
الثني اليدوي: المهارات الأساسية لعمال المعادن
هل تساءلت يوماً كيف تحصل الأشياء اليومية على أشكالها الفريدة؟ من علب المشروبات الغازية إلى قطع غيار السيارات، يعد ثني المعادن أمرًا بالغ الأهمية...
الخيوط: إنها موجودة في كل مكان، فهي تربط كل شيء معًا بدءًا من الأجهزة التي نستخدمها يوميًا وحتى الآلات التي تزود عالمنا بالطاقة. ولكن هل سبق لك أن توقفت يومًا للتفكير في كيفية إنشاء هذه الخيوط الحلزونية المعقدة؟ في هذه المقالة، سوف نستكشف التقنيات الرائعة للتدوير والخيوط اللولبية الرائعة، وهما طريقتان أساسيتان تستخدمان لإنتاج الخيوط اللولبية على البراغي والبراغي والمكونات الأخرى. سواء كنت متحمسًا للتطبيق العملي وتتطلع إلى توسيع معرفتك أو كنت ببساطة تشعر بالفضول حول الهندسة الكامنة وراء الأشياء اليومية، فإن هذا المقال سيوفر لك رؤى قيمة. لذا، دعنا نشق طريقنا في عالم الخيوط الملولبة والبراغي الملولبة ونكتشف الأسرار الكامنة وراء هذه الأعاجيب الهندسية الدقيقة!

الثقب اللولبي هو عملية قطع الخيوط اللولبية لتصنيع الخيوط اللولبية الداخلية على الأجزاء باستخدام الأدوات المناسبة (الصنابير والمفاتيح).
يوضح الشكل 1 عملية ثقب اللولب اليدوي من قبل المُرَكِّب، ويوضح الشكل 2 أدوات ثقب اللولب اليدوية شائعة الاستخدام.
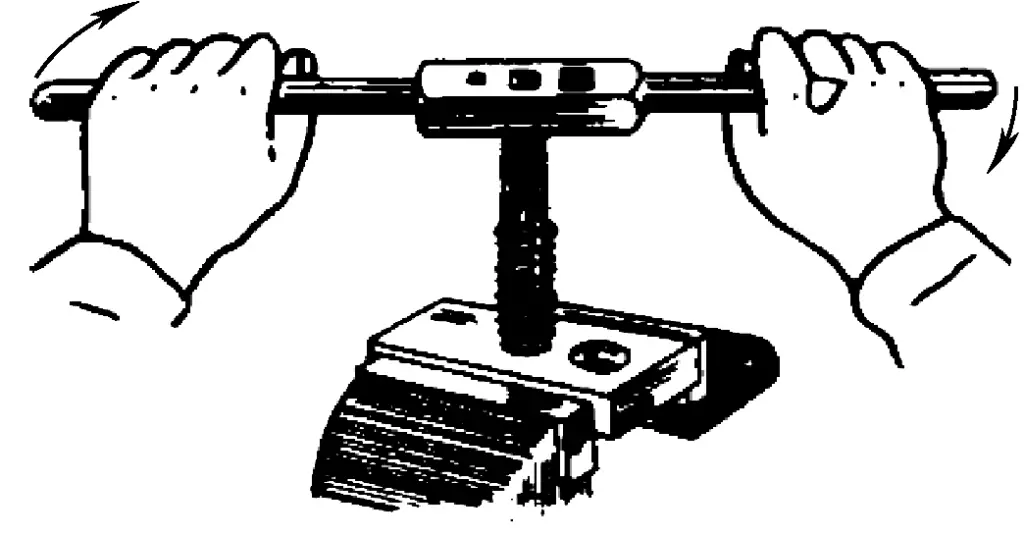
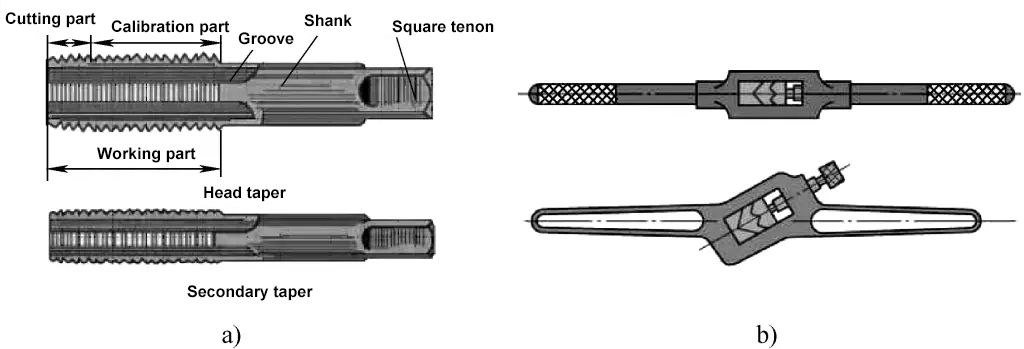
أ) الحنفية
ب) مفتاح الربط
عند ثقب اللولبات، من أجل تقليل قوة القطع وتحسين متانة الصنابير، يتم توزيع كمية القطع بالكامل على عدة صنابير. وتسمى هذه الصنابير التي تعمل معًا لإكمال ثقب اللولب مجموعة. يُطلق على الصنبور المستخدم لبدء ثقب اللولب اسم الصنبور الأولي، يليه الصنبور الثاني، وأخيراً الصنبور الثالث (المعروف باسم الصنبور الأول والصنبور الثاني والصنبور الثالث).
يوضح الشكل 3 توزيع كميات القطع لمجموعة من الصنابير، والتي تشمل التوزيع المدبب والتوزيع العمودي. وعمومًا، بالنسبة للصنابير من M6 إلى M24، تحتوي كل مجموعة على صنبورين. بالنسبة للسنون التي تقل عن M6 أو أعلى من M24، تحتوي كل مجموعة على ثلاث صنابير.
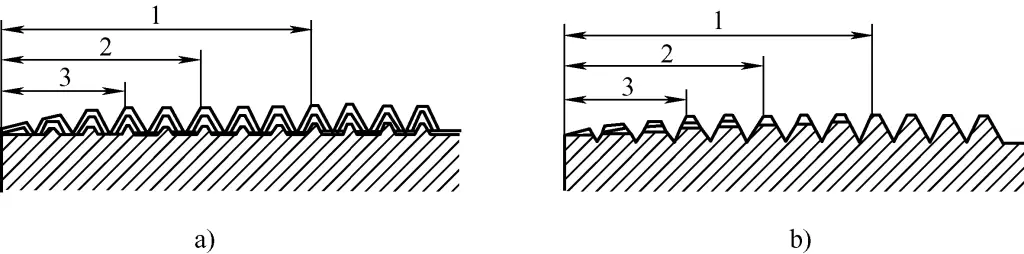
أ) توزيع القطع المدبب
ب) توزيع القطع العمودي
1-الحنفية الأولية أو الحنفية الخام الأولى (الحنفية الأولية)
2-الحنفية الوسطى أو الحنفية الخشنة الثانية (الحنفية الثانية)
3-الحنفية النهائية أو الحنفية النهائية (الحنفية الثالثة)
قبل التنصت على الخيط، يتم أولاً حفر ثقب سفلي للتنصت باستخدام مثقاب، واختيار قطر الثقب السفلي مهم بشكل خاص. وقد أظهرت الممارسة أنه إذا كان قطر الثقب السفلي كبيرًا جدًا، فإن ارتفاع وعمق اللولبة المشكّلة لن يكونا كافيين، ولن يكون الجزء العلوي من اللولبة حادًا؛ وإذا كان قطر الثقب السفلي صغيرًا جدًا، فسيكون التنصت على اللولبة صعبًا ويمكن أن يتسبب بسهولة في كسر الصنبور.
يعتمد مبدأ الاختيار الصحيح بشكل عام على مادة قطعة العمل (بلاستيك أو هش) ومقدار تمدد الثقب أثناء الحفر. حتى في التنصت على اللولب، تأكد من وجود فجوة بين جذر سن الصنبور والطرف العلوي لشكل اللولب وأن يتم إنتاج شكل لولبي كامل.
1) حساب قطر الفتحة السفلية قبل الثقب اللولبي
وقد أظهرت الممارسة العملية أنه يمكن تحديد قطر لقمة الحفر لحفر الثقب السفلي للخيوط القياسية من خلال المعادلات التجريبية التالية:
بالنسبة للصلب ومواد الدكتايل Dالحفر = د - ف
للحديد الزهر والمواد الهشة Dالحفر = د - (1.05 ~ 1.1)ص
حيث Dالحفر هو قطر الفتحة السفلية قبل النقر (مم)؛ D هو القطر الرئيسي للسن اللولبي الداخلي (مم)، أي القطر الاسمي لسن اللولب لقطعة العمل؛ P هو الميل (مم).
على سبيل المثال، عند ثقب اللولب M10 على قطع الشُّغْلَة المصنوعة من الفولاذ الكربوني المتوسط والحديد الزهر، احسب قطر لقمة الحفر قبل الحفر.
ينتمي الفولاذ الكربوني المتوسط إلى مواد قابلة للسحب، لذا فإن قطر لقمة الحفر
Dالحفر=D-P=(10-1.5)mm=8.5mm
ينتمي الحديد الزهر إلى المواد الهشة، لذا فإن قطر لقمة الحفر
Dالحفر=D-1.1P=(10-1.1×1.5)mm=8.35mm
بعد التقريب، حدد قطر لقمة الحفر ذات القيمة المتسلسلة 8.4 مم.
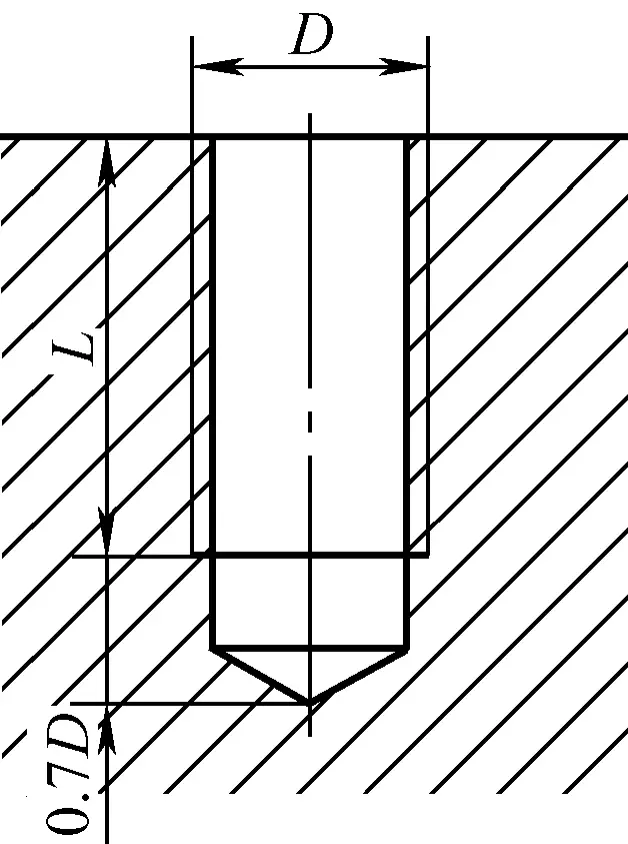
2) حساب عمق الفتحة المحفورة مسبقًا لسنون النقر في فتحة عمياء
كما هو مبين في الشكل 4، عند التنصت على الخيوط في ثقب أعمى، يجب أن يكون عمق الطول الأملس h مساويًا على الأقل لمجموع طول الخيط L وجزء القطع الإضافي من الصنبور، لأن جزء القطع من الصنبور لا يمكن أن ينتج خيطًا كاملاً. هذا الطول الإضافي يساوي تقريبًا 0.7 من القطر الرئيسي للولبة الداخلية، أي,
ح=ل+0.7د+0.7د
يُطلق على لولبة القالب أيضًا اسم اللولبة، وهي عملية القطع لإنتاج لولبة خارجية على قضيب مستدير باستخدام الأدوات المناسبة (القالب ومفتاح القالب).
يوضح الشكل 5 عملية خيوط القالب اليدوية وأدواتها.
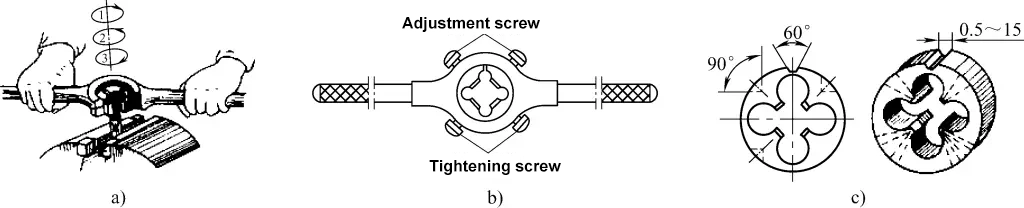
أ) عملية خيوط القوالب اليدوية
ب) مفتاح ربط القالب للخيوط
ج) قالب للخيوط
في عملية لولبة القالب، تمامًا كما هو الحال في عملية الثقب، تمارس الأداة (القالب) أيضًا بعض البثق على جزء اللولبة من قطعة العمل، وبالتالي يجب أن يكون قطر القضيب المستدير أصغر قليلاً من القطر الرئيسي للولبة. الصيغة التجريبية هي
d′=d-0.13P
في المعادلة، d' هو قطر القضيب الدائري (مم)؛ d هو القطر الرئيسي للسن اللولبي الخارجي (مم)، أي القطر الاسمي للسن اللولبي؛ P هو درجة الانحدار (مم).
تظهر خطوات التنصت في الشكل 6.
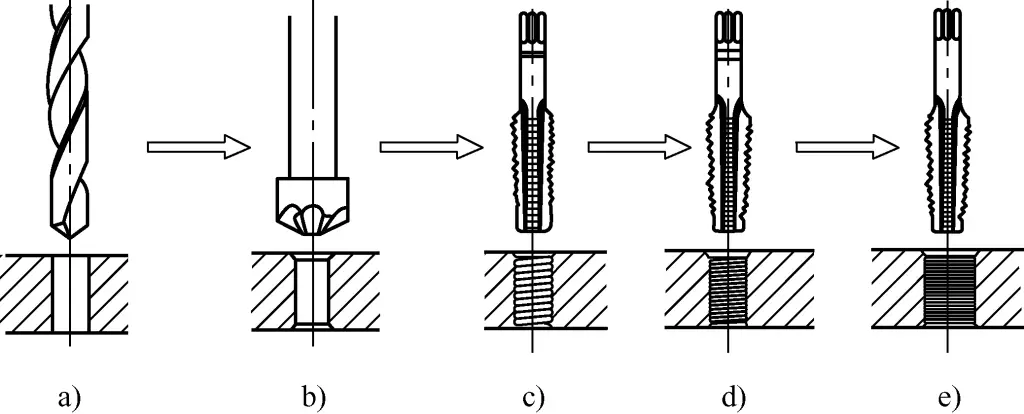
أ) حفر الثقب السفلي
ب) شطب مدخل الفتحة
ج) الحنفية الأولى
د) الحنفية الثانية
ه) الحنفية الثالثة
1) النقاط الرئيسية للنقر
إن مفتاح النقر هو الخيط الأولي، وطريقة التشغيل موضحة في الشكل 7. أمسك منتصف مفتاح الربط باليد اليمنى واضغط لأسفل، بينما تقوم بتدوير مفتاح الربط ببطء باليد اليسرى، كما هو موضح في الشكل 7 أ. بعد إدخال الصنبور الأول من دورة إلى دورتين، افحص بصريًا من الأمام والخلف، والاتجاهين الأيسر والأيمن، أو استخدم مربعًا للتحقق من تعامد الصنبور على قطعة العمل، كما هو موضح في الشكل 7ب.
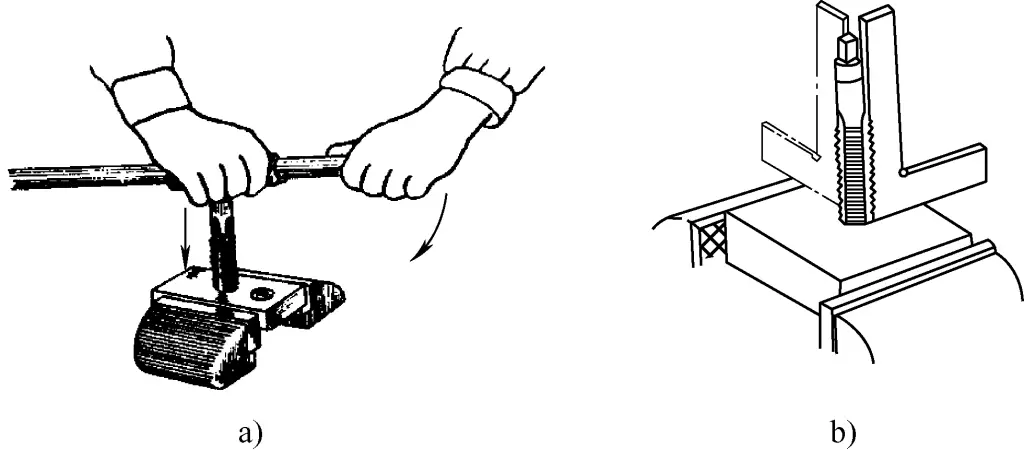
أ) الترابط الأولي
ب) التحقق من العمودية
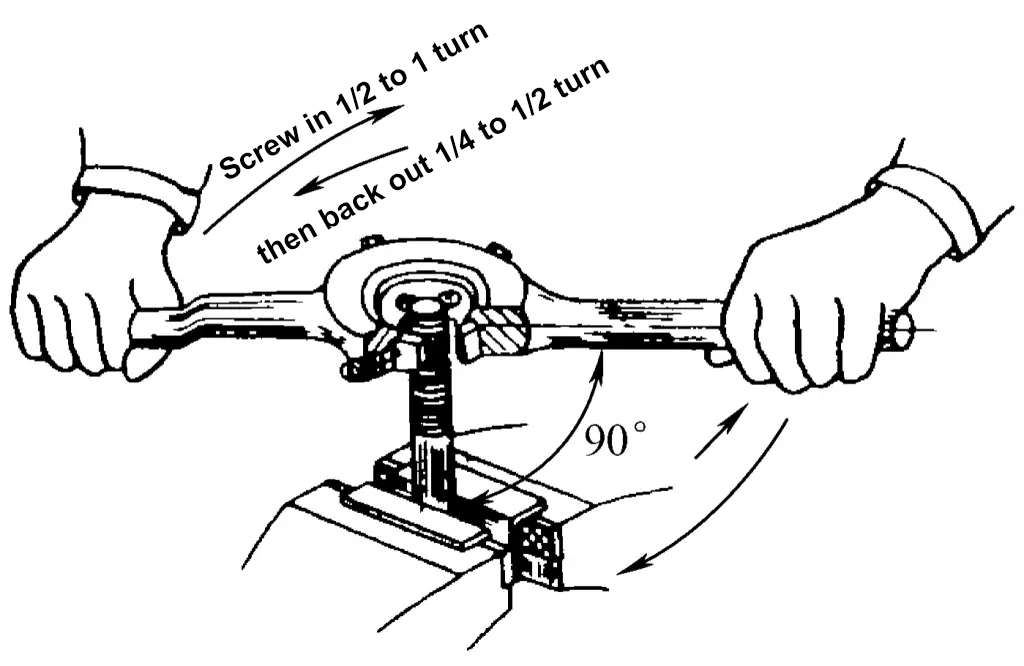
من أجل ضمان عمودية اللولبة الأولية للصنبور المخروطي المخروطي المخروطي، يمكن استخدام صامولة قياسية أو أداة توجيه خاصة، كما هو موضح في الشكل 8. بعد الخيوط الأولية، لا تضغط بكلتا يديك؛ بدلاً من ذلك، استخدم قوة دوران متوازنة ومتساوية لتدوير مفتاح ربط الصنبور. بعد الدوران من 1/2 إلى 1 دورة، قم بعكس 1/4 إلى 1/2 دورة، كما هو موضح في الشكل 9. بمجرد اكتمال الصنبور المستدق، اتبع التسلسل للتبديل إلى الصنبور المستدق الثاني والثالث للولبة.
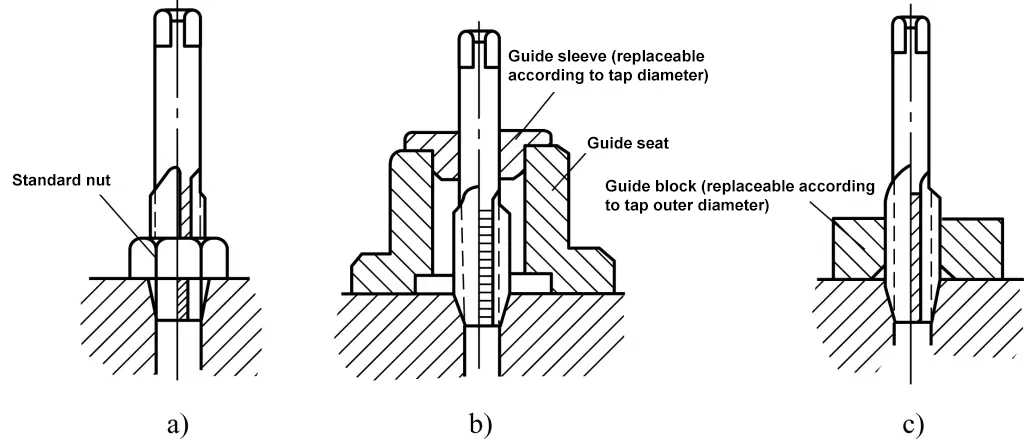
أ) التوجيه بالصامولة القياسية
ب) التوجيه بغطاء توجيه خاص
ج) التوجيه باستخدام كتلة توجيه خاصة

2) الاحتياطات اللازمة للخيوط
① عند إمساك الصنبور بمفتاح الصنبور، يجب تثبيت ساق الصنبور المربع.
② عند خياطة المواد الأكثر صلابة، إذا شعرت بصعوبة شديدة، لا تقم باللف بالقوة. وبدلاً من ذلك، قم بالتبديل بين المستدق الأولي والمستدق الثاني من الصنابير، مع الخيوط بالتناوب (قم بلف الخيط بضع لفات مع المستدق الأولي، ثم انتقل إلى المستدق الثاني لبضع لفات، ثم عد إلى المستدق الأولي، وهكذا).
③ أثناء عملية الترابط, سائل القطع يجب إضافتها في الوقت المناسب:
الجدول 1: المشاكل التي تمت مواجهتها في تحليل الترابط والأسباب
| المشاكل التي تمت مواجهتها | تحليل السبب الرئيسي | |
| الخيوط التالفة | فم الخيط التالف | عند الخيوط الأولية، لا يتم الإمساك بمعالج الصنبور بثبات، مما يؤدي إلى تصحيح عمودية الصنبور بشكل متكرر على وجه طرف قطعة العمل، مما يؤدي إلى تلف الخيوط |
| اختيار قطر صغير جدًا لقطر صغير جدًا لقاع ثقب الخيط، مما يجعل من الصعب على الصنبور القطع، مما يؤدي إلى تلف فوهة الخيط | ||
| تلف الخيط الجزئي الآخر | إجبار اللولبة دون محاذاة الصنبور بشكل صحيح مع اللولبة المقطوعة مسبقًا عند التبديل إلى الصنبور المستدق الثاني أو الثالث | |
| عدم الرجوع إلى الوراء لإزالة البُرادة كما هو مطلوب، مما يتسبب في التصاق برادة الحديد بحافة القطع وإتلاف خيوط القطع | ||
| عند خيوط المواد البلاستيكية، يؤدي عدم إضافة سائل القطع في الوقت المناسب إلى التمدد الحراري والتمزق بعد قطع المادة، مما يتسبب في تلف الخيوط مع التصاق المادة بحافة القطع | ||
| ثقب ملولب غير متناسق | 1) أثناء اللولبة الأولية، لا يكون محور الصنبور غير متعامد على وجه طرف الشُّغْلَة ولا يتم تصحيحه بشكل فعال; 2) القوة غير المتكافئة التي تطبقها كلتا اليدين أثناء الخيوط، مما يتسبب في اختلال المحاذاة عند القطع | |
| عمق اللولب غير كافٍ (ارتفاع اللولب غير كافٍ) | 1) تم تحديد قطر الثقب السفلي كبير جدًا; 2) الصنبور مهترئ | |
| كسر الحنفية | 1) قطر ثقب القاعدة صغير جدًا قبل اللولبة; 2) تصحيح أو مواصلة الخيوط الملولبة بالقوة عندما يكون الصنبور منحرفًا للغاية; 3) تتكدس الرقائق في الصنبور، ولكن لا تزال تدير الصنبور بقوة; 4) أسنان القطع في الصنبور باهتة للغاية، وتقطع بقوة; 5) القوة غير المتساوية أو المفرطة بكلتا اليدين; 6) المواد صلبة للغاية أو بها بقع صلبة في الداخل | |
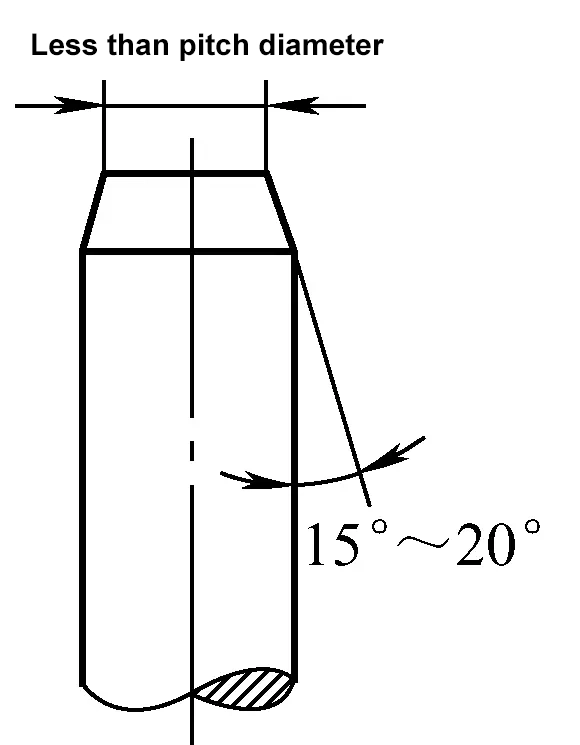
في بداية عملية الشطب، لضمان دخول القالب بسلاسة في الشُّغْلَة وتوجيهه بشكل صحيح، يجب شطب طرف القضيب المستدير قبل الشطب. متطلبات الشطب كما هو موضح في الشكل 10.
أثناء الخيوط، نظرًا لعزم القطع الكبير والشكل الأسطواني لقطعة العمل، يجب استخدام وسادات على شكل حرف V أو بطانات معدنية سميكة ناعمة عند الفكين لتثبيت القضيب المستدير بإحكام. وأيضًا، يجب ألا يمتد جزء القضيب المستدير المراد لولبته بعيدًا جدًا عن الفكين.
الجدول 2 المشاكل الشائعة أثناء الترابط وتحليل الأسباب
| المشاكل | تحليل السبب الرئيسي |
| الخيوط التالفة | 1) حامل القالب غير المستقر أثناء البدء، مما يؤدي إلى تصحيح تعامد وجه القالب على محور القضيب المستدير بشكل متكرر، مما يؤدي إلى تلف الخيوط; 2) اختيار قطر قضيب مستدير كبير جدًا قبل الخيوط، مما يجعل من الصعب على القالب القطع، مما يؤدي إلى تلف الخيوط |
| ثقب الخيط المنحرف | 1) لا يكون وجه القالب عموديًا على محور القضيب المستدير أثناء اللولبة; 2) ضعف شطب نهاية القضيب، مما يجعل من الصعب وضع القالب بشكل صحيح; 3) القوة غير المتكافئة بكلتا اليدين أثناء الخيط، مما يتسبب في الانحراف أثناء القطع |
| عمق الخيط غير كافٍ (ارتفاع الخيط غير كافٍ) | 1) قطر القضيب المستدير صغير جدًا; 2) القضيب المستدير مثني; 3) عند تعديل موضع القالب، يتأرجح القالب لأعلى ولأسفل عدة مرات |







