
كيفية حساب وزن الصفائح المعدنية: المعادلات الأساسية
هل تساءلت يومًا عن كيفية حساب وزن الصفائح المعدنية بسرعة؟ تكشف هذه المقالة النقاب عن معادلة بسيطة تأخذ...
تخيل أنك تحاول تثبيت قطعتين من المعدن معاً بدون لحام أو غراء. كيف يتم ذلك؟ يغوص هذا المقال في العالم الرائع لتقنيات ربط الصفائح المعدنية، مستكشفًا طرقًا مثل الوصلات اللولبية، والتثبيت، واللحام الموضعي. تعرّف على كيفية عمل كل تقنية، ومزاياها، ومتى تستخدمها. سواءً كنت مهندسًا أو متحمسًا للعمل اليدوي، ستكتشف رؤى عملية لتحسين مشاريعك في مجال تشغيل المعادن. استعد لإتقان فن توصيل الصفائح المعدنية بدقة وكفاءة.

في الوقت الحالي، تستخدم شركتنا في المقام الأول مكونات الصفائح المعدنية كهيكل رئيسي. لقد قمنا بتلخيص طرق التوصيل الشائعة ومواصفات أجزاء الصفائح المعدنية لتسهيل مرجع التصميم وتحسين الكفاءة. تشمل طرق التوصيل الرئيسية لأجزاء الصفائح المعدنية ما يلي:
1. التوصيل بالبراغي 2. التثبيت بالسحب 3. التثبيت بمسامير السحب 4. التوصيل بالخطاف والفتحة 5. اللحام الموضعي 6. التوصيل بالمفصلة 7. التثبيت بمسامير التكس
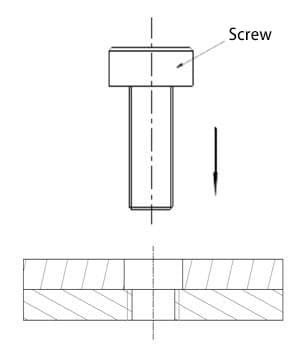
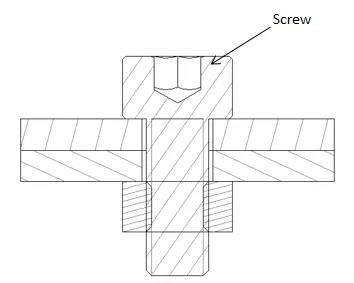
المبدأ: في الجزأين المتصلين، يحتوي أحد الجزأين على ثقب ملولب، ويحتوي الجزء الآخر على ثقب خلالي مقابل. وأخيرًا، يتم توصيلهما باستخدام برغي (كما هو موضح في الشكل 1)؛ أو يكون لكلا الجزأين ثقوب من خلال ثقوب ويتم توصيلهما باستخدام مسمار وصامولة (كما هو موضح في الشكل 2).
المزايا:
يمكن تجميعها وتفكيكها عدة مرات، ومن السهل نسبيًا تجميعها وتفكيكها.
العيوب:
1. قد تنشأ مشاكل في الجودة، مثل رداءة جودة البراغي، وصعوبات في ضمان جودة ثقوب الثقب والخيوط، وانزلاق الخيوط مما يؤدي إلى رفض الجزء أو ارتخاء البرغي، وغيرها من المشاكل المحتملة.
2. عدد البراغي مرتفع نسبيًا، مما يتطلب المزيد من القوى العاملة، مما يؤدي إلى ارتفاع التكاليف وانخفاض الكفاءة.
النطاق المطبق:
وصلات الأجزاء في الماكينات التي تتطلب التفكيك (مثل الثقب الملولب على ضلع تقوية KCPLUS المتصل بالهوائي).
الطرق الشائعة:
1- براغي ذاتية التثبيت
2- وصلة نقر + وصلة لولبية
3- مسمار مبرشم/صامولة مثبتة + برغي
4- برغي + صامولة
المبدأ:
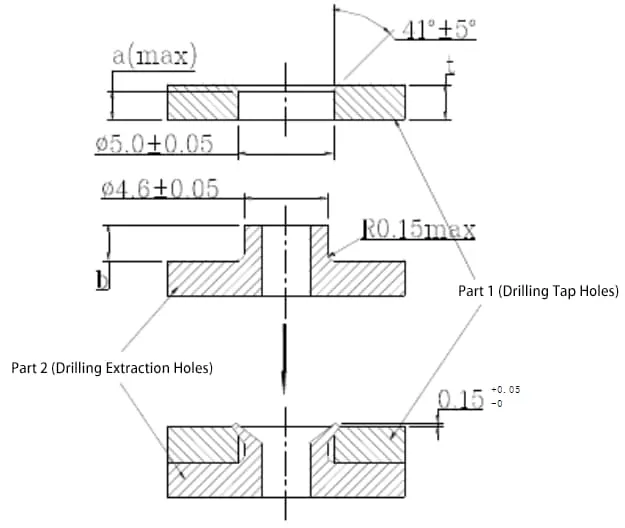
كما هو موضح في الشكل 3، يتم مطابقة الجزء 1 (بفتحة مثقوبة) والجزء 2 (بفتحة مسحوبة). يتم استخدام قالب لتوسيع الثقب المسحوب، وملء ثقب الزاوية للفتحة المثقوبة، وبالتالي ربط الجزأين في وحدة واحدة.
المزايا:
1. لا حاجة لإضافة أجزاء، مما يؤدي إلى قوة تثبيت عالية.
2- كفاءة إنتاج عالية عند استخدام قالب للتثبيت.
العيوب:
1. من الصعب ضمان الجودة.
2- إنه اتصال لمرة واحدة ولا يمكن تفكيكه.
النطاق المطبق:
1. وصلات الأجزاء المختومة التي لا تتطلب التفكيك.
2. الوصلات داخل الجزء المختوم نفسه.
المواصفات:
ترتبط مواصفات التثبيت بالثقب بسماكة المادة للجزء ذي الثقب المثقوب (مثل الجزء 1 في الشكل 3). سمك المواد المختلفة لها مواصفات مختلفة. فيما يلي المواصفات بناءً على سُمك المادة للجزء ذي الثقب المثقوب (0.9، 1.2، 1.5 مم)، كما هو موضح في الجدول 1. للاطلاع على أبعاد المواصفات التفصيلية، راجع الشكل 3.
| سُمك المادة (مم) المعلمات (مم) | 0.9 | 1.2 | 1.5 |
| أ-ماكس | 0.5 | 0.8 | 1 |
| b | 1.5 | 1.7 | 2 |
المبدأ:
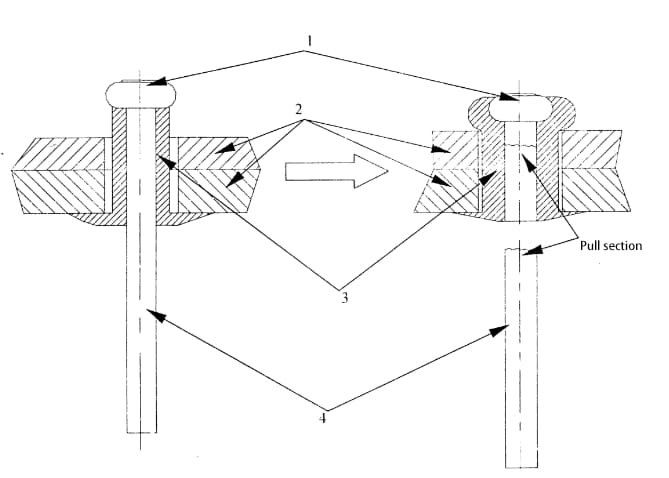
كما هو موضح في الشكل 4، أدخل البرشام في الفتحات المقابلة للجزأين، واستخدم مسدس البرشام لسحب قضيب السحب 4 (حتى ينكسر)، يتحرك الرأس 1 من القضيب إلى أسفل، مما يتسبب في تمدد غلاف البرشام الخارجي 3 إلى الخارج، أكبر من قطر الثقب، وبالتالي تحقيق الغرض من توصيل الجزأين.
المزايا:
1- تحتاج فقط إلى إنشاء ثقوب برشام على الأجزاء، هيكل بسيط. 2-جودة اتصال جيدة. 3- (لأنه يمكن إكمال عملية التثبيت من قبل المورد)، تكلفة عمالة منخفضة.
العيوب:
1- بعد التوصيل، يكون للرأس ارتفاع معين، ولا يمكن أن يكون الجزء الخلفي من سطح التوصيل مسطحًا تمامًا.
2- التفكيك غير مريح بعد التوصيل.
نطاق التطبيق:
تستخدم بشكل أساسي لتوصيل الأجزاء المختومة ووصلات المكونات غير القابلة للإزالة.
المواصفات:
تنقسم المسامير إلى نوعين: المسامير ذات الرأس المسطح والمسامير ذات الرأس الغاطس (كما هو موضح في الشكل 5). تُستخدم مسامير البرشام ذات الرأس المسطح بشكل أساسي للأسطح ذات المتطلبات العالية حيث يجب ألا تكون هناك وصلات بارزة. يتم تضمين الرأس المسطح للمسمار في فتحة غاطسة بزاوية 120 درجة على الجزء المختوم، مع الحفاظ على الرأس متدفقًا مع السطح. بعض معلمات مواصفات البرشام وثقب البرشام موضحة في الجدول 2.
الجدول 2: مواصفات البرشام وثقب البرشام
| أنواع البرشام | D | قطر فتحة البرشام | سُمك البرشام | L | H | P | M | قوة القص | قوة الشد | ||
| رأس غاطسة | رأس مسطح | رأس غاطسة | رأس مسطح | القوة القصوى (N) | |||||||
| برشام سحب برشام السحب الأساسي المصنوع من سبائك الألومنيوم الصلب | 2.4 | 2.5 | 1.0~3.2 | 1.6~3.2 | 5. 7 | 4.8 | 0.7 | 0.8 | 1.42 | 490 | 735 |
| 3.2~4.8 | 3.2~4.8 | 7. 3 | |||||||||
| 4.8~6.4 | 4.8~6.4 | 8. 9 | |||||||||
| 3 | 3.1 | 1.0~3.2 | 1.6~3.2 | 6.3 | 6 | 0.9 | 1.0 | 1.83 | 735 | 1180 | |
| 3.2~4.8 | 3.2~4.8 | 8. 0 | |||||||||
| 4.8~6.4 | 4.8~6.4 | 9.8 | |||||||||
| 3.2 | 3.3 | 1.6~3.2 | 1.6~3.2 | 6.3 | 6.4 | 0.9 | 1.1 | 1.83 | 930 | 1420 | |
| 3.2~4.8 | 3.2~4.8 | 8 | |||||||||
| 4.8~6.4 | 4.8~6.4 | 9.8 | |||||||||
| 4 | 4.1 | 1.2~3.2 | 1.6~3.2 | 6. 9 | 8 | 1.2 | 1.4 | 2.28 | 1470 | 2210 | |
| 3.2~4.8 | 3.2~4.8 | 8.6 | |||||||||
| 4.8~6.4 | 4.8~6.4 | 10.4 | |||||||||
| 4.8 | 4.9 | 1.6~3.2 | 2.3~3.2 | 6.9 | 9.6 | 1.4 | 1.6 | 2.64 | 2260 | 3240 | |
| 3.2~4.8 | 3.2~4.8 | 9.3 | |||||||||
| 4.8~6.4 | 4.8~6.4 | 11.1 | |||||||||
ملاحظة:
1. باستثناء موضع غطاء القوة الحدية وهو نيوتن (N). مواضع الغطاء المتبقية بالملليمتر (مم).
2. وترد مواضع الحجم الموضحة في الجدول في الشكل 5
المبدأ:
ينقسم اللحام النقطي بشكل عام إلى فئتين: اللحام النقطي على الوجهين واللحام النقطي أحادي الجانب. في اللحام النقطي على الوجهين، تقوم الأقطاب الكهربائية بتغذية الطاقة إلى نقطة اللحام من كلا جانبي قطعة العمل. طريقة اللحام النقطي على الوجهين النموذجية هي الأكثر استخدامًا، حيث توجد انطباعات أقطاب كهربائية على جانبي قطعة العمل.
يمكن أن يؤدي استخدام صفيحة موصلة بمساحة لحام كبيرة كقطب كهربائي سفلي إلى إزالة أو تقليل الانطباعات على قطعة العمل السفلية.
المزايا:
1. يوفر اللحام النقطي تثبيتًا آمنًا، ويتم إنجازه بواسطة الموردين، وهو سريع واقتصادي;
2. لا تتطلب الأجزاء هياكل معقدة.
العيوب:
لها متطلبات معينة لشكل الأجزاء. وينبغي النظر في هذه المسألة بعناية أثناء مرحلة التصميم، ويمكن النظر في هذه الطريقة لتوصيل الأجزاء الكبيرة ذات المساحة الواسعة.
الخصائص:
تخدم طريقة تشابك الخطاف والفتحة بشكل عام وظيفة التموضع المسبق ولا يمكنها تثبيت الأجزاء مباشرةً. تُستخدم عادةً مع براغي التثبيت والمسامير اللولبية والمسامير وغيرها من طرق التثبيت الأخرى.
الوصف الهيكلي:
يتضمن هيكل الوصلة المتشابكة ذات الخطاف والفتحة خطافات وفتحات. في أشكال الخطافات المدرجة في الشكل 6 (أ) و(ب) أدناه، لا تتوافق الخطافات والفتحات بشكل واحد لواحد. يمكن إقرانهم بطريقة متناوبة حسب الحاجة. يُستخدم شكل الخطاف المدرج في الشكل 6 (ب) للوصلات التي لا تتطلب تثبيتًا قويًا جدًا.
المواصفات: نظرًا للوضع الأقل أمانًا نسبيًا الذي توفره طريقة الخطاف والفتحة المتشابكة، واستخدامها الشائع مع طرق التوصيل الأخرى، فإن مواصفاتها المحددة مرنة وقابلة للتكيف، مع وجود التركيب المتطلبات. يمكن الرجوع إلى المواصفات الموضحة في الشكل 7 أثناء التصميم وهي مناسبة لأشكال مختلفة من الوصلات المتشابكة ذات الخطاف والفتحة.
W2 = 6.0 مم أو 10.0 مم (عادةً 6.0 للأجزاء الأصغر حجمًا، و10.0 للأجزاء الأكبر حجمًا)، W1 = W2 + 0.3، B1 = W2 + 3.0، T1 = السُمك المراد تثبيته، T2 = T1 + 0.1، A = 20
ملاحظة: وحدة الطول مم
المزايا:
1. يمكن أن تدور الأجزاء المتصلة حول المحور، مما يجعل التفكيك والتركيب مريحًا;
2. مريحة وسريعة الشراء
العيوب:
المزيد من الأجزاء المتضمنة، تكلفة أعلى.
المبدأ:
من خلال الشد والضغط القويين، تخضع المادة لتشوه بلاستيكي، مما يؤدي إلى دمج مادة الشغل في مادة أخرى من مواد الشغل، وبالتالي توصيل جزأين من الصفائح المعدنية باستخدام عملية الختمكما هو موضح في الشكل 8.
الجدول: قطر نقطة توصيل TOX السلسلة المثلى لقطر نقطة اتصال TOX
| قطر نقطة الاتصال | 6 مم | 8 مم | 10 مم |
| نطاق سماكة الورقة الواحدة | 0.5-1.75 | 1.0-2.5 | 1.25-3.0 |
| قوة القص (نيوتن) | 1000-2500 | 2600-3600 | 3000-6000 |
| قوة الشد (نيوتن) | 1000-2700 | 2100-4000 | 3000-5000 |
| قوة الختم (كيلو نيوتن) | 20-45 | 35-50 | 60-80 |
| قوة طرد قالب التثقيب (نيوتن) | 500-3500 | 1000-6000 | 2000-8000 |
للتوصيلات غير القابلة للفصل، يوصى بإعطاء الأولوية لطرق التوصيل التالية بالترتيب: التثبيت بالثقوب، واللحام النقطي، والتثبيت بالتثقيب، والتثبيت بالبراغي، والقفل اللولبي مع التزاوج بفتحة اللولب، والقفل اللولبي. مع الأخذ في الاعتبار تكلفة القطعة ونفقات التعبئة والنقل وظروف التخزين (تتطلب مساحة كبيرة)، يفضل عمومًا القفل اللولبي مع التزاوج بفتحة اللولب.
للتوصيلات القابلة للفصل، يوصى بإعطاء الأولوية لطرق التوصيل التالية بالترتيب: القفل اللولبي مع التزاوج بفتحة اللولب، والقفل اللولبي. وبالنظر إلى أن استخدام البراغي فقط سيؤدي إلى ارتفاع تكاليف العمالة وصعوبات التشغيل، فإن طريقة التوصيل بالقفل اللولبي مع التزاوج بفتحة اللولب هي المفضلة بشكل عام.







