
دلفنة وثني الزوايا والقنوات والأنابيب
هل رأيت تلك الأنابيب والخزانات المعدنية الضخمة في المصانع؟ إنها تبدأ كصفائح مسطحة! ثني اللفائف هو...
كيف يمكنك تشكيل الأنابيب المعدنية بدقة وكفاءة؟ تتعمق هذه المقالة في أنواع مختلفة من أدوات ثني الأنابيب، وتشرح الفوائد والاستخدامات المحددة لكل منها - بدءًا من أدوات الثني اليدوية والهيدروليكية إلى نماذج CNC المتقدمة. سواءً كنت هاويًا أو محترفًا في مجال تشكيل المعادن، سيساعدك هذا الدليل على اختيار الأداة المناسبة لمشاريعك، مما يضمن الدقة والسهولة في مهام ثني الأنابيب. تابع القراءة لاستكشاف المعدات التي يمكن أن تحدث ثورة في أسلوبك في تصنيع المعادن.

آلة ثني الأنابيب هي المعدات الرئيسية لمعالجة الأنابيب. هناك العديد من الأشكال الهيكلية لثني الأنابيب، والتي يمكن تقسيمها إلى ثني الأنابيب الباردة وثني الأنابيب الساخنة وفقًا لما إذا كان يتم تطبيق التسخين أثناء الانحناء، إلى ناقل حركة ميكانيكي وناقل حركة هيدروليكي وفقًا لطريقة النقل، وإلى تحكم يدوي، وشبه أوتوماتيكي، وأوتوماتيكي، و CNC وفقًا لطريقة التحكم. تتميز ثنيات أنابيب النقل الميكانيكية بهيكل بسيط، وهي مريحة في التصنيع، ولديها تنوع أكبر.
تتميز آلات ثني الأنابيب الهيدروليكية بنقل سلس وموثوق به، وضوضاء منخفضة، وهيكل مدمج، ويمكنها ثني الأنابيب بأقطار مختلفة. عادةً ما تتحكم آلات ثني الأنابيب شبه الأوتوماتيكية التي يتم التحكم فيها تلقائيًا فقط في زاوية الانحناء وتستخدم بشكل أساسي لإنتاج الدُفعات المتوسطة والصغيرة. يمكن لشواذ الأنابيب التي يتم التحكم فيها تلقائيًا التحكم تلقائيًا في العملية الكاملة لتغذية الأنابيب والانحناء والانحناء بزاوية دوران الفضاء. يستخدم هذا النوع من آلات ثني الأنابيب بشكل عام ناقل حركة هيدروليكي وهو مناسب للإنتاج بكميات كبيرة ومناسب للمناسبات ذات أحجام الأنابيب المختلفة.
يمكن لثني الأنابيب باستخدام الحاسب الآلي التحكم تلقائيًا في عملية الثني وفقًا للبرنامج والأبعاد المحددة في رسم الجزء عن طريق إدخال البيانات. إنها مناسبة للإنتاج بالجملة، خاصة في المناسبات التي تختلف فيها معلمات حجم الأنبوب بشكل متكرر. يقدم هذا القسم بإيجاز الهيكل الأساسي والأداء الفني الرئيسي لشواذ الأنابيب الباردة والساخنة شائعة الاستخدام في الإنتاج.
(1) ثني الأنابيب الباردة
1) ثني الأنابيب يدويًا.
يمكن لثني الأنابيب اليدوي الشائع الاستخدام، كما هو مبين في الشكل 4-39، ثني الأنابيب بأقطار 15، 20، 25. تتكون آلة ثني الأنابيب اليدوية من غلاف فولاذي 1، وعجلة توجيه ثابتة 3، وعجلة توجيه متحركة 2، وحلقة تثبيت 4، ويتم تثبيتها في الإطار بمسامير.
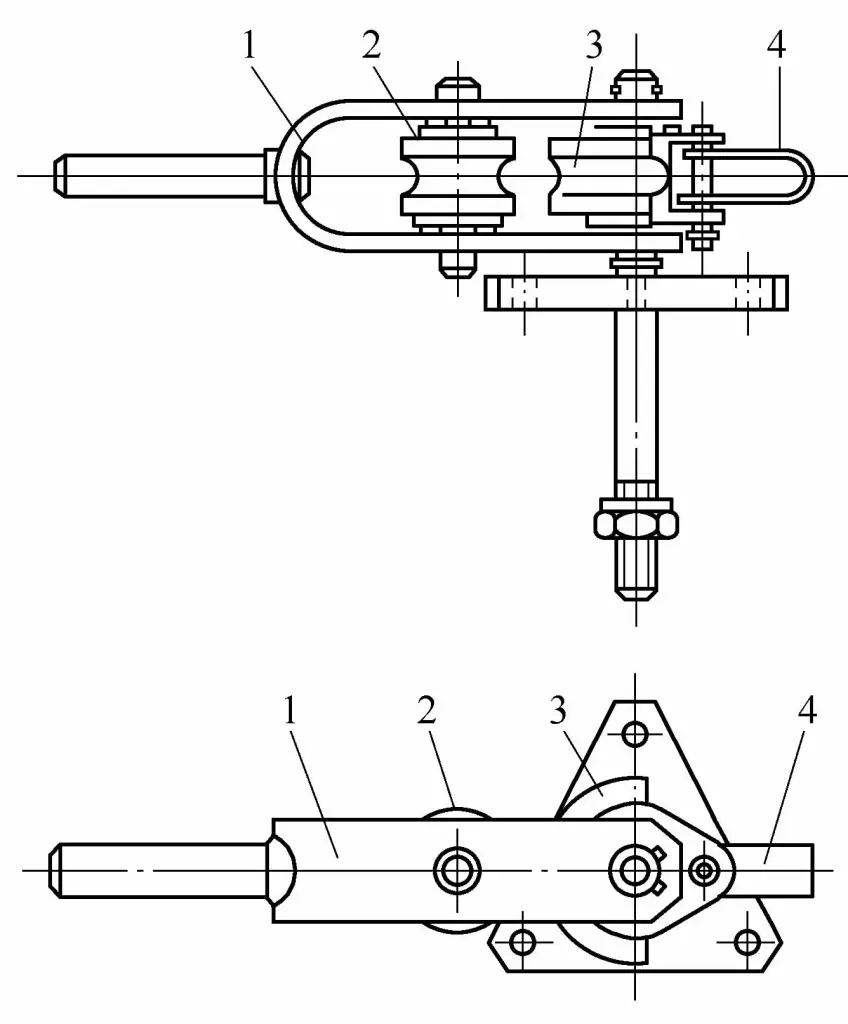
1-سترة فولاذية
2-البكرة المتحركة
3-البكرة الثابتة
4-حلقة التثبيت 4-حلقة التثبيت
قبل ثني الأنبوب، قم أولاً بوضع الأنبوب فارغًا بين البكرتين، وأدخل طرف الأنبوب في حلقة التثبيت الخاصة بالبكرة الثابتة. أثناء الثني، قم بتدوير الغلاف الفولاذي وقيادة البكرة المتحركة للدوران حول البكرة الثابتة، وبالتالي إكمال عملية الثني. يمكن أن تصل زاوية الانحناء القصوى لماكينة الثني اليدوية هذه إلى 180 درجة، وأداؤها الفني موضح في الجدول 4-10.
الجدول 4-10 الأداء الفني لماكينة الثني اليدوية
| المؤشرات الفنية | البيانات | ||
| قطر الأنبوب المثني/ملم | 15 | 20 | 25 |
| نصف قطر الانحناء/مم | 50 | 63 | 85 |
| الأبعاد/ملم | 500 ×152 ×292 | 640×162 x292 | 722 ×230 ×271 |
| الوزن / ن | 110 | 140 | 170 |
2) ماكينة الثني الآلية.
يمكن لماكينة الثني الآلية شائعة الاستخدام (المدفوعة بترس دودي ودودة)، كما هو موضح في الشكل 4-40، ثني الأنابيب بأقطار تتراوح أقطارها من Φ15 إلى Φ32 مم. تتكون ماكينة الثني الآلية من إطار 1، ومخفض تروس دودي 2، ومحرك كهربائي 4، وأربع مجموعات من البكرات 3، ومبدأ عملها هو نفس مبدأ عمل ماكينة الثني اليدوية.
1-الإطار
2-دودة مخفض التروس الدودية
3-أربع عجلات توجيه 3 - أربع عجلات توجيه
4-المحرك الكهربائي
عند ثني الأنبوب، قم أولاً بتحميل الأنبوب فارغًا في زوج العجلة التوجيهية ذات القطر المقابل وثبته بحلقة مشبك. ثم قم بتشغيل المحرك الكهربائي لتدوير عجلة التوجيه المتحركة حول عجلة التوجيه الثابتة لإكمال أعمال الثني. يظهر الأداء الفني لثني الأنابيب هذا في الجدول 4-11.
الجدول 4-11 الأداء الفني لثني الأنابيب الآلية
| المؤشرات الفنية | البيانات | |||
| قطر الأنبوب المثني/ملم | 15 | 20 | 25 | 32 |
| نصف قطر الانحناء/مم | 49 | 63 | 87 | 114 |
| زاوية الانحناء القصوى/(درجة) | 180 | |||
| قوة المحرك الكهربائي/كيلوواط | 2.8 | |||
| الأبعاد/ملم | 650 ×975 ×1341 | |||
| الوزن / ن | 4900 | |||
3) ثني الأنابيب المغزلية
يمكن لثني الأنابيب المغزلية، كما هو موضح في الشكل 4-41، ثني الأنابيب بأقطار تتراوح أقطارها من Φ32 إلى Φ159 مم. عند ثني الأنابيب ذات الأقطار المختلفة، يمكن استخدام عجلات التوجيه، وكتل الضغط، والمغازل ذات الأقطار المختلفة.
1-مشبك غريب الأطوار
2-طاولة عمل دوّارة
3-ثني البكرة
4-المندل
5-قضيب السحب 5 - قضيب السحب
6-قضيب الدعم 6 - قضيب الدعم
7-المحرك الكهربائي
8-زوج تروس 8
9-إطار 9
10-الإطار العلوي
11-كتلة الصحافة
تتكون ماكينة ثني المغزل من إطار 9 (مع وجود مخفض داخل الإطار)، ومنضدة دوارة 2، وبكرة ثني 3، وقضيب دعم 6 لكتلة الضغط 11، وإطار علوي 10، ومغزل 4، وطوق غريب الأطوار 1، ومحرك كهربائي 7، إلخ. تحتوي ماكينة الثني على مقبض يمكنه التحكم في قابض مخفض أداة الماكينة، بالإضافة إلى تقدم وتراجع الإطار العلوي وكتلة الضغط، لضبط درجة تشبيك الأنبوب الفارغ. يمكن ضبط سرعة الثني عن طريق تغيير زوج التروس.
عند ثني الأنابيب، قم أولاً بإدخال المغزل في الأنبوب الفارغ، ثم قم بتثبيت الأنبوب الفارغ في عجلة توجيه الثني باستخدام مشبك غريب الأطوار. أثناء دوران الطاولة الدوّارة، يتم ثني فراغ الأنبوب تدريجيًا إلى شكله. يظل المغزل ثابتًا طوال عملية الثني، حيث يعمل على دعم جدار الأنبوب من الداخل لمنع الجزء المثني من أن يصبح بيضاوي الشكل. يوضح الجدول 4-12 الأداء الفني لثني الأنبوب المغزلي في الجدول 4-12.
الجدول 4-12 الأداء الفني لثني الأنابيب المغزلية
| المؤشرات الفنية | البيانات | |||
| قطر الأنبوب المثني/ملم | 32~89 | 38 ~108 | 38 ~159 | |
| الحد الأقصى لسُمك جدار الأنبوب المثني/مم | 5 | 8 | 8 | |
| نصف قطر الانحناء/مم | 85~350 | 75 ~800 | 75 ~1000 | |
| زاوية الانحناء القصوى/(درجة) | عندما يكون نصف قطر الانحناء ≤ 400 مم | 180 | 180 | 180 |
| عندما يكون نصف قطر الانحناء > 400 مم | - | 90 | 90 | |
| سرعة دوران عجلة توجيه الانحناء/(r-min -1 ) | 0.6 | 0.43 | 0.43 | |
| عدد العجلات التوجيهية المطابقة | 6 | 9 | 11 | |
| قوة المحرك الكهربائي/كيلوواط | 4.5 | 7 | 2×7 | |
| الوزن / ن | 16740 | 27340 | 40000 | |
يمكن لثني أنبوب المغزل الكبير، كما هو موضح في الشكل 4-42، ثني الأنابيب بأقطار من Φ108 إلى Φ219. تم تجهيز الماكينة بلوحة سحب قطاعية 2، ومجموعة كاملة من عجلات قطاع الثني القابلة للتبديل 1، وحامل الأنابيب الفارغة 3، والمغزل 4، ومنضدة العمل 5، والدعامة 6، وقضيب دعم المغزل 7، ورافعة كهربائية 8.
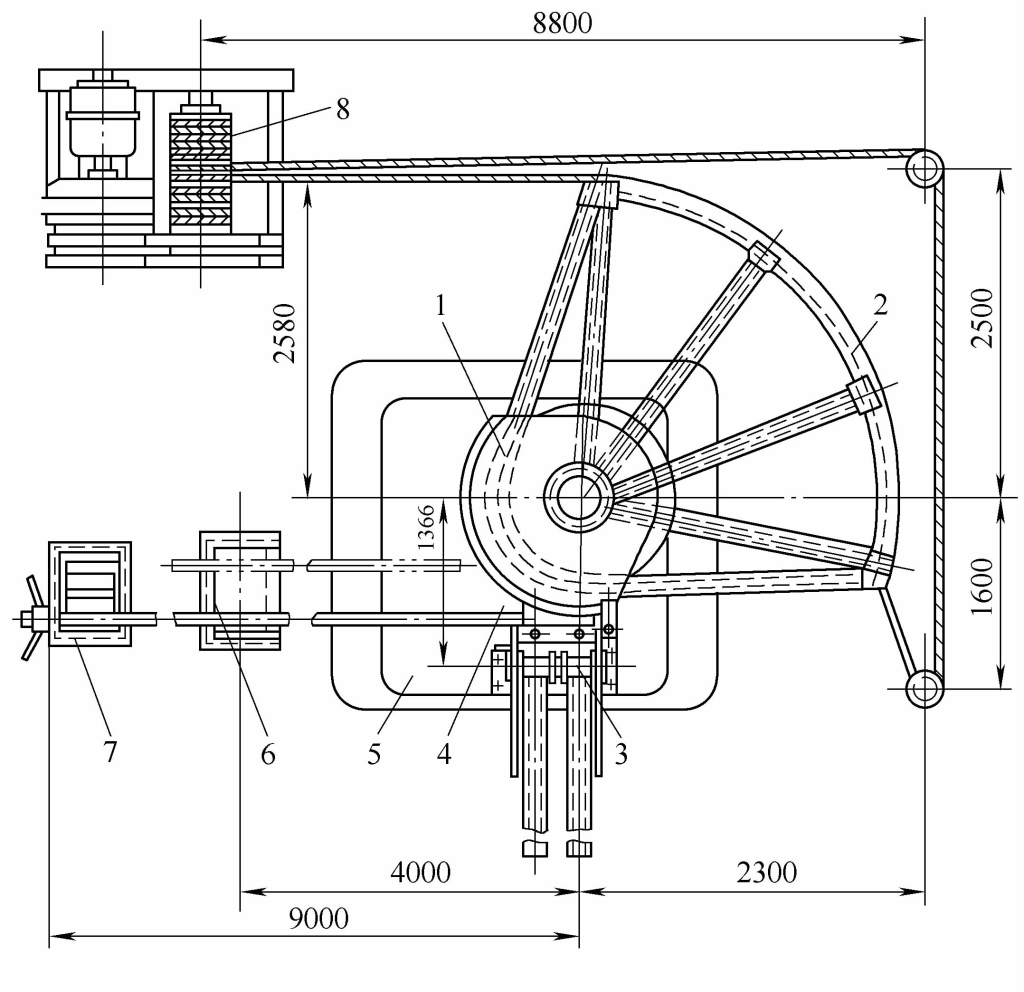
1-عجلة قطاع الانحناء
2-لوحة سحب قطاعية 2-لوحة سحب قطاعية
3-حامل فارغ من 3 أنابيب
4-المندل
5-منضدة العمل
6-مضرب 6
7-دعم قضيب 7 أساسي
8-رافعة كهربائية 8 - ونش
يتم تشغيل الونش الكهربائي لثني الأنابيب، وسحب قضيب القطاع من خلال الفولاذ حبل سلكي. تنقسم أسطوانة الرافعة إلى جزأين، أحدهما لللف والآخر للتحرير. عندما تدور الأسطوانة في الاتجاه المعاكس، يعود قضيب القطاع إلى موضعه الأصلي.
عند ثني الأنابيب ذات الأقطار المختلفة، يمكن استبدال عجلات قطاع الثني ذات القطر المقابل، وحوامل البليت، والمغازل.
يظهر الأداء الفني لثني الأنابيب الكبيرة في الجدول 4-13.
الجدول 4-13 الأداء الفني لثني الأنابيب الكبيرة
| المؤشرات الفنية | البيانات |
| قطر الأنبوب المثني/ملم | 108,114,133,159,168,219 |
| الحد الأقصى لسُمك جدار الأنبوب المثني/مم | 8 |
| نصف قطر الانحناء/مم | 4د (D هو قطر الانحناء) |
| زاوية الانحناء القصوى/(درجة) | 90 |
| سرعة الانحناء/(م-دقيقة-") | 8 ~10 |
| قوة الجر/كيلو نيوتن للرافعة الكهربائية أثناء ثني الأنابيب | 50 |
| الأبعاد/م | 11.8 × 4.65 × 1.3 × 4.65 × 1.3 |
4) ثني الأنابيب الهيدروليكية
يظهر ثني الأنابيب الهيدروليكية شائعة الاستخدام في الشكل 4-43، وأداؤها الفني موضح في الجدول 4-14.
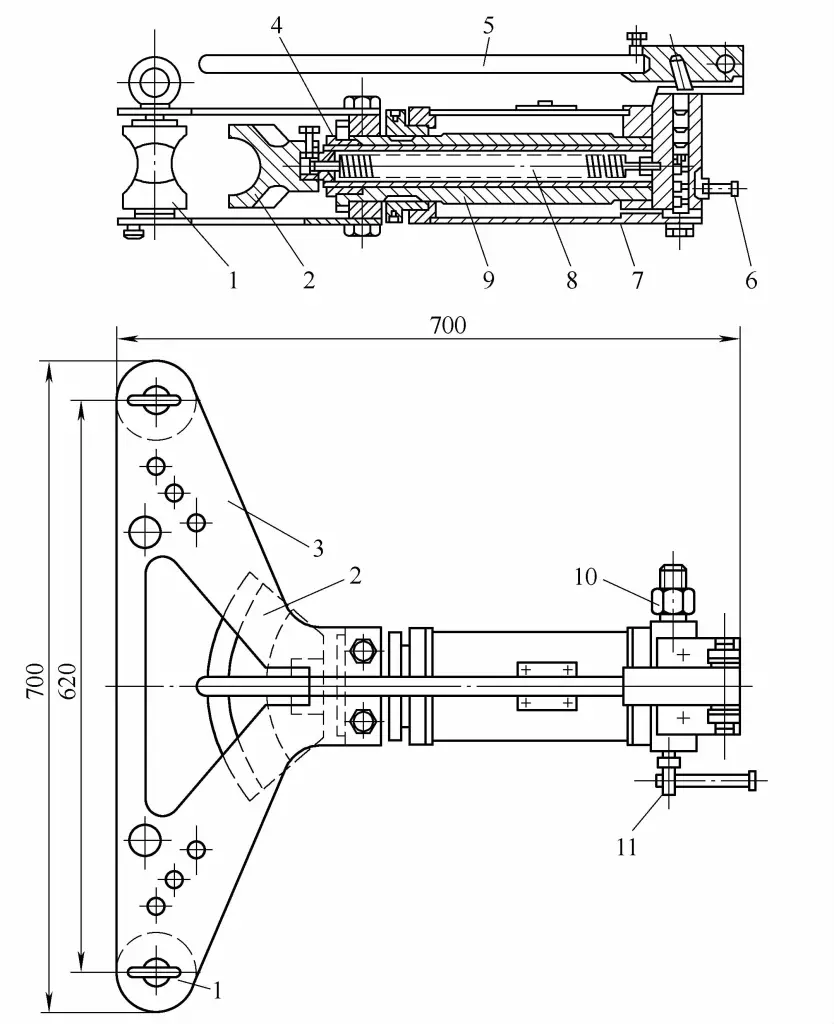
1-الأسطوانة العلوية
2 - قالب ثني الأنابيب
3-السترة
4-إعادة ضبط الزنبرك
5-المقبض 5
6-فوهة الزيت 6 - فوهة الزيت
7-خزان الزيت 7 - خزان الزيت
8-قضيب مكبس 8
9-الأسطوانة الهيدروليكية
10-فوهة مدخل الزيت 10 - فوهة مدخل الزيت
11-صمام الإبرة 11-صمام الإبرة
الجدول 4-14 الأداء الفني لثني الأنابيب الهيدروليكية
| المؤشرات الفنية | البيانات | ||
| قطر الأنبوب المثني/ملم | 15,20,25 | 25,32,40,50 | 76,89,114,127 |
| زاوية الانحناء القصوى/(درجة) | 90 | 90 | 90 |
| الحد الأقصى لشوط قضيب المكبس/مم | 300 | 310 | 530 |
| أقصى ضغط/ميجا باسكال | - | 300 | 300 |
| مكبس هيدروليكي الأداء | مضخة المكبس اليدوية | مضخة المكبس اليدوية أو المضخة الآلية | مضخة مكبس كهربائية |
| أقصى ضغط للمضخة اليدوية /N | 200 | 230 | - |
| قوة المحرك الكهربائي/كيلوواط | - | - | 2.8 |
| سرعة دوران قالب ثني الأنابيب أثناء الثني / (مم-ث -1 ) | - | - | 4.5 |
| الأبعاد/ملم | - | 700 ×700 ×220 | 1500 × 1400 × 700 × 1400 × 700 |
| الوزن / ن | 175 | 460 | 6320 |
ملاحظة: يبلغ سمك جدار الأنبوب من 3 إلى 7 مم.
(2) آلة ثني الأنابيب بالتسخين الحثي متوسط التردد
إن آلة ثني الأنابيب بالتسخين الحثي متوسط التردد هي عبارة عن معدات ثني حراري شائعة الاستخدام، قادرة على إجراء عملية الثني للتسخين والثني والتبريد بشكل مستمر. يتكون هذا النوع من آلات ثني الأنابيب من أجزاء ميكانيكية وكهربائية، حيث يشتمل الجزء الميكانيكي على أجزاء التثبيت وتطبيق القوة للثني، والجزء الكهربائي يشتمل على المحرك ومولد التردد المتوسط. اعتمادا على طريقة تطبيق عزم دوران الانحناء، تنقسم آلات ثني الأنابيب إلى أنواع ثني بالدفع وثني بالسحب.
1) دفع الانحناء نوع الانحناء نوع متوسط التردد التعريفي تسخين الأنابيب التعريفي بندر الأنابيب.
يوضح الشكل 4-44 مبدأ عمل آلة ثني الأنابيب بالحث بالتسخين بالتسخين بالتردد المتوسط من نوع الثني بالدفع. إنها تكمل عملية الثني عن طريق تطبيق الدفع المحوري F على الأنبوب الفارغ، والتسخين، والثني، ورش الماء للتبريد. يظهر الأداء الفني لثني الأنابيب هذا في الجدول 4-15.
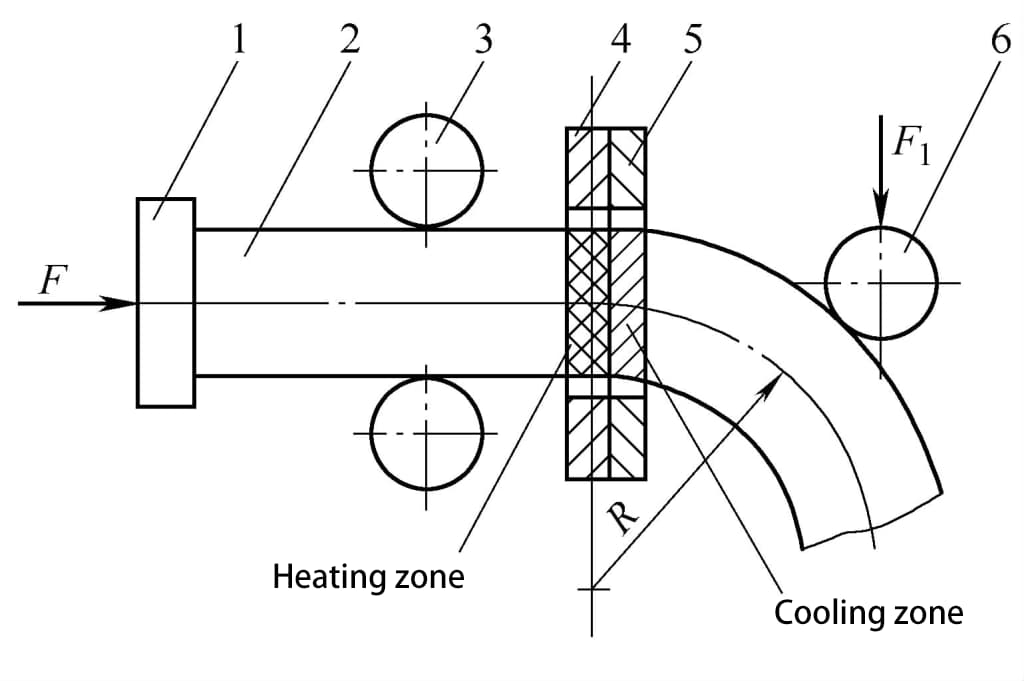
1-حاجز الدفع
2- أنبوب 2 فارغ
3-عجلة التوجيه 3
4-ملف الحث بالتردد المتوسط
5-المبرد
6-العجلة العلوية
الجدول 4-15 الأداء الفني لماكينة ثني الأنابيب بالتسخين الحثي المتوسط التردد
| المواصفات الفنية | البيانات | |
| قطر ثني الأنبوب/ملم | 952~99 | |
| سُمك جدار الأنبوب / مم | <10 | |
| الحد الأدنى لنصف قطر الانحناء / مم | 1.5 د (حيث D هو قطر الانحناء) | |
| سرعة تغذية الآلية / (مم-س -1 ) | طولية | 0.3~3 |
| جانبي | 0.2~2 | |
| قوة محركات النقل الطولية والعرضية الطولية والعرضية/كيلوواط | 4.5 | |
| جهاز تسخين بالحث الحثي متوسط التردد | الطاقة/الكيلوواط | 100 |
| التردد/التردد/الهرتز | 2500 | |
| الأبعاد/م | 5. 2 x1. 62 x1. 05 | |
| الوزن/كيلو نيوتن | 50 | |
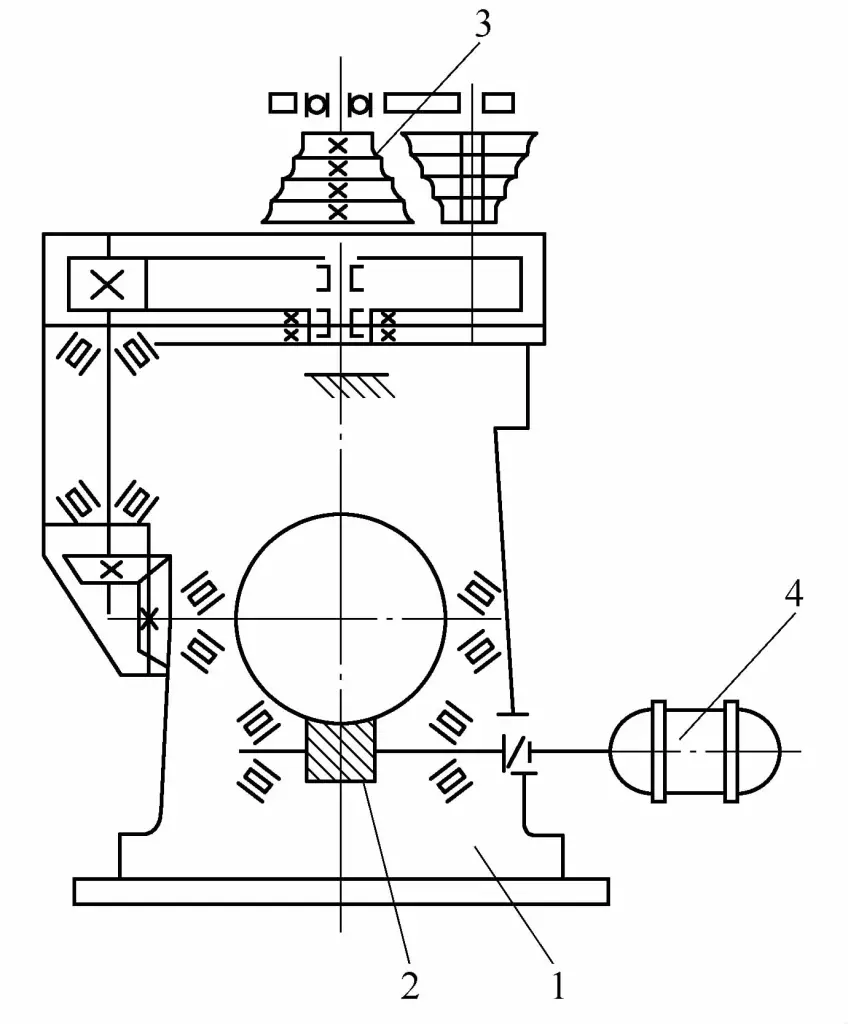
2) آلة ثني الأنابيب بالتسخين الكهربائي الحثي متوسط التردد.
يوضح الشكل 4-45 مبدأ هيكل آلة ثني الأنابيب بالتسخين الكهربائي بالتردد المتوسط بالحث الحثي المتوسط، وتستخدم بشكل أساسي لثني تجهيزات الأنابيب ذات الجدران السميكة (أقل من 30 مم). هذا النوع من آلات ثني الأنابيب أبسط من آلة ثني الأنابيب بالدفع المذكورة أعلاه لأنها لا تحتاج إلى إعداد آليات الأنابيب العلوية الطولية والعرضية الطولية، ويمكن إكمال أعمال الثني عن طريق قيادة القرص على شكل مروحة 5 باستخدام ونش كهربائي 10.
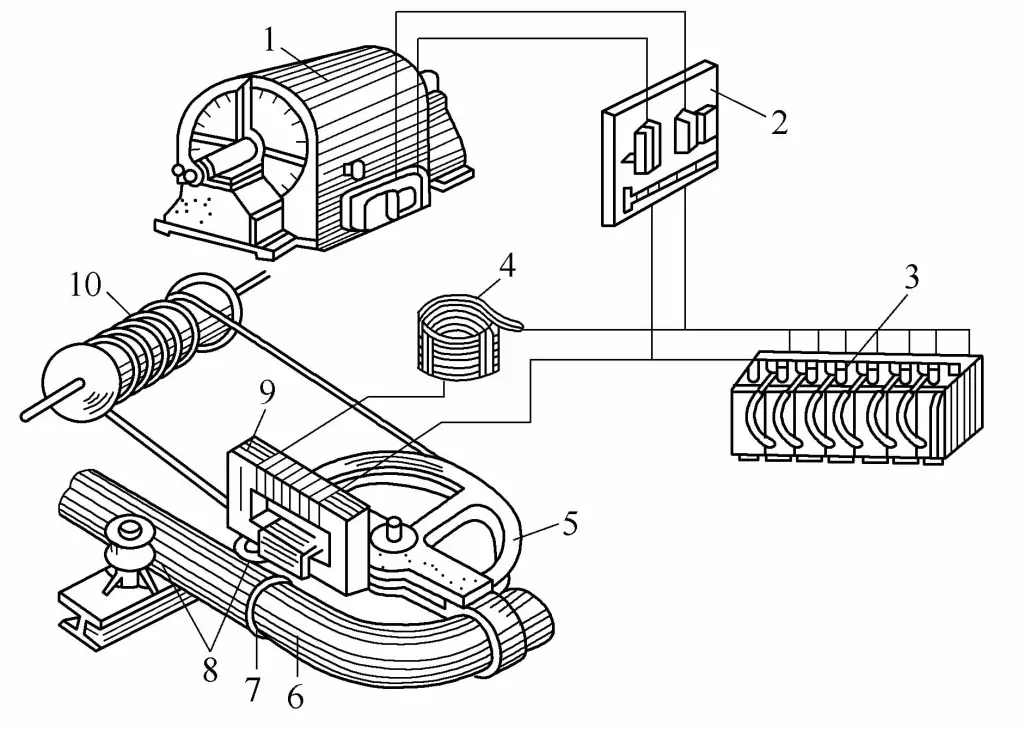
1-مولد التردد المتوسط
2-لوحة المفاتيح
3-حزمة البطارية
4-المُعيد
5-قرص على شكل مروحة
6 أنابيب فارغة
7-ملف الحث 7
8-عجلة التوجيه 8-عجلة التوجيه
9-المحول 9
10-رافعة كهربائية 10 - ونش
عند ثني الأنابيب باستخدام آلة الثني بالتسخين بالحث الحثي متوسط التردد، يجب أن تكون الفجوة بين الملف الحثي والجانب الداخلي للثني أصغر، وأكبر من الخارج، لضمان تأثير التسخين على الجدار الداخلي للأنبوب. يعتمد عرض التسخين بالحث الحثي على قوة التردد المتوسط، وعرض ملف الحث، والموضع النسبي لملف الحث إلى البليت، وعمومًا حوالي 10 ~ 20 مم.
المعلمات الفنية للثني لأنابيب الصلب 20# مع بندر التسخين بالحث متوسط التردد موضحة في الجدول 4-16، كمرجع.
الجدول 4-16 المعلمات الفنية للثني متوسط التردد لأنبوب الصلب 20#
| (القطر الخارجي D/مم) × (سُمك الجدار t/مم) | استهلاك الطاقة/كيلوواط | سرعة الانحناء / (مم-ث -1 ) | درجة حرارة التسخين/℃ |
| Φ83×14 | 60~70 | 1~1.2 | 900~950 |
| Φ102×16 | 70~75 | 0.9~1.1 | 900~950 |
| Φ102×22 | 70~75 | 0.8~1 | 900~950 |
| Φ127×19 | 70~75 | 0.8~1 | 900~950 |
| Φ127×28 | 75~80 | 0.6~0.7 | 950 ~1000 |
| Φ159×28 | 80~90 | 0.5~0.6 | 950~1000 |
| Φ180×28 | 90~100 | 0.4~0.5 | 1000~1050 |
يمكن ثني أنابيب الفولاذ المقاوم للصدأ باستخدام آلة ثني بالتسخين بالحث الحثي متوسط التردد. يجب إيلاء اهتمام خاص لدرجة حرارة التسخين للتأكد من أنها لا تقل عن 900 درجة مئوية. هذا لأن الفولاذ المقاوم للصدأ لديه ميل للمعاناة من التآكل بين الخلايا الحبيبية عند تسخينه لفترة طويلة ضمن نطاق درجة حرارة تتراوح بين 500 ~ 850 ℃، وبالتالي لا يمكن ثني أنابيب الفولاذ المقاوم للصدأ إلا على البارد أو الثني الساخن عند درجات حرارة تتراوح بين 1100 ~ 1200 ℃. يتم عرض المعلمات الفنية للثني لثني أنابيب الفولاذ المقاوم للصدأ مع بندر التسخين بالحث متوسط التردد في الجدول 4-17.
الجدول 4-17 المعلمات التقنية للثني متوسط التردد لأنابيب الفولاذ المقاوم للصدأ
| (القطر الخارجي D/مم) × (سُمك الجدار t/مم) | استهلاك الطاقة/كيلوواط | سرعة الانحناء / (مم-ث -1 ) | درجة حرارة التسخين/℃ |
| Φ89 × 4.5.5 | 30~40 | 1.8~2 | 1100~1150 |
| Φ108 × 5.5.5 | 30~40 | 1.2~1.4 | 1100~1150 |
| Φ133×6 | 40~50 | 1~1.2 | 1100~1150 |
| Φ159 × 6 | 50~60 | 0.8~1 | 1100~1150 |
| Φ168×13 | 70~80 | 0.8~1 | 1130~1180 |
| Φ102×17 | 80~90 | 0.6~0.8 | 1130~1180 |
مبدأ العمل في ماكينة ثني اللفائف في الشكل 4-46. يتم وضع الأنبوب الفارغ بين ثلاث بكرات، ويمكن ثني الأنبوب في تجهيزات الأنابيب بانحناءات مختلفة عن طريق ضبط المواضع النسبية للبكرات الثلاث. تظهر ماكينة ثني البكرات في الشكل 4-47.
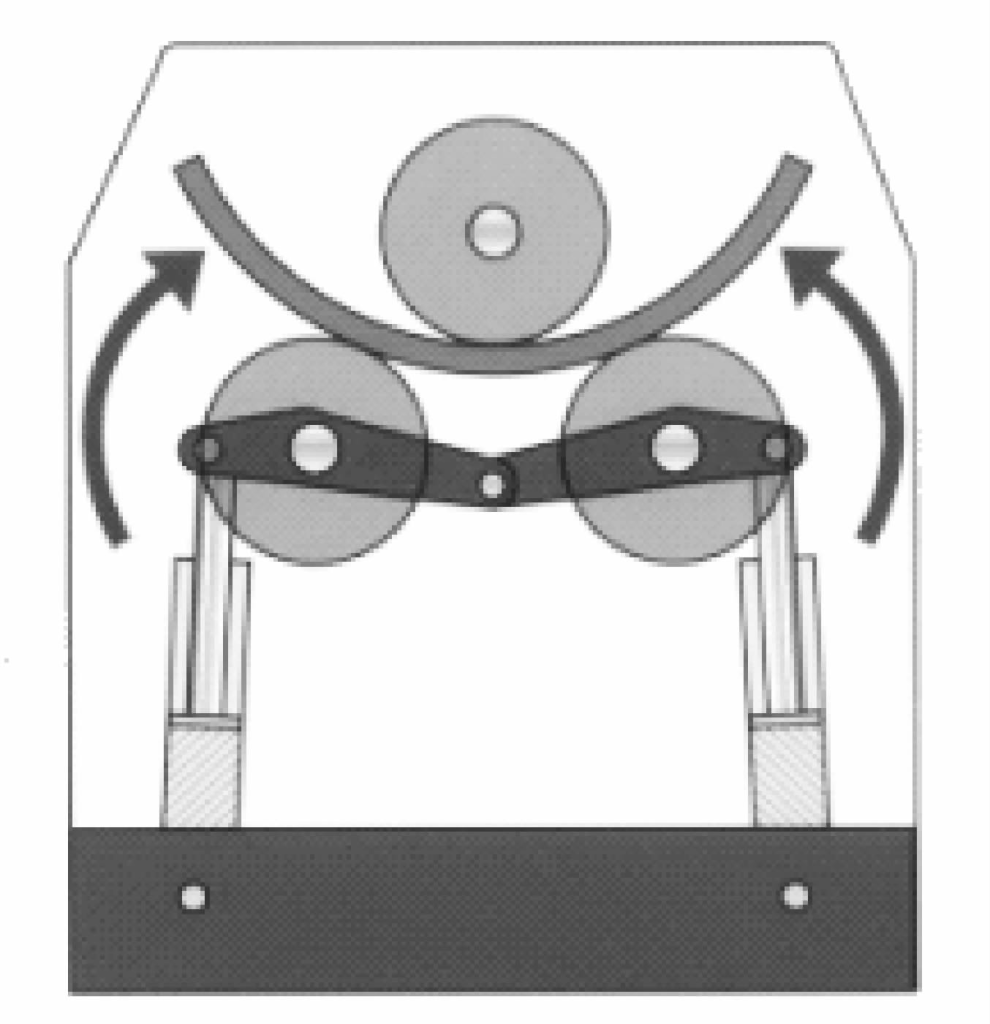
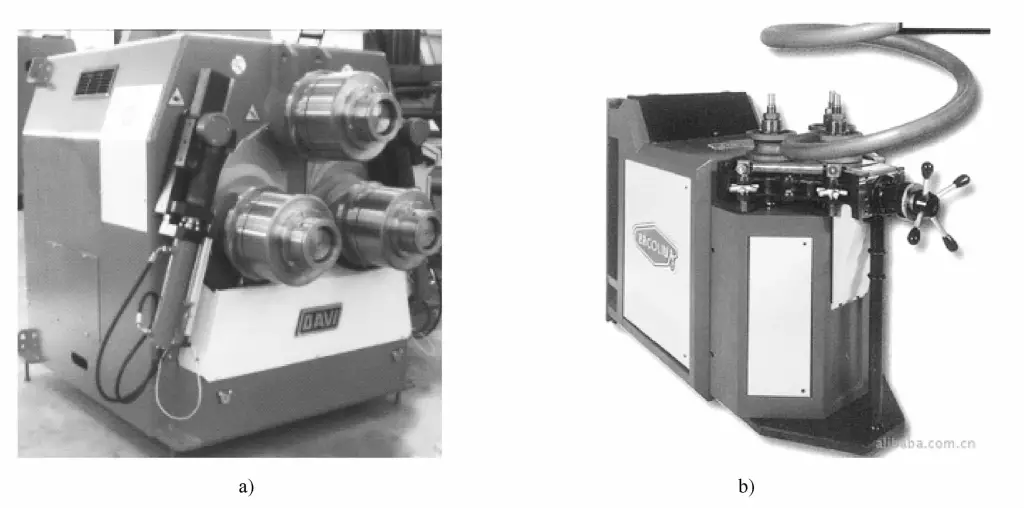
أ) ماكينة ثني البكرات الأفقية
ب) ماكينة ثني البكرات العمودية
تُستخدم آلة ثني اللفائف بشكل أساسي لثني المقاطع المعدنية أو المواد ذات الشكل الخاص مثل الحديد والنحاس والألومنيوم، إلخ. وهي تستخدم على نطاق واسع في مصانع الأثاث لثني الأثاث القوسي الدائري أو في هندسة فن الحديد، ومصانع الأبواب والنوافذ المعدنية للأبواب والنوافذ الحديدية القوسية الدائرية أو الأبواب والنوافذ المصنوعة من سبائك الألومنيوم، إلخ. إن استخدام تقنية CNC لثني الأنابيب يجعل عملية ثني المقاطع الجانبية أكثر ملاءمة وبساطة، ولها مزايا دقة الانحناء العالية، كما أن المقاطع الجانبية المنحنية لها تشوه أقل، ولا توجد خدوش على السطح.
آلة ثني الأنابيب شائعة الاستخدام هي عبارة عن معدات معالجة ثلاثية المحاور باستخدام الحاسب الآلي. يمكن لآلة الثني بالدلفنة الحصول على منتجات نهائية بنصف قطر كبير من خلال الثني المتكرر. يمكن لآلات المعالجة ذات الأغراض العامة أن تتكيف مع متطلبات المعالجة لبعض الأشكال والمواد. يتم التحكم في نوع المعدات الهيدروليكية بالكامل من خلال ثمانية برامج قابلة للبرمجة، ويمكن لكل برنامج تسجيل العديد من الاختلافات بشكل لا نهائي.
تم تكوين جميع وحدات التحكم اليدوي خصيصاً للعجلات المركزية ثنائية السرعة. يتم عرض موضع العجلة المركزية رقميًا. يمكن أن تصل سرعة الثني إلى 20 قدم/دقيقة (حوالي 6.10 م/دقيقة). يمكن لجميع موديلات الماكينات العمل أفقيًا وعموديًا. يسمح عمود الإدارة الملولب بالضبط الدقيق، حتى عند المعالجة بدون أي ثغرات.
يقلل تصميم الترس المحوري من حمام الزيت ويضمن كفاءة نقل طاقة عالية. عمود الإدارة المصنوع من سبائك الفولاذ المقسّى مجهز بمحامل أسطوانية مدببة. يتم استخدام وحدة تحكم منخفضة الجهد. توجد الأسطوانة الهيدروليكية المحسنة الأداء للأسطوانة المركزية داخل الإطار. تشتمل لوحة التحكم اليدوية على وحدة تحكم بدواسة القدم. يسهل نظام الأسطوانة القابل للتعديل تصحيح حالات الدوران. حجرة تخزين الأدوات مدمجة في الجزء السفلي من الماكينة.
ميزات ماكينة الثني هي كما يلي:
1) يمكن استخدامه في معالجة ثني الأقواس الكبيرة والأنابيب الحلزونية، وعادةً ما يكون نصف قطر الانحناء أكبر من 6 أضعاف قطر الأنبوب.
2) هيكل مدمج، وموثوقية عالية، وليس من السهل الانزلاق، وتحسين جودة وجدوى تجهيزات الأنابيب.
3) النقل السلس، باستخدام مزيج من القوالب ثلاثية القوائم، بالإضافة إلى الضبط والضغط، يمكن الحصول على دوائر أو أقواس أو حلزونات ذات انحناءات مختلفة.
4) من خلال تغيير نوع أخدود القالب، يمكن معالجة مختلف التشكيلات المعدنية مثل الفولاذ الزاوي والفولاذ المسطح والأنابيب المستديرة وغيرها من التشكيلات المقطعية ذات الشكل الخاص.
5) يتجنب ثني المقاطع الجانبية ذات نصف القطر الكبير مساوئ صنع قوالب ثني كبيرة جدًا ويمكنه إكمال العمل الذي لا تستطيع ماكينات الثني أحادية الرأس ومزدوجة الرأس إنجازه.
تُستخدم المكبس بشكل أساسي في ثني القوالب.
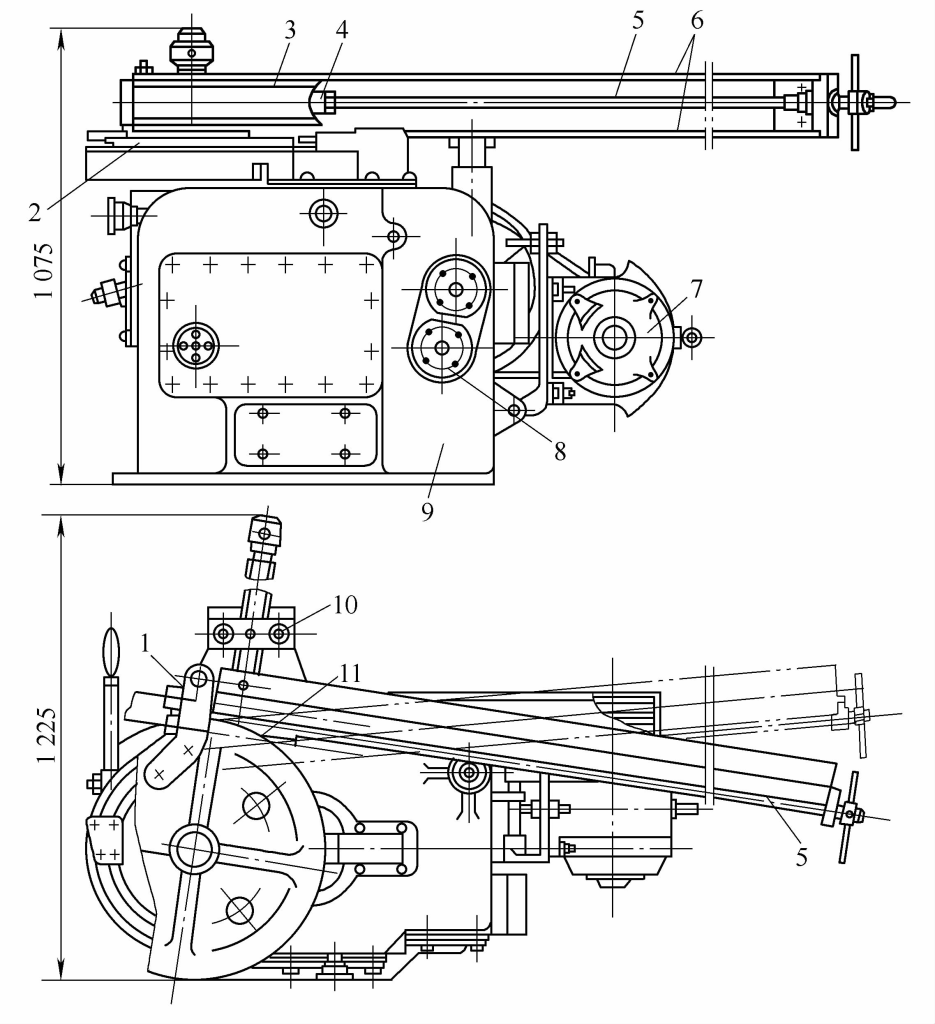
تُستخدم ماكينة الثني ثلاثية الأبعاد بشكل أساسي في معالجة التشكيل البلاستيكي لإطارات أبواب السيارات، وإطارات النوافذ، وقنوات المياه، والأجزاء المنحنية الأخرى المكانية. وهي عبارة عن معدات آلية تدمج ناقل الحركة الكهربائي والهيدروليكي. يوضح الشكل 4-48 ماكينة ثني ثلاثية الأبعاد من إنتاج مصنع معين.
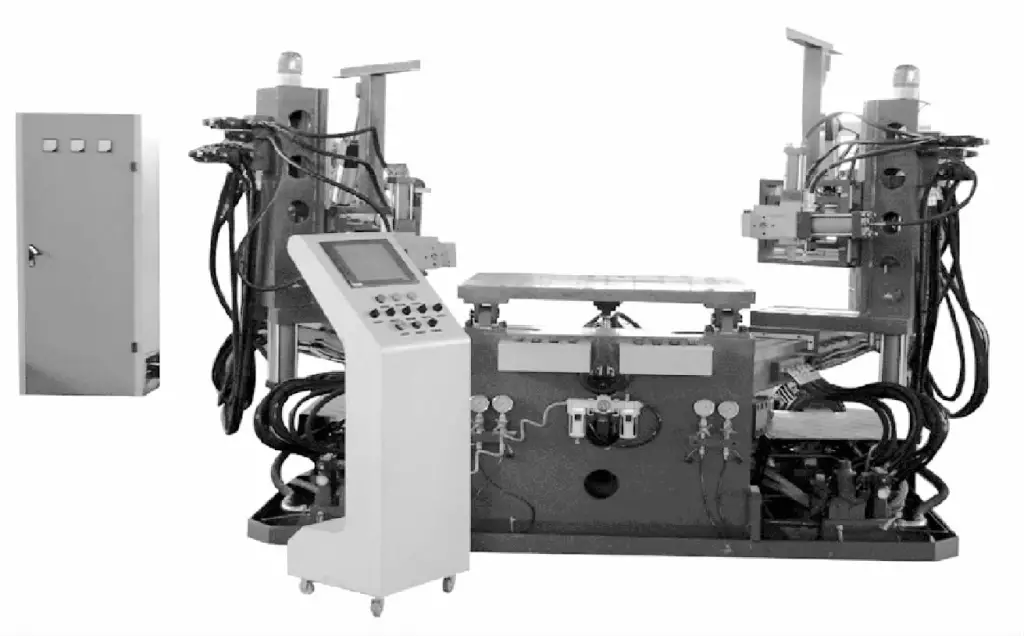
مبدأ العمل: تعتمد هذه المعدات بشكل أساسي على الأسطوانات الهيدروليكية لدفع المكونات المتحركة المختلفة لتحقيق أعمال المعالجة والتشكيل لقطعة العمل. تنقسم المعدات إلى 4 أنظمة هيدروليكية، لكل منها نطاق ضغط من 0 ~ 150 بار (قابل للتعديل)، مما يسمح بتجاوز ضغط النظام بمقدار 20%.
يتم التحكم في قوة الرفع للذراعين الأيسر والأيمن بواسطة مضختين هيدروليكيتين سعة 30 لتر/دقيقة على التوالي، باستخدام صمام تنفيس نسبي للتحكم في عزم الرفع. يبلغ الضغط المضبوط وانحراف الضغط الفعلي حوالي 3%، مع معامل ثبات التكرار (20 درجة مئوية - 40) 1% ⊙ ( ⊙ يشير إلى خطأ 1% عند درجة حرارة 20 درجة مئوية ورطوبة 40%). يتم التحكم في أسطوانات الثني الهيدروليكية وأسطوانات التشبيك والدوران الهيدروليكية على الذراعين الأيسر والأيمن بواسطة مضختين هيدروليكيتين بقدرة 80 لتر/الدقيقة.
يتم التحكم في رفع المحور Z ومنضدة العمل بواسطة مضختين هيدروليكيتين سعة 52 لتر/دقيقة و30 لتر/دقيقة على التوالي. من الممكن اختيار تشغيل محرك المضخة الهيدروليكية وفقًا لمتطلبات القوس للمنتج الذي تتم معالجته، وهو أمر مفيد لتوفير الطاقة بشكل أفضل.
بالإضافة إلى ذلك، فإن المعدات مجهزة أيضًا ب 8 واجهات هيدروليكية احتياطية مستقلة و 4 واجهات هوائية احتياطية مستقلة. يتم توصيل جميع الواجهات الاحتياطية بالأنظمة الهيدروليكية والكهربائية وغيرها من الأنظمة الأخرى للماكينة بأكملها، ويمكن ضبطها وفقًا لمتطلبات القوالب المختلفة.
المعدات بسيطة للغاية من حيث تغيير القالب. بشكل عام، يستغرق المشغل حوالي ساعتين لتغيير زوج من القوالب السليمة العادية (قد يتغير الوقت اعتمادًا على بساطة القالب). يمكن للمعدات تخزين المعلومات الخاصة بمجموعات متعددة من القوالب، وبعد تغيير القوالب، يمكنها استدعاء بيانات الإنتاج الخاصة بتلك المجموعة من القوالب للإنتاج على الفور، مما يقلل بشكل فعال من وقت التصحيح ويقلل من دورة المعالجة.
المعلمات التقنية لماكينة الثني ثلاثية الأبعاد هي كما يلي:
1) زاوية دوران سطح طاولة العمل (-13 درجة ~ +20 درجة)؛ زاوية الدوران المركزية لأذرع التأرجح اليمنى واليسرى هي 90 درجة لكل منهما.
2) المسافة بين الظرف الأيسر والأيمن L=0 ~ 3500 مم قابلة للتعديل، ويمكنها أداء حركة تمدد 600 مم.
3) الارتفاع المركزي للظرف H = 1280 ~ 1880 مم، يمكن أن يتحرك لأعلى ولأسفل 600 مم على طول سكة الانزلاق الخطية.
4) ارتفاع طاولة العمل H 1 = 1200 مم.
5) قوة هيدروليكية 20 ميجا باسكال، قوة المحرك 15 كيلو وات × 3.
المعدات المساعدة للأنابيب التركيب ويشمل التشكيل معدات قطع الأنابيب، التي يشيع استخدامها هي معدات معالجة الطحن، ومعدات معالجة الثقب، ومعدات معالجة القطع بالمنشار، ومعدات معالجة القطع بالبلازما، ومعدات معالجة القطع بالليزر، ومعدات قطع الأنابيب بالليزر.
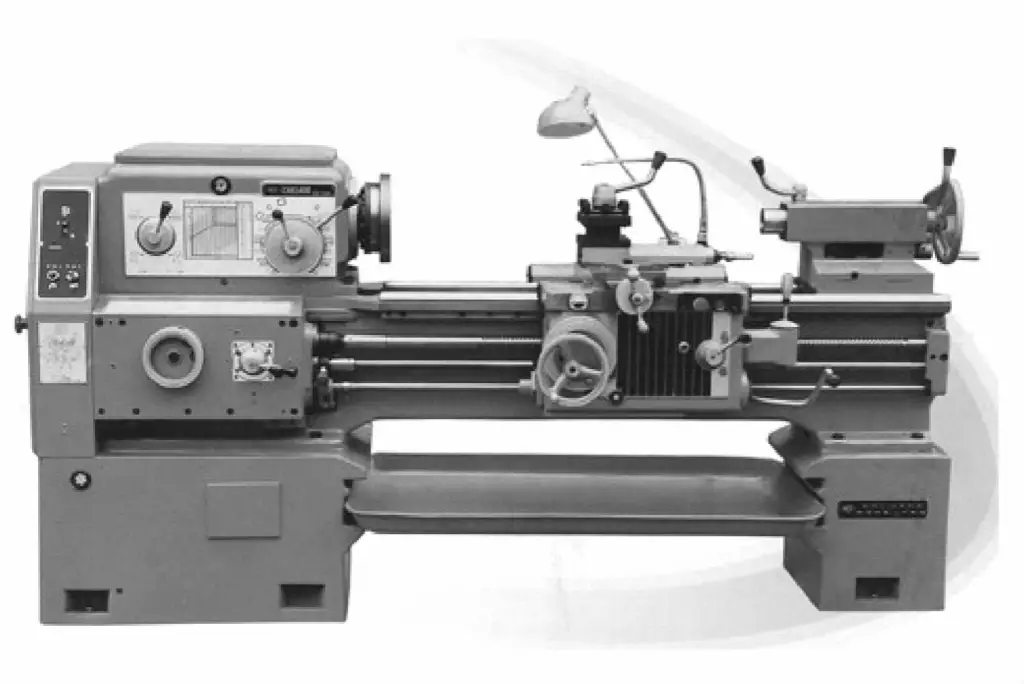
تُستخدم معالجة التفريز بشكل أساسي لمعالجة أسطح التشكيل غير المنتظمة البسيطة نسبيًا بين تداخلات تجهيزات الأنابيب الإنشائية. تشمل معدات المعالجة المستخدمة في الموقع بشكل أساسي ماكينات الطحن والمخارط وماكينات الطحن باستخدام الحاسب الآلي والمخارط وما إلى ذلك. المخرطة الأفقية موضحة في الشكل 4-49، وماكينة الطحن العمودية موضحة في الشكل 4-50.

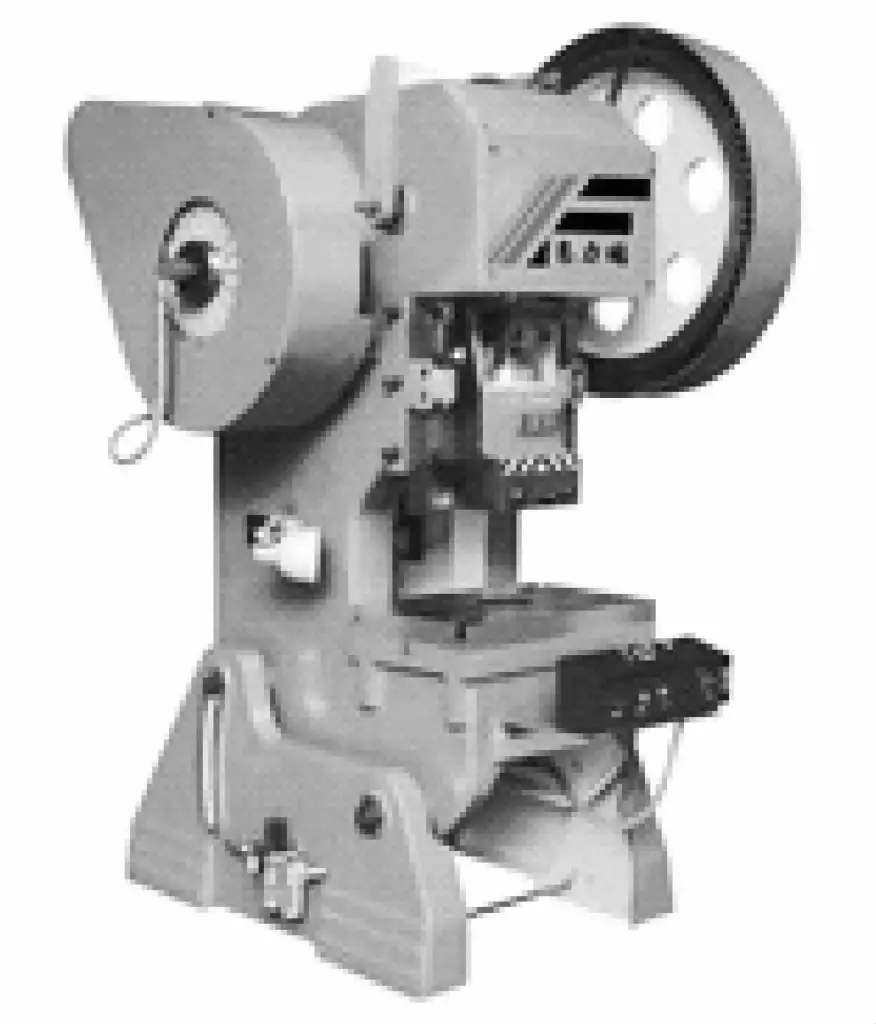
تُستخدم معدات تصنيع الثقوب بشكل أساسي لمعالجة ثقوب طلاء التدفق، وثقوب التجميع، وثقوب اللحام بالسدادات، وثقوب المعالجة، وما إلى ذلك، على تجهيزات الأنابيب. تشمل معدات المعالجة المستخدمة في الإنتاج ماكينات الحفر الشعاعي، وماكينات التثقيب، إلخ. تظهر ماكينة الحفر الشعاعي في الشكل 4-51، وتظهر المكبس في الشكل 4-52.

تُستخدم معدات المعالجة بالنشر بشكل أساسي لنشر المواد الفارغة قبل تشكيل تركيب الأنابيب والمواد الزائدة بعد عملية الثني. وتشمل معدات المعالجة المستخدمة في الإنتاج المناشير الدائرية المعدنية (الشكل 4-53) والمناشير الشريطية (الشكل 4-54)، إلخ.


يُستخدم القطع بالبلازما بشكل أساسي في معالجة الأسطح الأكثر تعقيدًا نظرًا لسهولة تشغيلها وسهولة تشغيلها مقارنة بالطحن. تشمل معدات معالجة القطع المستخدمة في الموقع ما يلي ماكينات القطع بالبلازما. ومع ذلك، لا بد أن يتم استبدالها بالقطع الآلي في اتجاهات التطوير المستقبلية.
تنقسم معدات قطع الأنبوب الليزري إلى أنبوب معدني القطع بالليزر ماكينات مخصصة لقطع الأنابيب وماكينات القطع بالليزر لكل من الأنابيب والألواح المعدنية. تعتمد الصناعة عمومًا على آلات غير قياسية ماكينة القطع بالليزر الموديلات المزودة بماكينات قطع المعادن بالليزر بالإضافة إلى أجهزة تدوير الأنابيب، وهي أكثر ملاءمة لمعالجة قطع الخطوط المتقاطعة للأنابيب المستديرة المتقاطعة.
يتم تطبيقه الآن تدريجيًا على معالجة قطع الأنابيب المربعة، مثل آلات قطع الأنابيب بالليزر التي تنتجها أمادا. وهناك أيضًا تلك التي تكمل تحديد موضع أجزاء الأنابيب عن طريق الحركة الدوارة والخطية لرأس القطع بالليزر وتحديد موضع الروبوت للتحميل والتفريغ، مثل آلات قطع الأنابيب بالليزر التي تنتجها شركة BLM.
ماكينة القطع الأنبوبي بالليزر الأنبوبي LT823D من مجموعة BLM الإيطالية (انظر الشكل 4-55) هي ماكينة قطع أنبوبي بالليزر متقدمة تقنيًا.
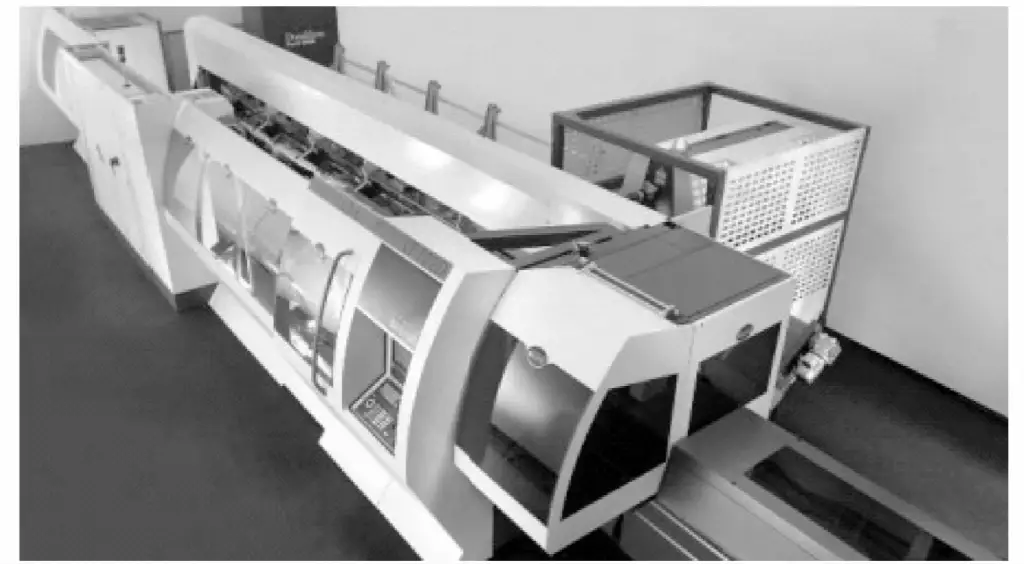
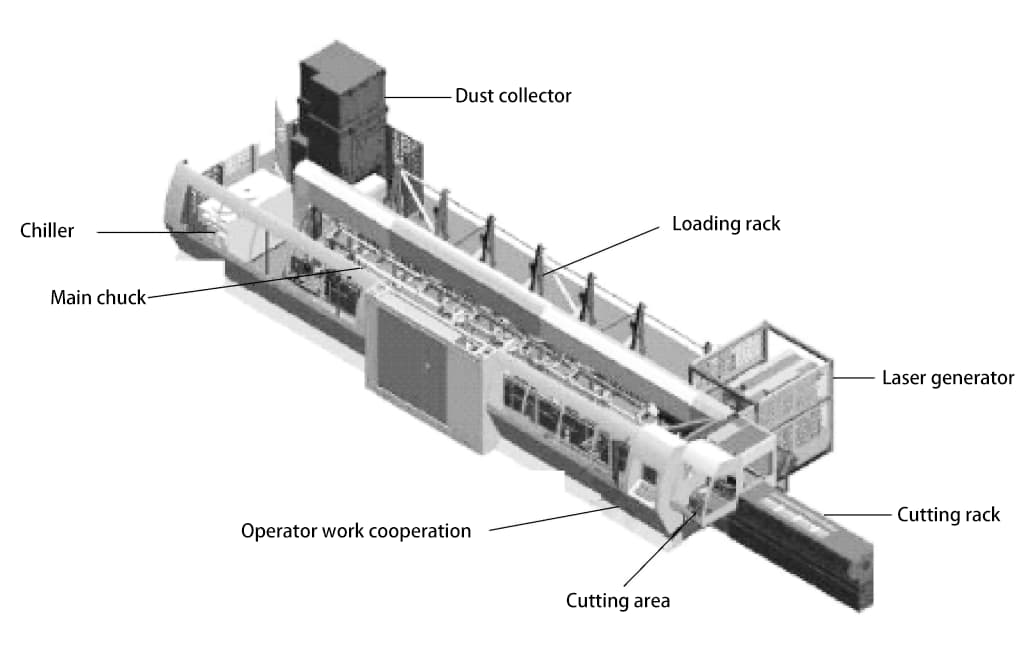
تتمتع ماكينة القطع بالليزر الأنبوبية الكاملة متعددة المحاور (بما في ذلك الرأس الدوار) المصنعة بشكل رائع (بما في ذلك الرأس الدوار) بميزة تنافسية في السوق، متفوقة على تقنيات معالجة الأنابيب التقليدية. يوضح الشكل 4-56 عملية القطع لأجزاء الأنابيب باستخدام هذه المعدات، ويوضح الشكل 4-57 تكوين معدات LT823D.
تدمج ماكينة القطع LT823D مختلف عمليات وإجراءات المعالجة التقليدية للأنابيب (مثل تحجيم الأنابيب والحفر والطحن والطحن والتثقيب) في عملية واحدة، باستخدام القطع بالليزر أحادي القطعة لاستبدال إجراءات المعالجة التقليدية. كما أنها تقلل من العمالة المباشرة وغير المباشرة؛ وفي الوقت نفسه، يعمل القطع بالليزر للأنابيب على تحسين جودة المنتج ودقته، ويقلل من تركيبات المعالجة التقليدية ووقت الإعداد قبل المعالجة.
القدرة على معالجة المعدات: يمكنها معالجة الأنابيب الدائرية والأنابيب المربعة والأنابيب المستطيلة والأنابيب المستطيلة وغيرها من الأنابيب ذات الشكل الخاص، بما في ذلك الحديد ذو الزاوية الانتقائية والعوارض I والحديد المسطح. تحت تأثير الغازات المساعدة المناسبة للقطع بالليزر، يمكن للمعدات أيضًا قطع ومعالجة أنابيب الفولاذ الكربوني وسبائك الفولاذ والفولاذ المقاوم للصدأ وأنابيب سبائك الألومنيوم.
قابلة للتطبيق عالميًا على المنتجات الزراعية والصناعية، مثل تركيبات الأدوات، وصناعة الأنابيب، ومعالجة الأنابيب، والأجهزة الطبية، ومعدات البناء، وما إلى ذلك، مع تأثير القطع الموضح في الشكل 4-58.
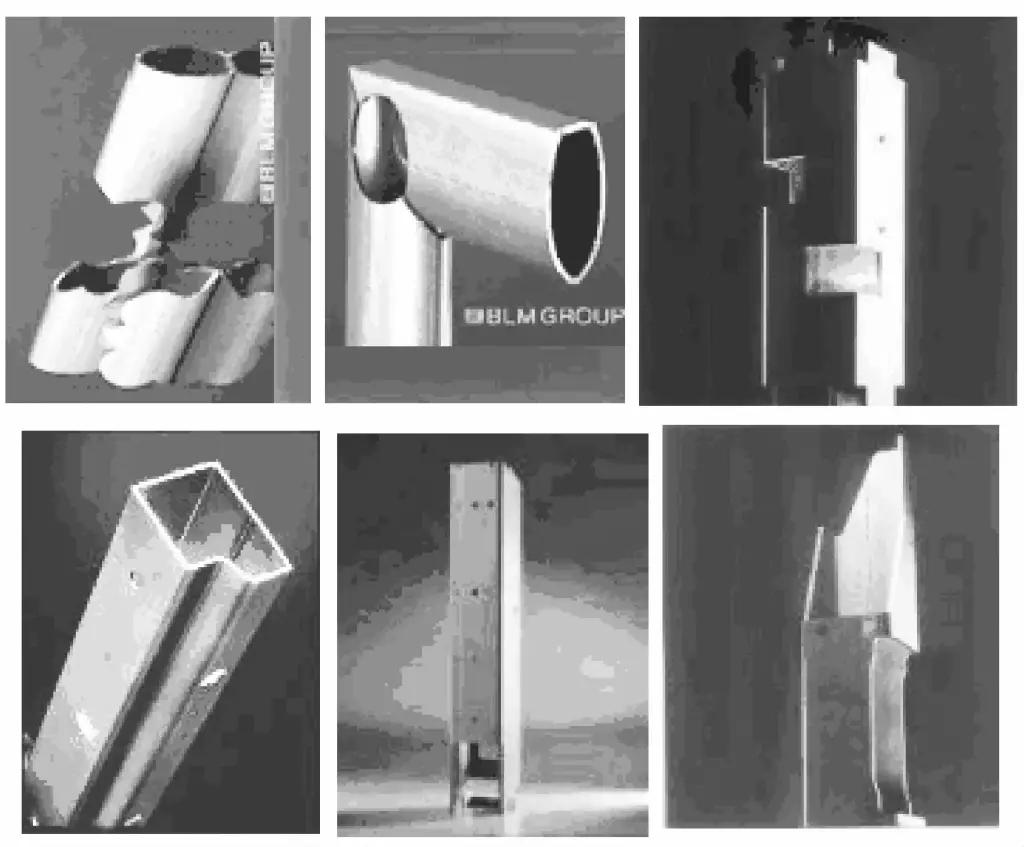
يوضح الشكل 4-59 أ تركيبات الأدوات لماكينة قطع الأنابيب بالليزر LT823D في الشكل 4-59 أ، ويوضح الشكل 4-59 ب مثالاً لعملية القطع لثني الأنابيب.
أ) تركيبات الأدوات
ب) عملية القطع لثني الأنابيب
نظرًا لأن القطع بالليزر يتطلب دقة معالجة عالية قبل قطع الأنبوب، فإن شركة Yituo تستخدم في الغالب المعالجة السطحية لتجهيزات الأنابيب المشكلة، وبالتالي، فإن مخطط القطع المعتمد هو القطع بالليزر مع روبوت مدمج مع طاولة عمل القطع، وهو أكثر ملاءمة لقطع الأنابيب ولتفريغ الأنابيب، إلخ.
تم تصميم آلة قطع الأنابيب بالليزر وتصنيعها لتلبية احتياجات معدات خطوط أنابيب النفط، وتفريغ الأنابيب المعدنية الصناعية، ومعالجة الأشكال الخاصة على جدران الأنابيب. تتميز آلة قطع الأنابيب المعدنية بالليزر بالمزايا التالية:
1) قطع عالي الجودة، والحد الأدنى من التشوه، والمظهر السلس والجميل.
2) سريع سرعة القطعوالكفاءة العالية، والتكلفة المنخفضة، والتشغيل الآمن، والأداء المستقر.
3) تستخدم محركات مؤازرة مستوردة وآليات نقل توجيه مستوردة للحصول على دقة قطع عالية.
4) يستخدم برنامجًا احترافيًا، مما يسمح بتصميم ومعالجة مرنة لمختلف الأشكال أو النصوص، مع عملية بسيطة ومريحة.
5) من السهل تحقيق التقسيم الزماني أو المكاني لحزمة الليزر مما يتيح المعالجة متعددة الحزم أو المعالجة المتسلسلة في محطات متعددة.
6) نفس المعدات لا يمكنها فقط إكمال القطع ولكن أيضًا تحقيق وظائف اللحام بالليزر.







