
قطع الصفائح المعدنية: التقنيات والأدوات وأفضل الممارسات
هل رأيت من قبل صفيحة معدنية تتحول إلى جزء دقيق من الماكينة؟ كل شيء يبدأ بالقطع. من مقصات المدرسة القديمة إلى...
في هذه المقالة، سوف تكتشف الأدوات والتقنيات الأساسية المستخدمة في الحفر والثقب. من اختيار لقمة الحفر المناسبة إلى إتقان استخدام ماكينات الحفر المختلفة، ستتعلم كيفية تحقيق الدقة والكفاءة في مشاريع التصنيع الآلي الخاصة بك. استعد لتعزيز مهاراتك وفهم الفروق الدقيقة في عمليات التصنيع الآلي الهامة هذه.

معالجة الثقب هي طريقة تصنيع ثقوب في قطعة عمل باستخدام مثقاب. عند تصنيع قطعة عمل على مكبس الحفر، بشكل عام، يتم تثبيت قطعة العمل في مكانها، وتدور الأداة (الحركة الرئيسية) أثناء تحركها محوريًا (حركة التغذية).
نطاق عملية الحفر واسع. باستخدام أدوات مختلفة على مكبس الحفر، من الممكن إكمال ثقوب مركز الحفر، والحفر، والتوسيع، والتوسيع، والتوسيع، والتثقيب، والتثقيب، والتثقيب، والتثقيب، كما هو موضح في الشكل 1. إن دقة الحفر على مكبس الحفر منخفضة، ولكن من الممكن أيضًا معالجة الثقوب ذات المتطلبات العالية الدقة (IT8 ~ IT6، وقيمة خشونة السطح Ra1.6 ~ 0.4 ميكرومتر) من خلال الحفر والتوسيع والتثقيب، وكذلك معالجة الثقوب ذات المتطلبات الموضعية باستخدام التركيبات.
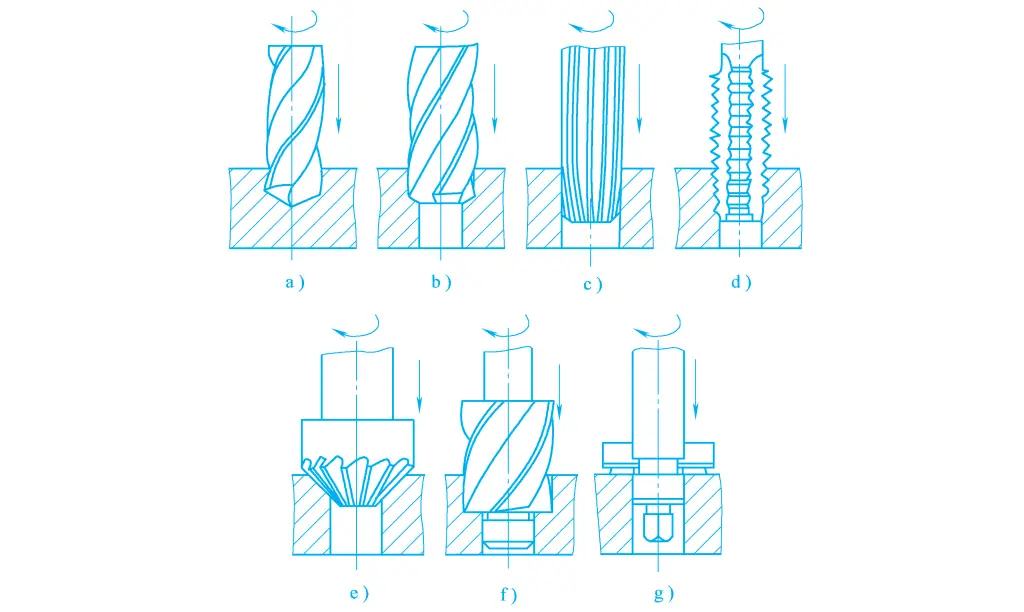
أ) الحفر
ب) التوسيع
ج) التوسيع
د) الخيوط
هـ) 、و) حفرة رأس مدفونة هافنيوم
ز) مستوى الهافنيوم
تشمل الأنواع الرئيسية لآلات الحفر ماكينات الحفر المنضدية، وماكينة الحفر العمودية، وماكينة الحفر الشعاعية، وماكينات الحفر المتخصصة، وما إلى ذلك. فيما يلي مقدمات للأنواع الأكثر استخدامًا من آلات الحفر.
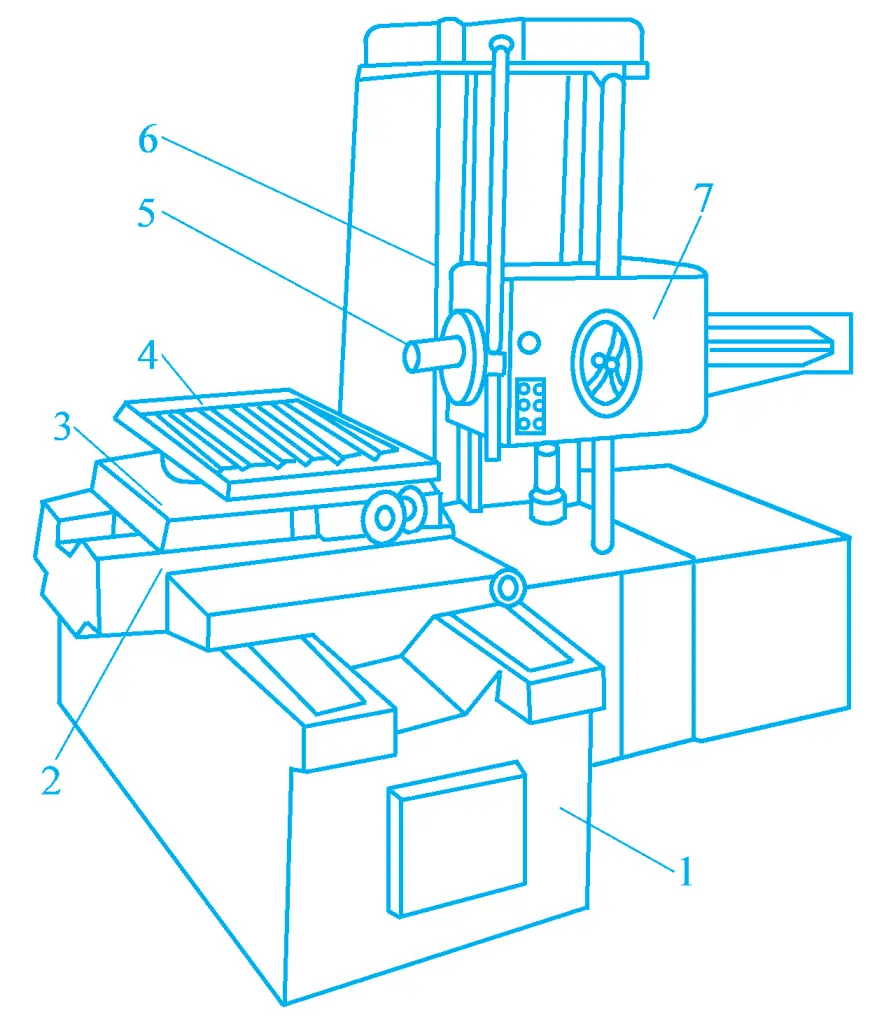
تنقسم ماكينات الحفر العمودية إلى ثلاث سلاسل: ماكينات الحفر العمودية الأسطوانية، وماكينات الحفر العمودية ذات العمود المربع، وماكينات الحفر العمودية متعددة المحاور القابلة للتعديل. يوضح الشكل 2 ماكينة الحفر العمودي ذات العمود المربع، التي يتم ترتيب مغزلها عموديًا، مع تثبيت موضعها في الاتجاه الأفقي، ويجب العثور على موضع الثقب المراد معالجته عن طريق تحريك قطعة العمل.
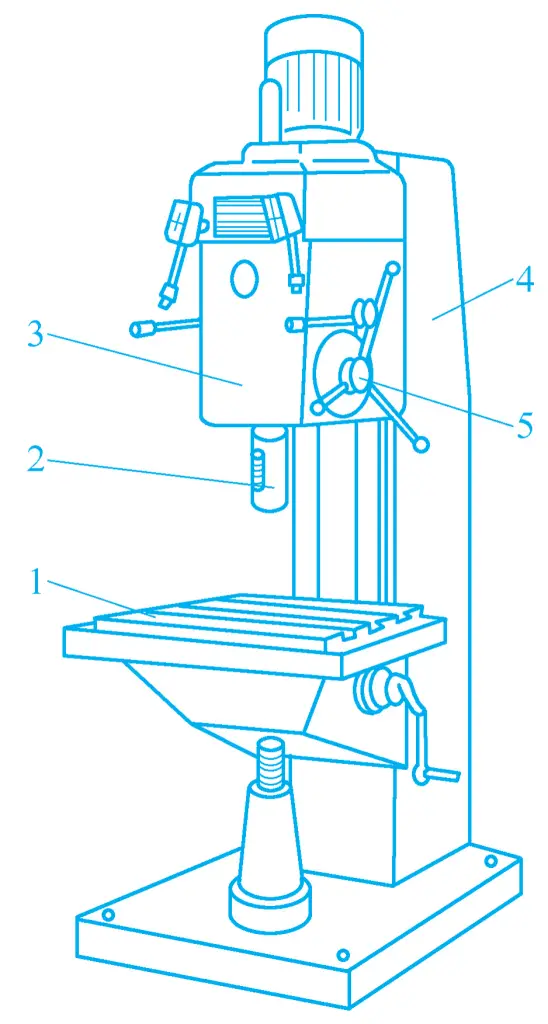
1-طاولة العمل
2-المغزل الرئيسي
3-الرأس الحربة
4-العمود 4
5-آلية التشغيل
يتم تثبيت كل من صندوق المغزل 3 ومنضدة العمل 1 على قضبان التوجيه الرأسية للعمود المربع 4 ويمكن ضبطهما في الموضع لاستيعاب قطع العمل ذات الارتفاعات المختلفة. وبمجرد ضبط الموضع، لا تتحرك مواضعهما النسبية أثناء المعالجة. بالإضافة إلى الحركة الدورانية الرئيسية، يتحرك المغزل أيضًا محوريًا لحركة التغذية.
باستخدام آلية التشغيل 5 المثبتة على صندوق المغزل 3، يمكن تحقيق الرفع السريع والتغذية اليدوية للمغزل، وكذلك تعشيق وفصل التغذية الآلية. يتم تحقيق التغيير في اتجاه دوران المغزل عن طريق الدوران الأمامي والخلفي للمحرك. يتميز هذا النوع من ماكينات الحفر بإنتاجية منخفضة ويستخدم في الغالب في معالجة الإنتاج أحادي القطعة والدفعة الصغيرة لقطع العمل المتوسطة والصغيرة.
عند حفر ثقوب في قطع العمل الكبيرة، من المرغوب فيه أن تظل قطعة العمل ثابتة بينما يمكن ضبط مغزل ماكينة الحفر على أي موضع. يتطلب ذلك استخدام ماكينة حفر شعاعية، يوضح الشكل 3 أ الشكل الخارجي لماكينة الحفر الشعاعي. القاعدة 1 مجهزة بعمود مقسم إلى طبقتين: العمود الداخلي 2 مثبت على القاعدة 1، والعمود الخارجي 3 مدعوم بمحامل دوّارة ويمكنه الدوران حول الطبقة الداخلية، كما هو موضح في الشكل 3ب. يمكن للذراع 4 أن يتحرك لأعلى ولأسفل على طول العمود الخارجي 3، ويمكن لصندوق المغزل 5 أن يتحرك أفقيًا على طول موجه الذراع.
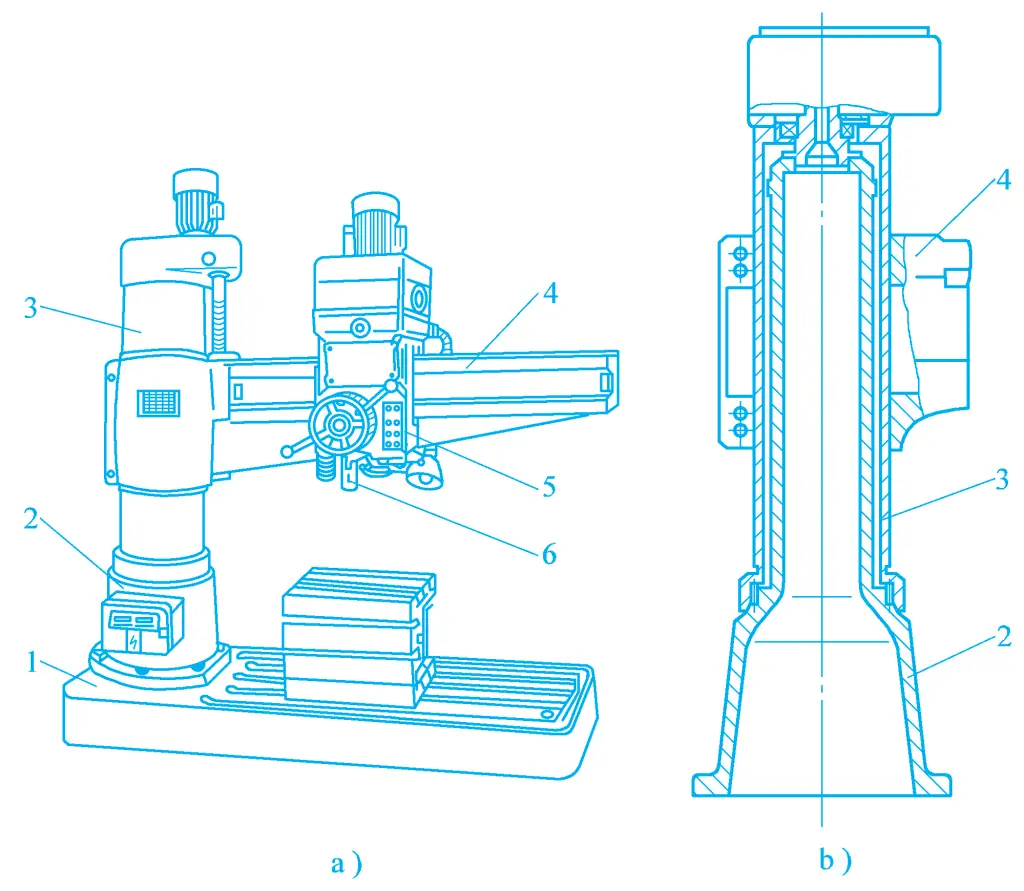
أ) الشكل الخارجي
ب) هيكل العمود
1-القاعدة 1
2-العمود الداخلي
3-العمود الخارجي
4-الذراع
5-صندوق المغزل 5-المغزل
6-المغزل
وبالتالي، يمكن ضبط موضع عمود الدوران 6 بسهولة. لمنع عمود الدوران من التحرك أفقيًا أثناء المعالجة، فإن ماكينة الحفر الشعاعي مزودة بآليات تثبيت بين صندوق عمود الدوران والذراع، والعمود الخارجي والعمود الداخلي، والذراع والعمود الخارجي. يمكن تثبيت قطعة العمل على طاولة العمل، أو إذا كانت قطعة العمل كبيرة، يمكن إزالة طاولة العمل وتثبيت قطعة العمل مباشرة على القاعدة. تستخدم ماكينات الحفر الشعاعي على نطاق واسع لمعالجة قطع العمل الكبيرة والمتوسطة الحجم.
لقم الثقب المستخدمة في عمليات الحفر هي أدوات قطع ثابتة الحجم، والتي يمكن تقسيمها إلى مثاقيب مسطحة، ومثاقب ملتوية، ومثاقب ذات ثقوب عميقة، ومثاقب مركزية وفقًا لخصائصها الهيكلية واستخداماتها، بأقطار حفر تتراوح من 0.1 إلى 100 مم، ومجموعة واسعة من أعماق الحفر. تُستخدم عمليات الحفر على نطاق واسع في التصنيع الخشن للثقوب، ويمكن استخدامها أيضًا في التصنيع النهائي للثقوب غير الحرجة.
المثقاب الملتوي هو المثقاب الأكثر استخدامًا على نطاق واسع في الإنتاج، ويتم تقديم تطبيقه أدناه.
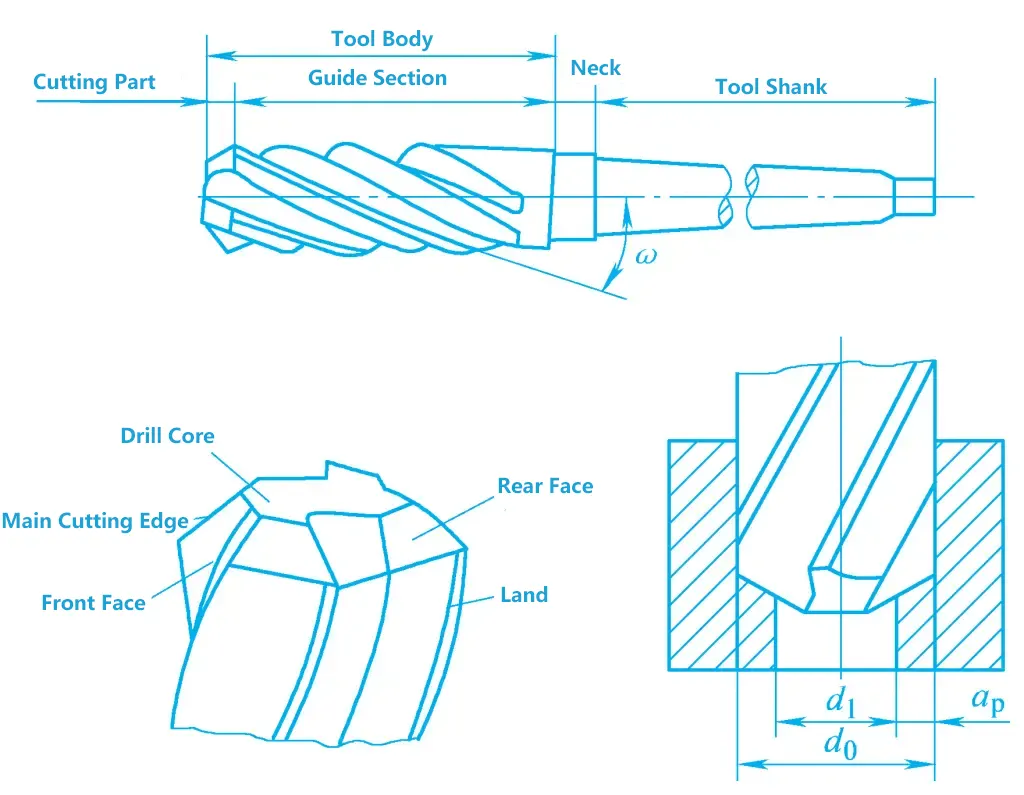
يتكون المثقاب الملتوي القياسي، كما هو موضح في الشكل 4، من ساق وعنق وجزء عمل.
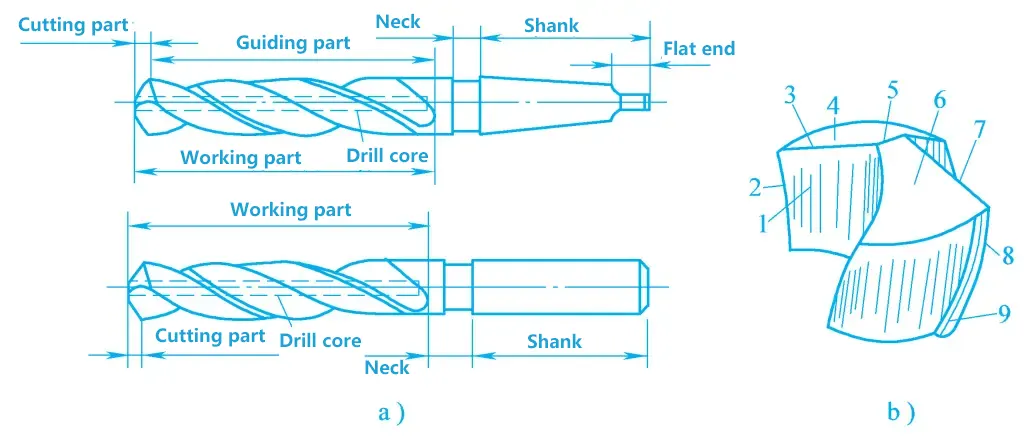
أ) الهيكل العام لقمة الحفر
ب) قطع جزء من لقمة الحفر
1-المقدمة
2، 8-حافة القطع الثانية (حافة مشطوفة)
3، 7-حافة القطع الرئيسية
4، 6-الجزء الخلفي الرئيسي
5-الحافة المتقاطعة
9-الثانية الخلفية
1) عرقوب.
الساق هو الجزء الماسك من المثقاب اللولبي، وهو متوفر بأنواع مستقيمة ومستدقة، ويستخدم لنقل عزم الدوران عند الحفر. تُستخدم السيقان المستقيمة بشكل أساسي في المثاقب اللولبية الصغيرة التي يقل قطرها عن 12 مم، ويتم تركيبها بشكل عام على عمود الدوران باستخدام ظرف ثقب.
تُستخدم السيقان المستدقة في المثاقب الملتوية ذات القطر الأكبر، والتي يمكن إدخالها مباشرة في الفتحة المستدقة لعمود الدوران أو من خلال غلاف مستدق في الفتحة المستدقة لعمود الدوران. يمكن استخدام الذيل المسطح لثقب الساق المستدق لنقل عزم الدوران وإزالة لقمة الحفر بسهولة.
2) الرقبة.
أخدود العنق هو أخدود السحب عند طحن ساق المثقاب، مع مواصفات وعلامة المصنع للثاقب الملتوي المحفورة في أسفل الأخدود.
3) جزء العمل.
يتكون الجزء العامل من المثقاب الملتوي من جزء القطع والجزء التوجيهي.
يتولى جزء القطع أعمال القطع، ويتكون من جبهتين، ومؤخرة رئيسية، ومؤخرة ثانوية، وحافة القطع الرئيسية، وحافة القطع الثانوية، وحافة القطع الثانوية، وحافة متقاطعة. الحافة المتقاطعة هي الحافة التي تتشكل من تقاطع مؤخرتين رئيسيتين، والحافة الخلفية الثانوية هي شريطا حافة المثقاب الملتوي اللذان يعملان مقابل جدار الثقب (السطح المعالج) لقطعة الشُّغْلَة.
يعمل الجزء التوجيهي كدليل عندما يقطع جزء القطع في الشُّغْلة، وهو أيضًا جزء الطحن الاحتياطي لجزء القطع. ولتقليل الاحتكاك بين الجزء التوجيهي وجدار الثقب، يتم طحن قطره الخارجي بشكل مستدق عكسي. وفي نفس الوقت، للحفاظ على القوة الكافية للمثقاب الملتوي، يجب أن يكون هناك قلب مثقاب، مصنوع في شكل مخروط موجب باتجاه اتجاه ساق المثقاب.
توجد بشكل أساسي ست طرق حفر باستخدام المثقاب الملتوي:
1) الحفر في الموضع المحدد.
في بداية الحفر، يجب إجراء حفر تجريبي، والذي يتضمن حفر ثقب ضحل (حوالي 1/4 قطر الثقب) مع وضع طرف لقمة الحفر عند العلامة المركزية للثقب، ثم التحقق مما إذا كان مركز الثقب صحيحًا، وإجراء التصحيحات في الوقت المناسب إذا تم العثور على انحرافات.
عند الحفر من خلال الثقوب، قلل معدل التغذية عندما يكون الثقب على وشك الاختراق، لتحسين جودة الحفر ومنع لقم الثقب ذات القطر الصغير من الانكسار. عند حفر ثقوب عمياء، انتبه إلى التحكم في عمق الحفر، عادةً عن طريق ضبط كتلة إيقاف العمق على مكبس الحفر أو وضع علامات، إلخ.
2) حفر ثقوب عميقة.
عندما يتجاوز عمق الحفرة ثلاثة أضعاف قطرها، قم بسحب لقمة الحفر بشكل متكرر لإزالة البُرادة في الوقت المناسب وتبريدها، وإلا فقد يتسبب ذلك في انسداد البُرادة أو التآكل المفرط أو حتى كسر لقمة الحفر، مما يؤثر على جودة الحفرة.
3) الحفر على المواد الصلبة.
يجب ألا تكون سرعة الحفر عالية جدًا، ويجب أن تكون التغذية اليدوية موحدة، خاصة عندما يكون الثقب على وشك الاختراق، انتبه إلى تقليل السرعة ومعدل التغذية بشكل مناسب.
4) حفر ثقوب بأقطار أكبر.
عندما يكون قطر الحفر كبيرًا (عادةً ما يكون أكبر من 30 مم)، يجب الحفر على خطوتين. أولاً الحفر باستخدام لقمة الحفر 0.6 ~ 0.8 ضعف قطر الثقب، ثم الحفر إلى القطر المطلوب. لا يساعد ذلك على تقليل المقاومة المحورية لقمة الحفر فحسب، بل يساعد أيضًا على تحسين جودة الحفر.
5) حفر ثقوب في المواد البلاستيكية عالية المرونة.
عند الحفر في المواد ذات اللدونة الجيدة والصلابة العالية، غالبًا ما يصبح تكسير البُرادة مشكلة بارزة تؤثر على المعالجة، مثل انسداد البُرادة في لقمة الحفر، مما يؤثر على جودة قطعة العمل؛ ولا يساعد على دخول سائل القطع في منطقة القطع، مما يقلل من عمر لقمة الحفر؛ مما يؤثر على سلامة المشغلين ونظام المعالجة، إلخ.
عندما تحدث مثل هذه المشاكل، يمكن تحسينها عن طريق تغيير الزاوية الهندسية لقمة الحفر، مما يقلل من سرعة القطعوزيادة معدل التغذية، وسحب لقمة الحفر في الوقت المناسب لإزالة البُرادة والتبريد، إلخ.
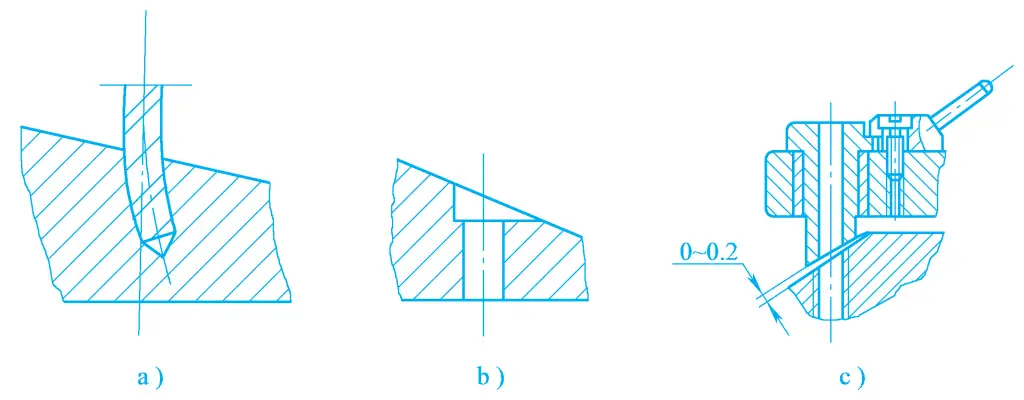
6) الحفر على سطح مائل.
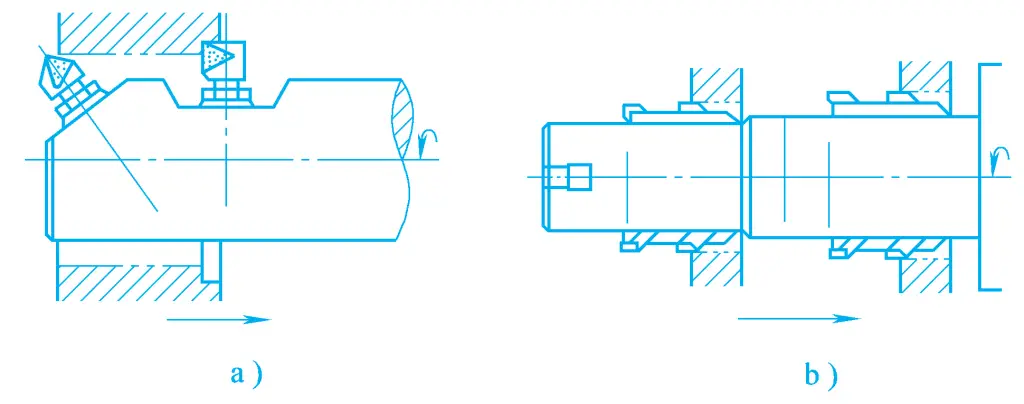
عند الحفر على منحدر، غالبًا ما تتسبب القوة الشعاعية الناجمة عن المنحدر في انحراف لقمة الحفر، مما يؤدي إلى انحراف محور الثقب (انظر الشكل 5 أ)، أو حتى كسر لقمة الحفر. لمنع انحراف لقمة الحفر من الانحراف، يمكن إعادة تحديد مستوى على المنحدر قبل الحفر (انظر الشكل 5ب)، أو يمكن استخدام جلبة حفر خاصة لتوجيه لقمة الحفر، لزيادة صلابة لقمة الحفر ودقة العمل (انظر الشكل 5ج).
عند الحفر، تحتاج لقمة الحفر إلى التبريد والتشحيم، وغالبًا ما تستخدم الأجزاء الفولاذية مستحلب أو زيت الماكينة، وتستخدم الأجزاء الحديدية عادةً الكيروسين، والأجزاء غير الحديدية المعادن غالبًا باستخدام المستحلب أو الكيروسين.
يستخدم التوسيع عادة لتوسيع الثقوب التي تم صبها أو تشكيلها أو حفرها. يمكن استخدام التوسيع كعملية ما قبل التصنيع قبل إعادة التوسيع أو طحن الثقوب، أو كعملية تصنيع نهائية للثقوب ذات متطلبات دقة أقل، وتستخدم عادةً للثقوب ذات الأقطار في نطاق 10 إلى 100 مم. بدل التشغيل الآلي للتوسيع هو 0.5 ~ 4 مم.
تشمل أدوات التوسيع الشائعة المثاقب الملتوية والمثاقب الثاقبة. تُستخدم المثاقب اللولبية بشكل عام لتوسيع قطع العمل، وتستخدم المثاقب ذات الثقب في الصقل شبه النهائي للثقوب ذات أحجام الإنتاج الأكبر.
يظهر هيكل المخرطة في الشكل 6. تتشابه المخرطة مع المثقاب الملتوي، ولكن الفرق الرئيسي هو أن حافة القطع الرئيسية غالبًا ما تحتوي على 3 أو 4 شفرات، وبالتالي توجيه أفضل؛ لا تمر حافة القطع الرئيسية من خلال المركز، بدون شفرة متقاطعة، مما يمكن أن يتجنب الآثار الضارة للشفرة المتقاطعة على القطع؛ الأخدود الحلزوني أكثر ضحالة، وقطر قلب المثقاب أكبر، وبالتالي فإن قوة جسم الأداة أعلى، والصلابة أفضل، مما يسمح بزيادة حجم القطع أثناء التوسيع.
نظرًا لخصائص المخرطة المذكورة أعلاه، فإن جودة المعالجة بالتوسيع أفضل من الحفر، والإنتاجية أعلى. التوسيع له تأثير تصحيحي معين على انحراف محور الثقوب المصبوبة، والثقوب المحفورة، والثقوب الأخرى مسبقة التشكيل. تكون درجة تفاوت الأبعاد للتوسيع بشكل عام حول IT10، ويمكن أن تصل قيمة خشونة السطح إلى Ra6.3 ~ 3.2 ميكرومتر.
باستثناء المواد المصنوعة من الحديد الزهر والبرونز، يجب استخدام سائل القطع عند التوسيع في المواد الأخرى، مع استخدام المستحلب الأكثر شيوعًا.
يشير التثقيب إلى تشكيل الثقوب الأسطوانية الغاطسة، والثقوب المخروطية الغاطسة، وأوجه نهايات الرؤوس على الثقوب مسبقة التشكيل. يُشار إلى الأدوات المستخدمة في الثقب بشكل جماعي باسم المثاقب المملة، وهي مصنوعة بشكل عام من فولاذ الأدوات عالي السرعة.
يمكن أن تستخدم المثاقب المملة لتصنيع الأوجه الطرفية للرؤوس ذات القطر الكبير إدخالات من السبائك الصلبة القابلة لإعادة الطحن أو إدخالات قابلة للفهرسة، مثبتة على جسم الأداة عن طريق اللحام بالنحاس أو التثبيت الميكانيكي. يضمن العمود التوجيهي للمثقاب المخروطي محورية الثقب الغاطس المملول مع الثقب الأصلي.
التوسيع هو عملية استخدام مخرطة مخرطة لإزالة طبقة صغيرة من المعدن من جدار ثقب الشُّغْلَة لتحسين دقة أبعادها وتقليل خشونة السطح. وهي مناسبة لنصف تشطيب وإنهاء الثقوب، ويمكن استخدامها أيضًا كعملية ما قبل التصنيع قبل الطحن أو الشحذ.
نظرًا لأن بدل القطع أثناء التوسيع صغير، فإن درجة تفاوت الأبعاد بعد التوسيع تكون بشكل عام IT9 ~ IT7، وقيمة خشونة السطح هي Ra3.2 ~ 1.6μm، مع درجة تفاوت أبعاد التوسيع الدقيقة تصل إلى IT6، وقيمة خشونة السطح Ra1.6 ~ 0.4μm.
التوسيع غير مناسب لتصنيع الفولاذ المقوى والمواد ذات الصلابة العالية جدًا. أدوات التوسيع هي أدوات ثابتة الحجم، ومناسبة لتصنيع الثقوب ذات القطر المتوسط والصغير. قبل التوسيع، يجب أن تخضع قطعة العمل لعمليات مثل الحفر والثقب (التوسيع).
اعتمادا على طريقة الاستخدام، تنقسم المثاقب إلى مثاقب يدوية ومثاقب آلية، كما هو موضح في الشكل 7. تتميز المثاقب اليدوية بساق مستقيمة، مع جزء عمل أطول، مما يوفر توجيهًا جيدًا، والذي يمكن أن يمنع المخرطة من الانحراف أثناء التوسيع اليدوي. غالبًا ما يكون للمثاقب الآلية ساق مستدقة، والتي يمكن تركيبها على ماكينات الحفر والمخارط وماكينات الثقب للتوسيع.
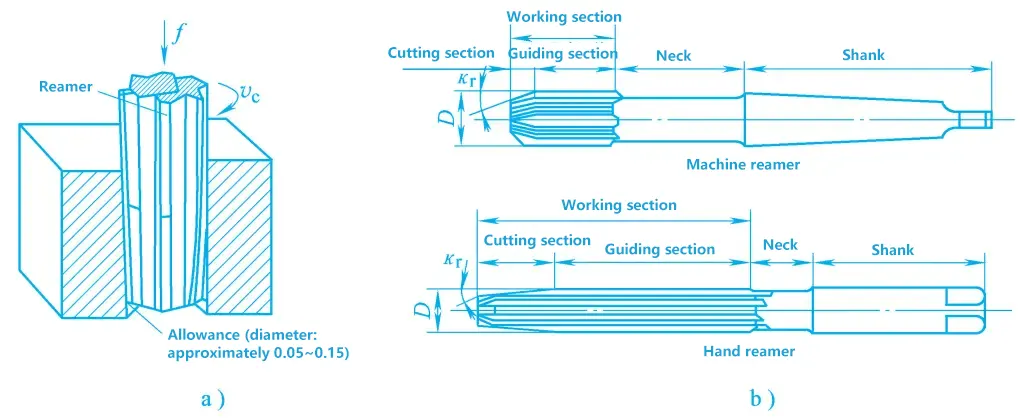
أ) التوسيع
ب) المثاقب
يتضمن الجزء العامل من المخرطة جزء القطع وجزء المعايرة. جزء القطع مخروطي الشكل، ويقوم بأعمال القطع الرئيسية. يُستخدم جزء المعايرة لمعايرة قطر الثقب، وتنعيم جدار الثقب، والتوجيه، مع وجود مستدق عكسي صغير جدًا في الجزء الخلفي من جزء المعايرة لتقليل الاحتكاك بجدار الثقب ومنع قطر الثقب من التمدد بعد التوسيع.
تحتوي آلات الثقب على 6 ~ 12 سن قطع، مع مزامير برادة ضحلة نسبيًا وقطر قلب حفر كبير، وبالتالي، فإن صلابة وتوجيه آلات الثقب أفضل من مثاقيب التوسيع.
التصنيع الآلي للثقب هو طريقة لمعالجة الثقوب الموجودة باستخدام أداة ثقب.
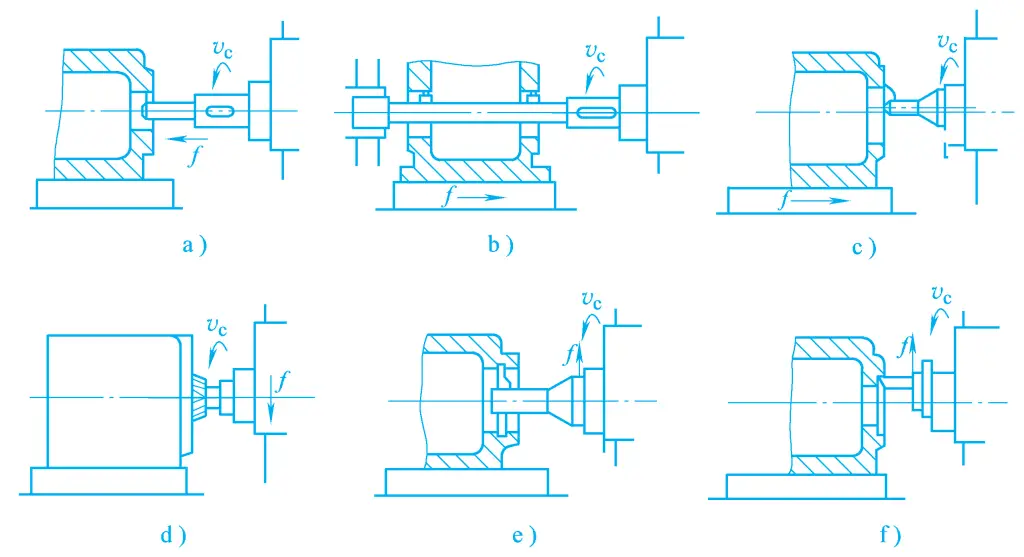
نطاق عملية التصنيع الآلي للثقب واسع. ويمكنها ثقب الثقوب المفردة أو أنظمة الثقوب، والتطريز، والطرقة، والطواحين المستوية، وثقب الثقوب العمياء، وثقب الأوجه الطرفية، كما هو موضح في الشكل 8. غالبًا ما تتم معالجة قطع العمل الكبيرة ذات الأشكال المعقدة مثل القواعد والصناديق والأقواس، وخاصة أنظمة الثقوب ذات متطلبات الدقة الموضعية، على ماكينات الثقب باستخدام أجهزة الإحداثيات أو قوالب الثقب.
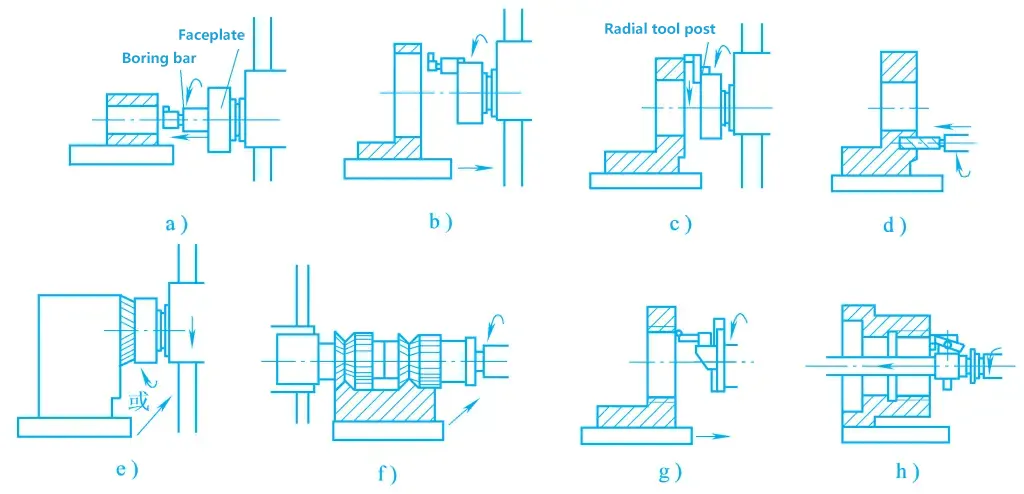
أ) حفر ثقوب صغيرة مملة
ب) حفر ثقوب كبيرة مملة
ج) الأوجه الطرفية المملة
د) الحفر
هـ) طائرات الطحن
و) طحن الأسطح المدمجة
ز) الخيوط المملة
ح) خيوط الحفر العميقة المملة
عند الثقب، يكون مستوى التفاوت في الأبعاد هو IT7 ~ IT6، ويمكن أن تصل دقة تباعد الفتحات إلى 0.015 مم، وقيمة خشونة السطح هي Ra1.6 ~ 0.8μm. عند تجهيزها بمختلف الملحقات، وقضبان التثقيب الخاصة، وغيرها من الأجهزة، يمكن لآلة التثقيب أيضًا معالجة الأخاديد، والخيوط، والثقوب المدببة، والأسطح الكروية.
تعد ماكينات الثقب مناسبة لمعالجة الثقوب الموجودة على قطع العمل الكبيرة والمتوسطة الحجم، وهي مناسبة بشكل خاص لمعالجة أنظمة الثقوب ذات المتطلبات الصارمة على تباعد الثقوب والدقة الموضعية الموزعة على نفس الأسطح أو أسطح مختلفة. تدور الحركة الرئيسية لأداة وقت العمل، ويمكن إكمال حركة التغذية بواسطة الأداة أو قطعة العمل، اعتمادًا على نوع الماكينة وظروف المعالجة.
يمكن تقسيم ماكينات الثقب إلى ماكينات ثقب أفقية، وماكينات ثقب الإحداثيات، وماكينات ثقب دقيقة، إلخ.
تتكون ماكينة الحفر الأفقية من سرير، وصندوق مغزل، ومنضدة عمل، وطاولة دوارة، وأعمدة أمامية وخلفية، كما هو موضح في الشكل 9. يتم تثبيت صندوق عمود الدوران على سكة التوجيه الرأسية للعمود الأمامي ويمكنه التحرك لأعلى ولأسفل على طول سكة التوجيه. يحتوي صندوق عمود الدوران على مكونات عمود الدوران والطاولة الدوارة وآليات نقل الحركة الرئيسية وحركة التغذية وآليات التشغيل. الحركة الرئيسية للماكينة هي دوران عمود الدوران أو الطاولة الدوارة.
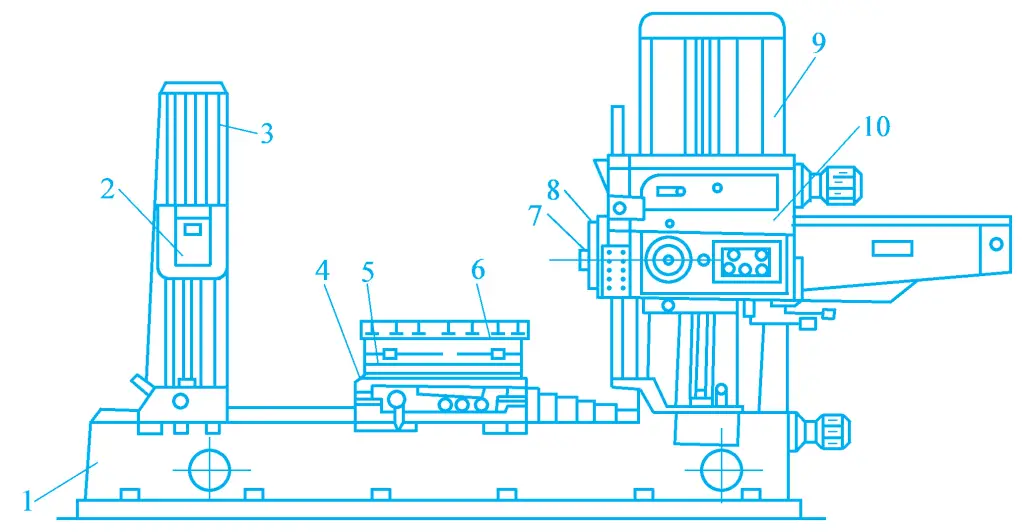
1-سرير واحد
2-إطار الدعم 2-إطار الدعم
3-العمود الخلفي
4-قاعدة الشريحة السفلية السفلية
5-قاعدة الشريحة العلوية
6-منضدة العمل
7-المغزل
8-الطاولة الدوارة
9-العمود الأمامي
10-صندوق المغزل 10
وفقًا لمتطلبات التشغيل الآلي، يمكن لعمود الثقب أن يقوم بحركة تغذية محورية أو يمكن لشريحة الأداة الشعاعية على الطاولة الدوارة أن تقوم بحركة تغذية شعاعية أثناء الدوران مع الطاولة الدوارة. يتكون جهاز المنضدة من قاعدة انزلاق سفلية وقاعدة انزلاق علوية ومنضدة عمل. يمكن أن تتحرك طاولة العمل طوليًا على طول سكة توجيه السرير مع قاعدة المنزلق السفلية، أو يمكن أن تتحرك أفقيًا على طول سكة التوجيه العلوية لقاعدة المنزلق السفلية مع قاعدة المنزلق العلوية.
يمكن لمنضدة العمل أيضًا الدوران حول المحور الرأسي على طول سكة التوجيه الدائرية لقاعدة الشريحة العلوية، لتسهيل تشغيل الثقوب الموزعة على أسطح مختلفة. يوجد إطار دعم على سكة التوجيه العمودية للعمود الخلفي لدعم قضيب التثقيب الأطول، لزيادة صلابة قضيب التثقيب. يمكن لإطار الدعم أن يتحرك لأعلى ولأسفل على طول سكة التوجيه للعمود الخلفي للحفاظ على المحورية مع عمود التثقيب، ويمكن ضبط العمود الخلفي طوليًا وفقًا لطول قضيب التثقيب.
إن النطاق التكنولوجي لماكينات الحفر الأفقية واسع للغاية، مع طرق تصنيع نموذجية موضحة في الشكل 10.
ماكينة الحفر الرقصة هي ماكينة حفر عالية الدقة ذات صلابة جيدة ومقاومة للاهتزاز، كما أن لديها جهاز قياس إحداثيات دقيق للأجزاء المتحركة مثل طاولة العمل وصندوق المغزل، مما يتيح تحديد المواقع الدقيقة لقطع العمل والأدوات. ولذلك، فإن دقة الأبعاد والدقة الهندسية للتشغيل الآلي على ماكينة الحفر الرقصة عالية جدًا.
وهي تُستخدم بشكل أساسي في تصنيع الثقوب الدقيقة وأنظمة الثقوب وأجزاء القوالب في حالة إنتاج قطعة واحدة ودفعة صغيرة، ويمكن استخدامها أيضًا في التصنيع الدقيق لأنواع مختلفة من الصناديق وأجسام الأسطوانات وأجسام الماكينات في إنتاج الدُفعات. تنقسم ماكينات الثقب بالرقص إلى أنواع أحادية العمود ومزدوجة العمود والأفقية وفقًا لهيكلها.
1) ماكينة الثقب الرقصة أحادية العمود
كما هو موضح في الشكل 11، يتم تركيب صندوق عمود الدوران على سكة التوجيه الرأسية للعمود ويمكن تعديله لأعلى ولأسفل لاستيعاب قطع العمل ذات الارتفاعات المختلفة. يتم تحديد الموضع الإحداثي لثقب الثقب من خلال الحركة الطولية لمنضدة الشُّغْلَة على طول سكة توجيه سرج السرير والحركة الجانبية لسرج السرير على طول سكة توجيه السرير. أثناء الثقب، تكتمل حركة التغذية بالحركة الطولية أو الجانبية لمنضدة الشُّغْلَة.
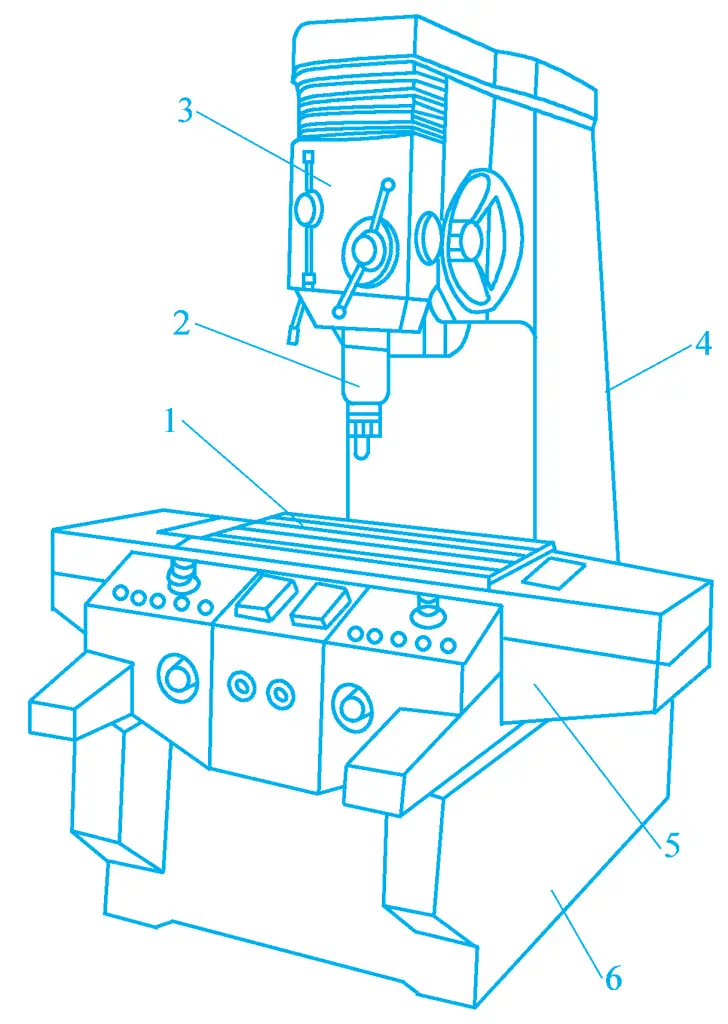
1-طاولة العمل
2-المغزل الرئيسي
3-الرأس الحربة
4-العمود 4
سرج 5 أسرّة
6-سرير 6
يحتوي هذا النوع من أدوات الماكينة على ثلاثة جوانب مفتوحة من طاولة العمل، وهو أمر مناسب للتشغيل، ولكن صندوق عمود الدوران يكون ناتئ على العمود. كلما كان حجم منضدة العمل أكبر، كلما كان الخط المركزي للمغزل بعيدًا عن العمود، مما يؤثر على صلابة ودقة التشغيل الآلي لأداة الماكينة. ولذلك، فإن هذا النوع من أدوات الماكينات عادةً ما يكون متوسط أو صغير (عرض طاولة العمل أقل من 630 مم).
2) ماكينة الحفر الرقصة ذات العمودين
كما هو موضح في الشكل 12، تتكون ماكينة الحفر من عمودين وعارضة علوية وسرير يشكلان إطارًا قنطريًا مع صلابة جيدة. يتم تثبيت صندوق المغزل على عارضة مستعرضة يمكن ضبطها لأعلى ولأسفل على طول قضبان توجيه العمود، ويتم تحديد الموضع الإحداثي لثقب الثقب من خلال حركة صندوق المغزل على طول قضبان توجيه العارضة المستعرضة وحركة طاولة العمل على طول قضبان توجيه السرير. عادةً ما تكون ماكينات الثقب ذات العمود المزدوج الرقصة ماكينات كبيرة أو متوسطة الحجم.
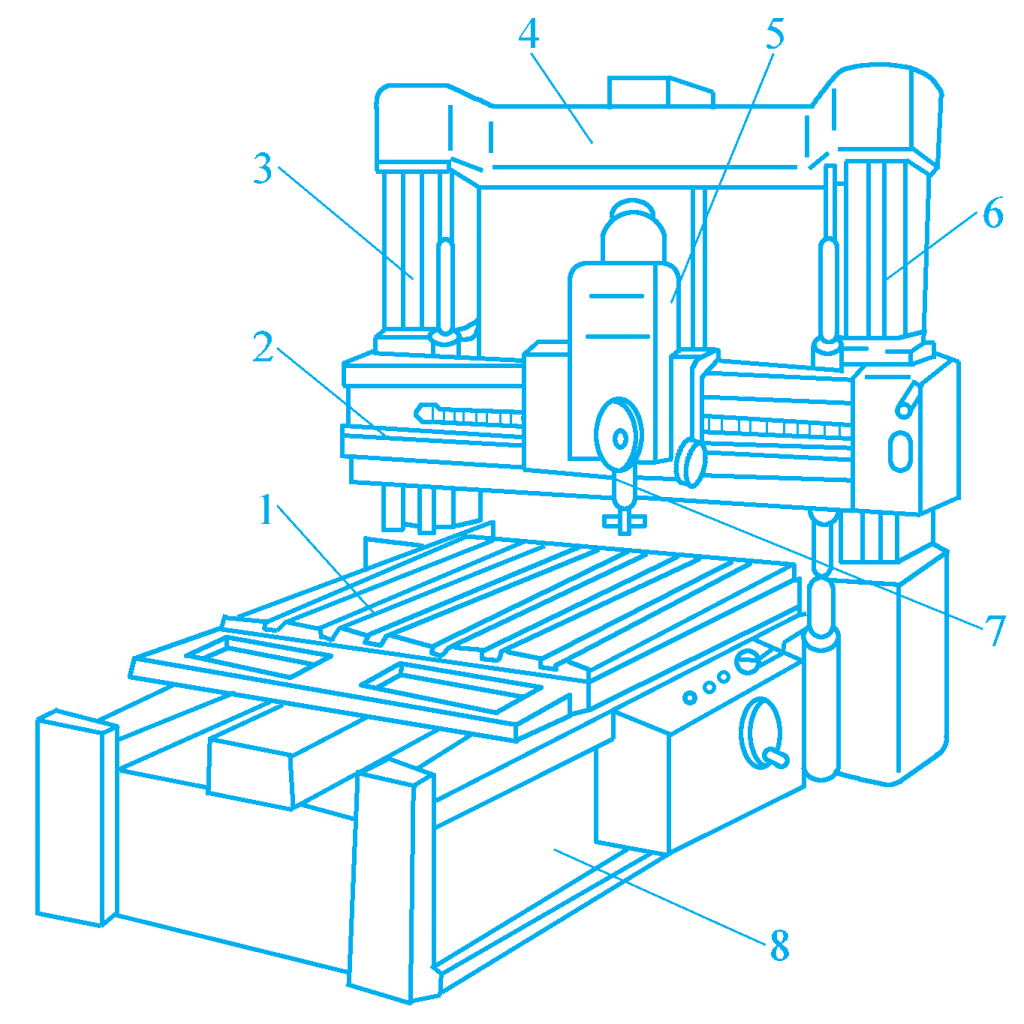
1-طاولة العمل
2-الشعاع المتقاطع
3، 6 أعمدة
4-الشعاع العلوي
5-صندوق المغزل 5-المغزل
7-المغزل
8-سرير 8
3) ماكينة الثقب الأفقية الرقصة الأفقية
كما هو موضح في الشكل 13، فإن الميزة الهيكلية لهذا النوع من ماكينات الثقب هي أن المغزل مرتب أفقيًا. تتكون منضدة العمل من قاعدة انزلاق سفلية وقاعدة انزلاق علوية ومنضدة عمل دوارة يمكن فهرستها بدقة. يتم تحديد إحداثيات الثقب من خلال الحركة الطولية لقاعدة الانزلاق السفلية على طول سكة السرير والحركة الرأسية لصندوق المغزل على طول سكة العمود.
1-سرير واحد
2-قاعدة الانزلاق السفلي
3-قاعدة الشريحة العلوية 3 - قاعدة الشريحة العلوية
طاولة عمل 4 دوّارة
5-المغزل الرئيسي
6-العمود 6
7-صندوق مغزل 7
أثناء تصنيع الثقب، يمكن إكمال حركة التغذية بالحركة المحورية للمغزل أو بحركة قاعدة الشريحة العلوية. تتميز آلة ثقب الإحداثيات الأفقية بأداء جيد، وارتفاع قطعة العمل غير محدود بشكل عام، وهي ملائمة للتثبيت. باستخدام حركة الفهرسة لطاولة العمل، يمكن إكمال الثقب متعدد الاتجاهات والتشغيل الآلي المستوي في مشبك واحد لقطعة العمل.
ماكينة الثقب الدقيق هي ماكينة ثقب عالية السرعة، كانت تسمى ماكينة ثقب الماس في الماضي لأن الماس كان يُستخدم كمادة للأداة. كما هو مبين في الشكل 14، تُستخدم الآن السبائك الصلبة كمادة للأدوات، وتستخدم بشكل عام سرعات أعلى، وكمية قطع خلفية أصغر، وكمية تغذية للقطع، مما يؤدي إلى دقة تصنيع أعلى، ومن ثم، فإنها تسمى آلة الثقب الدقيق. وهي تستخدم بشكل أساسي لتصنيع الثقوب المتوسطة والصغيرة الدقيقة في الإنتاج على دفعات أو الإنتاج الضخم.
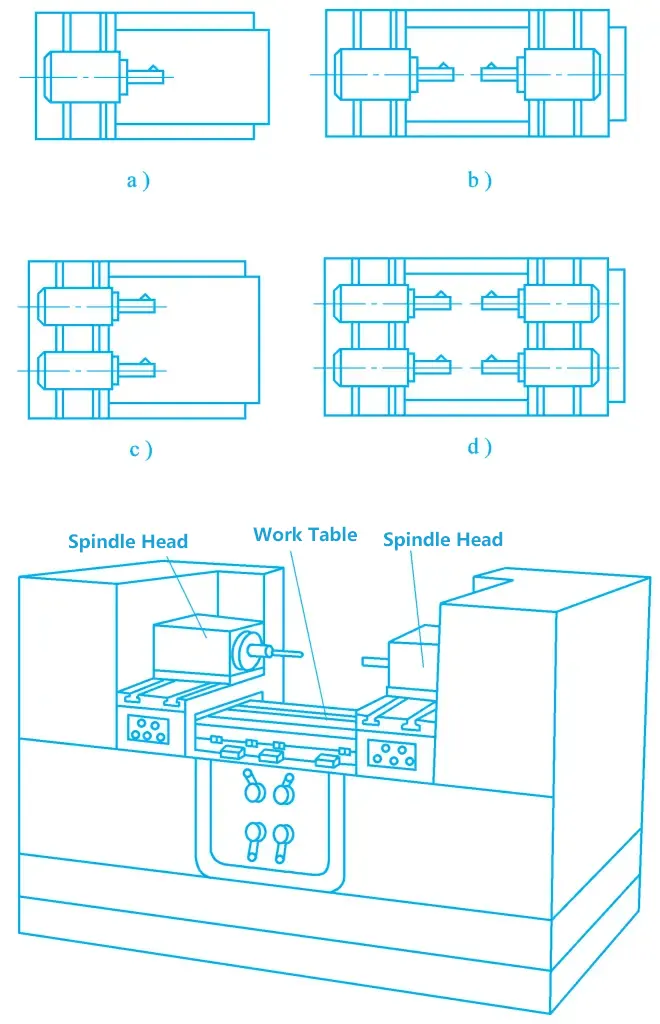
أ) أحادي الجانب أحادي المحور
ب) محور مزدوج أحادي الجانب
ج) محور مزدوج أحادي الجانب
د) رباعي المحاور على الوجهين
تنقسم أدوات الثقب الشائعة إلى أدوات ثقب أحادية الشفرة، ومزدوجة الشفرة، ومتعددة الشفرات، وفيما يلي عرض لهياكلها وخصائصها.
تُصنع معظم أدوات التثقيب أحادية الشفرة في الهيكل القابل للتعديل الموضَّح في الشكل 15، مع استخدام البرغي 3 لضبط الحجم، والبرغي 2 للقفل. غالبًا ما تحتوي أدوات الثقب أحادية الشفرة المستخدمة في المخارط على رأس أداة الثقب وقضيب الأداة المصنوعة كقطعة واحدة. ويعتمد حجم المقطع العرضي (دائري أو مربع) وطول قضيب الثقب على قطر وطول الثقب، والذي يمكن اختياره وفقًا لكتب الأدوات أو المعايير الفنية ذات الصلة.
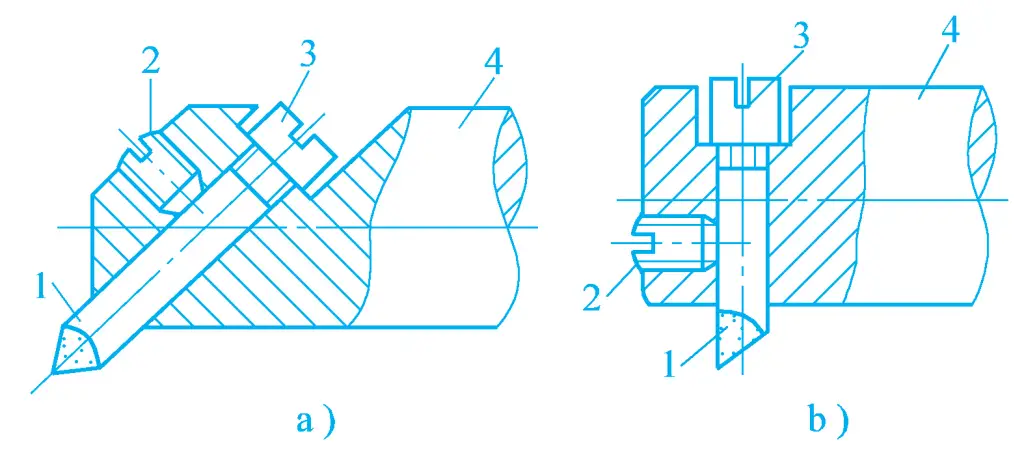
أ) أداة ثقب الثقب غير الثقبية
ب) أداة الثقب العابر للثقب
1-رأس الأداة 1-رأس الأداة
2-برغي التثبيت
3-برغي الضبط 3-برغي الضبط
4-قضيب الملل 4
يسمح الهيكل القابل للتعديل لأداة الثقب أحادية الشفرة بتحريك رأس الأداة في اتجاه واحد فقط. إذا تم تمديد رأس الأداة أكثر من اللازم أثناء الضبط، فيجب سحبها يدويًا، مما يتطلب أحيانًا عمليات تكرار متعددة لضبطها على الحجم المطلوب، وبالتالي فإن الكفاءة منخفضة ودقة الضبط ليست عالية جدًا، وهي مناسبة فقط لإنتاج قطعة واحدة ودفعة صغيرة.
تحتوي أداة الثقب البسيطة ذات الشفرات المزدوجة على زوج من حواف القطع المتماثلة على طرفي الأداة التي تشارك في القطع في وقت واحد، مما يمكن أن يزيل تأثير قوة القطع الشعاعي على قضيب الثقب. يتم ضمان دقة أبعاد ثقب قطعة العمل من خلال حجم أداة التثقيب.
تنقسم أدوات الثقب مزدوجة الشفرات إلى أنواع ثابتة وعائمة. تظهر كتلة أداة الثقب الثابتة وتركيبها في الشكل 16. يمكن أن تكون كتلة أداة التثقيب ملحومة بشفرات من السبائك الصلبة أو مصنوعة بالكامل من فولاذ الأدوات عالي السرعة. هذا النوع من أدوات التثقيب، نظرًا لمحدودية دقة التركيب والأبعاد الهيكلية لكتلة أداة التثقيب، مناسب فقط للتثقيب الخشن وشبه النهائي للثقوب بأقطار أكبر من 40 مم.
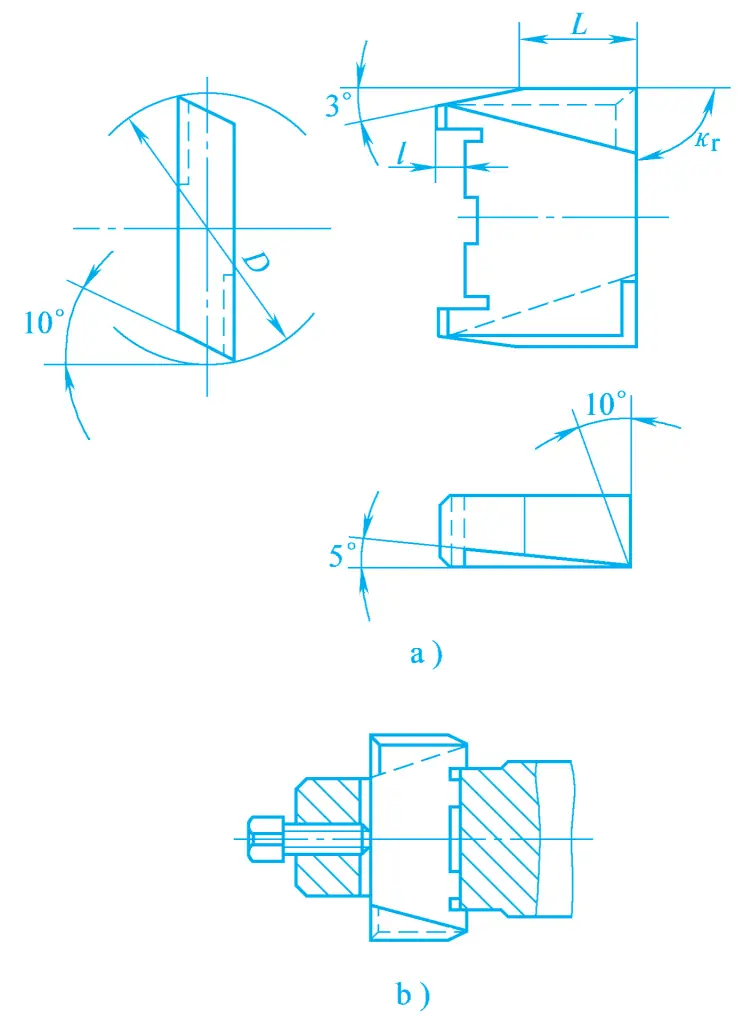
أ) كتلة القضيب الممل
ب) التركيب
في الوقت الحالي، تعتمد معظم قضبان التثقيب مزدوجة الحواف هيكلًا عائمًا، كما هو موضح في الشكل 17، وهو قضيب تثقيب عائم شائع الاستخدام من نوع التجميع. يتم تركيب كتلة قضيب التثقيب في الفتحة المربعة لقضيب التثقيب مع ملاءمة الخلوص، دون الحاجة إلى التثبيت. تتم موازنته ووضعه بواسطة قوة القطع التي تعمل على حواف القطع على كلا الجانبين أثناء القطع، وبالتالي يتم تعويض أخطاء التشغيل الآلي الناتجة عن أخطاء تركيب كتلة قضيب التثقيب وأخطاء الانحراف الشعاعي لقضيب التثقيب تلقائيًا.
أ) قضيب ممل عائم
ب) الاستخدام
1-إدخال الممل
2-جسم الأداة 2
3-برغي الضبط 3-برغي الضبط
4-الغسالة ذات 4 مستويات
5-برغي التثبيت
تصل درجة تفاوت الثقب التي يمكن تحقيقها باستخدام قضيب التثقيب هذا إلى IT7 ~ IT6، وخشونة السطح هي Ra1.6 ~ 0.4μm. من عيوب كتلة قضيب التثقيب العائمة في قضيب التثقيب أنها لا يمكنها تصحيح خطأ الاستقامة وخطأ الموضع المتبادل للفتحة.
(3) قضيب ممل متعدد الحواف
في الإنتاج الضخم، خاصةً عند تصنيع المعادن غير الحديدية ذات التآكل الصغير للأدوات، غالبًا ما يتم استخدام قضبان التثقيب المدمجة متعددة الحواف، أي ترتيب عدة إدخالات تثقيب للتشغيل الآلي للأبعاد الشعاعية والمحورية على قضيب تثقيب واحد ورأس قاطع واحد. على الرغم من أن تصنيع وإعادة طحن قضيب التثقيب المدمج هذا مزعج إلى حد ما، إلا أنه لا يزال يتمتع بالتفوق من حيث كفاءة التشغيل الآلي الشاملة.
لتحسين دقة وكفاءة ثقوب الحفر، ولتجنب عناء إعادة طحن قضبان التثقيب متعددة الحواف المذكورة أعلاه، يمكن استخدام قضيب التثقيب متعدد الحواف المدمج أثناء التثقيب، أي وضع رأسين أو أكثر من رؤوس القاطع على جسم أداة واحدة أو قضيب التثقيب، مع إمكانية ضبط كل رأس قاطع بشكل مستقل. يُعرف قضيب التثقيب المزود بحافتي قطع أو أكثر تعمل في وقت واحد باسم قضيب التثقيب متعدد الحواف المدمج.
يُظهر الشكل 18 أ قضيب ثقب مزدوج الحواف مدمج يستخدم للثقوب النافذة والثقوب العمياء، ويوضح الشكل 18 ب قضيب ثقب متعدد الحواف مدمج يستخدم للثقب الخشن والدقيق للثقوب المزدوجة.
1) حفر الثقوب ذات الأقطار الصغيرة
يمكن تركيب قضيب التثقيب على عمود الدوران على عمود الدوران للدوران، مع عدم تحرك طاولة الشُّغْلة، مما يسمح للمغزل أيضًا بإجراء حركة تغذية محورية، كما هو موضح في الشكل 8 أ. بعد كل تغذية، يعود عمود الدوران إلى موضع البداية، ثم يضبط مقدار القطع الخلفي لمواصلة التصنيع الآلي حتى الانتهاء.
2) حفر ثقوب كبيرة ضحلة مملة
قم بتركيب حامل العِدَّة وقضيب التثقيب على الشريحة الدوارة المسطحة، ودع اللوحة الدوارة المسطحة تدور، مما يدفع قضيب التثقيب إلى العمق المطلوب، ثم دع طاولة الشغل تدفع الشُّغْلَة لأداء حركة التغذية الطولية، كما هو موضح في الشكل 8ب.
3) تصنيع الوجه النهائي للثقب بالقطع
قم بتركيب الأداة على حامل الأداة على الصفيحة الدوارة المسطحة، مدفوعة باللوحة الدوارة المسطحة للدوران، بينما يتم تغذية حامل الأداة شعاعيًا على طول الصفيحة الدوارة المسطحة بواسطة منزلق حامل الأداة، كما هو موضح في الشكل 8 ج.
4) حفر الثقوب وتوسيعها وإعادة توسيعها وتوسيعها
بالنسبة للفتحات الصغيرة، يمكن تركيب لقم الثقب، وماكينات الثقب، وأدوات التوسيع على التوالي على عمود الدوران، الذي يدور ويقوم بحركة تغذية محورية، لإكمال عمليات الحفر والتوسيع وغيرها من عمليات القطع للثقوب الصغيرة، كما هو موضح في الشكل 8د.
5) الخيوط المملة
قم بتركيب قضيب ثقب اللولب على حامل أدوات مصنوع خصيصًا، مدفوعًا بمغزل الثقب ليدور، بينما تتحرك طاولة الشغل على طول السرير بمقدار رصاص واحد لكل دوران للأداة، وبالتالي ثقب اللولب.
للتحكم في مقدار القطع الخلفي لكل شوط، يمكنك تحريك حامل الأداة الخاص مسافة معينة على طول اتجاه انزلاقه في نهاية كل شوط حسب الحاجة، كما هو موضح في الشكل 8 ز. يمكن استخدام هذه الطريقة أيضًا لماكينة الخيوط الخارجية القصيرة. بالنسبة للسنون اللولبية الداخلية المملة، يمكن تركيب حامل عِدَّة خاص آخر على قضيب التثقيب، والذي يدور ويغذي محوريًا حسب الحاجة، كما هو موضح في الشكل 8 ح.
يشير نظام الثقب إلى ثقبين أو أكثر في الفضاء لهما متطلبات دقة موضع نسبية معينة. وتنقسم أنظمة الثقوب إلى أنظمة الثقوب المحورية وأنظمة الثقوب الرأسية وأنظمة الثقوب المتوازية.
1) أنظمة الحفر المحورية المملة
المتطلب التقني الرئيسي لأنظمة الثقب المحوري هو دقة المحورية لكل ثقب على الخط المحوري. تُستخدم الطرق التالية بشكل شائع في الإنتاج للتشغيل الآلي:
① طريقة التوجيه.
عند تصنيع أنظمة الفتحات على الغلاف في الإنتاج أحادي القطعة والدفعة الصغيرة، يمكن أن يؤثر تشوه قضيب التثقيب بسبب القوة على دقة محورية الثقوب. في هذه الحالة، يمكن استخدام جلبة توجيه لتصنيع الثقوب المحورية.
استخدم الغلاف التوجيهي الموجود على العمود الخلفي لماكينة التثقيب للدعم والتوجيه. أدخل قضيب التثقيب في الفتحة المستدقة لعمود التثقيب، ويتم دعم الطرف الآخر بواسطة الغلاف التوجيهي على العمود الخلفي، وقم بتركيب أداة التثقيب، واضبط الحجم. يدور عمود الثقب، وتدور ماكينة الثقب، وتدفع طاولة الشُّغْلَة الشُّغْلَة للقيام بحركة تغذية طولية، وبالتالي ثقب فتحتين محوريتين.
إذا كان للثقبين أقطار مختلفة، يمكن تركيب أداتي ثقب في موضعين مختلفين على عمود الثقب لثقب الثقبين إما على التوالي أو في وقت واحد، كما هو موضح في الشكل 10ب. تتمثل عيوب هذه الطريقة في أنها تستغرق وقتًا طويلاً ومزعجة لضبط موضع جلبة التوجيه على العمود الخلفي، وتتطلب كتلة توسيط للمحاذاة، وهي مناسبة بشكل عام لتصنيع الأغلفة الكبيرة.
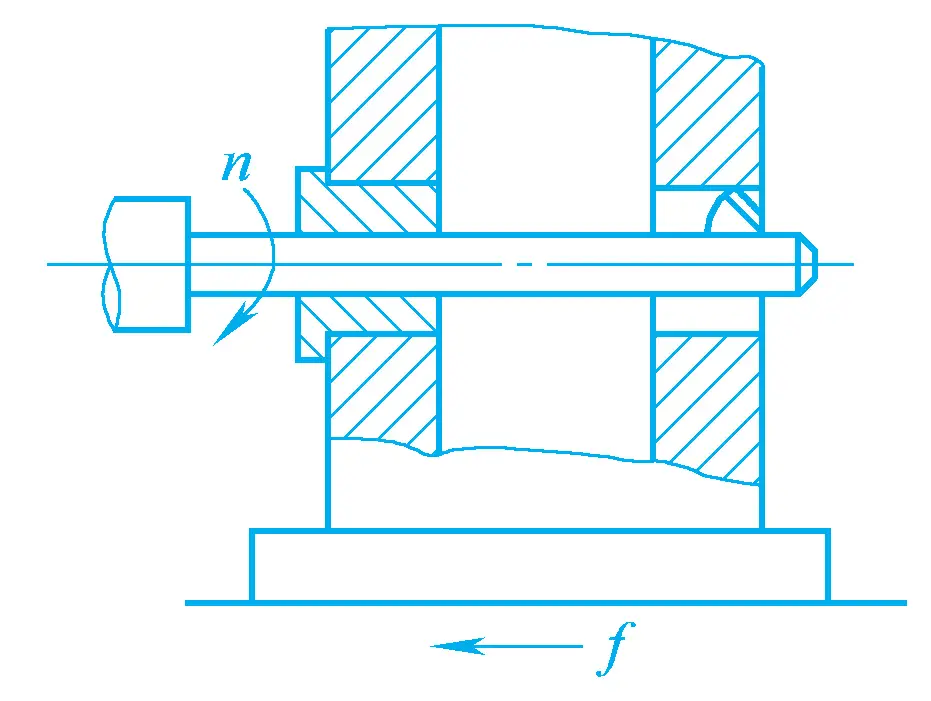
استخدم الثقب المشغول آليًا بالفعل للدعم والتوجيه. بمجرد تشكيل الثقب الموجود على الجدار الأمامي للغلاف، يمكن تركيب جلبة توجيه في الثقب لدعم وتوجيه قضيب الثقب لتشكيل الثقب الموجود خلفه، لضمان محورية الثقبين. هذه الطريقة مناسبة لتصنيع الثقوب المحورية ذات جدران الغلاف المتقاربة نسبيًا، كما هو موضح في الشكل 19.
② طريقة المحاذاة.
تنطوي طريقة المحاذاة على تشكيل ثقب في أحد طرفي الغلاف بعد التثبيت بمشبك واحد، ثم تدوير منضدة الشغل لماكينة الثقب 180 درجة، ثم محاذاة الثقب في الطرف الآخر من الغلاف على الخط المحوري.
يوضح الشكل 20 أ محاذاة سطح القاعدة التكنولوجية الموازي لمحور الثقب المراد حفره على الغلاف باستخدام مؤشر قرص مثبت على قضيب الثقب قبل الثقب، وجعله موازيًا لمحور قضيب الثقب، ثم ضبط موضع المغزل لتصنيع الثقب على الجدار A من الغلاف.
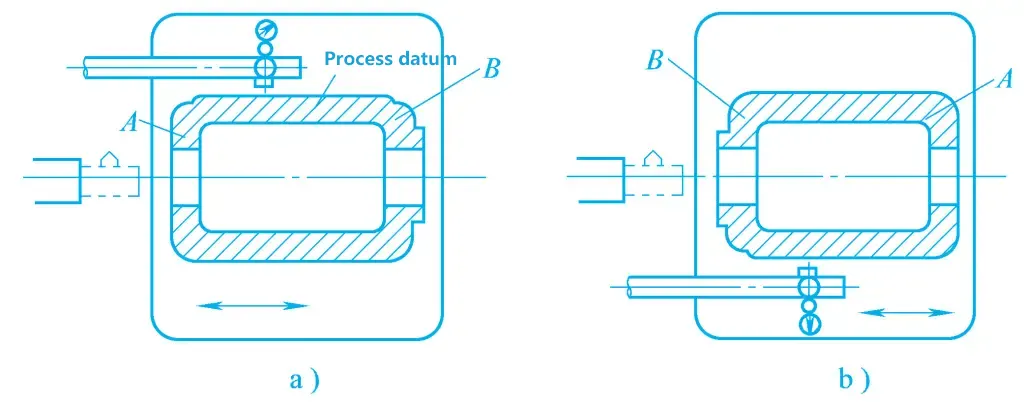
يوضح الشكل 20 ب أنه بعد الثقب، يتم تدوير منضدة العمل 180 درجة، وتتم إعادة محاذاة سطح القاعدة التكنولوجية مع متطلبات التوازي لمحور قضيب الثقب، ثم استخدام سطح القاعدة التكنولوجية كمعيار قياس موحد، وضبط موضع المغزل بحيث يتطابق محور قضيب الثقب مع محور الثقب على الجدار A، وبالتالي يتم تصنيع الثقب على الجدار B من الغلاف.
③ طريقة الرقصة المملة.
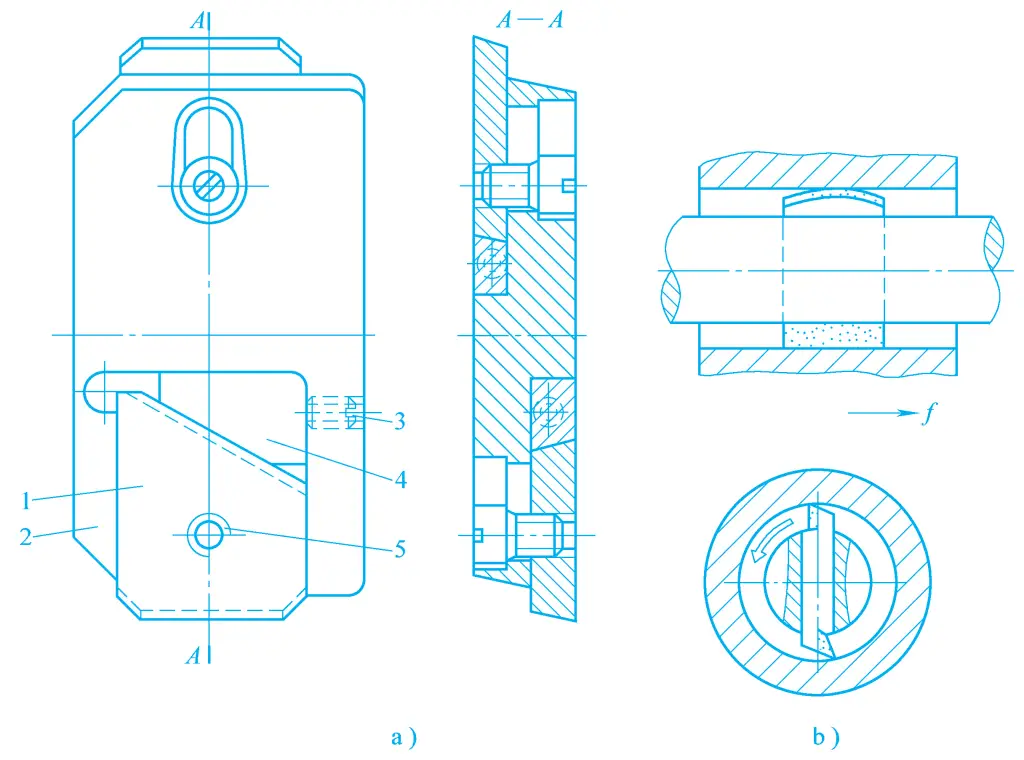
في الإنتاج على دفعات، يتم استخدام رقصات التثقيب بشكل عام للتشغيل الآلي، مع ضمان دقة المحورية بواسطة رقصات التثقيب. كما هو موضح في الشكل 21، يتم تثبيت قطعة العمل على رَكْز التثقيب، ويتم دعم قضيب التثقيب في الفتحات التوجيهية لأكمام التثقيب الأمامية والخلفية، ويتم توجيهها بواسطة أكمام التثقيب لحفر الثقوب في الموضع الصحيح على قطعة العمل.
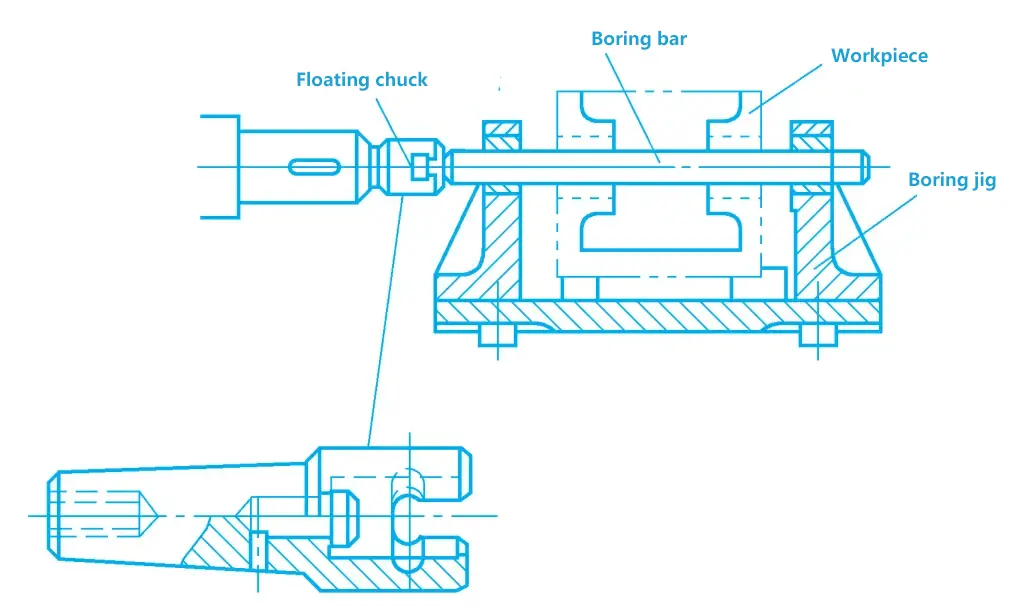
عند ثقب الثقوب باستخدام رقصة التثقيب، يتم توصيل قضيب التثقيب بشكل عائم بمغزل الماكينة من خلال ظرف عائم لضمان عدم تأثر دقة التشغيل الآلي لنظام الثقب بدقة الماكينة. في الشكل 21، تعتمد دقة محورية الثقوب بشكل أساسي على دقة رقعة الثقب، مما يسمح بتصنيع أنظمة ثقوب عالية الدقة على ماكينات منخفضة الدقة.
كما أنها تسهل أيضًا القطع المتزامن متعدد الأدوات، كما أن تحديد المواقع والتثبيت سريع، مع إنتاجية عالية. ومع ذلك، فإن متطلبات الدقة لرقصة التثقيب عالية، ودورة التصنيع طويلة، وتكلفة الإنتاج عالية، وبالتالي، يتم تطبيق طريقة رقصة التثقيب لأنظمة ثقب الآلات بشكل أساسي في إنتاج الدُفعات، والتي يمكن معالجتها على الماكينات ذات الأغراض العامة، وكذلك على الماكينات ذات الأغراض الخاصة أو مراكز التصنيع.
2) أنظمة الحفر المتوازية المملة
تتمثل المتطلبات الفنية الرئيسية لأنظمة الفتحات المتوازية في دقة الأبعاد والدقة الموضعية للمسافات بين محاور الفتحات المتوازية وبين محاور الفتحات والمستوى المرجعي. تُستخدم الطرق التالية بشكل شائع في الإنتاج:
① طريقة الإحداثيات.
تتضمن الطريقة الإحداثية لثقب الثقوب تحويل أبعاد مسافة الثقب بين الثقوب في نظام الثقب إلى بُعدين إحداثيين متعامدين متعامدين، ثم ضبط المواضع النسبية لمغزل الماكينة وقطعة العمل بدقة في الاتجاهين الأفقي والرأسي وفقًا لهذه الأبعاد الإحداثية، لضمان دقة أبعاد مسافة الثقب من خلال التحكم في أبعاد إزاحة الإحداثيات والتفاوتات المسموح بها في الماكينة.
② طريقة المحاذاة.
تتضمن طريقة المحاذاة للثقب استخدام بعض الأجهزة المساعدة لتحديد الموضع الصحيح بدقة لكل ثقب يتم تشكيله على ماكينة للأغراض العامة. تتضمن طرق المحاذاة الشائعة ما يلي:
طريقة محاذاة علامات الخط.
قبل التصنيع الآلي، ضع علامة على مواضع كل ثقب على الفراغ وفقًا لمتطلبات الرسم، وأثناء التصنيع الآلي، قم بمحاذاة الأداة وقطعة العمل وفقًا للخطوط المحددة، مع الجمع أيضًا مع طريقة القطع التجريبي.
يتطلب وضع العلامات الخطية تشغيلًا يدويًا، وهو أمر صعب، وتتأثر دقة التشغيل الآلي بشكل كبير بمستوى مهارة العامل، مما يؤدي إلى انخفاض دقة مسافة الثقب وانخفاض الإنتاجية. ولذلك، فهي مناسبة بشكل عام لأنظمة ثقوب الماكينات ذات متطلبات دقة منخفضة لمسافة الثقب ودُفعات الإنتاج الصغيرة.
طريقة لمحاذاة محور القلب لكتلة قياس.
كما هو مبين في الشكل 22، أدخل محور القلب الدقيق في ثقب عمود الدوران لماكينة الثقب والثقب المعالج، على التوالي، ثم اجمع كتل القياس بأحجام معينة لمحاذاة موضع عمود الدوران.
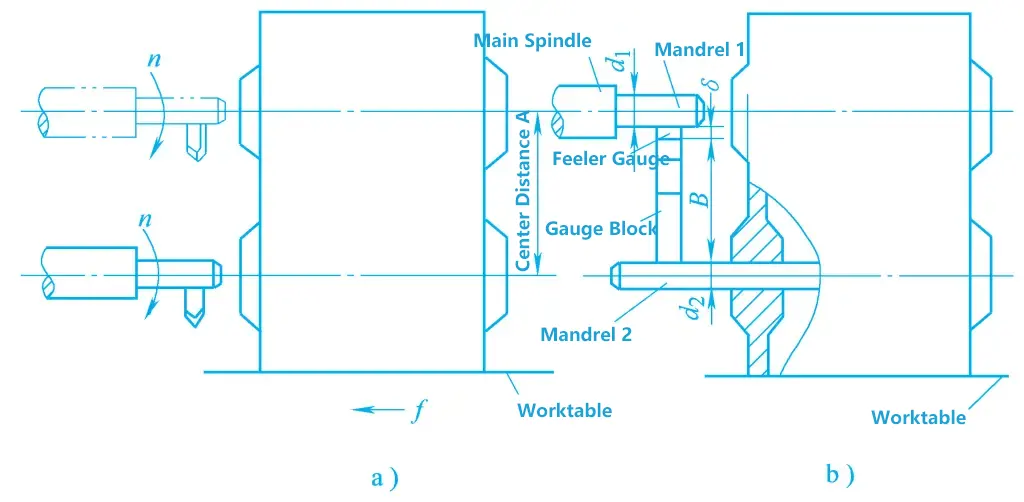
أ) حفر ثقوب متوازية مملة
ب) المحاذاة مع كتلة قياس محور القلب
أثناء المحاذاة، يجب استخدام مقياس تحسس لقياس الفجوة بين كتلة المقياس ومحور القلب لمنع التشوه الناتج عن التلامس المباشر بين كتلة المقياس ومحور القلب. يمكن أن تحقق هذه الطريقة دقة أعلى في تباعد الثقب، ولكنها ذات إنتاجية منخفضة ومناسبة للإنتاج أحادي القطعة والدفعة الصغيرة. في الشكل، d₁ و d₂ هما قطرا محور القلب، و δ هو حجم مقياس الجس، و A هي المسافة المركزية للثقب، و B هي حجم مجموعة كتلة المقياس.
③ طريقة الرقصة المملة.
في الإنتاج الضخم، يتم استخدام الماكينات الرقصة المملة بشكل عام، ويتم ضمان متطلبات التوازي من خلال الرقصة المملة.
3) نظام الثقب العمودي الممل
تتمثل المتطلبات الفنية الرئيسية لنظام الثقب الرأسي في متطلبات التعامد بين محاور الثقوب، والطريقتان التاليتان شائعتا الاستخدام في الإنتاج:
① طريقة المحاذاة.
في الإنتاج أحادي القطعة والإنتاج على دفعات صغيرة، يتم تشكيلها بشكل عام على ماكينة ماكينة عامة. عند الثقب بنظام ثقب عمودي، بعد تشكيل ثقب في اتجاه واحد، يتم تدوير طاولة العمل 90 درجة لثقب الثقب في الاتجاه العمودي. يتم ضمان دقة التعامد لنظام الثقب بواسطة جهاز المحاذاة بزاوية 90 درجة لمنضدة عمل ماكينة الثقب. عندما لا تكون دقة جهاز المحاذاة بزاوية 90 درجة لطاولة عمل ماكينة الحفر العادية عالية، يمكن إجراء المحاذاة باستخدام محور القلب ومؤشر قرص، أي إدخال محور القلب في الفتحة الميكانيكية، ثم تدوير طاولة العمل للخلف، واستخدام مؤشر القرص للمحاذاة عن طريق هز طاولة العمل.
② طريقة الرقصة المملة.
في الإنتاج على دفعات، يتم استخدام طريقة الرقصة المملة بشكل عام، ويتم ضمان دقة تعامدها بواسطة الرقصة المملة.







