
التصحيح اليدوي: تقنيات الألواح الفولاذية الرقيقة والسميكة والمقاطع الجانبية
هل تساءلت يومًا لماذا لا تتوافق أجزاء الصفائح المعدنية معًا بشكل مثالي في بعض الأحيان؟ تستكشف هذه المقالة عالمًا رائعًا من...
هل فكرت يومًا كيف يتحول المعدن المثني إلى مستقيم مرة أخرى؟ تغوص هذه المقالة في عالم التصحيح الميكانيكي، وتكشف عن الأدوات والطرق التي تعيد تشكيل الفولاذ المشوّه. اكتشف كيف تحقق آلات تقويم الأسطوانة والمكابس الهيدروليكية نتائج دقيقة في تصحيح الألواح والأنابيب والمقاطع الجانبية. استعد لفهم السحر وراء هذه الماكينات القوية!

التصحيح الميكانيكي هو عملية تصحيح قطع العمل المشوهة والمواد الفولاذية المشوهة باستخدام المعدات الميكانيكية. تشمل المعدات المستخدمة في التصحيح الميكانيكي آلات التقويم الميكانيكية آلات تقويم الأسطوانات، والبكرات المستديرة، وآلات التسوية المتخصصة، وآلات التقويم، ومكابس مختلفة، مثل المكابس الميكانيكية، والمكابس الهيدروليكية، والمكابس اللولبية، إلخ.
الجدول 1 طرق التصحيح الميكانيكي ونطاق تطبيقها
| الفئة | رسم تخطيطي | نطاق التطبيق | |
| تصحيح آلة التمدد التصحيح |  | التواء الصفائح الرقيقة، والتواء الملامح، واستقامة الأنابيب والأسلاك | |
| التصحيح الصحفي | 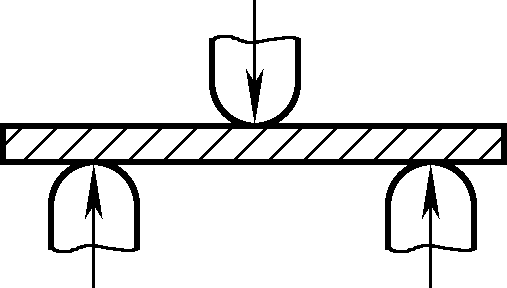 | التصحيح الموضعي للألواح والأنابيب والمقاطع الجانبية | |
| تصحيح الرافعات | 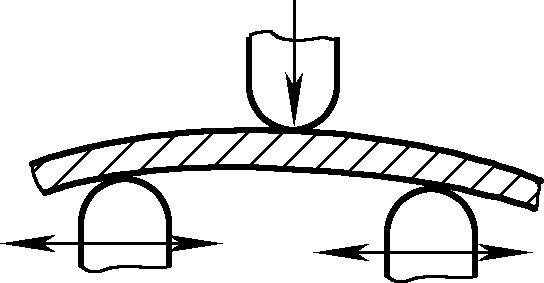 | استقامة الفولاذ ذو الزوايا، والقنوات الفولاذية، والعوارض I، ويمكن استخدامها أيضًا في الثني | |
| ماكينة تصحيح من نوع اللفافة | لفة مستقيمة | 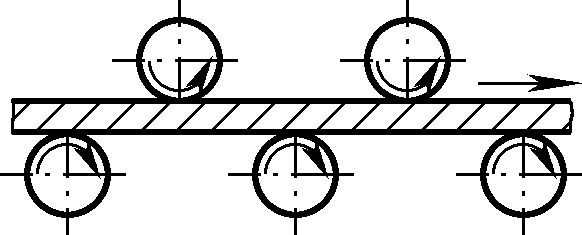 | تصحيح الألواح والأنابيب والمقاطع الجانبية |
| لفة مائلة | تصحيح مواد مستديرة المقطع | ||
 | التصحيح الدقيق للأنابيب رقيقة الجدران ذات المقاطع العرضية الدائرية | ||
 | تصحيح الأنابيب والقضبان الدائرية ذات الجدران السميكة | ||
يمكن الاطلاع على دقة التصحيح التي يمكن تحقيقها عن طريق التصحيح الميكانيكي في الجدول 2.
الجدول 2 دقة التصحيح لمعدات التصحيح شائعة الاستخدام
| المعدات | نطاق التصحيح | دقة التصحيح (مم) | |
| ماكينة تصحيح من نوع اللفافة | ماكينة تصحيح الألواح المتعددة البكرات | تسوية اللوحة | 1.0~5.0 |
| ماكينة تصحيح الفولاذ متعدد الزوايا | فولاذ بزاوية | 1.0 | |
| ماكينة الاستقامة والقطع | استقامة وتقطيع مواد اللفائف (الأسلاك، والقضبان، والفولاذ المسطح، والشرائح) | 0.5~0.7 | |
| ماكينة تصحيح البكرات المائلة | استقامة الأنابيب والقضبان مستديرة المقطع | المواد الخام 0.5-0.9 المواد المصنعة 0.1-0.2 | |
| آلة الصحافة | مكبس الثني الأفقي | عوارض I، وقنوات الصلب، والمكونات الملحومة الشبيهة بالقضبان | 1.0 |
| مكبس الثني العمودي | |||
| مطبعة يدوية | استقامة المواد الخام | المواد النهائية 0.05-0.15 | |
| مكبس الاحتكاك | |||
| مكبس هيدروليكي | عوارض I، وقنوات الصلب، وعوارض H، والمكونات الملحومة الشبيهة بالقضبان | ||
يتم تصحيح تشوه الألواح الفولاذية بشكل عام على ماكينات التسوية متعددة اللفائف. عند التسوية، كلما كانت الصفيحة الفولاذية أكثر سمكًا، كان تصحيحها أسهل؛ وكلما كانت الصفيحة أرفع، كان تشوهها أسهل، مما يجعل التصحيح أكثر صعوبة.
يمكن تصنيف ماكينات التسوية حسب عدد البكرات، مثل خمس بكرات، وسبع بكرات، وتسع بكرات، وحتى إحدى وعشرين بكرة، إلخ. ومن حيث الوضع النسبي، يمكن تصنيفها على أنها من النوع المتوازي وغير المتوازي. يمكن لماكينات التسوية الكبيرة متعددة المحاور تصحيح ألواح الصلب التي يصل سمكها إلى 50 مم وعرضها 2000 مم.
وعادةً ما يتم تسوية ألواح الصلب التي يزيد سمكها عن 3 مم على ماكينة تسوية ذات خمس أسطوانات أو سبع أسطوانات، بينما يجب تسوية ألواح الصلب الرقيقة التي يقل سمكها عن 3 مم على ماكينة تسوية ذات تسع أسطوانات أو إحدى عشرة أسطوانة أو أكثر من ماكينة التسوية متعددة الأسطوانات.
يظهر المبدأ الأساسي لتسوية الألواح الفولاذية في الشكل 1. البكرات 5 و 7 هي بكرات توجيه التغذية، والبكرة 6 هي بكرة توجيه التفريغ، والباقي بكرات عمل.
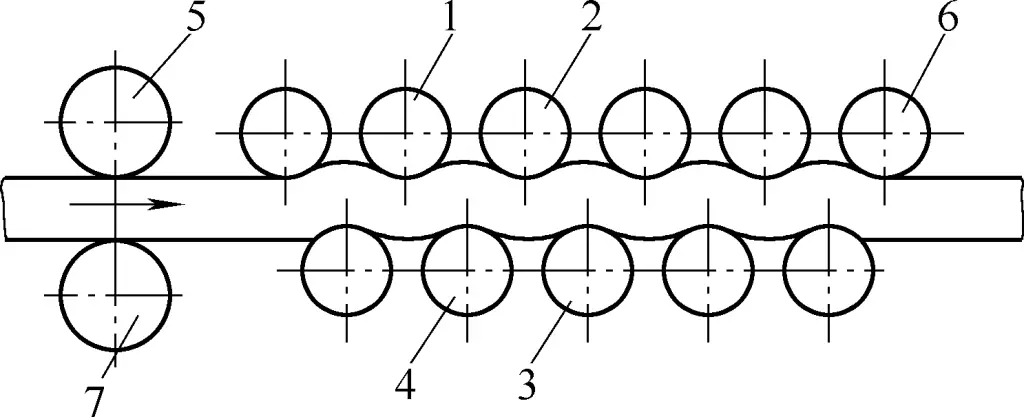
عندما يتم تغذية الصفيحة بين البكرات العلوية والسفلية، تشكل البكرات 1 و2 و4 مجموعة لثني الصفيحة لأعلى، وتشكل البكرات 2 و3 و4 مجموعة لثني الصفيحة لأسفل. من خلال الثني والتمدد المتكرر إلى ما بعد حد الخضوع، تتمدد المناطق "الضيقة" في الأصل، وتتوازن مع المناطق "الرخوة" السابقة. وهذا يخلق ما يسمى بالتدفق البلاستيكي، مما يحقق هدف التسوية.
يحدد ضغط البكرات العلوية لماكينة التسوية مباشرةً الفجوة بين البكرات. عندما يكون ضغط البكرات العلوية معتدلاً، يتم شد المناطق "الضيقة" فقط من الصفيحة، مع موازنة المناطق "الرخوة"، ويتم تسوية الصفيحة. هذه هي الحالة المثالية. عندما يكون ضغط الأسطوانة العلوية غير كافٍ، على الرغم من تمدد المناطق "الضيقة" من الصفيحة، إلا أنها لا تتوازن مع المناطق "الرخوة"، ولا تكون الصفيحة مستوية تمامًا.
عندما يكون ضغط الأسطوانة العلوية مرتفعًا جدًا، لا تتمدد المناطق "الضيقة" فحسب، بل تتمدد المناطق "الرخوة" أيضًا بدرجات متفاوتة. وعلى الرغم من توازن مدى التمدد وتسوية الصفيحة، إلا أن حبيبات الصفيحة تكون مشوهة ومكسورة، مما يتسبب في تصلب العمل البارد المفرط، وبالتالي تقليل عمر خدمة الصفيحة. لذلك، فإن تحديد الضغط المناسب للأسطوانة العلوية يؤثر بشكل مباشر على نتيجة تسوية الصفيحة.
يتم تعديل ضغط البكرات العلوية على ماكينة التسوية (أي الفجوة بين البكرات) بشكل عام بحيث تتجاوز بكرات دليل التغذية (مثل البكرتين 5 و7 في الشكل 1) سمك اللوح بمقدار 2-3 مم (لتسهيل إدخال اللوح المراد تسويته)، بينما يساوي طرف التفريغ سمك اللوح. يتم ضبط بكرات العمل على أساس سُمك الصفيحة، بحيث يكون الطرف الأمامي أصغر من سُمك الصفيحة بمقدار 1-5 مم، ويزداد تدريجيًا نحو الخلف، حتى يتم ضبط بكرات دليل التفريغ لتكون مساوية لسُمك الصفيحة.
ومع ذلك، في عمليات التسوية الفعلية، تكون هذه الطريقة غير ملائمة للقياس، لذلك يتم استخدام الطرق القائمة على التجربة بشكل شائع في الممارسة العملية لتحديد ضغط الأسطوانة العلوية لآلة التسوية.
أدخل شريط صفيحة بنفس سُمك الصفيحة المراد تسويتها في ماكينة التسوية. اضبط الضغط يدويًا حتى تتلامس البكرات مع شريط اللوحة وقم بتطبيق ضغط معين. لاحظ أيضًا الارتفاع والمستوى الأيسر والأيمن للبكرات العلوية. بعد إخراج الشريط من ماكينة التسوية، تحقق من استوائه وقم بإجراء تجربة أخرى للتسوية والضبط. يسمى هذا الضغط بالضغط الأساسي.
ثم أدخل الصفيحة المراد تسويتها. بعد الدحرجة، تحقق من تسطيح اللوحة واستمع إلى ضوضاء تحميل الماكينة للحكم على ما إذا كان ضغط الأسطوانة العلوي مناسبًا. إذا كان الضغط غير مناسب، يمكن إجراء تعديلات دقيقة، أو بعد دحرجة مقطع، قم بضبطه مرة أخرى. يسمى الضغط النهائي المحدد بضغط العمل الفعلي. بعد ذلك، يمكن إجراء تسوية الدُفعات وفقًا لهذا الضغط.
قم بتلقيم اللوحة في ماكينة التسوية، واستخدم يد أو رافعة للضغط على الأسطوانة العلوية لأسفل، واحكم على ما إذا كان الضغط مناسبًا من خلال المقاومة المحسوسة. بعد ذلك، افحص بصريًا ما إذا كانت مقاعد محامل الأسطوانة العلوية على نفس الارتفاع، وما إذا كانت البكرات محاذاة أفقيًا. ابدأ تشغيل ماكينة التسوية، وبعد أن يتم تغذية اللوح إلى الرف الداعم، اضبط الضغط وفقًا لاستواء اللوح ودوران البكرات.
إذا كانت أسطوانة علوية معينة لا تدور أو تدور بشكل متقطع، فهذا يشير إلى أن الضغط على تلك الأسطوانة غير كافٍ. إذا كانت جميع البكرات العلوية تدور، فهذا يعني أن هناك ضغطًا معينًا مطبقًا. إذا لوحظ وجود اختلال في المحاذاة، فهذا يعني أن الضغط على الجانب غير المحاذي مرتفع للغاية، بينما ضغط الجانب الآخر منخفض للغاية. اضبط وفقًا لذلك بناءً على الضغط الزائد أو غير الكافي. إذا، بعد تقطيع الصفيحة الملفوفة إلى أجزاء أصغر، إذا ظلت مساحات كبيرة غير متساوية، فإن الضغط لا يزال غير كافٍ، وهناك حاجة إلى مزيد من الضغط.
أما بالنسبة لضغط بكرات موجه التفريغ، فيمكن ضبطه بدقة بناءً على الانحناء لأعلى أو لأسفل لطرف اللوح بعد خروجه من ماكينة التسوية.
يمكن استخدام ماكينة التسوية لتسوية مجموعة كبيرة من الألواح، مثل اللفائف، والألواح المحدبة، والألواح المتموجة، والقطع السائبة. تشمل طرق عملية التسوية الرئيسية الجوانب التالية.
وفقًا للطريقة المذكورة أعلاه لتحديد ضغط الأسطوانة العلوية، اضبط بكرات العمل على ضغط العمل، وارفع أسطوانة دليل التغذية 5، وارفع الملف، وأدخل أحد طرفي الملف بين بكرات دليل التغذية 5 و7. ابدأ تشغيل ماكينة التسوية تدريجيًا بحيث يدخل الملف ببطء لمسافة معينة (حوالي 1-2 بكرات عمل). ثم اضبط موضع طرف اللوحة الأمامية عن طريق تحريك الرافعة في جميع الاتجاهات، مع التأكد من أنها موازية للمحيط الخارجي لأسطوانة علوية أو سفلية معينة (يتم ملاحظتها من الجانب) لمنع اللوحة من الخروج عن مسارها. بعد ذلك، اضغط على أسطوانة دليل التغذية العلوية 5 لأسفل، وقم بالضغط بشدة لمنع الملف من الخلع عند وضعه على حامل الملف. وأخيرًا، ابدأ تشغيل الماكينة وحرر اللوح.
من خلال مراقبة تسطيح الصفيحة التي تم تسليمها إلى المهد والاستماع إلى ضوضاء تحميل الماكينة، يمكن للمرء أن يحكم على ما إذا كان ضغط البكرات العلوية مناسبًا أم لا. بعد إجراء التعديلات اللازمة، يمكن أن يتبع ذلك تصحيحات التسوية بالجملة.
شرائط ضيقة مقطوعة بواسطة ماكينة القص تميل إلى الالتواء والتشوه بسبب حافة القطع المائلة، إلى جانب تشوهات الانحناء المسطحة والعمودية.
يمكن أيضًا تسوية هذه الشرائط باستخدام ماكينة التسوية. طريقة التسوية هي: ضبط الضغط الأساسي للبكرات العلوية كما هو موضح سابقًا، ورفع أسطوانة دليل التغذية العلوية 5 لتكون أعلى قليلاً مقارنةً بلوحة بنفس السماكة، لاستيعاب صعوبة إدخال الشرائط الملتوية. يجب أن يكون ضغط أسطوانة العمل أعلى قليلاً من ضغط أسطوانة العمل لتسوية صفيحة بنفس السماكة، لإحداث تشوه مفرط في اللدونة للحصول على نتائج تسوية أفضل.
اعتمادًا على درجة التسوية المطلوبة، يمكن تمرير الشريط عبر الماكينة مرة ثانية أو ثالثة، ولكن يجب عكس الشريط، وتطبيق ضغط إضافي طفيف للحصول على أفضل نتائج تسوية. هذه الطريقة أقل فعالية في حالة الانحناء العمودي للشرائط، والتي قد تحتاج إلى تصحيح يدوي بعد الخروج من الماكينة.
وتجدر الإشارة إلى أن طريقة التسوية الموضحة أعلاه يمكن أن تتسبب في ترقق وتمطيط طفيف للشرائط.
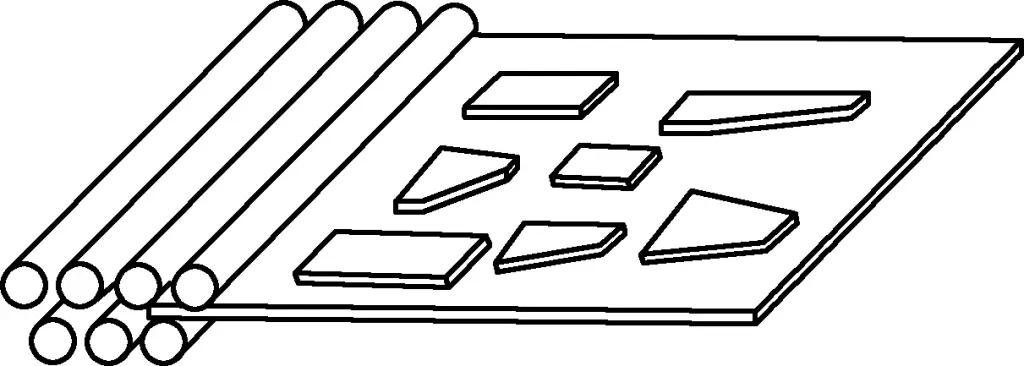
بالنسبة للألواح الفردية الأقل سمكًا، يمكن استخدام صفيحة فولاذية أكثر سمكًا كلوح دعم، مع وضع الصفيحة الأقل سمكًا في الأعلى للتسوية. وبدلاً من ذلك، يمكن تكديس عدة ألواح رقيقة طويلة معًا للتسوية، كما هو موضح في الشكل 2.
بالنسبة للألواح ذات الوسط المسطح ولكن ذات الحواف المتموجة، أدخل صفيحة دعم في القسم الأوسط المسطح لترقيقه وتمديده، لتحقيق التسوية، كما هو موضح في الشكل 3.
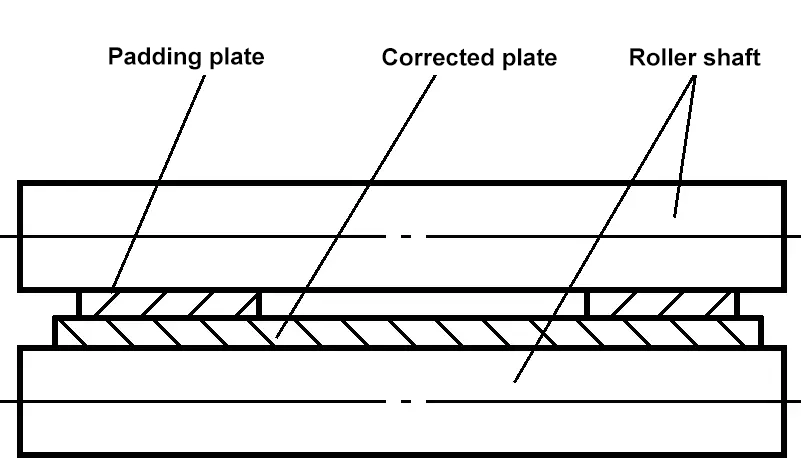
بالنسبة للصفائح المعدنية ذات القسم الأوسط المتموج والجوانب المسطحة، يمكن إضافة حشوة إلى الجوانب لترقيقها وتحقيق التصحيح، كما هو موضح في الشكل 4.
بالنسبة للصفائح المعدنية ذات الجانب المتموج والجانب المسطح، يمكن إضافة حشوة إلى الجانب المسطح لترقيقه وتمديده، مما يحقق التصحيح، كما هو موضح في الشكل 5.

بالإضافة إلى ذلك، يمكن الضغط مباشرة على الجانب المسطح لتمديده وترقيقه، وبالتالي تحقيق التصحيح، كما هو موضح في الشكل 6.
(7) تصحيح الثني المسطح على ماكينة ثني ثلاثية الأسطوانات
تميل ألواح الصلب المقطوعة بالقطع على الساخن إلى تشكيل انحناءات عمودية، مع ندرة الانحناءات المسطحة والالتواءات. تميل شرائط الصلب المقطوعة بماكينة قص مائلة إلى تشكيل انحناءات مركبة، أي الانحناءات الرأسية والانحناءات المسطحة والالتواءات، وكلما كانت الصفيحة أرق كلما كان التأثير أكثر وضوحًا. يمكن لماكينة التسوية تصحيح الانحناءات المسطحة فقط وإزالة الالتواء الجزئي، بينما يمكن لماكينة الثني ثلاثية اللفائف تصحيح كل من الانحناءات المسطحة والالتواءات.
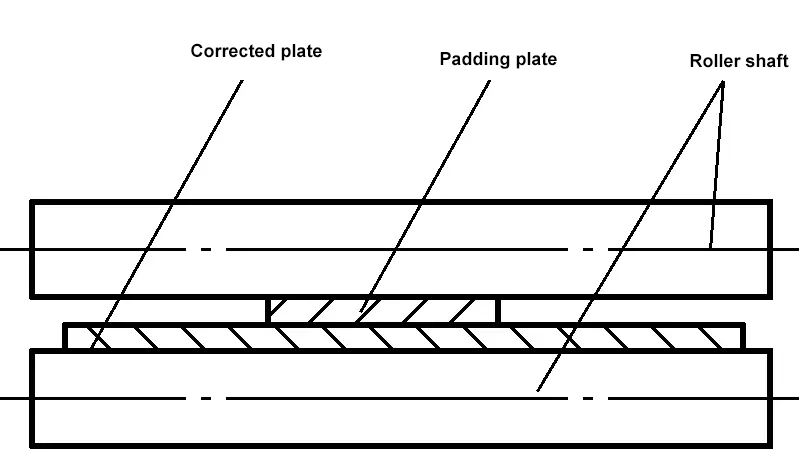
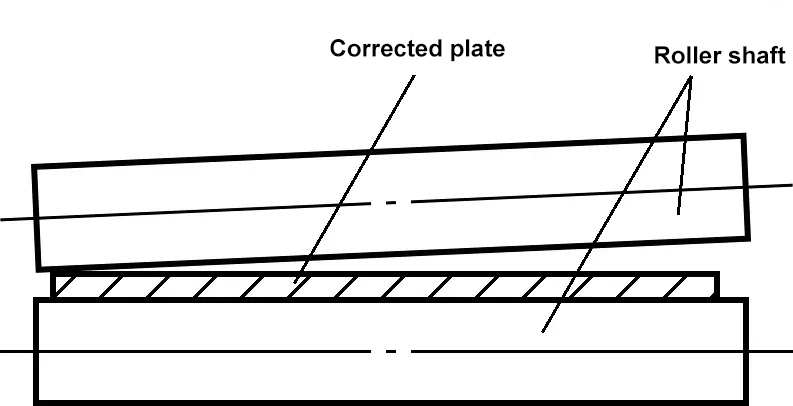
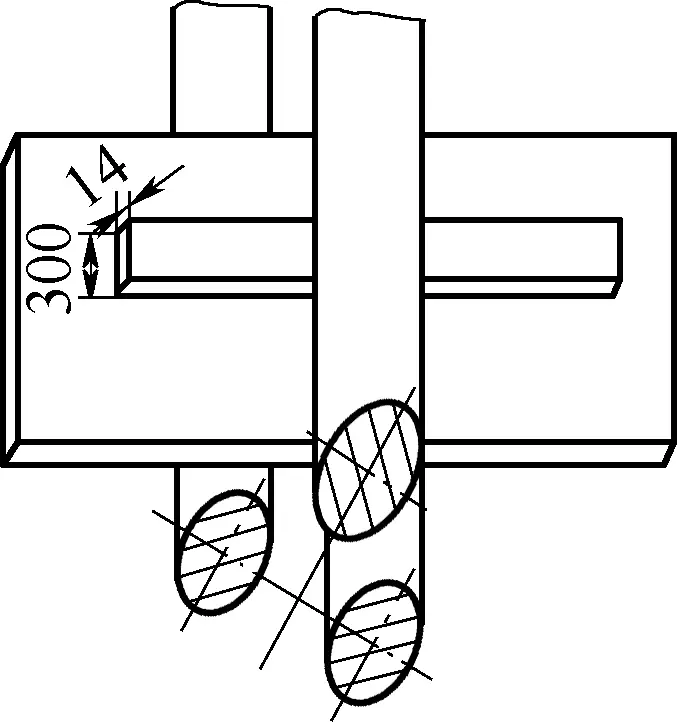
يوضح الشكل 7 مخططًا تخطيطيًا لتصحيح صفيحة فولاذية مقاس 14 مم × 300 مم × 2560 مم مقطوعة بواسطة ماكينة قص مائلة. أثناء التشغيل، يتم وضع وسادة بسُمك 32 مم في ماكينة الثني، ثم يتم دحرجة الشريط الفولاذي عموديًا في الماكينة. يتم إنزال أسطوانة المحور العلوي وتدحرج مرارًا وتكرارًا ذهابًا وإيابًا لتصحيح الانحناء المسطح وإزالة الالتواء الجزئي. يعتمد مدى إنزال الأسطوانة العلوية على التصحيح، ولكن لا ينبغي بأي حال من الأحوال أن تنحني الوسادة لأعلى.
الشرط المسبق لاستخدام هذه الطريقة هو أن تكون الوسادة سميكة جدًا، بشكل عام ما بين 30 إلى 40 مم، وكلما زاد فرق الصلابة بين الوسادة واللوحة التي يتم تصحيحها، كان ذلك أفضل.
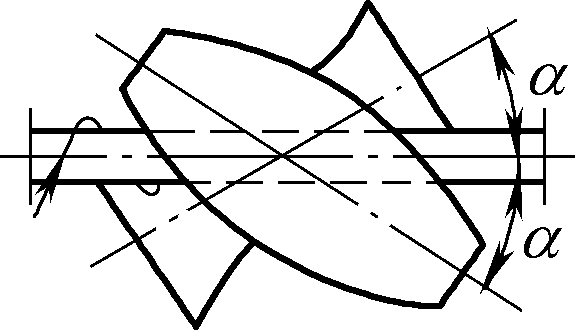
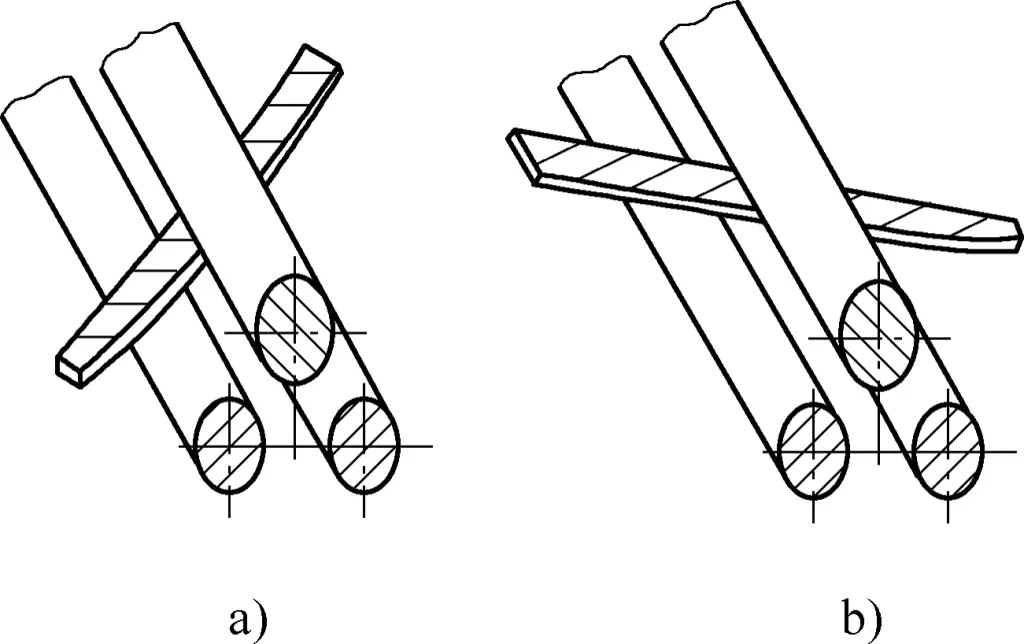
عند تصحيح التواء الشرائط الفولاذية، يجب ضبط الشريط الفولاذي بزاوية معينة على بكرة المحور. ونظرًا لاختلاف درجات الالتواء، يصعب تحديد زاوية الميل مسبقًا ويتم ضبطها بشكل عام بناءً على مقدار الضغط المطبق وتأثير التصحيح الملاحظ. يجب أن تبدأ عملية التصحيح بضغط خفيف وزيادة الضغط تدريجيًا، مع ملاحظة التأثير قبل الشروع في التصحيح على دفعات. يجب تجنب الإفراط في الشد، حيث يمكن أن يؤدي ذلك إلى التواء عكسي، مما يجعل الوضع أسوأ.
يوضح الشكلان 8 أ و8 ب على التوالي طرق تصحيح شرائط الصلب الملتوية إلى اليمين واليسار. يعتمد تأثير التصحيح على الزاوية التي توضع عندها المادة على أسطوانة المحور، ولكن لا علاقة له بالطرف الذي يتم تغذيته أولاً.
إذا تم وضع حشوة تحت المادة، فمن المستحيل تصحيح الالتواء، حيث لا يمكن للوسادة أن تنحني لأعلى.
يتم إجراء التصحيح الميكانيكي للأنابيب والمقاطع الفولاذية والمقاطع الجانبية الأخرى في الغالب باستخدام التصحيح على البارد، والذي يتضمن استخدام أجهزة تقويم المقاطع متعددة اللفائف، ونقالات المقاطع الجانبية والمكابس.
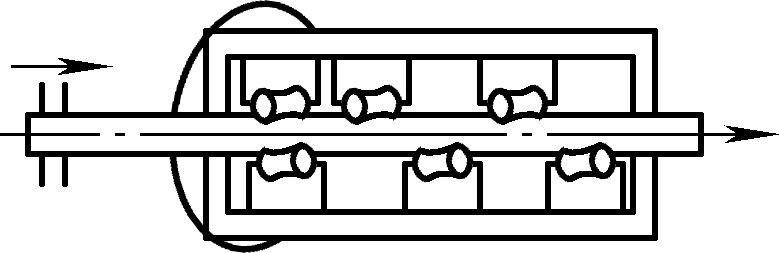
يشبه مبدأ عمل جهاز تقويم المظهر الجانبي متعدد البكرات مبدأ عمل ماكينة تسوية الصفيحة. والفرق هو أن أسطوانة التصحيح عبارة عن أسطوانة مكيفة الكفاف تتماشى مع المقطع العرضي للملف الجانبي الذي يتم تصحيحه، كما هو موضح في الشكل 9. عند تصحيح المقاطع الجانبية المختلفة، يمكن استخدام بكرات ذات ملامح مختلفة.
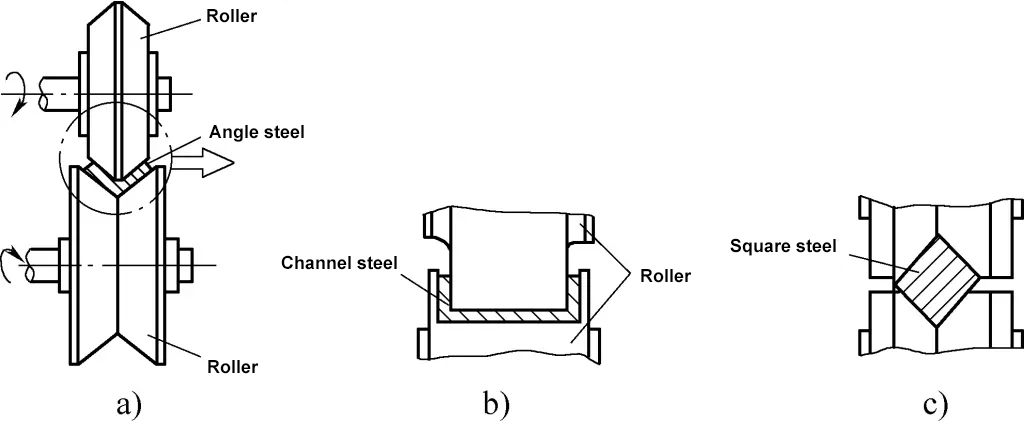
أ) تصحيح الزوايا الفولاذية
ب) تصحيح القناة الفولاذية
ج) تصحيح الفولاذ المربع
على غرار مبدأ تسوية الصفائح، تمر الملامح من خلال الصفوف العلوية والسفلية من البكرات ويتم ثنيها بشكل متكرر، وبالتالي تمدد الألياف وتحقيق التصحيح. في ماكينات البكرات المستقيمة، تكون خطوط محور البكرات متوازية، مما يجعلها مناسبة لمختلف التشكيلات الجانبية. في الماكينات ذات البكرات المائلة، تكون الخطوط العريضة للبكرات قطعية زائدة، ويتم ترتيب البكرات في الغالب في مجموعات علوية وسفلية (2-3 بكرات لكل مجموعة)، مع ميل محور البكرة. وهذا يستحث حركة دورانية إضافية في المواد المستديرة، مما يعزز تأثير التصحيح، مما يجعلها مناسبة لتصحيح الأنابيب والقضبان والأسلاك.
يمكن تصحيح تشوه الانحناء في المقاطع الفولاذية والعوارض الملحومة المختلفة باستخدام طريقة الانحناء العكسي باستخدام نقالة جانبية. يتم ترتيب النقالة أفقيًا، وعادةً ما تكون الأجزاء المتحركة مزدوجة الرأس (انظر أشكال الجدول 1).
أثناء التشغيل، يتم وضع الفولاذ الجانبي بين الدعامة والدافع. يتم حظر الجزء البارز بواسطة الدافع ويتم الضغط عليه باتجاه الدعامة بينما يمكن أن يتحرك بطولها. يمكن ضبط موضع الدعامة عن طريق تشغيل العجلة اليدوية لاستيعاب درجات مختلفة من ثني الفولاذ الجانبي. عندما يتم تشغيل الدافع بواسطة المحرك للتحرك أفقيًا ذهابًا وإيابًا، فإنه يطبق دفعًا دوريًا على الفولاذ الجانبي الذي يتم تصحيحه، مما يتسبب في الانحناء العكسي لتحقيق الغرض من التصحيح.
يمكن ضبط الموضع الأولي للدافع للتحكم في مقدار التشوه. الطاولة مزودة ببكرات لدعم الفولاذ الجانبي وتقليل الاحتكاك أثناء حركته ذهابًا وإيابًا. يمكن استخدام ماكينة تقويم الفولاذ الجانبي أيضًا في ثني الفولاذ الجانبي، مما يجعلها ماكينة مزدوجة الغرض لكل من الثني والتصحيح.
إن مبدأ الاستقامة وتسلسلها وطريقة استقامة المقاطع الجانبية والعوارض الملحومة المختلفة باستخدام المكبس هي نفسها بالنسبة لمواد الألواح السميكة، ولكن أثناء التشغيل، يجب ضبط موضع وضع قطعة العمل وموقع الضغط وسمك الرقاقة ومنطقة الوضع بشكل معقول وفقًا لحجم وتشوه قطعة العمل لتحسين جودة وسرعة الاستقامة. يوضح الشكل 10 رسمًا تخطيطيًا لتقويم المقاطع المعدنية باستخدام مكبس.
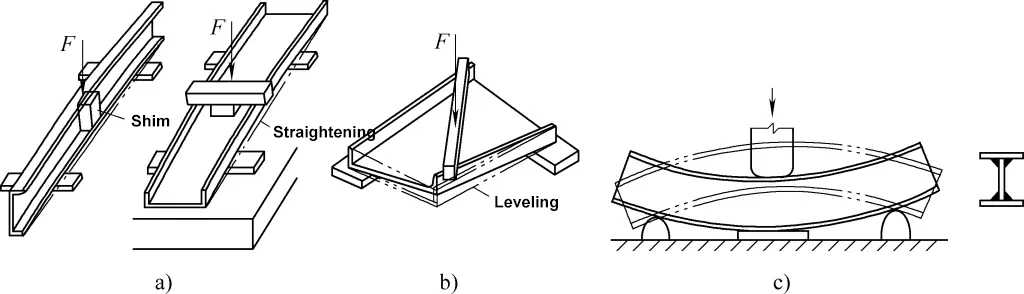
أ) استقامة ثني القناة الفولاذية
ب) استقامة القناة الفولاذية الملتوية
ج) استقامة ثني الشعاع I-Beam Bend Bend


