
شرح طرق القطع بالأدوات الآلية الأساسية
كيف تصنع الماكينات القطع الدقيقة التي نستخدمها كل يوم؟ قطع الأدوات الآلية هو المفتاح. تكشف هذه المقالة...
كيف يمكن للمصنعين ضمان الدقة والكفاءة عند العمل مع القِطع غير المنتظمة الشكل؟ تركيبات أدوات الماكينات المتخصصة هي المفتاح. تتعمق هذه المقالة في مختلف التَرْكِيبات مثل المخرطة وماكينة التفريز وتَرْكِيبات مكابس الحفر، وتعرض تصميمها وتطبيقاتها. من خلال فهم هذه الأدوات، يمكن للمصنعين تحسين دقة الماكينات وتقليل وقت الإنتاج والتعامل مع الأشكال المعقدة بسهولة. استكشف كيف يساهم كل نوع من أنواع التَرْكِيبات في تبسيط عمليات التصنيع وتعزيز الإنتاجية الإجمالية.

تُستخدم المخرطة بشكل أساسي لتصنيع الأسطح الأسطوانية الداخلية والخارجية، والأسطح المخروطية، وأسطح التشكيل الدوارة، والأسطح الملولبة، والأوجه الطرفية للأجزاء. بناءً على خصائص التشغيل الآلي هذه وموضع التركيبات على أداة الماكينة، يمكن تقسيم تركيبات المخرطة إلى النوعين الأساسيين التاليين:
في هذا النوع من التَرْكِيبات بالإضافة إلى العديد من الأظرف، وألواح الواجهة، والمراكز، والتَرْكِيبات العامة الأخرى أو ملحقات أدوات الماكينة، يمكن تصميم العديد من المغازل أو التَرْكِيبات الخاصة الأخرى وفقًا لاحتياجات التشغيل الآلي. أثناء التصنيع الآلي، تدور التَرْكِيبة مع مغزل المخرطة، وتقوم الأداة بحركة التغذية.
بالنسبة لبعض قطع العمل غير المنتظمة الشكل والأكبر حجمًا، غالبًا ما يتم تركيب التَرْكِيبة على سرج المخرطة. يتم تركيب الأداة على عمود دوران المخرطة للحركة الدورانية، وتقوم التَرْكِيبة بحركة التغذية. يقدِّم هذا القسم بشكل أساسي التَرْكِيبات الخاصة الأكثر استخدامًا في المخرطة والمثبتة على مغزل المخرطة.
في الإنتاج، من الشائع مواجهة حالات تكون فيها الأسطح الأسطوانية والأوجه الطرفية للأجزاء مثل العلب، والأقواس، والأقواس، والرافعات، والوصلات تشكيل آلي على مخرطة. غالبًا ما تكون هذه القِطع ذات أشكال معقدة، مما يجعل من الصعب تشبيك الشُّغْلَة مباشرةً باستخدام ظرف ذاتي التمركز ثلاثي الفك. في مثل هذه الحالات، يجب تصميم تركيبات مخرطة خاصة. يقدم ما يلي العديد من تركيبات المخرطة النموذجية.
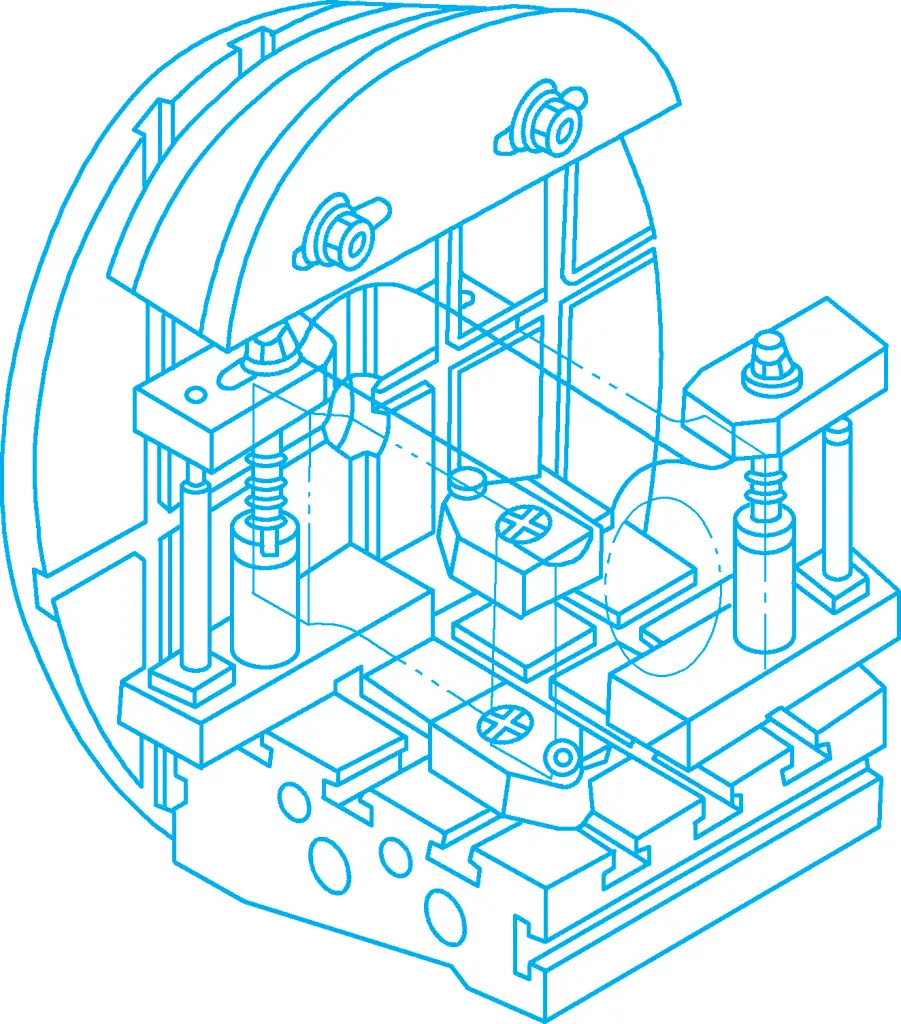
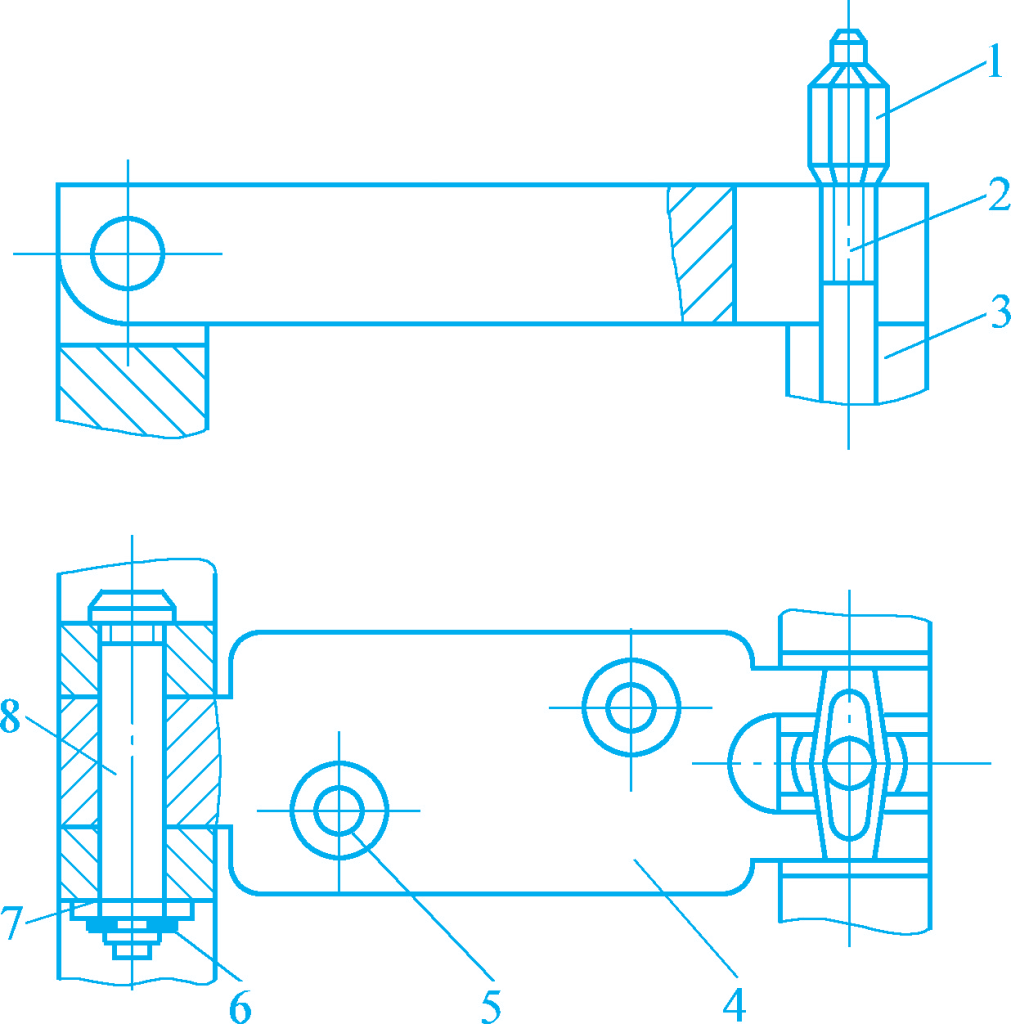
يوضح الشكل 1 تركيبات مخرطة حديدية بزاوية. يتم وضع قطعة العمل على لوحة دعم التموضع المائلة للتركيبة وعلى مسمار أسطواني ودبوس ماسي باستخدام وجه واحد وثقبين كمرجع للتموضع، ويتم تثبيتها بلوحين ضغط على شكل خطاف.
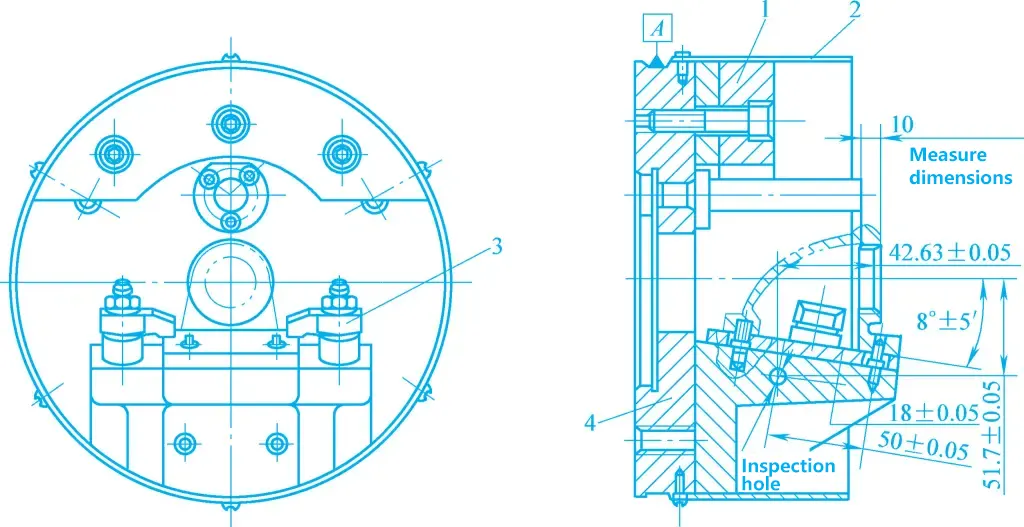
1-كتلة التوازن 1 - كتلة التوازن
2-غطاء واقي
3-صفيحة ضغط على شكل خطاف
4-جسم التركيبات
الأسطح المشغولة آليًا عبارة عن ثقوب وأوجه طرفية. لتسهيل فحص أبعاد الوجه الطرفي المشغول آليًا والزاوية بين الفتحة المشغولة آليًا والسطح المرجعي للموضع أثناء التشغيل الآلي، تم تصميم سطح مرجعي للقياس وفتحة عملية بالقرب من سطح التشغيل الآلي. الدائرة المرجعية A على جسم التَرْكِيبة 4 هي دائرة المحاذاة.
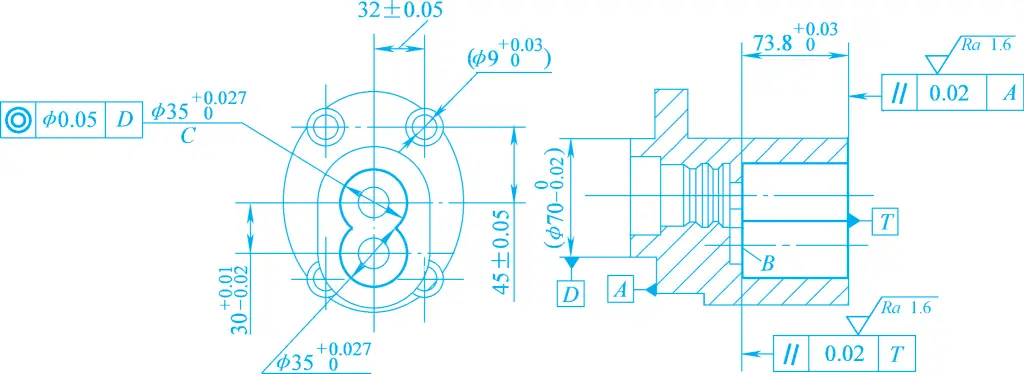
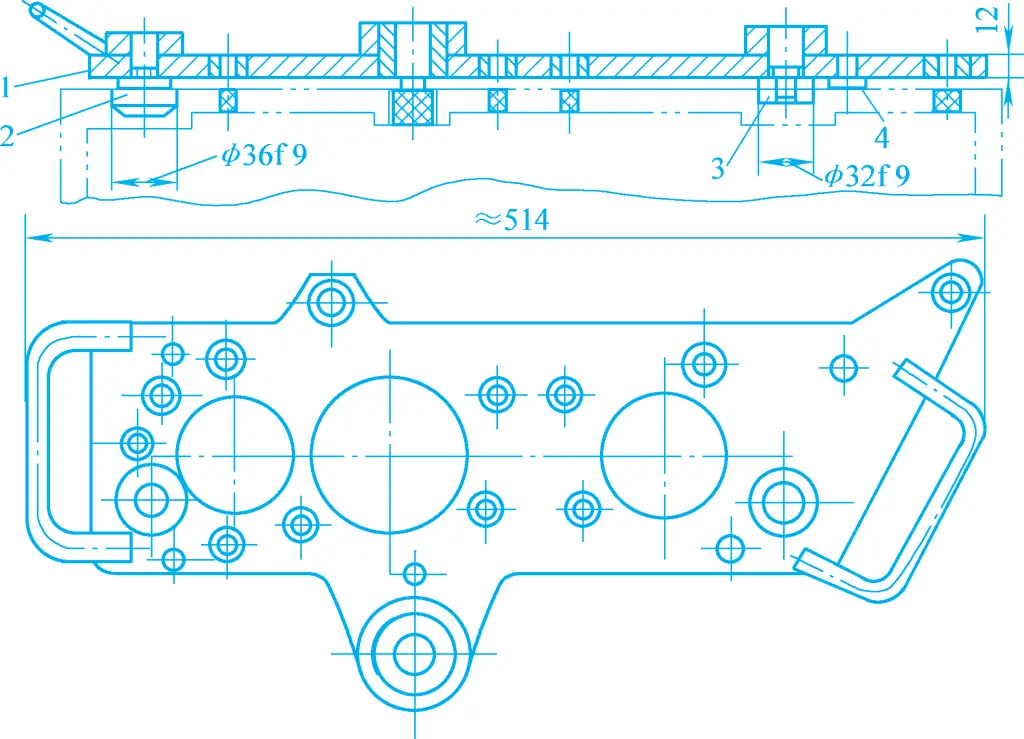
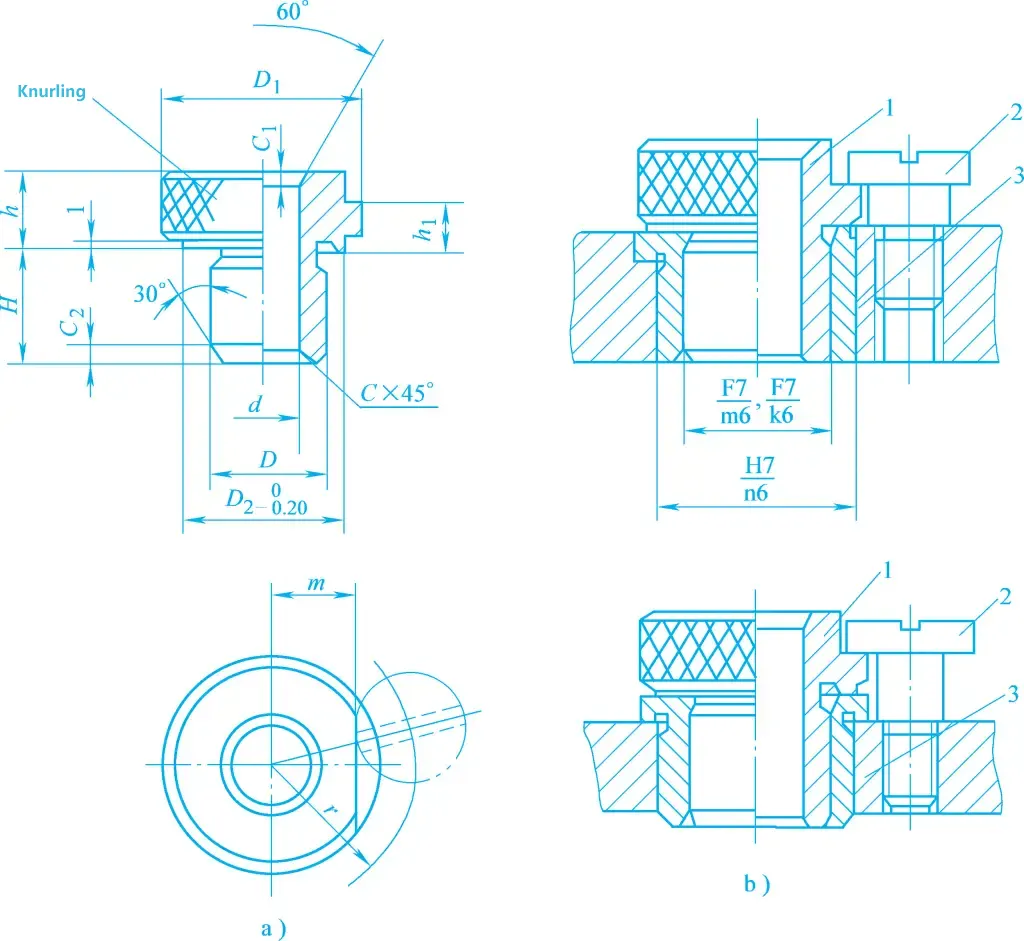
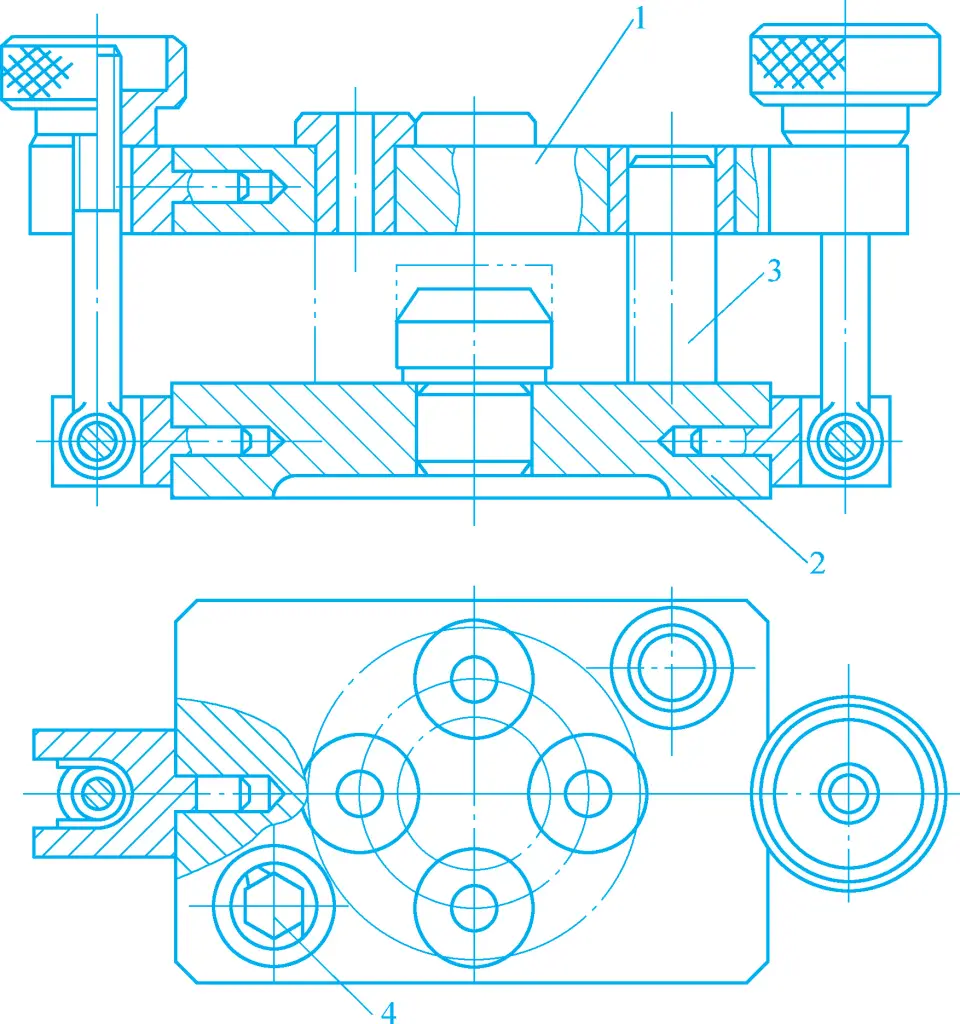
يوضح الشكل 2 مخطط عملية مبيت مضخة التروس. تم تشكيل الدائرة الخارجية D والوجه الطرفي A لقطعة العمل آليًا. الأسطح المشكلة عبارة عن فتحتين Φ35 مم، والوجه الطرفي T، والسطح السفلي للفتحة B، ويجب تلبية المتطلبات الفنية ذات الصلة المحددة في رسم الجزء. تعتمد دقة القطر للفتحتين Φ35 مم بشكل أساسي على صحة طريقة المعالجة، بينما يتم ضمان المتطلبات الفنية الأخرى بواسطة التركيبات.
يوضح الشكل 3 تركيبات الواجهة الخاصة المستخدمة لتصنيع الفتحتين Φ35 مم في مبيت مضخة التروس. يتم وضع قطعة العمل باستخدام الوجه الطرفي A، والسطح الدائري الخارجي Φ70 مم، والسطح الدائري الداخلي للفتحة الصغيرة Φ9 مم كمرجعين لتحديد الموضع، ويتم تثبيتها بمجموعتين من ألواح الضغط الحلزونية 5 على السطح N من القرص الدوار 2، والفتحة الدائرية Φ70 مم، والدبوس المشذب 4.
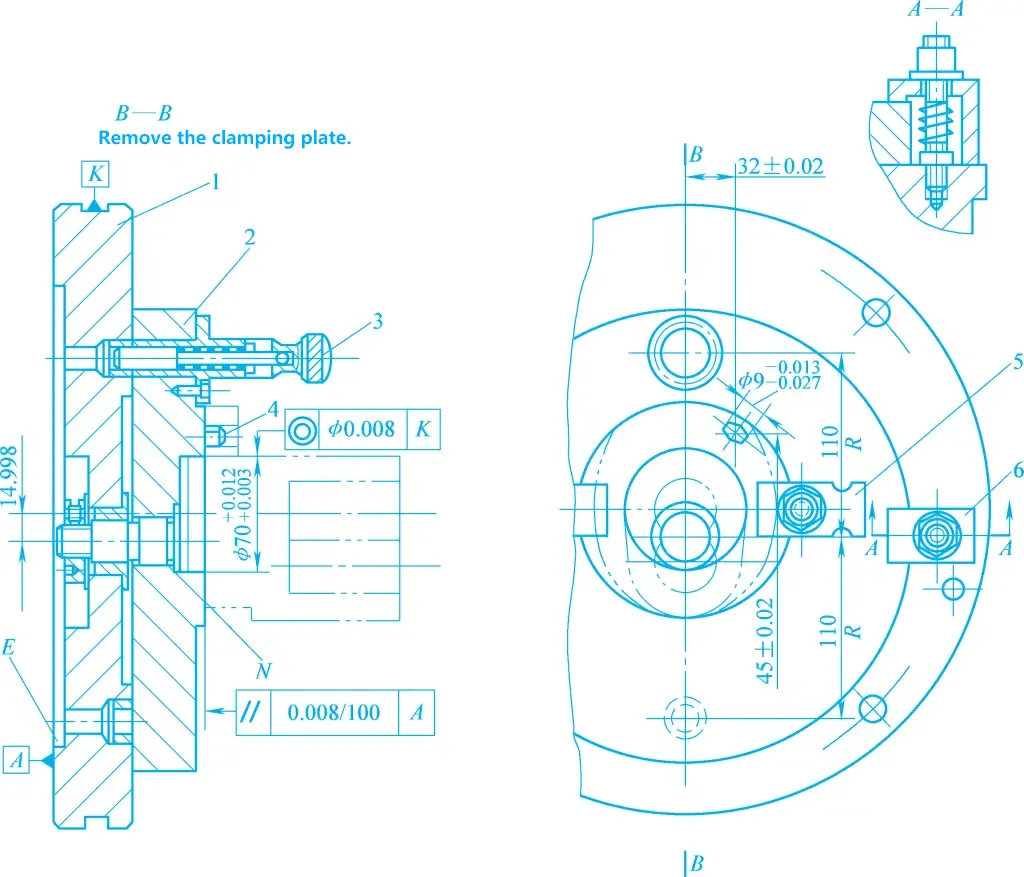
1-جسم التركيبات
2-القرص الدوار
3-دبوس المحاذاة
4-دبوس مشذب 4
5، 6-صفائح الضغط
يتم تثبيت القرص الدوار 2 على جسم التَرْكِيبة 1 بواسطة مجموعتين من ألواح الضغط الحلزونية 6. بعد تصنيع أحد الثقوب Φ35 مم، يتم سحب مسمار المحاذاة 3، ويتم فك مجموعتي ألواح الضغط الحلزونية 6. يتم تدوير القرص الدوار مع قطعة العمل 180 درجة، ويتم إدخال مسمار المحاذاة في فتحة فهرسة أخرى على جسم التَرْكِيبة تحت تأثير قوة الزنبرك. بعد تشبيك القرص الدوار، يمكن تشكيل الثقب الثاني Φ35 مم.
تستخدم التَرْكِيبة الخاصة التَرْكِيبة الحافة E على جسم التَرْكِيبة للتوصيل مع عمود دوران المخرطة من خلال الشفة الموجودة على لوحة الانتقال. عند تركيب التَرْكِيب، تُستخدم دائرة المحاذاة K (التي تمثل محور دوران التَرْكِيبة) لمحاذاة محورية التَرْكِيبة مع عمود دوران المخرطة.
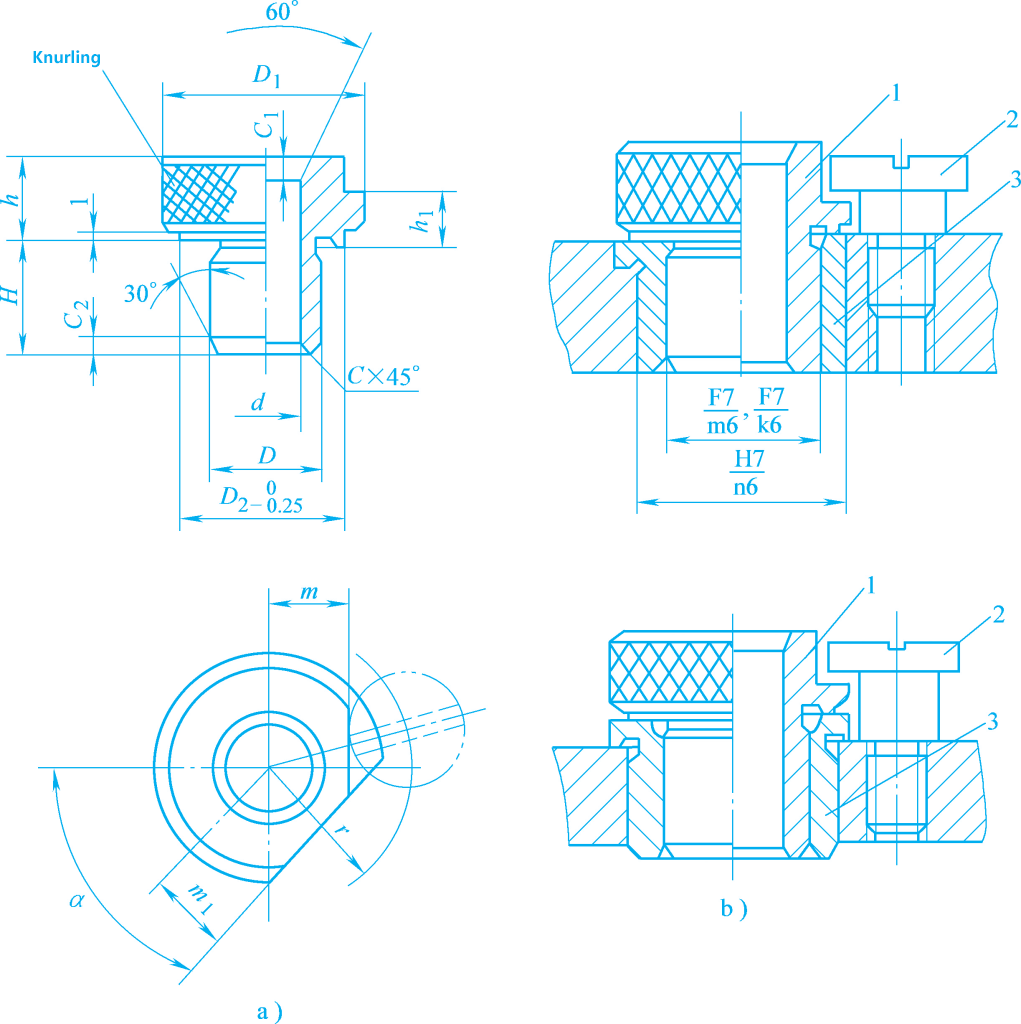
بالنسبة لقطع الشُّغْلَة الدوارة أو قطع الشُّغْلَة الموضوعة على السطح الدوَّار، يمكن استخدام تركيبات التثبيت المركزية. تشمل الأنواع الشائعة الأكمام الزنبركية والتَرْكِيبات البلاستيكية السائلة. في التَرْكِيبة الموضحة في الشكل 4، يتم وضع الشُّغْلَة وتشبيكها بالفتحة الداخلية باستخدام تَرْكِيبة بلاستيكية سائلة.
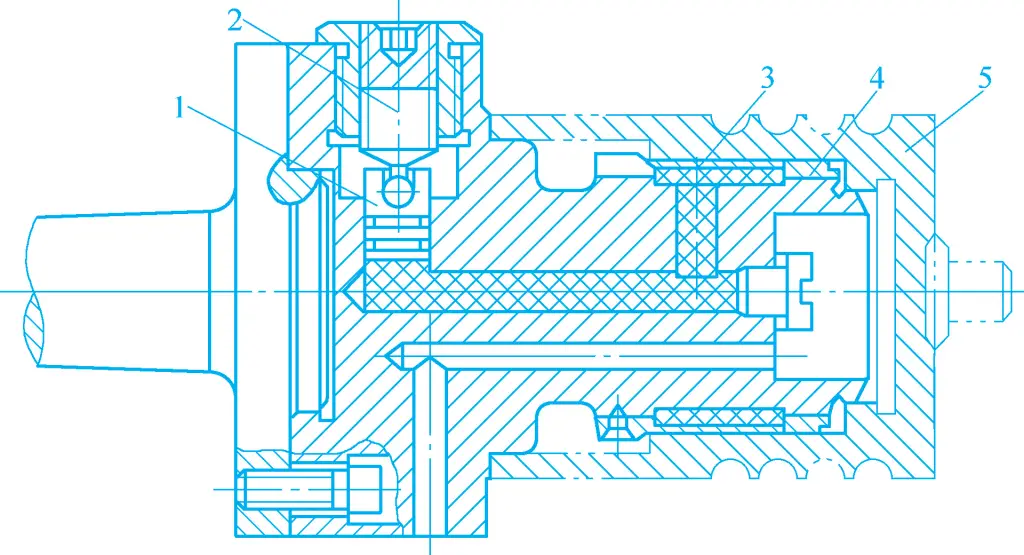
1-العمود المنزلق
2-برغي الضغط 2 - برغي الضغط
3-البلاستيك السائل
4 - جراب تحديد المواقع رقيق الجدران
5-قطعة العمل
يتم وضع الشُّغْلَة على أسطوانة التموضع، ويتم وضعها محوريًا بالوجه الطرفي. من خلال تدوير برغي الضغط 2، يتسبب العمود المنزلق 1 والبلاستيك السائل 3 في تشويه غلاف التموضع الرقيق الجدران 4، وبالتالي توسيط الشُّغْلَة 5 وتثبيت الشُّغْلَة 5.
التركيبات المعيارية هي تركيبات خاصة تركيبات مجمعة من مكونات التَرْكِيبات القياسية المُصنَّعة مسبقًا وفقًا لمخطط تموضع وتثبيت مصمم. وهي تجمع بين مزايا التركيبات الخاصة وفوائد التوحيد القياسي والتعميم. بعد تغيير المنتج، يمكن تفكيك مكونات التَرْكِيبات وتنظيفها وتخزينها بعد تغيير المنتج، مما يجنبك الهدر. وهي مناسبة للإنتاج التجريبي للمنتجات الجديدة والإنتاج على دفعات صغيرة من أصناف متعددة.
لها مزايا فريدة من نوعها في إنتاج المنتجات الميكانيكية في المؤسسات الحديثة التي تستخدم على نطاق واسع ماكينة CNC وتطبيق تقنيات CAD/CAM/CAPP. يوضح الشكل 5 تركيبات وحدات المخرطة النموذجية. يتم وضع الشُّغْلَة باستخدام السطح السفلي المشغول آليًا وثقبين لتحديد الموضع، ويتم تثبيتها بلوحين للضغط. جسم التَرْكِيبة ودبابيس التموضع وألواح الضغط والقاعدة كلها مكونات قياسية.
عند تشغيل الأسطح الدوارة على مخرطة، يجب أن يتطابق محور السطح الدوار لقطعة العمل مع محور دوران عمود دوران المخرطة. يجب أن يضمن ذلك هيكل وترتيب جهاز التموضع على التَرْكِيبة.
نظرًا لأن الشغلة والتَرْكِيبة تدور مع عمود الدوران أثناء الخراطة، فإن التَرْكِيبة تتعرض لقوة طرد مركزي بالإضافة إلى عزم القطع أثناء التشغيل الآلي. كلما زادت سرعة الدوران، زادت قوة الطرد المركزي، والتي يمكن أن تؤثر على تأثير التشبيك لآلية التشبيك.
بالإضافة إلى ذلك، يتغير موضع مرجع تحديد موضع الشُّغْلَة بالنسبة لاتجاه قوة القطع والجاذبية. ولذلك، يجب أن تكون قوة التشبيك الناتجة عن آلية التشبيك كافية، ويجب أن يكون أداء القفل الذاتي جيدًا لمنع انفصال الشُّغْلَة عن عناصر التموضع أثناء التشغيل الآلي.
يجب أن يتمتع المحور الدوراني للتَرْكِيبة بأعلى دقة محورية ممكنة مع محور محور عمود دوران المخرطة. اعتمادًا على الحجم الشعاعي لتركيبات المخرطة المثبتة، هناك عمومًا نوعان من طرق التوصيل مع عمود دوران الماكينة:
1-لوحة الانتقال 1 - لوحة الانتقال
2-المفتاح المسطح
3-الجوز
4-التركيبات
5-المغزل
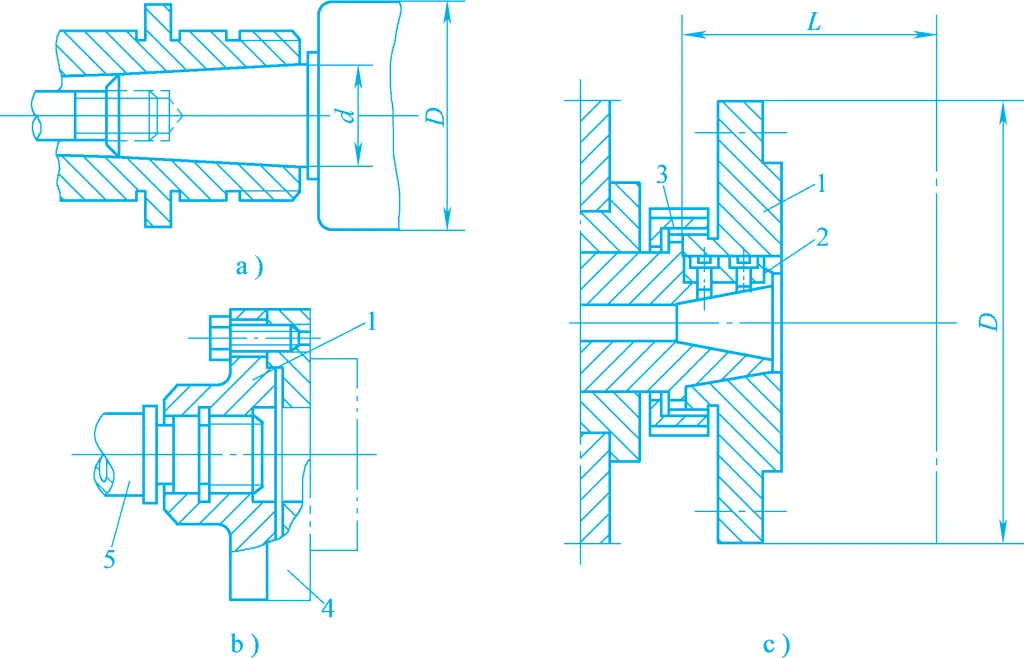
1) بالنسبة للتَرْكِيبات الصغيرة ذات الأبعاد الشعاعية D <140 مم، أو D <(2 ~ 3) d، يظهر هيكل التوصيل في الشكل 6 أ. يتم تركيبها بشكل عام في ثقب مستدق عمود دوران المخرطة من خلال ساق مستدق ويتم شدها بقضيب مسامير. تتميز طريقة التوصيل هذه بدقة تمركز عالية.
2) بالنسبة للتَرْكِيبات ذات الأبعاد الشعاعية الأكبر، تُستخدم لوحة انتقالية للتوصيل بالطرف الأمامي لعمود دوران المخرطة. يظهر هيكل اللوحة الانتقالية في الشكلين 6ب و6ج. يتم توصيل أحد طرفي اللوحة الانتقالية بعمود دوران الماكينة، مع شكل سطح التزاوج اعتمادًا على هيكل الطرف الأمامي لعمود الدوران. عادةً ما يحتوي الطرف الآخر على شفة تتزاوج مع كتف التموضع على جسم التَرْكِيبة لتحقيق توسيط التَرْكِيبة على عمود الدوران.
يجب أن يحتوي جسم التَرْكِيبة لتركيبات المخرطة بشكل عام على ثقوب محاذاة أو دوائر محاذاة، كما هو موضح في الشكلين 1 و3. تُستخدم ثقوب أو دوائر المحاذاة كمرجع محاذاة لضمان المحاذاة المحورية عند تركيب تركيب تجهيزات المخرطة على عمود دوران المخرطة، وكذلك مرجع التجميع أثناء تصنيع وتجميع تجهيزات المخرطة. وغالبًا ما تكون أيضًا مرجع العملية أثناء تصنيع جسم التَرْكِيبة نفسها.
يجب أن تقضي تركيبات المخرطة على مشكلة اختلال التوازن الدوراني. يتمثل أحد تدابير الموازنة في إضافة كتلة موازنة (ثقل موازن) على الجانب الأخف وزنًا، أو إضافة ثقوب لتخفيف الوزن على الجانب الأثقل، أو مزيج من الاثنين معًا. يفضل أن يكون موضع كتلة التوازن ووزنها قابلين للتعديل.
لضمان التشغيل الآمن، يجب أن تتجنب التركيبات وجود زوايا حادة أو مكونات بارزة خارج المحيط الدائري لجسم التركيبات قدر الإمكان. إذا لزم الأمر، يجب إضافة غطاء واقي إذا لزم الأمر. بالإضافة إلى ذلك، يجب أن يكون أداء القفل الذاتي لجهاز التثبيت موثوقًا به لمنع الارتخاء أثناء الدوران، مما قد يتسبب في تطاير قطعة العمل.
وفقًا لطرق التغذية المختلفة، تنقسم تركيبات ماكينة التفريز إلى نوع التغذية الخطية ونوع التغذية الدائرية ونوع القالب. يقدم هذا القسم بشكل أساسي النوعين الأولين.
يتم تثبيت هذه التَرْكِيبات بشكل عام على منضدة ماكينة التفريز، وأثناء المعالجة، تتحرك التَرْكِيبات خطيًا مع منضدة العمل. اعتمادًا على عدد قطع العمل المثبتة في وقت واحد، يمكن تقسيمها إلى تركيبات ماكينة التفريز أحادية القطعة وتركيبات ماكينة التفريز متعددة القطع.
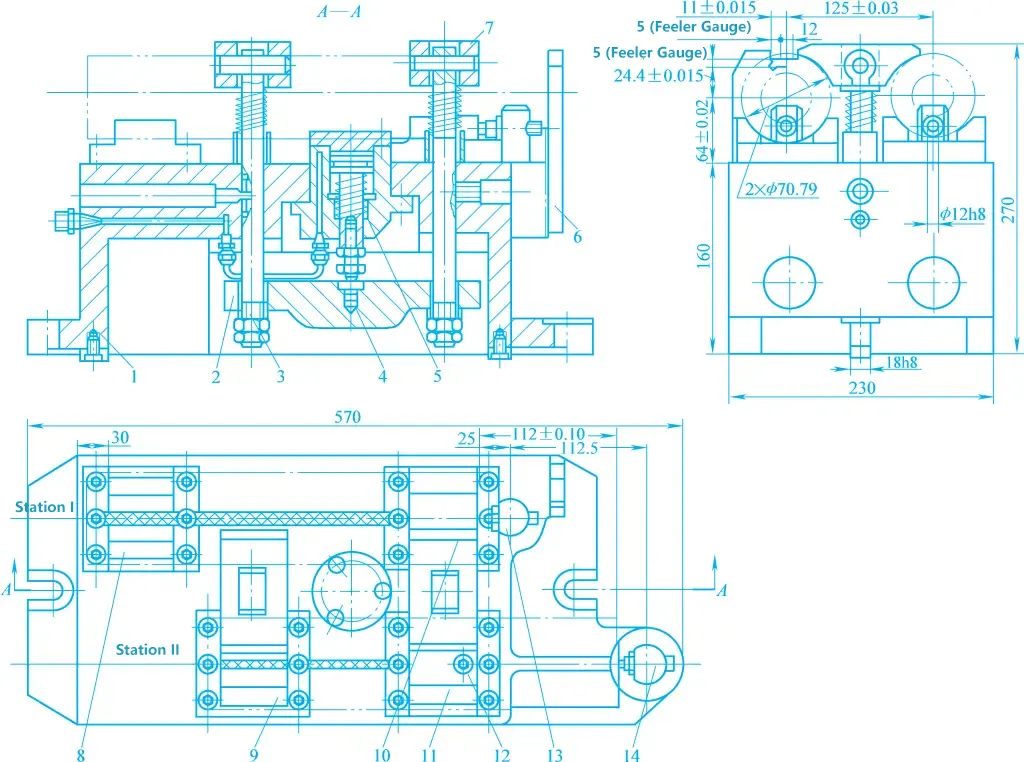
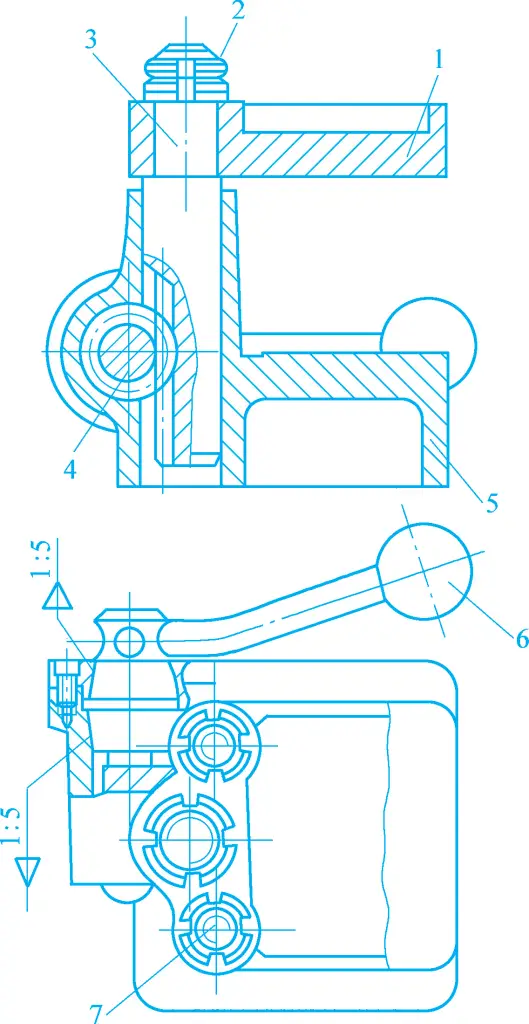
تُستخدم التَرْكِيبات أحادية القطعة بشكل أكثر شيوعًا في إنتاج الدُفعات الصغيرة، بينما تُستخدم التَرْكِيبات متعددة القطع على نطاق واسع في الإنتاج الضخم للأجزاء الصغيرة والمتوسطة الحجم. يوضح الشكل 8 تركيبات ماكينة تفريز مزدوجة القطعة لطحن الفتحات المزدوجة على الكم المركزي الموضح في الشكل 7.
1-هيكل التركيبات
2-رافعة عائمة
3-قضيب لولبي 3
4-دبوس الدعم 4-دبوس الدعم
5-الأسطوانة الهيدروليكية
6-مجموعة الأدوات 6
7-لوحة الضغط 7-لوحة الضغط
8، 9، 9، 10، 11-ف-ف-بلوكات
12-الدبوس المضاد للدوران
13، 14-دبابيس الدفع 13، 14-دبابيس الدفع
تُستخدم تركيبات ماكينات التفريز من نوع التغذية الدائرية في الغالب على ماكينات التفريز ذات الطاولات الدوارة. عند استخدامها على ماكينات التفريز العامة، يجب إضافة طاولة دوارة إلى ماكينة التفريز، كما هو موضح في الشكل 9.
1-قضيب السحب 1-قضيب السحب
2-مسمار التموضع 2
3-الغسالة المقسمة
4-دبوس التوقف 4
5-الطاولة الدوارة
6-الأسطوانة الهيدروليكية
حركة التغذية الدائرية مستمرة، مما يسمح بتحميل وتفريغ قطع العمل دون توقف الماكينة، وبالتالي توفير إنتاجية عالية. إنها مناسبة للإنتاج الضخم للقطع الصغيرة إلى المتوسطة الحجم، ولكن يجب إيلاء اهتمام خاص للسلامة التشغيلية وكثافة العمالة للمشغل.
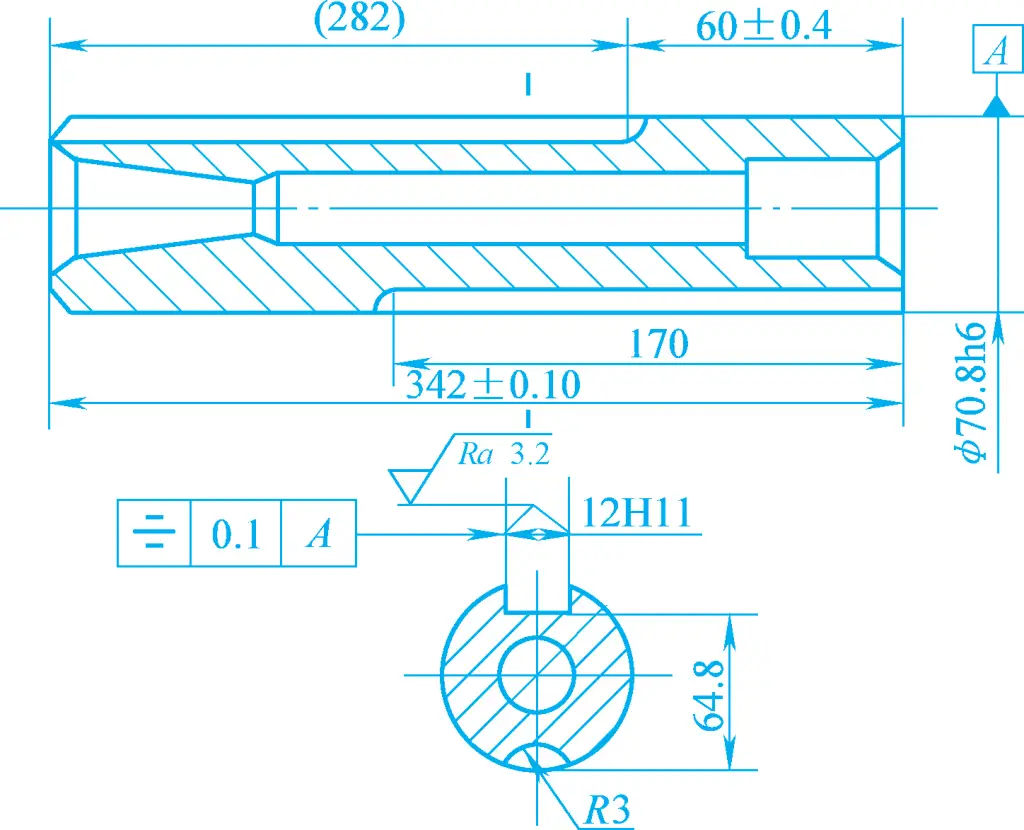
يوضح الشكل 7 مخطط عملية تفريز فتحات المفاتيح وأخاديد الزيت على كم الغُرَاب المتحرك لمخرطة. تم تشكيل الدائرتين الداخلية والخارجية وكلا الوجهين الطرفيين لقطعة العمل. في هذه العملية، يتم تشكيل فتحات المفاتيح وأخاديد الزيت في وقت واحد باستخدام قاطعي تفريز. يوضح الشكل 8 التركيبات المستخدمة في الإنتاج الضخم، وهي عبارة عن تركيبات ماكينة تفريز تغذية خطية نموذجية.
في المحطة I، يتم استخدام قاطع تفريز ثلاثي الحواف لطحن فتحة المفتاح. يتم وضع الشُّغْلَة على كتل V 8، 10، ودبوس الدفع 13 على شكل حرف V، ويتم وضع الشُّغْلَة على كتل V، 10، ودبوس الدفع 13 من خلال دائرتها الخارجية ووجهها الطرفي، مما يقيد خمس درجات من الحرية. في المحطة II، يتم استخدام قاطع تفريز قوسي لطحن أخدود الزيت. يتم وضع الشُّغْلَة من خلال دائرتها الخارجية، وفتحة المفتاح المشكّلة بالفعل، والوجه الطرفي، باستخدام كتل V 9، 11، ودبوس منع الدوران 12، ودبوس الدفع 14 لتحديد الموضع بالكامل.
نظرًا لأن أطوال فتحة المفتاح وأخدود الزيت مختلفة، ولإكمال التصنيع الآلي في وقت واحد، يمكن أن تكون مواضع سنونَي الدفع متداخلة ومصممة لتكون قابلة للتعديل لسهولة الضبط.
يستخدم التشبيك تشبيك الوصلة الهيدروليكية. عندما يدخل زيت الضغط إلى الحجرة العلوية للأسطوانة الهيدروليكية 5 من نظام دائرة الزيت، فإنه يدفع المكبس لأسفل، مما يدفع لوحة الضغط المفصلية 7 لأسفل من خلال مسمار الدعم 4، والرافعة العائمة 2، والمسمار 3 لتشبيك قطعة العمل. لضمان تشبيك لوحة الضغط لقطعة العمل بالتساوي، تستخدم جميع أجزاء آلية تشبيك الوصلة وصلات عائمة.
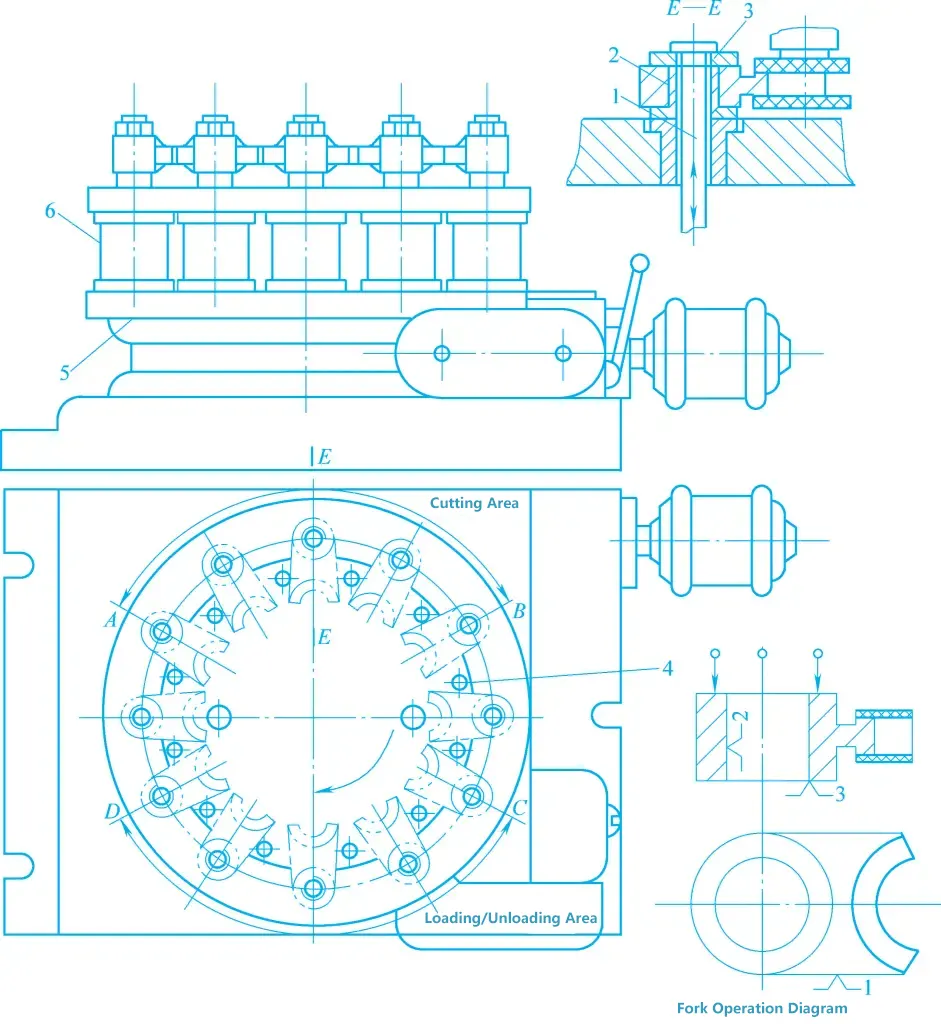
تُستخدم تركيبات ماكينة التفريز بالتغذية المحيطية الموضحة في الشكل 9 للطحن المستمر للوجهين الطرفيين العلوي والسفلي للشوكة على ماكينة تفريز عمودية. يتم وضع قطعة العمل من خلال ثقبها الدائري ووجهها الطرفي ووجهها الجانبي على مسمار تحديد الموقع 2 مع رأس ودبوس الإيقاف 4، ويتم تثبيتها بواسطة قضيب السحب 1 الذي يتم تشغيله بواسطة الأسطوانة الهيدروليكية 6 من خلال الغسالة المنقسمة 3.
تشبك التَرْكِيبة 12 قطعة عمل في نفس الوقت، ويتم تشغيل طاولة العمل لتدور بواسطة محرك من خلال آلية تروس دودية. القطاع AB هو منطقة القطع، والقطاع CD هو منطقة التحميل والتفريغ. عندما تدور الشُّغْلَة مع منضدة الشُّغْلَة إلى منطقة AB، تدفع الأسطوانة الهيدروليكية 6 قضيب السحب 1 لأسفل لتشبيك الشُّغْلَة؛ وعندما تدور الشُّغْلَة مع منضدة الشُّغْلَة إلى منطقة CD، تدفع الأسطوانة الهيدروليكية 6 قضيب السحب 1 لأعلى لتحرير الشُّغْلَة.
أثناء عملية القطع وتحميل/تفريغ الشُّغْلة، تدور طاولة الشُّغْلَة باستمرار دون توقف. ولذلك، يتداخل وقت التشغيل الآلي والوقت الإضافي لتحميل/تفريغ الشُّغْلة، مما يؤدي إلى إنتاجية عالية.
تحتوي تركيبات ماكينات التفريز عمومًا على مفاتيح تحديد موقع مثبتة في الفتحات الطولية على السطح السفلي لجسم التركيب. عادةً ما يتم استخدام مفتاحين متباعدين قدر الإمكان. يمكن للتَرْكِيبات الصغيرة أيضًا استخدام مفتاح واحد طويل مع مقطع عرضي مستطيل.
يتناسب مفتاح تحديد الموضع مع فتحة T في منضدة ماكينة التفريز. وتتمثل وظيفته الرئيسية في ضمان العلاقة الموضعية الصحيحة بين التَرْكِيبة ومنضدة شغل ماكينة التفريز. يمكن أن يتحمل أيضًا جزءًا من عزم دوران القطع، مما يقلل من الحمل على البراغي التي تربط جسم التَرْكِيبة بمنضدة الشُّغْلَة ويعزز ثبات التَرْكِيبة أثناء التشغيل الآلي.
هناك نوعان من مفاتيح تحديد المواقع: المستطيلة والأسطوانية. المفاتيح المستطيلة الشائعة لها هيكلان، كما هو موضح في الشكلين 10 أ و10 ب. يستخدم النوع الأول عندما لا تكون متطلبات دقة اتجاه التركيبات عالية. لتحسين دقة اتجاه التركيبة، يجب تثبيت جانب واحد من مفتاح تحديد الموقع بإحكام على جانب واحد من فتحة T-منضدة العمل عند تركيب التركيب.
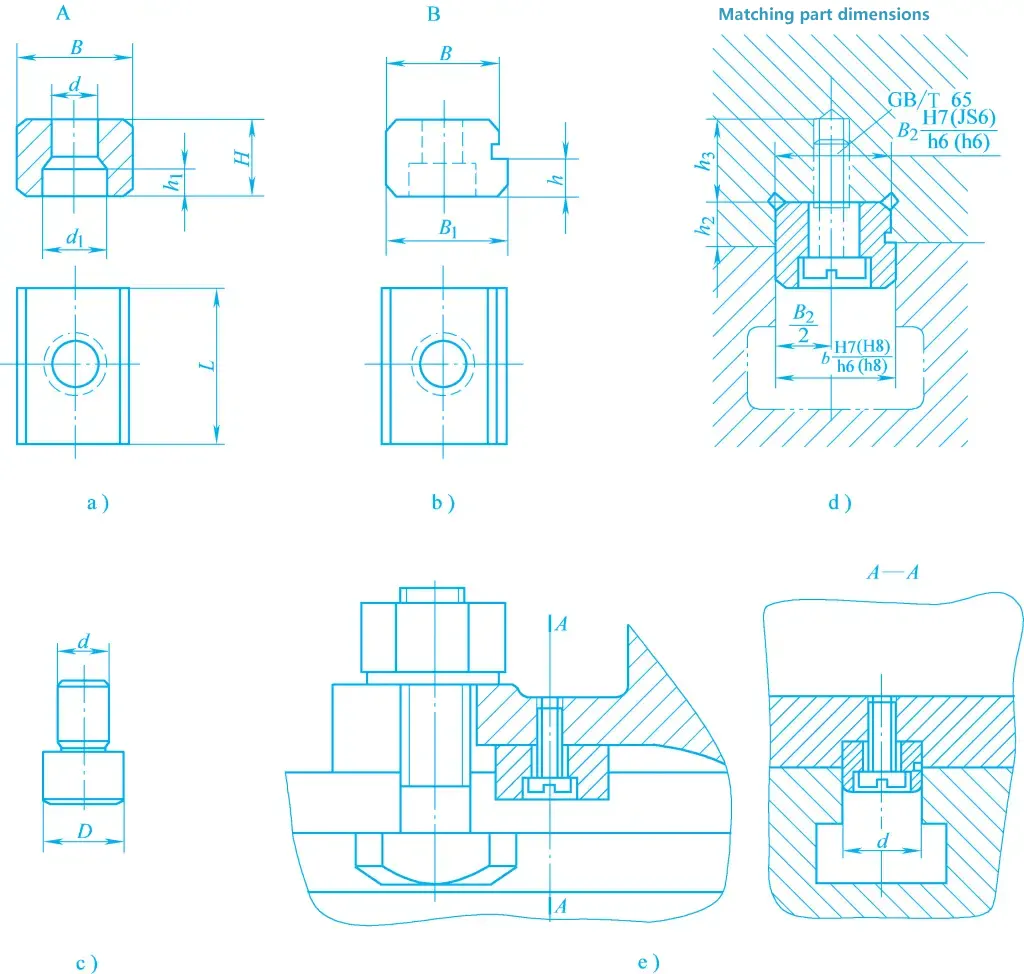
ونظرًا لصعوبة ضمان دقة فتحات المفتاح على جسم التركيبة، ظهرت مفاتيح تحديد موقع أسطوانية في السنوات الأخيرة، كما هو موضح في الشكل 10 ج. عند استخدام هذا النوع من مفاتيح تحديد الموقع، يتم تشكيل الفتحتين الموجودتين على التَرْكِيبة على ماكينة حفر إحداثية، مما يحقق دقة موضعية عالية ويبسط عملية تصنيع التَرْكِيبة.
ومع ذلك، فإن مفاتيح تحديد الموقع الأسطوانية عرضة للتآكل ولا تستخدم على نطاق واسع في الإنتاج. يوضح الشكلان 10 د و10 هـ تركيب مفاتيح تحديد الموقع على جسم التَرْكِيبة وتركيب تركيبات ماكينة التفريز على طاولة العمل.
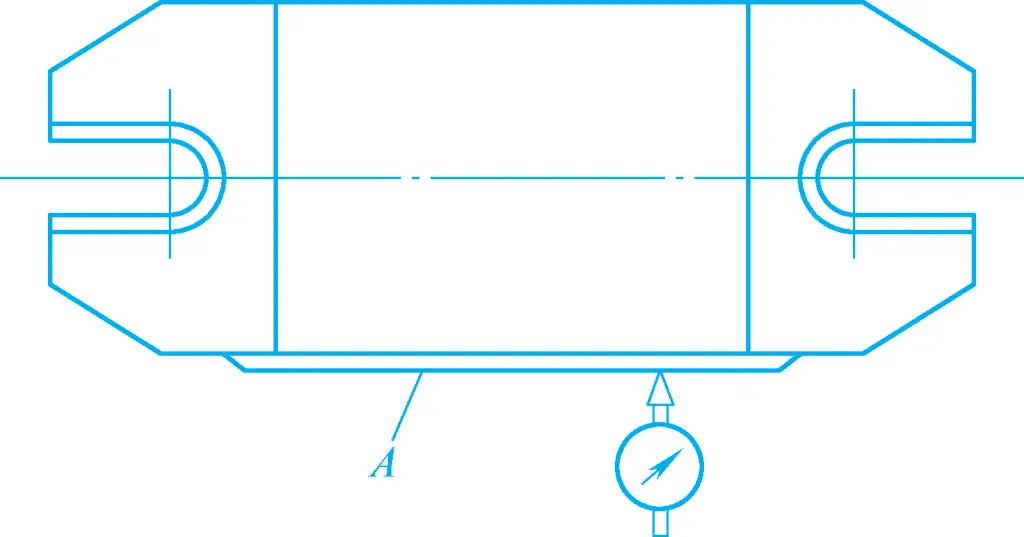
بالنسبة للتَرْكِيبات الكبيرة أو عند الحاجة إلى دقة توجيه عالية، لا تكون مفاتيح تحديد الموقع مناسبة. وبدلاً من ذلك، يتم تشكيل مستوى طويل ضيق على جسم التَرْكِيبة كسطح مرجعي للمحاذاة لتصحيح موضع تركيب التَرْكِيبة كما هو موضح في الشكل 11.
تحتوي تركيبات ماكينات التفريز عمومًا على جهاز ضبط الأداة، الذي يتكون من كتلة ضبط الأداة ومقياس جس. يتم استخدام كتلة ضبط الأداة لتحديد الموضع النسبي للتَرْكِيبة والأداة. يتم استخدام مقياس التماس لمنع تلف حافة القطع وكتلة ضبط الأداة أثناء ضبط الأداة. عند الاستخدام، يتم إدخاله بين الأداة وكتلة ضبط الأداة، ويتم تحديد الموضع النهائي للأداة بالنسبة للتَرْكِيبة بناءً على إحكام التلامس.
يوضح الشكل 12 العديد من كتل ضبط الأدوات الشائعة. تُستخدم كتلة إعداد العِدَّة المستديرة الموضَّحة في الشكل 12 أ لإعداد العِدَّة عند تصنيع مستوى واحد. تُستخدم كتلة ضبط الأداة ذات الزاوية اليمنى الموضَّحة في الشكل 12ب لضبط الأداة عند تشغيل مستويين أو فتحتين متعامدين بشكل متبادل. تُستخدم كتل ضبط الأدوات الموضَّحة في الشكلين 12 ج و12 د لضبط الأدوات عند تشكيل أسطح التشكيل باستخدام قواطع تفريز التشكيل.
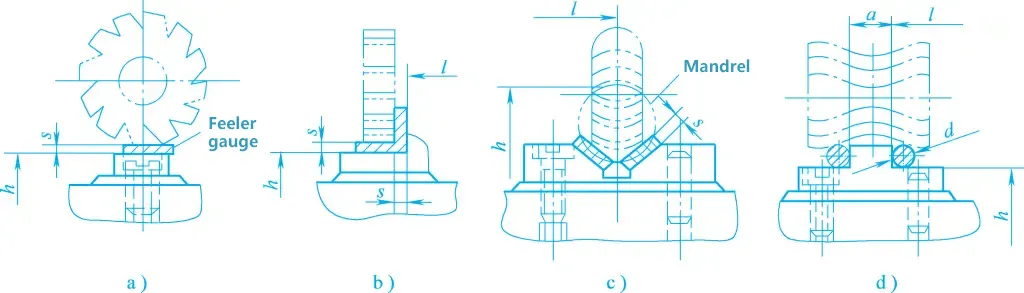
عادةً ما يتم تثبيت كتل ضبط الأدوات على جسم التَرْكِيبة باستخدام مسمارين وبراغي. يجب أن يسهِّل موضعها ضبط الأداة ولا يعيق تحميل وتفريغ أو تشغيل الشُّغْلَة آليًا. عند استخدام جهاز ضبط الأدوات لضبط الأدوات، لا تتجاوز الدقة IT8. عند الحاجة إلى دقة أعلى في التشغيل الآلي أو عند عدم ملاءمة إعداد كتلة ضبط الأداة، يمكن استخدام طرق مثل القطع التجريبي أو ضبط أداة الجزء القياسي أو استخدام مؤشر قرص لمحاذاة موضع الأداة.
يعتمد الشكل الهيكلي لجسم التَرْكِيبة إلى حد كبير على هيكل وترتيب عناصر تحديد الموقع وأجهزة التثبيت والمكونات الأخرى. لجعل هيكل التَرْكِيبة مضغوطًا وضمان ثبات تركيب التَرْكِيبة على أداة الماكينة، يجب أن يكون سطح الماكينة لقطعة الشُّغْلَة قريبًا من سطح طاولة الشُّغْلَة قدر الإمكان لخفض مركز ثقل التَرْكِيبة كما هو موضح في الشكل 13 أ.
بالإضافة إلى ذلك، يجب أن يتمتع جسم التركيب بالقوة والصلابة الكافية، ويجب أن تكون مقاعد العروات مرتبة بشكل معقول. يوضح الشكلان 13ب و13ج هياكل مقاعد العروات الشائعة في الشكلين 13ب و13ج. إذا كان جسم التَرْكِيبة عريضًا نسبيًا، يمكن ترتيب مقعدين للعروة على نفس الجانب، ويجب أن تتطابق المسافة المركزية بين مقعدي العروة مع المسافة المركزية لفتحتي T على طاولة عمل ماكينة التفريز. بالنسبة لتَرْكِيبات ماكينات التفريز للخدمة الشاقة، يجب وضع حلقات الرفع على جسم التَرْكِيبة لسهولة التعامل معها.
رَكَزات الحفر هي رَكَزات ماكينة تُستخدم في ماكينات الحفر للحفر والتوسيع والثقب. يتم تجهيز هذه الرقاقات بقوالب حفر وبطانات حفر، وتوجيه الأداة من خلال البطانة، ومن ثم يشار إليها عادةً باسم رقاقات الحفر. واعتمادًا على متطلبات الاستخدام، يمكن تقسيم أشكالها الهيكلية إلى أنواع ثابتة ودوارة وقابلة للقلب ولوح الغطاء والعمود المنزلق.
إن خاصية رقاقة الحفر الثابتة هي أن موضعها يظل دون تغيير أثناء المعالجة، مما يضمن دقة تصنيع عالية. عادةً ما يتم تثبيت رقاقة الحفر على منضدة ماكينة الحفر باستخدام مسامير على شكل حرف T من خلال فتحات مقعد الأذن على جسم الرقصة أو يمكن تثبيتها مباشرةً على طاولة العمل باستخدام البراغي وألواح الضغط. تُستخدم رقصات الحفر الثابتة بشكل أساسي لتصنيع الثقوب المفردة الكبيرة على ماكينات الحفر العمودية أو أنظمة الثقوب المتوازية على ماكينات الحفر الشعاعية.
عند استخدام رقصة الحفر الثابتة لتصنيع أنظمة ثقوب متوازية على ماكينة الحفر العمودية، يجب تركيب رأس محرك متعدد المغزل على عمود دوران الماكينة. عند تركيب رزمة الحفر على ماكينة الحفر العمودية، يتم بشكل عام إدخال أداة ذات أبعاد (أو مغزل للدقة العالية) مثبتة على عمود الدوران في جلبة الحفر لتحديد موضع رزمة الحفر، والتي يتم تأمينها بعد ذلك.
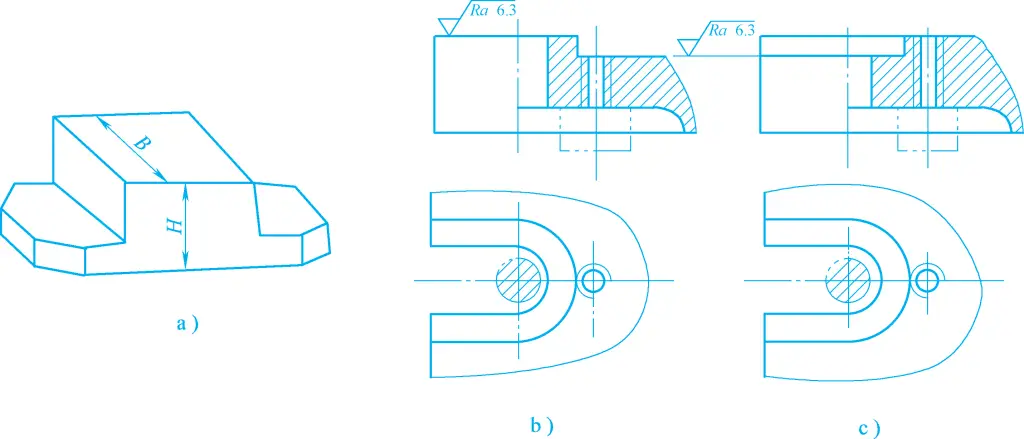
يوضح الشكل 14 أ رقصة حفر ثابتة لتصنيع ثقب Φ10 مم على رافعة. يمكن تثبيت رَكْزَة الحفر هذه على طاولة عمل ماكينة الحفر باستخدام البراغي وألواح الضغط.
1-جسم الرقصة
2-مسمار ضغط المقبض الثابت
3-قالب الحفر 3-قالب الحفر
4-المربع V القابل للنقل
5-جلبة الحفر 5-جلبة الحفر
6-الغسالة المقسمة
7-مسمار التموضع 7
8-الدعم الإضافي
يتم وضع قطعة العمل على دبوس تحديد الموضع 7 باستخدام الفتحة Φ30H7 والوجه الطرفي الكبير، ويتم تقييد حرية دوران قطعة العمل بواسطة الدائرة الخارجية Φ20 مم من خلال الكتلة V المنقولة 4. يتم تثبيت قطعة العمل باستخدام آلية تثبيت لولبية وغسالة منقسمة، مع دعم الوجه الطرفي السفلي للدائرة الخارجية Φ20 مم بواسطة الدعم الإضافي 8. يتم توجيه لقمة الحفر من خلال جلبة الحفر 5 لتصنيع الثقب Φ10 مم.
إذا لم تكن أدوات الحفر هذه مثبتة على طاولة عمل ماكينة الحفر، فإنها تصبح أدوات حفر متنقلة، والتي يمكن استخدامها على ماكينات الحفر العمودية أحادية المغزل لحفر عدة ثقوب صغيرة متوازية على التوالي على نفس سطح قطعة العمل.
تتم تسمية أذرع الحفر الدوارة بأجهزة الفهرسة الدوارة أو استخدامها مع الطاولات الدوارة العامة. يتم استخدامها لتصنيع أنظمة ثقوب متوازية على نفس المحيط أو أنظمة ثقوب شعاعية موزعة على المحيط. نظرًا لأنه تم توحيد هيكل الطاولات الدوارة العامة، في معظم الحالات، لا يلزم تصميم سوى رقع عمل خاصة لاستخدامها معها. يتم تصميم أدوات الحفر الدوارة الخاصة المزودة بأجهزة فهرسة دوارة مخصصة فقط في حالات خاصة.
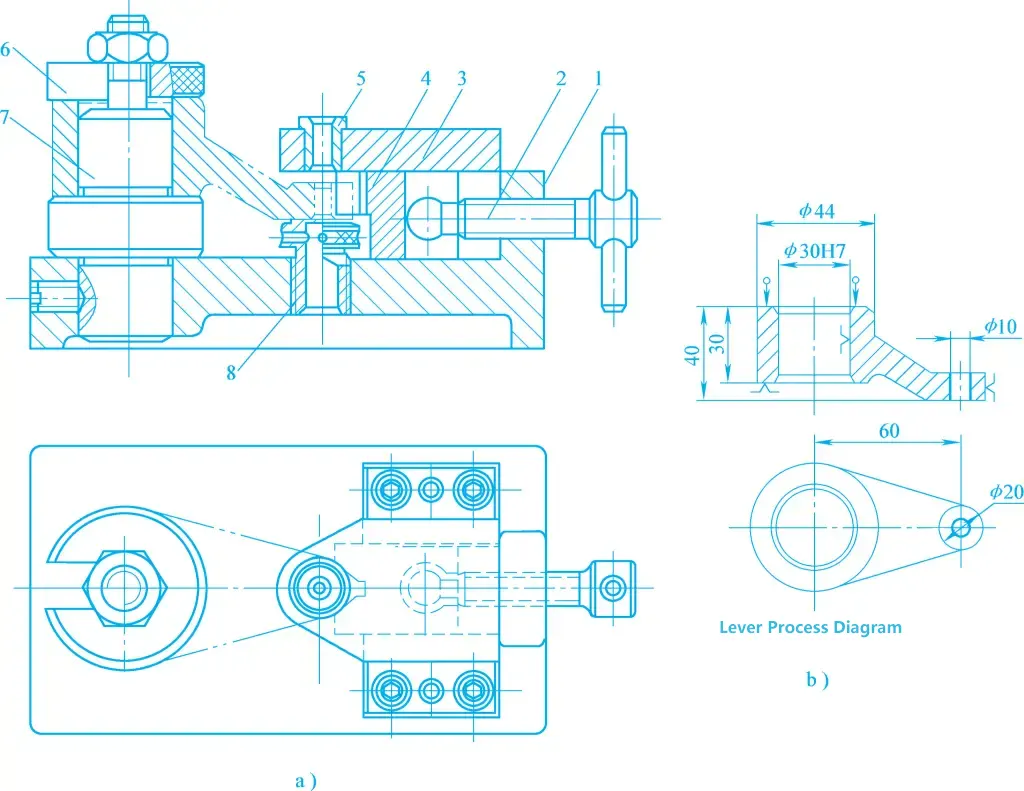
يوضح الشكل 15 أ رقصة الحفر الدوارة ذات المحور الرأسي لتصنيع ثقوب 6 × Φ10 مم موزعة بالتساوي على محيط Φ70 مم. يتم وضع الشغلة باستخدام الوجه السفلي والفتحة Φ40H7 والوجه الجانبي للمفتاح على قرص التموضع 4، ودبوس التموضع 3، والمفتاح، ويتم تثبيتها باستخدام صامولة وغسالة منقسمة.
1-صامولة التثبيت
2-الغسالة المقسّمة
3-دبوس تحديد المواقع 3 - دبوس تحديد المواقع
4 - قرص 4 وضعيات
يتم تثبيت الرقصة على مسمار تحديد الموضع في مركز القرص الدوّار للطاولة الدوّارة من خلال فتحة البطانة على قرص تحديد الموضع، ثم يتم تثبيتها بمسامير. بالإضافة إلى ذلك، يتم تثبيت قالب الحفر المفصلي على الطاولة الدوّارة، ويتم تشكيل الثقوب 6 × Φ10 مم بالتتابع من خلال الفهرسة الدوارة للقرص الدوّار.
يتم استخدام هذا النوع من رقاقة الحفر بشكل أساسي لتصنيع الثقوب الصغيرة الموزعة على أسطح مختلفة من قطع العمل الصغيرة. هيكلها بسيط، ويتطلب أثناء الاستخدام التقليب اليدوي. وهذا يعني أنه بعد تشكيل الثقوب على سطح واحد، يتم قلب قطعة العمل مع أداة التثبيت ووضعها، ثم يتم تشكيل الثقوب على الأسطح الأخرى.
نظرًا لأن التركيبات تحتاج إلى قلبها بشكل متكرر أثناء التشغيل الآلي ولا يتم تثبيتها على طاولة مكبس الحفر، يجب ألا يكون وزن التركيبات مع قطعة العمل ثقيلًا جدًا (يقتصر عمومًا على 8-10 كجم). لا يزيد حجم الثقوب التي يتم تشكيلها آليًا بشكل عام عن Φ10 مم، ويجب الانتباه إلى ثبات التركيبات بعد التقليب وإزالة البُرادة.
يوضح الشكل 16 رقاقة حفر من النوع القابل للقلب تستخدم لتصنيع أربعة ثقوب صغيرة شعاعية على السطح الأسطواني لجلبة. يتم وضع قطعة العمل على مسمار تحديد الموقع 1 من خلال وجهه الطرفي والثقب، ويتم تثبيتها بالصامولة 3 والغسالة المنقسمة 2. بعد حفر مجموعة واحدة من الثقوب، يتم قلب الرفش بزاوية 60 درجة لحفر مجموعة أخرى من الثقوب.
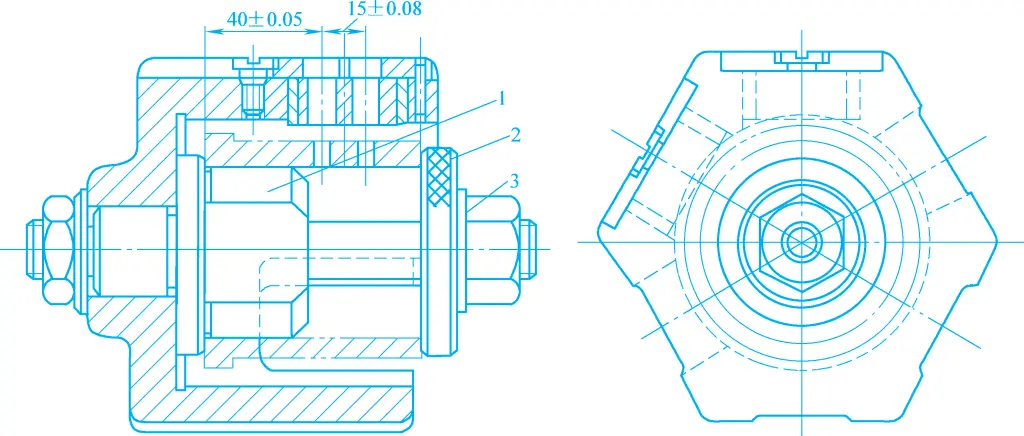
1-تحديد موقع الدبوس
2-الغسالة
3-الجوز
لا يحتوي هذا النوع من رقاقة الحفر على جسم تركيبة، وغالبًا ما يستخدم لتصنيع عدة ثقوب صغيرة متوازية على قطع العمل الكبيرة. بشكل عام، بالإضافة إلى البطانات الحفر، يتم تجهيز قالب الحفر أيضًا بعناصر تحديد الموقع وأجهزة التثبيت. أثناء التصنيع الآلي، تحتاج فقط إلى وضعها فوق قطعة العمل.
يوضح الشكل 17 رقاقة حفر لوحة الغطاء المستخدمة لتصنيع عدة ثقوب صغيرة على عربة المخرطة. يتم وضعها في فتحتي الشُّغْلَة بواسطة مسمار أسطواني 2 ومسمار مسطح 3، ويتم دعمها على السطح العلوي للشُّغْلَة بواسطة ثلاثة مسامير دعم 4. عندما يكون قالب الحفر ثقيلًا نسبيًا وتكون الثقوب التي يتم تشكيلها صغيرة نسبيًا، قد لا يكون التثبيت ضروريًا أثناء التشغيل الآلي.
1-لوحة الغطاء 1-لوحة الغطاء
2-دبوس أسطواني
3-دبوس مسطح 3-مسطح
4-دبوس الدعم 4-دبوس الدعم
تتكون رقاقة الحفر ذات العمود المنزلق بشكل عام من جسم تركيبة، وعمود منزلق، وقالب حفر الرفع، وآلية قفل. وقد تم توحيد هيكلها وتعميمه. الأجزاء الشائعة هي بشكل أساسي جسم التثبيت وقالب الحفر. يتم استخدام هذا النوع من التركيبات على نطاق واسع في الإنتاج، ولكن عمودية الثقوب المحفورة ودقة تباعد الفتحات ليست عالية جدًا.
يوضح الشكل 18 القاعدة العامة لرقصة الحفر اليدوية ذات العمود المنزلق. يتم توصيل قالب الحفر الرافعة 1 بفتحات التوجيه في جسم أداة التثبيت 5 من خلال عمودين توجيه 7. من خلال تدوير مقبض التشغيل 6، يقوم الترس المخروطي 4 بتحريك عمود الحامل المخروطي 3، مما يسمح برفع قالب الحفر. وفقًا للشكل ومتطلبات التشغيل الآلي لقطع العمل المختلفة، يمكن تكوين عناصر تحديد الموقع والتثبيت وبطانات الحفر المقابلة لتشكيل رقاقة حفر عمود منزلق.
1-قالب مثقاب الرفع 1-رفع القالب
2-صامولة قفل 2
3-عمود الرف ذو 3 مستويات
4-الترس ذو 4 مستويات
5-هيكل التركيبات
6-مقبض التشغيل 6 - مقبض التشغيل
7-عمود الدليل 7-عمود الدليل
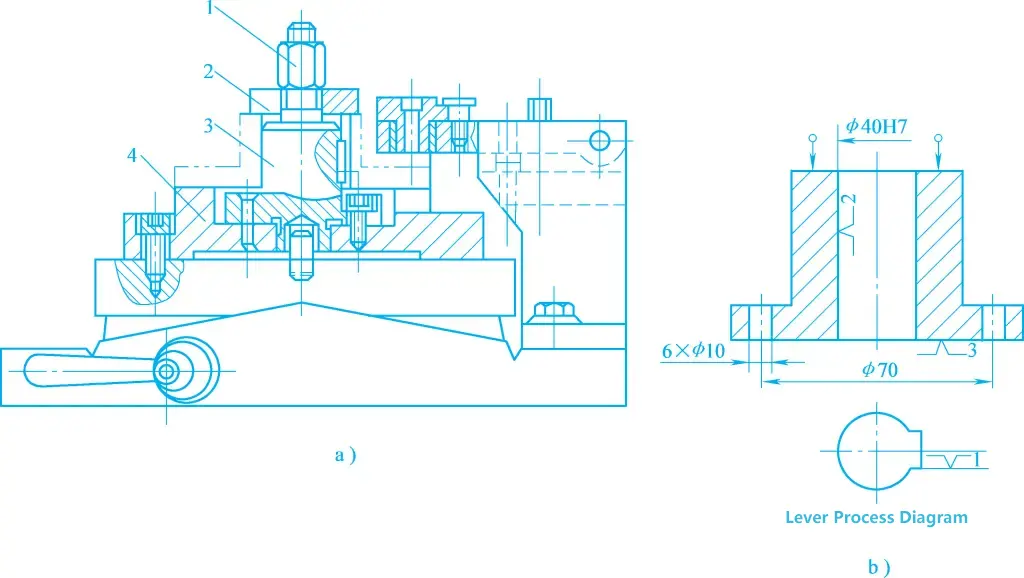
يوضح الشكل 19 رقاقة حفر عمودية منزلقة يدوية تستخدم للحفر والتوسيع والتطويق φ20H7 على قطعة عمل شوكية. يتم وضع الشُّغْلَة على القاعدة 1 من خلال وجهها الخارجي الدائري الدائري والوجه السفلي والوجه الجانبي الخلفي، على التوالي، باستخدام جلبة مستدقة تحديد الموقع 9، ودعامات قابلة للتعديل 2، ودبوس إيقاف أسطواني 3. يتم تثبيت جميع عناصر تحديد الموقع هذه على القاعدة 1.
1-القاعدة 1
2-دعم قابل للتعديل
3-دبوس الإيقاف الأسطواني
4-عمود الضغط 4-عمود الضغط
5-جسم عمود الضغط 5-الضغط على العمود
6-المقبس اللولبي
7- جلبة المثقاب سريعة التغيير
8-البطانات
غلاف مستدق 9 وضعيات
ثم قم بتدوير المقبض من خلال آلية حامل التروس، مما يتسبب في دفع العمود المنزلق لقالب الحفر لأسفل، ويقوم عمودا الضغط 4 بتثبيت قطعة العمل بإحكام. تمر الأداة من خلال جلبة الحفر سريعة التغيير 7 بالتسلسل، مما يسمح بالحفر والتوسيع والثقب.
تُعد جلبة الحفر مكونًا فريدًا من مكونات رقاقة الحفر، وتتمثل وظيفتها في تحديد الموضع النسبي للأداة والتركيبة، وتوجيه لقمة الحفر والمثقاب لمنع الانحراف أثناء المعالجة وتحسين صلابة نظام المعالجة، وبالتالي ضمان الدقة الموضعية للثقب المعالج. يتكون هيكلها من الأنواع الأربعة التالية:
1) جلبة الحفر الثابتة.
تُستخدم بشكل أساسي في إنتاج الدفعات الصغيرة إلى المتوسطة. يظهر شكلها الهيكلي ومتطلبات التجميع في الشكل 20، حيث يوضح الشكل 20 أ جلبة الحفر بدون أكتاف، ويوضح الشكل 20 ب جلبة الحفر ذات الأكتاف. إذا تم استخدام وجه الطرف السفلي لكتف جلبة الحفر كسطح قاعدة التجميع، أو إذا كان قالب الحفر رقيقًا نسبيًا وكان من الضروري منع البُرادة وغيرها من الحطام من دخول فتحة جلبة الحفر، فغالبًا ما يتم استخدام جلبة الحفر ذات الكتف.
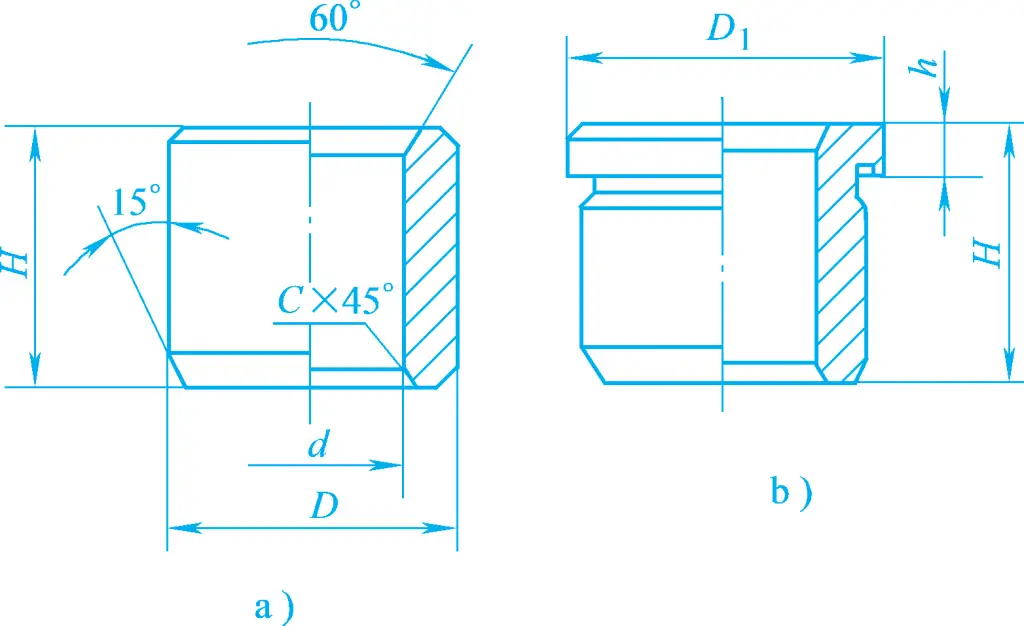
يستخدم التثبيت بين جلبة الحفر وقالب الحفر بشكل عام H7/n6 أو H7/r6. يتميز هذا النوع من جلبة الحفر بدقة موضعية عالية للحفر، وبنية بسيطة، ولكن ليس من السهل استبدالها بعد التآكل.
2) جلبة حفر قابلة للاستبدال.
تُستخدم بشكل رئيسي في الإنتاج الضخم. عندما تتآكل جلبة الحفر، لسهولة الاستبدال، غالبًا ما يتم استخدام جلبة حفر قابلة للاستبدال بالشكل الهيكلي ومتطلبات التجميع الموضحة في الشكل 21. لتجنب تآكل قالب الحفر عند استبدال جلبة الحفر، تتم إضافة جلبة بين جلبة الحفر وقالب الحفر، ويتم تثبيت جلبة الحفر بمسامير.
1- جلبة الحفر القابلة للاستبدال
2-برغي لجلبة الحفر
3-جلبة للجلبة الحفر 3 - جلبة الحفر
3) جلبة الحفر سريعة التغيير.
عندما يتطلب الثقب المعالج حفرًا متسلسلًا أو توسيعًا أو ثقبًا أو معالجة متعددة الخطوات مثل معالجة الثقب المتدرج والاستدقاق، يجب استخدام جلبة الحفر سريعة التغيير لاستبدال البطانات الحفر بأقطار داخلية مختلفة بسرعة. يظهر شكلها الهيكلي ومتطلبات التجميع في الشكل 22.
1- جلبة الحفر سريعة التغيير
2-برغي لجلبة الحفر
3-جلبة للجلبة الحفر 3 - جلبة الحفر
عند استبدال جلبة الحفر، ليس من الضروري فك البراغي. ما عليك سوى تدوير جلبة الحفر إلى زاوية معينة بحيث تحاذي الشطب (أو الشق) رأس البرغي لإزالته. ومع ذلك، يجب أن يأخذ موضع الشطب (أو الشق) في الاعتبار اتجاه عزم الاحتكاك بين الأداة والجدار الداخلي لجلبة الحفر لمنع سحب جلبة الحفر مع الأداة أثناء السحب.
4) جلبة الحفر الخاصة.
إذا كان شكل قطعة العمل أو توزيع مواضع الثقب يقيد استخدام البطانات القياسية المذكورة أعلاه، يمكن تصميم البطانات ذات الهيكل الخاص حسب الحاجة.
يوضح الشكل 23 عدة أشكال هيكلية لبطانات الحفر الخاصة. يوضح الشكل 23أ جلبة ثقب تستخدم لحفر الثقوب على أحواض أو أخاديد. يوضح الشكل 23ب جلبة ثقب تستخدم لحفر الثقوب على الأسطح المائلة أو المنحنية، والتي يمكن أن تمنع لقمة الحفر من الانحراف أو الكسر عند القطع. يوضح الشكل 23ج جلبة ثقب تستخدم لتصنيع ثقوب متعددة متقاربة. يوضح الشكل 23د جلبة حفر تستخدم كأداة تشبيك مساعدة.
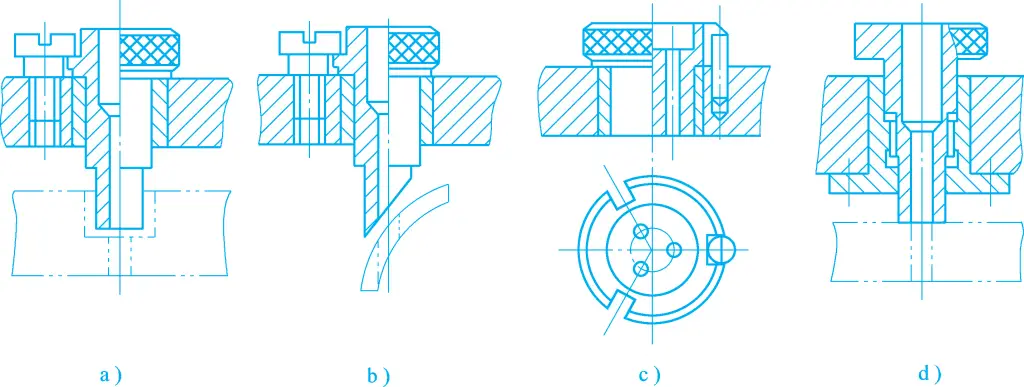
ولتحمل قوة رد فعل التشبيك، يتم توصيل جلبة الحفر والجلبة بواسطة لولبات، ويجب أن يكون هناك أيضًا تناسب أسطواني بين جلبة الحفر والجلبة لضمان الموضع الصحيح لثقب التوجيه.
يمكن تقسيم قوالب الحفر المستخدمة لتركيب بطانات الحفر إلى الأنواع التالية بناءً على طرق توصيلها مع جسم التركيب:
1) قوالب الحفر الثابتة
كما هو موضح في الشكل 24، يتم صب قوالب الحفر الثابتة بشكل متكامل مع جسم التَرْكِيبة أو يتم توصيلها بجسم التَرْكِيبة باستخدام براغي ودبابيس. يمكن أيضًا لحامها بجسم التَرْكِيبة أو قوس. هيكلها بسيط، ولديها دقة حفر عالية، ولكن يجب الحرص على عدم إعاقة تحميل وتفريغ قطعة العمل.
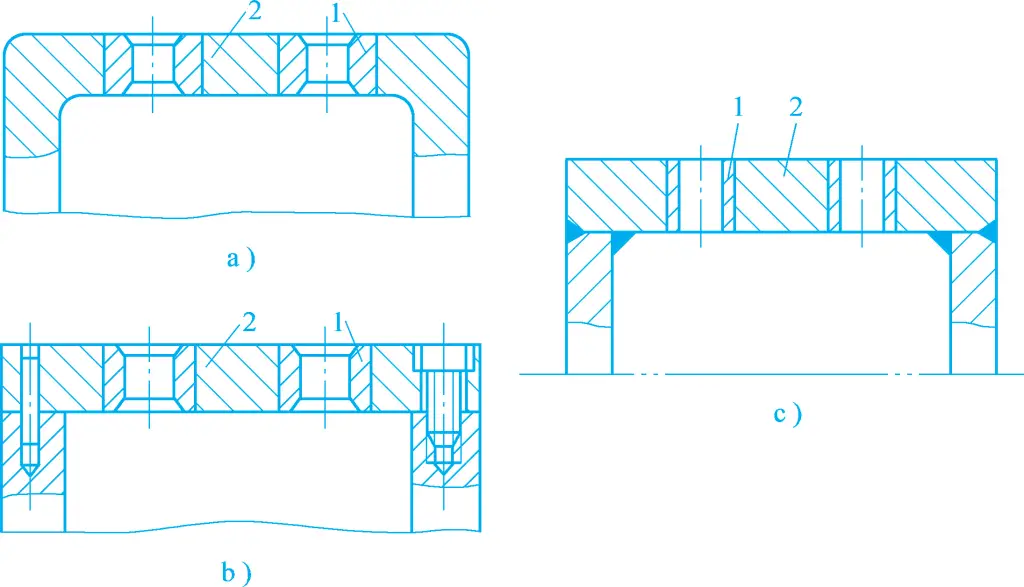
أ) مصبوب بشكل متكامل
ب) موصولة بمسامير ودبابيس
ج) ملحومة
1-جلبة الحفر 1 - جلبة الحفر
2-قالب الحفر 2-قالب الحفر
2) قوالب الحفر المفصلية
عندما يعيق قالب الحفر تحميل وتفريغ قطعة العمل أو عندما يتطلب الأمر خيوطًا أو غاطسة بعد الحفر، يمكن استخدام قالب الحفر المفصلي كما هو موضح في الشكل 25.
1-جوز روميكس
2-برغي تبديل 2
3-هيكل التركيبات
4-قالب الحفر 4-قالب الحفر
5-جلبة الحفر الثابتة 5 - جلبة الحفر الثابتة
6-دبوس كوتر 6
7-الغسالة
8-الدبوس المفصلي
نظرًا لخلوص الملاءمة بين مسمار المفصلة والثقب، فإن دقة التشغيل الآلي التي يمكن أن تضمنها أقل من قوالب الحفر الثابتة، لذلك يتم استخدامها في المواقف التي لا تكون فيها دقة موضع الحفر عالية. يتم تثبيت موضع قالب الحفر المفصلي أثناء التشغيل، لذلك يجب مراعاة المتطلبات الهيكلية للتموضع والتثبيت.
3) قوالب الحفر القابلة للإزالة
كما هو موضح في الشكل 26، يتم وضع قالب الحفر على المسمار الأسطواني 3 والمسمار المسطح 4 على جسم التَرْكِيبة من خلال فتحتين ويتم تثبيته مع قطعة العمل باستخدام مسمار مفصلي. بعد تصنيع قطعة واحدة، تتم إزالة قالب الحفر لتحميل وتفريغ قطعة العمل. هذا النوع من قوالب الحفر يستغرق وقتًا طويلاً ويتطلب عمالة كثيفة للتحميل والتفريغ، كما أن دقة موضع جلبة الحفر منخفضة نسبيًا، لذلك لا يتم استخدامه بشكل عام إلا عندما تكون الأنواع الأخرى من قوالب الحفر غير ملائمة لتثبيت الشُّغْلَة.
1-قالب الحفر 1-قالب الحفر
2-جسم المشبك 2
3-دبوس أسطواني
دبوس قطع 4 حواف 4 حواف
تُستخدم تركيبات ماكينات الثقب، والمعروفة أيضًا باسم رقصات الثقب، بشكل أساسي لتصنيع الثقوب أو أنظمة الثقوب على القِطع مثل الصناديق والدعامات. يتم ضمان الدقة الموضعية للفتحات أو أنظمة الثقوب على قطعة العمل بشكل أساسي بواسطة رقاقة التثقيب. ووفقًا للترتيبات المختلفة لأكمام التثقيب، يمكن تقسيم رقصات التثقيب إلى ثلاثة أنواع: دعامة واحدة، ودعامة مزدوجة، وبدون دعامة.
يتم توجيه قضيب التثقيب بواسطة جلبة تثقيب واحدة فقط تقع إما أمام الأداة أو خلفها في رفرفة التثقيب. يتم توصيل قضيب التثقيب بشكل صارم بعمود دوران الماكينة، ويجب أن يتطابق الخط المركزي لجلبة التثقيب مع محور عمود الدوران. في هذه الحالة، ستؤثر دقة دوران عمود دوران الماكينة على دقة التثقيب. هذا النوع من رقصات التثقيب مناسب لتصنيع الثقوب القصيرة والثقوب الصغيرة.
يوضح الشكل 27 أ موجه أمامي أحادي الدعم، يستخدم بشكل أساسي للثقوب النافذة مع D>60 مم وl/D <1. تسهل هذه الطريقة المراقبة والقياس أثناء عملية التشغيل الآلي وهي مناسبة بشكل خاص لعمليات المواجهة أو الخيوط. العيب هو أن البُرادة يمكن أن تدخل بسهولة إلى غلاف التثقيب، مما يسبب تآكل قضيب التثقيب والجلبة؛ حيث إن الأداة لديها مسافة انتقال أطول عند دخولها وخروجها من الشُّغْلَة.
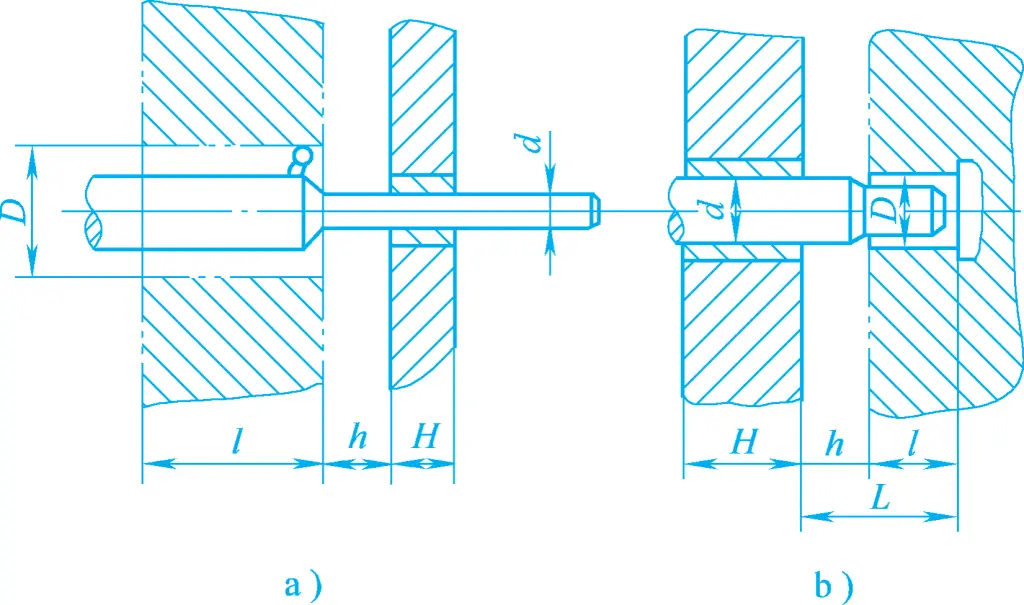
أ) دليل أمامي أحادي الدعم
ب) دليل خلفي أحادي الدعم
يُظهر الشكل 27 ب موجه خلفي أحادي الدعم، يستخدم بشكل أساسي للثقب من خلال الثقوب أو الثقوب العمياء التي يقل قطرها عن 60 مم.
يتم توصيل قضيب التثقيب بمرونة بعمود دوران الماكينة، ويتم تحديد الدقة الموضعية لثقب التثقيب من خلال الدقة الموضعية لأكمام التثقيب. يوجد ترتيبان لأكمام التثقيب، كما هو موضح في الشكل 28. يوضح الشكل 28 أ كمّي ثقبين مرتبين في الجزء الأمامي والخلفي من الشُّغْلة، ويستخدمان لتصنيع الثقوب ذات الأقطار الكبيرة و l/D>1.5، أو مجموعة من الثقوب المحورية، حيث تكون الدقة العالية مطلوبة لكل من الثقوب نفسها والمسافات بينها.
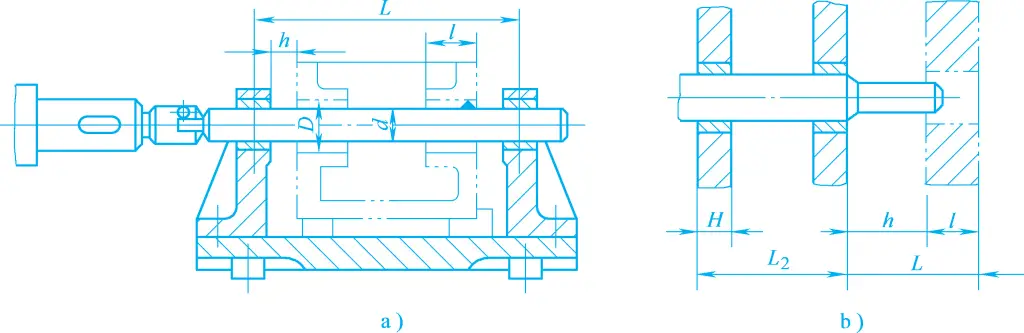
عيب هذا الهيكل هو أن قضيب التثقيب طويل جدًا، مما يجعل تحميل الأداة وتفريغها غير مريح. عندما تكون المسافة بين أكمام التثقيب L>10d، يجب إضافة دعامة موجه وسيطة لزيادة صلابة قضيب التثقيب. يوضح الشكل 28ب موجه خلفي مزدوج الدعم، يستخدم عندما لا يمكن استخدام هياكل موجه مزدوجة أمامية وخلفية بسبب ظروف التشغيل الآلي، مع وجود كُمي حفر مرتبين خلف الأداة.
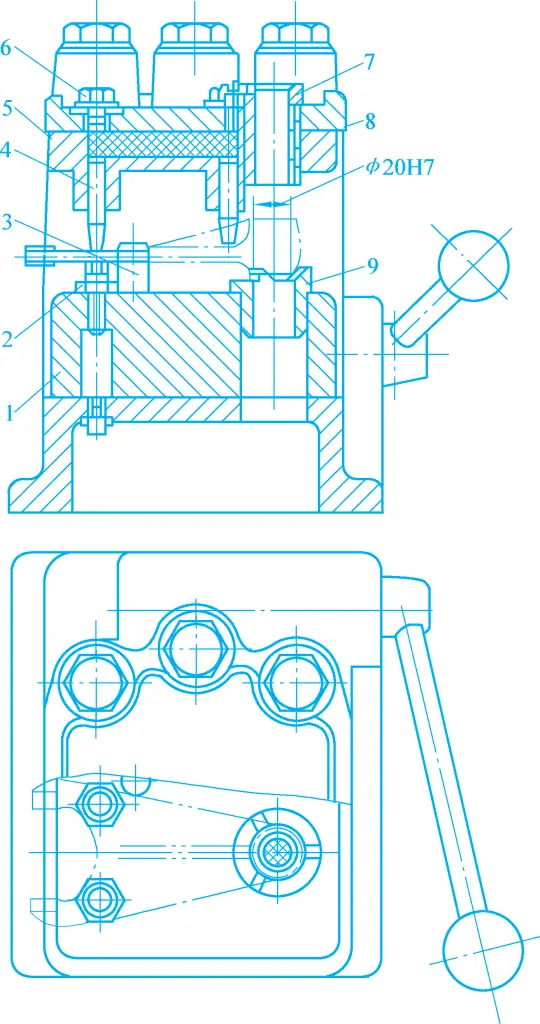
عند ثقب الثقوب على قطع العمل ذات الصلابة الجيدة والدقة العالية على ماكينات الثقب الإحداثية أو مراكز الماكينات أو ماكينات الثقب الماسية لا تقوم التَرْكِيبة بتعيين أكمام الثقب، ويتم ضمان الحجم والدقة الموضعية للثقوب المشكّلة بدقة الماكينة.
يوضح الشكل 29 مخطط عملية مبيت قوس. تتطلب قطعة العمل هذه تشكيل 2 × Φ20H7 ثقوب محورية وثقوب محورية Φ35H7، Φ40H7. مرجع التجميع لقطعة العمل هو السطح السفلي (أ) والسطح الجانبي (ب). الثقوب التي تم تشكيلها في هذه العملية هي من دقة درجة IT7، مع بعض متطلبات التفاوت الهندسي.
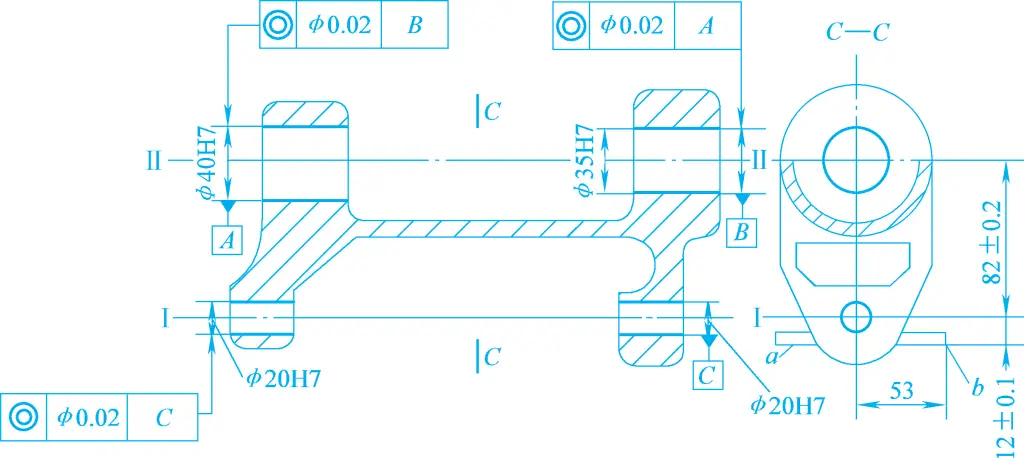
لذلك ، يتم استخدام تركيبات آلة الثقب الخاصة للتثقيب الخشن والتشطيب للثقوب Φ40H7 و Φ35H7 ، وحفر وتوسيع وشحذ ثقوب 2 × Φ20H7. في هذا الوقت ، يجب ضمان مسافة الثقب (82 ± 0.2) مم من خلال دقة تصنيع الرقصة المملة. وفقًا لمبدأ المصادفة المرجعية، يتم تحديد مراجع تحديد المواقع كمستويين أ و ب.
كما هو موضح في الشكل 30، تشتمل أداة تثبيت ماكينة الثقب لمبيت القوس على لوحة دعم 10 (أحدها ذو وجه جانبي) ودبوس إيقاف 9 كعناصر تحديد الموضع. أثناء التثبيت، يتم ضغط لوحة الضغط 8 على الألواح الجانبية لقطعة الشُّغْلة، مما يجعل جاذبية قطعة الشُّغْلَة واتجاه التثبيت ثابتًا.
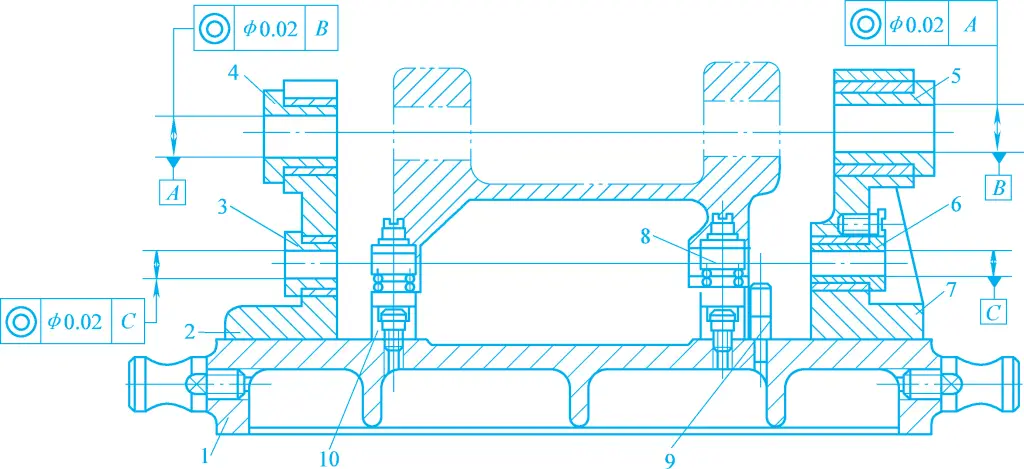
1-هيكل التركيبات
2، 7-دعامات توجيهية
3، 4، 4، 5، 6 - كم الثقب
8-لوحة الضغط 8-لوحة الضغط
9-دبوس التوقف
10-لوحة الدعم 10-لوحة الدعم
عند التشغيل الآلي للفتحات Φ40H7 و Φ35H7، يتم دعم قضيب التثقيب على الأكمام المملة 4 و5. عند تصنيع الثقوب Φ20H7، يتم دعم قضيب التثقيب على أكمام التثقيب 3 و 6. يتم تثبيت أكمام التثقيب على قوسين توجيه 2 و7. يتم تثبيت الحامل على جسم التَرْكِيبة 1 باستخدام دبابيس ومسامير.
ينقسم هيكل كم الثقب إلى نوعين ثابت ودوّار.
1) جلبة الثقب الثابتة
إن جلبة التثقيب التي لا تدور مع قضيب التثقيب أثناء عملية التثقيب لها نفس هيكل جلبة الحفر سريعة التغيير. يوضح الشكل 31 أ جلبة الثقب المزودة بكوب زيت مثبت بالضغط، مع وجود أخدود زيت في الفتحة الداخلية، والتي يمكن أن تزيد بشكل مناسب من سرعة القطع أثناء التشغيل الآلي. نظرًا لأن قضيب التثقيب يدور ويتحرك محوريًا داخل غلاف التثقيب، فإن غلاف التثقيب يكون عرضة للتآكل، لذا فإن أكمام التثقيب بدون أكواب الزيت مناسبة فقط للقطع منخفض السرعة.
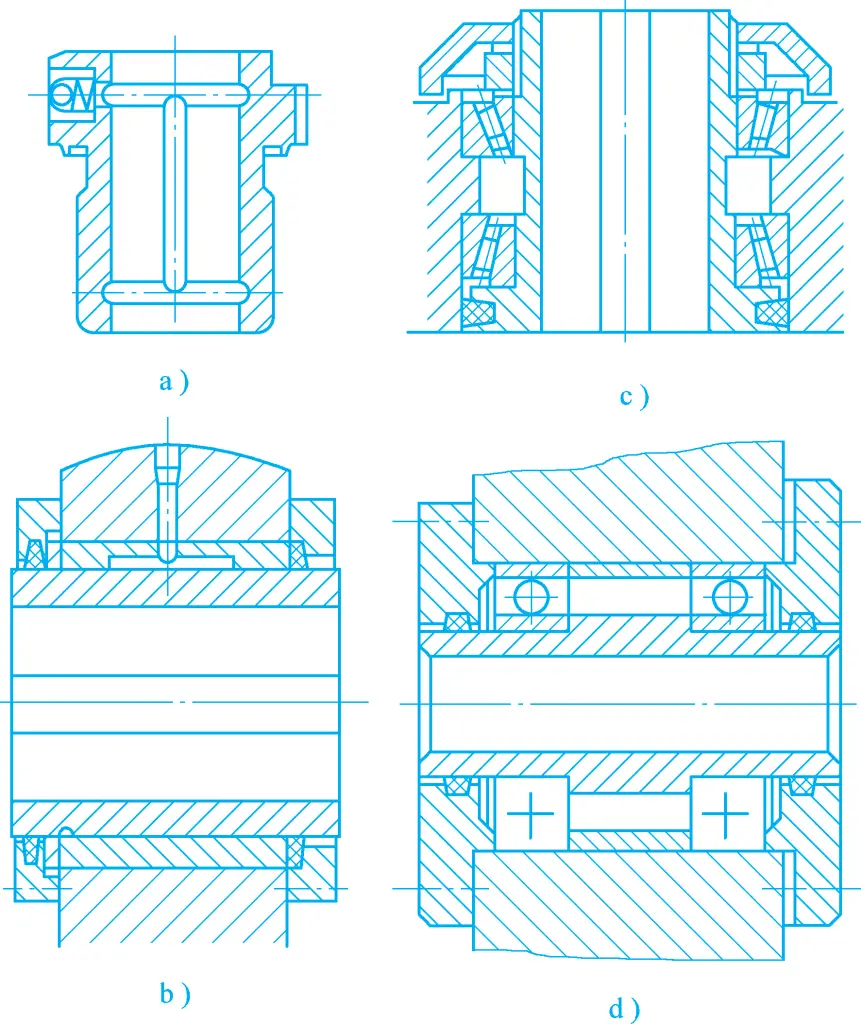
2) جلبة الثقب الدوارة
أثناء عملية التثقيب، يدور غلاف التثقيب مع قضيب التثقيب، وهو مناسب بشكل خاص للتثقيب عالي السرعة، كما هو موضح في الأشكال 31 ب، 31 ج، 31 د. يوضح الشكل 31ب جلبة ثقب دوارة منزلقة مع وجود مجرى مفتاح في الثقب الداخلي، حيث يقوم المفتاح الموجود على قضيب الثقب بدفع جلبة الثقب للدوران، مما يوفر دقة دوران عالية وتخميد اهتزاز جيد، مع حجم هيكلي صغير ويتطلب تشحيمًا مناسبًا.
يُظهر الشكلان 31ج و31د أكمام الحفر الدوارة الدوارة المتدحرجة، المستخدمة في الحفر الرأسي والأفقي على التوالي. لها دوران مرن وتسمح بالدوران العالي سرعات القطعولكن أبعادها الشعاعية كبيرة نسبيًا ودقة الدوران منخفضة. إذا كانت هناك حاجة إلى تقليل الأبعاد الشعاعية، فيمكن استخدام محامل البكرات ذات الإبرة.
تُصنع دعامة قالب الثقب والقاعدة من الحديد الزهر وغالبًا ما يتم تصنيعها بشكل منفصل، مما يسهل المعالجة والتجميع ومعالجة التقادم. يجب أن يتمتعوا بالقوة والصلابة الكافية لضمان الثبات أثناء عملية المعالجة الآلية. يجب تجنب هياكل اللحام قدر الإمكان، ويفضل استخدام الوصلات الصلبة مع البراغي والدبابيس.
يجب ألا تتحمل الدعامة قوة التشبيك أثناء الاستخدام. يجب تشكيل مستوى طويل ضيق على جانب القاعدة المواجه للمشغل ليكون بمثابة سطح مرجعي للمحاذاة عند تثبيت قالب الثقب على طاولة العمل. يجب أن تحتوي القاعدة على عدد مناسب من العروات لضمان تثبيت قالب الثقب بشكل آمن وموثوق على طاولة عمل أداة الماكينة، ويجب توفير حلقات رفع لسهولة المناولة.







