | 120 | 132 | 144 | 150 |







