
حاسبة عامل K: دليل الانحناء الدقيق في تصنيع الصفائح المعدنية
كيف يمكنك ضمان الدقة في ثني الصفائح المعدنية؟ يُعد العامل K-عامل K عنصرًا حاسمًا في هذه العملية، حيث يحدد...
هل تكافح من أجل الحصول على لحام TIG المثالي؟ يمكن أن يؤدي اختيار المعلمات الصحيحة إلى إحداث فرق كبير بين اللحام القوي والنظيف واللحام الضعيف والفوضوي. تغطي هذه المقالة معلمات اللحام TIG الأساسية، بما في ذلك تيار اللحام وجهد القوس الكهربائي وقطر القطب الكهربائي ومعدل تدفق الغاز. من خلال فهم هذه العوامل، ستتمكن من تحسين عملية اللحام الخاصة بك، مما يضمن نتائج متسقة وعالية الجودة. تعمق في الأمر لتتعلم النصائح والحيل التي يمكن أن ترفع مهاراتك في اللحام إلى مستوى احترافي.

تشمل المعلمات الرئيسية للحام TIG تيار اللحام، وجهد القوس، وسرعة اللحام، وقطر قطب التنغستن وشكل طرفه، وقطر الفوهة وتدفق الغاز، والمسافة من الفوهة إلى سطح قطعة العمل، وزاوية شعلة اللحام.
هناك نوعان من تيارات اللحام: التيار المباشر والتيار المتردد. للتيار المباشر طريقتان مختلفتان للتوصيل: مستقيم وعكسه. يعتمد اختيار نوع التيار والقطبية بشكل أساسي على نوع المادة التي يتم لحامها ومتطلبات اللحام.
لتقليل أو إزالة التقلبات الحالية الناتجة عن التغيرات في طول القوس, اللحام بالتيغ (TIG) يتطلب استخدام مصدر طاقة بخصائص خارجية ذات انخفاض حاد أو تيار ثابت. وترد في الجدول 5-80 الخصائص والنطاق القابل للتطبيق للأنواع المختلفة من التيارات والوصلات القطبية في اللحام بالتيج.
الجدول 5-80 الخصائص والنطاق القابل للتطبيق لأنواع مختلفة من التيارات والوصلات القطبية في اللحام بالتيج TIG
| أنواع التيار | تيار مباشر، قطب كهربائي موجب | تيار مباشر، سالب القطب الكهربائي | التيار المتردد |
| طريقة الاتصال | 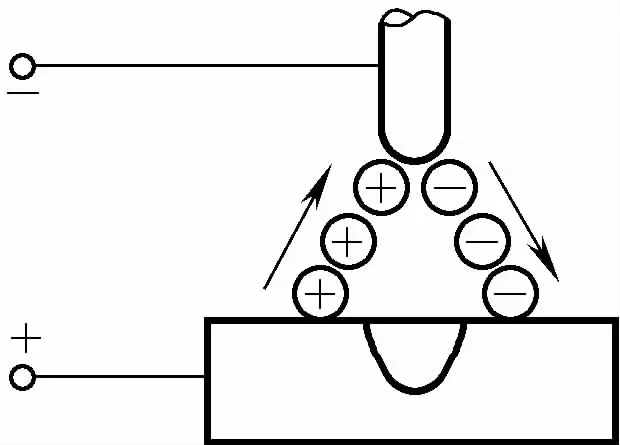 | 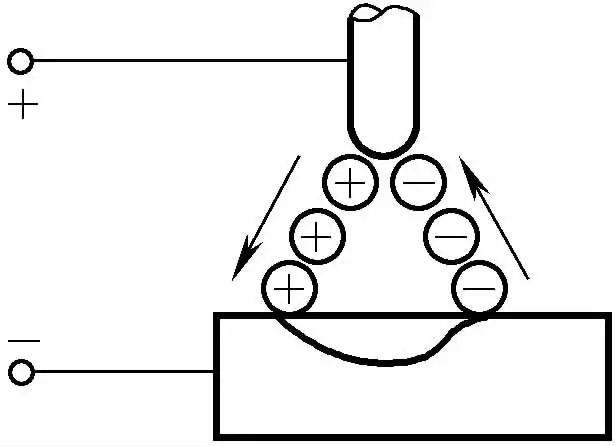 | 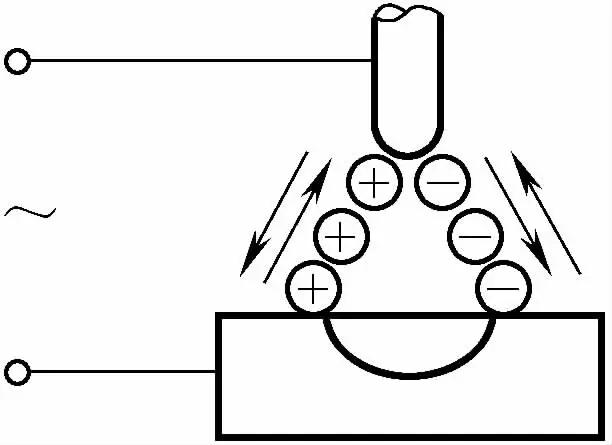 |
| النسبة التقريبية لتوزيع الحرارة | قطعة العمل 70%، القطب الكهربائي 30% | قطعة الشغل 30%، القطب الكهربائي 70% | قطعة الشغل 50%، القطب الكهربائي 50% |
| خصائص الاختراق | عميق وضيق | ضحلة وعريضة | متوسط |
| عمل التنظيف الأرثوذكسي | لا يوجد | حاضر | موجود (عندما تكون قطعة العمل سالبة) |
| ф3.2 واط القطب الكهربائي المسموح به للتيار الأقصى المسموح به | 400A | 420A | 250A |
| المواد القابلة للتطبيق | النحاس الأصفر، وسبائك النحاس، والحديد الزهر، والفولاذ المقاوم للصدأ، والمختلفة المعادن، تيتانيوم، فضة | غير مستخدم بشكل عام | الألومنيوم، والمغنيسيوم، وبرونز الألومنيوم، وبرونز البريليوم، والألومنيوم المصبوب |
عادةً ما يتم اختيار تيار اللحام بناءً على المادة والسُمك وموضع اللحام. يجب اختيار قطر قطب التنغستن بناءً على تيار اللحام. يوضح الجدول 5-81 نطاق تيار اللحام المسموح به لأقطار أقطاب التنجستن المختلفة.
الجدول 5-81 نطاق تيار اللحام المسموح به لأقطار أقطاب التنغستن المختلفة (الوحدة: A)
| قطر القطب الكهربائي/ملم | التيار المتردد | تيار مباشر، قطبية مستقيمة | تيار مباشر، قطبية عكسية | |||
| التنجستن النقي | التنجستن الثوري، التنجستن الثوري، التنجستن الثوري | التنجستن | التنجستن الثوري، التنجستن الثوري، التنجستن الثوري | التنجستن | التنجستن الثوري، التنجستن الثوري، التنجستن الثوري | |
| 0.5 | 2~15 | 2~15 | 2~20 | 2~20 | - | - |
| 1 | 15~55 | 15~70 | 10~75 | 10~75 | - | - |
| 1.6 | 45~90 | 60~125 | 40 ~130 | 60~150 | 10~20 | 10 ~20 |
| 2 | 65~125 | 85~160 | 75~180 | 100~200 | 15~25 | 15~25 |
| 2.5 | 80~140 | 120~210 | 130~230 | 170~250 | 17~30 | 17~30 |
| 3.2 | 140 ~190 | 150~250 | 160 ~310 | 225~330 | 20~35 | 20~35 |
| 4 | 180~260 | 240~350 | 275~450 | 350~480 | 35~50 | 35~50 |
| 5 | 240~350 | 330~460 | 400~625 | 500 ~ 675 | 50~70 | 50 ~70 |
| 6.3 | 300~450 | 430~575 | 550~675 | 650~950 | 60~100 | 65~100 |
جهد القوس الكهربائي هو المعلمة الرئيسية التي تحدد عرض حبة اللحام. تُستخدم الفولتية المنخفضة للقوس في لحام TIG لتحقيق حماية جيدة لحوض اللحام المنصهر. عند اللحام تحت حماية الهيليوم، بسبب التأين الأعلى للهيليوم، يكون لنفس طول القوس جهد قوس أعلى مقارنة بقوس الأرجون.
يرتبط جهد القوس بزاوية طرف قطب التنجستن. كلما كان طرف قطب التنغستن أكثر حدة، كلما كان جهد القوس الكهربائي أعلى، مع نطاق شائع يتراوح بين 10 و20 فولت.
ويعتمد اختيار قطر قطب التنجستن على نوع وقطبية وحجم تيار اللحام الذي سيتم استخدامه. وفي الوقت نفسه، تؤثر حدة طرف قطب التنغستن على عمق وعرض اللحام. انظر الجدول 5-82 للاطلاع على أشكال طرف قطب التنغستن الكهربائي ونطاقات التيار.
الجدول 5-82 أشكال طرف قطب التنجستن ونطاقات التيار
| قطر قطب التنجستن الكهربائي / مم | قطر الطرف / مم | زاوية الطرف / (درجة) | القطب الكهربائي للتيار المباشر الموجب | |
| تيار مستمر مستمر / أمبير | تيار النبض / أمبير | |||
| 1 | 0.125 | 12 | 2~15 | 2~25 |
| 1 | 0.25 | 20 | 5~30 | 5~60 |
| 1.6 | 0.5 | 25 | 8~50 | 8~100 |
| 1.6 | 0.8 | 30 | 10~70 | 10~140 |
| 2.4 | 0.8 | 35 | 12~90 | 12~180 |
| 2.4 | 1.1 | 45 | 15 ~150 | 15~250 |
| 3.2 | 1.1 | 60 | 20~200 | 20~300 |
| 3.2 | 1.5 | 90 | 25~250 | 25~350 |
تعتمد سرعة اللحام في لحام TIG على سُمك قطعة العمل وتيار اللحام. نظرًا لأن قطب التنغستن يمكن أن يتحمل تيارات أقل، فإن سرعة اللحام عادة ما تكون أقل من 20 م / ساعة. يمكن أن تتجاوز سرعة اللحام القصوى للحام TIG الميكانيكي 35 م / ساعة، ولكن في هذا الوقت، يجب مراعاة تأثير سرعة اللحام على الشكل الصفحي لغاز التدريع.
يرتبط الحد الأدنى لتدفق الغاز المطلوب لحماية منطقة اللحام بفعالية بشكل وحجم فوهة شعلة اللحام. ويعتمد قطر الفوهة على سُمك قطعة العمل ونوع الوصلة، وكلما زاد قطر الفوهة، يجب زيادة تدفق الغاز في المقابل.
يمكن اختيار قطر الفوهة وفقًا للمعادلة التالية:
د=(2.5 ~ 3.5)د w
في الصيغة
بمجرد تحديد قطر الفوهة، يمكن حساب معدل تدفق الأرجون على النحو التالي:
س=(0.8 ~ 1.2)د
أين:
عندما تكون D صغيرة، خذ الحد الأدنى لـ Q؛ وعندما تكون D كبيرة، خذ الحد الأعلى لـ Q.
وبشكل عام، عندما تكون فتحة الفوهة 8 ~ 12 مم، يكون معدل تدفق الغاز الواقي 5 ~ 15 لتر/دقيقة؛ وعندما يزيد قطر الفوهة إلى 14 ~ 22 مم، يكون معدل تدفق الغاز 10 ~ 20 لتر/دقيقة. عند لحام الألواح السميكة من الألومنيوم وسبائك الألومنيوم، يجب أن يصل معدل تدفق الغاز إلى 25 ~ 35 لتر/الدقيقة.
بالإضافة إلى ذلك، يعتمد معدل تدفق الغاز أيضًا على بيئة اللحام. عند اللحام في منطقة بها حركة هواء، يجب زيادة معدل تدفق الغاز وفقًا لسرعة الهواء، ويمكن أيضًا اختيار معدل التدفق من خلال اللحام التجريبي. عندما يكون معدل التدفق مناسبًا، يمكن استخدام لون سطح اللحام لتحديده.
يوضح الجدول 5-83 العلاقة بين اللون والتأثير الوقائي للحامات الفولاذ المقاوم للصدأ.
الجدول 5-83 العلاقة بين اللون والتأثير الوقائي للحامات الفولاذ المقاوم للصدأ
| ألوان لحام التماس اللحام | أبيض مائل إلى الفضي، أصفر ذهبي | أزرق | أحمر-رمادي-رمادي | الرمادي | أسود |
| فعالية الحماية | ممتاز | جيد | عادلة | فقير | الأسوأ |
يوضح الجدول 5-84 العلاقة بين اللون والتأثير الوقائي للحامات التيتانيوم وسبائك التيتانيوم.
الجدول 5-84 العلاقة بين لون لحامات التيتانيوم وسبائك التيتانيوم وتأثير الحماية
| ألوان لحام التماس اللحام | فضي-أبيض | الذهب | أرجواني-أزرق-أزرق | أزرق-رمادي | أصفر-أبيض |
| فعالية الحماية | ممتاز | جيد | عادلة | فقير | الأسوأ |
انظر الجدول 5-85 لمعرفة معدل تدفق الأرجون وفتحة الفوهة والمسافة إلى قطعة العمل.
الجدول 5-85 معدل تدفق الأرجون وفتحة الفوهة والمسافة إلى قطعة العمل
| طرق اللحام | معدل تدفق الأرجون المناسب (لتر/دقيقة) | قطر الفوهة (مم) | المسافة بين الفوهة وقطعة العمل (مم) |
| اللحام بغاز التنجستن الخامل (TIG) | 3~25 | 5 ~20 | 5 ~12 |
| اللحام بالغاز الخامل المعدني (MIG) | 10~50 | ≤30 | 8~15 |
انظر الجدول 5-86 للاطلاع على العلاقة بين تيار اللحام وقطر الفوهة ومعدل تدفق الغاز.
الجدول 5-86 العلاقة بين تيار اللحام وقطر الفوهة ومعدل تدفق الغاز
| تيار اللحام / أمبير | اللحام بالتيار المستمر | اللحام بالتيار المتردد | ||
| قطر الفوهة / مم | معدل تدفق الغاز / (لتر/دقيقة) | قطر الفوهة / مم | معدل تدفق الغاز / (لتر/دقيقة) | |
| 10 ~100 | 4~9.5 | 4 ~5 | 8~9.5 | 6~8 |
| 101 ~150 | 4 ~9.5 | 4~7 | 9.5~11 | 7 ~10 |
| 151~200 | 6~13 | 6~8 | 11 ~13 | 7 ~10 |
| 201~300 | 8~13 | 8~9 | 13 ~ 16 | 8 ~15 |
| 301~500 | 13 ~16 | 9~12 | 16 ~19 | 8~15 |
ملاحظة: الحد الأقصى المسموح به لتيار اللحام المسموح به لفوهات المعادن هو 500 أمبير، وبالنسبة لفوهات السيراميك فهو 300 أمبير.
تشمل معلمات اللحام الأوتوماتيكي TIG معلمات لحام قوس الأرجون الكهربائي التنغستن اليدوي وسرعة تغذية الأسلاك. يجب أن تتطابق سرعة تغذية السلك مع سرعة اللحام وتيار اللحام. نادرًا ما يكون تأثير معلمات اللحام TIG على تشكيل اللحام وجودة اللحام مستقلًا في الإنتاج الفعلي، كما هو الحال في عمليات اللحام اليدوي TIG، يتم تحديد تيار اللحام ومعدل تدفق الأرجون فقط.
أثناء اللحام بالتيغ الأوتوماتيكي TIG، تشمل معلمات اللحام التي يجب التحكم فيها تيار اللحام وجهد القوس وسرعة اللحام ومعدل تدفق الأرجون وقطر السلك وسرعة تغذية السلك. وبالإضافة إلى ذلك، عند لحام المعادن التفاعلية بشكل خاص مثل التيتانيوم، من الضروري تعزيز حماية منطقة درجة الحرارة العالية، ويجب اتخاذ تدابير وقائية صارمة.
الجدول 5-87 معلمات اللحام اليدوي TIG للألومنيوم وسبائك الألومنيوم والفولاذ المقاوم للصدأ
| المواد | سُمك اللوحة/ملم | نوع الأخدود | عدد طبقات اللحام (أمامية/خلفية) | قطر قطب التنجستن الكهربائي/مم | قطر سلك اللحام/مم | درجة حرارة التسخين المسبق/درجة مئوية | تيار اللحام/أ | معدل تدفق الأرجون/ (لتر/دقيقة) | فتحة الفوهة/مم |
| الألومنيوم وسبائك الألومنيوم | 1 | حافة مشطوفة | الواجهة 1 | 2 | 1.6 | - | 45 ~ 60 | 7~9 | 8 |
| 1.5 | مشطوف أو أخدود I-أخدود | الواجهة 1 | 2 | 1.6~2.0 | - | 50~80 | 7~9 | 8 | |
| 2 | أخدود I-أخدود | الواجهة 1 | 2 ~3 | 2~2.5 | - | 90 ~120 | 8 ~12 | 8~12 | |
| 3 | أخدود Y | الواجهة 1 | 3 | 2~3 | - | 150 ~180 | 8~12 | 8~12 | |
| 4 | 1~2/1 | 4 | 3 | - | 180 ~200 | 10~15 | 8~12 | ||
| 5 | 1~2/1 | 4 | 3~4 | - | 180~240 | 10~15 | 10 ~12 | ||
| 6 | 1~2/1 | 5 | 4 | - | 240~280 | 16~20 | 14 ~16 | ||
| 8 | 2 /1 | 5 | 4~5 | 100 | 260~320 | 16~20 | 14 ~16 | ||
| 10 | 3~4/1~2 | 5 | 4~5 | 100 ~150 | 280~340 | 16~20 | 14 ~16 | ||
| 12 | 3~4/1~2 | 5 ~6 | 4~5 | 150~200 | 300~360 | 18~22 | 16~20 | ||
| 14 | 3 ~4/1~2 | 5 ~6 | 5~6 | 180~200 | 340~380 | 20~24 | 16 ~20 | ||
| 16 | 4~5/1~2 | 6 | 5~6 | 200 ~220 | 340~380 | 20~24 | 16~20 | ||
| 18 | 4~5/1~2 | 6 | 5~6 | 200~240 | 360~400 | 25~30 | 16~20 | ||
| 20 | 4~5/1~2 | 6 | 5~6 | 200~260 | 360~400 | 25~30 | 20~22 | ||
| 16 ~20 | الأخدود X | 2~3/2~3 | 6 | 5~6 | 200~260 | 300~380 | 25~30 | 16~20 | |
| 22~25 | 3 ~4/3 ~4 | 6 ~7 | 5~6 | 200~260 | 360~400 | 30~35 | 20~22 | ||
| الفولاذ المقاوم للصدأ | 1 | مفصل المؤخرة | 1 | 2 | 1.6 | - | 7~28 | 3~4 | 12~47① |
| 1.2 | مفصل المؤخرة | 1 | 2 | 1.6 | - | 15 | 3~4 | 25① | |
| 1.5 | مفصل المؤخرة | 1 | 2 | 1.6 | - | 5 ~19 | 3~4 | 8~32① |
① سرعة اللحام، بالسنتيمتر/الدقيقة.
الجدول 5-88 معلمات لحام TIG اليدوي للفولاذ الكربوني والفولاذ منخفض السبائك
| سُمك اللحام/ملم | تيار اللحام/أ | قطر السلك/ملم | سرعة اللحام/(مم/دقيقة) | معدل تدفق الغاز/(لتر/دقيقة) |
| 0.9 | 100 | ф1.6 | 300~370 | 4~5 |
| 1.2 | 100~125 | ф1.6 | 300~450 | 4~5 |
| 1.5 | 100 ~140 | ф1.6 | 300~450 | 4~5 |
| 2.5 | 140~180 | ф2 | 300 ~450 | 5~6 |
| 3.2 | 150 ~200 | ф3 | 250~300 | 5~6 |
الجدول 5-89 معلمات اللحام اليدوي TIG للنحاس وسبائك النحاس
| المواد | سُمك اللحام/ملم | نوع الأخدود | قطب التنجستن الكهربائي | قطر القطب الكهربائي/ملم | قطر سلك الحشو/مم | تيار اللحام/أ | قطر الفوهة/ملم | معدل تدفق الغاز/(لتر/دقيقة) | درجة حرارة التسخين المسبق/درجة مئوية |
|---|---|---|---|---|---|---|---|---|---|
| النحاس | <1.5 | مفردة V | ثائر | 2.4 | 2 | 140-180 | 8 | 6-8 | - |
| 2-3 | مفردة V | ثائر | 3.2 | 3 | 160-280 | 8-10 | 6-10 | - | |
| 4-5 | أخدود على شكل V | ثائر | 4 | 3-4 | 250-350 | 10-12 | 8-12 | 100-150 | |
| 6-10 | أخدود على شكل V | ثائر | 5 | 4-5 | 300-400 | 10-12 | 10-14 | 300-500 | |
| نحاس | 1.2 | مفصل المؤخرة | ثائر | 3.2 | - | 160-180 | 8 | 7 | - |
| صفيح نحاسي | 2 | مفردة V | ثائر | 3.2 | 3 | 180-200 | 8 | 7 | - |
| فوسفور القصدير | <1.6 | مفردة V | ثائر | 3.2 | 1.6 | 90-150 | 10-12 | 8-12 | - |
| برونزية | 1.6-3.2 | مفردة V | ثائر | 3.2 | 2-3 | 100-220 | 10-12 | 8-12 | - |
| ألومنيوم برونزي | <1.6 | مفردة V | سيريتد | 1.6 | 1.6 | 25-80 | 10-12 | 9-10 | - |
| 3.2 | مفردة V | سيريتد | 3.2 | 2-3 | 160-210 | 10-12 | 10-12 | - | |
| 9.5 | أخدود على شكل V | سيريتد | 4 | 4 | 210-330 | 10-12 | 12-13 | - | |
| برونز السيليكون | 1.6 | مفردة V | سيريتد | 1.6 | 1.6 | 100-120 | 8 | 7 | - |
| 3.2 | مفردة V | ثائر | 2.4 | 2 | 130-150 | 8 | 7 | - | |
| 6.4 | أخدود على شكل V | ثائر | 3.2 | 3 | 200-250 | 10 | 9 | - | |
| 9.5 | أخدود على شكل V | ثائر | 3.2 | 3 | 230-280 | 10 | 9 | - | |
| نيكل برونزي | <3.2 | مفردة V | ثائر | 3.2 | 2-3 | 250-300 | 12-14 | 12-14 | - |
| 3.2-9.5 | أخدود على شكل V | ثائر | 4 | 3 | 280-320 | 12-14 | 12-14 | - |
الجدول 5-90 معلمات لحام التيتانيوم وسبائك التيتانيوم يدويًا بالتلحيم اليدوي بالتيتانيوم TIG (وصلة موجبة للتيار المستمر، وصلة ترقوية)
| سُمك اللوحة/ملم | نوع الشطبة | عدد طبقات اللحام | قطر قطب التنجستن الكهربائي/مم | قطر السلك/ملم | تيار اللحام/أ | معدل تدفق الأرجون/(لتر/دقيقة) | قطر الفوهة/ملم | الملاحظات | ||
| الفوهة الرئيسية | درع السحب | الجانب الخلفي | ||||||||
| 0.5 | شطبة أحادية على شكل V | 1 | 1.5 | 1.0 | 30 ~50 | 8~10 | 14~16 | 6~8 | 10 | فجوة المفصل التناكبي 0.5 مم، قد لا يضاف التيتانيوم أيضاً فجوة السلك 1.0 مم |
| 1 | 1 | 2.0 | 1.0~2.0 | 40~60 | 8~10 | 14~16 | 6~8 | 10 | ||
| 1.5 | 1 | 2.0 | 1.0~2.0 | 60~80 | 10~12 | 14~16 | 8~10 | 10 ~12 | ||
| 2 | 1 | 2.0~3.0 | 1.0~2.0 | 80~110 | 12~14 | 16~20 | 10~12 | 12 ~14 | ||
| 2.5 | 1 | 2.0~3.0 | 2.0 | 110~120 | 12~14 | 16~20 | 10~12 | 12 ~14 | ||
| 3 | شطبة مفردة Y مائلة | 1 ~2 | 3.0 | 2.0~3.0 | 120~140 | 12~14 | 16~20 | 10~12 | 14 ~18 | فجوة شطبة 2 ~ 3 مم، حافة غير حادة 0.5 مم الجزء الخلفي من اللحام مبطن بلوحة دعم فولاذية زاوية الشطبة 60 درجة ~ 65 درجة |
| 3.5 | 1~2 | 3.0~4.0 | 2.0~3.0 | 120~140 | 12~14 | 16~20 | 10~12 | 14 ~18 | ||
| 4 | 2 | 3.0~4.0 | 2.0~3.0 | 130~150 | 14~16 | 20~25 | 12~14 | 18 ~20 | ||
| 4 | 2 | 3.0~4.0 | 2.0~3.0 | 200 | 14~16 | 20~25 | 12~14 | 18 ~20 | ||
| 5 | 2~3 | 4.0 | 3.0 | 130~150 | 14~16 | 20~25 | 12~14 | 18~20 | ||
| 6 | 2~3 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 18~20 | ||
| 7 | 2~3 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 8 | 3 ~4 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 10 | شطبة مزدوجة Y مزدوجة | 4~6 | 4.0 | 3.0~4.0 | 160~200 | 14~16 | 25~28 | 12~14 | 20~22 | زاوية شطبة 60 درجة، حافة غير حادة 1 مم زاوية شطبة 55 درجة، حافة غير حادة 1.5-2.0 مم زاوية شطبة 55 درجة، حافة حادة 1.5 ~ 2.0 مم، فجوة 1.5 مم |
| 13 | 6~8 | 4.0 | 3.0~4.0 | 220~240 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 20 | 12 | 4.0 | 4.0 | 200~240 | 12~14 | 20 | 10~12 | 18 | ||
| 22 | 6 | 4.0 | 4.0~5.0 | 230~250 | 15~18 | 18~20 | 18~20 | 20 | ||
| 25 | 15~16 | 4.0 | 3.0~4.0 | 200~220 | 16~18 | 26~30 | 20~26 | 22 | ||
| 30 | 17~18 | 4.0 | 3.0~4.0 | 200~220 | 16~18 | 26~30 | 20~26 | 22 | ||
الجدول 5-91 معلمات اللحام الآلي TIG للألومنيوم وسبائك الألومنيوم
| المواد | سُمك اللوحة/ملم | عدد طبقات اللحام | قطر قطب التنجستن الكهربائي/مم | قطر السلك/ملم | تيار اللحام/أ | معدل تدفق الأرجون/(لتر/دقيقة) | فتحة الفوهة/مم | سرعة تغذية السلك/(سم/دقيقة) |
| الألومنيوم وسبائك الألومنيوم | 1 | 1 | 1.5 ~2 | 1.6 | 120 ~160 | 5~6 | 8~10 | - |
| 2 | 1 | 3 | 1.6~2 | 180 ~220 | 12 ~14 | 8 ~10 | 108 ~117 | |
| 3 | 1~2 | 4 | 2 | 220~240 | 14 ~18 | 10 ~14 | 108~117 | |
| 4 | 1~2 | 5 | 2~3 | 240~280 | 14 ~18 | 10 ~14 | 117 ~ 125 | |
| 5 | 2 | 5 | 2~3 | 280 ~320 | 16 ~ 20 | 12 ~16 | 117 ~ 125 | |
| 6~8 | 2~3 | 5~6 | 3 | 280 ~320 | 18~24 | 14 ~18 | 125~133 | |
| 8~12 | 2~3 | 6 | 3~4 | 300 ~340 | 18~24 | 14 ~18 | 133 ~142 | |
| الفولاذ المقاوم للصدأ | 1.5 | 1 | 2 | 1.6 | 125 ~130 | 8~10 | 260 | |
| 2 | 1 | 3 | 1.6 | 138~142 | 6~8 | 260 |
الجدول 5-92 معلمات اللحام الآلي TIG للتيتانيوم وسبائك التيتانيوم (تيار مستمر موجب، وصلة ترقوية)
| سُمك اللوحة / مم | نوع الشطبة | عدد طبقات اللحام | أبعاد الشريط الداعم في أخدود التشكيل | قطر قطب التنجستن الكهربائي / مم | قطر السلك / مم | تيار اللحام / أمبير | جهد القوس الكهربائي / فولتية | سرعة اللحام / (سم/دقيقة) | معدل تدفق الأرجون / (لتر/دقيقة) | |||
| العرض/ملم | العمق/ملم | الفوهة الرئيسية | الدرع الزائدة | الجانب الخلفي | ||||||||
| 1 | آي-غروف | 1 | 5 | 0.5 | 1.6 | 1.2 | 70~100 | 12~15 | 30~37 | 8~10 | 12~14 | 6~8 |
| 1.2 | آي-غروف | 1 | 5 | 0.7 | 2 | 1.2 | 100~120 | 12~15 | 30~37 | 8~10 | 12~14 | 6~8 |
| 1.5 | آي-غروف | 1 | 5 | 0.7 | 2 | 1.2~1.6 | 120~140 | 14~16 | 37~40 | 10~12 | 14~16 | 8~10 |
| 2 | آي-غروف | 1 | 6 | 1 | 2.5 | 1.6~2.0 | 140~160 | 14~16 | 33~37 | 12~14 | 14~16 | 10~12 |
| 3 | آي-غروف | 1 | 7 | 1.1 | 3 | 2.0~3.0 | 200~240 | 14~16 | 32~35 | 12~14 | 16~18 | 10~12 |
| 4 | شطبة واحدة بفجوة 2 مم | 2 | 8 | 1.3 | 2 | 3 | 200~260 | 14~16 | 32~33 | 14~16 | 18~20 | 12~14 |
| 6 | أخدود Y-Groove 60 درجة | 3 | - | - | 4 | 3 | 240~280 | 14~18 | 30~37 | 14~16 | 20~24 | 14~16 |
| 10 | أخدود Y-Groove 60 درجة | 3 | - | - | 4 | 3 | 200~260 | 14~18 | 15~20 | 14~16 | 18~20 | 12~14 |
| 13 | أخدود Y مزدوج 60 درجة | 4 | - | - | 4 | 3 | 220~260 | 14~18 | 33~42 | 14~16 | 18~20 | 12~14 |
الجدول 5-93 معلمات لحام TIG لأنابيب الفولاذ المقاوم للصدأ الأوستنيتي (اللحام المعلق)
| السُمك/ملم | الشكل المائل | تيار اللحام/أ | سرعة اللحام/(مم/دقيقة) | الملاحظات |
| 1.5 |  | 100 ~110 | 460 ~480 | يستخدم في اللحام العلوي للأنابيب الدائرية والمربعة، مع حماية بغاز الأرجون داخل الأنبوب لحماية الجزء الخلفي من اللحام. |
| 2 | 120 ~130 | 400 ~410 | ||
| 3 | 190~200 | 300 ~310 |
الجدول 5-94 معلمات اللحام للممر الجذري للحام TIG متعدد الطبقات لأنابيب الفولاذ المقاوم للصدأ سميكة الجدران
| قطر السلك / مم | قطر قطب التنجستن الكهربائي / مم | قطبية التيار | تيار اللحام / أمبير | جهد القوس الكهربائي / فولتية | سرعة اللحام / (سم/دقيقة) | طريقة النسيج | غاز التدريع | |
| الأنواع | معدل التدفق / (لتر/دقيقة) | |||||||
| 2.0(1.6) | 1.6 | تيار مباشر | 50~130 | 9~16 | 4~14 | التذبذب المستعرض | نقاء الأرغون (جزء من الحجم) أكبر من 99.9% | 8~15 |
| 2.4 | 2.4 | الظل | ||||||