
دليل عامل المقعد: الأدوات والتقنيات
هل تساءلت يومًا ما هي الأدوات والتقنيات التي يستخدمها عمال المناضد المهرة لصناعة القطع الدقيقة؟ من مناضد العمل إلى طحن...
في عالم التصنيع، إنشاء الثقب المثالي هو مزيج من الدقة والمهارة والتقنيات الصحيحة. وسواء كنت تقوم بالثقب أو الثقب الغاطس أو التوسيع، تلعب كل عملية دورًا حاسمًا في تحقيق النتيجة المرجوة. في هذا الدليل الأساسي، سنتعمق في هذا الدليل الأساسي في هذه الطرق الثلاث لصنع الثقوب ونستكشف الأدوات والنصائح وأفضل الممارسات التي ستساعدك على إتقانها. من فهم الاختلافات بين كل عملية إلى اختيار الأدوات المناسبة للمهمة، ستكتسب المعرفة والثقة اللازمة للتعامل مع أي تحدٍ في صناعة الثقوب. لذا، دعنا ننطلق في هذه الرحلة ونكتشف أسرار صناعة الثقوب التي تلبي أعلى معايير الجودة والدقة!

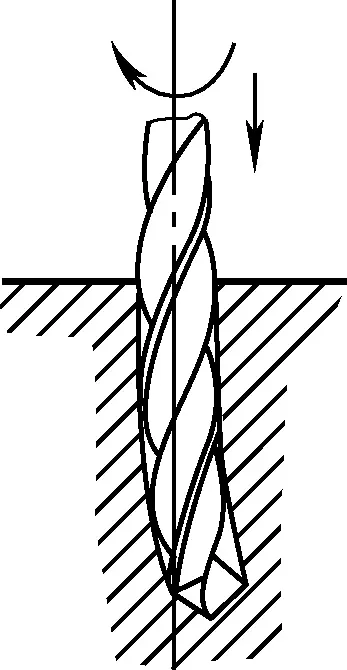
تُسمى عملية استخدام لقمة الثقب لإنشاء ثقب في الجزء الصلب من قطعة العمل بالحفر، كما هو موضح في الشكل 1. أثناء الحفر، يتم تثبيت الشُّغْلَة أثناء الحفر، ويدفع عمود الدوران أداة الحفر للدوران (الحركة الرئيسية) أثناء تحريك الأداة لأسفل محوريًا (حركة التغذية). لذلك، فإن حركة الحفر هي مزيج من الحركة الرئيسية وحركة التغذية.
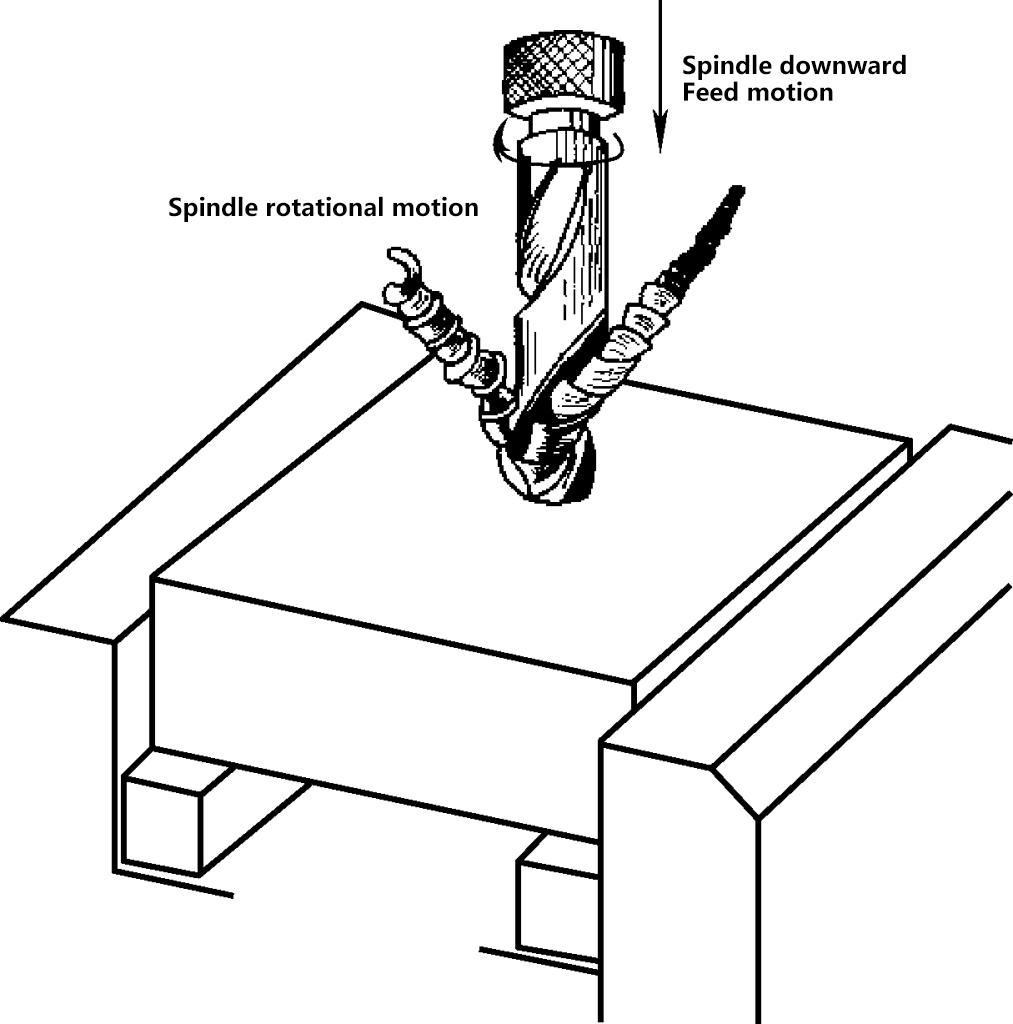
عند الحفر باستخدام لقمة الحفر، نظرًا لتأثير هيكل لقمة الحفر وظروف الحفر، فإن دقة المعالجة ليست عالية، لذا فإن الحفر ليس سوى طريقة تصنيع تقريبية للثقوب. عادةً ما يتم الانتهاء من المعالجة الدقيقة للثقوب عن طريق التوسيع.
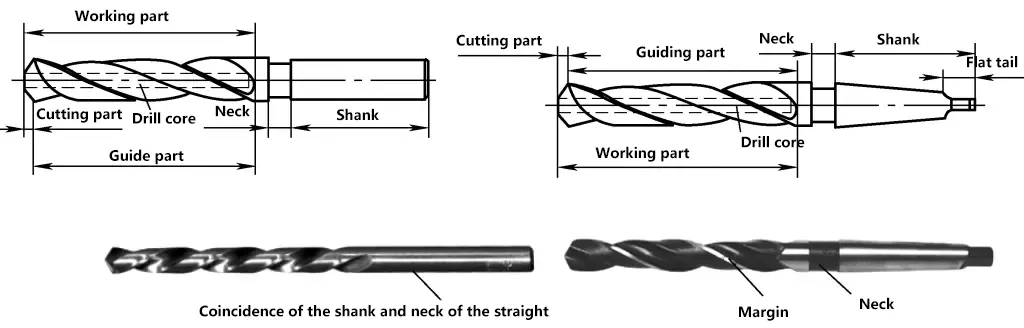
عند حفر ثقوب في المكونات المعدنية، فإن لقم الثقب الملتوية هي إحدى أدوات القطع الرئيسية. يظهر هيكلها وأسماء كل جزء منها في الشكلين 2 و3. وترد وظائف كل مكون من مكونات لقمة الحفر في الجدول 1.

الجدول 1 وظائف مكونات لقمة الثقب
| أسماء أجزاء لقمة الحفر | الوظيفة | الوصف | |||
| عرقوب | ساق مستقيمة (ساق أسطوانية) | تُستخدم لتثبيت لقمة الحفر، وتسهيل التثبيت، والتمركز، ونقل قوة عزم الدوران | لقم الثقب بقطر D≤13 مم تستخدم سيقان مستقيمة | ||
| ساق مستدق مورس | لقم الثقب بقطر D> 13 مم تستخدم سيقان مستدقة موريس | ||||
| الرقبة | تستخدم لسحب العجلة أثناء طحن لقمة الحفر، ولنقش العلامات التجارية وأرقام المواصفات | الجزء الواصل بين الجزء العامل والساق، وعادةً ما يتداخل العنق والساق في لقم الثقب ذات الساق المستقيمة | |||
| جزء العمل | الجزء التوجيهي (جزء الطحن الاحتياطي لجزء القطع) | لب الحفر | تضمن القوة والصلابة الكافية لقمة الحفر | كلما كان قطر لقمة الحفر أصغر، كلما كان قطر اللب أكبر | |
| الناي | تشكل الطليعة | ||||
| أخدود حلزوني | تشكيل حواف القطع، وإزالة برادة الحفر، وتقديم القطع السوائل | ||||
| الهامش | الحفاظ على استقامة اتجاه الحفر، وتقليل الاحتكاك، وتلميع جدار الحفرة | يتناقص القطر تدريجيًا من جزء القطع إلى الرقبة، وعمومًا يكون هذا المقدار المستدق (0.05 0.1 مم)/100 مم | |||
| جزء القطع (ستة أوجه وخمسة حواف) | وجه المجرفة | تتدفق البُرادة على طول هذا السطح | يُطلق على السطح الداخلي لفلوت المثقاب الملتوي اسم وجه أشعل النار | ||
| وجه الجناح | يؤثر على قوة جزء القطع والاحتكاك بينه وبين سطح القطع | يُطلق على السطحين المنحنيين في الجزء العلوي من جزء القطع اسم وجهي الجناح الأساسيين | |||
| حافة القطع الأساسية | ينفذ إجراء القطع الرئيسي | خط التقاطع بين وجه أشعل النار ووجه الجناح | |||
| حافة الإزميل | توسيط المثقاب في البداية أثناء الحفر، مع زيادة القوة المحورية بشكل كبير واستهلاك الطاقة | يُطلق على خط تقاطع وجهي الجناح الأساسيين حافة الإزميل | |||
| وجه الجناح الثانوي | السطح الملحق بالهامش | السطحان الخارجيان الحلزونيان الحلزونيان على الجزء الموجه اللذان يواجهان السطح المشغول آليًا (جدار الثقب) هما وجهان ثانويان للجانب | |||
| حافة القطع الثانوية | يعمل على تلميع جدار الحفرة | خط التقاطع (الخط الحلزوني) للهامش ووجه أشعل النار هو حافة القطع الثانوية، والمعروف أيضًا باسم حافة الهامش | |||
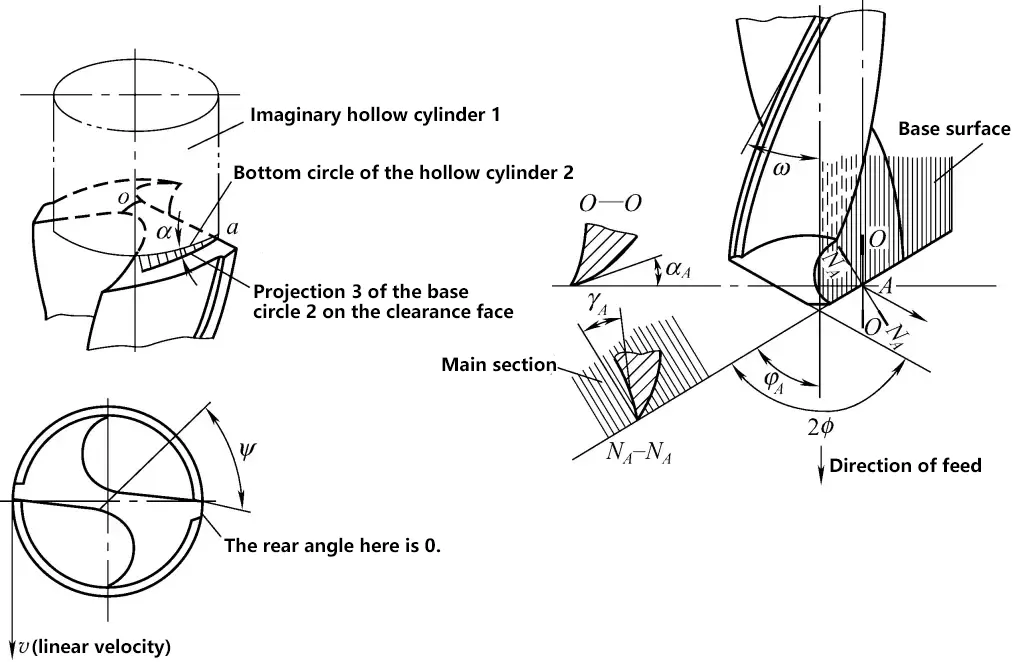
كما هو موضح في الشكل 4، تتضمن زوايا القطع في المثاقب الملتوية القياسية بشكل أساسي زاوية النقطة، وزاوية أشعل النار، وزاوية الارتياح، وزاوية حافة الإزميل.
1) الزاوية النقطية 2 ϕ
الزاوية النقطية للمثقاب هي الزاوية المحصورة بين مسقطي حافتي القطع الأساسيتين على مستوى موازٍ لهما. المثقاب الملتوي القياسي له زاوية نقطية 2 ϕ = 118° ± 2°. عندما تكون الزاوية النقطية 2 ϕ ≤ 118°، تشكل حافتي القطع شكل خط محدب؛ وعندما تكون 2 ϕ > 118°، تشكل حافتي القطع الأساسيتين شكل خط مقعر.
كلما كانت الزاوية النقطية أصغر، كانت القوة المحورية للحفر أصغر، وهو أمر مفيد لتبديد الحرارة ويمكن أن يحسن من متانة لقمة الحفر؛ ومع ذلك، يصبح عزم القطع أكبر، ويصبح تجعد البُرادة أكثر حدة، وهو ما لا يساعد على إزالة البُرادة وإضافة سائل القطع.
2) زاوية التدوير (γ)
إن زاوية أشعل النار عند أي نقطة على حافة القطع الرئيسية هي الزاوية بين مماس الوجه الأمامي عند تلك النقطة ومسقط مستوى القاعدة (عمودي على اتجاه سرعة خط القطع عند تلك النقطة) على المقطع الرئيسي N-N. وتختلف زاوية أشعل النار عند نقاط مختلفة على طول حافة القطع الرئيسية، مع وجود زوايا أكبر باتجاه القطر الخارجي (حوالي 25 درجة إلى 30 درجة)، وقيم سالبة ضمن نطاق D/3 (حيث D هو قطر الحفر) بالقرب من مركز لقمة الحفر. على سبيل المثال، زاوية أشعل النار γ بالقرب من حافة الإزميل هي -30 درجة، وعلى حافة الإزميل نفسها، تتراوح بين -54 درجة إلى -60 درجة.
3) الزاوية الخلفية α
تشير الزاوية الخلفية إلى الزاوية بين الوجه الخلفي ومستوى القطع. كما هو موضح في الشكل 4، يمكن وصف مفهوم الزاوية الخلفية لقمة الحفر بصريًا باستخدام الطريقة التالية. أولاً، اصنع أسطوانة مجوفة 1، وضع الدائرة السفلية 2 على الوجه الخلفي لقمة الحفر. من خلال الملاحظة، يتضح أن الدائرة السفلية 2 لا تتطابق مع الوجه الخلفي، وتظهر فجوة مثلثة الشكل تقريبًا. النقطة a هي رأس هذه الفجوة المثلثية. وبالتالي، فإن الزاوية α بين الدائرة السفلية المجوفة 2 ومسقطها 3 على الوجه الخلفي تساوي تقريبًا قيمة الزاوية الخلفية عند النقطة a على حافة القطع الرئيسية.
وبالمثل، يمكن وصف الزاوية الخلفية عند أي نقطة على حافة القطع الرئيسية بصريًا، مما يؤدي إلى الاستنتاج التالي: الزوايا الخلفية عند نقاط مختلفة على حافة القطع الرئيسية ليست متماثلة. كلما اقتربنا من مركز الحفر، كلما كانت الزاوية الخلفية أكبر (الزاوية الخلفية α عند مركز الحفر هي 20 درجة إلى 26 درجة)، وتكون أصغر عند الحافة الخارجية (αo= 8° إلى 14°). تشير الزاوية الخلفية عادةً إلى الزاوية الخلفية عند الحافة الخارجية لقمة الحفر.
كلما كانت الزاوية الخلفية أصغر، زادت شدة الاحتكاك بين الوجه الخلفي لقمة الحفر وسطح القطع لقطعة العمل أثناء الحفر، ولكن كلما زادت قوة حافة القطع.
4) الزاوية الخلفية الثانوية
الزاوية الخلفية الثانوية هي الزاوية بين الوجه الخلفي الثانوي على حافة القطع الثانوية وخط المماس لجدار الثقب. الزاوية الخلفية الثانوية للثاقب الملتوي القياسي هي 0.
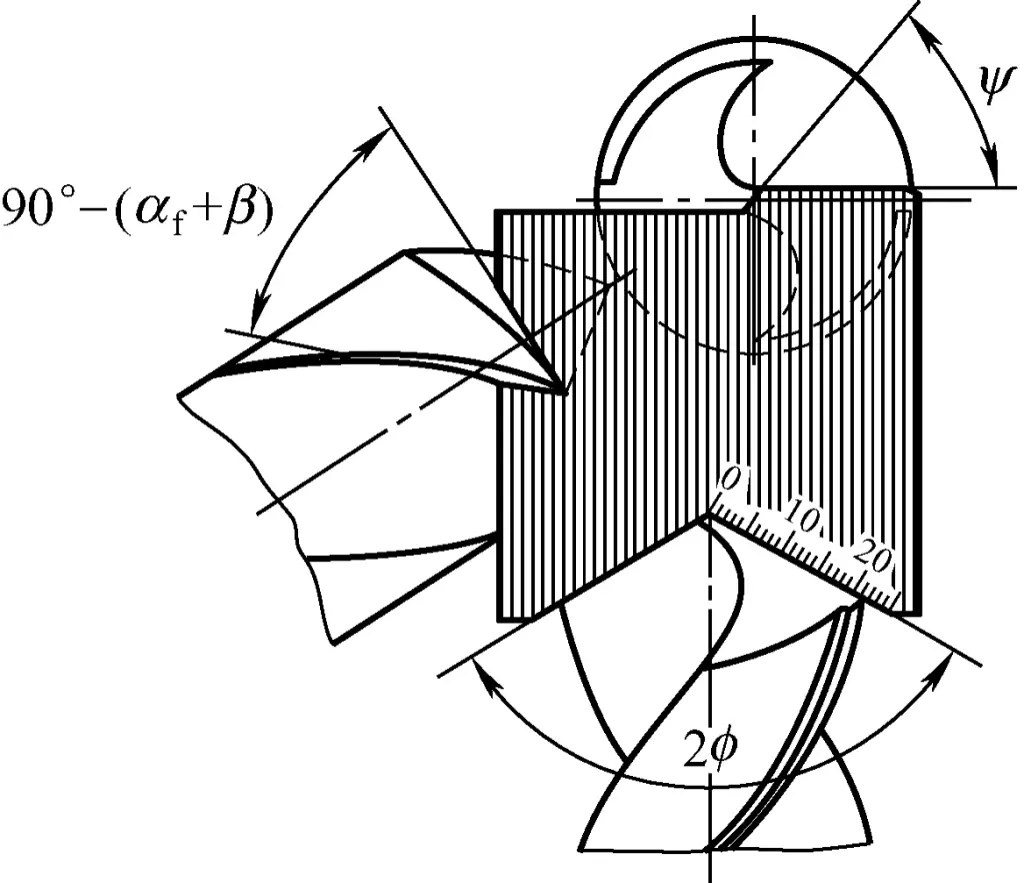
5) زاوية حافة الإزميل ψ
زاوية حافة الإزميل هي الزاوية بين حافة الإزميل وحافة القطع الرئيسية في النتوء الموجود على وجه نهاية لقمة الحفر. إذا كانت زاوية حافة الإزميل صغيرة، فإن حافة الإزميل تكون طويلة، مما يجعل من الصعب توسيطها أثناء الحفر، مما يزيد من المقاومة والقوة المحورية، ويتم كسر لقمة الحفر بسهولة. وعلى العكس من ذلك، إذا كانت زاوية حافة الإزميل كبيرة، تكون حافة الإزميل قصيرة، مما يؤدي إلى مقاومة أقل أثناء الحفر، ولكن قوة لقمة الحفر أقل. تتراوح زاوية حافة الإزميل ψ في المثقاب الملتوي القياسي من 50 درجة إلى 55 درجة.
1) زوايا الطحن الصحيحة.
كما ذكرنا سابقاً، الزاوية النقطية النظرية هي 118 درجة، ولكن يمكن تعديلها بشكل مناسب بناءً على المواقف المحددة التالية.
① فيما يتعلق بطحن زاوية النقطة. ينتج عن الزاوية النقطية الأكبر قوة أكبر لقمة الحفر وإخلاء أفضل للبُرادة ولكن بكفاءة قطع أقل، وهي مناسبة لحفر ثقوب في الأجزاء ذات القوة والصلابة الأعلى. إذا كانت الزاوية النقطية أصغر، فإن لقمة الحفر تكون أكثر حدة وأسهل في التمركز، ولكن قوة حافة القطع أقل، ومناسبة لحفر المواد اللينة.
استنادًا إلى الخبرة، فإن الزاوية النقطية المناسبة لحفر الفولاذ الهيكلي غير المقوى هي 116 درجة إلى 118 درجة؛ وللصلب المقوى، من 118 درجة إلى 125 درجة؛ ولسبائك الفولاذ (فولاذ المنجنيز العالي، فولاذ النيكل والكروم، إلخ)، من 135 درجة إلى 150 درجة؛ ولحديد الزهر الصلب، من 118 درجة إلى 135 درجة. يمكن العثور على تفاصيل محددة في كتيبات المعالجة الميكانيكية ذات الصلة.
② فيما يتعلق بطحن الزاوية الخلفية. لزيادة قوة حافة القطع في لقمة الحفر، يمكن طحن الزاوية الخلفية بشكل أصغر. ومع ذلك، بالنسبة للمواد ذات القوة المنخفضة، مثل الألومنيوم والحديد الزهر، لتقليل التآكل على الوجه الخلفي الرئيسي لقمة الحفر وزيادة مساحة البُرادة يجب زيادة الزاوية الخلفية بشكل مناسب، وأحيانًا يمكن طحن زاوية خلفية مزدوجة. يمكن العثور على تفاصيل محددة في كتيبات المعالجة الميكانيكية ذات الصلة.
2) يجب أن تكون حافتي القطع الرئيسيتين متساويتين في الطول ومتماثلتين.
3) يجب أن يكون الوجه الخلفي أملس.
1) طريقة القبضة باليدين.
كما هو موضح في الشكل 5 أ، أمسك رأس المثقاب بيدك اليمنى والمقبض بيدك اليسرى.
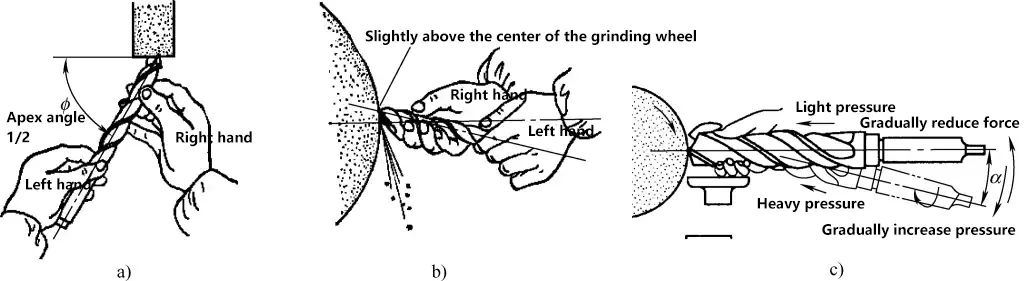
أ) موضع تثبيت المثقاب
ب) حركة شحذ لقم الثقب
ج) التحكم في الضغط عند شحذ لقمة الحفر
2) الموضع النسبي لقمة الحفر وعجلة الطحن.
كما هو موضح في الشكل 5 أ، فإن الزاوية بين محور لقمة الحفر ومولد الأسطوانة لعجلة الطحن في المستوى الأفقي تساوي نصف زاوية نقطة لقمة الحفر 2 ϕ، مع شحذ حافة القطع الرئيسية في وضع أفقي.
3) إجراء الشحذ.
كما هو موضح في الشكلين 5 ب و ج، قم أولاً بملامسة عجلة الطحن أعلى قليلاً من مستواها المركزي الأفقي مع حافة القطع الرئيسية. قم بتدوير لقمة الحفر ببطء حول محورها من الأسفل إلى الأعلى بيدك اليمنى أثناء تطبيق ضغط السن المناسب، بحيث يتم طحن وجه الخلوص بالكامل. تتعاون اليد اليسرى مع اليد اليمنى للقيام بحركة بطيئة متزامنة للأسفل، مما يزيد من ضغط السن تدريجيًا، وبالتالي إنشاء زاوية الخلوص. تختلف سرعة وسعة الحركة الهابطة إلى الأسفل وفقًا لزاوية الخلوص المطلوبة.
لضمان الحصول على زاوية خلوص أكبر بالقرب من مركز لقمة الحفر، يجب أيضًا القيام بحركة مناسبة نحو اليمين. يجب أن يكون تنسيق كلتا اليدين أثناء عملية الشحذ سلسًا وطبيعيًا. كرر هذا الإجراء باستمرار، بالتناوب بين وجهي الخلوص، حتى يتم استيفاء متطلبات الشحذ.
4) تبريد لقمة الحفر.
يجب ألا يكون ضغط السن على لقمة الحفر مرتفعًا جدًا، ويجب غمسها في الماء بشكل متكرر للتبريد لمنع فقدان الصلابة بسبب ارتفاع درجة الحرارة والتلدين.
5) اختيار عجلة الطحن.
بشكل عام، تعتبر عجلة طحن أكسيد الألومنيوم ذات حجم حصى من F46 إلى F80 وصلابة متوسطة النعومة (K، L) مناسبة. يجب أن يكون دوران عجلة الطحن مستقرًا، ويجب أن تكون العجلات ذات الجريان الكبير.
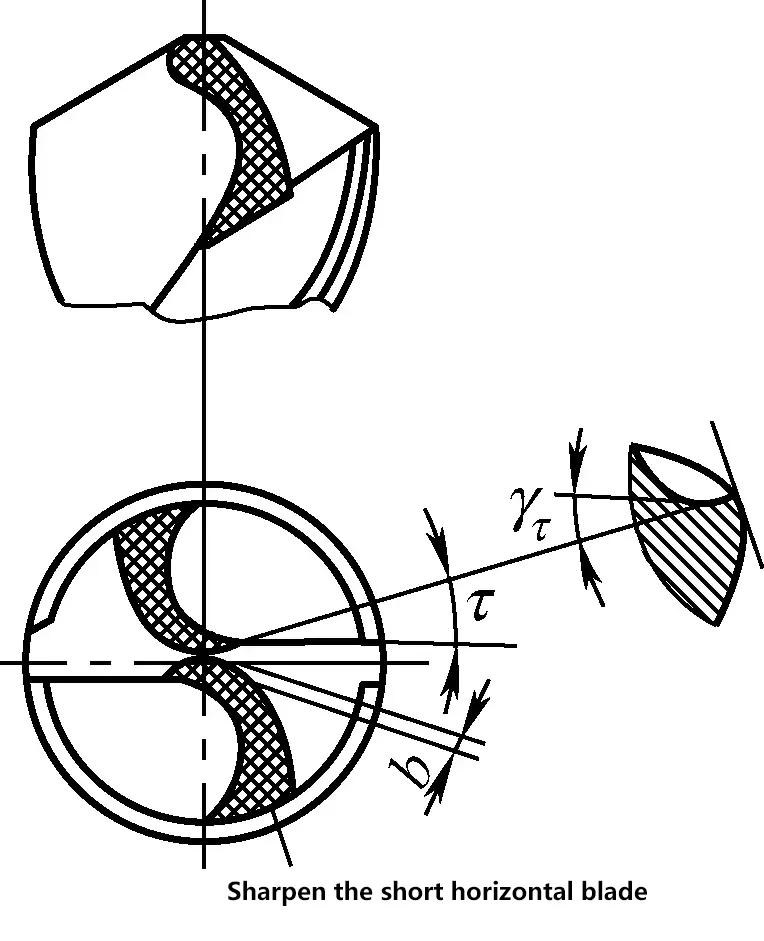
6) طحن حافة الإزميل لتحسين تمركزه وأداء القطع.
بالنسبة للمواد ذات الهيكل الرخو ومقاومة القطع المنخفضة والقوة والصلابة المنخفضة مثل النحاس والبرونز وسبائك الألومنيوم، إذا تم استخدام لقمة الحفر القياسية للحفر، فإن زاوية أشعل النار الكبيرة عند الحافة الخارجية لقمة الحفر يمكن أن تسبب بسهولة الغطس. لذلك، من الضروري تعديل زاوية أشعل النار عند الحافة الخارجية.
كما هو مبين في الشكل 6، يمكن لطحن حافة الإزميل أن يقلل من زاوية أشعل النار السالبة في مركز الحفر، مما يحسن ظروف القطع في المركز ويجعل القطع أكثر سلاسة. بعد الطحن، يجب أن يكون طول حافة الإزميل من 1/5 إلى 1/3 من طوله الأصلي. هذا يشكل حافة داخلية بزاوية ميل τ بزاوية ميل من 20 درجة إلى 30 درجة و γ من 0 إلى -15 درجة.
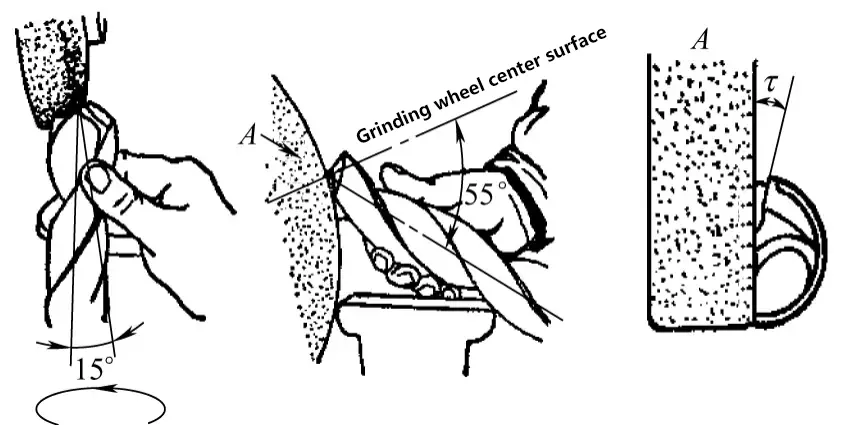
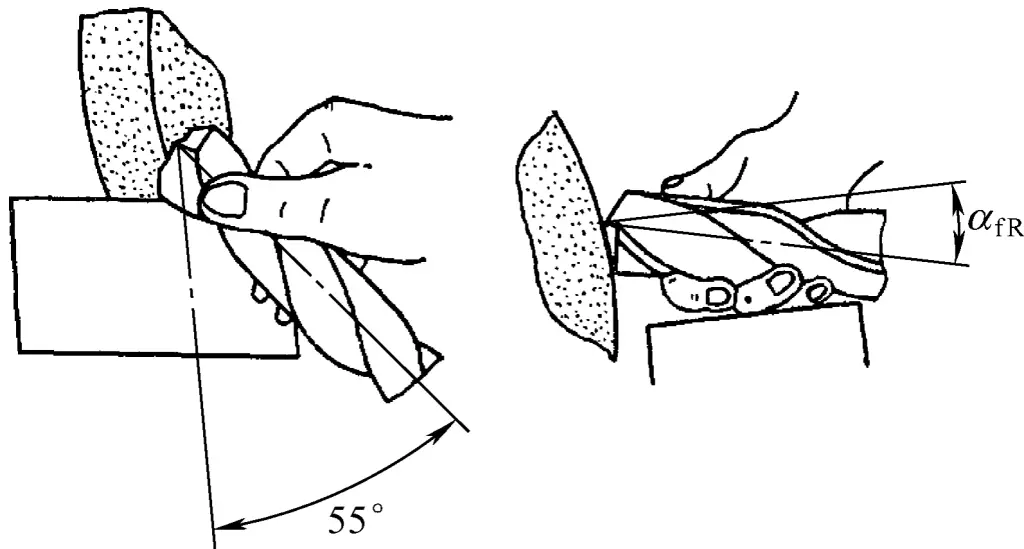
كما هو مبين في الشكل 7، عند الطحن، يجب أن يكون محور لقمة الحفر في المستوى الأفقي ومائلًا إلى اليسار بزاوية 15 درجة تقريبًا مع جانب عجلة الطحن، وفي المستوى الرأسي، يجب أن يشكل زاوية لأسفل بحوالي 55 درجة مع الاتجاه الشعاعي لعجلة الطحن عند نقطة الطحن.
7) فحص الشحذ.
كما هو موضح في الشكل 8، يجب فحص الزوايا الهندسية لقمة الحفر وتماثل حافتي القطع الرئيسيتين باستخدام قالب فحص. ومع ذلك، لا يزال الفحص البصري هو الطريقة الأكثر استخدامًا أثناء عملية الشحذ.
عند الفحص البصري، أمسك جزء القطع من لقمة الحفر في وضع مستقيم وانظر إليها على مستوى العين. نظرًا للاختلاف البصري الناجم عن وجود حافة القطع الرئيسية في الأمام والأخرى في الخلف، غالبًا ما تظهر الحافة اليسرى (الحافة الأمامية) أعلى بينما تظهر الحافة اليمنى (الحافة الخلفية) أقل. لذلك، قم بتدويرها 180 درجة وانظر عدة مرات. إذا كانت النتائج متماثلة، فهذا يشير إلى التماثل.
يمكن فحص زاوية الخلوص المطلوبة عند الحافة الخارجية لقمة الحفر بصريًا مباشرةً من خلال مراقبة ميل وجه الخلوص بالقرب من حافة القطع عند الحافة الخارجية. يمكن ضمان زاوية الخلوص المطلوبة بالقرب من المركز من خلال التحكم في زاوية الطحن المناسبة لميل حافة الإزميل.
عند حفر ثقوب في قطع الشغل ذات الألواح الرقيقة، لا يمكن استخدام المثاقب الملتوية العادية لأن نقاط الحفر الخاصة بها مرتفعة للغاية. في بداية الحفر، بسبب الصلابة الضعيفة لقطعة الشغل، تكون عرضة للتشوه والاهتزاز، مما يتسبب في انحناء قطعة العمل إلى أسفل. عندما تخترق نقطة الحفر قطعة الشغل، تنخفض القوة المحورية فجأة، مما يتسبب في ارتداد قطعة العمل إلى الخلف بسرعة، مما يجعل حافة القطع تقطع فجأة أكثر من اللازم، مما يؤدي إلى الغطس أو كسر لقمة الحفر.
في نفس الوقت، بعد خروج نقطة الحفر من قطعة العمل، تفقد لقمة الحفر وظيفة التمركز، ويزداد الاهتزاز فجأة، مما يتسبب في أن يكون الثقب المحفور غير مستدير أو به نتوءات كبيرة عند مدخل الثقب. في ضوء هذه الحالات، يجب تعديل المثقاب الملتوي وإعادة صقله.
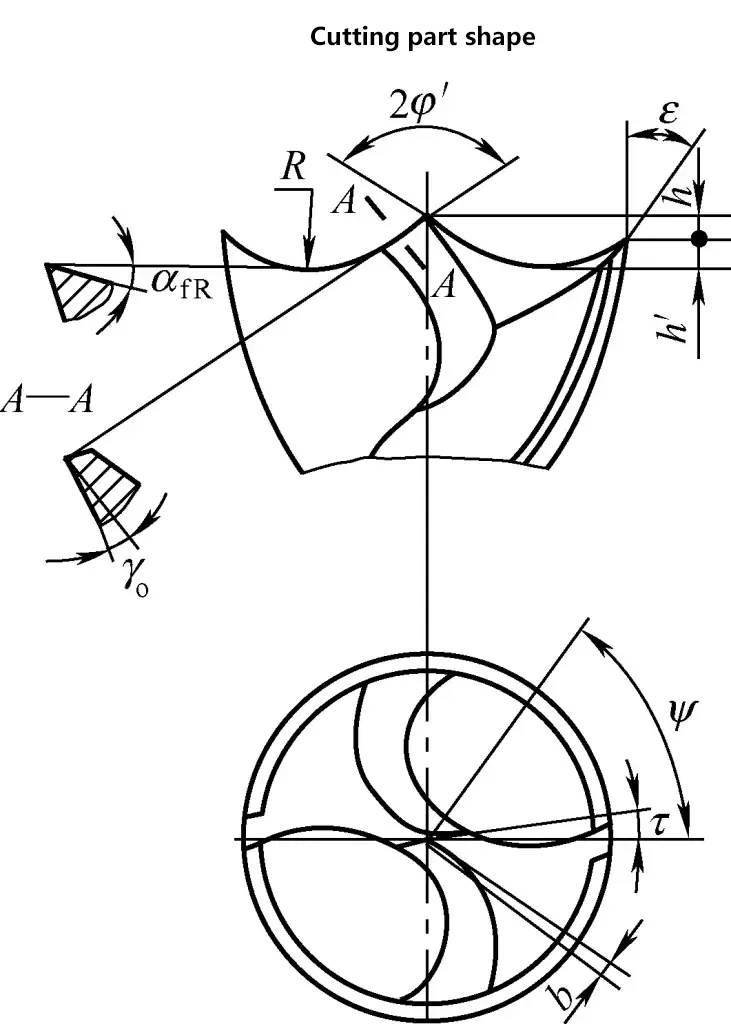
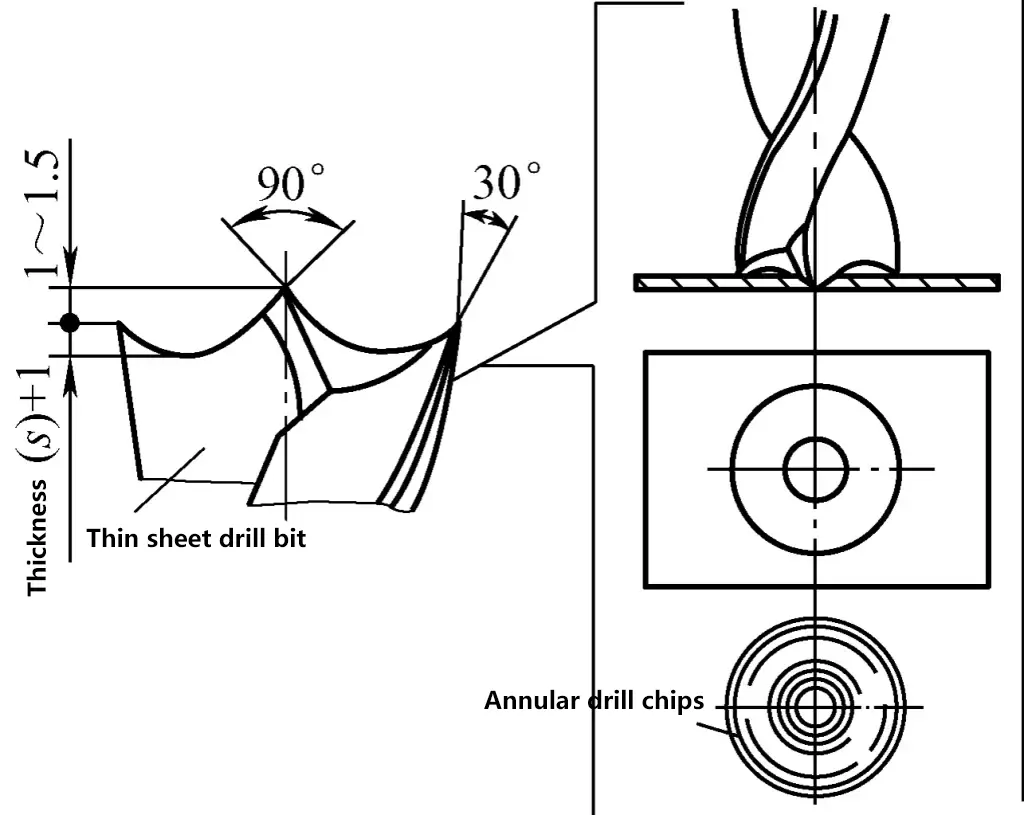
المثقاب ذو الصفيحة الرفيعة عبارة عن مثقاب ملتوي مع حواف القطع الرئيسية المطحونة على شكل قوس (انظر الجدول 2 والشكل 9). يتم طحن ارتفاع نقطة الحفر إلى أسفل، ويتم طحن الحواف الخارجية لحواف القطع إلى نقاط قطع حادة، بحيث تكون نقطتا القطع الخارجيتان أقل بمقدار 0.5 إلى 1.5 مم من مركز نقطة الحفر.
وبهذه الطريقة، عند الحفر، يقوم مركز نقطة الحفر أولاً بقطع الشُّغْلَة في الشُّغْلَة ويعمل كوظيفة توسيط. بعد ذلك، وبالاستفادة من تشوه انحناء الشُّغْلَة لأسفل، تدخل نقطتا القطع الخارجيتان في الشُّغْلَة. في حين أن مركز نقطة الحفر لم يخترق بعد الشُّغْلة، فإن نقطتي القطع الحادتين قد قطعتا بالفعل أخدودًا حلقيًا على الشُّغْلَة وقطعتا الثقب المطلوب بسرعة.
بالإضافة إلى ذلك، عند الطحن، يجب أن تكون نقطتا القطع الخارجيتان على نفس الارتفاع، ويجب أن يكون طول حواف القطع من نقطتي القطع إلى مركز نقطة الحفر متناسقًا. وهذا يضمن أن الثقوب المحفورة في قطع العمل ذات الألواح الرقيقة تفي بالمتطلبات، مع وجود ثقوب مستديرة وناعمة.
الجدول 2 المعلمات الشكلية والهندسية لقسم قطع الصفيحة الرقيقة للحفر
| قطر المثقاب D | طول حافة الإزميل ب | ارتفاع النقطة h | نصف قطر القوس R | عمق القوس h′ | زاوية الحافة الداخلية 2φ′ | زاوية حافة القطع ε | زاوية أشعل الحافة الداخلية γo | زاوية ارتياح القوس αو ر |
| /مم | /(°) | |||||||
| 5~7 | 0.15 | 0.5 | استخدام قوس واحد الاتصال | >(δ+1) | 110 | 40 | 8~10 | 15 |
| 7~10 | 0.2 | |||||||
| 10~15 | 0.3 | |||||||
| 15~20 | 0.4 | 1 | استخدام القوس المزدوج الاتصال | 12 | ||||
| 20~25 | 0.48 | |||||||
| 25~30 | 0.55 | |||||||
| 30~35 | 0.65 | 1.5 | ||||||
| 35~40 | 0.75 | |||||||
ملاحظة: δ هي سُمك المادة.
1) طحن زاوية نقطة الحافة الداخلية 2φ' إلى 110 درجة.
2) قم بتعديل حافة إزميل الحفر وفقًا للجدول 2.
3) طحن حافة القطع على شكل قوس (وتسمى أيضًا الأخدود الهلالي). كما هو موضح في الشكل 10، ضع أولاً حافة القطع الرئيسية للمثقاب في وضع أفقي، بحيث يشكل محور المثقاب زاوية 55 درجة مع جانب عجلة الطحن، ويشكل ذيل المثقاب زاوية αو ر مع المستوى الأفقي (لتكوين زاوية الارتياح القوسي).
اجعل المثقاب قريبًا من الزاوية المستديرة لعجلة الطحن، بحيث تكون نقطة الطحن على نفس ارتفاع مركز العجلة تقريبًا. إذا كانت الزاوية المستديرة للعجلة صغيرة، فيجب تأرجح المثقاب قليلاً في المستوى الأفقي للحصول على قيمة R المطلوبة.
أثناء الطحن، يجب عدم تأرجح الإزميل لأعلى ولأسفل في المستوى الرأسي أو تدويره حول محوره. خلاف ذلك، ستصبح حافة الإزميل على شكل حرف S، وستنخفض زاوية حافة الإزميل، ولن يكون شكل القوس متماثلًا. يجب أن تبقى الحافة المستقيمة الخارجية مسطحة في الغالب لضمان زوايا إرتفاع موجبة على جانبي حافة القوس وزاوية حافة الإزميل المناسبة. لضمان تناسق نقطة الحفر والأقواس على كلا الجانبين، عند قلب المثقاب 180 درجة لطحن حافة القطع الأخرى على شكل قوس، يجب أن يظل موضعها المكاني دون تغيير.
ولتحقيق ذلك، يجب إتقان النقاط الرئيسية التالية في العملية: أولاً، يجب أن تسند اليد التي تحمل المثقاب كدعامة لتحديد الموضع معصمها أو أصابعها على جسم ثابت (مثل لوحة الإيقاف) والحفاظ على وضعها ووضعية التشغيل دون تغيير؛ ثانيًا، يجب ألا يتغير وضع اليد التي تحمل المثقاب؛ ثالثًا، يجب أن تظل وضعية وقوف المشغل ووضعية التشغيل دون تغيير.
بعد الطحن، يمكن فحص شكل وأبعاد كل جزء للتأكد من صحته من خلال الفحص البصري أو باستخدام أدوات مثل المساطر الفولاذية أو مقاييس نصف القطر.
1) هيكل مكبس الحفر على مقاعد البدلاء
كما هو موضّح في الشكل 11، تكون سرعة عمود الدوران في مثقاب المنضدة عالية بشكل عام ويمكن ضبطها عن طريق تغيير موضع الحزام V على البكرة. حركة تغذية عمود الدوران يدوية. لاستيعاب متطلبات أحجام الشُّغْلَة المختلفة، يمكن لرأس عمود الدوران التحرك لأعلى ولأسفل على طول العمود بعد فك مقبض القفل.
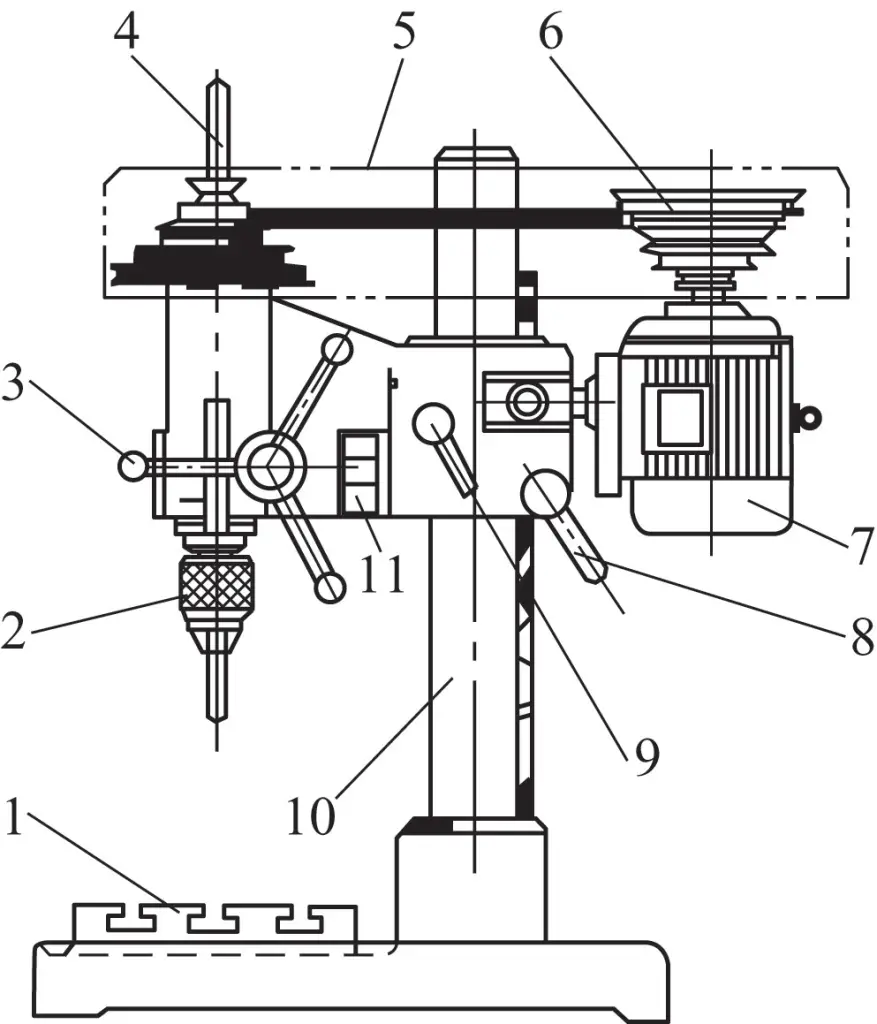
1-منضدة عمل مكبس الحفر
2-ظرف الحفر 2-ظرف الحفر
3-مقبض التغذية
4-المغزل
5-غطاء الحزام 5
6-بكرة حزام على شكل حرف V
7-المحرك
8-مقبض الارتفاع 8 - مقبض الارتفاع
9-مقبض قفل 9
10-العمود 10
11-التبديل
2) كيفية استخدام مكبس الحفر على المنضدة
① أوقف الماكينة أولاً، ثم قم بتغيير السرعة.
عند تغيير السرعة، ما عليك سوى فك البرغي الغاطس ودفع المحرك باتجاه المشغل لفك سير المحرك، ثم تغيير موضع السير على البكرة المتدرجة لتحقيق السرعة المطلوبة.
بعد تغيير السرعة، يجب دفع المحرك للخلف بعيدًا عن المشغل لشد سير المحرك، ثم شد برغي التثبيت. إذا لم يتم شد سير المحرك، أثناء الحفر، فقد يتوقف عمود الدوران أثناء الحفر عن الدوران بسبب عدم كفاية عزم دوران الحفر الناجم عن انزلاق السير، والذي يمكن أن يؤدي أيضًا إلى كسر لقمة الحفر بسهولة.
② قم بفك المقبض، وأدر ذراع التدوير، ويمكن لرأس المثقاب أن يتحرك لأعلى ولأسفل على طول العمود لضبط ارتفاع لقمة الحفر. بعد الضبط، يجب قفل المقبض.
③ يجب أن يدور عمود الدوران في اتجاه عقارب الساعة (أي الدوران إلى الأمام) عند الحفر.
④ لا يُسمح باستخدام ظرف المثقاب لتشبيك قطع العمل الأسطوانية لعمليات أخرى، مثل صقل الأسطح.
3) صيانة مكبس الحفر على مقاعد البدلاء
1) الخصائص الهيكلية لمكبس الحفر الأرضي
كما هو موضح في الشكل 12، مقارنةً بمكبس الحفر على المنضدة، فإن مكبس الحفر الأرضي يتميز بالمزايا التالية:
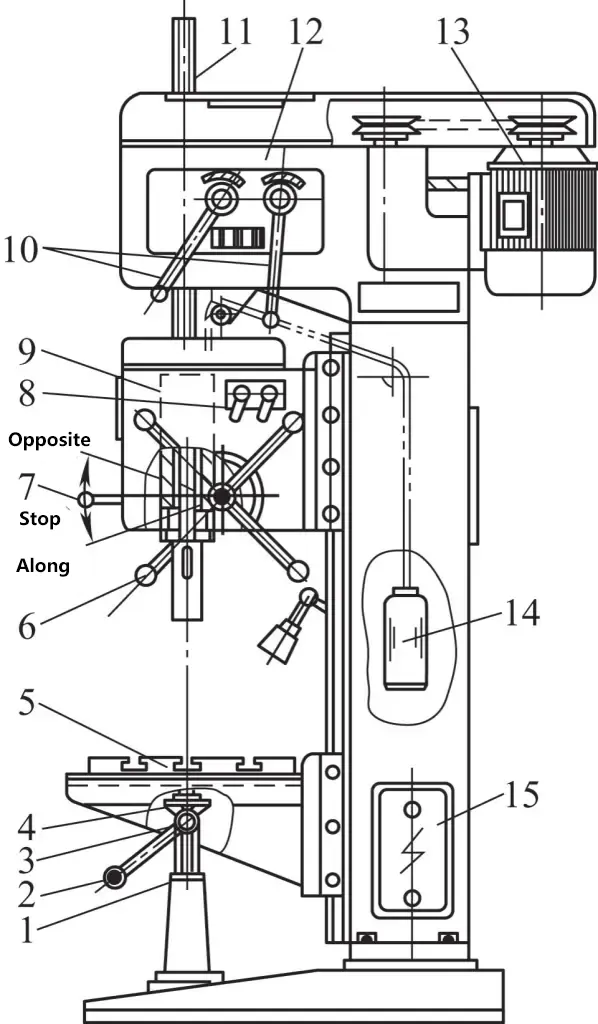
1-البرغي اللولبي
2-مقبض الرفع
3-الترس المخروطي المخروطي الصغير
4-ترس مخروطي مخروطي كبير
5-منضدة العمل
6-مقبض التغذية
7-مقبض بدء التشغيل
8-مقبض ضبط التغذية
9-صندوق التغذية
10-مقبض تبديل 10 سرعات
11-قضيب الحفر 11-قضيب الحفر
12-علبة التروس
13-المحرك الكهربائي
14-موازنة الوزن 14-الميزان
15-صندوق التحكم 15-صندوق التحكم
بالمقارنة مع ماكينات الحفر الشعاعية، فإن عيب ماكينات الحفر العمودية هو أنه عند معالجة ثقوب متعددة، يجب تحريك قطعة العمل ووضعها لكل ثقب. إذا كان هناك العديد من الثقوب التي يجب معالجتها على سطح واحد، يصبح استخدامها غير مريح للغاية. لذلك، في مثل هذه الحالات، يكون استخدام ماكينة الحفر الشعاعي ذات المغزل المتحرك أكثر ملاءمة للمعالجة.
2) احتياطات الاستخدام
1) السمات الهيكلية لماكينات الحفر الشعاعية
كما هو موضح في الشكل 13، يتم تثبيت قطعة العمل على القاعدة 8 أو على طاولة العمل 9 فوق القاعدة. يتم تركيب علبة التروس 5 على الذراع 6، والتي يمكن أن تدور حول العمود الرأسي 1 وتتحرك ذهابًا وإيابًا على طول سكة التوجيه الأفقية على الذراع. تسمح هاتان الحركتان بتعديل قضيب الحفر إلى أي موضع داخل نطاق عمل الماكينة.
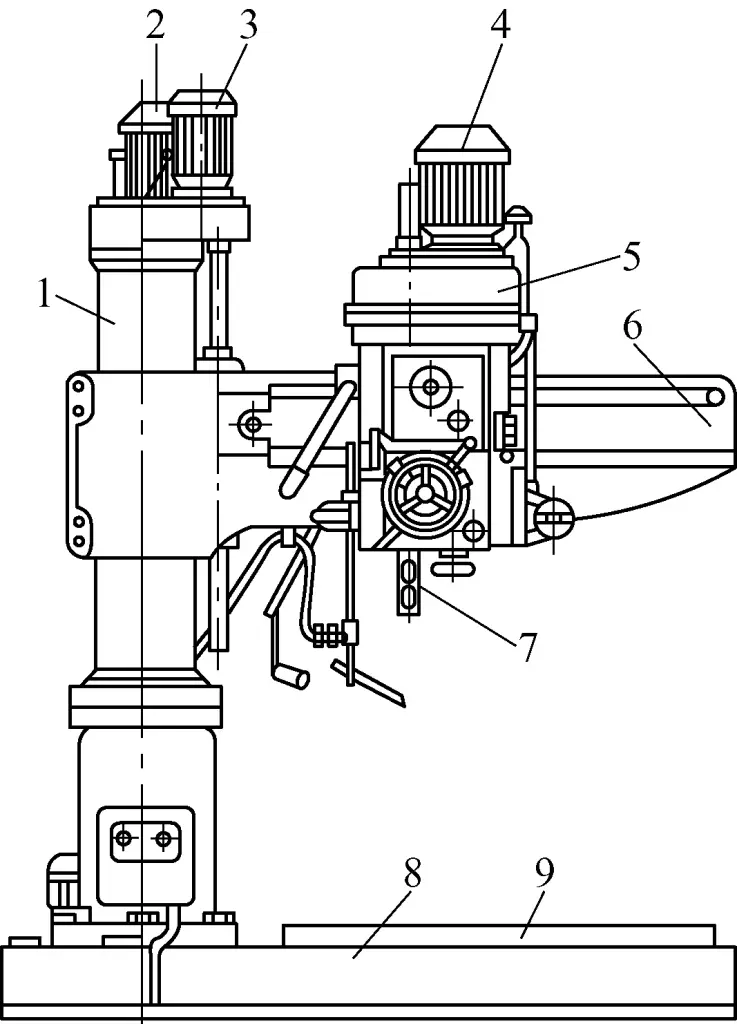
1-العمود 1
2-محرك دوران الذراعين
3 - محرك رفع 3 أذرع
4-المحرك الرئيسي
5-علبة التروس
6-الذراع
7-قضيب الحفر 7 - قضيب الحفر
8-القاعدة 8
9-طاولة العمل
لذلك، عند معالجة قطع العمل ذات الثقوب المتعددة على ماكينة الحفر الشعاعي، يمكن أن تظل قطعة العمل ثابتة. من خلال ضبط موضع الذراع وعلبة التروس على الذراع، يكون من الملائم محاذاة مراكز الثقوب. وبالإضافة إلى ذلك، يمكن رفع الذراع وخفضه على طول العمود، مما يسمح بتعديل ارتفاع علبة التروس لتتناسب مع ارتفاع منطقة معالجة الشُّغْلَة.
2) احتياطات استخدام ماكينة الحفر الشعاعي
① قبل بدء تشغيل المعدة، يجب تشغيلها بسرعة منخفضة أولاً. لا تبدأ العمل إلا بعد أن تعمل الآلية الهيدروليكية وآلية النقل ونظام التشحيم بشكل طبيعي.
② عند تحميل أو تفريغ قطع العمل أو التركيبات، قم بتحريك الذراع بعيدًا وانتبه للبيئة المحيطة لمنع حوادث التصادم.
③ يجب تثبيت قطعة العمل بإحكام. عند الحفر من خلال الثقوب، يجب أن يكون السطح السفلي لقطعة العمل مدعومًا بشكل صحيح بكتل لمنع تلف المعدات.
④ عند محاذاة موضع الشُّغْلَة قبل الحفر، قم بفك جهاز القفل وضبط طول عمود الدوران البارز وفقًا لعمق الحفر. يجب ضبط ارتفاع المثقاب الشعاعي بشكل مناسب، وليس مرتفعًا للغاية.
تسلسل هذه العملية هو: تحديد موضع الشُّغْلة، وتدوير الذراع، وتحريك علبة التروس، وخفض عمود الدوران لضبط الأداة، وقفل الذراع وعلبة التروس.
⑤ عند ضبط التغذية الأوتوماتيكية لعمق الحفر، قم أولاً بتوصيل لقمة الحفر بقطعة العمل، ثم اضبط كتلة حد التغذية على قيمة العمق المطلوب وقم بتثبيتها.
⑥ أثناء عملية التصنيع الآلي، يجب أن يكون الذراع وعلبة التروس في حالة التثبيت.
⑦ تذكر إيقاف الماكينة قبل تغيير السرعات عند الحفر.
⑧ احذر من التحميل الزائد على ماكينة الحفر أثناء التشغيل. في حالة حدوث ضوضاء أو اهتزازات غير طبيعية، أوقف الماكينة على الفور للفحص واستكشاف الأعطال وإصلاحها.
⑨أثناء عملية الحفر، لا توقف الماكينة قبل سحب لقمة الحفر من الشُّغْلَة؛ عند العكس، انتظر حتى يتوقف عمود الدوران قبل البدء مرة أخرى.
⑩ بعد اكتمال الحفر، يجب وضع جميع المقابض في وضع عدم التشغيل، ويجب إيقاف علبة التروس بالقرب من العمود، ويجب خفض الذراع إلى وضع مناسب، ثم يجب قطع الطاقة.
1) استخدام أدوات الحفر في الحفر
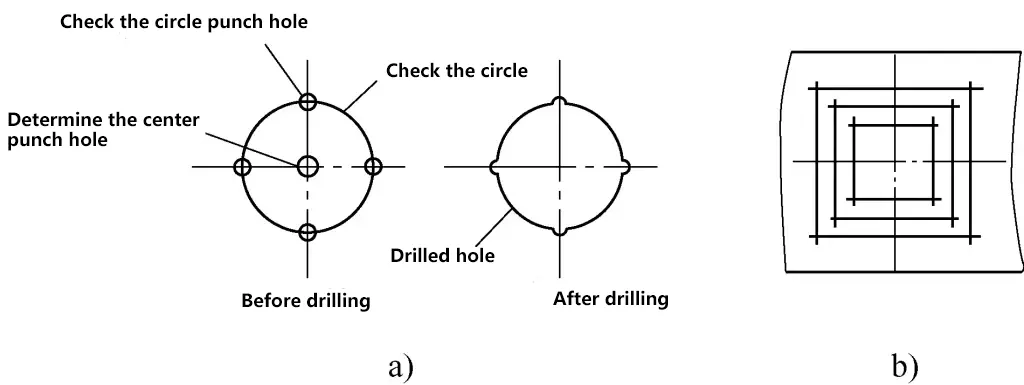
أ) دائرة التحقق
ب) مربع الاختيار
2) استخدام القوالب في الحفر والحفر
يوضح الشكل 15 صفيحة ضيقة وطويلة تحتاج إلى الحفر، حيث يصعب استخدام أدوات الخربشة (مثل مقاييس الارتفاع) وأدوات مساعدة الخربشة (مثل منصات الخربشة، والكتل على شكل حرف V، وما إلى ذلك) للخربشة الدقيقة. لذلك، يجب استخدام قالب خربشة. ضع القالب على الصفيحة، وقم بمحاذاتها، ثم استخدم أداة الخربشة لرسم دوائر المعالجة للثقوب الأربعة، واستخدم مثقابًا مركزيًا لعمل علامات توسيط للحفر.
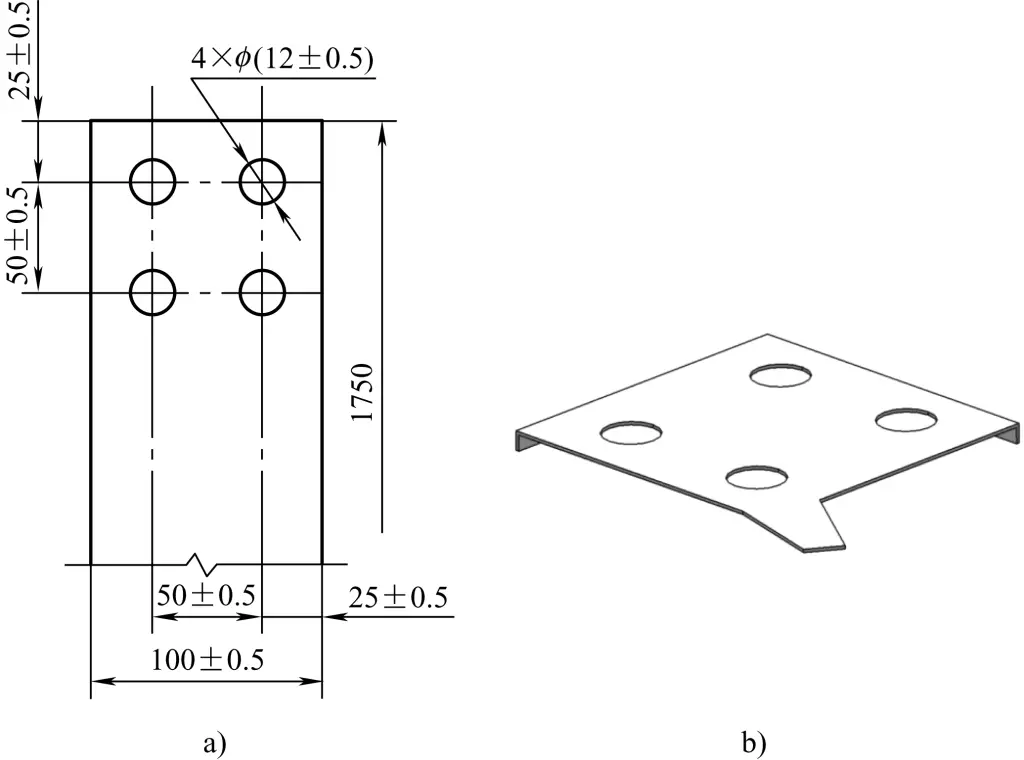
أ) أبعاد حفر الخط الرئيسي
ب) قالب الحفر
1) لقم الثقب ذات السيقان المستقيمة المشبكية
يتم تثبيت لقم الثقب ذات السيقان المستقيمة بأقطار أقل من φ13 مم في أظرف الثقب. يوضح الشكل 16 هيكل وطريقة استخدام ظرف الثقب الشائع.
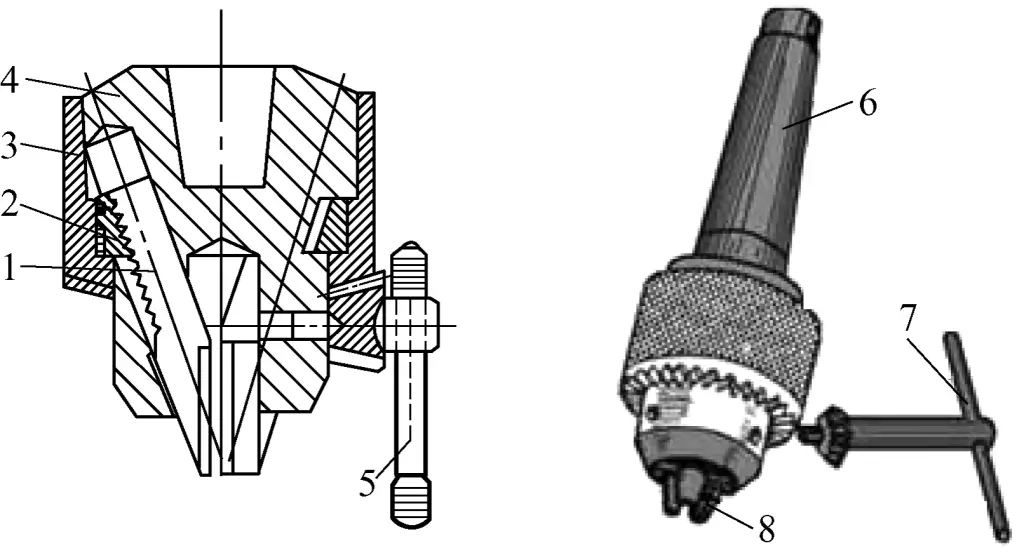
1-الفكين
صامولة 2 حلقة 2
3-أكمام التشاك
4-جسم الظرف 4 - جسم الظرف
5-المفتاح
6-يتطابق مع ثقب مستدق عمود الدوران لمكبس الحفر
7-ضغط على مفتاح الحفر
8-فكوك ذاتية التمركز
يوضح الشكل 17 هيكل ظرف الثقب سريع التغيير. لاستخدامه، ادفع الجلبة الخارجية لأعلى باليد حتى تلامس حلقة الزنبرك. ثم أدخل جلبة المثقاب مع الأداة في جسم الظرف. عند هذه النقطة، يتم دفع الكرات الفولاذية في موضعين متماثلين إلى الخارج، ويدخل الجزء من الكرات الفولاذية البارزة خارج جسم الظرف إلى الفراغ الحلقي في الجزء السفلي من الغلاف الخارجي.
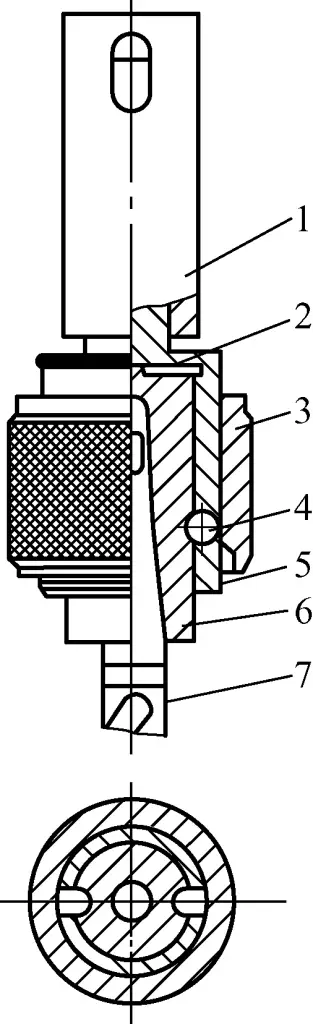
1-مغزل الحفر 1-مغزل الحفر
2-جسم ظرف الظرف 2 الأكمام
3-حلقة قفل 3
4-الكرة الفولاذية
5-مشبك الزنبرك
6-الأكمام
7-المثقاب الملتوي
عندما تتشابك الشق الموجود في الجزء العلوي من جلبة المثقاب مع مفتاح المحرك، فإن الأخدود نصف الدائري الخاص به يتحاذى مع موضع الكرات الفولاذية. عندما ينخفض الغلاف الخارجي، فإنه يدفع الجزء المكشوف من الكرات الفولاذية إلى الأخدود نصف الدائري لجلبة الحفر، مما يؤدي إلى تثبيتها في مكانها. وبهذه الطريقة، تنتقل القوة من مغزل الحفر من خلال مفتاح التشغيل إلى جلبة وأداة الحفر القابلة للتبديل، مما يتيح القطع.
يسمح استخدام هذا النوع من أظرف الحفر بتغيير الأدوات دون إيقاف الماكينة. يمكن تحضير أكمام الحفر المختلفة مسبقًا وفقًا لأحجام سيقان الأدوات المختلفة، ويمكن تجميع الأدوات المطلوبة مع أكمام الحفر، لتكون جاهزة لبدء العمل في أي وقت.
2) تشبيك المثاقب ذات السيقان المستدقة
عادة ما تكون المثاقب ذات الأقطار الأكبر من φ13 مم هي مثاقيب مستدقة مستدقة مورس. عندما يكون قطر المثقاب أصغر، لا يمكن في بعض الأحيان تركيبها مباشرة مع فتحة مستدق عمود الدوران في المثقاب الرأسي أو الشعاعي (عادة ما تكون فتحات مستدق عمود الدوران في المثقاب الرأسي مستدق مورس رقم 3 أو 4، وعادة ما تكون فتحات مستدق عمود الدوران في المثقاب الشعاعي مستدق مورس رقم 5 أو 6)، لذلك يجب استخدام عدة أكمام حفر للتكيف.
هناك خمسة أحجام من أكمام حفر مورس. وعادةً ما يكون الاستدقاق الخارجي لكل حجم من أحجام الأكمام أكبر بمقاس واحد من الاستدقاق الداخلي. على سبيل المثال، يحتوي الكم رقم 1 على فتحة داخلية مستدقة رقم 1 ومخروط خارجي مستدق رقم 2، والكم رقم 2 يحتوي على فتحة داخلية مستدقة رقم 2 ومخروط خارجي مستدق رقم 3، وهكذا.
يوضح الشكل 18 طريقة تركيب أكمام الحفر، ويوضح الشكل 19 طريقة إزالة أكمام الحفر.
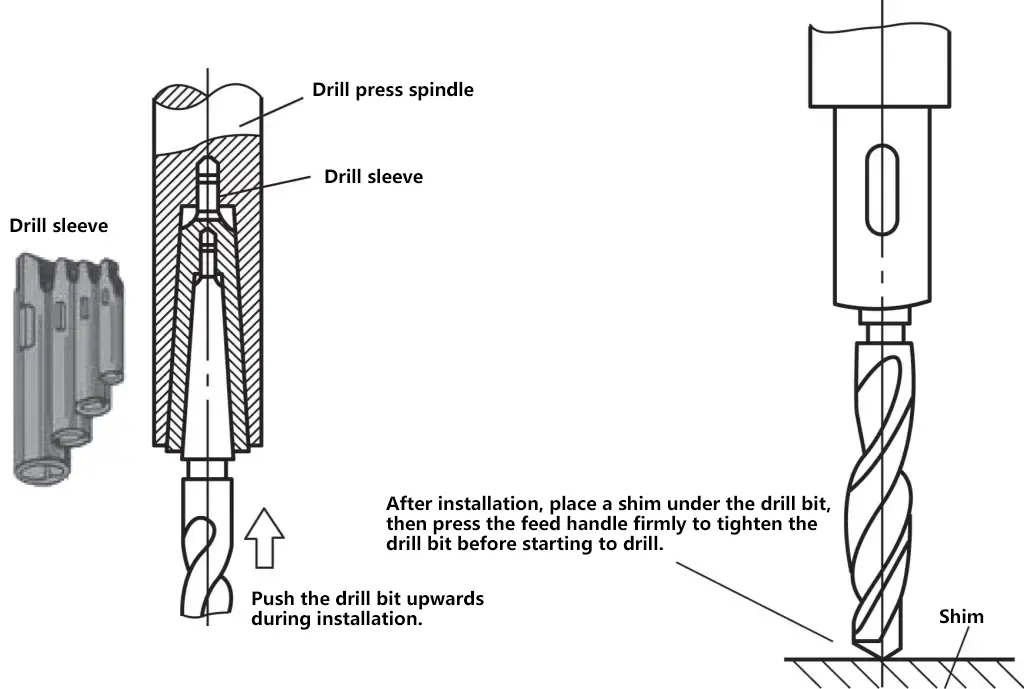
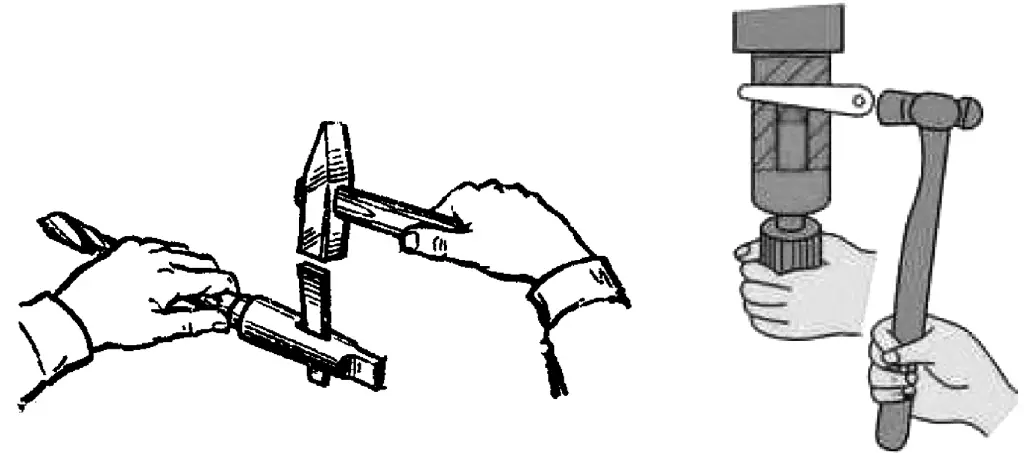
عند حفر ثقوب في الشُّغْلة، يجب اعتماد طرق مختلفة للتثبيت (التموضع والتركيب) بناءً على شكل الشُّغْلة، وحجم قوة الحفر (أو حجم قطر الثقب)، وعوامل أخرى لضمان جودة الحفر وسلامته.
طرق التثبيت الأساسية الشائعة الاستخدام هي كما يلي:
1) يمكن تشبيك قطع العمل المسطحة باستخدام ملزمة ماكينة.
كما هو موضح في الشكل 20 أ، عند التشبيك، تأكد من أن سطح قطعة العمل عمودي على لقمة الحفر. عند حفر ثقوب ذات قطر أكبر، يجب تأمين ملزمة الماكينة بمسامير وألواح تشبيك. عند حفر ثقوب عبر ثقوب على قطعة عمل مثبتة في ملزمة مقعد، ضع كتلة مباعدة أسفل قطعة العمل لإنشاء خلوص لخروج لقمة الحفر، مما يمنع تلف الملزمة.
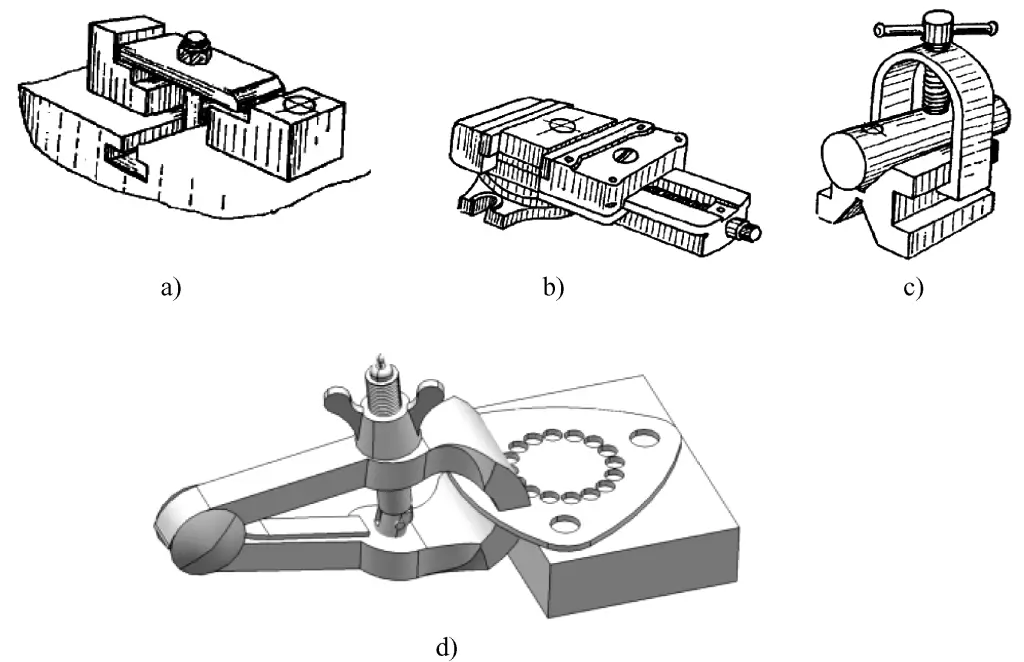
أ) استخدام ملزمة الماكينة
ب) استخدام كتلة على شكل V
ج) استخدام المشبك المتدرج
د) استخدام ملزمة يدوية
2) يمكن تشبيك قطع العمل الأسطوانية باستخدام كتلة على شكل V.
كما هو موضح في الشكل 20 ب، عند التثبيت، تأكد من محاذاة محور لقمة الحفر مع المستوى المركزي المتماثل للكتلة على شكل حرف V لضمان مرور الخط المركزي للثقب المحفور عبر محور قطعة العمل.
3) بالنسبة لقطع الشُّغْلَة الأكبر حجمًا أو تلك التي لا يمكن تشبيكها بملزمة الماكينة، يمكن تثبيتها مباشرةً على طاولة الحفر باستخدام ألواح التشبيك والمسامير والصواميل. كما هو موضح في الشكل 20 ج، عند إعداد لوح التثبيت، لاحظ أنه يجب أن يكون الفاصل قريبًا من قطعة العمل قدر الإمكان لزيادة قوة التثبيت على قطعة العمل ومنع لوحة التثبيت من الانحناء أو التشوه.
يجب أن تكون مسامير لوحة التشبيك قريبة من الشُّغْلَة قدر الإمكان، ويجب أن يكون الفاصل أعلى قليلاً من سطح التشبيك لقطعة الشُّغْلَة لضمان قوة تشبيك أكبر ومنع الشُّغْلَة من الحركة أثناء عملية التشبيك. عندما يكون سطح التشبيك عبارة عن سطح مشغول آليًا، استخدم وسادة واقية لمنع علامات المسافة البادئة.
4) كما هو موضح في الشكل 20 د، عند حفر ثقوب صغيرة في قطع العمل الصغيرة أو الألواح الرقيقة، يمكن وضع قطعة العمل على كتلة تحديد الموقع وتثبيتها بملزمة يدوية.
1) مفهوم معلمات القطع
① سرعة القطع v
تشير سرعة القطع للحفر إلى السرعة الخطية لنقطة على قطر لقمة الحفر أثناء الحفر. العلاقة بين سرعة القطع v وسرعة الدوران n هي
v = πdn/1000
حيث d هي قطر لقمة الحفر (مم)؛ n هي سرعة دوران عمود الدوران (ص/دقيقة).
② معدل التغذية و
يشير معدل التلقيم إلى المسافة التي تتحركها لقمة الحفر على طول محور عمود الدوران لكل دورة في عمود الدوران.
2) الطرق العامة لاختيار سرعة الدوران ومعدل التغذية
بالنسبة لخشونة سطح الثقوب المحفورة، عادةً ما يكون لسرعة القطع تأثير أكبر من معدل التغذية؛ بينما بالنسبة لكفاءة الحفر، يكون لمعدل التغذية تأثير أكبر من سرعة القطع. بشكل عام، يكون لمعدل التغذية تأثير أكبر من سرعة الدوران. يجب النظر في سرعة الدوران ومعدل التغذية للحفر بناءً على عوامل مثل صلابة مادة الشُّغْلة، والقوة، وقطر الثقب، والعمق، وخشونة السطح المطلوبة للفتحة المعالجة.
بشكل عام: عند حفر المواد اللينة مثل الفولاذ اللين (معظمه من الفولاذ منخفض الكربون) وغير الحديدية المعادن، يمكن أن تكون سرعة الدوران عالية نسبيًا، ويمكن أن يكون معدل التغذية كبيرًا نسبيًا؛ عند حفر المواد الصلبة (مثل الفولاذ الكربوني العالي والحديد الزهر)، يجب أن تكون سرعة الدوران منخفضة نسبيًا، ويجب أن يكون معدل التغذية صغيرًا نسبيًا.
عند حفر ثقوب ذات قطر صغير، يجب أن تكون سرعة الدوران أعلى، ويجب أن يكون معدل التغذية أصغر؛ عند حفر ثقوب ذات قطر كبير، يجب أن تكون سرعة الدوران أقل، ويجب أن يكون معدل التغذية أكبر؛ بالنسبة لحفر الثقوب العميقة، يجب تحديد سرعة القطع ومعدل التغذية بقيم أقل. للاختيار المحدد، ارجع إلى كتيبات القطع ذات الصلة.
1) تحديد موضع الحفر
وضع المثقاب المشار إليه هنا هو عملية وضع رأس المثقاب في علامة الثقب المركزية قبل الحفر. الطريقة المحددة هي: قبل بدء تشغيل مكبس الحفر، قم بخفض لقمة الحفر، ثم ضع رأس المثقاب أولاً في علامة التثقيب المركزية، ثم ارفع لقمة الحفر، وقم بتدوير لقمة الحفر يدويًا عكس اتجاه عقارب الساعة، ثم قم بخفض لقمة الحفر مرة أخرى. إذا سقط طرف المثقاب بدقة في علامة الثقب المركزية مرة أخرى، فهذا يشير إلى أن طرف المثقاب محاذي لمركز الثقب (لاحظ في اتجاهين متعامدين).
إذا لم يقع طرف المثقاب في علامة التثقيب المركزية، فهذا يشير إلى وجود خطأ في المحاذاة. حرّك موضع قطعة العمل قليلاً وكرر عملية تحديد الموضع حتى يقع طرف المثقاب في مركز علامة التثقيب المركزية.
2) اختبار الحفر
كما هو موضح في الشكل 21، بعد تحديد الموضع الصحيح، يجب حفر حفرة ضحلة أولاً، بقطر يبلغ حوالي ثلث قطر الثقب الفعلي. إذا لم تكن الحفرة المخروطية المحفورة متحدة المركز مع خط محيط الثقب المرسوم أو لم تكن على مسافة متساوية من حواف الخط المربع، فهذا يشير إلى أن موضع الثقب خارج المركز. في هذا الوقت، يمكن تحريك قطعة العمل أو تحريك عمود دوران مكبس الحفر (عند الحفر باستخدام مثقاب شعاعي) للتعديل.
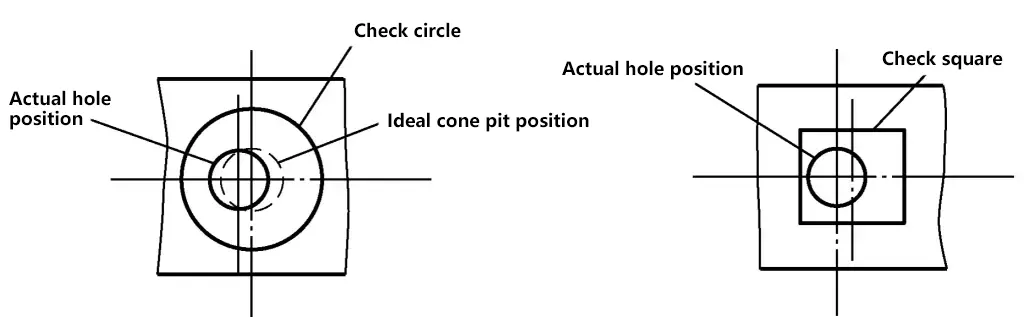
النقاط الرئيسية للضبط هي: خفض لقمة الحفر بمعدل تغذية صغير جدًا أثناء دفع الشُّغْلَة ببطء في نفس اتجاه الانحراف، مع التعديل التدريجي. وتجدر الإشارة أيضًا إلى أنه إذا كانت الدائرة الخارجية للحفرة المخروطية المحفورة تحت الاختبار قد وصلت بالفعل إلى حجم قطر الثقب، وكان موضع الثقب لا يزال منحرفًا، فسيكون من الصعب إجراء المزيد من التصحيح.
بمجرد أن يفي الحفر الاختباري بمتطلبات موضع الثقب، يمكن مواصلة الحفر.
كما هو موضح في الشكل 22، عند التغذية يدويًا، يجب ألا تتسبب القوة المطبقة في ثني لقمة الحفر، لتجنب انحراف محور الثقب؛ عند حفر ثقوب ذات قطر صغير أو ثقوب عميقة، يجب أن تكون قوة التغذية صغيرة، ويجب سحب المثقاب بشكل متكرر لإزالة البُرادة لمنع انسداد البُرادة وكسر لقمة الحفر. عندما يصل عمق الحفر إلى 3 أضعاف القطر، من الضروري سحب المثقاب لإزالة البُرادة؛ عندما يكون الثقب على وشك الحفر، يجب تقليل قوة التغذية لمنع التغذية المفرطة المفاجئة، مما يزيد من مقاومة القطع ويسبب كسر لقمة الحفر أو الحوادث التي تدور فيها قطعة العمل مع لقمة الحفر.
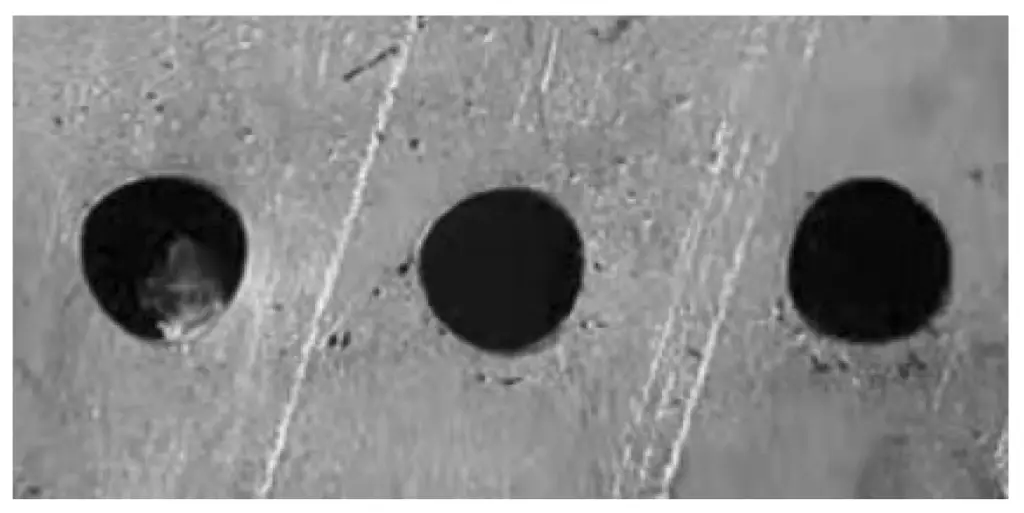
1) الحفر باستخدام لقم الثقب ذات الألواح الرقيقة
عند حفر ألواح رقيقة باستخدام لقم الثقب الملتوية القياسية، تفقد لقمة الحفر بسهولة التحكم في التمركز، مما يؤدي إلى ثقوب متعددة الأضلاع (انظر الشكل 23). إذا كان معدل التغذية كبيرًا، فقد تحدث حوادث "الغطس" أو حوادث كسر لقمة الحفر. لذلك، يجب استخدام لقم الثقب ذات الألواح الرقيقة لحفر الألواح الرقيقة، كما هو موضح في الشكل 24.
2) طريقة قطع الثقوب الكبيرة في الألواح الرقيقة باستخدام قضيب القطع
كما هو موضح في الشكل 25، عند عمل ثقوب كبيرة في الألواح الرقيقة، يمكن استخدام طريقة قضيب القطع. قبل الحفر، يجب تثبيت قطعة العمل بإحكام. أثناء الحفر، يجب أن تكون سرعة عمود الدوران بطيئة ويجب أن يكون معدل التغذية صغيرًا. عندما تكون الشُّغْلَة على وشك القطع، توقف عن التغذية، ويمكن قطع الجزء غير المقطوع بمطرقة.
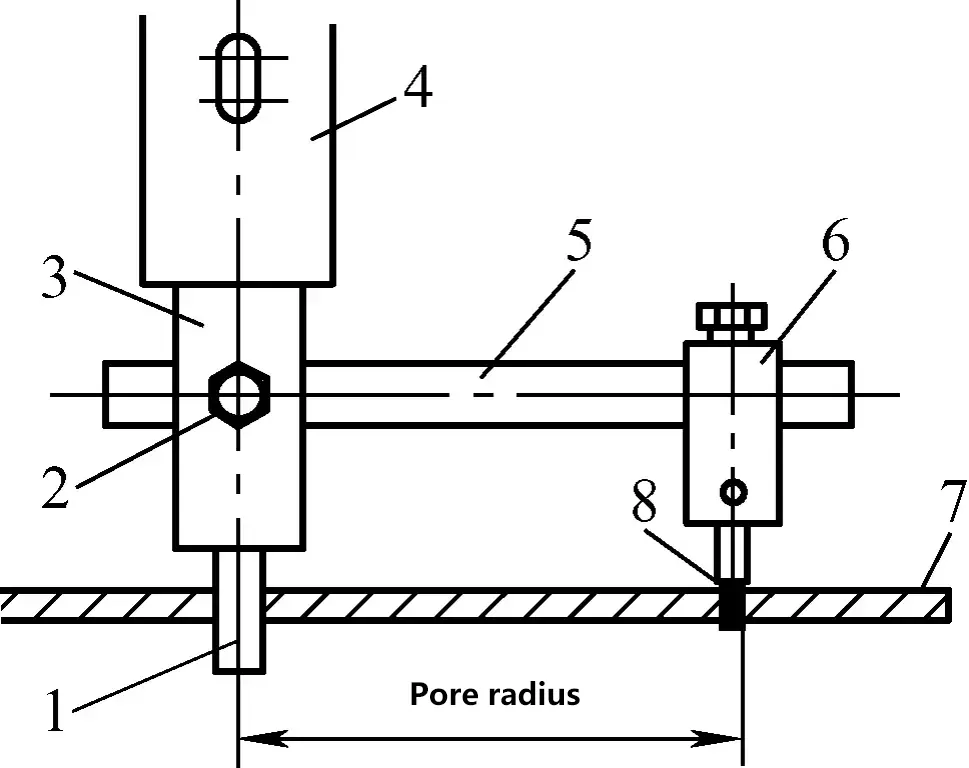
1-قضيب التوجيه
2-برغي التثبيت
3-قضيب القطع
4-مكبس الحفر المغزل
5-الدعم
6-حامل الأدوات 6-حامل الأدوات
7-صفيحة فولاذية رفيعة
8-أداة القطع
كما هو مبين في الشكل 26، عند حفر ثقوب عمودية على المحور وعبر المركز على السطح الخارجي لقطعة عمل أسطوانية، ضع أولاً قطعة العمل الأسطوانية على مكواة على شكل حرف V، ثم قم بما يلي
1-قطعة عمل أسطوانية
2-قمة الحفر 2-مثقاب
3-صفيحة الضغط 3-صفيحة الضغط
4-شيم
5-مسطرة مربعة
إذا كانت الدقة العالية مطلوبة للثقب المحفور، فيجب أيضًا تثبيت قطعة العمل بشكل صحيح.
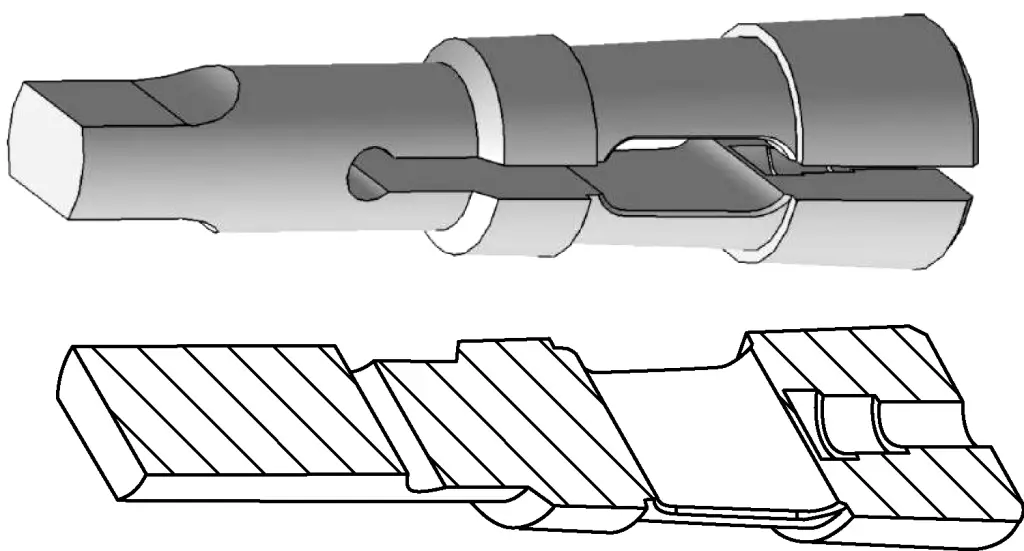
ولمنع الإزاحة النسبية للأجزاء المدمجة، غالبًا ما تستخدم المسامير أو البراغي للتوقف أو التثبيت، كما هو موضح في الشكل 27. ويتطلب ذلك حفر ثقوب بين جزأين مدمجين، وهو ما يعرف عادةً بحفر ثقوب سدّ.
عند حفر ثقوب التجسير، غالبًا ما تميل لقمة الحفر إلى الانحراف نحو جانب واحد من الجزء، خاصةً عندما يكون الجزءان مصنوعين من مادتين مختلفتين. تنحرف لقمة الحفر بسهولة نحو الجزء المصنوع من مادة أكثر ليونة، مما ينتج عنه ثقب نصف دائرة أكبر على الجزء المصنوع من مادة لينة وثقب نصف دائرة أصغر على الجزء المصنوع من مادة صلبة. لذلك، لمنع أو تقليل انحراف الثقب، يمكن اتخاذ التدابير التالية في وقت واحد:
القياس 1: عند تثقيب علامة مركزية قبل الحفر، يجب أن تكون علامة التثقيب منحازة قليلاً نحو جانب المادة الأكثر صلابة.
التدبير 2: عندما لا يكون عمق الثقب المراد حفره كبيرًا، حاول استخدام لقمة حفر قصيرة أو تقصير طول لقمة الحفر البارزة من الظرف، أطول قليلاً من عمق الثقب. هذا يزيد من صلابة لقمة الحفر ويقلل من انحنائها أثناء عملية الحفر.
التدبير 3: طحن حافة إزميل لقمة الحفر إلى أقل من 0.5 مم، وبالتالي تقليل المقاومة المحورية لجزء حافة إزميل مركز الحفر. هذا لا يسهّل فقط من وضع مركز الحفر بدقة عند البدء، بل يقلل أيضًا من الانحراف بسبب حدة لقمة الحفر.
أثناء التركيب في الموقع أو أعمال الصيانة في الموقع، غالبًا ما يكون من الضروري مطابقة ثقوب الحفر، كما هو موضح في الشكل 28. من الشكل 28، يمكننا أن نرى أن الثقوب الموجودة في قاعدة المعدات مصنوعة بالفعل أثناء التصنيع، مما يتطلب حفر ثقوب توصيل البراغي في إطار قاعدة التركيب (فولاذ القناة) من خلال طريقة ثقب الحفر المطابقة.
تتضمن الطرق الشائعة لمطابقة ثقوب الحفر أثناء أعمال التركيب ما يلي:
1) بعد قياس موضع الثقوب الموجودة (قطر الثقب والتباعد)، ضع علامة على خطوط قطر الثقب وخطوط موضع الثقب على السطح المراد حفره (مثل السطح العلوي لقناة التثبيت الفولاذية) ثم تابع الحفر.
2) استخدم طريقة وضع العلامات (راجع الوحدة الثالثة لوضع العلامات للحصول على تفاصيل وضع العلامات) لتحديد مركز ثقب الحفر المطابق، ثم تابع الحفر.
3) قم بمحاذاة الجزأين المراد حفرهما معًا في الموضع الصحيح وشبكهما معًا. ثم، باستخدام مثقاب بنفس قطر الثقب الموجود، قم بتوجيهه من خلال الثقب الموجود لإنشاء حفرة ضحلة تحدد موضع الثقب المراد حفره على السطح المراد معالجته (مثل السطح العلوي لقناة التثبيت الفولاذية). أزل الجزء الذي به الثقب الموجود ثم تابع الحفر.
عند حفر الثقوب على دفعات، يمكن استخدام قوالب الحفر كأدوات توجيهية للحفر. لا تعمل هذه الطريقة على تحسين كفاءة الحفر فحسب، بل تضمن أيضًا متطلبات جودة الحفر، كما هو موضح في الشكل 29.
1-جسم الحفر 1-جسم الحفر
2-قطعة العمل
3-غسالة مفتوحة
4-عمود الدوران المركزي
5-قالب الحفر 5-قالب الحفر
1) مشاكل في حفر الثقوب الصغيرة
2) الطرق الشائعة لحفر الثقوب الصغيرة
تؤدي المتطلبات المختلفة لمعالجة الثقوب الصغيرة إلى طرق معالجة مختلفة، لذلك يجب تحديد خطة عملية الحفر بناءً على ظروف معينة. فيما يلي عدة طرق واحتياطات لحفر الثقوب الصغيرة.
① اختر ماكينة حفر عالية الدقة. تتميز ماكينات الحفر عالية الدقة بدقة دوران أفضل للمغزل، مما يؤدي إلى تذبذب أقل لقمة الحفر وتقليل القوة المحورية أثناء الحفر، مما يساعد على تحسين ثبات الحفر.
② استخدم أولاً مثقابًا مركزيًا لإنشاء ثقب في المنتصف، ثم استخدم مثقابًا بقطر صغير للحفر.
③ عندما يكون قطر لقمة الحفر صغيرًا جدًا بحيث لا يمكن تثبيتها بواسطة ظرف مثقاب عام، لا تقم بلف ساق المثقاب بورق صنفرة أو ورق لتكثيفه من أجل التثبيت. بدلاً من ذلك، استخدم ظرف حفر صغير أو ظرف حفر متخصص. هناك العديد من أنواع أظرف الثقب المتخصصة، ولكن مبادئ التشبيك الخاصة بها هي نفسها في الأساس. على سبيل المثال، يمكن استخدام ظرف الثقب المرن كما هو موضح في الشكل 30 لتشبيك لقم الثقب الصغيرة.
عند استخدام ظرف الحفر المرن الموضح في الشكل 30، حدد الاستدقاق الخارجي والأبعاد وفقًا لقطر لقمة الحفر المراد تشبيكها. يجب أن يكون الثقب الداخلي d أكبر بمقدار 0.05 مم من قطر لقمة الحفر المراد تشبيكها.
أولاً، قم بإدخال ظرف المثقاب في فتحة مستدق عمود دوران ماكينة الحفر أو غلاف المثقاب القياسي، ثم قم بتثبيت لقمة الحفر، وأخيرًا شد ظرف المثقاب من الطرف السفلي. عند هذه النقطة، يتعرض ظرف المثقاب لضغط شعاعي، مما يجبر الفتحة المرنة على الانقباض وتشبيك لقمة الحفر بإحكام.
④ يمكن اختيار سرعة القطع لحفر الثقوب الصغيرة بناءً على الخبرة. بالنسبة لماكينات الحفر الدقيقة العامة، عندما يكون قطر لقمة الحفر 2-3 مم، يجب أن تكون سرعة الدوران 1500-2000 لفة/دقيقة؛ بالنسبة لأقطار لقمة الحفر التي يقل قطرها عن 1 مم، فإن سرعة الدوران الموصى بها هي 2000-3000 لفة/دقيقة.
⑤عند البدء في حفر الثقوب الصغيرة، يجب أن تكون قوة التغذية صغيرة لمنع لقمة الحفر من الانحناء والانزلاق، مما يضمن الوضع الأولي الصحيح للثقب.
⑥ عند تغذية الثقوب الصغيرة، يجب التحكم في ملمس اليد بشكل صحيح. عندما ترتد لقمة الحفر، يجب تطبيق التغذية المتقطعة بقوة تغذية أقل، مما يسمح لقمة الحفر وآلية التغذية بالتخزين المؤقت باستخدام الارتداد الخاص بها لمنع لقمة الحفر من الانكسار.
⑦ عند حفر ثقوب صغيرة، قم بسحب المثقاب بشكل متكرر لإزالة البُرادة وإضافة سائل القطع.
كما هو موضح في الصورة السابقة، فهي عبارة عن صفيحة عينة بسماكة 5 مم مصنوعة من الفولاذ A3. تم تفصيل طريقة الوسم قبل المعالجة في الوحدة 3. فيما يلي تحليل محدد للعملية التقنية الرئيسية - الحفر - في معالجة هذه اللوحة العينة:
1) نظرًا للحجم الكلي الكبير وأقطار الثقوب الكبيرة (مثل ϕ35 مم، R34 مم، R34 مم، R19 مم ثلاثة ثقوب) للوحة العينة هذه، لا يمكن تثبيتها وحفرها على مثقاب المنضدة أو المثقاب الرأسي. بعد التحليل، لا يمكن إجراء الحفر إلا على مثقاب بذراع شعاعي.
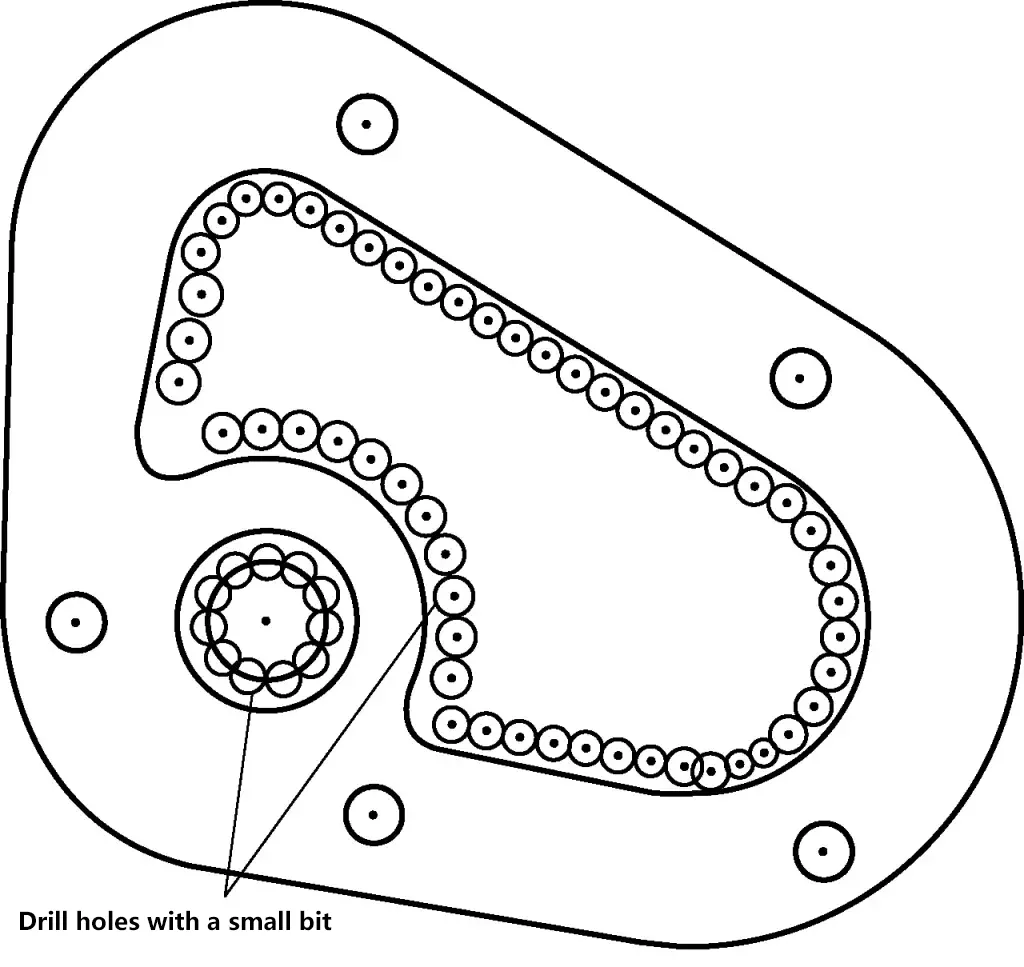
2) بالإضافة إلى الثقوب المحددة على الرسم التي تحتاج إلى معالجة، فإن لوحة العينة هذه تنطوي أيضًا على معالجة "ثقوب الإغاثة". وهذا يعني أنه يتم استخدام مثاقيب صغيرة (مثقاب ϕ5 مم أو ϕ6 مم هنا) لحفر ثقوب في التجويف الداخلي للوحة العينة، ثم يتم استخدام أزاميل مسطحة أو أزاميل ذات فتحات لإزميل التجويف الداخلي في الشكل، تمهيدًا للحشو اللاحق. يوضح الشكل 31 عملية التخفيف لهذه اللوحة العينة في الشكل 31.
3) الفكرة هي أنه إذا كان من الممكن وضع لوحة العينة هذه بشكل معقول وتثبيتها بأمان على المثقاب ذو الذراع الشعاعي، فيمكن معالجة جميع الثقوب الموجودة في لوحة العينة مرة واحدة دون الحاجة إلى التثبيت الثانوي. لهذا الغرض، تم استخدام فتحة T في طاولة عمل المثقاب للتثبيت كما هو موضح في الشكل 32.
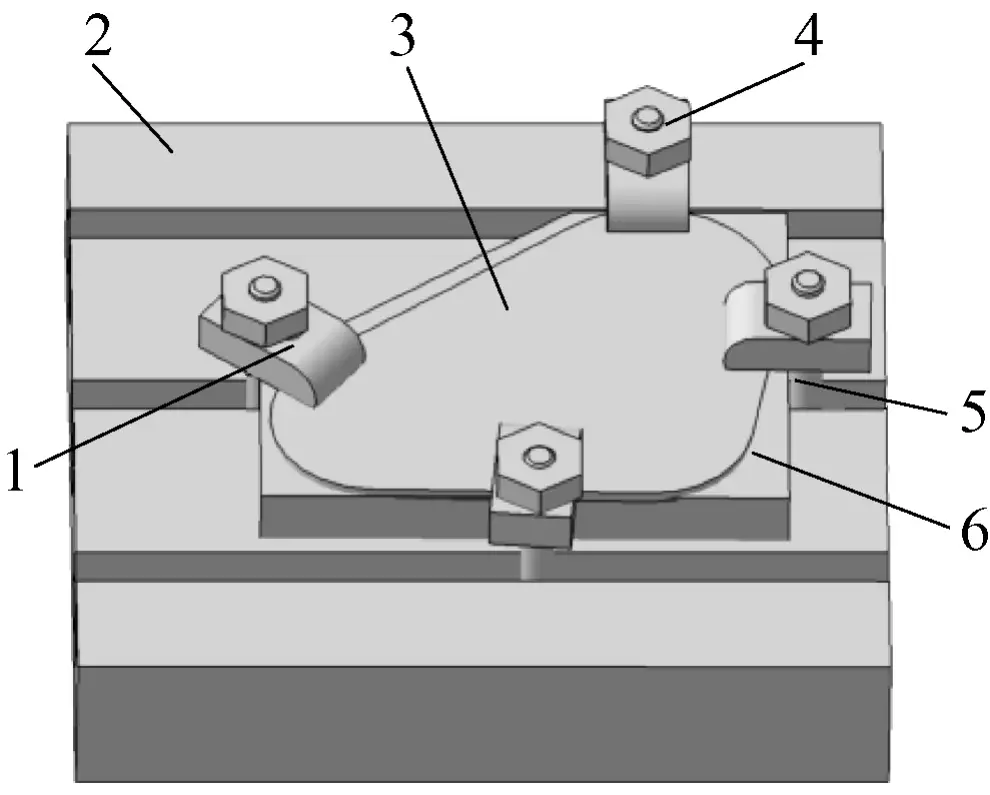
1-صفيحة الضغط 1-صفيحة الضغط
2-منضدة عمل الحفر 2-طاولة الحفر
3-قطعة العمل التي تتم معالجتها
4-صامولة لوحة الضغط 4 - صامولة لوحة الضغط
5-مسمار 5-T-مسمار
6-كتلة الخشب الصلب
4) كما هو موضح في الشكل 32، ضع لوحًا مسطحًا من الخشب الصلب بسماكة معينة (أكبر من 20 مم بشكل عام) تحت قطعة العمل التي تتم معالجتها، ثم أدخل المسمار T في الفتحة T من طاولة عمل المثقاب، واضغط على لوحة الضغط لأسفل، ثم أحكم ربط صامولة لوحة الضغط. هذا يكمل تركيب قطعة العمل على المثقاب.
5) هناك العديد من المشكلات التي تحتاج إلى عناية أثناء تركيب قطعة العمل:
① يجب أن يكون اللوح الخشبي الصلب المحدد مسطحًا على كلا السطحين العلوي والسفلي. خلاف ذلك، أثناء عملية التثبيت، لن يتسبب ذلك في تشوه قطعة العمل التي تتم معالجتها فحسب، بل سيؤثر أيضًا على سلامة واستقرار الحفر.
② تخطيط ألواح الضغط ووضعها بشكل معقول. كما هو موضح في الشكل 32، يتم وضع أربعة ألواح ضغط وفقًا لشكل وحجم قطعة العمل، مما يضمن بقاء قطعة العمل ثابتة أثناء عملية الحفر مع تجنب مناطق قطعة العمل التي تحتاج إلى الحفر.
③ يجب أن يكون تسلسل الشد وعزم دوران صواميل لوحة الضغط مناسبًا. مثل ربط البراغي المجمعة بإحكام، يجب ألا يتم شدها قطريًا فحسب، بل يجب أيضًا شد الصواميل تدريجيًا على مراحل؛ يجب ألا تكون قوة الشد كبيرة جدًا أو صغيرة جدًا. تؤثر القوة الصغيرة جدًا على الوضع الآمن، في حين أن القوة الكبيرة جدًا سوف تتسبب في تشوه قطعة العمل.
6) نظرًا لأن الصفيحة رقيقة نسبيًا (بسمك 5 مم)، يجب استخدام لقم الثقب ذات الصفيحة الرقيقة للحفر.
7) حفر ثقب R34 مم. نظرًا لأن ثقب R34 مم كبير نسبيًا، فإن الحفر المباشر باستخدام مثقاب مقاس ϕ68 مم ليس آمنًا ولا اقتصاديًا. لذلك، هناك طريقتان لمعالجة ثقب R34 مم:
① استخدم أولاً مثقابًا صغيرًا (ϕ5 مم أو ϕ6 مم) لحفر ثقوب الإغاثة (انظر الشكل 31)، ثم استخدم ملفًا نصف دائري أو ملفًا دائريًا للمعالجة.
② كما ذكرنا سابقًا، استخدم طريقة حفر الثقوب الكبيرة في الألواح الرقيقة.
8) يمكن معالجة الثقوب φ35 مم و R19 مم باستخدام الطريقتين التاليتين:
① المعالجة المباشرة باستخدام مثاقيب الألواح الرقيقة φ35 مم و ϕ38 مم. نظرًا لأن هذه الطريقة أقل أمانًا واقتصادية، ينبغي تجنبها إن أمكن.
② استخدم أولاً لقم الثقب الصغيرة (ϕ5 مم أو ϕ6 مم) لحفر ثقوب الإغاثة (انظر الشكل 31)، ثم استخدم ملف نصف دائري أو ملف دائري للمعالجة.
9) عند حفر الثقوب الخمسة ϕ11 مم، يجب استخدام لقم الثقب ذات الألواح الرقيقة.
10) يُمنع منعًا باتًا استخدام التغذية الآلية للأدوات أثناء الحفر والتوسيع.
الجدول 3 تحليل أسباب مشاكل الحفر في الحفر
| حدثت المشكلة | تحليل السبب الرئيسي | التدابير الوقائية | ||
| قطر الثقب واستدارة الثقب خارج نطاق التحمل أثناء الحفر | حافتي القطع في لقمة الحفر غير متساويتين في الطول وغير متماثلتين | طحن لقمة الحفر لتلبية المتطلبات | ||
| تذبذب لقمة الحفر المفرط | تذبذب مغزل الحفر المفرط | إصلاح ماكينة الحفر | ||
| مثقاب مثبت بزاوية في ظرف المثقاب | قم بتثبيت المثقاب بشكل صحيح | |||
| ساق المثقاب بالية، أو الاستدارة أو الاسطوانية خارج التفاوت المسموح به | استبدل لقمة الحفر | |||
| تتحرك الملزمة أثناء الحفر | علامة المثقاب المركزية صغيرة جدًا، حافة إزميل لقمة الحفر لا تدخل علامة المثقاب المركزية، مما يتسبب في تحريك الملزمة عند الضغط يدويًا لبدء الحفر | قم بتكبير علامة الثقب المركزي بعد التمركز الصحيح للسماح بتوسيط المثقاب بشكل صحيح | ||
| تلامس ضعيف بين قاعدة الملزمة وسطح طاولة الحفر، مما يتسبب في حركة الملزمة | إصلاح الملزمة وطاولة الحفر | |||
| قبضة غير كافية على مقبض الملزمة، مما يتسبب في حركة الملزمة أثناء الحفر | أمسك الملزمة بشكل صحيح (استخدم براغي على شكل حرف T لتثبيت الملزمة إذا لزم الأمر) | |||
| دقة موضع الفتحة خارج التفاوت المسموح به أثناء الحفر | خطأ في وضع العلامات | التحقق والتحقق بعد وضع العلامات | ||
| علامة تثقيب مركزية غير دقيقة (ليست عند تقاطع خطي مركز) | ضع علامة التثقيب المركزي بشكل صحيح باستخدام الطريقة الصحيحة | |||
| تتحرك قطعة العمل أثناء الحفر | تتحرك الملزمة أثناء الحفر (كما هو مذكور أعلاه) | |||
| قطعة العمل غير مثبتة بإحكام | قم بتثبيت قطعة العمل بإحكام باستخدام الطريقة الصحيحة | |||
| محور الحفر مائل | لقمة الثقب ليست عمودية على سطح قطعة العمل | 1) تحقق من تعامد لقمة الثقب على سطح قطعة العمل باستخدام مربع تعامد; 2) التحقق من توازي سطح قطعة العمل مع الجزء العلوي من فكي الملزمة باستخدام مسطرة فولاذية أو كتلة خربشة | ||
| ثقب الحفر منحني | معدل التغذية اليدوي مرتفع جداً | تحديد معدل التغذية اليدوية وفقًا لمتطلبات عملية الحفر | ||
| التصحيح القسري بعد اكتشاف أن مركز الثقب متوقف عند البدء في الحفر | أثناء الحفر التجريبي، اضبط موضع الثقب المنحرف وفقًا لمبادئ تحديد موضع الفتحة | |||
| خشونة الجدار الداخلي للفتحة عالية جداً | حافة قطع لقمة الثقب ليست حادة | قم بشحذ لقمة الحفر لتلبية متطلبات حدة حافة القطع | ||
| الاهتزاز المفرط أثناء عملية قطع لقمة الحفر | اهتزاز المغزل المفرط | إصلاح ماكينة الحفر | ||
| لقمة الثقب غير مثبتة بشكل صحيح | إعادة تشبيك لقمة الحفر | |||
| زاوية تنفيس لقمة الحفر كبيرة جداً | طحن زاوية تنفيس لقمة الحفر وفقًا للمتطلبات | |||
| معدل التغذية مرتفع للغاية | اختر معدل تغذية معقول للحفر بناءً على عوامل مثل مادة قطعة العمل وقطر الثقب | |||
| عدم كفاية التبريد والتشحيم أثناء الحفر | استخدام سائل القطع في الوقت المناسب أثناء الحفر | |||
| حافة قطع لقمة الحفر بالية | سرعة الحفر عالية جدًا | تحديد سرعة الحفر وفقًا لمتطلبات عملية الحفر | ||
| عدم كفاية التبريد والتشحيم | توفير تبريد وتزييت كافيين | |||
| عدم اختيار زاوية القطع المناسبة لقمة الحفر بناءً على المادة والصلابة | حدد زاوية قطع لقمة الحفر وفقًا لمتطلبات عملية الحفر | |||
| كسر لقمة الحفر | حافة قطع لقمة الثقب ليست حادة | اشحذ لقمة الحفر | ||
| تكون قطعة العمل مفكوكة أو تتحرك الملزمة، مما يؤدي إلى التواء لقمة الحفر وكسرها بالقوة | قم بتثبيت قطعة العمل بإحكام وفقًا لمتطلبات العملية، ومنع حركة الملزمة أثناء الحفر (إذا لزم الأمر، استخدم مسامير على شكل حرف T لتثبيت الملزمة) | |||
| قوة التغذية الزائدة | حدد قوة التغذية بناءً على المادة وقطر الثقب | |||
| الفشل في تحديد السرعة ومعدل التغذية المناسبين | تحديد سرعة الحفر ومعدل التغذية وفقًا لمتطلبات عملية الحفر | |||
| عدم تقليل معدل التغذية عندما يكون الثقب على وشك الاختراق | تقليل معدل التغذية عندما يكون الثقب على وشك الاختراق | |||
| الرقائق تسد المزامير | قم بسحب المثقاب بانتظام لإزالة البُرادة | |||





