التثقيب والتخليص بالمثقاب والقالب: أسرار القطع المثالية
ماذا لو كان بإمكان فجوة صغيرة أن تنجح أو تفشل مشروعك التصنيعي التالي؟ في عالم التثقيب والقوالب...
هل تواجه صعوبة في تحقيق عمليات قطع بلازما خالية من العيوب؟ يعد فهم التفاعل بين أنواع الغاز وإعدادات الجهد وسرعة القطع أمرًا بالغ الأهمية للحصول على نتائج عالية الجودة. تكشف هذه المقالة النقاب عن نصائح أساسية لتحسين هذه المعلمات، مما يضمن إجراء عمليات قطع سلسة ودقيقة في كل مرة. تعرّف على كيفية اختيار الغاز المناسب، وضبط الجهد الكهربائي بدقة، وضبط سرعة القطع المثالية لتعزيز كفاءة القطع بالبلازما. تعمق في إتقان هذه التقنيات ورفع مهاراتك في القطع بالبلازما إلى المستوى التالي.
الأمبير - وحدة قياس تدفق الإلكترونات (كمية الإلكترونات المارة في الثانية) في دائرة كهربائية.
بالنسبة لمادة ذات سُمك معين، كلما زاد تيار القطع، يجب أن تزيد سرعة القطع في المقابل.
بالنسبة لمادة ذات سُمك محدد، إذا زاد تيار القطع، سينخفض تكوين الخبث.
بالنسبة لمادة ذات سُمك معين، عادةً ما يؤدي اختيار تيار قطع أقل إلى تحسين جودة سطح القطع وجودة الحافة العلوية.
في ظل الظروف العادية، يتجاوز العمر الافتراضي للمواد المستهلكة في التيارات المنخفضة العمر الافتراضي للتيارات الأعلى، ويتضح ذلك بشكل خاص عند استخدام قطع الأكسجين.
الكل القطع بالبلازما تحدد الأجهزة الحد الأقصى لسُمك القطع والحد الأقصى لسُمك الثقب.
| HD303070 100 AMP | الفولاذ الطري | 1/2″ | 1/2″ |
| الفولاذ المقاوم للصدأ | 1/2″ | 1/2″ | |
| ألومنيوم | 1/2″ | 1/2″ | |
| HD404070 200 أمبير | الفولاذ الطري | 3/4 بوصة (ناعم)، 1 بوصة (عام) | 1″ |
| الفولاذ المقاوم للصدأ | 3/4 "عام | 1″ | |
| ألومنيوم | 3/4 "عام | 1″ | |
| 200 200 أمبير كحد أقصى 200 200 أمبير | الفولاذ الطري | 2″ | 1″ |
| الفولاذ المقاوم للصدأ | 2″ | 7/8″ | |
| ألومنيوم | 2″ | 7/8″ | |
| ht 2000 200 أمبير 200 أمبير | الفولاذ الطري | 2″ | 1″ |
| الفولاذ المقاوم للصدأ | 2″ | 7/8″ | |
| ألومنيوم | 2″ | 7/8″ | |
| HT4001 400 400 أمبير | الفولاذ الطري (O2) | 11/4″ | 1″ |
| الفولاذ الطري (N2) | 3″ | 1″ | |
| الفولاذ المقاوم للصدأ | 3″ | 1″ | |
| ألومنيوم | 3″ | 1″ | |
| HT4400 400 AMP 400 AMP | الفولاذ الطري | 2″ | 1 1/4″ |
| الفولاذ المقاوم للصدأ | 2″ | 1″ | |
| ألومنيوم | 2″ | 1″ |
يجب أن تفي درجة نقاء الغاز المستخدم في أجهزة البلازما، كشرط أساسي للاستخدام، بالمتطلبات المذكورة في الجدول أدناه. وإلا فقد تنخفض جودة القطع، وقد ينخفض عمر المكونات القابلة للاستهلاك بشكل كبير، وقد يتعطل جهاز البلازما.
ضغط الإمداد
ولضمان التشغيل السليم لجهاز البلازما، يتم وضع متطلبات صارمة لضغط المدخل/معدل التدفق لصندوق التحكم في الغاز. يوصى بشدة باستخدام منظم ضغط موثوق للغاية، يتم تركيبه بالقرب من مدخل صندوق التحكم في الغاز.
اختر منظم ضغط عالي الجودة (على مرحلتين)، وراجع دليل جهاز القطع بالقوس البلازما لمعرفة معلمات الضغط المقدر ومعدل التدفق.
يجب على المشغلين أن يراقبوا بشكل متكرر لفهم ما إذا كان الضغط والتدفق يمكن أن يفي بالمتطلبات على الفور.
عوامل يجب مراعاتها
نوع المادة المستخدمة في القطع
جودة القطع المطلوبة
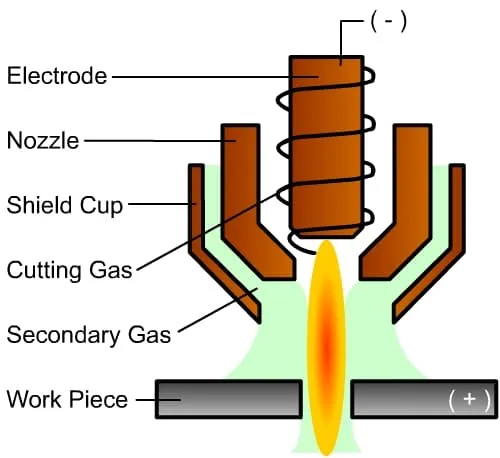
يُعرف غاز البلازما، المستخدم في قطع المواد، أيضًا باسم غاز القطع. وهو الغاز المتأين المطرود من الفوهة.

المزايا
العيوب
المزايا:
العيوب:
المزايا:
العيوب:
المزايا:
العيوب:
يستخدم غاز التدريع لعزل منطقة القطع عن الغلاف الجوي، مما يؤدي إلى سطح قطع أنظف. ويشارك هذا الغاز أيضًا في عملية القطع بالبلازما. فهو يحيط بقوس البلازما ويزيد من ضغطه باتجاه القلب، مما يساعد في تبريد فوهة القطع.
من خلال إنشاء مناخ محلي حول سطح القطع، فإنه يعزله عن الأكسجين. يعتمد اختيار نوع غاز التدريع على غاز البلازما.
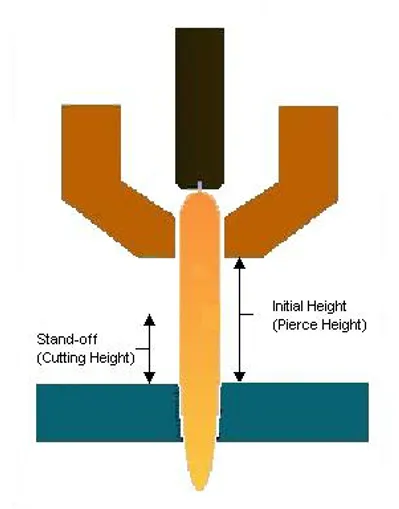
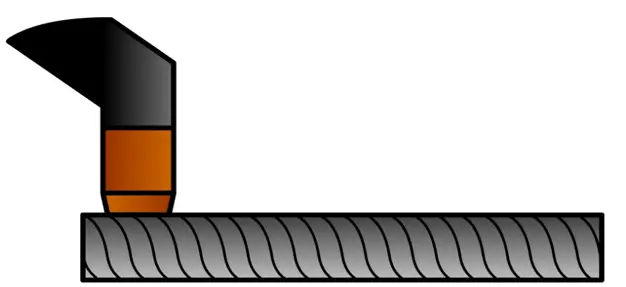
يشير ارتفاع الثقب إلى المسافة الأولية من الشعلة إلى سطح المادة التي يتم قطعها أثناء عملية الثقب.
من ناحية أخرى، ارتفاع القطع هو المسافة التي يجب الحفاظ عليها من الشعلة إلى سطح المادة التي يتم قطعها أثناء عملية القطع.
يشرف مراقب التحكم في الارتفاع على جهد الدائرة الكهربائية لوحدة التحكم في الارتفاع، ويقوم بإجراء التعديلات المناسبة حسب الحاجة. يؤثر ارتفاع شعلة القطع على عمودية سطح القطع والجوانب الأخرى لجودة القطع.
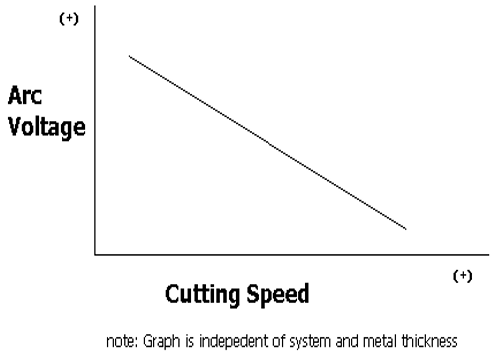
يضمن التحكم في ارتفاع جهد القوس الكهربائي أن تحافظ شعلة القطع على مسافة (ارتفاع) ثابتة من قطعة العمل، حتى على مواد الألواح غير المستوية.
كلما زادت سرعة القطع، يجب تقليل جهد القوس، والعكس صحيح.
أسباب التغييرات في سرعة القطع:
تفاعلات الشعلة مع التغيرات في السرعة:
سرعة القطع مناسبة.
الأمثل سُمك القطع يجب تحديد التيار المقابل لتيار القطع من القسم الأوسط من جدول معلمات القطع.
سرعة القطع دقيقة، والقوس متأخر قليلاً.
ارتفاع القطع دقيق، والجهد الكهربائي مضبوط.
بخلاف القطع بالوقود الأوكسي للفولاذ منخفض الكربون، لا يشير شكل الحافة الخلفية لأسطح قطع المواد الأخرى بشكل فعال إلى سرعة القطع.
من الضروري النظر في زاوية ميل سطح القطع، ودرجة التصاق الخبث، وسمات المظهر الأخرى، إلى جانب نعومة السطح أو خشونته، لتقييم سرعة القطع بدقة.
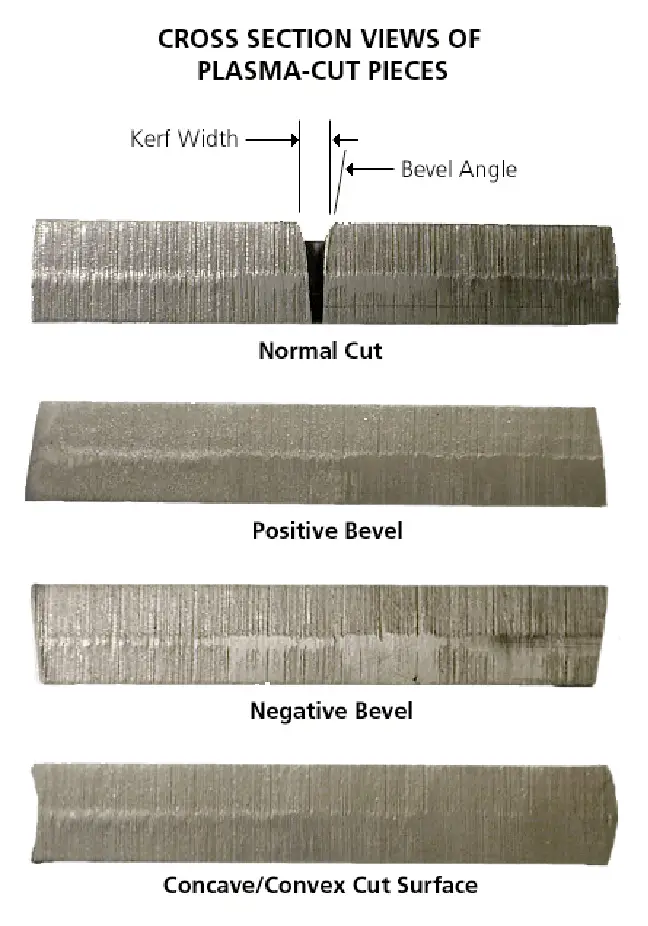
قد تكون أسطح القطع المقعرة ناتجة عن ارتفاعات قطع منخفضة للغاية أو الإفراط في استخدام المواد الاستهلاكية. وعلى العكس من ذلك، قد تشير أسطح القطع المحدبة إلى ارتفاعات قطع عالية للغاية أو استخدام مفرط للمواد الاستهلاكية.

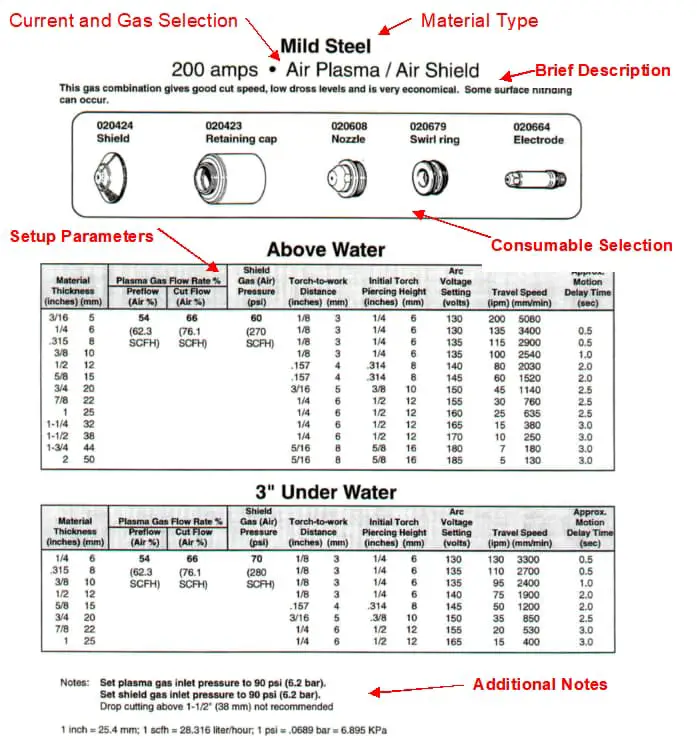
يوفر جدول معلمات القطع المعلمات الأساسية للقطع. يجب ضبط تدفق الغاز وفقًا لهذا الجدول، إلا إذا كانت هناك تعليمات خاصة تملي تعديلات إضافية لتحسين جودة القطع.
من الضروري إجراء تعديلات طفيفة على المعلمات مثل سرعة القطع وارتفاع الشعلة وضغط القوس لتحقيق أفضل نتائج قطع. قبل البدء في القطع وبعد استبدال المواد الاستهلاكية، من الضروري نفخ الهواء لأكثر من دقيقة.
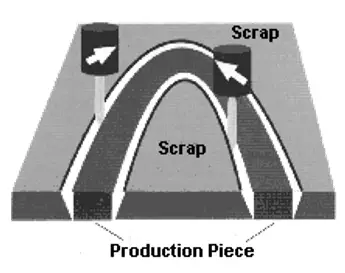
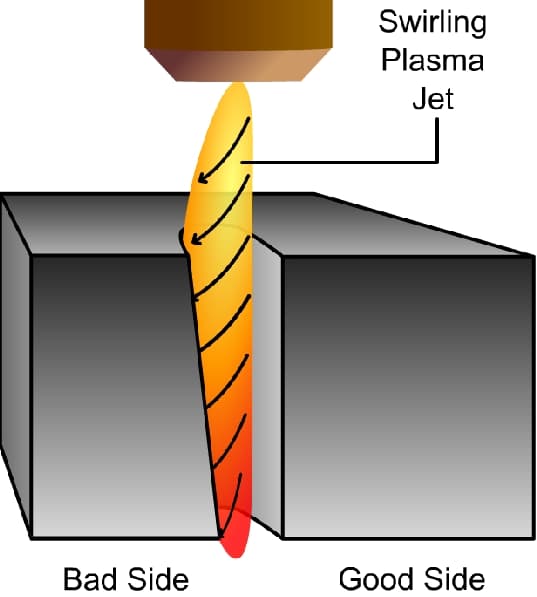
باتجاه عقارب الساعة: قطع الحواف الخارجية لقطعة العمل.
عكس اتجاه عقارب الساعة: قطع الثقوب الداخلية لقطعة العمل.
والخبث هو المادة التي لا تتطاير بالكامل من الشق.
يتجلى في ثلاثة أشكال:
يكون تراكم الخبث الكروي كبيرًا، مما يسمح بإزالته على نطاق واسع يمكن تحقيقه بسهولة.
السبب:
الحل:

يظهر تراكم الخبث في لفائف رقيقة ويصعب إزالته.
الأسباب المحتملة:
الحلول:
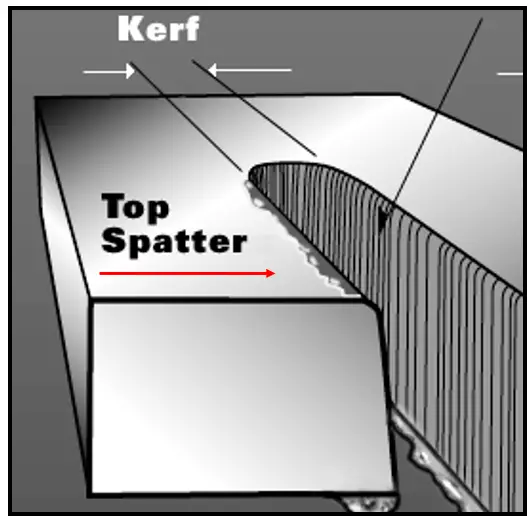
عادةً ما يحدث تناثر الجانب العلوي، الذي يظهر على جانبي القطع، في الهواء فقط القطع بالبلازما. قم بتخفيض جهد القوس تدريجيًا (لا يتجاوز 5 فولت) حتى يختفي تناثر الجانب العلوي.
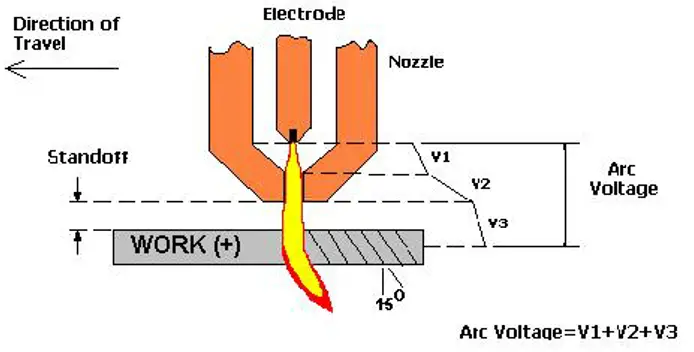
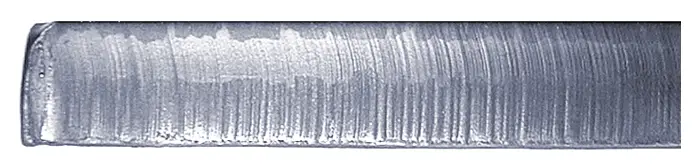
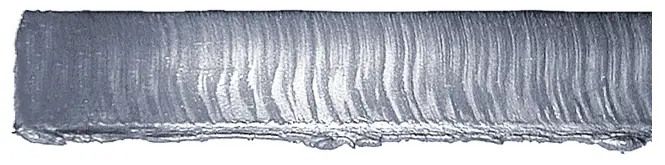
تشير الخطوط الزائدة إلى التصدعات المتبقية على سطح القطع أثناء عملية القطع. كلما كان سطح القطع أكثر سلاسة، قلّ خرج التموج الحالي من مصدر البلازما. يعتمد شكل هذه التصدعات على طريقة القطع.
على سبيل المثال، مع السرعة المناسبة، ينتج عن استخدام النيتروجين أو الأرجون والهيدروجين للقطع، على سبيل المثال، خطوط منحنية قليلاً ومائلة بزاوية 15 درجة تقريبًا. وعلى النقيض من ذلك، فإن استخدام الأكسجين للقطع ينتج عنه خطوط عمودية تقريبًا.
يعد استخدام مقارنة الحافة الخلفية لتحديد سرعة القطع المثلى خيارًا ممتازًا.
تشير الحافة الخلفية العمودية إلى أن سرعة القطع بطيئة للغاية.

تشير الحافة الخلفية الزائدة إلى أن سرعة القطع سريعة للغاية.
بشكل عام، عندما تكون الحافة الخلفية مائلة بزاوية 10-15 درجة، فهذا يدل على أن سرعة القطع مناسبة.

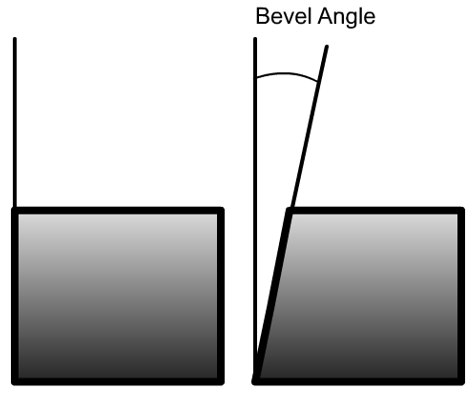
زاوية ميل وجه القطع هي الزاوية بين وجه القطع والخط العمودي. إذا كان القطع مستقيمًا تمامًا، فيجب أن يحقق زاوية 0 درجة.
يجب أن تكون الزاوية القياسية للشكل المستطيل ≤4° على الجوانب الأربعة.
ويعادل ارتفاع القطع الأعلى زاوية ميل وجه القطع الموجبة، بينما يرتبط ارتفاع القطع الأقل بزاوية ميل وجه القطع السالبة.
شطبة زائدة على سطح القطع
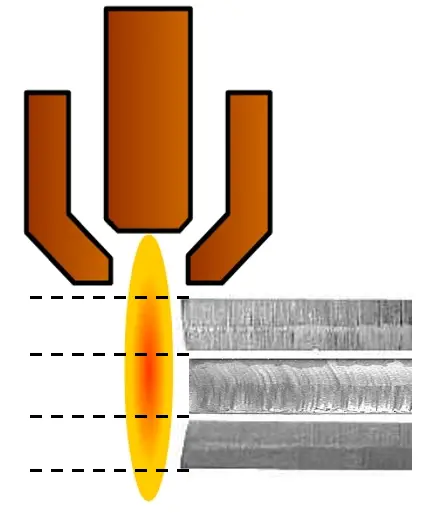
تأثير ارتفاع الشعلة على الزاوية المائلة في عمليات القطع.
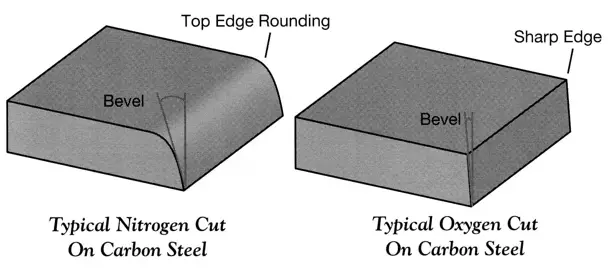
بالمقارنة مع القطع بالنيتروجين، فإن نتيجة القطع بالأكسجين تقدم حوافًا مميزة حول قطعة العمل مع الحد الأدنى من الخبث.
تكون قطع العمل التي يتم الحصول عليها من القطع بالبلازما الأكسجين أنظف نسبيًا، مع قابلية لحام فائقة وقابلية تشكيل وقابلية تشغيل آلي على الأسطح المقطوعة.
الشق هو المساحة (أو المادة التي تمت إزالتها) التي تكونت أثناء عملية القطع.
عرض الشق أمر بالغ الأهمية لدقة أبعاد قطعة العمل.
عرض الشق = 1.5-2.0 × قطر فوهة القطع
سرعة أبطأ = شقاً أعرض
تيار أعلى = شقوق أوسع
القاعدة: يجب أن يكون قطر الثقب الذي يتم قطعه ضعف سُمك المادة التي يتم قطعها على الأقل. عند قطع ثقوب أصغر، قد يتكون ثقب مخروطي الشكل.



