
الأجزاء الميكانيكية الأساسية: دليل شامل
هل لديك فضول لمعرفة القوى الخفية التي تحافظ على سير عالمنا بسلاسة؟ تلعب الأجزاء الميكانيكية دوراً حاسماً في...
تستكشف هذه المقالة أساسيات تصنيع التروس الأسطوانية، وتوضح بالتفصيل طرق التشكيل والتوليد المستخدمة لتحقيق أسنان تروس دقيقة. تعلم كيف تضمن تقنيات التشغيل الآلي المختلفة، مثل تشكيل وتشكيل التروس، إنتاج تروس عالية الجودة. وفي النهاية، ستفهم الأدوات والعمليات الكامنة وراء التروس الموثوقة التي تشغّل عددًا لا يحصى من الماكينات في حياتنا اليومية.

التروس هي أحد مكونات النقل المهمة في النقل الميكانيكي. ونظرًا لدقة نسبة نقل الحركة، ونقل الطاقة العالي، والكفاءة العالية، والهيكل المدمج، والموثوقية الجيدة، والمتانة، فإنها تستخدم على نطاق واسع. مفتاح تصنيع التروس هو تصنيع أسنان التروس. نظرًا لأن القطع بالقطع يمكن أن يحقق دقة أعلى في تشكيل الأسنان وقيم خشونة سطح الأسنان الأصغر، فهي حاليًا الطريقة الرئيسية لتصنيع التروس.
هناك العديد من طرق تصنيع القطع الآلي للتروس، ولكن من حيث مبادئ تصنيعها، هناك نوعان: طريقة التشكيل وطريقة التوليد.
تستخدم طريقة التشكيل لتشكيل التروس قاطعة ذات شكل شفرة متناسقة مع المقطع العرضي لفتحة سن التروس التي يتم تشكيلها آليًا، لتشكيل شكل سن التروس على فراغ الترس. ويشمل هذا النوع من قواطع التشكيل بشكل عام قواطع تفريز التشكيل أحادية السن وقواطع تفريز التشكيل متعددة الأسنان ومشكِّلات التروس متعددة الأسنان ومشكِّلات التروس وغيرها.
تشتمل قواطع تفريز التروس أحادية السن الشائعة الاستخدام على قواطع تفريز التروس من النوع القرصي وقواطع تفريز التروس من نوع الإصبع، كما هو موضح في الشكل 1. قواطع تفريز التروس من النوع القرصي مناسبة لتصنيع التروس الأسطوانية المخروطية المخروطية المستقيمة والتروس الأسطوانية الحلزونية ذات المعامل الأقل من 8 مم.
تعتبر قواطع تفريز التروس من نوع الإصبع مناسبة لتصنيع التروس الأسطوانية المخروطية المستقيمة، والتروس الأسطوانية الحلزونية، وخاصة التروس المتعرجة ذات المعامل 8 ~ 40 مم. وتتمثل ميزة هذه الطريقة في أن الأدوات والتركيبات المستخدمة بسيطة نسبيًا، ويتم تشكيلها على ماكينة تفريز عامة مشتركة، وتكلفة الإنتاج منخفضة. ومع ذلك، نظرًا لأن شكل أسنان التروس هو شكل ملتوٍ للتروس من نفس المعامل، طالما أن عدد الأسنان مختلف، فإن أشكال أسنانها الملتوية ليست متماثلة، مما يتطلب قواطع تشكيل مختلفة.
في الإنتاج الفعلي، عادةً ما يكون لكل معيار مجموعة من 8 أو 15 قاطع تفريز تشكيل فقط، كل قاطع مناسب لتصنيع مجموعة معينة من أعداد الأسنان. وبالتالي، يكون التشكيل الجانبي للأسنان المشكّلة آليًا تقريبيًا، وبالتالي تكون دقة التشغيل الآلي منخفضة، ويكون الوقت الإضافي لطحن الأسنان طويلًا، مما يؤدي إلى انخفاض الإنتاجية. ولذلك، فإن استخدام قواطع التشكيل الجانبي أحادية السن مناسبة فقط لتصنيع التروس بدقة أقل من الدرجة 9 في إنتاج قطعة واحدة أو إنتاج دفعة صغيرة أو أعمال الإصلاح حيث الدقة ليست عالية.
باستخدام قواطع تشكيل التشكيل الجانبي متعددة الأسنان، مثل مواقد التروس أو مقلِّمات التروس، يمكن تصنيع شكل الأسنان غير المنحنية للقاطع وفقًا لدقة شكل أسنان قطعة العمل. أثناء التشغيل الآلي، يمكن إكمال تشكيل واحد أو أكثر من أشكال أسنان التروس في دورة عمل واحدة للماكينة، مع كل من الدقة والإنتاجية العالية نسبيًا.
ولكن مواقد التروس ومشكِّلات التروس هي أدوات خاصة ذات هياكل معقدة وصعبة التصنيع ومرتفعة التكاليف. كل مجموعة من الأدوات يمكنها فقط تصنيع تروس ذات معامل واحد وعدد واحد من الأسنان، ويجب أن تكون المعدات المستخدمة متخصصة أيضًا. ولذلك، فإن هذه الطريقة مناسبة فقط للإنتاج بكميات كبيرة.
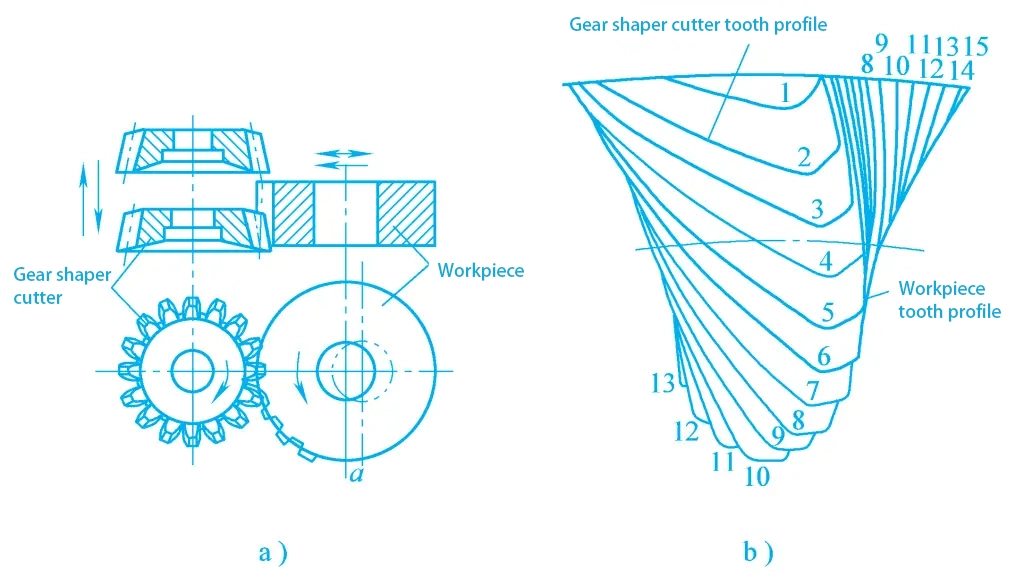
تعتمد طريقة توليد التروس في تصنيع التروس على مبدأ تشبيك التروس، أي تحويل أحد التروس في زوج التروس المتشابك إلى أداة، ومعاملة الآخر كقطعة عمل، وإجبار الأداة وقطعة العمل على أداء حركة تشبيك صارمة، وبالتالي قطع ملف أسنان التروس على قطعة العمل، وتسمى هذه الحركة حركة التوليد. على سبيل المثال، تكافئ عملية تشبيك التروس عملية حركة تشبيك زوج التروس الحلزونية المتقاطعة، كما هو موضح في الشكل 2.
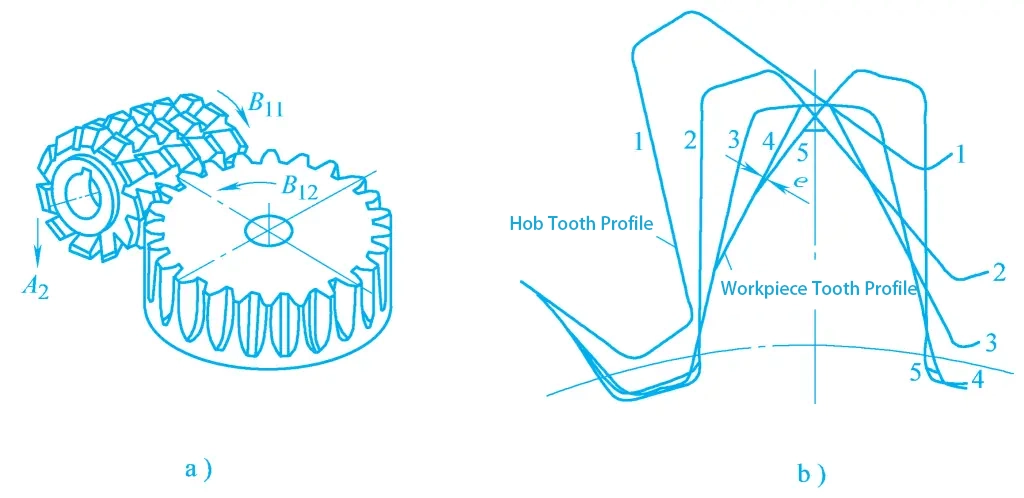
أ) تعشيق التروس
ب) تشكيل المنحنى الجانبي للأسنان
في زوج التروس المتشابكة، يحتوي أحد التروس الحلزونية على عدد قليل جدًا من الأسنان، وزاوية اللولب على دائرة الملعب الخاصة به صغيرة جدًا أيضًا، لذلك يصبح على شكل دودة. بعد الشق والحفر الخلفي والإزميل الخلفي والتبريد وطحن الدودة، تصبح الدودة ترسًا حلزونيًا.
عندما يتحرَّك موقد التروس مع سرعة القطع ويقوم بحركة توليد مع الترس الذي يتم قطعه، يتم قطع شكل السن المقلوب تدريجيًا على قطعة العمل، ومن الواضح أن شكل السن هذا يتم تغليفه بسلسلة من المواضع المستمرة لملف سن الفرن أثناء حركة التوليد.
عند تشكيل التروس بمبدأ طريقة التوليد، لا يتطابق شكل حافة القطع للأداة مع شكل المقطع العرضي لفتحة سن الترس الذي يتم تشكيله، ويرتبط شكل حافة القطع غير المنحنية بعدد أسنان الأداة نفسها فقط، ولا علاقة له بعدد أسنان الترس الذي يتم تشكيله. ولذلك، إذا كان المعامل وزاوية الضغط متماثلين، فلا يلزم سوى أداة واحدة فقط لتشغيل التروس بأعداد مختلفة من الأسنان.
بالإضافة إلى ذلك، من الممكن أيضًا تصنيع التروس المعدلة عن طريق تغيير المسافة المركزية بين الأداة وقطعة العمل. تعتبر دقة وإنتاجية تصنيع التروس بطريقة التوليد عالية نسبيًا، ولكن هناك حاجة إلى أدوات ماكينات متخصصة وأدوات قطع التروس. وعمومًا، فإن هيكل أدوات ماكينات تصنيع التروس المتخصصة معقد نسبيًا، مع وجود العديد من آليات النقل، وتكاليف المعدات المرتفعة.
هناك العديد من الطرق لتصنيع التروس باستخدام مبدأ طريقة التوليد، وأكثرها شيوعًا هي التفريز والتشكيل والحلاقة والشحذ والطحن، إلخ. على الرغم من اختلاف الأدوات والأدوات الآلية المستخدمة في مختلف الطرق، إلا أنه يمكن تطبيقها جميعًا في تصنيع التروس عالية الدقة في أنواع مختلفة من الإنتاج.
يعد تفريغ التروس هو الطريقة الأكثر استخدامًا على نطاق واسع في تصنيع التروس، ويتميز بتعدد الاستخدامات الجيد والإنتاجية العالية وجودة التصنيع الجيدة.
الماكينة Y3150E الخاصة بتطويق التروس هي ماكينة تطويق تروس عالمية متوسطة الحجم، تستخدم بشكل أساسي في تصنيع التروس الأسطوانية المستقيمة والحلزونية، ويمكنها أيضًا استخدام طريقة التغذية الشعاعية اليدوية لتصنيع التروس الدودية. يمكن لهذه الماكينة معالجة التروس التي يبلغ قطرها الأقصى 500 مم، وعرضها الأقصى 250 مم، ووحدة نمطية قصوى 8 مم، وعدد أسنان لا يقل عن 5 آلاف سن (k هو عدد رؤوس المواسير).
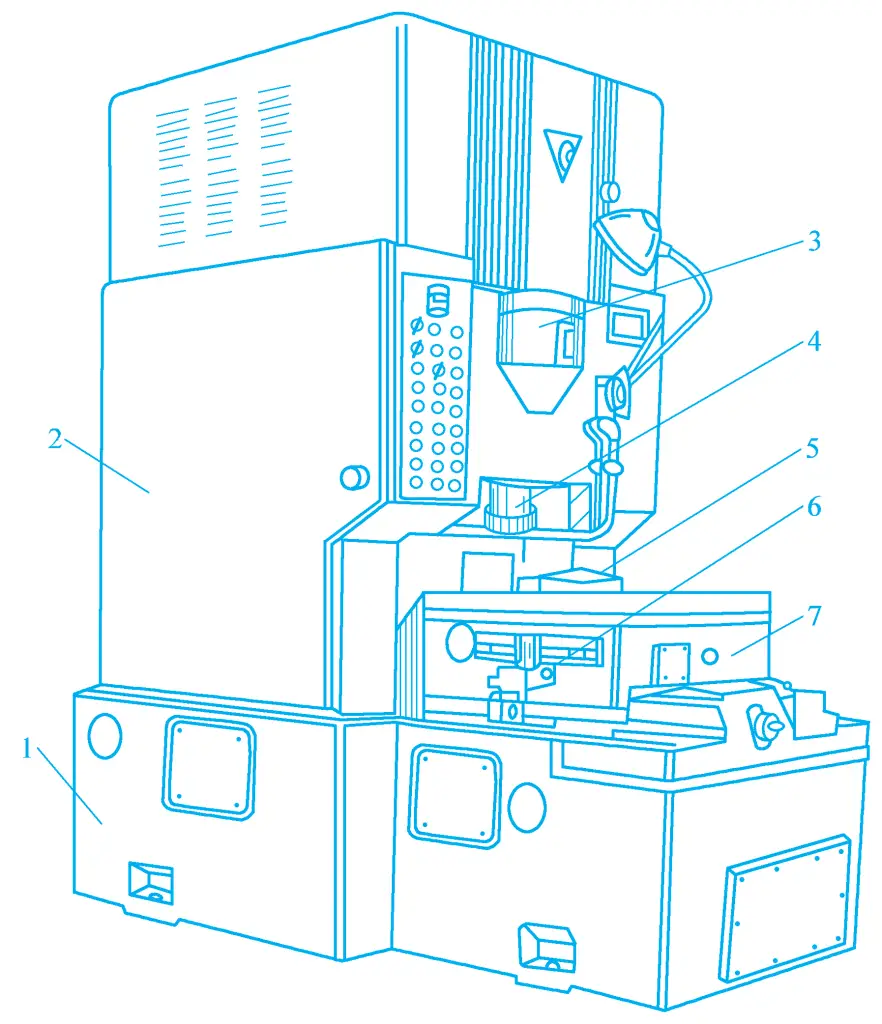
يوضح الشكل 3 الشكل الخارجي لماكينة تفريز التروس Y3150E، والتي تتكون من مكونات رئيسية مثل السرير 1، والعمود 2، ومنزلق العِدَّة 3، وجسم العِدَّة 5، والعمود الخلفي 8، ومنضدة العمل 9. يتم تثبيت العمود 2 على السرير 1، وتدفع شريحة الأداة 3 جسم الأداة 5 لأداء حركة تغذية رأسية أو حركة سريعة على طول سكة توجيه العمود. يتم تثبيت الموقد على عمود العِدَّة 4، مدفوعًا بمغزل جسم العِدَّة 5 للدوران كحركة رئيسية.
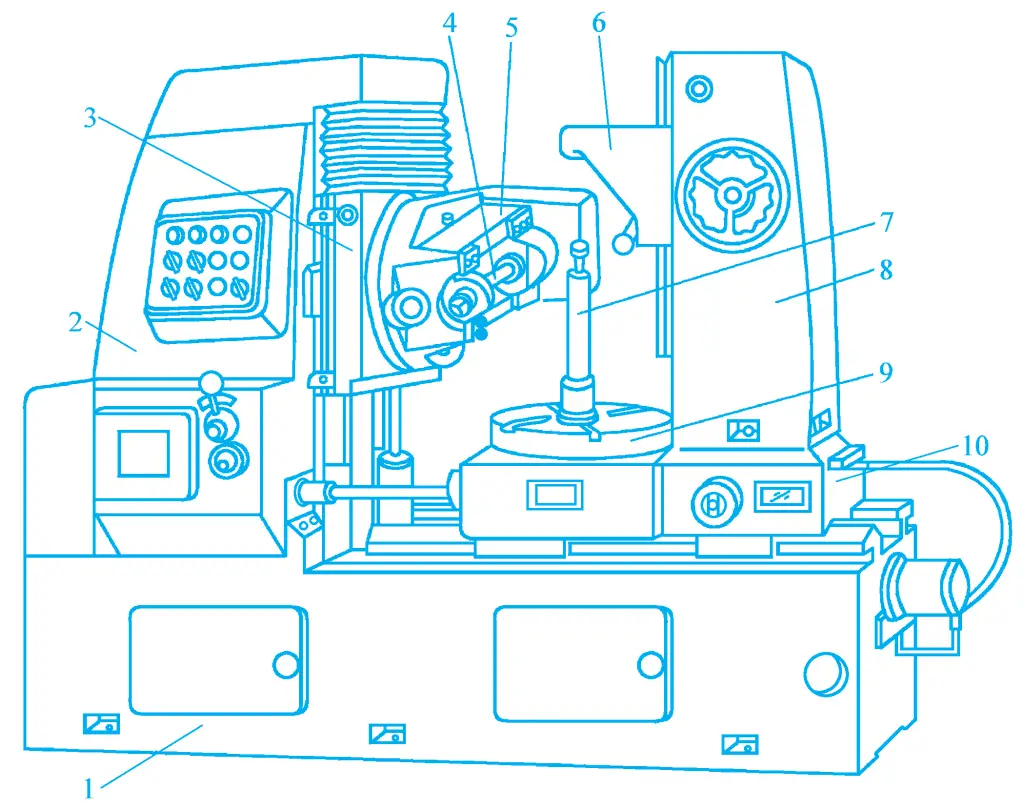
1-سرير واحد
2-العمود 2
3-شريحة الأداة 3
4-شريط الأدوات 4
5-جسم الأداة 5-جسم الأداة
6-مضرب 6
7-المغزل
8-العمود الخلفي
9-منضدة العمل
10-سرج الماكينة 10
يمكن أن يدور جسم الأداة حول محورها الأفقي لضبط زاوية تركيب الموقد. يتم تشبيك قطعة العمل على عمود الدوران 7 من المنضدة 9 أو يتم تشبيكها مباشرة على طاولة الشغل، وتدور مع طاولة الشغل.
يتم تثبيت منضدة العمل والعمود الخلفي 8 على سرج الماكينة 10، والذي يمكن أن يتحرك على طول سكة التوجيه الأفقية للسرير لضبط الوضع الشعاعي لقطعة العمل أو إجراء حركة تغذية شعاعية يدوية. يمكن للكتيفة الموجودة على العمود الخلفي دعم الطرف العلوي من عمود دوران الشُّغْلَة بطرف مركزي أو كم عمود لتحسين ثبات عمل التفريز.
عند تشغيل التروس بالتروس باستخدام موقد وفقًا لمبدأ طريقة التوليد، من الضروري الحفاظ بدقة على علاقة الحركة بين الموقد وقطعة العمل. ولذلك، فإن حركات العمل لماكينة تفريغ التروس عند تصنيع التروس الأسطوانية المستقيمة هي:
1) الحركة الرئيسية
هي الحركة الدورانية للموقد n 刀 (ص/دقيقة). تعتمد سرعة الموقد على سرعة القطع المعقولة v (م/دقيقة) وقطر الموقد D 刀 (مم).
2) توليد الحركة
إنها الحركة المركبة للحركة الدورانية للموقد والحركة الدورانية لقطعة الشغل، أي حركة التشبيك بين الموقد وقطعة الشغل، ويجب الحفاظ على علاقة النقل لزوج من التروس المتشابكة بدقة بينهما. بافتراض أن عدد رؤوس المواقد هو k وعدد الأسنان على الشُّغْلَة هو z، فإنه لدوران واحد للموقد، يجب أن تدور الشُّغْلَة k/z دورة.
3) حركة التغذية المحورية
إنها حركة التغذية المستمرة للموقد على طول الاتجاه المحوري لقطعة الشُّغْلة، مما يؤدي إلى قطع شكل السن عبر عرض السن بالكامل لقطعة الشُّغْلَة. علاقة النقل هي أنه بالنسبة لدوران واحد لقطعة الشُّغْلة، يقوم الموقد بالتغذية المحورية f(مم/ص).
وبالإضافة إلى الحركات الثلاث المذكورة أعلاه، من الضروري أيضًا ضبط عمق القطع يدويًا يدويًا على طول الشُّغْلَة لقطع ارتفاع السن الكامل.
إن شكل أسنان التروس الأسطوانية الحلزونية عبارة عن خط أسنان حلزوني، لذلك عند تشكيل التروس الأسطوانية الحلزونية، بالإضافة إلى الحركة الرئيسية، وحركة التوليد، وحركة التغذية المحورية المطلوبة لتشكيل التروس الأسطوانية المستقيمة، لتشكيل خط أسنان حلزوني، يجب أن تقوم قطعة العمل بحركة إضافية أثناء قيام الموقد بحركة تغذية محورية، ويجب أن يحافظ كلاهما على علاقة معينة، أي أنه أثناء تحرك الموقد محوريًا يجب أن تضيف قطعة العمل بدقة لفة واحدة مقابل ل واحد من الخط الحلزوني.
يمكن تشغيل التروس الدودية آليًا على ماكينة مفصلية التروس Y3150E باستخدام طريقة التغذية الشعاعية. يتطلب تصنيع التروس الدودية ثلاث حركات: الحركة الرئيسية، وحركة التوليد، وحركة التغذية الشعاعية. إن سلسلة نقل الحركة الرئيسية وحركة التوليد هي نفسها تمامًا مثل تلك الخاصة بتشغيل التروس الأسطوانية المستقيمة، ولا يمكن إجراء حركة التغذية الشعاعية إلا يدويًا. يجب أن تكون الوحدة، وعدد الرؤوس، وقطر الملعب لموقد التروس الدودية هي نفسها تلك الخاصة بالتروس الدودية.
عند تركيب الموقد، يجب أن يكون محور الموقد عموديًا على محور الترس الدودي الذي يتم تشكيله آليًا ويقع داخل المستوى المركزي للترس الدودي. عندما يقوم موقد الترس الدودي بالقطع التدريجي من أعلى السن إلى عمق السن الكامل لقطعة العمل، أوقف التغذية الشعاعية، وتستمر قطعة العمل في الحفاظ على حركة التشبيك مع الموقد والقطع لعدة لفات لتصحيح شكل السن.
إن مقبض التروس عبارة عن قاطع على شكل دودة، مع عدة أخاديد مقسمة بالتساوي حول محيطها، عموديًا على الخط الحلزوني الدودي أو موازيًا لمحور المقبض. بعد تشكيل شكل السن وقص الجزء الخلفي من السن لإعطاء شكل السن الصحيح والزاوية الخلفية الصحيحة، ثم تبريد وطحن الجزء الأمامي، يتم تشكيل مقبض الترس، كما هو موضح في الشكل 4.
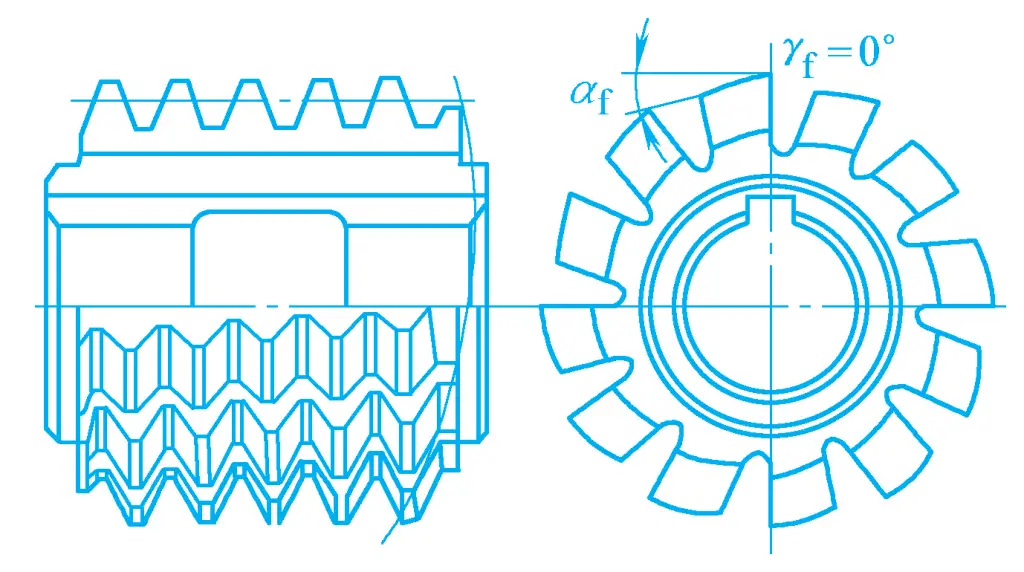
يتكون موقد التروس من عدة حلقات من أسنان القاطع، كل سن له شفرة علوية وشفرتان جانبيتان على اليسار واليمين، ولكل من الشفرة العلوية والشفرات الجانبية زاوية خلفية معينة. يتم توزيع الشفرتين الجانبيتين لسن القاطع على سطح حلزوني، والذي يشكل الدودة الأساسية للموقد.
تنقسم مواقد التروس إلى درجات دقة AA، A، A، B، C. بشكل تقريبي، العلاقة بين درجة دقة الموقد ودرجة دقة الترس الذي تتم معالجته موضحة في الجدول 1، للرجوع إليها عند اختيار الموقد.
الجدول 1 العلاقة بين درجة دقة الفرن ودرجة دقة التروس
| درجة دقة الفرن | أأ | A | B | C |
| درجة دقة التروس | 6~7 | 7~8 | 8~9 | 9~10 |
عند اختيار موقد التروس، يجب أن تكون الوحدة النمطية وزاوية شكل السن للموقد هي نفسها الوحدة النمطية العادية وزاوية شكل السن العادية للترس الذي تتم معالجته، ويجب أن تتطابق درجة دقتها أيضًا مع درجة دقة الترس الذي تتم معالجته.
عند معالجة التروس ذات القطر الصغير، يتم تشبيك قطعة العمل على المغزل عن طريق تحديد موقع الثقب الداخلي، ويتم دعم الجسم الأسطواني في الطرف العلوي من المغزل بواسطة الطرف العلوي أو الغلاف على قوس العمود الخلفي لتعزيز صلابة تشبيك قطعة العمل. عند معالجة التروس ذات القطر الأكبر، عادةً ما يتم تشبيكها بقاعدة ومغزل بوجه طرفي أكبر، أو يتم تشبيك الترس مباشرة على طاولة الشغل لماكينة التفريز.
يُستخدَم الترس المفصلي على نطاق واسع، وتنعكس خصائصه الرئيسية في الجوانب التالية:
1) قدرة جيدة على التكيف
ونظرًا لأن مفصل التروس يستخدم مبدأ طريقة التوليد، يمكن لموقد واحد معالجة التروس بأعداد مختلفة من الأسنان التي لها نفس الوحدة وزاوية تشكيل الأسنان، مما يوسع نطاق معالجة التروس بشكل كبير.
2) إنتاجية عالية
لأن الموقد يدور باستمرار أثناء المعالجة، مما يؤدي إلى إجراء قطع مستمر على الشُّغْلَة دون ضربات خاملة، ويمكن استخدام مواقد متعددة الرؤوس لتحسين كفاءة التفريز الخشن.
3) خطأ صغير في درجة ترس الترس
أثناء تعشيق التروس، تشارك العديد من أسنان القاطع في القطع في نفس الوقت، ويتم قطع جميع فتحات الأسنان على قطعة العمل بواسطة أسنان القاطع هذه، مما يؤدي إلى خطأ صغير في درجة ميلها.
4) سطح سن الترس الأكثر خشونة
أثناء عملية تشكيل التروس، تدور قطعة العمل بسن واحد، ويدور المقبض 1/ك (ك هو عدد رؤوس المقبض). ونظرًا لأن عدد أسنان القاطع لكل دائرة على المِفْرَق محدود، فإن الخط المتعدد لملف أسنان الأداة الذي يشكل خط الغلاف لملف أسنان قطعة العمل محدود جدًا، وأقل بكثير من ذلك الخاص بتشكيل التروس، وبالتالي فإن قيمة خشونة السطح لملف التروس المعالجة بواسطة التفريز تكون بشكل عام أكبر من تلك المعالجة بواسطة تشكيل التروس.
5) تستخدم بشكل أساسي لمعالجة التروس الأسطوانية ذات الأسنان المستقيمة، والتروس الأسطوانية الحلزونية، والتروس الدودية
لا يمكن للتعشيق معالجة التروس الداخلية والتروس ذات الأقطار الأصغر في التجميعات متعددة التروس.
تُستخدم عملية تشكيل التروس بشكل أساسي لمعالجة التروس الأسطوانية ذات الأسنان المستقيمة، وهي مناسبة بشكل خاص لمعالجة التروس الداخلية والتروس ذات الأقطار الأصغر في التجميعات متعددة التروس التي لا يمكن معالجتها عن طريق التفريع.
يظهر مظهر ماكينة تشكيل التروس من النوع Y5132 في الشكل 5. وتتكون بشكل أساسي من السرير 1، والعمود 2، وعمود الأداة 3، والمغزل 4، ومنضدة العمل 5، والسرج 7، ومكونات أخرى. يتم تثبيت العمود على السرير، ويتم تثبيت قاطع تشكيل التروس على مغزل الأداة، ويتم تثبيت قطعة العمل على طاولة العمل، ويمكن للسرج أن يتحرك شعاعيًا على طول سكة توجيه السرير لتغذية قطعة العمل للقطع والاقتراب أو التراجع بسرعة.
1-سرير واحد
2-العمود 2
3-وظيفة الأداة 3
4-المغزل الرئيسي
5-منضدة العمل
6-قوس كتلة الإيقاف 6
سرج 7 أسرّة
يعتمد تشكيل التروس على مبدأ طريقة التوليد. إن قاطع تشكيل التروس هو في الأساس ترس ذو وجه طرفي مطحون بزاوية أمامية، وكل من أعلى وجوانب الأسنان مطحون بزاوية خلفية، كما هو موضح في الشكل 6 أ. أثناء تشكيل الترس، يشتبك قاطع تشكيل التروس وقطعة العمل في حركة تشبيك بدون فجوات، مما يؤدي إلى قطع شكل السن تدريجيًا على قطعة العمل. يتكون المنحنى الجانبي للسن من خلال غلاف المواضع اللحظية لحافة القطع أثناء عمليات القطع المتعددة بواسطة قاطع تشكيل التروس، كما هو موضح في الشكل 6ب.
أ) تشكيل التروس
ب) تشكيل المنحنى الجانبي للأسنان
الحركات المطلوبة لتصنيع التروس الأسطوانية المخروطية المخروطية المستقيمة:
1) الحركة الرئيسية
الحركة الرئيسية في تشكيل التروس هي الحركة الخطية الترددية التي يقوم بها قاطع تشكيل التروس على طول الاتجاه المحوري لقطعة العمل. الحركة الهابطة لقاطع تشكيل التروس هي شوط العمل، والحركة الصاعدة هي شوط الخمول. يتم تمثيل الحركة الرئيسية بعدد الأشواط الترددية في الدقيقة، أي الأشواط الترددية/الدقيقة.
2) توليد الحركة
أثناء تشكيل التروس، يجب أن يحافظ قاطع تشكيل التروس وقطعة العمل على علاقة حركة تشابك بدون فجوات كزوج من التروس الأسطوانية. عندما يدير قاطع تشكيل التروس سنًا واحدًا، يجب أن تدور قطعة العمل أيضًا بسن واحد. الحركة الدوارة المتشابكة التي يقوم بها قاطع تشكيل التروس وقطعة العمل تسمى حركة التوليد.
3) حركة تغذية دائرية
حركة التغذية الدائرية هي الحركة الدورانية لقاطع تشكيل التروس حول محوره الخاص. تحدد سرعة الدوران سرعة دوران قطعة العمل، وتؤثر أيضًا على حمل القطع لقاطع تشكيل التروس، وجودة سطح قطعة العمل، وإنتاجية التشغيل الآلي، وعمر قاطع تشكيل التروس. يتم تمثيل مقدار التغذية الدائرية بطول القوس الذي يدور به قاطع تشكيل التروس على دائرة الملعب لكل شوط ترددي، بوحدة مم/لكل شوط مزدوج.
4) حركة تغذية شعاعية
لتجنب تلف الأداة وقطعة العمل بسبب حمل القطع الزائد، يجب أن تقوم قطعة العمل بالتغذية الشعاعية تدريجياً نحو قاطع تشكيل التروس. عندما يتم قطع الشُّغْلَة إلى العمق الكامل للسن بواسطة قاطع تشكيل التروس، تتوقف حركة التغذية الشعاعية وتدور الشُّغْلَة مرة أخرى لإنتاج شكل سن كامل. يتم تمثيل مقدار التغذية الشعاعية بمسافة التغذية الشعاعية لقطعة الشُّغْلَة لكل شوط ترددي لقاطع تشكيل التروس، بوحدة مم/لكل شوط مزدوج.
يتم تحقيق حركة التغذية الشعاعية لماكينة تشكيل التروس Y5132 من خلال تحريك قطعة العمل نحو قاطع تشكيل التروس المدفوع بمنضدة الشغل. أثناء التشغيل الآلي، تتحرك طاولة الشُّغْلَة بسرعة لمسافة أكبر لتقريب الشُّغْلَة من الأداة، ثم تبدأ حركة التغذية الشعاعية. عند اكتمال تشغيل الشُّغْلَة آليًا، تعود طاولة الشُّغْلَة بسرعة إلى موضعها الأصلي.
5) حركة سحب الأداة
عندما يتحرك قاطع تشكيل التروس لأعلى أثناء شوط التباطؤ، لتجنب خدش سطح قطعة العمل وتقليل تآكل الأداة، يجب أن تكون هناك فجوة تبلغ حوالي 0.5 مم بين الأداة وقطعة العمل. قبل أن يبدأ قاطع تشكيل التروس في شوط العمل لأسفل، فإنه يعود بسرعة إلى موضعه الأصلي للسماح للأداة بإجراء القطع التالي. تسمى حركة التراجع والعودة إلى الموضع الأصلي حركة تراجع الأداة. تحقق أداة الماكينة هذه حركة سحب الأداة من خلال تأرجح مغزل الأداة.
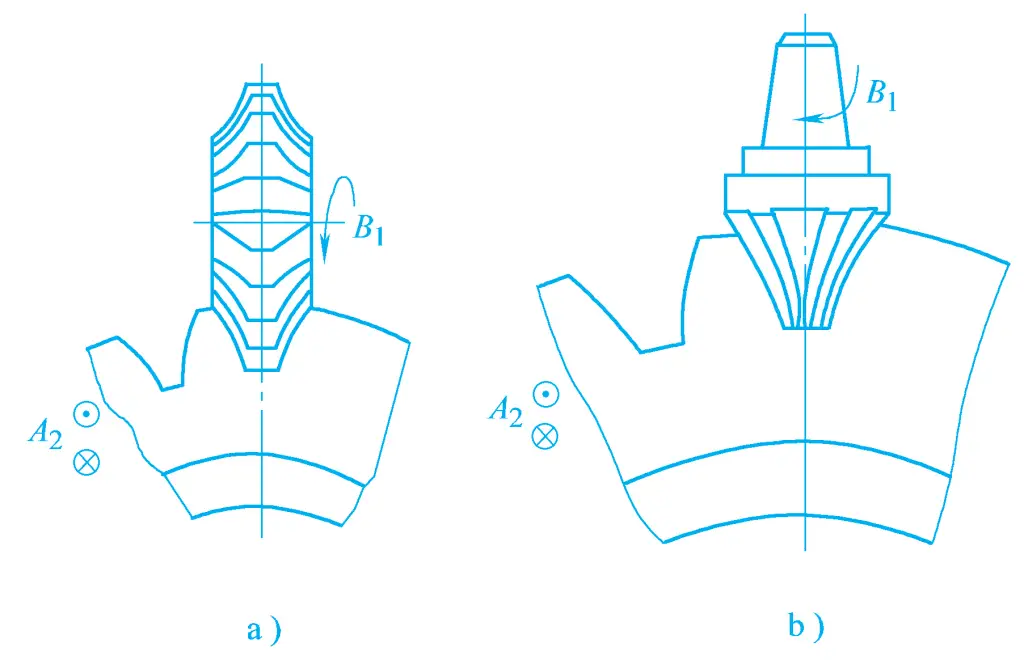
توجد ثلاثة أنواع رئيسية من قواطع تشكيل التروس ذات الأسنان المستقيمة المستخدمة في تشكيل التروس: قاطع تشكيل التروس ذات الأسنان المستقيمة من النوع القرصي، وقاطع تشكيل التروس ذات الأسنان المستقيمة من نوع الوعاء، وقاطع تشكيل التروس ذات الأسنان المستقيمة ذات الساق المستدقة، كما هو موضح في الشكل 7.
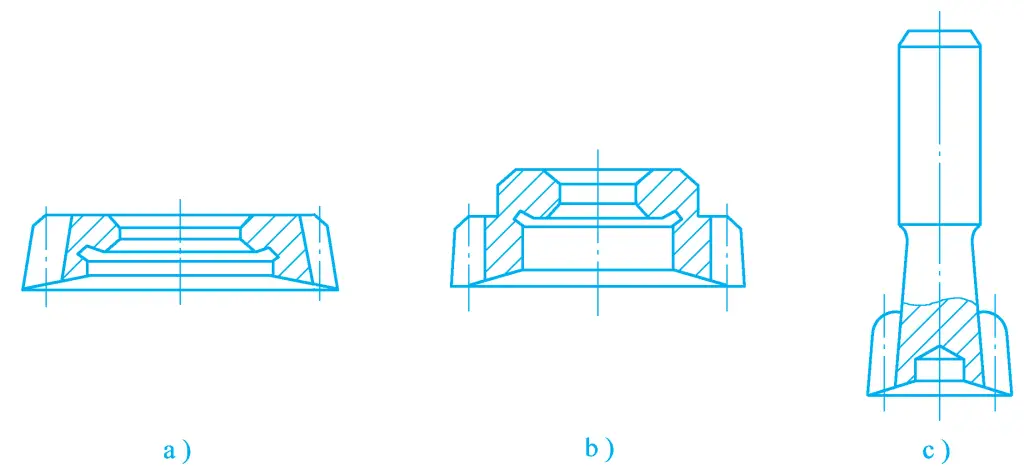
أ) قاطعة تشكيل التروس ذات الأسنان المستقيمة من النوع القرصي
ب) قاطعة تشكيل التروس ذات الأسنان المستقيمة من النوع الوعائي
ج) قاطع تشكيل التروس مستدق الساق مستقيم الأسنان
يتم وضع قاطعة تشكيل التروس ذات الأسنان المستقيمة من النوع القرصي بواسطة الفتحة الداخلية والوجه الطرفي الداعم، ويتم تثبيتها على عمود دوران الماكينة بصمولة. تُستخدم بشكل أساسي في تشكيل التروس الخارجية ذات الأسنان المستقيمة والتروس الداخلية ذات الأسنان المستقيمة ذات القطر الكبير. أقطار دائرة الملعب شائعة الاستخدام هي أربعة أنواع: 75 مم، 100 مم، 100 مم، 160 مم، 200 مم، وهي مناسبة لتصنيع التروس بوحدة نمطية من 1 إلى 12 مم.
تُستخدم قاطعة تشكيل التروس ذات الأسنان المستقيمة من النوع الوعائي بشكل أساسي في تشكيل التروس متعددة الوصلات والتروس ذات الأكتاف المحدبة. يتم وضع هذا النوع من قواطع تشكيل التروس من خلال ثقبها الداخلي، ويمكن استيعاب صامولة التثبيت داخل جسم القاطع. أقطار دائرة الملعب شائعة الاستخدام هي أيضًا أربعة أنواع: 50 مم، 75 مم، 75 مم، 100 مم، 125 مم، وهي مناسبة لتشكيل التروس بوحدة نمطية من 1 إلى 8 مم.
قاطع تشكيل التروس مستدق الساق مستقيم السن مستدق الساق هو هيكل متكامل مع ساق مستدق (ساق مستدق مورس) ويتم توصيله بمغزل الماكينة بموصل خاص بفتحة مستدقة داخلية. تُستخدم بشكل أساسي لتصنيع التروس الداخلية ذات الأسنان المستقيمة. أقطار دائرة الملعب الاسمية هي نوعان: 25 مم و38 مم، وهي مناسبة لتصنيع التروس بوحدة نمطية تبلغ 1 ~ 3.75 مم.
توجد بشكل عام ثلاث درجات دقة لقواطع مُشكِّل التروس: AA وA وA وB، والتي تستخدم في ظروف المعالجة العادية لمعالجة التروس من درجات الدقة 6 و7 و8 على التوالي.
1) دقة عالية في تشكيل الأسنان عالية الدقة
يمكن طحن أسنان قاطع مُشكِّل التروس بواسطة ماكينة طحن التروس عالية الدقة للحصول على شكل أسنان ملتوية دقيق، وبالتالي فإن شكل السن المعالج يتمتع بدقة عالية.
2) قيمة خشونة السطح الجانبية للأسنان التي تم الحصول عليها صغيرة نسبيًا
أثناء تشكيل التروس، يقوم قاطع تشكيل التروس بقطع البُرادة بشكل مستمر على طول الترس بالكامل، بينما أثناء تعشيق التروس، يقوم قاطع المقبض بقطع جزء صغير من شكل السن في اتجاه طول الترس في كل مرة، ويتم تشكيل طول السن بالكامل بواسطة قاطع المقبض الذي يقطع بشكل متقطع عدة مرات. ولذلك، يحقق تشكيل التروس قيمة خشونة سطح أصغر من تشكيل التروس.
3) يفضي إلى تحسين دقة المظهر الجانبي للأسنان وتقليل قيمة خشونة السطح
أثناء تشكيل التروس، من خلال تقليل كمية التغذية المحيطية وزيادة عدد الخطوط المكسورة التي تشكل غلاف ملف تعريف السن غير المنحني، يتم تحسين دقة ملف تعريف السن وقيمة خشونة السطح. أثناء تشكيل التروس، يتم إحاطة المظهر الجانبي للسن نفسه لقطعة العمل بعدد أقل من الخطوط المكسورة، وبالتالي فإن دقة المظهر الجانبي للسن ليست عالية، وقيمة خشونة السطح أكبر.
4) التغيير في الطول الطبيعي المشترك لقطعة العمل كبير نسبيًا
أثناء تشكيل التروس ، نظرًا لوجود أخطاء في درجة ميل قاطع تشكيل التروس نفسه ، وأخطاء تركيب قاطع تشكيل التروس ، وأخطاء الملعب التراكمية للعجلة الدودية التي تقود قاطع تشكيل التروس للدوران على آلة تشكيل التروس ، سيكون هناك خطأ زاوي كبير نسبيًا عندما يدور قاطع تشكيل التروس. لذلك، فإن التغيير في الطول الطبيعي المشترك للتروس التي تتم معالجتها عن طريق تشكيل التروس أكبر من التروس التي تتم معالجتها عن طريق تشكيل التروس.
5) انخفاض الإنتاجية
أثناء تشكيل التروس، نظرًا لأن الأداة تتحرك في حركة ترددية مستقيمة، فإن الزيادة في سرعة القطع محدودة، وهناك حركة خاملة. ولذلك، في ظل الظروف العامة، تكون إنتاجية تشكيل التروس أقل من إنتاجية تشكيل التروس.
6) تصنيع التروس الحلزونية غير مريح للغاية، ولا يمكن تصنيع التروس الدودية آليًا
من غير الملائم جدًا لماكينة تشكيل التروس تشكيل التروس لآلة تشكيل التروس الأسطوانية الحلزونية، مما يتطلب استبدالها بقضبان توجيه مائلة ووقت إضافي طويل. بالإضافة إلى ذلك، لا يمكن لماكينات تشكيل التروس تشكيل التروس الدودية.
بالنسبة للتروس ذات درجة دقة أعلى من 6، غالبًا ما يتم إجراء المعالجة الخشنة أولاً باستخدام عملية تشكيل أو تشكيل التروس، يليها المعالجة الدقيقة لسطح السن. بالنسبة لتصنيع أسطح التروس المقواة، غالبًا ما يتم إجراء المعالجة الحرارية بعد عملية التفكيك أو التشكيل، يليها التشغيل الآلي الدقيق لسطح السن. تتضمن طرق المعالجة الدقيقة الشائعة لأسطح الأسنان الحلاقة والشحذ والطحن.
تُستخدم عملية حلاقة التروس بشكل شائع في التشغيل الآلي الدقيق لملامح الأسنان في التروس الأسطوانية غير المصلدة، مع إنتاجية عالية، وتستخدم على نطاق واسع في إنتاج الدفعات.
تنتمي حلاقة التروس أيضًا إلى عملية التوليد. حركة توليد حلاقة التروس تعادل تشبيك زوج من التروس الأسطوانية الحلزونية المتقاطعة المحور، وقاطع حلاقة التروس هو في الأساس ترس حلزوني عالي الدقة. يتم فتح أخاديد صغيرة على طول الاتجاه غير المنحني على سطح أسنانه، وتشكل الأسطح الجانبية لهذه الأخاديد الصغيرة حواف القطع لقاطع حلاقة التروس، كما هو موضح في الشكل 8 أ.
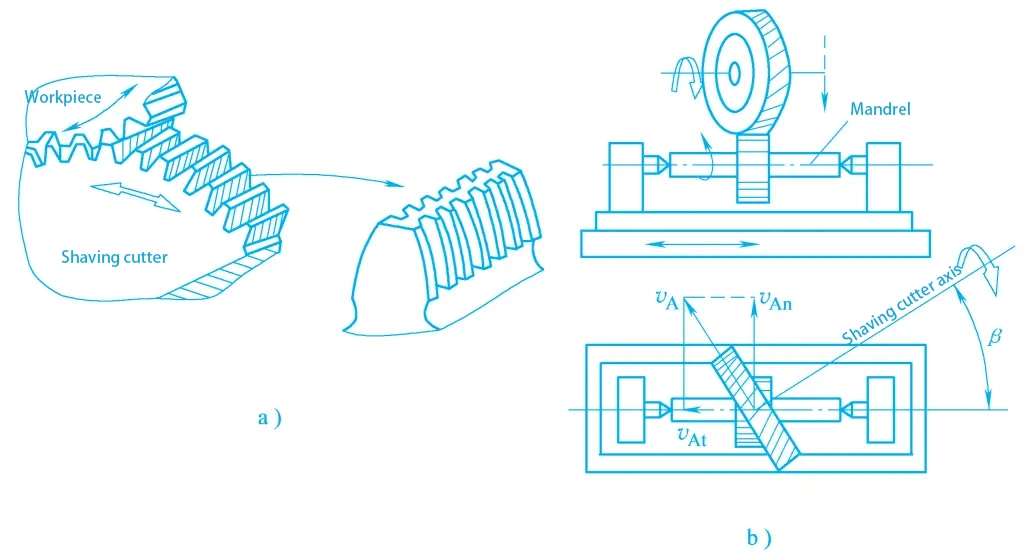
أ) قاطع حلاقة التروس
ب) رسم توضيحي لعملية حلاقة التروس
أثناء حلاقة التروس، يتم أولاً تثبيت قطعة العمل على المحور المركزي بين المركزين على أداة الماكينة، ثم يتم تثبيت قاطع حلاقة التروس على عمود الدوران الرئيسي لأداة الماكينة، مدفوعًا بالمغزل الرئيسي للدوران، مما يحقق الحركة الرئيسية. يشكل محور قاطع حلاقة التروس زاوية تقاطع المحور β مع محور الشُّغْلة، وتتشابك الشُّغْلَة مع قاطع حلاقة التروس تحت ضغط معين، ويتم دفعها للدوران بواسطة قاطع حلاقة التروس، مما يؤدي حركة تشابك حرة بدون فجوات مع قاطع حلاقة التروس، كما هو موضح في الشكل 8ب.
نظرًا لأن قاطع حلاقة التروس وقطعة العمل مكافئان لتشبيك زوج من التروس الأسطوانية الحلزونية المتقاطعة المحور، فإن اتجاه السرعة عند نقطة التشبيك غير متناسق، مما يتسبب في انزلاق نسبي على طول اتجاه طول السن بين قاطع حلاقة التروس وسطح سن قطعة العمل. سرعة الانزلاق هذه هي v0 = v1 sinβ، وهي سرعة القطع لحلاقة التروس. ونظرًا لوجود هذه السرعة، يمكن لحافة قطع قاطع حلاقة التروس قطع البُرادة الدقيقة من سطح سن قطعة العمل، مما يحقق تصنيعًا دقيقًا لسطح سن قطعة العمل.
ولتحقيق نفس تأثير الحلاقة على جانبي مقطع أسنان الشُّغْلة، يجب أن يقوم قاطع حلاقة التروس بتغيير اتجاه الدوران بالتناوب أثناء عملية الحلاقة. أثناء حلاقة التروس، لحلاقة طول السن الكامل لقطعة الشُّغْلة، يجب أن تقوم طاولة الشُّغْلَة بحركة ترددية طولية مستقيمة.
بعد كل حركة أحادية الاتجاه لمنضدة الشُّغْلة، ينعكس قاطع حلاقة التروس وتتحرك المنضدة في الاتجاه المعاكس، ويقوم بحلق الجانب الآخر من الترس. بعد الانتقال في الاتجاه المزدوج لمنضدة الشُّغْلة، يقوم قاطع حلاقة التروس بتغذية شعاعية متقطعة مرة واحدة، مما يؤدي إلى حلق المواد الزائدة على سطح السن تدريجيًا، مما يلبي في النهاية متطلبات الرسم.
تتميز حلاقة التروس بالخصائص التالية:
1) كفاءة عالية وتكلفة منخفضة
وعمومًا، لا يستغرق تصنيع التروس بشكل عام سوى 2 ~ 4 دقائق، وتكون التكلفة في المتوسط 90% أقل من تكلفة طحن التروس. تعتبر حلاقة التروس مناسبة للتشغيل الآلي الدقيق لملف الأسنان في التروس غير المصلدة.
2) ضعف القدرة على التصحيح للأخطاء العرضية للتروس
فيما يتعلق بترتيب العملية، من الأنسب استخدام عملية ربط التروس كعملية سابقة لحلق التروس، لأن دقة حركة التروس المعالجة بواسطة ربط التروس أعلى من التروس المعالجة بتشكيل التروس. على الرغم من أن خطأ شكل التروس في التروس التي تتم معالجتها عن طريق الحلاقة أكبر من التروس التي تتم معالجتها عن طريق التشكيل، إلا أنه ليس من الصعب تصحيح ذلك في حلاقة التروس.
3) يفضي إلى تحسين دقة ملف تعريف سن التروس
هذا لأن حلاقة التروس لديها قدرة تصحيح قوية لأخطاء ملف تعريف أسنان التروس وأخطاء درجة الصوت. وطالما أن قاطع الحلاقة نفسه يتمتع بدقة عالية وجودة الطحن جيدة، فيمكنه حلق التروس بقيمة خشونة سطح Ra1.25~0.32 ميكرومتر ودقة تصل إلى الدرجة 7~6.
إن شحذ معالجة التروس هي إحدى طرق المعالجة الدقيقة لملامح التروس المتصلبة، وتستخدم بشكل أساسي لإزالة طبقة الأكسيد على سطح السن بعد المعالجة الحرارية، وتقليل خشونة سطح أسنان التروس، وبالتالي تقليل ضوضاء نقل التروس.
الأداة المستخدمة في شحذ التروس هي عجلة الشحذ، والمعروفة أيضًا باسم حلقة الشحذ، والتي تتكون من فراغ العجلة وحلقة أسنان، كما هو موضح في الشكل 9 أ. تُصنع العجلة الفارغة من الفولاذ، وجزء حلقة الأسنان مصبوب أو مضغوط على الساخن مع مواد كاشطة (أكسيد الألومنيوم، كربيد السيليكون)، ومواد رابطة (راتنجات الإيبوكسي)، وعامل معالجة (إيثيلين ديامين)، وهيكلها مشابه لهيكل أدوات الطحن، إلا أن سرعة القطع في الشحذ أقل بكثير من سرعة الطحن، ولكنها أعلى من سرعة الحلاقة.
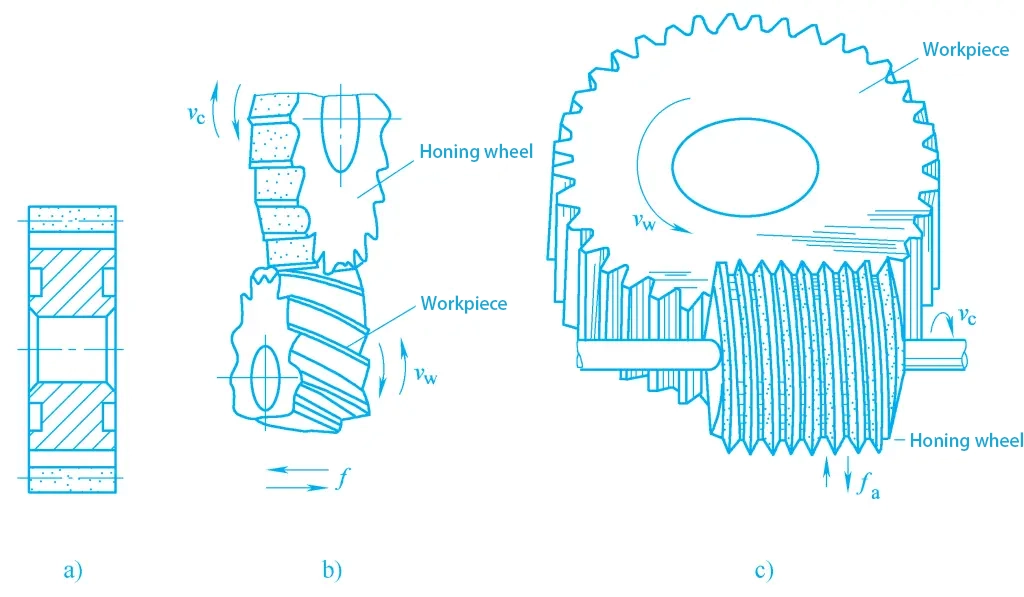
أ) عجلة الشحذ
ب) رسم تخطيطي لمعالجة معدات الشحذ
ج) ترس شحذ عجلة الشحذ على شكل دودة
حركة شحذ التروس هي نفس حركة شحذ التروس. أثناء معالجة تروس الشحذ، تكون عجلة الشحذ وقطعة العمل في حالة تشابك حر، بالاعتماد على الضغط والانزلاق النسبي بين أسطح الأسنان، ويتم إجراء القطع بواسطة المادة الكاشطة، كما هو موضح في الشكل 9 ب.
في الإنتاج الضخم، تُستخدم عجلات الشحذ على شكل دودة على نطاق واسع لشحذ التروس، كما هو موضح في الشكل 9 ج. عجلة الشحذ عبارة عن دودة ذات قطر كبير، يبلغ قطرها 200 إلى 500 مم، ويمكن أن يكون شكل أسنانها دقيقًا إلى أعلى من دقة الدرجة 5 على ماكينة طحن الخيط.
نظرًا للدقة العالية لملامح الأسنان وسرعة الشحذ العالية، يتم تعزيز قدرتها على تصحيح أخطاء الشغل، خاصة بالنسبة لأخطاء ملامح الأسنان في الشغل، وانحرافات الملعب، وأخطاء الجريان الشعاعي لحلقة السن يمكن تصحيحها جميعًا إلى حد معين. يمكن أن تؤدي معالجة شحذ التروس إلى شحذ التروس مباشرةً من دقة الدرجة 9~8 إلى دقة الدرجة 6، مما قد يلغي عملية الحلاقة المسبقة للشحذ.
تتميز معالجة معدات الشحذ بالخصائص التالية:
1) جودة السطح الجيدة
أثناء عملية الشحذ، نظرًا لسرعة القطع المنخفضة، فإن عملية المعالجة عبارة عن مزيج من الطحن منخفض السرعة، واللف، والتلميع، ولن ينتج عن الشغل الذي يتم شحذها حروقًا وشقوقًا، وجودة السطح جيدة جدًا، مع قيمة خشونة السطح Ra1.25~0.16μm.
2) ضعف القدرة على تصحيح الأخطاء
نظرًا لأن عجلة الشحذ مرنة للغاية وبدل التشغيل الآلي صغير، 0.025 مم فقط، وحجم الحبيبات الكاشطة كبير، فإن قدرة تصحيح الخطأ في شحذ التروس أسوأ من تروس الطحن. ومع ذلك، فإن خطأ عجلة الشحذ نفسها له تأثير ضئيل على دقة المعالجة. قبل عملية الشحذ، يفضل استخدام الشحذ في معالجة التروس قبل استخدام الشحذ، والذي يتميز بدقة حركة أعلى من التشكيل، وبالتالي تقليل متطلبات التصحيح لأخطاء الملعب التراكمية، إلخ.
3) دقة نمذجة عجلة الشحذ
عالية إن شكل أسنان عجلة الشحذ بسيط، مما يجعل من السهل تحقيق دقة عالية في النمذجة.
4) إنتاجية عالية، وعمر خدمة طويل لعجلة الشحذ
تبلغ كفاءة شحذ التروس بشكل عام 10 ~ 20 ضعف كفاءة شحذ التروس الطحن، كما أن عمر الأداة مرتفع للغاية، حيث يمكن لعجلة الشحذ شحذ 60 ~ 80 ترسًا بعد كل عملية شحذ.
تُستخدم معالجة طحن التروس بشكل أساسي في المعالجة الدقيقة للتروس عالية الدقة أو التروس المقواة، مع دقة التروس التي تصل إلى الدرجة 6 أو أعلى. وفقًا لطريقة تشكيل ملف تعريف السن، تتضمن طرق معالجة طحن التروس أيضًا طريقة التوليد وطريقة طحن الشكل. نظرًا لأن دقة التروس المطحونة بطريقة طحن الشكل أقل، فإن معظم عمليات طحن التروس تتم باستخدام طريقة التوليد. هناك عدة طرق لطحن التروس بطريقة التوليد.
1) طريقة توليد طرق طحن التروس بطريقة التوليد
تتضمن طريقة توليد طحن التروس بطريقة التوليد بشكل أساسي طريقة توليد الفهرسة المستمرة وطريقة توليد الفهرسة بسن واحد.
طحن توليد الفهرسة المستمرة لتوليد الأسنان. الطحن بالتوليد المستمر للفهرسة التوليدية للفهرسة هو عملية طحن أسنان التروس بعجلة طحن على شكل دودة، والتي تشبه عملية دحرجة التروس، كما هو موضح في الشكل 10.
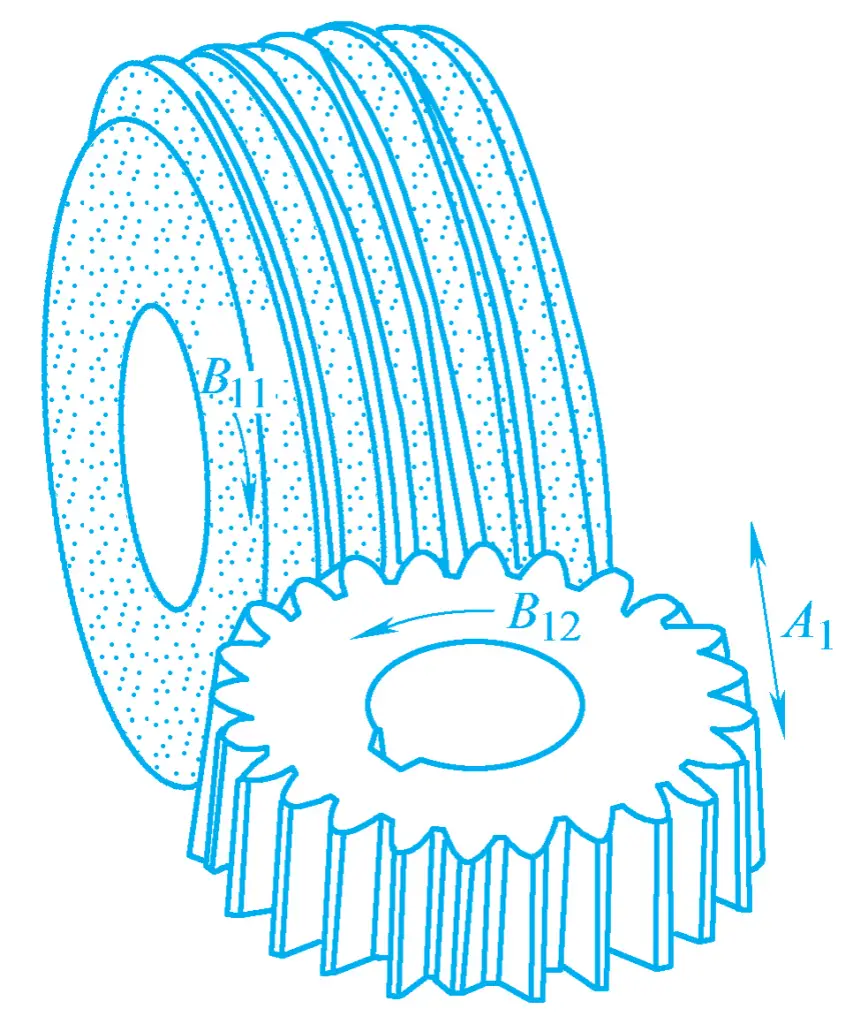
الحركة الدورانية B₁₁₁ لعجلة الطحن الدودية الشكل هي الحركة الرئيسية، والحركة الدورانية B₁₁₂₂ لقطعة الشغل المتشابكة مع عجلة الطحن هي الحركة المولدة والحركة المحورية للتغذية A₁ يتم إكمال حركة التغذية المحورية A₁ بشكل عام عن طريق تحريك قطعة العمل لأعلى أو لأسفل. نظرًا لأن عجلة الطحن على شكل دودة تطحن بشكل مستمر ملف الأسنان لقطعة العمل أثناء المعالجة، فإن إنتاجيتها هي الأعلى بين جميع طرق طحن التروس.
عيب طريقة طحن التروس هذه هو أنه من الصعب إعادة شحذ عجلة الطحن على شكل دودة، وغالبًا ما لا تحقق دقة عالية. عند طحن التروس من وحدات مختلفة، من الضروري تغيير عجلة الطحن على شكل دودة. بالإضافة إلى ذلك، تتميز أجزاء ناقل الحركة في المعدات المستخدمة بسرعات عالية جدًا، ويمكن أن ينتج عن ناقل الحركة الميكانيكي ضوضاء بسهولة، وتتآكل أجزاء ناقل الحركة بسرعة. طريقة طحن التروس هذه مناسبة للدفعات والإنتاج الضخم لتروس الوحدات المتوسطة والصغيرة.
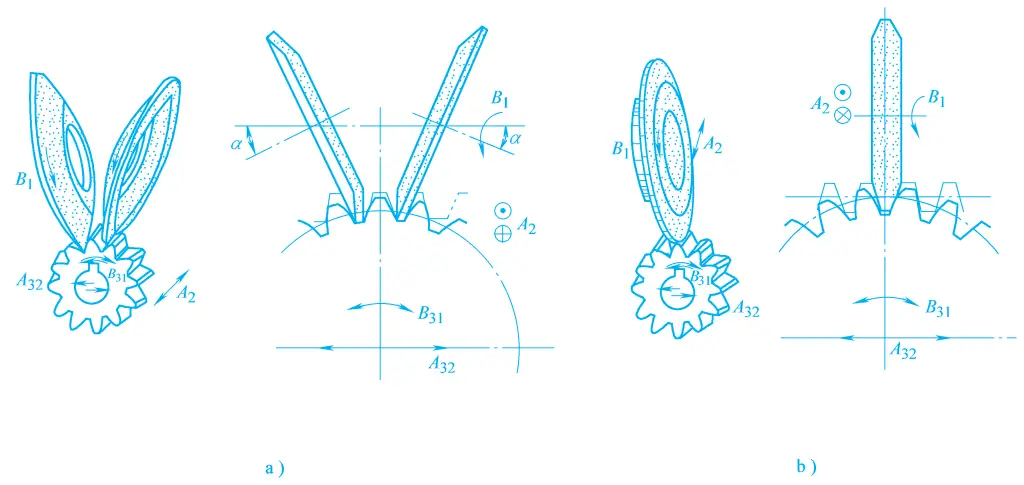
طحن توليد الفهرسة أحادية السن المولدة للفهرسة للأسنان. يمكن إجراء طحن توليد الفهرسة أحادية السن المولدة للفهرسة باستخدام أشكال مختلفة من عجلات الطحن، مثل عجلات الطحن على شكل قرص، وعجلات الطحن المخروطية الشكل، وما إلى ذلك، كما هو موضح في الشكل 11. هذه عمليات الطحن تستخدم جميعها مبدأ التشبيك بين الحامل والترس لطحن الترس.
2) خصائص معالجة طحن التروس المعالجة
السمة الرئيسية لمعالجة طحن التروس هي أنها يمكن أن تنتج تروسًا عالية الدقة. في ظل الظروف العامة ، يمكن أن تصل دقة التروس المعالجة إلى المستوى 6 إلى 4 ، ويمكن أن تصل خشونة السطح إلى Ra0.8 إلى 0.2 ميكرومتر. نظرًا لأن معالجة طحن التروس تعتمد حركة الربط القسري لعجلة الطحن وقطعة العمل، فهي لا تتمتع فقط بقدرة قوية على تصحيح أخطاء التروس ولكنها أيضًا مناسبة بشكل خاص لمعالجة التروس ذات صلابة سطح الأسنان العالية جدًا.
ومع ذلك ، باستثناء طحن التروس بعجلة الطحن على شكل دودة ، فإن كفاءة معالجة طحن التروس العامة منخفضة نسبيًا ، وهيكل المعدات معقد نسبيًا ، وتعديل المعدات صعب ، وتكلفة المعالجة مرتفعة. حاليًا، يتم استخدام طحن التروس بشكل أساسي لمعالجة التروس بمتطلبات دقة عالية جدًا، خاصة التروس ذات أسطح الأسنان الصلبة.







