
التصحيح الميكانيكي: الطرق والتطبيقات
هل فكرت يومًا كيف يتحول المعدن المثني إلى مستقيم مرة أخرى؟ يغوص هذا المقال في عالم التصحيح الميكانيكي، كاشفاً عن...
هل تساءلت يومًا عن سبب عدم توافق أجزاء الصفائح المعدنية معًا بشكل مثالي في بعض الأحيان؟ تستكشف هذه المقالة العالم الرائع لتقويم الصفائح المعدنية المشوهة، وهي عملية حاسمة لضمان تجميع الهياكل المعدنية بشكل مثالي وطول عمر الهياكل المعدنية. تعلم كيف يمكن لتقنيات التقويم المختلفة تصحيح هذه التشوهات وتحسين جودة المنتج.

أثناء معالجة مكونات الصفائح المعدنية، قد تحدث تشوهات مختلفة، مثل التشوهات النابضة بعد إزالة القوى الخارجية، والتشوه الإجهادي الناجم عن الضغوط الداخلية بسبب قيود المواد، والتشوه الناتج عن المعالجة الحرارية، والتشوه الناتج عن نقل المواد أو التصادمات، والتشوه الناجم عن المواد الخام غير المنتظمة، وغيرها. إذا لم يتم تصحيح هذه التشوهات في الأجزاء، فإنها يمكن أن تؤثر على التجميع السليم لهيكل الصفائح المعدنية بالكامل، وتقلل من جودة التجميع، بل وتهدد قوة المكوّن وعمره التشغيلي.
تُعرف عملية إزالة التشوهات في مكونات الصفائح المعدنية بشكل جماعي باسم الاستقامة. الاستقامة هي طريقة تُستخدم لتصحيح الشكل الهندسي لهياكل الصلب والمواد الخام التي لا تفي بمتطلبات المنتج، وذلك عن طريق إحداث درجة معينة من التشوه البلاستيكي، وبالتالي تحقيق الهندسة التي يتطلبها المنتج. يجب تقويم جميع التشوهات قبل متابعة المعالجة أو التجميع اللاحق. الاستقامة هي إحدى العمليات الأساسية المهمة في معالجة الصفائح المعدنية.
تشمل الطرق الشائعة لتقويم الصفائح المعدنية التقويم اليدوي والتقويم الميكانيكي والتقويم باللهب. يُستخدم الاستقامة اليدوية في المقام الأول لتصحيح عيوب الشكل والحجم في أجزاء الصفائح المعدنية بعد التشكيل، أو في الحالات التي لا يمكن فيها الاستقامة الميكانيكية بسبب القيود في معدات الإنتاج. ونظرًا لمرونة التشغيل اليدوي وفعاليته وانخفاض تكلفته، فإنه يُستخدم على نطاق واسع في الإنتاج.
يُستخدم الاستقامة الميكانيكية بشكل عام لتقويم وتسوية المواد الخام المعدنية وفراغات الصفائح المعدنية الكبيرة (الصفائح المعدنية، والصلب المقطع، وما إلى ذلك). يُستخدم الاستقامة باللهب بشكل أساسي لتقويم وتسوية مكونات الصفائح المعدنية الكبيرة. نظرًا لأنه يتأثر بالحد الأدنى بمواقع المعالجة وظروف المعدات، فهو مناسب بشكل خاص للعمليات في الميدان أو في أماكن غير ورش العمل.
تستخدم عملية الاستقامة اليدوية أدوات يدوية (مطارق ثقيلة أو مطارق) لضرب أجزاء محددة من قطعة العمل على منصة عمل. من خلال عمليتي "الضغط" و"التخفيف" على الفراغ، يتم شد المعدن في المناطق الأكثر إحكامًا، مما يؤدي إلى ميل أطوال الألياف في جميع الطبقات نحو التوحيد، وبالتالي تحقيق الاستقامة. ونظرًا لاختلاف مكونات الصفائح المعدنية في المواد والهيكل وأسباب التشوه، تختلف أيضًا الطرق المحددة للاستقامة اليدوية.
إن ألواح الصلب الرقيقة معرضة بشكل خاص للتشوه أثناء النقل وتصنيع المنتجات بسبب الإجهاد الموضعي أو ارتفاع درجات الحرارة أو تخزينها بشكل غير متساوٍ في الهواء الطلق لفترات طويلة. تُعد عملية تصحيح ألواح الصلب الرقيقة عملية تتطلب مهارة عالية وصعبة نسبيًا.
أثناء عملية الاستقامة، يجب أولاً تحليل نوع التشوه أو مجموعة التشوهات الأساسية الموجودة، بناءً على حالة الصفيحة الرقيقة. بعد تحديد المناطق الرخوة (الألياف الطويلة) من الصفيحة والمناطق الضيقة (الألياف القصيرة)، تابع عمليات الاستقامة اللاحقة.
"فضفاضة" و"ضيقة" هما المصطلحان اللذان يستخدمهما عمال الصفائح المعدنية لوصف حالات السطح غير المستوية لألواح الصلب بسبب الاختلافات في الإجهاد الموضعي. ومن الناحية العملية، يُشار إلى المناطق التي تكون فيها المادة مشدودة وتبدو غير متساوية أو ملتوية على أنها "رخوة"، بينما المناطق التي لم تتشوه فيها المادة وتبقى مسطحة تسمى "مشدودة". والهدف من عملية الاستقامة هو فك المناطق "المشدودة" أو شد المناطق "الرخوة"، وتحقيق شد موحد في جميع أنحاء الصفيحة لتصحيح التشوه.
قبل الاستقامة، يجب فحص تشوه الصفيحة الفولاذية. يمكن تحديد المناطق "الرخوة" أو "الضيقة" بناءً على الخبرة: المناطق التي تبدو مرتفعة أو منخفضة وتتحرك بشكل ملحوظ عند الضغط عليها تُصنف على أنها "رخوة"، بينما المناطق المسطحة نسبيًا تعتبر "ضيقة". عندما يتم وضع صفيحة فولاذية رقيقة غير مستوية على منصة مسطحة صلبة، فإن بعض المناطق سترتفع، بينما ستضغط مناطق أخرى بقوة على المنصة.
إذا كانت حواف الصفيحة الرقيقة مستوية على المنصة ولكن المركز منتفخًا، فإن المركز يكون "رخوًا" والحواف "مشدودة". أما إذا كان المركز مسطحاً ولكن الحواف تشكل شكلاً متموجاً، فإن الحواف تعتبر "رخوة".
إذا كان التمييز بين "الرخو" و"الضيق" في الصفيحة الفولاذية غير واضح، يمكنك البدء بتطبيق الطرق الدائري على المناطق الداخلية المناسبة بالقرب من الحواف، وتحويل التشوهات غير المنتظمة إلى أنماط منتظمة. بعد ذلك، انتقل إلى إرخاء المناطق الضيقة.
في الحالات التي يوجد فيها انتفاخ موضعي شديد يجعل من الصعب استرخاء المناطق المحيطة بها، قم بتطبيق التسخين الموضعي على المنطقة المنتفخة أولاً. يؤدي ذلك إلى انكماش منطقة الانتفاخ حتى تصبح مسطحة في الغالب، وبعد ذلك يمكن تطبيق الاستقامة على البارد. عند التصحيح، تأكد من قلب قطعة العمل وضربها على كلا الجانبين.
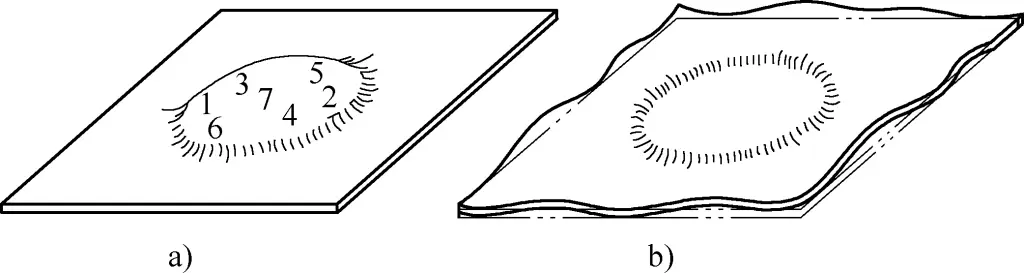
تشمل أنماط التشوه في الألواح الرقيقة الانتفاخ في الوسط، والحواف المتموجة، والالتواء التصاعدي في الزوايا، كما هو موضح في الشكل 1.
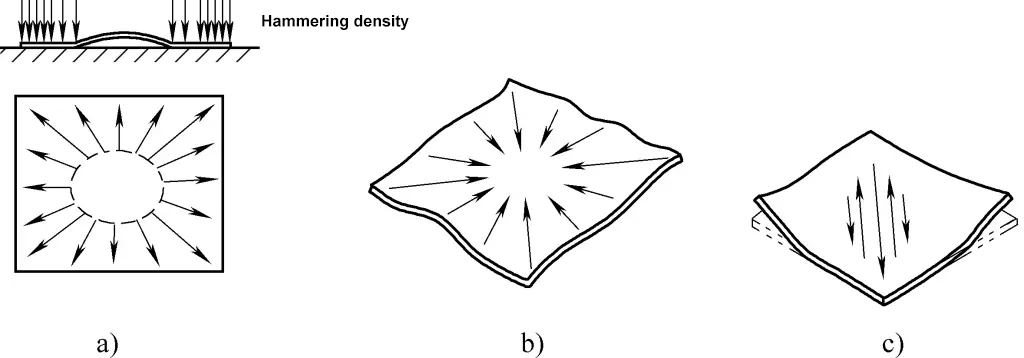
أ) انتفاخ في المركز
ب) الحواف المتموجة
ج) الالتواء لأعلى عند الزوايا
يوضح الشكل 1 استقامة انتفاخ في مركز صفيحة فولاذية رقيقة. يشير الانتفاخ في المركز إلى أن الألياف الموجودة في منتصف الصفيحة أطول من الألياف الموجودة حول الحواف، وهو ما يوصف عادةً بأن الحواف "مشدودة" والمركز "رخو".
تشبه المنطقة المنتفخة بقعة مبللة على قطعة رقيقة من الورق بها بعض الامتصاص؛ عند النظر إليها من أحد الجانبين، يكون الجزء المنتفخ أعلى من السطح المسطح المحيط بها، وتكون حوافها في حالة مشدودة. ومن الجانب المقابل، تظهر المنطقة من الجانب الآخر أقل من السطح المحيط بها، وتكون حوافها في حالة مشدودة أيضًا. إذا تم تصحيح أطوال ألياف الصفيحة لتكون متساوية نسبيًا، سيختفي الانتفاخ وتصبح الصفيحة مسطحة.
في عملية الاستقامة اليدوية، يجب الطرق حول حواف الصفيحة، بدءًا من منطقة الانتفاخ والامتداد تدريجيًا إلى الخارج، كما هو موضح بالأسهم في الشكل 1. كلما اقتربت من الحواف، يجب أن يكون الطرق أكثر كثافة وصلابة. الهدف هو تمديد الألياف المحيطية حول منطقة الانتفاخ بشكل متناسب في الاتجاه الشعاعي. وهذا يساوي أطوال الألياف عبر الصفيحة، وبالتالي التخلص من الانتفاخ المركزي.
إذا كان هناك العديد من البقع المنتفخة المتجاورة على سطح الصفيحة الرقيقة، يجب أولاً دق المناطق الواقعة بين الانتفاخات برفق لدمج عدة بقع في منطقة واحدة. بعد ذلك، قم بتطبيق الطريقة المذكورة أعلاه لطرق الحواف وتسطيح الصفيحة.
يوضح الشكل 1ب استقامة الحواف المتموجة على الصفيحة. يشير هذا التشوه إلى أن الألياف حول حواف الصفيحة أطول من تلك الموجودة في المركز. وبعبارة أخرى، فإن الحواف "رخوة" والمركز "مشدود"، وهو ما يشبه إلى حد كبير ورقة منقوعة جفت.
يجب أن ينطوي الاستقامة اليدوية للحواف المتموجة على الطرق تدريجيًا من الحواف نحو المركز، كما هو موضح بالأسهم في الشكل 1ب. يجب أن تزداد كثافة ضربات المطرقة من الحواف إلى المركز، كما يجب أن تزداد قوة كل ضربة بحيث تتمدد الألياف في المركز. في نهاية المطاف، سوف تتساوى أطوال الألياف عبر اللوحة بأكملها، مما يحقق نتيجة الاستقامة المطلوبة.
إذا تعرضت الصفيحة الرقيقة لتشوهات غير منتظمة مثل الالتواء، مثل تشوه الالتواء القطري الموضح في الشكل 1ج، فهذا يشير إلى وجود منطقة إجهاد شد عمودية على اتجاه الالتواء القطري في المنطقة الوسطى من الصفيحة الرقيقة، ويكون اتجاه إجهاد الشد على طول الاتجاه الطويل لمنطقة الإجهاد هذه.
من هذا التحليل، فإن تشوه الصفيحة الرقيقة ناتج عن أن الألياف الموجودة في اتجاه منطقة الشد أقصر قليلاً من تلك المحيطة بها. أثناء التصحيح اليدوي، يجب البدء في الطرق تدريجيًا نحو المركز من كلا الطرفين على طول اتجاه منطقة الإجهاد، مما يؤدي إلى تمدد الألياف في منطقة الإجهاد لتصبح بطول الألياف المحيطة بها، وبالتالي تحقيق التصحيح.
بالنسبة للأنواع الثلاثة من التشوهات المذكورة أعلاه، يمكن إجراء التصحيح بشكل عام باستخدام لوح الضرب (المعروف أيضًا باسم الصافع). يُصنع لوح الضرب من صفيحة فولاذية ذات مرونة جيدة، بسُمك 3-5 مم، وعرض لا يقل عن 40 مم، وطول لا يقل عن 400 مم. تعتمد الأبعاد المحددة للوح الضرب على سُمك وحجم اللوح الذي يتم تصحيحه.
إن الغرض من ضرب الجزء المرتفع (أو المرتخي) من منطقة التشوه بلوح الضرب هو التسبب في تقصير الألياف الموجودة في المادة التي يتم ضربها، مما يؤدي إلى محاذاة الألياف المحيطة بها في الطول، وبالتالي تحقيق التصحيح.
نظرًا لأن سمك لوح الضرب أكبر بكثير من سمك اللوح الرقيق، وصلابته أعلى أيضًا، يمكنه أيضًا ضغط الألياف وتمديدها في المناطق المشدودة من المادة لتحقيق التصحيح. ونظرًا لأن سطح التلامس بين لوح الضرب واللوحة المصححة كبير والقوة موزعة بالتساوي، لا توجد علامات مطرقة، وكفاءة التصحيح عالية نسبيًا. ومع ذلك، فإن التشوه الناجم عن الضرب ليس كبيرًا جدًا، لذا فهو مناسب فقط للتصحيح الأولي على مساحات كبيرة.
عند تصحيح تشوه الانتفاخ في وسط الصفيحة الرقيقة، تجنب طرق الانتفاخ مباشرةً. ويرجع ذلك إلى أن الصفيحة الرقيقة ذات صلابة سطحية عمودية ضعيفة، وقد يؤدي دق الانتفاخ إلى إطالة الألياف عند الانتفاخ بسبب الانضغاط، مما يجعل الانتفاخ أسوأ.
عند تصحيح صفيحة رقيقة، سواءً كان تقصير الألياف الأطول في المنطقة المنتفخة أو إطالة الألياف الأقصر في المنطقة المتوترة، يجب دائمًا التقدم تدريجيًا وبشكل متساوٍ من الحواف نحو مركز التشوه، ويجب أن تزداد قوة التصحيح تدريجيًا. ويُحظر البدء من مركز التشوه، لأن ذلك قد يؤدي إلى تشوهات أكثر تعقيدًا، مما يجعل المزيد من التصحيح أكثر صعوبة.
بالإضافة إلى ذلك، تجنب التغييرات غير المنتظمة في قوة التصحيح، والتي يمكن أن تسبب تمددًا أو تقلصًا غير متساوٍ للألياف، مما يؤدي إلى مناطق متجاورة من التشوه التي من شأنها أن تعقد المزيد من التصحيحات وتزيد من عبء العمل.
غير الحديدية المعادن تشمل سبائك الألومنيوم وسبائك النحاس التي تُستخدم عادةً في أجزاء الصفائح المعدنية سبائك الألومنيوم وسبائك النحاس، وتكون خواصها الميكانيكية منخفضة نسبيًا. ومع ذلك، ولتحسين قابلية تشغيل المواد، عادةً ما تستخدم المعادن التي يمكن تقويتها من خلال المعالجة الحرارية في حالتها الملدنة عند تسليمها إلى المصنع.
نظرًا لأن المعادن غير الحديدية عرضة لإظهار علامات المطرقة على أسطحها بعد الطرق، فعند تصحيح وتشكيل الصفائح المعدنية غير الحديدية، غالبًا ما يتم استخدام قطعة من الشريط المطاطي المصنوع من المطاط متوسط الصلابة (تسمى أيضًا أداة الصفع) كأداة تصحيح. والغرض من هذا الصفع هو إحداث تشوه انكماش عرضي للمادة عند منطقة التلامس مع الشريط المطاطي، على طول الشريط.
المعادن غير الحديدية لديها قابلية تشغيل جيدة. صلابتها منخفضة نسبيًا في حالة التشغيل، وسمك الصفيحة صغير أيضًا، وبالتالي فإن الصلابة السطحية العادية ضعيفة. لذلك، من السهل تشويهها، ولكن من الصعب جعل اللوحة بأكملها مسطحة. أي تأثير صغير أو معالجة غير سليمة يمكن أن يسبب تفاوتًا جديدًا.
وبالتالي، عند تصحيح الألواح الرقيقة المعدنية غير الحديدية، من المهم توخي الدقة واستخدام التعامل اللطيف وامتلاك مستوى معين من المهارة. أولاً، يجب تحليل التشوه لتحديد المناطق المشوهة وفهم طبيعته، وعندها فقط يجب اختيار الطريقة المناسبة والمناطق المحددة للتصحيح.
أثناء التصحيح، راقب بعناية وتصرف ببطء. يجب تحديد منطقة التشوه (سواء كانت "رخوة" أو "ضيقة" بنفس الطريقة الموضحة للصفائح الفولاذية الرقيقة) بدقة قبل اختيار طريقة التصحيح المناسبة والأدوات وفقًا لذلك.
تتضمن التشوهات الشائعة للألواح المسطحة انتفاخات مركزية وتموجات حول الحواف.
تظهر عملية تصحيح الانتفاخ في الشكل 2. ضع السطح المنتفخ من الصفيحة المسطحة ووجهها لأعلى على المنصة، مع الضغط قليلاً على الزوايا الأربع لضمان ملامسة حواف الصفيحة للمنصة. أولاً، استخدم الشريط المطاطي لصفع السطح بالكامل، مع التأكد من أن الشريط يغطي منطقة الانتفاخ، مما يؤدي إلى تقلص المادة الموجودة في منطقة الانتفاخ (انظر الشكل 2 أ). عند هذه النقطة، تقل درجة الانتفاخ، وتصبح الحدود بين المناطق المنتفخة وغير المنتفخة غير واضحة.
أ) شريط مطاطي يصفع الصفيحة الرقيقة المنتفخة
ب) الطرق حول الحواف
بعد ذلك، استخدم مطرقة نحاسية أو مطرقة ألومنيوم للطرق حول حواف المنطقة المنتفخة، بدءاً من الحافة والسير في اتجاه عرضي على طول حدود المنطقة المنتفخة. يجب أن يتبع الطرق اتجاه دوراني مختار ويتقدم بشكل منتظم.
كلما كانت نقاط الطرق أبعد، يجب أن تكون نقاط الطرق أكثر كثافة، ويجب أن تكون منتظمة قدر الإمكان. الغرض من الطرق هو إحداث تشوه الاستطالة العرضية في المادة. وكلما كانت نقاط الطرق أكثر كثافة، كلما زادت كثافة المواد المضغوطة بالمطرقة خارج المنطقة المنتفخة؛ وكلما كانت الطرق أكثر انتظامًا، كان تأثير التصحيح أفضل، وتجنب الانتفاخات الصغيرة الجديدة الناجمة عن الطرق غير المتساوي (انظر الشكل 2ب).
تجدر الإشارة إلى أن طريقتا التصحيح المختلفتان لتسطيح الصفيحة المنتفخة تكملان بعضهما البعض. أما بالنسبة لمدى استخدام كل طريقة، فهذا يعتمد على مدى الانتفاخ المحدد وحجم المنطقة المنتفخة من الصفيحة. والمبدأ هو: يجب أن تعمل كل طريقة بأقصى إمكاناتها التصحيحية.
بالنسبة للألواح ذات الانتفاخات الكبيرة، يمكن إجراء التصحيح تدريجيًا على عدة خطوات. بعد كل دورة تصحيح، من الضروري إجراء تلدين لتخفيف الضغط. أثناء كل مجموعة من التصحيحات، يظل تسلسل الطرق دون تغيير، أي أولاً الشريط المطاطي لتقلص المنطقة المنتفخة، ثم الطرق حول الحواف، حتى يتم استيفاء متطلبات التصحيح.
عندما ينتج عن الرخاوة حول الحواف عدم استقرار وتشوه متموج عند حواف الصفيحة (انظر الشكل 3أ)، يمكن استخدام الطريقة التالية للتصحيح.
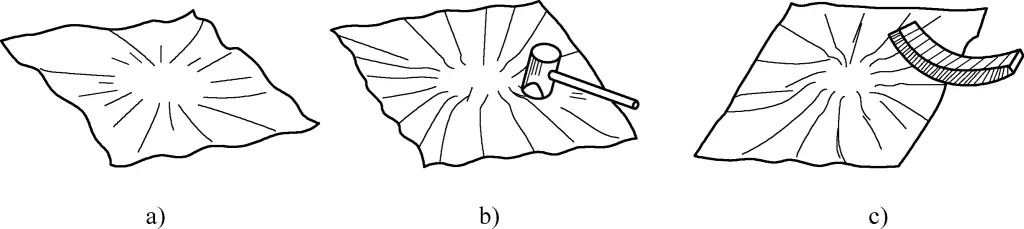
أ) التشوه الموجي
ب) كسر الأمواج المتلاطمة
ج) تنعيم الأمواج بشريط مطاطي
أولاً، قم أولاً بتفتيت الموجات الكبيرة إلى عدد لا يحصى من الموجات الصغيرة عن طريق الطرق على طول الحواف السائبة بمطرقة نحاسية أو من الألومنيوم (انظر الشكل 3ب). ثم اقلب الصفيحة على المنصة واضرب الحواف بالشريط المطاطي (انظر الشكل 3ج)، مما يتسبب في انكماش المواد في الأجزاء الرخوة، وبالتالي تقليل ارتفاع الموجات الكبيرة.
الغرض من تقسيم الموجات الكبيرة إلى العديد من الموجات الصغيرة هو تحويل أسطح الموجات الكبيرة إلى أسطح منحنية مجهريًا ولكن مسطحة بشكل عام، مما يسهل تشوه الانكماش عن طريق الصفع بالشريط المطاطي داخل الأسطح المنحنية الدقيقة.
بعد الضرب حول الصفيحة، ابدأ من داخل المنطقة المفكوكة من الداخل واضرب بالمطرقة إلى الداخل كما هو موضح في الشكل 4، مما يتسبب في امتداد المادة بشكل محيطي. يمكن أن يقلل هذا من التفاوت الكلي الناجم عن الارتخاء حول الحواف. أثناء الطرق على المنطقة المركزية، كلما كانت ضربات المطرقة أقرب إلى المركز، كلما كانت أكثر كثافة، مما يضمن التوحيد في التصحيح الكلي للصفيحة.
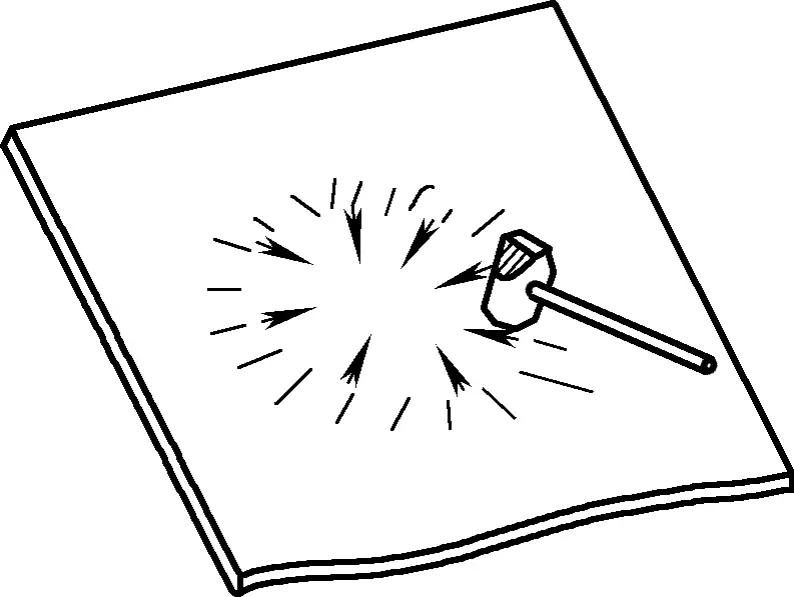
على غرار تصحيح التخلص من الانتفاخ، يتم استخدام طريقتين مختلفتين للتصحيح المذكور أعلاه للتخلص من رخاوة الحواف بالتزامن. للحصول على درجات أكبر من الرخاوة، يمكنك أيضًا الرجوع إلى طريقة التخلص من الانتفاخ.
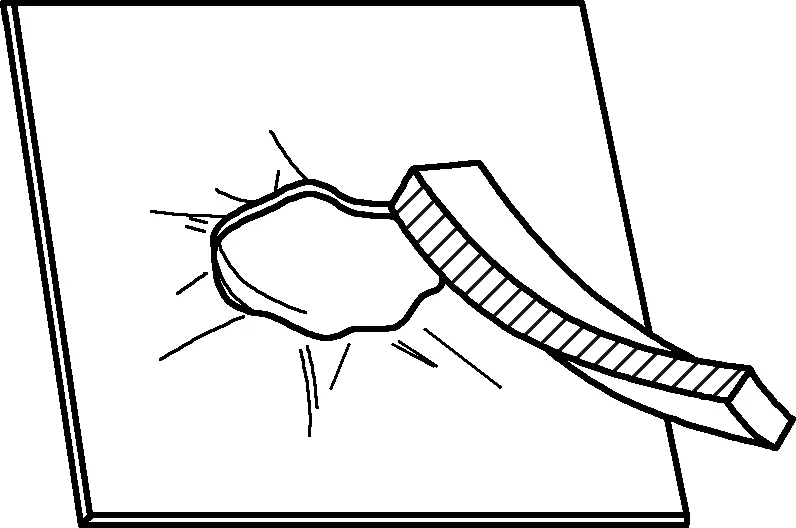
بالنسبة للألواح ذات الثقوب المسطحة، يمكن تصحيح ارتخاء التشوه حول الثقب كما هو موضح في الشكل 5. ويتضمن ذلك استخدام شريط مطاطي للضرب عرضيًا على طول حافة الثقب لدفع المادة بعيدًا، مما يحقق التصحيح.
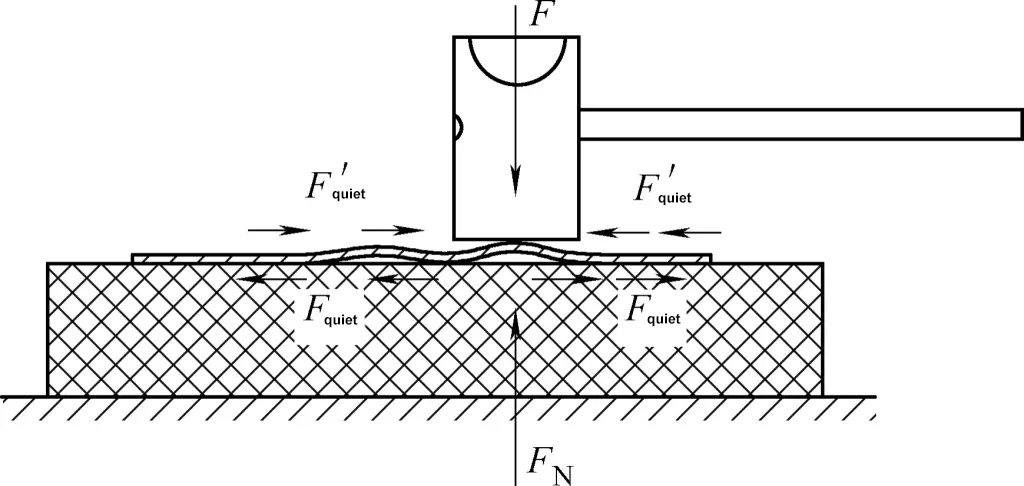
بالنسبة لحواف الثقب المرتخية بشدة، يمكن وضع الصفيحة على وسادة مطاطية، ويمكن استخدام مطرقة نحاسية لضرب الحواف المرتفعة حول الثقب، مما يتسبب في انكماش المادة، وهو ما يحقق تصحيح الصفيحة (انظر الشكل 6). والمبدأ الكامن وراء هذا التصحيح هو أنه عندما يتم دق الحافة المرتفعة حول الثقب، يتسبب الاحتكاك الساكن بين الصفيحة والوسادة المطاطية، بالإضافة إلى قوة الصدم والقوة المضادة للوسادة، في حدوث تشوه انضغاطي للحافة المرتفعة، مما يؤدي إلى تسوية حواف الثقب.
بالنسبة للألواح ذات الفتحات المقواة، مثل الفتحات ذات الحواف، يوجد إجهاد متبقي معقد متبقي حول الفتحة ذات الحواف، بما في ذلك عزوم الانحناء الشعاعي عبر محور الفتحة، وإجهاد انضغاطي مماسي على طول حافة الحافة. ويؤدي ذلك إلى تشوه "شد" عند نصف القطر الخارجي للفتحة ذات الحواف وتشوه ارتخاء عند الحافة الخارجية المسطحة.
وللتخلص من هذه التشوهات، يوضع الجزء عادةً على قالب بحيث يكون الجانب المثني متجهًا لأسفل أو على سطح مستوٍ بحيث يكون الجانب المثني متجهًا لأعلى، باستخدام مطرقة نحاسية للضرب حول الثقب (انظر الشكل 7). يؤدي ذلك إلى تغيير إجهاد الشد المتبقي الموزع داخل المادة حول الثقب إلى إجهاد انضغاطي متبقي، مما يتسبب في "استرخاء" الإجهاد في نقاط مختلفة حول الثقب، ويميل السطح إلى التسطيح. يتم النقر على جزء الحافة الخارجية بشريط مطاطي للتسبب في انكماش المادة وتحقيق التسطيح.
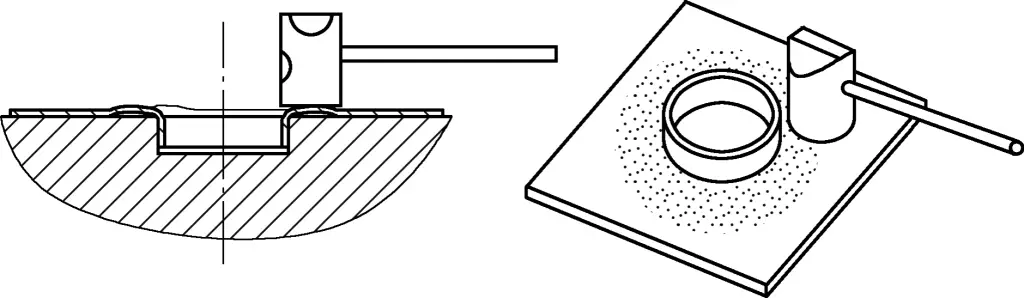
أ) تخفيف الضغط بحيث تكون الحافة المنحنية متجهة لأسفل
ب) تخفيف الضغط بحيث تكون الحافة المنحنية متجهة لأعلى
يمكن أن تتسبب طريقة سحب الشريط المطاطي في حدوث انكماش في المادة المسطحة الرقيقة، مما يحقق التسوية. ومع ذلك، نظرًا لأن الاحتكاك الاستاتيكي في اللحظة التي تتلامس فيها الصفيحة الرقيقة والشريط المطاطي يكون محدودًا، يجب أن تكون المادة المراد تصحيحها ذات قوة خضوع منخفضة نسبيًا. حتى المعادن غير الحديدية يجب تصحيحها في الحالة "M" (الملدنة).
عند الطرق بالمطرقة على منصة، يجب أن يكون جزء الصفيحة الذي يتم ضربه مدعومًا بالكامل من الأسفل ويجب ألا يُترك معلقًا. يجب أن تكون المطرقة المستخدمة مصنوعة من مادة أكثر ليونة، مثل المطرقة النحاسية أو مطرقة الألومنيوم أو مطرقة الخشب الصلب أو المطرقة المطاطية، لتجنب ترك علامات المطرقة على سطح الصفيحة الرقيقة. في بعض الأحيان، يمكن أن يساعد أيضًا وضع صفيحة مسطحة على بقعة التصحيح قبل الطرق عليها في تصحيح المادة.
عند الطرق، من الأهمية بمكان التحليل بعناية واختيار النقطة الصحيحة والتصرف بحزم. فالمزيد من العمل لا يعني دائمًا نتائج أفضل. إذا كانت النقاط المختارة غير صحيحة، يمكن أن تحدث تصحيحات زائدة، ويمكن أن تزداد العمليات غير الفعالة، ويمكن أن يزداد الضغط الداخلي للوحة، مما يؤدي إلى تفاوت سماكة المادة. وهذا لا يؤدي فقط إلى زيادة التكاليف بل يؤثر بشدة على جودة المنتج.
عند تنقية أو تقليل التموجات الكبيرة حول حواف أو ثقوب الصفيحة على المنصة، ضع وسادة مطاطية ذات صلابة مناسبة بين الصفيحة المتموجة والمنصة. استخدم مطرقة نحاسية أو مطرقة مطاطية صلبة ذات صلابة معتدلة لضرب قمم التموجات الكبيرة. تحت التأثير المشترك لقوة رد فعل الوسادة المطاطية لأعلى، والاحتكاك المؤثر بشكل متناظر على القمة، وقوة الضرب بالمطرقة، تنضغط المادة بين نقاط الضغط الثلاث عند القمة وتتشوه، مما يقلل من ارتفاع القمة أو حتى يحول القمة الكبيرة إلى قمتين أصغر.
تذكر دائمًا أنه يجب عليك عدم وضع قطعة العمل مباشرة على المنصة وضرب القمة بمطرقة صلبة. وذلك لأن الاحتكاك بين قطعة العمل والمنصة محدود. لن تتقلص المادة بين نقاط الضغط الثلاث في القمة ولن تتشوه؛ وبدلاً من ذلك، قد يتسبب الضغط الموضعي الناجم عن الطرق المباشر بين المطرقة والمنصة في ضغط المادة وترققها، مما يزيد من عدم استواء اللوحة التي تشبه الموجة.
وتجدر الإشارة إلى أن تقنيات التصحيح اليدوي الموضحة أعلاه للمعادن غير الحديدية تنطبق أيضًا على التصحيح اليدوي للصفائح الفولاذية الرقيقة.
يُشار إلى ألواح الصلب المكوّنة من سبائك الصلب المدرفلة على الساخن والتي يزيد سمكها عن 4 مم بألواح الصلب السميكة. وتسمى الألواح التي يتراوح سمكها بين 4 و25 مم عادةً بالألواح المتوسطة، أما الألواح التي يزيد سمكها عن 25 مم فتسمى بالألواح السميكة، والألواح التي يزيد سمكها عن 60 مم فتسمى بالألواح السميكة للغاية. أثناء عملية الدرفلة،قد يتشوه الفولاذ بسبب الإجهاد المتبقي.
إن اللدونة الممتازة للمعدن والصلابة العرضية الكبيرة للألواح السميكة، إلى جانب الاستطالة المتفاوتة بين المناطق المتجاورة والتغيرات في توزيع الإجهاد الداخلي أثناء المعالجة، يمكن أن تسبب جميعها تشوهات في ألواح الصلب السميكة. تشمل التشوهات الشائعة الانتفاخ المركزي والانحناء البطيء في ألواح الصلب السميكة.
هناك العديد من الطرق لتصحيح ألواح الصلب السميكة. يتضمن التصحيح اليدوي التصحيح على البارد في درجة حرارة الغرفة. نظرًا لأن التصحيح البارد يسبب تصلب الشغل، فهو مناسب فقط لتصحيح الفولاذ ذي اللدونة الجيدة.
في حالات التشوه الشديد أو إذا كان الفولاذ هشًا للغاية (مثل سبائك الفولاذ أو الفولاذ الذي صدأ بشكل كبير بسبب تركه في الهواء الطلق)، لا يمكن استخدام التصحيح على البارد. يجب استخدام التصحيح الساخن بدلاً من ذلك، والذي يتضمن تسخين الفولاذ إلى درجة حرارة عالية تتراوح بين 700-1000 درجة مئوية للتصحيح. يُستخدم التصحيح الساخن عندما يكون الفولاذ شديد الانحناء، أو عندما تكون اللدونة ضعيفة أو عندما لا توجد معدات طاقة كافية للتصحيح.
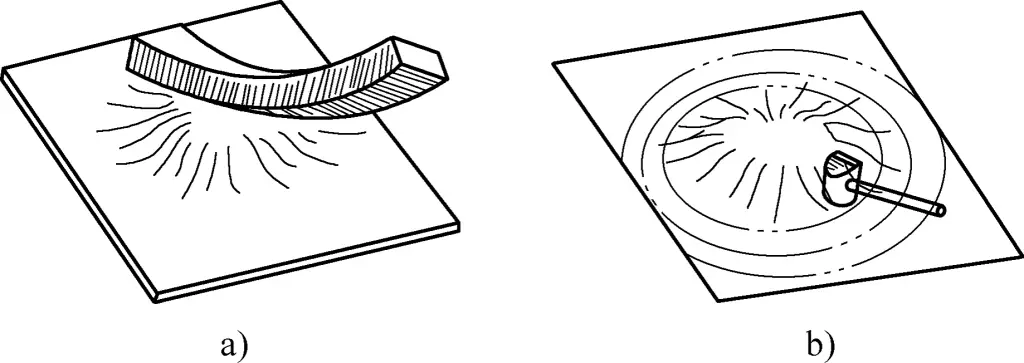
وبصفة عامة، في ألواح الصلب التي تظهر تشوهًا منتفخًا في المركز، لا يكون سمك اللوح مرتفعًا بشكل مفرط، وتكون الألياف في المنطقة المشوهة أطول قليلًا من تلك الموجودة في المادة المحيطة. تظل الألياف ثابتة على طول سُمك الصفيحة. بالنسبة للتشوه المنتفخ المركزي في ألواح الصلب السميكة، تتضمن طريقة التصحيح اليدوي وضع الصفيحة الفولاذية على منصة عمل بحيث يكون الانتفاخ متجهًا لأعلى، كما هو موضح في الشكل 8.

قم بالضغط على السطح العلوي للمنطقة المشوهة (يمكنك أيضًا استخدام مكبس). نظرًا لأن المادة المحيطة بها تتمتع بصلابة أكبر في الاتجاه المستوي، فإن إجهاد منطقة التشوه يشبه إجهاد الحزمة المقوسة تحت الحمل المستعرض، مما يؤدي إلى تقصير الألياف، وبالتالي تحقيق تأثير التسوية. كلما كانت المساحة المشوهة أصغر وكلما كانت اللوحة أكثر سمكًا، كان تأثير التصحيح أكثر وضوحًا وموثوقية.
بالنسبة للصفائح السميكة الرقيقة، يمكنك وضع وسادة في المنطقة المشوهة (الغرض من هذه الوسادة هو منع قوى الطرق الكبيرة من ترك علامات مطرقة على سطح الصفيحة الفولاذية) واستخدام مطرقة لضرب الانتفاخ مباشرة، مما يتسبب في تعرض الألياف للتشوه نفسه وبالتالي تسويتها.
بالنسبة للانتفاخات المركزية الأكبر في الألواح السميكة، حيث تكون الألياف في المنطقة المشوهة قد تعرضت لاستطالة مفرطة وانخفضت صلابة المواد المحيطة بها، فعند الضغط كما كان يحدث من قبل، فإن الألياف في المنطقة المشوهة ستقصر قليلاً وتضغط على المنصة. وهذا يؤدي إلى دفع المواد المحيطة بها إلى الخارج. على الرغم من أن المنطقة المشوهة قد تلتصق بالمنصة، إلا أن المواد المحيطة بها تتمدد قليلاً وتميل إلى أعلى، مما يؤدي إلى تشوه جديد، كما هو موضح في الشكل 9ب.
ولذلك، فإن طريقة التصحيح الأفضل هي استخدام طريقة تسخين نقطة تصحيح اللهب أولاً (انظر الشكل 9 أ)، والتي تسبب بعض الانكماش في الألياف المنتفخة، مما يقلل من ارتفاع الانتفاخ. بعد ذلك، قسّم الانتفاخ إلى عدة مناطق أصغر واستخدم طرق التصحيح اليدوي لتسوية كل انتفاخ صغير، مما يؤدي في النهاية إلى الحصول على صفيحة مسطحة.
أ) توزيع نقاط التسخين وترتيبها
ب) القضاء على التموجات
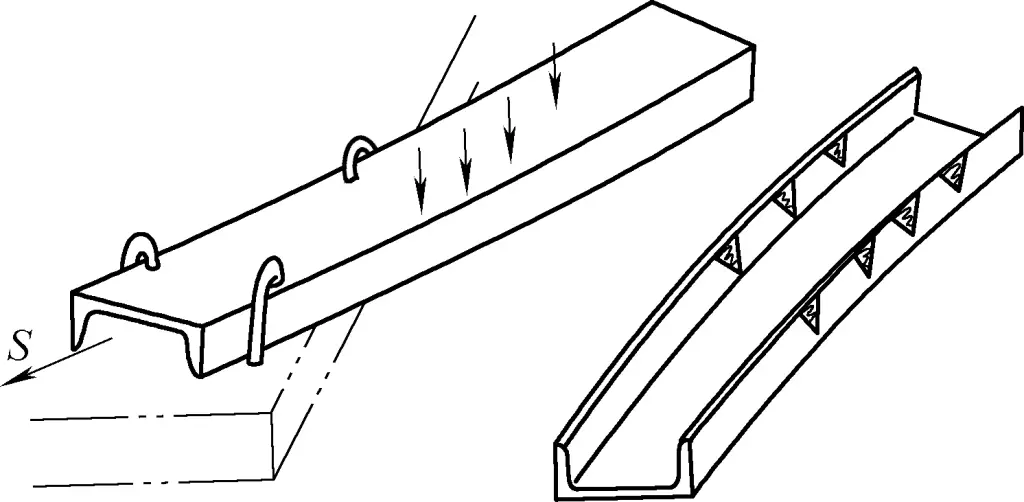
عند حدوث ثني بطيء في ألواح الصلب السميكة، تكون طريقة التصحيح كما هو موضح في الشكل 10. أولًا، ضع الصفيحة الفولاذية المشوهة على منصة عمل بحيث يكون الجانب المقعر متجهًا لأعلى، وضع كتلة حديدية على الجانب المقعر من الصفيحة السميكة (انظر الشكل 10أ). ثم، قم بدق الجانب المقعر من الصفيحة الفولاذية، مع تحريك الكتلة الحديدية بالتساوي في اتجاه السهم S في الشكل 10ب.
استخدم كمية صغيرة من القوة لضرب الكتلة الحديدية. نظرًا لأن مساحة التلامس بين السطح العلوي والشريط الحديدي صغيرة، فإن الضغط الانضغاطي الناتج عن الطرق يكون كبيرًا نسبيًا. سوف تتطاول الألياف في المنطقة المقعرة تدريجيًا، مما يتسبب في تشوه السطح المقعر في الاتجاه المعاكس وتحقيق التصحيح.
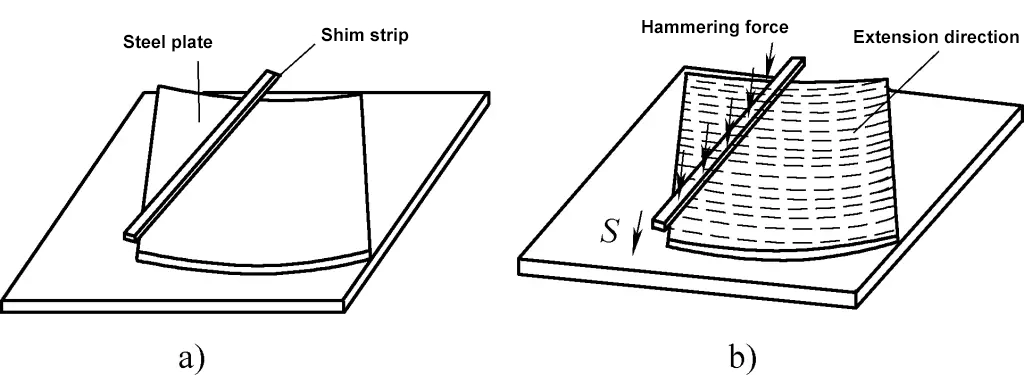
أ) وضع ألواح سميكة أثناء التصحيح
ب) تصحيح المطرقة
بالنسبة للألواح السميكة المعتدلة السُمك ذات المساحات المشوَّهة بشكل معتدل والانتفاخ المركزي، بسبب صلابة الانحناء الكبيرة، فإن التشوه تحت الأحمال الخارجية الأكبر يتضمن كمية صغيرة فقط من التشوه المرن، مما يجعل تأثير التشوه أكثر أهمية. لذلك، من المناسب استخدام طريقة تصحيح بأحمال أكبر. عند توفر معدات الضغط الكبيرة، يجب بذل الجهد لاستخدام المعدات لتطبيق القوة لتقليل كثافة العمل للمشغل؛ وإلا يمكن استخدام رقاقة، ويمكن لمطرقة ثقيلة أن تضرب انتفاخ الصفيحة الفولاذية مباشرة.
بالنسبة لألواح الصلب التي ليست سميكة جدًا أو الألواح السميكة التي تكون فيها المساحة المشوهة أكبر بكثير من سمكها، نظرًا لأن صلابة الانحناء ليست عالية جدًا، يمكن أن تنتج بعض التشوه تحت الأحمال الخارجية، ولكن هذا يتضمن قدرًا معينًا من التشوه المرن، مما يجعل من الصعب تحقيق تصحيح مسطح تمامًا.
إذا ضربت المطرقة عدة مرات، يمكن أن تتسبب الصفيحة السميكة التي تصطدم على الفور بالمنصة والمطرقة الثقيلة في استطالة ألياف المادة، مما يؤدي إلى تفاقم التشوه المنتفخ. في مثل هذه الحالات، يجب استخدام طريقة التسخين باللهب أولاً لتقليل التشوه المنتفخ، وتحويل التشوه واسع النطاق إلى عدة مناطق أصغر من التشوه المنتفخ الطفيف، ومن ثم يمكن استخدام طريقة التصحيح المذكورة أعلاه لتصحيح التشوه المنتفخ للصفيحة السميكة.
بالنسبة لتشوهات الانحناء المختلفة للألواح السميكة، إذا كانت سميكة نسبيًا وكانت المساحات المشوهة كبيرة جدًا، فيجب استخدام طريقة التصحيح الحراري أولاً لتقليل مقدار التشوه. يجب تقسيم تشوهات المساحات الكبيرة إلى تشوهات أصغر، ثم يجب تطبيق التصحيح اليدوي.
بالنسبة لأي تشوه معقد للألواح السميكة، فإن الخطوة الأولى هي تحليل سبب التشوه وموقعه بشكل صحيح. لكل جزء مشوه يحتاج إلى تصحيح، من المهم تطبيق طرق تصحيح مختلفة بمرونة وفقًا للحالة المحددة.
في التصحيحات الباردة، غالبًا ما يتم استخدام المطارق الثقيلة. يجب أن تكون نقاط الضرب بالمطرقة دقيقة، ويجب أن تكون علامات المطرقة متساوية لتجنب ترك بصمات مطرقة ملحوظة على سطح الصفيحة الفولاذية التي يمكن أن تؤثر على جودة سطحها. عند الحاجة إلى قوة ضرب أكبر، يجب إضافة حشوات مناسبة.
عند الإمساك بمطرقة ثقيلة، يجب عدم ارتداء القفازات لتجنب الانزلاق، مما قد يتسبب في تطاير المطرقة ويؤدي إلى وقوع حوادث أو خطر. قبل استخدام المطرقة المطرقة، تحقق مما إذا كان مقبض المطرقة أو رأسها مفكوكًا، وما إذا كانت هناك تشققات، وما إذا كانت هناك نتوءات أو حواف متداخلة على رأس المطرقة. يجب إصلاح أي عيوب قبل الاستخدام.
مثل غيرها مواد الصفائح المعدنية، فإن المواد (عادةً الفولاذ ذو الزوايا والقنوات الفولاذية وما إلى ذلك) والمقاطع الجانبية الأخرى ذات الأشكال المستخدمة في معالجة الصفائح المعدنية معرضة أيضًا للتشوه أثناء الإنتاج والمعالجة، لذا فإن التصحيحات ضرورية أيضًا. بالنسبة للملامح المختلفة، تختلف طرق التصحيح اليدوي.
تنقسم الأجزاء الفولاذية ذات الزاوية المنحنية إلى زاوية صفائح فولاذية وزاوية فولاذية مدلفنة على الساخن. الأول هو فولاذ الزاوية المصنوع من صفائح الصلب المضغوط وفقًا لاحتياجات مكونات الصفائح المعدنية (يشار إليها فيما يلي باسم "زاوية صفائح الصلب"). والأخير عبارة عن فولاذ بزاوية يتم تشكيله مباشرة عن طريق الدرفلة على الساخن من سبائك الصلب (يشار إليه فيما يلي باسم "فولاذ الزاوية").
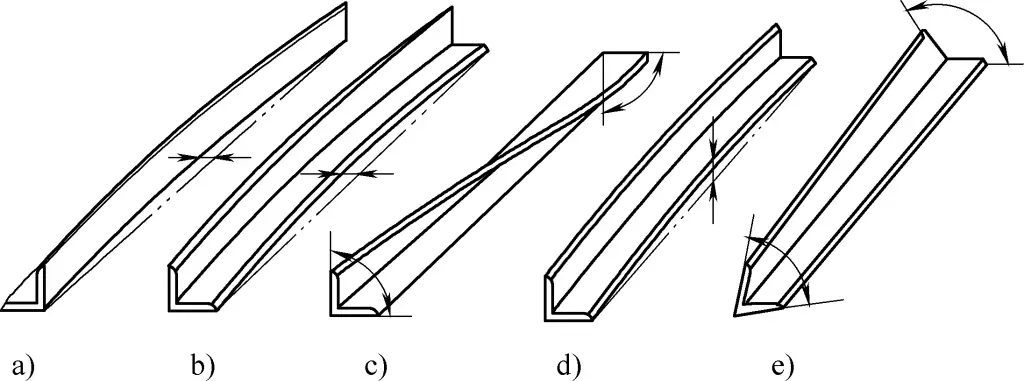
نظرًا لأن الأجزاء الفولاذية ذات الزوايا لها حافتين رأسيتين وغالبًا ما تكون طويلة، فهي عرضة لمجموعة متنوعة من التشوهات. تشمل التشوهات الشائعة الانحناءات الشائعة الانحناء للخارج، والانحناء للداخل، والالتواء، والجوانب المفردة غير المستوية، والتشوهات الزاوية (انظر الشكل 11).
نظرًا للاختلافات في طرق الدرفلة وأحجام المقاطع العرضية، تختلف الخواص الميكانيكية للنوعين المذكورين أعلاه من الصلب الزاوي اختلافًا كبيرًا. كما تختلف أيضًا تشوهاتهما وطرق التصحيح المقابلة لها.
تشوه الانحناء هو المشكلة الأكثر شيوعًا مع فولاذ الزاوية. أثناء التصحيح، يمكن اختيار حلقة فولاذية مناسبة. يتم وضع فولاذ الزاوية على الحلقة بحيث يكون الجزء المحدب من الجزء المنحني متجهًا لأعلى وموضوعًا بين نقطتي الدعم للحلقة الفولاذية. يتم دق الجزء المحدب من منطقة الانحناء عند حافته الرأسية مما يجبر فولاذ الزاوية على الانحناء العكسي لتحقيق التصحيح.
1) تصحيح الانحناءات الخارجية لزاوية الفولاذ المائلة.
عند تصحيح الانحناء الخارجي لفولاذ الزاوية، يجب وضع جانبه بشكل مسطح على الحلقة الفولاذية، ويجب أن تكون حافة الانحناء العمودية لفولاذ الزاوية عمودية على الوجه النهائي للحلقة، بحيث يكون الجزء المحدب متجهًا لأعلى. لمنع فولاذ الزاوية من الانقلاب أثناء الطرق، يجب رفع مقبض المطرقة أو خفضه قليلاً بزاوية 50 درجة تقريبًا (زاوية α). في لحظة الصدم، لا تطبق القوة إلى أسفل فقط ولكن إلى الداخل قليلاً (عندما ترفع اليد الخلفية المطرقة) أو إلى الخارج (عندما تخفض اليد الخلفية المطرقة). تعتمد هذه الزاوية على وضعية وقوف المطرقة، كما هو موضح في الشكل 12 أ.
2) تصحيح الانحناءات الداخلية للصلب بزاوية.
عند تصحيح الانحناء الداخلي، يجب وضع فولاذ الزاوية بحيث يكون جانبه الخلفي متجهًا لأعلى، ويجب أن تكون حافة الانحناء العمودية عمودية على طرف الدعم للحلقة الفولاذية. يجب أن يتم الطرق بعد ذلك لتصحيح منطقة الانحناء. ولمنع الصلب ذو الزاوية من الانقلاب أثناء الطرق، يجب أيضًا تعديل ارتفاع اليد الخلفية التي تحمل المطرقة قليلاً، كما هو موضح في الشكل 12 ب، حيث تكون الزاوية (α) حوالي 50 درجة. أثناء الصدم، يجب أيضًا استخدام قوة سحب طفيفة إلى الداخل أو الخارج أثناء الصدم.
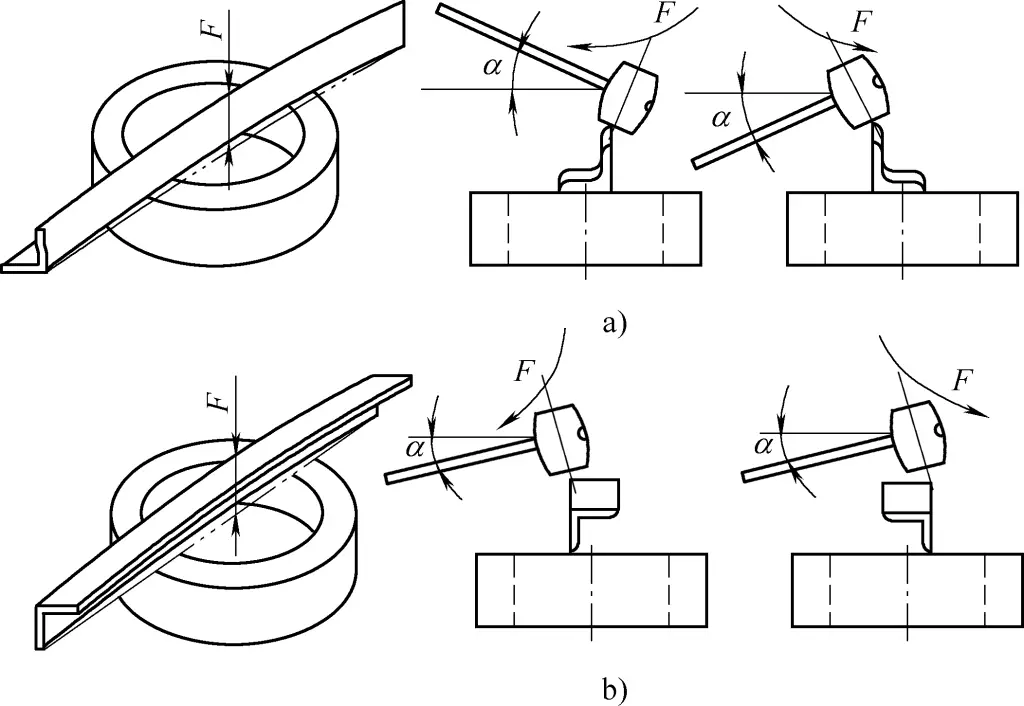
أ) الانحناءات الخارجية للصلب ذي الزاوية
ب) الانحناءات الداخلية للصلب ذي الزاوية
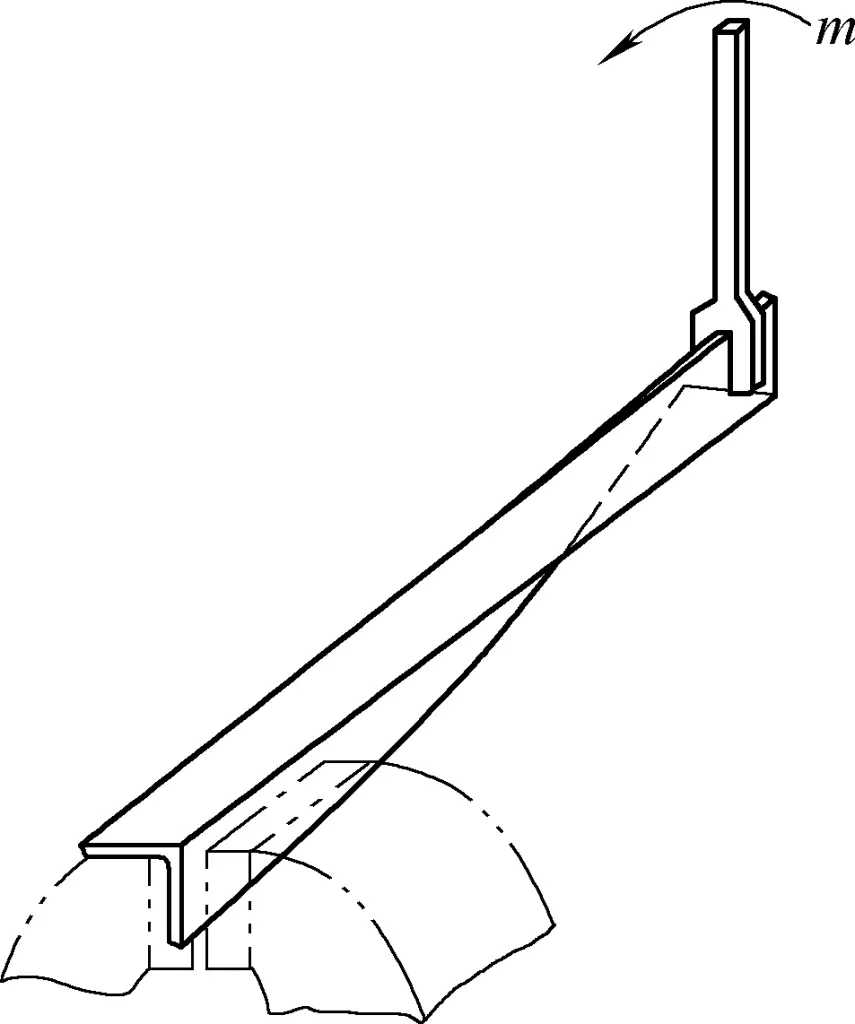
3) تصحيح الفولاذ ذي الزوايا الملتوية.
لتصحيح الفولاذ ذي الزاوية الملتوية، قم بتطبيق عزم الدوران في الاتجاه المعاكس للالتواء حتى يحدث التشوه العكسي، وبالتالي تحقيق التصحيح. وتتضمن هذه الطريقة تثبيت أحد طرفي فولاذ الزاوية في ملزمة، والإمساك بالطرف الآخر بمفتاح ربط، ثم لفه في الاتجاه المعاكس، كما هو موضح في الشكل 13. بمجرد التخلص من الالتواء، يمكن استخدام الطرق بالمطرقة لتسطيح وتصحيح حواف فولاذ الزاوية.
4) تصحيح التشوهات الزاويّة في الفولاذ ذي الزوايا.
عندما تكون زاوية الصلب الزاوية أكبر من 90 درجة، ضع الصلب الزاوية في أخدود على شكل حرف V ودق الجزء الخارجي المائل لتصحيحها. يمكنك أيضًا وضع الفولاذ وحافته مائلة على منصة والمطرقة لأسفل لتقليل الزاوية، كما هو موضح في الشكلين 14 أ و14 ب.
أ)، (ب) تصحيح الزوايا الأكبر من 90 درجة في الفولاذ ذي الزوايا
ج) تصحيح الزوايا الأصغر من 90 درجة في الفولاذ ذي الزوايا
يجب أن يبدأ الطرق من أحد طرفي فولاذ الزاوية، مما يجعل التصحيح أسهل ويسمح بملاحظة النتائج بوضوح. يجب تحريك الأجزاء المصححة تدريجيًا من المنصة، وعندما يتم تصحيح أكثر من نصف الطول الكلي، يجب قلب فولاذ الزاوية وتصحيح الطرف المقابل حتى يصبح الطول بالكامل مستقيمًا.
عندما تكون زاوية الفولاذ أقل من 90 درجة، ضعه بشكل مسطح على المنصة، واستخدم مطرقة على شكل مطرقة لضرب الجانب الداخلي للزاوية لزيادة الزاوية، كما هو موضح في الشكل 14ج.
5) تصحيح الجوانب المفردة غير المستوية في الفولاذ ذي الزاوية.
عندما يتعرض الفولاذ ذو الزاوية للتشوه غير المستوي أحادي الجانب، عادةً ما يتم وضع الجانب غير المستوي بشكل مسطح على المنصة ويتم طرقه لتصحيحه. أثناء الطرق، يتم التبديل بين السطح غير المستوي والحافة الرأسية.
6) تصحيح التشوهات المجمعة في الفولاذ ذي الزوايا.
إذا أظهر الفولاذ ذو الزاوية عدة أنواع من التشوهات، بدرجات متفاوتة، قم بتصحيح المناطق ذات التشوه الأكبر أولاً، ثم اعمل تدريجياً على المناطق ذات التشوه الأقل. إذا كان التشوه يتكون من مزيج من عدة أنواع أساسية، فإن تسلسل التصحيح المناسب هو: البدء بالالتواء، ثم الانتقال إلى تصحيح الزاوية، وأخيرًا تصحيح أي انحناء أو تفاوت من جانب واحد.
نظرًا لاحتمالية حدوث تشوه جديد ناتج عن قصور الطرق التصحيحية أو العمليات غير السليمة أثناء عمليات التصحيح المختلفة، فقد تحتاج هذه العملية إلى التكرار عدة مرات لتلبية متطلبات التصحيح.
بالمقارنة مع حديد الزاوية العادي، يتميز حديد الزاوية المصنوع من الألواح بسماكة أرق وصلابة أقل بكثير عند الزوايا المنحنية، مما يجعل حديد الزاوية المصنوع من الألواح أكثر عرضة للتشوه. يُظهر تصحيح تشوهها بوضوح خصائص معالجة الصفائح المعدنية.
1) تصحيح الالتواء في حديد الزوايا المصنوع من الألواح.
أثناء تصحيح الالتواء، نظرًا لأن حديد الزاوية المصنوع من الصفيحة له صلابة التوائية منخفضة، يمكن تحقيق تأثيرات تصحيحية كبيرة لقطع العمل الصغيرة ببساطة عن طريق الالتواء باليد.
عند تطبيق القوة، يجب عمل مشابك مقطع بسيط عند طرفي قطعة العمل الملتوية. نظرًا لأن المشابك لها صلابة معينة، عند تطبيق عزم الدوران، لن يتشوه المقطع العرضي عند طرفي حديد الزاوية المصنوع من الصفيحة. لتصحيح الالتواء في حديد الزاوية الأكثر صلابة المصنوع من الصفيحة، يمكن استخدام الطريقة الموضحة في الشكل 13، حيث يتم تصحيح الالتواء باستخدام مفتاح ربط مثبت على ملزمة مقعد.
نظرًا لأن صلابة حديد الزاوية المصنوع من الألواح أقل من صلابة حديد الزاوية المدلفن على الساخن، فعند تطبيق عزم الدوران، قد تتسبب الإجراءات غير المنسقة في حدوث تشوه جديد في الانحناء، أو حتى تؤدي إلى زعزعة استقرار قطعة العمل، مما يؤدي إلى تشوهات أكثر تعقيدًا.
2) تصحيح الانحناء في حديد الزوايا المصنوع من الألواح.
عندما يتعرض الحديد ذو الزاوية المصنوع من الصفيحة إلى تشوه الانحناء الداخلي، يجب وضع السطح المنحني بشكل مسطح على منصة، ويجب أن يبدأ الطرق من الحافة الداخلية للمنطقة الأكثر انحناءً. ونظرًا لنسبة العرض إلى السُمك الكبيرة نسبيًا وسُمك اللوح الأقل سمكًا، فإن طرق الحافة الداخلية له تأثير تصحيحي أكثر وضوحًا على الانحناء الداخلي. وفي الوقت نفسه، يجب أيضًا تصحيح عدم استواء الحافة العمودية الأخرى بالتناوب حتى يصبح كلا جانبي الصفيحة المصنوعة من حديد الزاوية مستقيمًا، كما هو موضح في الشكل 15 أ.
أ) تصحيح الانحناء الداخلي.
ب) تصحيح الانحناء الخارجي.
عندما يتعرض حديد الزاوية المصنوع من الصفيحة للانحناء للخارج، يجب وضع الساق ذات الانحناء بشكل مسطح على المنصة، ثم يجب وضع كتلة قياس بين الحافة المنحنية وسطح التوقف الرأسي، ويجب استخدام إسفين خشبي لطرق حافة الانحناء الداخلية نحو سطح التوقف الرأسي. يؤدي ذلك إلى تمديد الألياف الطولية عند الانحناء بسبب الطرق مع تطبيق حمل جانبي على الحافة المنحنية مما يتسبب في حدوث انحناء عكسي لتصحيح التشوه.
تجدر الإشارة إلى أن زاوية الوتد الخشبي يجب أن تكون أصغر بنصف درجة من زاوية قطعة العمل. يجب أن يتطابق نصف قطر الوتد مع نصف القطر الداخلي لحديد الزاوية المثنيّ، ويجب أن يكون عرضه 2 إلى 3 أضعاف سمكه، كما هو موضح في الشكل 15 ب.
3) تصحيح التشوه الزاوي في حديد الزوايا المصنوع من الألواح.
عندما يكون التشوه الزاوي لحديد الزاوية المصنوع من الصفيحة كبير جدًا، كما هو موضح في الشكل 16أ، ضع حديد الزاوية مع توجيه فتحته لأعلى على أخدود على شكل حرف V. استخدم الجزء R من إسفين خشبي لدق منطقة R الداخلية لحديد الزاوية بمطرقة على الجزء R الداخلي من حديد الزاوية، مما يقلل الزاوية تدريجيًا. يبدأ الطرق عادةً من أحد الأطراف ويمتد تدريجياً نحو المنتصف. قبل التصحيح، اصنع قالب زاوية للاستخدام المتكرر أثناء العملية.
أ) تقليل الزاوية.
ب) زيادة الزاوية.
لتصحيح التشوهات الزاوية الأكبر في مكاوي الزاوية الأطول المصنوعة من الألواح الحديدية، اتبع الطريقة الموضحة في الشكل 15 ب، ولكن قم بإزالة كتل المباعدة. ضع كلا جانبي حديد الزاوية مقابل سطح المنصة وسطح التوقف الرأسي، وقم بالطرق وفقًا للاتجاه الموضح في الشكل 15 ب لتقليل الزاوية.
عندما يكون التشوه الزاوي لحديد الزاوية المصنوع من الصفيحة صغيرًا جدًا، يمكنك وضع الأسطح الداخلية لحديد الزاوية على قضيب فولاذي مستدير. تحت القوة الخارجية الموضحة في الشكل 16 ب، يميل كلا جانبي حديد الزاوية إلى الدوران حول الرأس، وبالتالي زيادة الزاوية وتحقيق التصحيح.
4) تصحيح التفاوت على جانب واحد من حديد الزاوية المصنوع من الألواح.
يُشار إلى التشوه الناجم عن استطالة أو تقصير خط الانحناء، أو عدم استقرار المستويين بجانب خط الانحناء، بالتشوه غير المتساوي في حديد الزاوية المصنوع من الألواح، كما هو موضح في الشكل 17. يوضح الشكل 17 أ التشوه الناجم عن تقصير خط الانحناء، بينما يوضح الشكل 17 ب التشوه الناجم عن استطالة خط الانحناء.
السمة المشتركة لهذه التشوهات هي أن كلا المستويين من حديد الزاوية المصنوع من الصفيحة يصبحان منحنيين وغير متساويين. أثناء التصحيح، يجب فحص الالتصاق بين المستويين والمنصة أولاً. إذا كان الوسط مجوفًا، فهذا هو التشوه الموضح في الشكل 17 أ؛ وإذا كانت الأطراف مجوفة، فهذا هو التشوه الموضح في الشكل 17 ب.
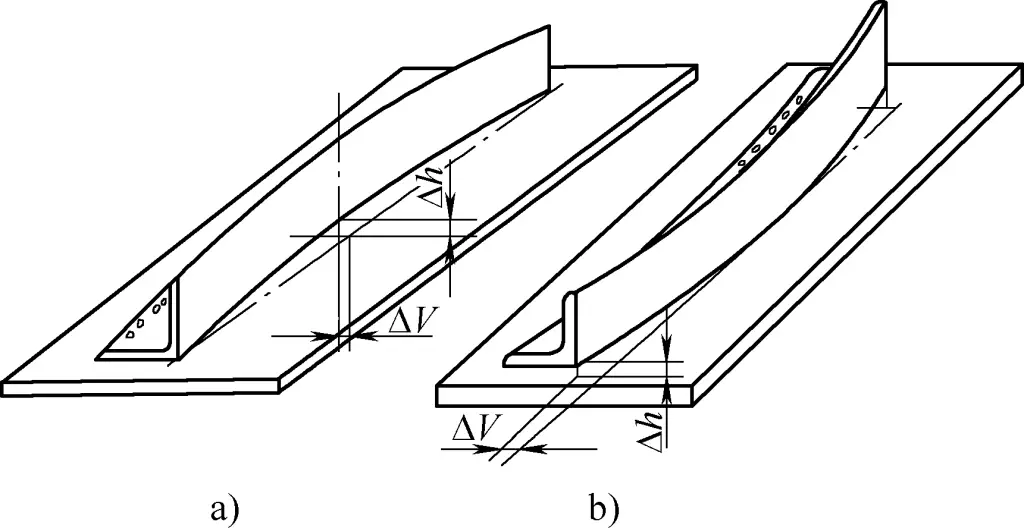
أ) التشوه الناجم عن تقصير خط الانحناء.
ب) التشوه الناجم عن استطالة خط الانحناء.
تتمثل إحدى طرق تصحيح التشوه الداخلي الموضحة في الشكل 17أ في استخدام الطريقة الموضحة في الشكل 15ب لتصحيح الانحناء على كلا الجانبين بالتناوب. وهناك طريقة أخرى وهي استخدام الأخدود على شكل حرف V الموضح في الشكل 16أ، بحيث تكون فتحة الزاوية الحديدية متجهة لأعلى. استخدم إسفينًا خشبيًا أصغر من الزاوية الداخلية للدق على طول خط الانحناء داخل القسم R من حديد الزاوية، مع تمديده تدريجيًا بشكل محوري لتحقيق التصحيح. وهناك طريقة ثالثة تتمثل في إحداث تشوه تقصير في الحافة الخارجية لألياف حديد الزاوية المصنوعة من الصفيحة، مثل استخدام ماكينة انكماش أو تصحيح اللهب.
بالنسبة للتشوه الموضح في الشكل 17 ب، تتمثل طريقة التصحيح الشائعة في دق الحواف الخارجية لكلا الجانبين بالتناوب، مما يتسبب في استطالة ألياف الحافة الخارجية. عندما يُظهر خط الانحناء وألياف الحافة الخارجية نفس التشوه، يصبح حديد الزاوية المصنوع من الصفيحة مسطحًا ومستقيمًا.
وأخيرًا، إذا كانت هناك بقع غير مستوية موضعية على الحافة المثنية يمكنك الضغط برفق على سطح اللوحة على المنصة باليد وتحديد البقع غير المستوية وإزالتها تدريجيًا.
يحدد شكل المقطع العرضي وخصائص الأبعاد للأجزاء المثنية أحادية الحافة قابليتها للتشوه، ولكنه يشير أيضًا إلى أن الأحمال الخارجية الكبيرة ليست ضرورية للمشغل لتحقيق التصحيح.
أثناء التصحيح، من المهم استخدام المشابك المسطحة الصلبة عند تطبيق عزم الدوران، خاصةً بالنسبة للحديد الزاوي المصنوع من الألواح. خلاف ذلك، قد يحدث تشوه في المقطع أو تفاوت موضعي وانحناء عند الطرف المحمل. عند إجراء التصحيح اليدوي، يجب توزيع نقاط الطرق في منطقة التصحيح بالتساوي، ويجب تجنب التركيز المفرط لمنع تصلب المواد الموضعي أو حتى التشقق.
بالإضافة إلى ذلك، عند الطرق بالمطرقة من أجل التصحيح، يجب أن يكون الجانب السفلي من قطعة العمل مدعومًا جيدًا. يُمنع منعًا باتًا تطبيق القوة على جانب واحد فقط من الحافة المستقيمة لحديد الزاوية لتجنب إحداث تفاوت أو التأثير على نتائج الطرق. يجب تطبيق ضربات المطرقة على كلا الجانبين بالتناوب، لمنع تصلب المواد الموضعي والحفاظ على جودة السطح. يجب اختيار نقاط الطرق بعناية ودقة وفعالية بأقل عدد ممكن من نقاط الطرق. يجب أن تكون مادة المطرقة المستخدمة أكثر ليونة من الفولاذ، مثل مطرقة من النحاس أو الألومنيوم أو الخشب الصلب.
يتكون المقطع العرضي لصلب القناة من شبكة وشفتين متماثلتين متصلتين بالشبكة. بالمقارنة مع حديد الزوايا، يكون فولاذ القناة أكثر صلابة بكثير، لذا فإن تصحيحه يتطلب المزيد من الجهد. ومع ذلك، نظرًا لأن المقطع العرضي لصلب القناة متماثل، فإن معالجة تشوهه أسهل قليلاً من معالجة تشوه الحديد ذي الزوايا.
تشمل أنواع التشوه في فولاذ القناة الانحناء الرأسي والانحناء الجانبي والالتواء، كما هو موضح في الشكل 18. ويسمى الانحناء داخل مستوى الشبكة بالانحناء العمودي، بينما يسمى الانحناء في اتجاه الفلنجات بالانحناء الجانبي.
نظرًا لأن بُعد ارتفاع الشبكة أكبر من بُعد عرض الحافة، فإن احتمال حدوث تشوه الانحناء الجانبي في فولاذ القناة أكبر من الانحناء الرأسي. وعلاوة على ذلك، من منظور تصحيح التشوه، فإن التعديل المطلوب للانحناء الرأسي أكبر بكثير من التعديل المطلوب للانحناء الجانبي.
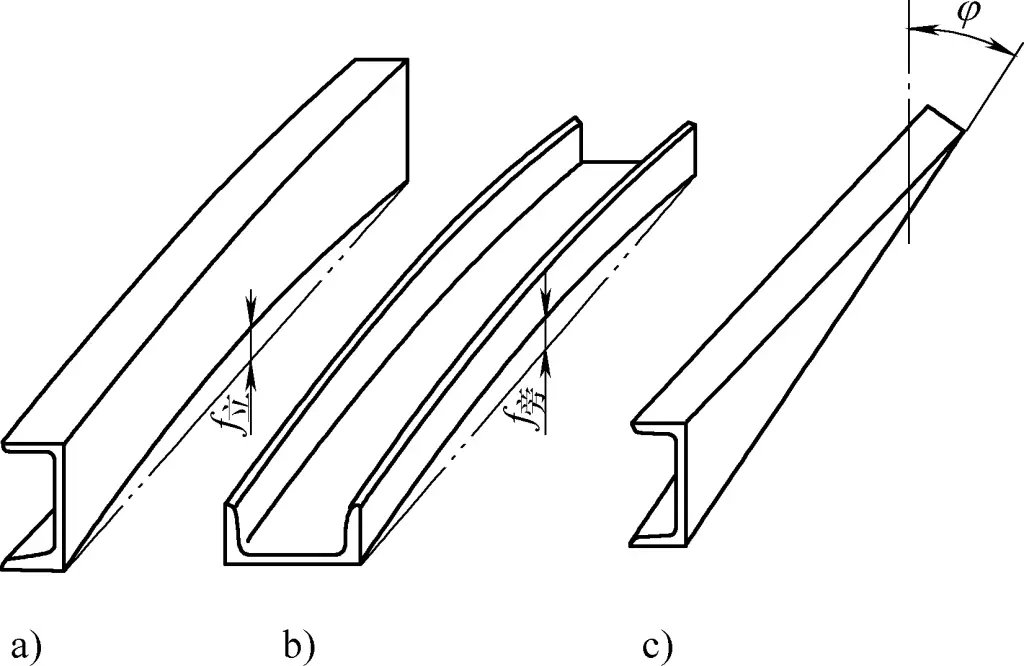
أ) الانحناء العمودي
ب) الانحناء الجانبي
ج) تويست
نظرًا للمتطلبات المادية، فإن التصحيح اليدوي لفولاذ القنوات المشوهة مناسب فقط للأحجام الأصغر، بينما يجب تصحيح فولاذ القنوات الأكبر حجمًا باستخدام الطرق الميكانيكية.
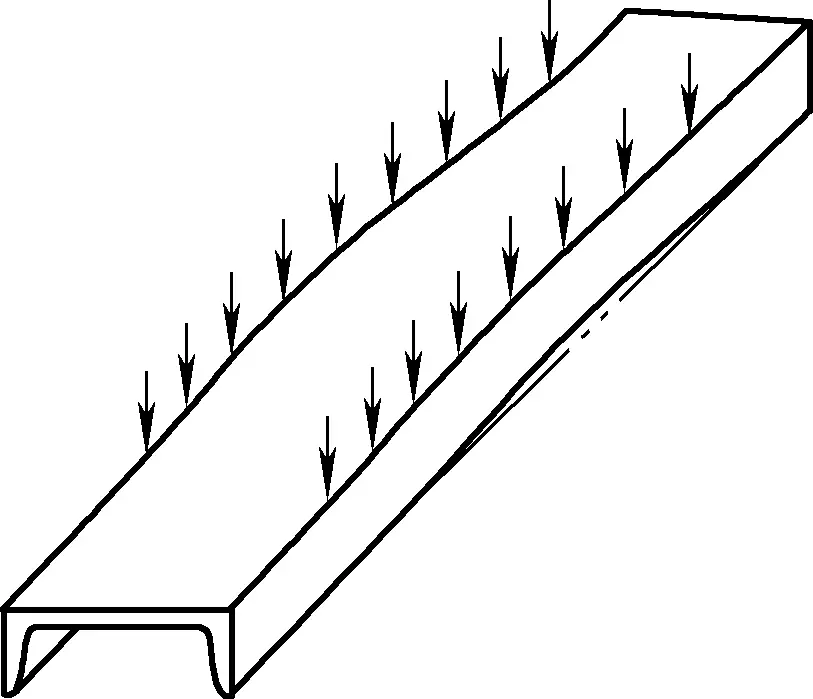
1) تصحيح تشوه الانحناء الرأسي في فولاذ القناة.
عند تصحيح تشوّه الانحناء الرأسي في فولاذ القناة، ضع فولاذ القناة على طاولة تصحيح مؤقتة مكونة من فولاذين دائريين متوازيين من الفولاذ، بحيث يكون الجزء المحدب متجهًا لأعلى. اضرب مستوى الشبكة بمطرقة ثقيلة، كما هو موضح بالأسهم في الشكل 19. يسمح ذلك بانتقال قوة الضرب من الجزء العلوي إلى الجزء السفلي من الشبكة.
يتميز الجمع بين الشبكة والشفة بانتقال مستدير مع صلابة موضعية كبيرة، مما يساعد على منع التشوه الموضعي في الحافة أثناء ضربات المطرقة.
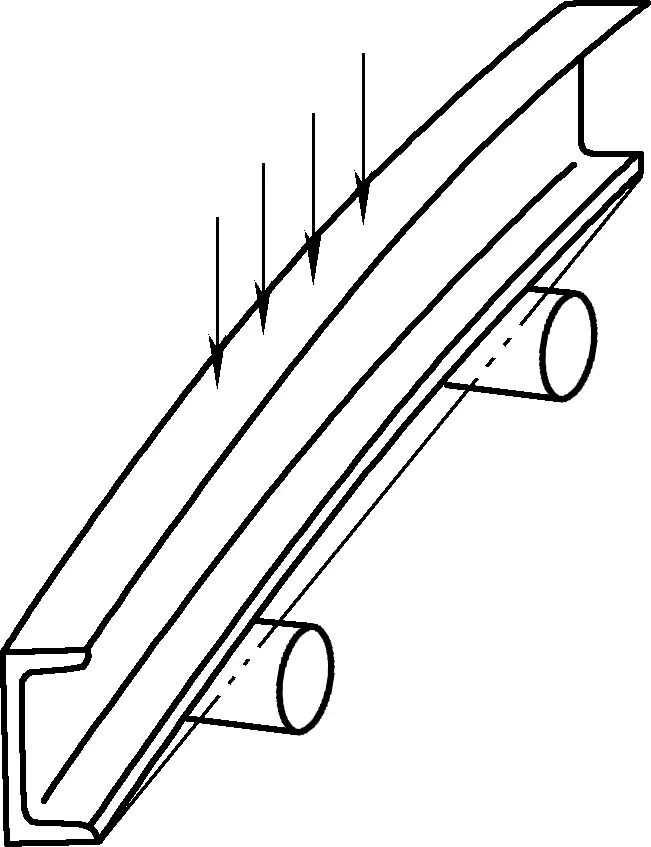
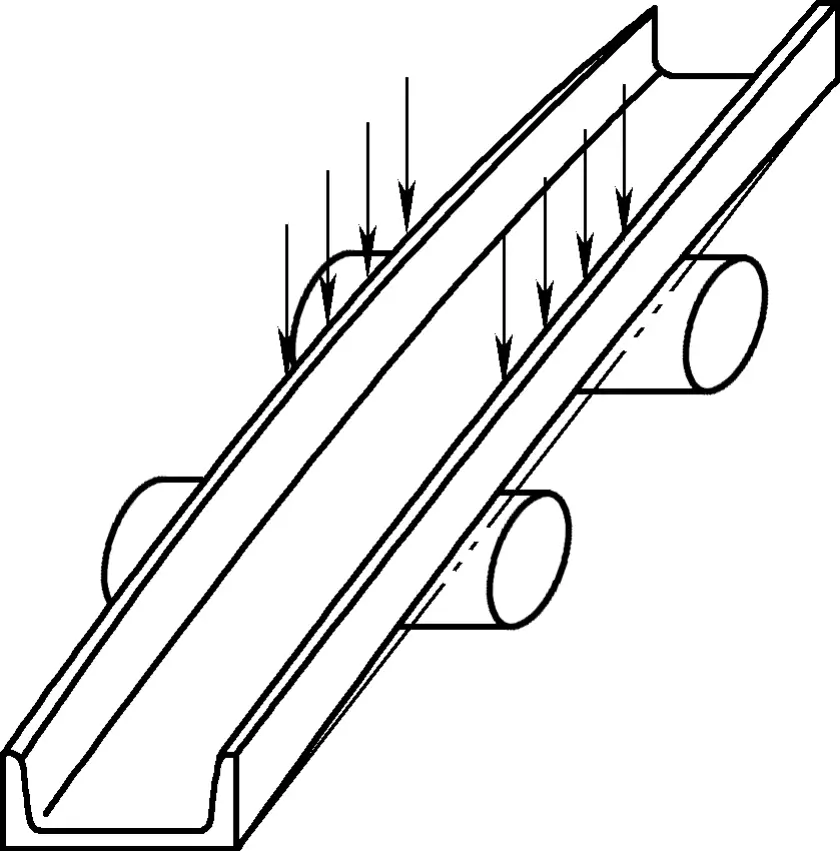
2) تصحيح تشوه الانحناء الجانبي في فولاذ القناة.
يمكن أن يكون الانحناء الجانبي لصلب القناة إما الانحناء للخارج أو الانحناء للداخل. وتتمثل طريقة التصحيح للثني إلى الخارج في وضع الجزء المحدب من الحافة المتجه لأعلى (انظر الشكل 20)، ووضعه على طاولة تصحيح بسيطة مكونة من فولاذين دائريين متوازيين. اضرب الحافة الخارجية لكلا الشفتين بالتناوب وبشكل متناظر بمطرقة ثقيلة. يؤدي ذلك إلى تصحيح تشوه الانحناء الرأسي للفلنجات مما يسهل بدوره تصحيح الانحناء الجانبي في الشبكة، وبالتالي تصحيح الانحناء الخارجي الكلي لصلب القناة.
عندما يكون فولاذ القناة مشوهًا بالانحناء إلى الداخل، ويغطي الانحناء إلى الداخل مقطعًا أطول مع انحناء طفيف، يمكن وضع فولاذ القناة أفقيًا على منصة. اطرق الشبكة على جانبي الشفاه لتصحيح الانحناء الرأسي للشفاه، كما هو موضح في الشكل 21.
قد يكون من الضروري قلب فولاذ القناة، كما هو موضح في الشكل 20، لتصحيح الانحناء العكسي في المناطق الموضعية. بمجرد تصحيح الانحناء الجانبي للفلنجات الجانبي، سيتم أيضًا تصحيح التشوه الكلي لصلب القناة.
إذا كان تشوه الانحناء الداخلي لصلب القناة عبارة عن انتفاخ صغير الحجم ولكنه شديد، يُفضل تصحيح اللهب، حيث إن الطرق المفرط قد يؤدي إلى تشويه المقطع ويؤثر سلبًا على جودة السطح.
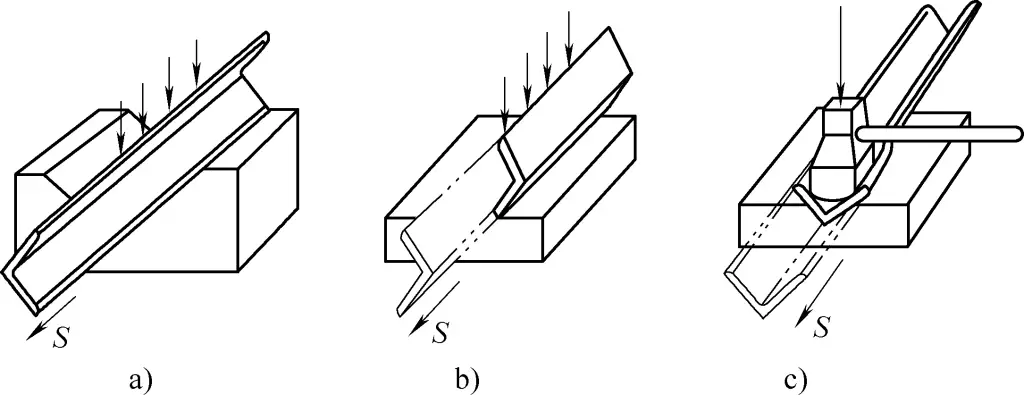
3) تصحيح التشوه الملتوي في فولاذ القناة.
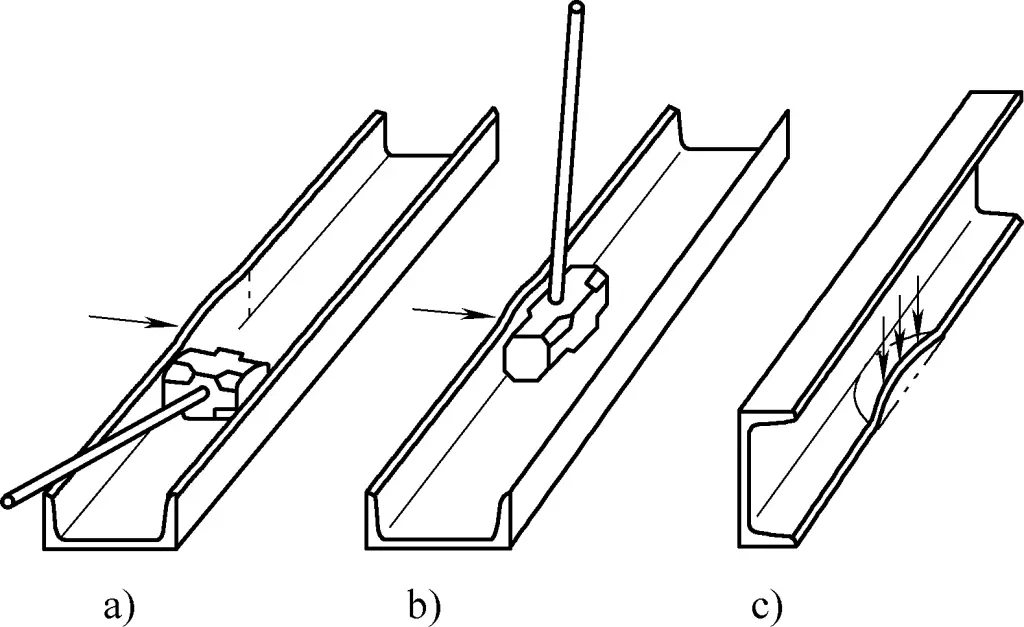
لتصحيح التشوه الملتوي في فولاذ القناة، ضع الفولاذ أولاً بشكل مائل على منصة بحيث يمتد الجزء الملتوي خارج المنصة. ثم، قم بتثبيت فولاذ القناة في مكانه ودق الجانب المرتفع الذي يمتد خارج المنصة للالتواء في الاتجاه العكسي. ومع استمرار الطرق، حرِّك فولاذ القناة أكثر على المنصة (في الاتجاه S الموضح في الشكل 22أ)، ثم اقلبه وكرر العملية حتى يتم استقامته بالكامل.
أ) التصحيح البارد
ب) التصحيح الساخن
غالبًا ما يتم الجمع بين الالتواء في فولاذ القناة مع الانحناء، مما يجعل التصحيح أكثر صعوبة. يوضح الشكل 22 ب التشوه المشترك لكل من الالتواء والانحناء الناجم عن الانحناءات الرأسية غير المتساوية في الشفتين. تتمثل طريقة التصحيح المعتادة في تحديد نقاط تسخين اللهب بأعداد متفاوتة على كلتا الشفتين بناءً على درجة الالتواء. يجب أن تحتوي الشفة ذات التشوه الرأسي الأكبر على نقاط تسخين أكثر، ويجب أن تحتوي الشفة ذات التشوه الأقل على عدد أقل.
أثناء تسخين اللهب، من الأفضل تسخين النقاط على كلتا الشفتين في وقت واحد لإنتاج تشوه تصحيحي متساوٍ. إذا تم اختيار النقاط والتشغيل بشكل صحيح، يمكن تحقيق نتائج تصحيحية مرضية بتسخين واحد. وأخيرًا، يمكن تطبيق التعديل اليدوي لإزالة التشوهات الأصلية تمامًا.
4) تصحيح التشوهات الأخرى في فولاذ القناة.
كما هو مبين في الشكلين 23 أ و23 ب، عندما يظهر تشوه موضعي على شفة فولاذ القناة، يمكن وضع مطرقة ثقيلة على المنطقة المسطحة بالقرب من الجزء المحدب. وبدلاً من ذلك، يمكن وضع مطرقة ثقيلة كاملة أفقياً خلف الجزء المحدب، بينما تقوم مطرقة ثانية بضرب السطح الخارجي للمنطقة المحدبة. يؤدي ذلك إلى ضغط الألياف المثنية وتقويمها وتسطيح الحافة.
أ) وضع المطرقة بشكل عمودي على الحافة
ب) وضع المطرقة بشكل أفقي على الحافة
ج) تصحيح الحافة المقعرة
إذا كان هناك انخفاض موضعي في الحافة، فيمكن وضع الحافة بشكل مسطح مع وضع الجانب المشوه مقابل المنصة. اطرق الجزء المرتفع من المنخفض لإزالة النتوء الموضعي (كما هو موضح في الشكل 23 ج). إذا كان الانخفاض إلى الداخل، وكان الطرق بالمطرقة صعبًا، استخدم أداة مناسبة مثل السندان أو أداة طويلة أخرى لتطبيق القوة بشكل غير مباشر على الجزء المرتفع لتسطيح التشوه.
يتألف المقطع العرضي لصلب القناة من شبكة عريضة نسبيًا وشفتين موزعتين بشكل متماثل بالنسبة للشبكة. ويكمن مفتاح تصحيح تشوه الانحناء الرأسي في تصحيح الانحناء الرأسي للشبكة، بينما يكمن مفتاح تصحيح تشوه الانحناء الجانبي في تصحيح الانحناء الرأسي لكلا الشفتين. يؤدي الانحناء الرأسي غير المتساوي في الشفتين إلى التواء فولاذ القناة. يجب أن يعتمد أي تحليل لتشوه فولاذ القناة واختيار خطة التصحيح على هذا الفهم.
بما أن عرض الفلنجات أقل بكثير من عرض الشبكة، فإن صلابة الانحناء الصغيرة في اتجاه عرض الفلنجات تعني أن تشوه الانحناء الجانبي أكثر احتمالاً للحدوث. وفي الوقت نفسه، وبسبب الصلابة المنخفضة، يكون تصحيح تشوه الانحناء الجانبي أسهل نسبيًا. بالنسبة لأي تشوه معقد في فولاذ القناة، يجب أن يكون تسلسل التصحيح: الالتواء ← الانحناء العمودي ← الانحناء الجانبي.
عند تصحيح فولاذ القناة، لاحظ أنه نظرًا لأن سُمك حواف الحواف صغير نسبيًا، وقوة الحافتين ذات الزاوية اليمنى أقل أيضًا، فقد يتسبب الطرق الموازي لسطح الحافة في حدوث تلف موضعي بسبب صغر مساحة التلامس.
ولذلك، عند استخدام القوة على هذه المناطق، من الأفضل استخدام سندان بعرض مناسب أو استخدام مطرقة تشكيل مناسبة، مع ضمان عدم ملامسة الحواف والحواف للمطرقة مباشرةً. يؤدي ذلك إلى توزيع القوة بالتساوي، مما يقلل من الضغط الانضغاطي وتجنب علامات المطرقة. يجب تجنب الطرق مباشرة على الأجزاء المجهدة.
تُسمى المكونات المصنوعة من مواد صفائح رقيقة مضغوطة لتشكيل هيكل يشبه الإطار بخصائص ميكانيكية معينة على مستوى واحد مكونات من نوع اللوح الإطاري. استنادًا إلى شكلها، يمكن تصنيف مكونات الألواح الإطارية إلى أنواع شبيهة بالشريط أو شبيهة بالحلقة أو ضلع الإطار. المكونات الرئيسية لأجزاء الألواح الإطارية هي الشبكة والحافة.
نظرًا لاختلاف عمليات التشكيل، وخاصة طرق التشكيل المختلفة للحافة، تختلف استطالة ألياف المادة وانكماشها، مما يؤدي إلى تشوهات مختلفة في المكونات من نوع اللوح الإطار.
على سبيل المثال، قد تُظهر مكونات الإطار الشريطي انحناءً وتفاوتًا في مستوى الشبكة، والتواءً، إلى جانب زيادة ارتداد زاوية الحافة. قد تُظهر مكونات الإطار الحلقي التواءً في الشبكة وزيادة ارتداد زاوية الحافة. قد تُظهر مكونات الإطار الضلعي (أو صفيحة الإطار الكبيرة) عدم استواء في الشبكة (التواء وشكل حافة غير دقيق).
تنتمي المكونات من نوع اللوحة إلى أجزاء تشكيل الألواح الرقيقة. نظرًا لأنها منتجات ذات ألواح رقيقة، فإن صلابتها المحلية صغيرة. بشكل عام، بالنسبة للتشوه المحلي للمكونات من نوع اللوحة، يمكن تصحيح التشوه مباشرة، ولكن بالنسبة لبعض التشوهات الأكبر، يلزم إجراء تحليل شامل للأجزاء المرتبطة بها للعثور على السبب.
1) عمليات التصحيح لمكونات اللوحة من النوع الشريطي.
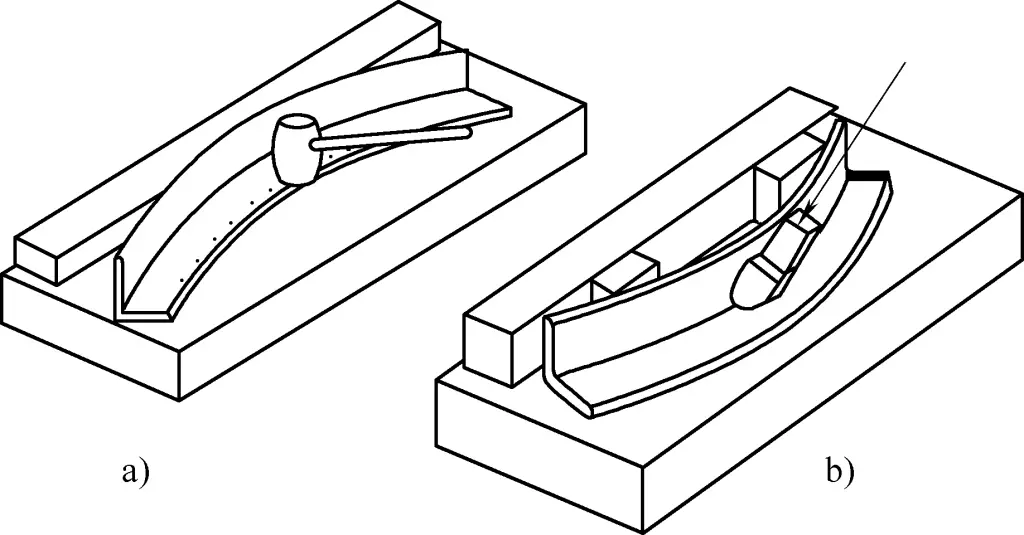
كما هو موضح في الشكل 24، يوضح الشكل 24 تشوه وتصحيح مكونات اللوحة الشريطية. عندما تكون اللوحة الشريطية ذات انحناء كبير جدًا (أي أن نصف قطر القوس صغير جدًا) (انظر الشكل 24 أ)، تتمثل طريقة التصحيح في وضع شبكة اللوحة الشريطية بشكل مسطح على منصة واستخدام شريط بنسبة عرض إلى سمك معينة للضرب على طول خط ثني الحافة الداخلية للوحة بشكل متساوٍ، وبالتالي تمديد الألياف بالقرب من الحافة الداخلية وتقليل الانحناء.
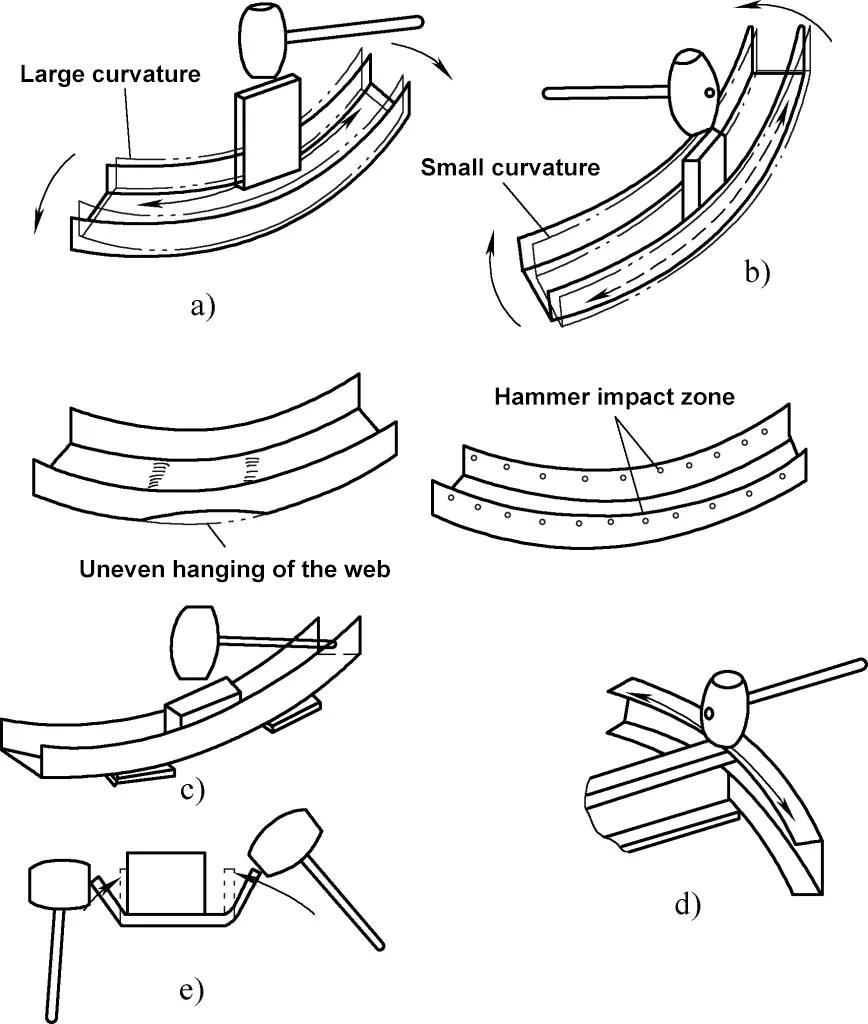
أ) تصحيح الانحناء المنخفض
ب) تصحيح الانحناء المتزايد
ج) تصحيح مركز الويب الذي يتم تعليقه في الجو
د) تصحيح اعوجاج طرف الشبكة
ه) تصحيح زاوية الانحناء
عندما يكون انحناء اللوح الشريطي صغيرًا جدًا (أي أن نصف قطر القوس كبير جدًا) (انظر الشكل 24 ب)، فإن طريقة التصحيح هي وضع شبكة اللوح الشريطي بشكل مسطح على منصة واستخدام شريط من نفس النوع للضرب على طول خط ثني الحافة الخارجية للوح بشكل متساوٍ، مما يؤدي إلى تمديد الألياف بالقرب من الحافة الخارجية وبالتالي زيادة الانحناء.
عندما تكون اللوحة الشريطية مشوهة في منطقة الويب المعلقة محليًا (انظر الشكل 24 ج)، يجب وضع شبكة اللوحة بشكل مسطح على منصة، ويجب وضع ألواح رقيقة على طرفي المنطقة المشوهة. يجب وضع كتلة أضيق من عرض الحافة الداخلية على المنطقة المشوهة بحيث تكون جوانب الكتلة محكم الإحكام على كلا حافتي اللوح. استخدم مطرقة للضرب بمطرقة لتسوية الحواف المرتفعة، ثم قم بإزالة الألواح الرقيقة واستمر في استخدام الكتلة والمطرقة لإزالة التفاوت في الشبكة.
عند اعوجاج نهاية اللوحة الشريطية مما يتسبب في عدم استواء الشبكة (انظر الشكل 24 د)، يمكنك وضع دعامات تحت الجوانب الداخلية لكلا حافتي اللوحة الشريطية. اضرب بشكل متساوٍ على طول خط الحواف لتمديد الألياف، وبالتالي تصحيح تسطيح الشبكة.
عندما يكون للوحة الشريط تشوه نابض إلى الخلف في زاوية الانحناء (انظر الشكل 24 هـ)، استخدم مطرقة لضرب الحافة التي زادت فيها زاوية التشوه مباشرة، أو استخدم كتلة مثبتة على خط انحناء اللوحة، واضغط على طول الحواف الخارجية وجذور خط الانحناء. سيؤدي ذلك إلى الضغط على الحواف المشوهة مقابل الكتلة لتحقيق تصحيح الزاوية.
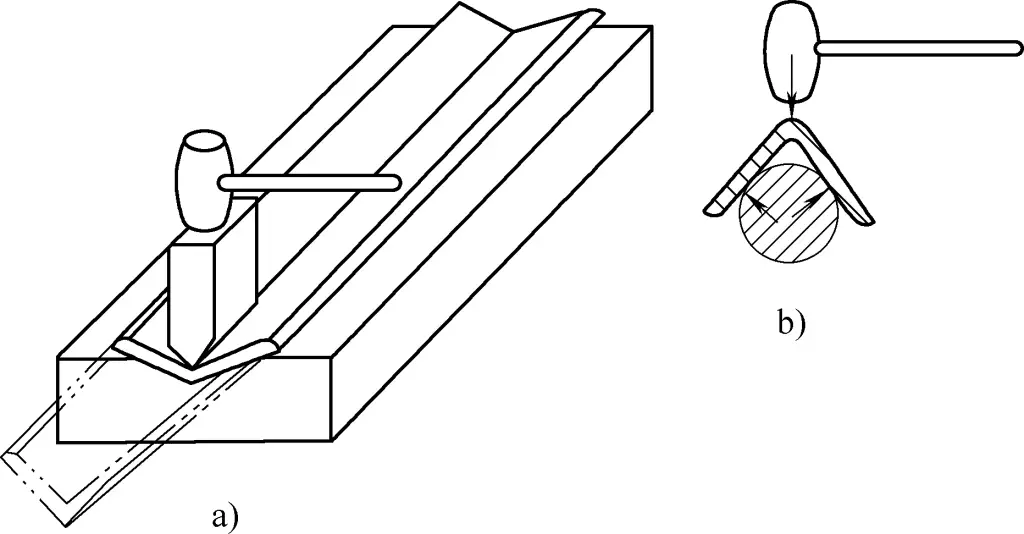
2) عمليات تصحيح مكونات اللوحة من النوع الحلقي.
نظرًا لأن لوحة حافة اللوحة الحلقية عبارة عن هيكل صفيحة رقيقة مغلقة متعامدة على الشبكة، فإنها تشكل هيكلًا ذا صلابة كبيرة مع الشبكة. إن أي تشوه أو توزيع إجهاد في أحد الأجزاء سيؤثر حتمًا على توزيع الإجهاد في الأجزاء الأخرى، مما قد يسبب تشوهات.
عندما يكون في شبكة اللوحة الحلقية تشوّه في تشوّه الحافة حيث يكون كلا الجانبين مرتفعًا (انظر الشكل 25 أ)، فإن طريقة التصحيح هي وضع الجانب المقعر المتجه لأسفل على حافة المنصة. أمسك الجانب الأيسر من اللوحة لأسفل بيدك اليسرى واضغط على الجانب الأيمن لأسفل بيدك اليمنى، مع ثني حافة اللوحة وتسطيح الشبكة. ثم، اقلب اللوح بحيث يكون الجانب المقعر متجهًا لأعلى، ومع ملامسة الشبكة للمنصة (كما هو موضح في الشكل 25 ب)، استخدم كتلة للضرب على طول الحواف الداخلية لخط الثني، خاصةً عند الوصلات على اليسار واليمين، للتخلص من إجهاد القص وإجهاد الشد وزيادة إجهاد الضغط بالقرب من خط الثني.
بعد تصحيح الشبكة، يجب عليك أيضًا ضبط الوصلات على جانبي لوحة الحافة بشكل مناسب، مما يقلل من أي إجهاد شد متبقي في المناطق المشوهة بعد التصحيح.
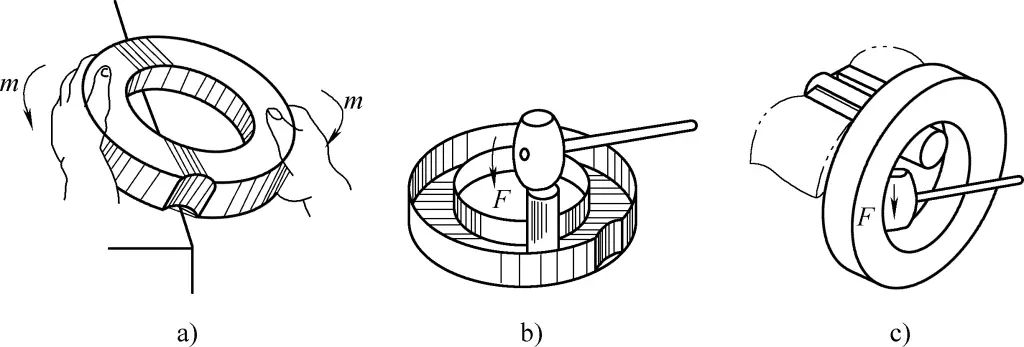
أ) التصحيح اليدوي لاعوجاج الشبكة
ب) تصحيح المطرقة
ج) تصحيح اللوحة الحلقية الداخلية
عندما تتجاوز الحواف الداخلية والخارجية للوحة الحلقية الشكل المطلوب (انظر الشكل 25 ج)، قم بتثبيت الجزء الخشبي المنحني في منجلة، وعلّق الجزء أسفل الشكل الخارجي للمكون، وقم بمطرقة المنطقة المشوهة لتحقيق تصحيح الشكل. بدلاً من ذلك، كما هو موضح في الشكل 25 ب، يمكنك قلب الجانب المقعر لأعلى وضبط زوايا الحافة (كما هو موضح في الشكل 24 هـ) لتحقيق تعديل الشكل.
3) عمليات التصحيح لمكونات اللوحة الكبيرة.
كما هو موضح في الشكل 26، تُظهر مكونات الألواح الكبيرة (وتسمى أيضًا الألواح من نوع الإطار) ميزات مثل الحواف ذات الحواف وثقوب التسليح وتجاويف التقوية التي تعزز الصلابة المستوية. كما تحتوي الألواح ذات الحواف أيضًا على قواطع هيكلية ومناطق غائرة لاستيعاب الأجزاء الموصلة.
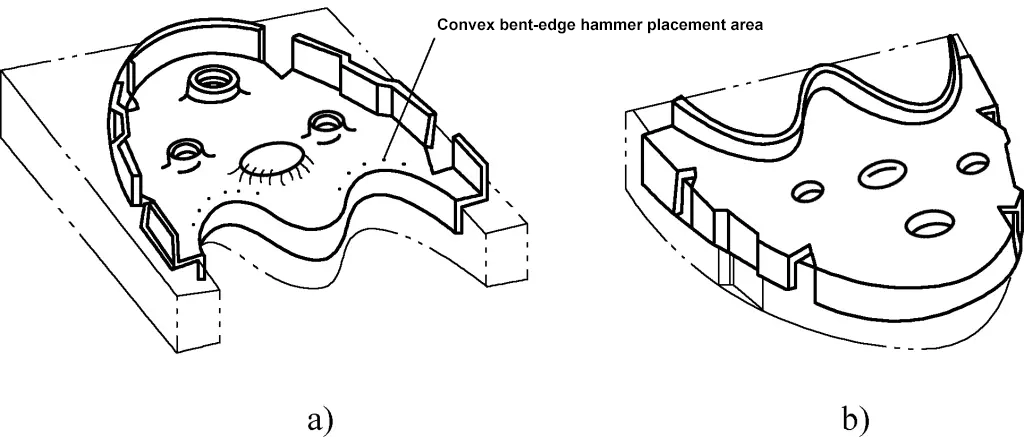
أ) المنظر الأمامي
ب) المنظر الخلفي
بالنسبة لمثل هذه المكونات الهيكلية المعقدة، تحدث حتمًا اعوجاجات مختلفة وتشوهات غير متساوية بعد المعالجة الحرارية. التشوهات الشائعة هي الحواف المثنية المسترخية والممتدة عند القواطع، والانكماش والشد حول فتحات التسليح، والرخاوة حول الثقوب المسطحة، والالتواء المستوي، وزيادة انحناء الحواف المثنية المقعرة.
تتم عملية التصحيح لمكونات الألواح الكبيرة على النحو التالي: ضع المكوّن المشوّه (انظر الشكل 26أ) على قالب بعد المعالجة الحرارية. أولاً، استخدم الأشرطة المطاطية لضرب الشبكة حول المناطق المسطحة لجعلها تتوافق بشكل عام مع القالب.
استخدم مطرقة معدنية غير حديدية أو مطرقة من الخشب الصلب للطرق على قاعدة تجاويف التسليح وثقوب التفتيح (استخدم كتلة للطرق على هذه المناطق لمنع حدوث تلف). الغرض من الطرق هو تخفيف إجهاد الشد وزيادة الضغط الانضغاطي. ثم اقلب المكوِّن وضعه على قالب آخر بحيث يكون ظهره لأعلى (انظر الشكل 26ب)، حيث ستستخدم نفس المطرقة أو المطرقة للضرب حول قواعد تجاويف التسليح وثقوب التفتيح أو استخدم كتلة معدنية غير حديدية للضغط على هذه المناطق.
استخدم أشرطة مطاطية للنقر باستمرار على الشبكة لتسطيح أي تفاوت. إذا ظهر على الشبكة علامات انتفاخ أو التواء، فقم بتصحيحها كما تفعل مع الصفيحة المسطحة. نظرًا لأن استطالة المادة عند الحافة المقعرة المنحنية أثناء التشفيه هي الأكبر، ضع المكون مرة أخرى على القالب (كما هو موضح في الشكل 26أ) واطرق الحافة المقعرة المنحنية بالتساوي حتى تسترخي المادة وتتطابق مع القالب.
العناصر الهيكلية الرئيسية للوح هي الشبكة وألواح الحواف. بغض النظر عن أي هياكل محلية على الشبكة (مثل الفتحات المسطحة أو فتحات التسليح أو ميزات التشكيل المحلية)، يجب أن يظل جانب واحد على الأقل من الشبكة مسطحًا. وبغض النظر عن أي قواطع أو تشكيلات موضعية على لوحة الحافة، يجب أن تكون لوحة الحافة عمودية دائمًا على مستوى الشبكة. لذلك، يجب إجراء جميع التصحيحات على منصة.
بالنسبة لمكونات الألواح الكبيرة والأكثر تعقيدًا، يجب استخدام القوالب للتصحيح لضمان أن يكون شكل المكوّن أقرب ما يمكن إلى الشكل الصحيح. التصحيح بدون قالب ممنوع منعًا باتًا، حيث أن التصحيحات المفرطة غير الفعالة يمكن أن تؤدي إلى تفاقم التشوه، مما يؤدي إلى تشوه لا يمكن إصلاحه.
عند تصحيح مكونات اللوحة الأبسط، يجب أن تظل الشبكة دائمًا مسطحة على سطح المنصة. عند طرق ألياف الويب أو خطوط الثني، يجب استخدام المنصة كقاعدة صلبة. يجب أن تكون المنطقة التي يتم دقّها مدعومة بإحكام - ويُحظر تمامًا الطرق بدون دعم، لأن ذلك قد لا يؤدي فقط إلى تعديل طول الألياف بل قد يؤدي أيضًا إلى إحداث تفاوت جديد.
أثناء تصحيح الأسطح المسطحة الكبيرة، يجب وضع الجانب المسطح مقابل القالب أو المنصة، بحيث يكون الجانب غير المستوي متجهًا لأعلى. وهذا يسهل تطبيق الشريط المطاطي للتسوية. وفي الوقت نفسه، يجب أن يكون الجزء المصحح من الشبكة ملامسًا لمستوى القالب وليس معلقًا، لتسهيل استخدام المطرقة ومنع تكون انبعاجات جديدة بسبب تطبيق الشريط المطاطي. عندما تكون المنطقة التي يتم ضربها صغيرة أو تتطلب دقة أكبر، يمكن استخدام كتلة إسفينية لاستهداف المنطقة.
بالنسبة لتشوهات الاعوجاج الكبيرة لألواح الإطار، يمكن تطبيق عزم الدوران في الاتجاه المعاكس للتشوه لتقليل مستوى التشوه الأصلي. بعد ذلك، يمكن استخدام الطرق بالمطرقة للتصحيح الدقيق حتى تتوافق مع مواصفات الرسم.
لضمان الجودة الخارجية ودقة الشكل الخارجي للوحة الإطار، تجنب استخدام المطارق أو الكتل المصنوعة من مواد صلبة في اتصال مباشر مع سطح قطعة العمل لمنع ترك علامات. بالنسبة لوصلات حافة الوصلة بين الوصلة الشبكية والإطار التي يصعب تطبيق القوى الخارجية عليها، يجب استخدام كتل أو أدوات أكثر ليونة مصممة لتناسب الكفاف لتطبيق القوة غير المباشرة. وهذا يمنع عدم الدقة في تطبيق القوة أو التداخل المتبادل بين الأجزاء من الإضرار بنتيجة التصحيح.


