
كيفية حساب وزن الصفائح المعدنية: المعادلات الأساسية
هل تساءلت يومًا عن كيفية حساب وزن الصفائح المعدنية بسرعة؟ تكشف هذه المقالة النقاب عن معادلة بسيطة تأخذ...
في هذه المقالة، سنستكشف كيف تقوم هذه الأنظمة بتحويل الصناعات، من التصنيع إلى الطيران، من خلال أتمتة المهام المعقدة. سوف تكتشف كيف تعمل حلقات التغذية الراجعة وآليات التحكم معًا لتحقيق الدقة والموثوقية. هل أنت مستعد لمعرفة كيف يشكل التحكم الآلي المستقبل؟ تابع القراءة لمعرفة ذلك!

التحكم الآلي هو عملية استخدام أجهزة أو معدات إضافية (أجهزة التحكم) لجعل الآلات أو المعدات أو عمليات الإنتاج (الأشياء الخاضعة للتحكم) تعمل تلقائيًا وفقًا لقواعد محددة مسبقًا من حيث حالات أو معلمات عمل معينة (متغيرات خاضعة للتحكم) دون تدخل بشري مباشر.
على سبيل المثال، مخارط التحكم الرقمي باستخدام الحاسب الآلي التي تقطع آليًا وفقًا لبرامج محددة مسبقًا، أو الأقمار الصناعية التي تدخل بدقة في مدارات محددة مسبقًا ويتم استعادتها. الأتمتة هي في الأساس التنظيم والتحكم الآلي في الآلات أو المعدات.
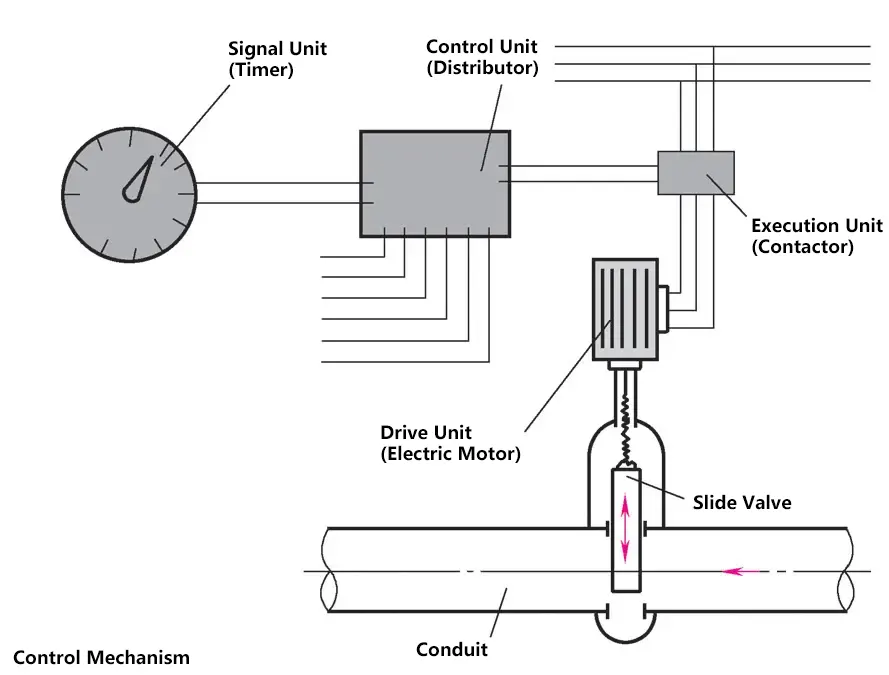
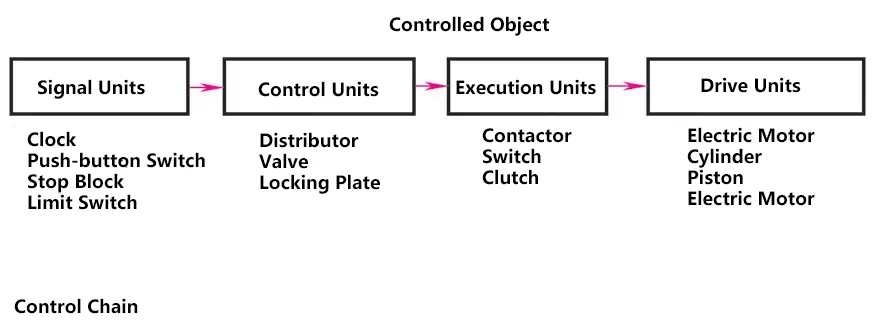
يشير نظام التحكم الآلي إلى نظام يمكنه التحكم التلقائي في حالة عمل الكائن المتحكم فيه. وهو مزيج من الكائن المتحكم فيه والأجهزة أو المكونات المشاركة في تحقيق التحكم الآلي في متغيراته المتحكم فيها، ويتألف عموماً من أجهزة تحكم وأغراض متحكم فيها.
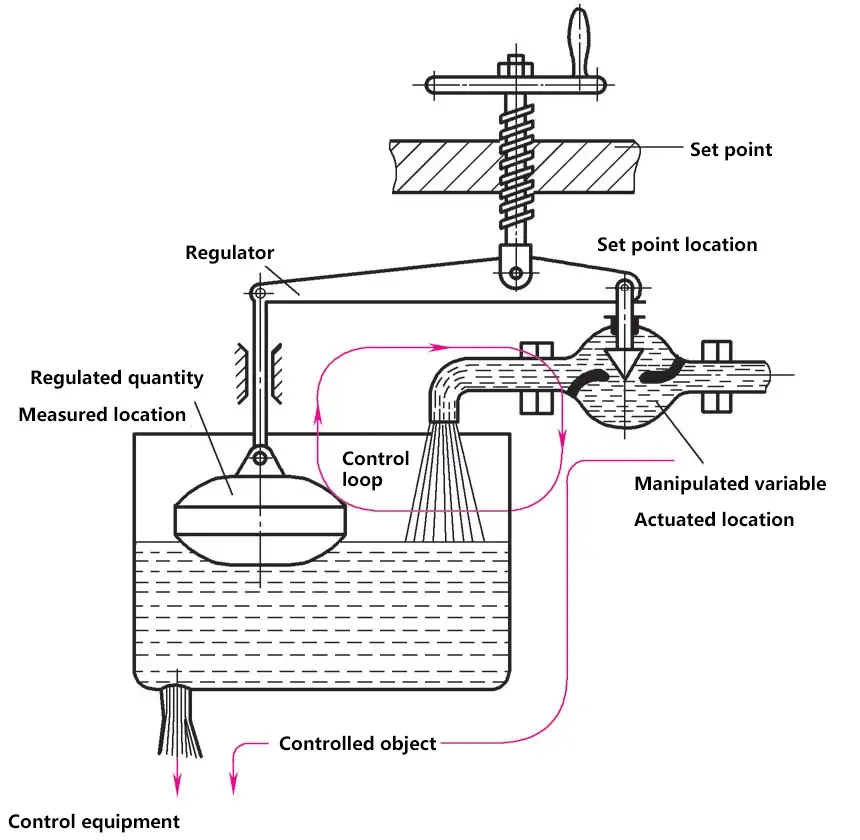
في الشكل الجانبي، تنقل العوامة ارتفاع منسوب المياه إلى الصمام، ويتم فتح الصمام أو إغلاقه وفقًا لارتفاع منسوب المياه. يمكن ضبط مستوى الماء المطلوب عن طريق تغيير القيمة المحددة.
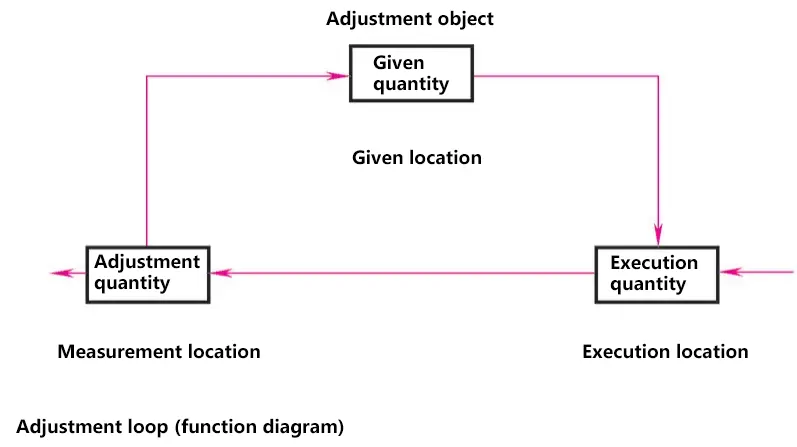
من خلال عملية التغذية الراجعة المستمرة للحالة الفعلية (ارتفاع منسوب المياه)، يتم تعديلها باستمرار وفقًا للحالة الفعلية حتى يتم الوصول إلى الحالة المطلوبة (الحالة المحددة = ارتفاع منسوب المياه المطلوب).
وبمساعدة أجهزة التحكم والتنظيم، أصبح من الممكن الآن أتمتة عملية التشغيل الآلي لقطع العمل (مثل كتل أسطوانات المحرك) التي تتطلب مئات العمليات على أدوات ماكينات متعددة مرتبة بالتتابع. يتم التحكم في العديد من العمليات، ويتم تنظيم بعض العمليات الرئيسية. ومع ذلك، حتى عملية النسخ البسيطة على المخرطة يمكن اعتبارها عملية عمل منظمة.
لا يتم التحكم بالمتغير المتحكم به (الخرج) للنظام إلا من خلال إجراء التحكم، ولا يمكن أن ينتج عن طريقة التحكم أي تأثير. تسمى الأنظمة التي تستخدم التحكم في الحلقة المفتوحة أنظمة التحكم في الحلقة المفتوحة.
المزايا: هيكل بسيط، منخفض التكلفة، سهل التنفيذ.
العيوب: عدم القدرة على قمع الاضطرابات، وانخفاض دقة التحكم.
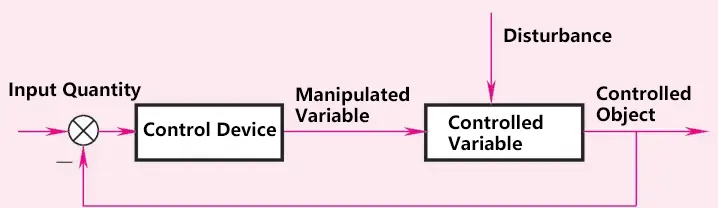
طريقة تحكم حيث توجد تغذية راجعة سالبة بين المتغير (الخرج) المتحكم به في النظام (الخرج) وإجراء التحكم. وتسمى الأنظمة التي تستخدم التحكم في الحلقة المغلقة بأنظمة التحكم في الحلقة المغلقة أو أنظمة التحكم بالتغذية الراجعة. إن التحكم بالحلقة المغلقة هو القاعدة الأساسية لكل تحكم بيولوجي بحركاتها الخاصة. والبشر أنفسهم عبارة عن أنظمة تحكم ذات حلقة مغلقة معقدة للغاية وذات قدرات تحكم متقدمة.
المزايا: القدرة على التعويض تلقائيًا عن أخطاء النظام (الانحرافات) الناجمة عن الاضطرابات الداخلية والخارجية، وبالتالي تحسين دقة النظام بشكل فعال.
العيوب: يجب تحديد معلمات النظام بشكل مناسب، وإلا فقد لا يعمل بشكل صحيح.
طريقة تحكم تجمع بين التحكم في الحلقة المفتوحة والحلقة المغلقة. وهي تستند إلى حلقة تحكم ذات حلقة مغلقة مع مسار تغذية معزز إضافي لإشارات المدخلات أو إشارات الاضطراب لتحسين دقة التحكم في النظام. يتكون مسار التغذية الأمامية عادةً من معوضات لتعويض إشارات الإدخال وتعويض إشارات الاضطراب.
المزايا: دقة تحكم عالية، يمكنها كبح جميع الاضطرابات القابلة للقياس تقريبًا.
العيوب: تتطلب معلمات المعوض ثباتًا عاليًا.

مخطط كتلة نظام التحكم في الحلقة المفتوحة:

مخطط كتلة نظام التحكم في الحلقة المغلقة:
هناك طرق تصنيف متعددة لأنظمة التحكم الآلي، كما هو موضح في الجدول أدناه.
تصنيف أنظمة التحكم الآلي
| طريقة التصنيف | الأنواع |
| حسب اتجاه تدفق الإشارة | التحكم في الحلقة المفتوحة، التحكم المركب |
| حسب وظيفة النظام | التحكم في درجة الحرارة، والتحكم في الضغط، والتحكم في الموضع، والتحكم في المستوى، إلخ. |
| حسب نوع المكون | ميكانيكي، كهربائي، هوائي، هوائي، هيدروليكي، بيولوجي، إلخ. |
| حسب أداء النظام | الخطية وغير الخطية، المستمرة والمنفصلة، المتغيرة زمنيًا والمتغيرة زمنيًا، الحتمية وغير المؤكدة، إلخ. |
| حسب إشارة إدخال النظام | تنظيم القيمة الثابتة، آلية مؤازرة، التحكم في البرنامج |
نظام المؤازرة هو نظام تحكم آلي يمكّن المتغيرات الخاضعة للتحكم في الخرج مثل الموضع والاتجاه وحالة الجسم من اتباع التغييرات التعسفية في هدف الدخل (أو القيمة المحددة).
وتتمثل مهمتها الرئيسية في تضخيم الطاقة وتحويلها وتنظيمها وفقًا لأوامر التحكم، مما يجعل التحكم في عزم الدوران والسرعة وموضع جهاز القيادة مرنًا ومريحًا للغاية. فيما يلي عدة أنواع شائعة من التحكم المؤازر.
تطبيق نموذجي ل أدوات التحكم المؤازرة هي خراطة النسخ. هناك مخارط مصممة خصيصًا لهذه العملية. تتصل الأداة بقطعة العمل من أعلى أو من الخلف لضمان إزالة البُرادة دون عائق.
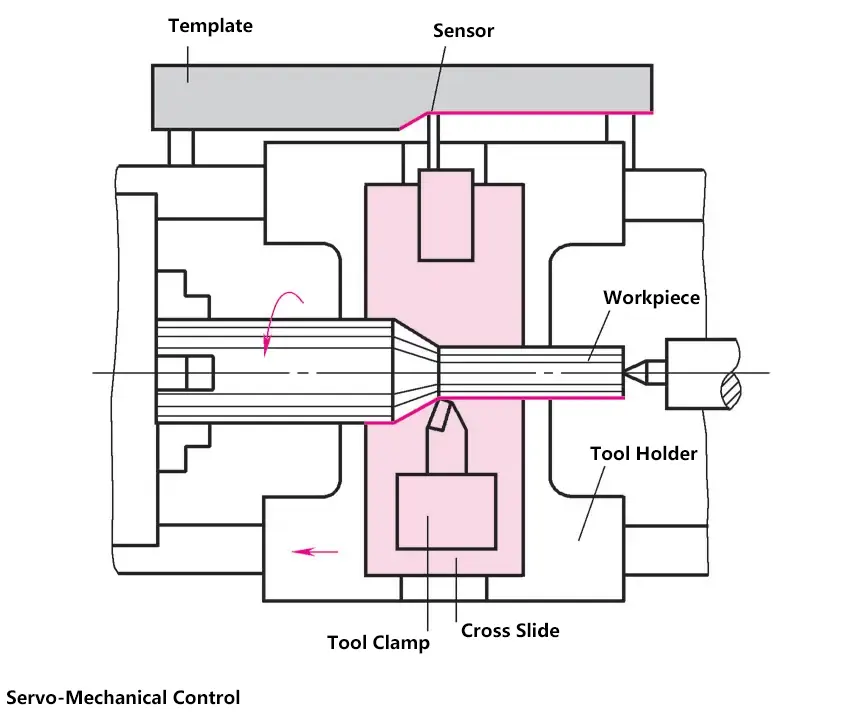
أثناء تغذية العربة باستمرار، يتحرك حساس (وحدة إشارة) على طول قالب أو عينة قياسية. من خلال اتصال جامد بين المستشعر والأداة، يتم إجبار الأداة على التحرك على طول نفس المسار، ويتم تشكيل قطعة العمل وفقًا للقالب. يجب الضغط على المستشعر مقابل القالب بواسطة الأداة.
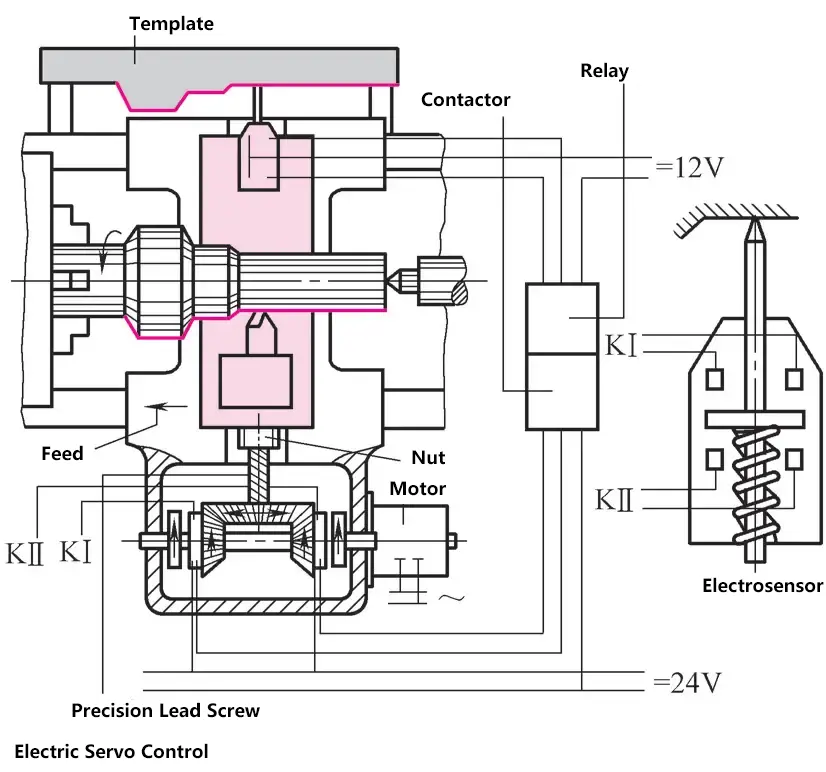
هنا، يتم تغذية العربة الطولية أيضًا بشكل مستمر. إذا لم يلامس المستشعر القالب، يتم إغلاق الملامس KI في صندوق المستشعر تلقائيًا.
يعمل القابض KI من خلال مرحّل (وحدة تحكم) وملامس (مشغّل)، وبالتالي فإن المحرك يدفع منزلق الأداة نحو قطعة العمل حتى يلامس المستشعر القالب. عند هذه النقطة، يتم إغلاق الملامس KII، ويقوم المحرك بدفع منزلق الأداة للخلف حتى يغادر المستشعر القالب.
يمكن توصيل جهاز النسخ هذا بمخرطة. ميزته هي دقة النسخ الأعلى.
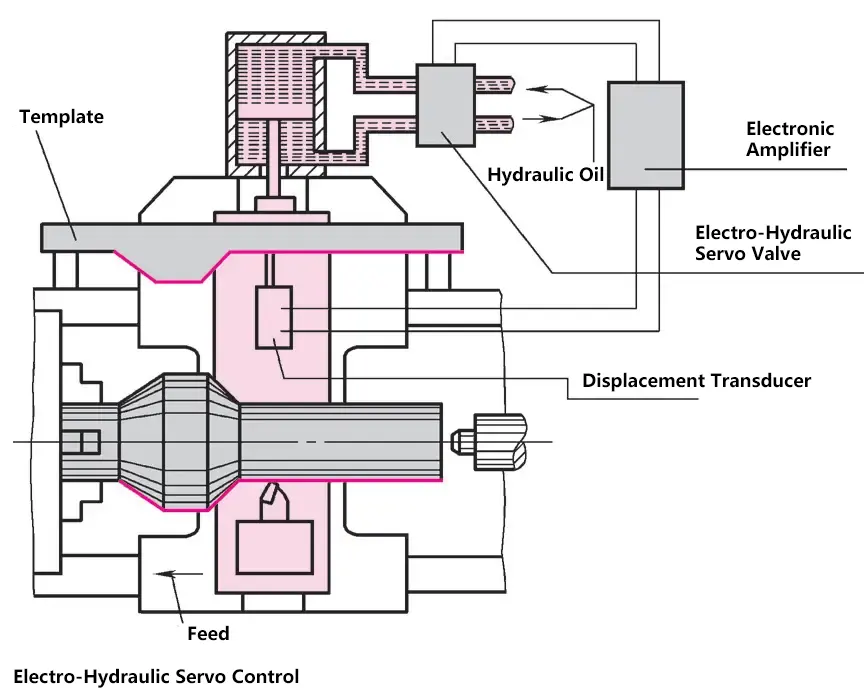
في هذا الجهاز، يتم استشعار محيط القالب بواسطة قلم أو مستشعر، ويتم تضخيم إشارة النبض في أنبوب إلكتروني.
من خلال استقبال هذه الإشارة، يقوم المغناطيس الكهربائي بتنشيط صمام التحكم الهيدروليكي في أقل من ثانية واحدة، مما يؤدي إلى بدء عملية تحكم توجه على الفور تدفق الزيت القوي إلى المكبس الهيدروليكي. بعد وقت تحويل قصير، يتم تحقيق دقة نسخ عالية جدًا.
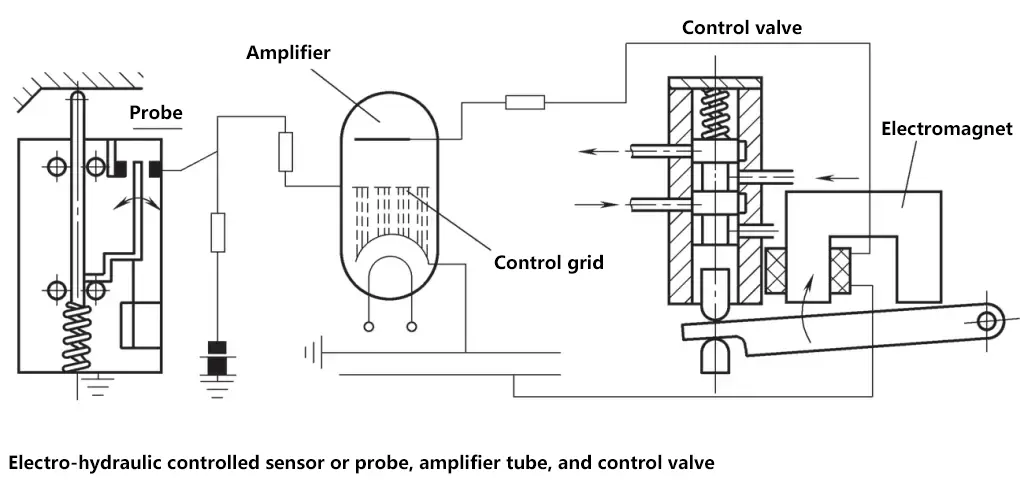
إذا لم يلامس الإبرة القالب، فإن ذراع التقليب يقوم بتوصيل التلامس إلى اليمين، مما يقلل من جهد الشبكة في أنبوب التضخيم إلى الصفر (مؤرض). وهذا يسمح للتيار في الأنبوب بالتدفق بحرية، مما يؤدي إلى إثارة ملف المغناطيس الكهربائي وجذب المحرك، وفتح ممر الزيت في الصمام.
يدخل زيت الضغط إلى المكبس، ويقوم المنزلق المتقاطع بتحريك الأداة نحو قطعة العمل حتى يلامس القلم القالب. ثم ينفتح الملامس، مما يؤدي إلى قطع جهد الشبكة والتيار. إذا قام صمام التحكم بإغلاق كل من ممرات الإخراج والعودة، يصبح المكبس ثابتًا بين غرفتي الزيت العلوية والسفلية.
في أنظمة التحكم في البرنامج، تتغير القيمة المحددة وفقًا لدالة زمنية محددة. على سبيل المثال، يجب أن يتبع ناتج نظام التحكم في البرنامج لأداة الماكينة التي يتحكم فيها البرنامج نفس نمط التغيير مثل القيمة المحددة.
تكون القيمة المضبوطة في نظام التحكم في البرنامج متغيرة، ولكنها دالة معروفة للوقت، مما يعني أن القيمة المضبوطة تتغير وفقًا لبرنامج زمني يحدده المشغل.
يُستخدم هذا النوع من الأنظمة على نطاق واسع في عمليات الإنتاج المتقطعة، مثل الخلط الأوتوماتيكي والتحكم في تسخين السوائل المتعددة.
مكونات نظام التحكم في البرنامج: إشارات التبديل، ودوائر الإدخال، ووحدة التحكم في البرنامج، ودوائر الإخراج، والمشغلات، إلخ.
غالبًا ما تستخدم ماكينات التفريز أجهزة تحكم كهربائية. ينقسم برنامج التحكم إلى نظامي تخزين. يتم تحديد طول الحركة وتخزينها عن طريق ضبط نقاط التوقف على لوحة الإيقاف، والتي يتم ضبطها على طول اتجاه حركة طاولة العمل. وبالتالي، فإن نقاط التوقف الموجودة على اللوحة تحد من طول الحركة - متى يتم توليد إشارات نبضات التبديل.
بعد ذلك، تدخل هذه النبضات إلى لوحة مسامير أو جهاز شريط مثقوب. من هنا، تستمر نبضات التحكم في الإخراج إلى عناصر الدفع المقابلة، مثل محركات التغذية أو أجهزة دفع قاطع التفريز. وهذا يحدد مكان سريان النبض.
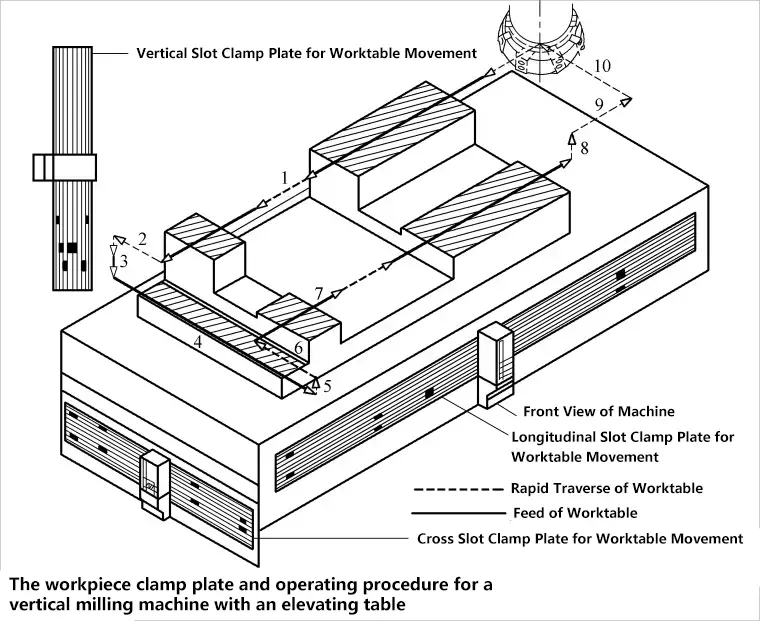
السفر الطولي لطاولة العمل:
السفر عبر طاولة العمل:
الانتقال الرأسي لطاولة العمل:
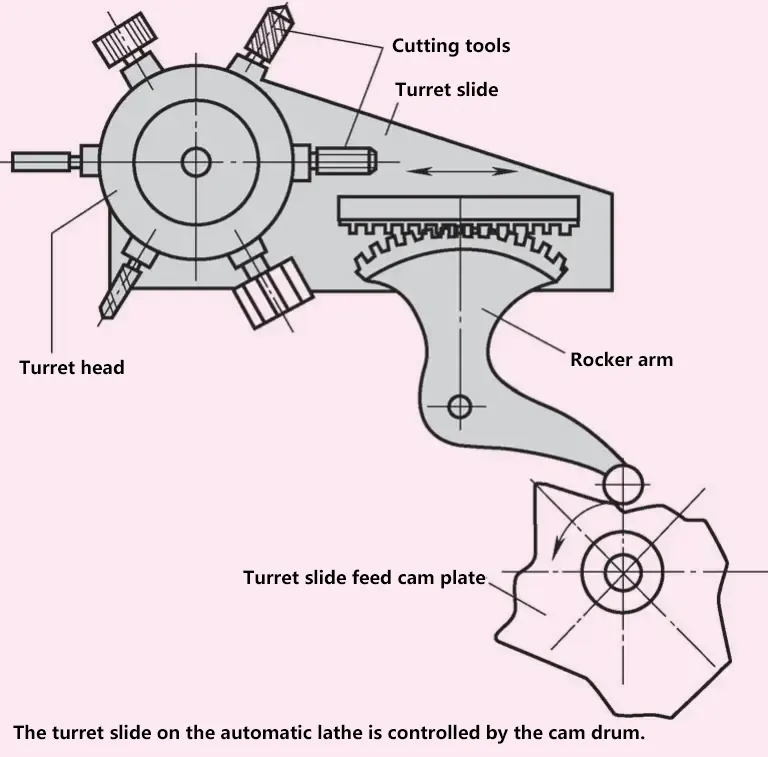
وغالبًا ما تستخدم المخارط الأوتوماتيكية بالكامل أو شبه الأوتوماتيكية براميل كامات أو أقراص كامات للتحكم. يتم تجهيز الأبراج الدوارة أحادية أو متعددة الأدوات أو الرؤوس السداسية بأدوات الخراطة اللازمة، بالإضافة إلى أدوات الخراطة أو المثاقب أو أدوات الثقب أو المثاقب المركزية أو رؤوس قطع الخيوط.
تتحكم أسطوانة الكامة الدوارة بشكل منتظم أو قرص الكامة (في الغالب من خلال التحكم في الانتقال) في إعداد الأدوات ودوران حامل الأدوات، يلي ذلك تحريك الشريحة وحامل الأدوات نحو قطعة العمل بمعدل التغذية الصحيح.
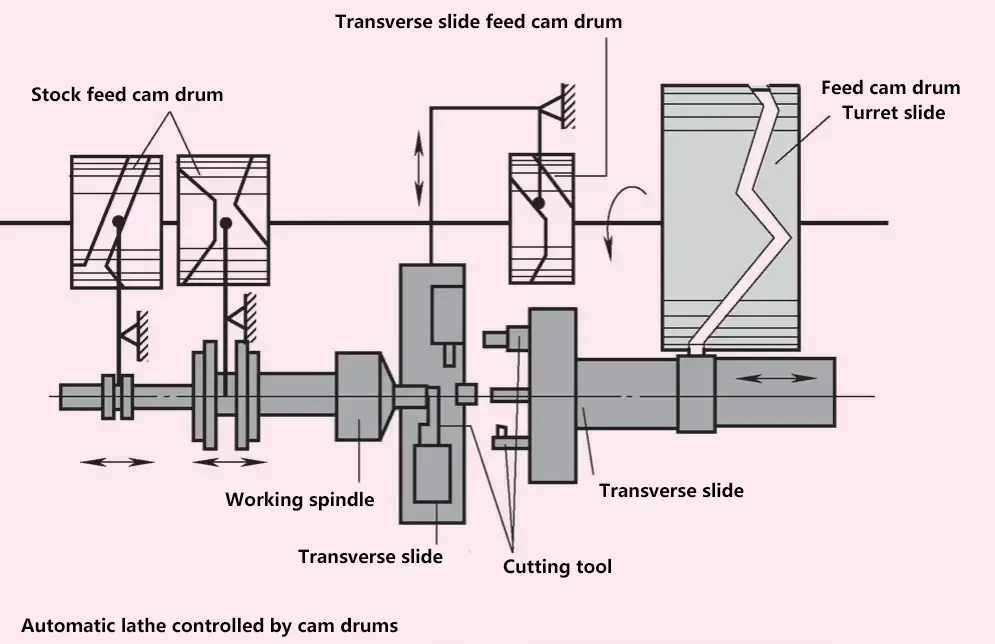
بالنسبة للمخارط الأوتوماتيكية بالكامل التي تُستخدم عادةً لتصنيع مخزون القضبان، يتم أيضًا إكمال تغذية المواد، والتثبيت، والقطع من خلال البرنامج. ويتمثل عيب هذه الماكينات في وقت الإعداد الطويل؛ فقد يستغرق تركيب جميع الكامات وضبط جميع الأدوات عدة أيام، لا يمكن للماكينة خلالها الإنتاج.
نظرًا لتآكل الأداة، يجب مراقبة أبعاد قطعة العمل وفحصها بشكل متكرر. هذه الماكينات اقتصادية فقط لإنتاج دفعات كبيرة من القِطع.
غالبًا ما يتم استخدام أدوات التحكم الهيدروليكية أو الهوائية أو مزيج من الاثنين معًا في حركات التغذية نظرًا لسلاسة تشغيلها وعدم وجود ضوضاء والتحكم في السرعة المتغيرة بلا حدود، كما هو الحال في ماكينات الطحن. وفقًا لطريقة نقل النبضات، يمكن أن تكون متسلسلة زمنيًا، والتحكم في الانتقال والتشغيل.
في الشكل أدناه، يتم تشغيل المكبس الرئيسي بواسطة الهواء المضغوط من خلال قناة الهواء المضغوط. يتم توصيل أسطوانة هيدروليكية بمكبس على التوالي مع أسطوانة الهواء للتحكم في سرعة الاجتياز السريع E وشوط التغذية V.
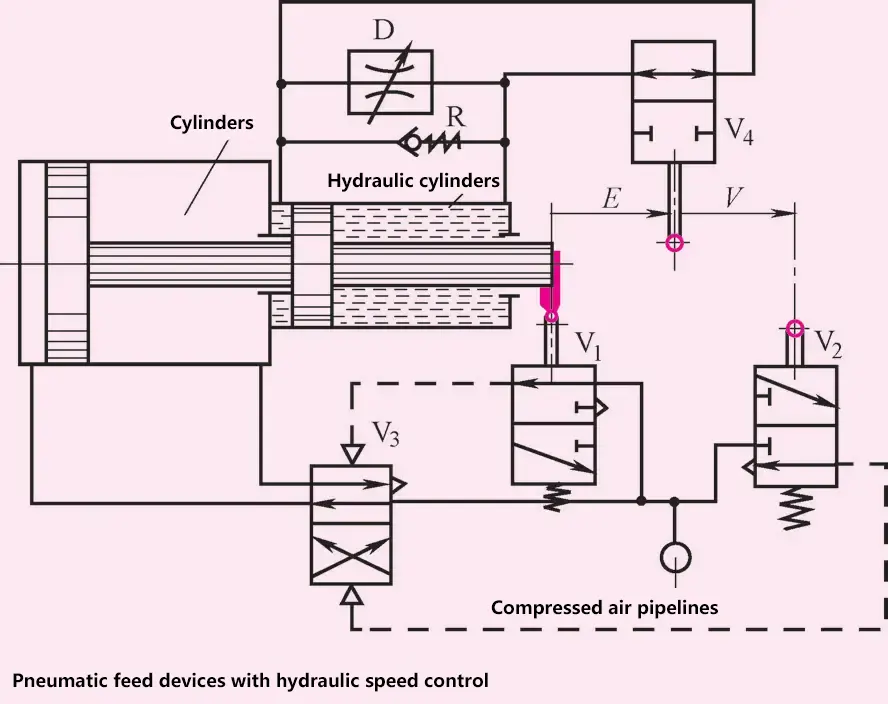
أثناء الاجتياز السريع، يتدفق الزيت الهيدروليكي دون عوائق من حجرة الزيت اليمنى إلى حجرة الزيت اليسرى من خلال الصمام V0، وينخفض حجم الحجرة اليمنى بسبب حركة المكبس، بينما يتوسع حجم الحجرة اليسرى. عندما ينتهي الاجتياز السريع، يتم تبديل الصمام V1، ويقلل التدفق الصغير لصمام الخانق D من سرعة حركة المكبس.
حرف V 1 و V 2 صمامان عند التحكم في طرف شوط المكبس V 3, هواء مضغوط من خلال الصمام V 3 للتحكم في الحركة الأمامية والخلفية للمكبس الرئيسي.
التحكم الرقمي هو طريقة آلية لبرمجة التحكم في عملية العمل باستخدام أرقام أو أحرف أو رموز أخرى.
يستخدم عادةً كمبيوتر مخصص، مع تعليمات تشغيل ممثلة في شكل رقمي، وتعمل معدات الماكينة وفقًا لبرنامج محدد مسبقًا، يُعرف اختصارًا باسم NC (التحكم العددي). وعادةً ما يتحكم في الموضع والزاوية والسرعة والكميات الميكانيكية الأخرى بالإضافة إلى تبديل الكميات المتعلقة بتدفق الطاقة الميكانيكية.
يعتمد ظهور التحكم العددي على ظهور ناقلات البيانات وعمليات البيانات الثنائية. وقد تطورت تكنولوجيا التحكم العددي بشكل وثيق مع التحكم في أدوات الماكينات وتعرف أيضًا بتكنولوجيا التحكم العددي بالكمبيوتر. وتعتمد حاليًا على أجهزة الكمبيوتر لتنفيذ التحكم الرقمي في البرامج.
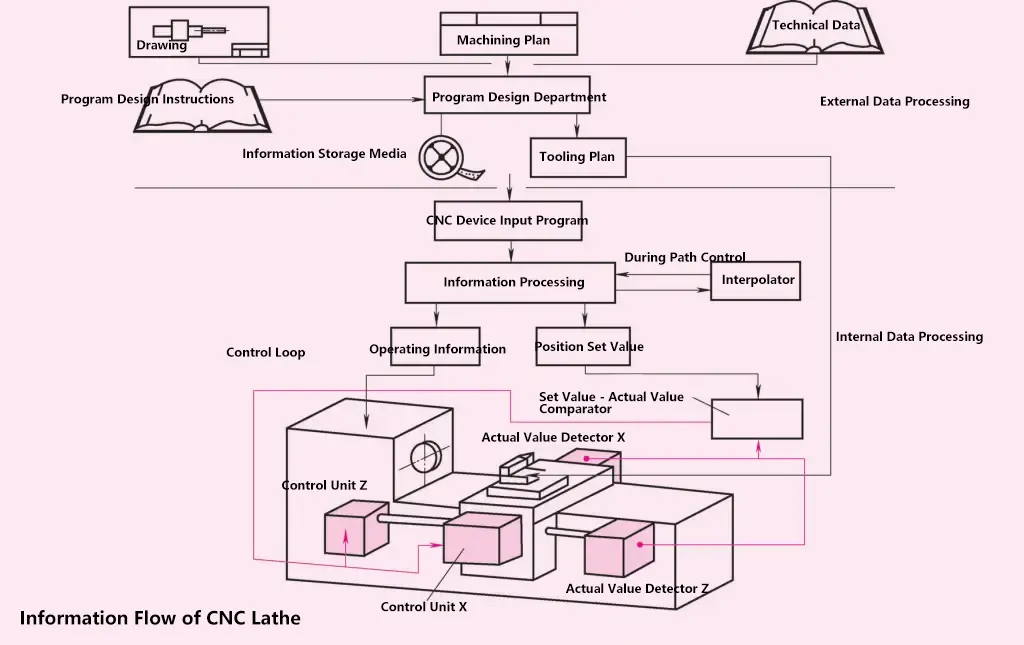
يمكن فهم مبدأ التحكم هذا بوضوح من تدفق المعلومات الموضح في الرسم البياني التالي. وفقًا لمصدر المعلومات، مثل الرسومات الفنية وخطط المعالجة والبيانات الفنية، بمساعدة تعليمات تصميم البرنامج، يمكن لقسم تصميم البرنامج إعداد وسائط تخزين المعلومات (أجهزة NC) وخطط الأدوات.
يقوم قسم إعداد الأدوات بإعداد الأدوات اللازمة للمعالجة وفقًا لخطة الأدوات. يمكن تغيير الأدوات يدويًا أو آليًا من مخزن الأدوات.
يجب تثبيت الأدوات بدقة على حامل الأدوات ولا تحتاج إلى تعديل أو معايرة مرة أخرى. يمكن تجهيز جهاز NC ومخزن الأدوات بسهولة على أداة الماكينة. في غضون بضع دقائق، يمكن إدخال البرنامج وتركيب الأدوات وتشبيك قطعة العمل. وبهذه الطريقة، تكون أداة الماكينة جاهزة للعمل.
نظرًا لأن هذا النوع من أدوات الماكينات يتميز بوقت تغيير قصير للوظائف المختلفة، فهو مناسب بشكل خاص لإنتاج دفعات صغيرة إلى متوسطة من قطع العمل. تتم الأعمال التحضيرية خارج الماكينة، أي في قسم تصميم البرنامج وقسم تعديل الأدوات. تسمى هذه الأعمال التحضيرية معالجة البيانات الخارجية.
عند إدخال البرنامج، يستقبل جهاز NC المعلومات ويخزنها ويعالج المعلومات حسب الحاجة. يتم تحويل المعلومات إلى معلومات تشغيل لسرعة عمود الدوران ومعدل التغذية، بالإضافة إلى قيم نقاط ضبط الموضع (نقاط ضبط الحد) لحركات الانزلاق في الاتجاه Z= الطولي وX= الاتجاه العرضي. يتم تغذية معلومات التشغيل إلى المشغلات التي تتحكم في المحرك الرئيسي ومحرك التغذية.
يتم إدخال قيم نقطة ضبط الموضع في آليات الضبط للشرائح الطولية والعرضية عن طريق مقارن القيمة الفعلية لنقطة الضبط. تقوم كاشفات القيمة الفعلية بتغذية الأبعاد الفعلية اللحظية باستمرار إلى مقارن القيمة الفعلية لنقطة الضبط، والذي يقوم باستمرار بتشغيل آليات الضبط حتى يتطابق البعد الفعلي المسترجع مع قيمة نقطة الضبط المحددة مسبقًا من البرنامج. هذه عملية تحكم.
على سبيل المثال، لقلب شكل كروي، يجب إرسال المعلومات الضرورية مثل الحد الأقصى للشوط في الاتجاه X، والحد الأقصى للشوط في الاتجاه Z، ونصف قطر الكرة من وحدة معالجة المعلومات إلى المحرف (الكمبيوتر).
وفقًا للبرنامج المخزَّن مسبقًا، يحسب المحوِّل الداخلي الحركات المتزامنة والمتغيرة زمنيًا للشرائح في الاتجاهين X وZ ويرسلها إلى وحدة معالجة المعلومات.
البيانات المتعلقة بشكل وأبعاد قطعة العمل المراد تشكيلها (الرسومات الفنية)، والبيانات المتعلقة بإجراءات المعالجة (خطة المعالجة)، ومواصفات المعالجة مثل سرعة القطعومعدل التغذية، والبيانات الفنية الأخرى المماثلة، بالإضافة إلى تعليمات تصميم البرنامج المطلوبة لكل ماكينة من الماكينات وكل نظام تحكم رقمي، هي مصادر المعلومات التي يستخدمها المبرمجون.
يجب أن يقوم المبرمجون نظريًا بتدريب (محاكاة) إجراء المعالجة بالكامل، ولكل إجراء، حتى أصغر الإجراءات التي تبدو غير ذات صلة بأداة الماكينة، يجب أن يقدموا تعليمات (معلومات) مقابلة على ناقل المعلومات أو وسيط التخزين. وبهذه الطريقة، لم يعد الفني بحاجة إلى تحديد السرعة التي يجب ضبطها، أو ما إذا كان يجب تطبيق تزييت سائل التبريد، أو متى يتم تطبيقه.
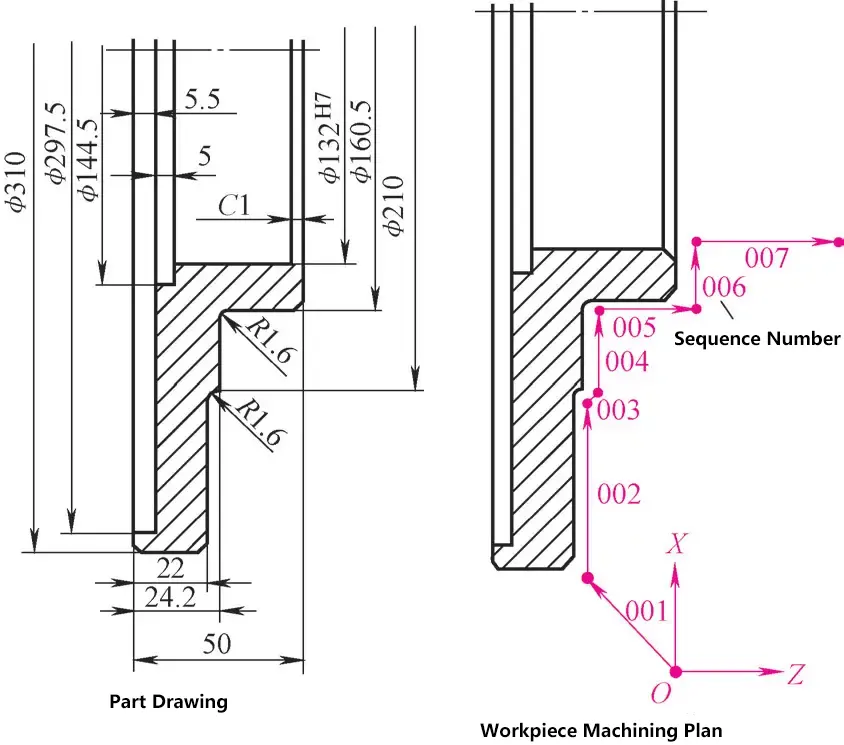
وقد تم اتخاذ هذه القرارات بالفعل في قسم تصميم البرنامج قبل بدء معالجة قطعة العمل. استنادًا إلى الرسومات وخطط المعالجة التقليدية والمعايير الفنية، يتم تجميع خطة المعالجة التي تقسم إجراء المعالجة إلى خطوات فردية (بيانات).
يتم تحديد كل خطوة من خلال رقم البيان، واتجاه حركة المحورين X وY، ومسافة الحركة، ومعدل التغذية، وسرعة عمود الدوران، والوظائف المساعدة (مثل تشحيم سائل التبريد).
يتضمن التحكم العددي التحكم في تحقيق نقاط ضبط الموضع. يجب مقارنة قيمة الموضع الفعلي باستمرار مع نقطة ضبط الموضع. لهذا الغرض، هناك حاجة إلى جهاز يمكنه قراءة القيمة الفعلية بدقة وإرسالها إلى مقارن القيمة الفعلية لنقطة الضبط.
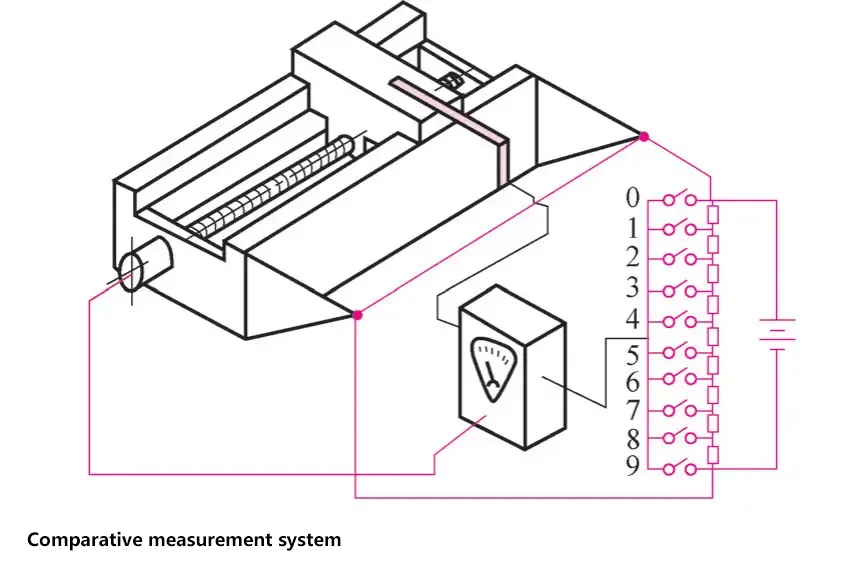
يلتقط الملامس المنزلق المثبت على الشريحة جهدًا مطابقًا لشوط الانزلاق من مقاوم سلك الانزلاق. تتم مقارنة هذا الجهد (القيمة الفعلية) مع الجهد (قيمة نقطة الضبط) المتولدة من المقاوم المحدد بالدائرة. في الشكل على اليمين، يؤخذ الجهد مع إغلاق المفتاح 4 كقيمة نقطة الضبط.
في القياس العملي، يتم استخدام ثلاث دوائر جسرية من هذا النوع: واحدة للضبط الخشن، وواحدة للضبط شبه الدقيق، والثالثة للضبط الدقيق.
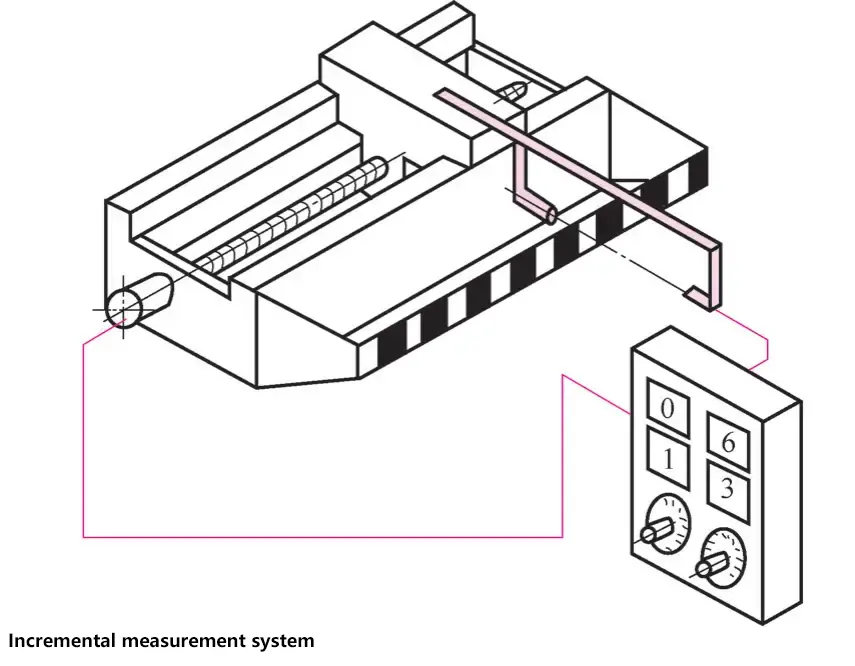
يحتوي المقياس الزجاجي على مناطق فاتحة ومظلمة متناوبة على فترات زمنية معينة، على سبيل المثال، كل 0.01 مم. تقوم خلية ضوئية كهربائية مثبتة على الشريحة بمسح المقياس، وفي كل مرة يتم فيها اكتشاف انتقال الضوء إلى الظلام، يتم إرسال نبضة إلى عداد. يتوافق العد الموجود على العداد مع قيمة الضربة الفعلية.
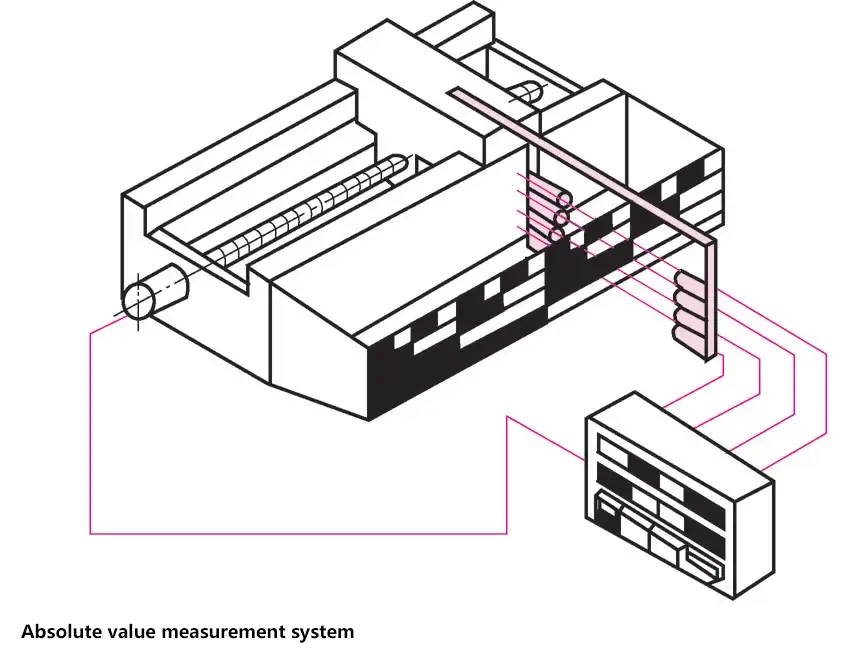
تستشعر الخلايا الكهروضوئية المتعددة مقياسًا بخطوط متعددة فاتحة ومظلمة. يتوافق كل طول مع مجموعة من الحقول المضيئة والمظلمة، والتي يتم عرضها كبعد، أي القيمة الفعلية، على مؤشر.
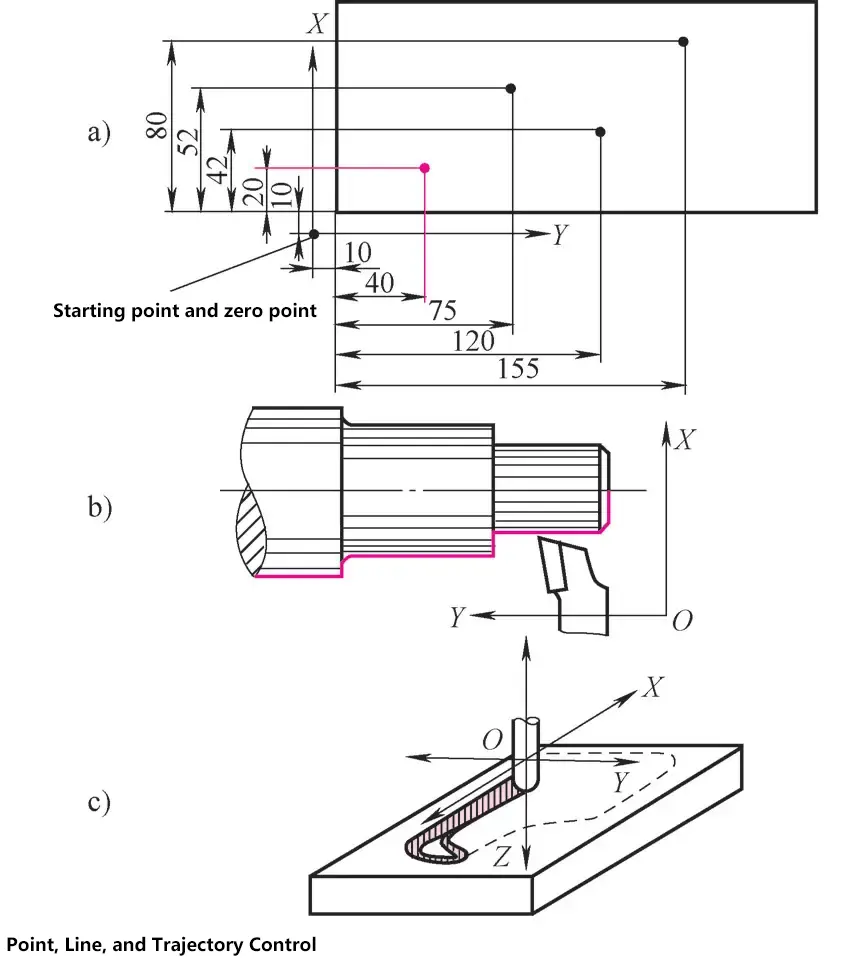
في التحكم من نقطة إلى نقطة، يتم التحكم في نقاط نهاية الشوط فقط، لذلك تم استخدامه في البداية على ماكينات الحفر. على سبيل المثال، إذا كانت هناك حاجة إلى ضربتين من X=50 وY=30، فيمكن تنفيذهما بالتتابع أو في وقت واحد؛ لا يهم الترتيب. يمكن أن تبدأ هذه العملية فقط بعد الوصول إلى نقاط الإحداثيات المبرمجة للقطع.
في التحكم في الخط المستقيم، تكون الحركة دائمًا في اتجاه واحد، إما الاتجاه X أو الاتجاه Y. في حالات استثنائية قليلة فقط تكون هناك حركة متزامنة في اتجاهين، باستخدام حركات متساوية السرعة في كلا الاتجاهين لإنشاء شُطَب بزاوية 45 درجة أو زوايا داخلية.
يتم إنتاج شكل الشُّغْلَة المطلوب من خلال تسلسل محدد من الضربات في المحورين X وY وأطوال كل منهما. يتم تشكيل قطعة العمل من خلال حركات خط مستقيم.
في التحكم الكنتوري، يمكن تشكيل أشكال الشُّغْلَة المعقدة عن طريق الحركة المتزامنة في اتجاهين أو حتى ثلاثة اتجاهات. يجب حساب السرعات المطلوبة في اتجاهات الحركة المتزامنة بواسطة محلف (كمبيوتر). يمكن أيضًا استخدام ماكينات التحكم الكنتوري في عمليات التحكم من نقطة إلى نقطة وخط مستقيم.
تتمتع تقنية التحكم العددي بتطبيقات واسعة الانتشار في صناعات مثل التصنيع الميكانيكي والطباعة والمنسوجات والتغليف ومواد البناء.







