التصنيع الآلي الجاف 101: شرح المبادئ والخصائص
يُحدث التصنيع الآلي الجاف، وهي عملية تغني عن الحاجة إلى سائل التبريد، ثورة في هذه الصناعة. تشرح هذه المقالة الفوائد والتحديات التي تواجهها...
تقدم هذه المقالة عن التفريز نظرة عامة شاملة على التقنيات والأدوات والماكينات الضرورية لقطع وتشكيل الأجزاء المعدنية. بدءًا من فهم أنواع ماكينات التفريز إلى إتقان قواطع التفريز المختلفة، ستحصل على رؤى قيمة حول تعقيدات عملية التصنيع الأساسية هذه. تعمّق في استكشاف كيفية تعزيز الطحن للإنتاجية والدقة في التصنيع، مما يضمن نتائج عالية الجودة.

معالجة الطحن هي طريقة لقطع قطع الشغل على ماكينة طحن باستخدام أداة دوارة متعددة الشفرات، وهي الطريقة الأساسية لمعالجة المستويات والأخاديد. أثناء الطحن، فإن دوران قاطع الطحن هو الحركة الرئيسية، والحركة الخطية أو الحركة الدوارة لقاطع الطحن أو قطعة العمل على طول اتجاه الإحداثيات هي حركة التغذية.
قاطع الطحن عبارة عن أداة متعددة الشفرات، كل سن من أسنانها يعادل أداة مخرطة، وتشارك أسنان متعددة في القطع أثناء معالجة الطحن. بالنسبة لسن واحد، فإن خصائص القطع الخاصة به هي في الأساس نفس خصائص الخراطة، ولكن عملية القطع للأداة بأكملها لها جوانبها الفريدة.
أثناء الطحن، نظرًا لمشاركة أسنان متعددة في القطع، يكون معدل إزالة المعدن مرتفعًا، وتكون عملية القطع لكل سن متقطعة، ويكون جسم الأداة كبيرًا نسبيًا، وبالتالي، تكون ظروف تبديد الحرارة ونقل الحرارة أفضل، ويمكن أن تكون سرعة الطحن أعلى، ويمكن أن تكون معلمات القطع الأخرى أكبر أيضًا، وبالتالي تكون إنتاجية الطحن عالية جدًا.
أثناء الطحن، يقوم كل سن بقطع داخل وخارج الشُّغْلَة بالتناوب، مما يشكل قطعًا متقطعًا، وتختلف سماكة القطع لكل سن، مما يسبب اختلافات كبيرة في قوة القطع، وتتعرض الشُّغْلَة والسن إلى صدمات واهتزازات دورية. يكون الطحن في حالة من الاهتزاز وعدم الاستقرار، الأمر الذي يتطلب أن تكون أداة الماكينة والتركيبات ذات صلابة عالية وقدرات مضادة للاهتزاز.
يمكن للحرارة والصدمات والاهتزازات الناتجة عن الطحن أن تقلل من عمر الأداة وتؤثر على جودة سطح الماكينات، وبصفة عامة، ينتمي الطحن بشكل أساسي إلى فئة الماكينات الخشنة وشبه النهائية.
نظرًا لأن قاطع التفريز عبارة عن أداة متعددة الشفرات، فإن مساحة البُرادة ومساحة الاحتفاظ بالبُرادة للأسنان شبه مغلقة، وتكون المسافة بين الأسنان المتجاورة محدودة، ولذلك، يجب أن يكون للبُرادة المقطوعة بواسطة كل سن مساحة كافية لاستيعابها وإمكانية إزالتها بسلاسة، وإلا فسوف تتسبب في تلف الأداة.
يمكن معالجة نفس السطح المشكل بنفس الشكل باستخدام قواطع تفريز وطرق تفريز مختلفة عند الطحن. على سبيل المثال، عند طحن مستوٍ، يمكن استخدام قواطع الطحن الأسطوانية وقواطع الطحن الطرفية وقواطع الطحن الوجهية وما إلى ذلك، ويمكن اعتماد طرق الطحن المتسلقة أو طرق الطحن التقليدية. يمكن أن يلبي ذلك متطلبات مواد الشغل المختلفة وظروف القطع الأخرى، لتحسين كفاءة القطع وعمر الأداة.
نطاق معالجة الطحن واسع جدًا، كما هو موضح في الشكل 1. مع اختلاف أنواع الطحن القواطع، فمن الممكن معالجة الأسطح المستوية، والأسطح المتدرجة، والأخاديد، والأسطح ذات الأشكال، إلخ. بالإضافة إلى ذلك، يمكن أيضًا تركيب أدوات معالجة الثقوب مثل المثاقب، والمثاقب، وأدوات الثقب على ماكينة التفريز لمعالجة الثقوب على قطعة العمل.
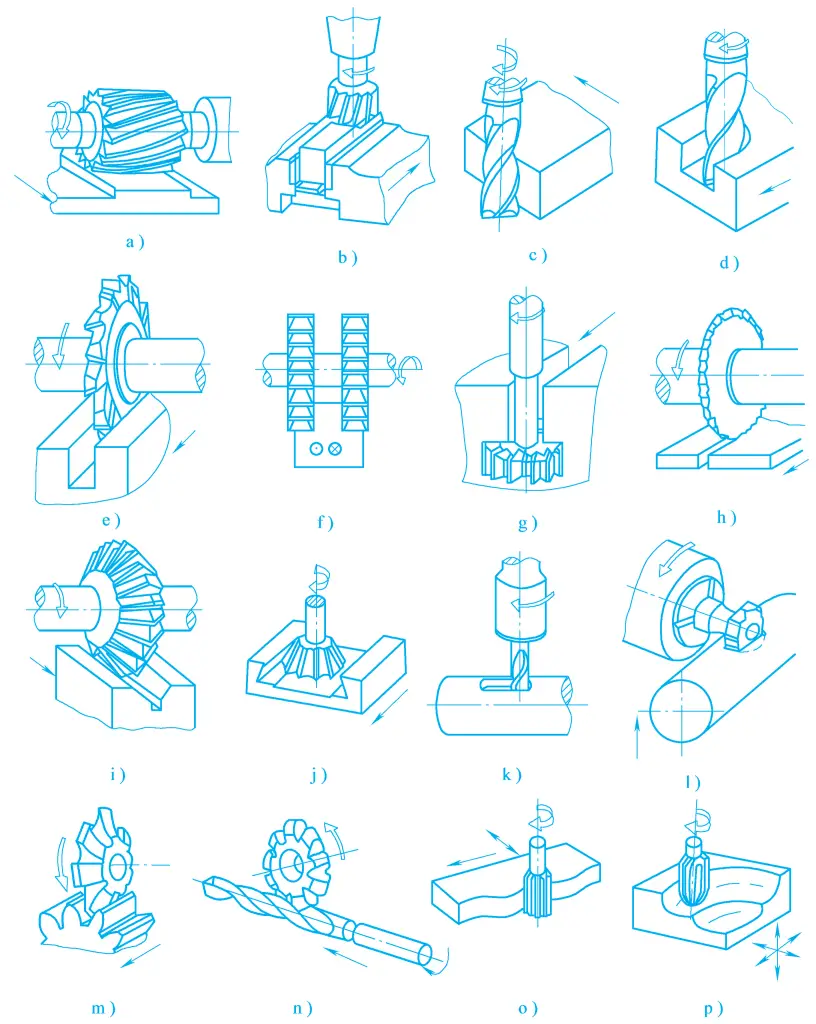
أ)، ب)، ج) طائرات الطحن
د)، (ه) أخاديد الطحن
و) خطوات الطحن
ز) طحن فتحات الطحن على شكل حرف T
ح) فتحات الطحن
ط)، (ي) زوايا الطحن
ك)، ل) طحن مفاتيح الطحن
م) طحن أسنان التروس
ن) طحن الأخاديد الحلزونية
س) طحن الأسطح المنحنية
ع) طحن الأسطح المنحنية ثلاثية الأبعاد
يمكن استخدام الطحن للتشغيل الآلي الخشن أو نصف التشطيب أو التشطيب النهائي لقطع العمل. تتراوح درجة تفاوت الأبعاد في معالجة الطحن بشكل عام بين IT7 وIT13، و خشونة السطح تبلغ قيمة Ra 12.5 ~ 1.6 ميكرومتر. الطحن ليس مناسبًا فقط لإنتاج قطعة واحدة ودفعة صغيرة ولكن أيضًا للإنتاج بكميات كبيرة.
أثناء الطحن، يُطلق على طبقة المعدن بين سطحين انتقاليين يتشكلان على التوالي على قطعة العمل بواسطة الأسنان المتجاورة على قاطع الطحن طبقة القطع. تحدد معلمات الطحن شكل وحجم طبقة القطع، والتي لها تأثير كبير على عملية الطحن.
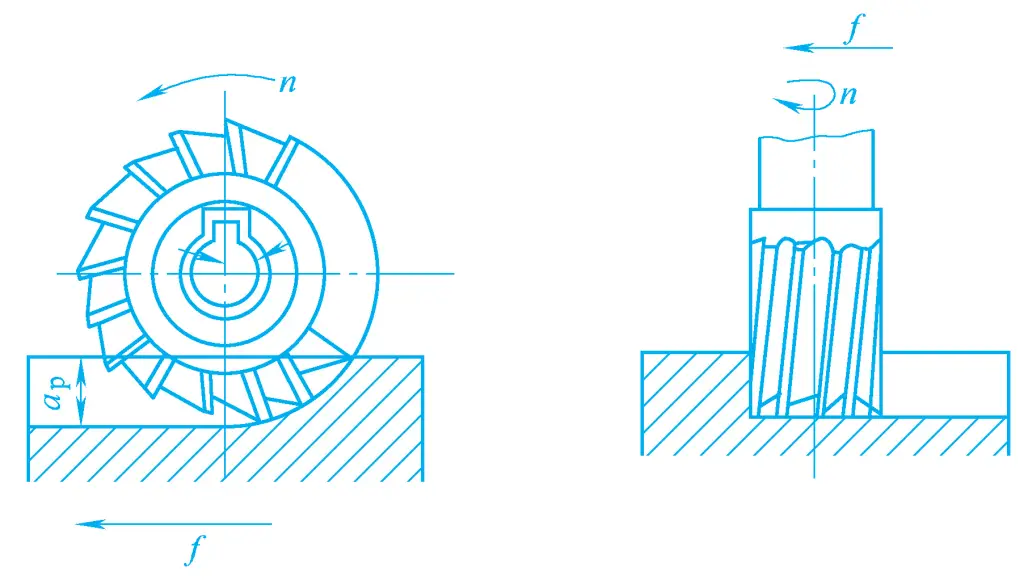
وفقًا لمواضع التوزيع المختلفة لحواف القطع على قاطع الطحن، يمكن تقسيم الطحن إلى طحن محيطي وطحن الوجه. يُطلق على الطحن بالأسنان الموزعة على السطح الأسطواني لقاطع الطحن اسم الطحن المحيطي، ويُطلق على الطحن بالأسنان الموزعة على الوجه النهائي لقاطع الطحن اسم الطحن على الوجه، كما هو موضح في الشكل 2. تتضمن معلمات الطحن عناصر الطحن التالية.
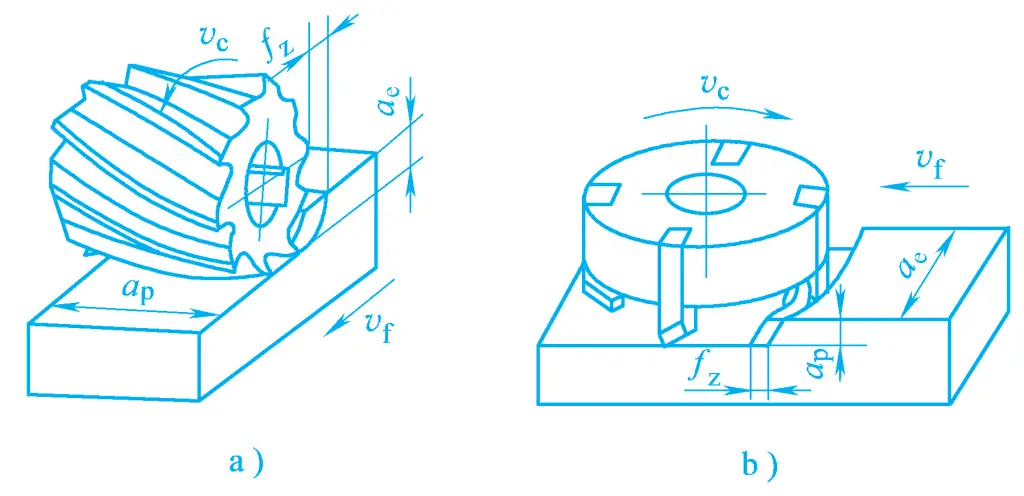
أ) الطحن المحيطي
ب) طحن الوجه
سرعة الطحن هي السرعة الخطية لدوران قاطع الطحن، أي السرعة اللحظية لنقطة محددة على حافة قطع قاطع الطحن بالنسبة لقطعة العمل في اتجاه الحركة الرئيسية، والتي يمكن حسابها بالصيغة التالية:
Vc= πdn/1000
المكان
أثناء الطحن، يُطلق على الإزاحة النسبية لقطعة العمل وقاطع الطحن في اتجاه التغذية معدل التغذية، والذي له ثلاث طرق تمثيل:
1) التغذية لكل سن وz
الإزاحة النسبية لقاطع التفريز بالنسبة لقطعة العمل في اتجاه التغذية عند دوران كل سن من أسنان قاطع التفريز، مقيسة بوحدة مم/ض.
2) التغذية لكل دورة f
يشير إلى الإزاحة النسبية لقاطع الطحن بالنسبة لقطعة الشُّغْلَة في اتجاه التغذية عندما يقوم قاطع الطحن بدورة كاملة واحدة، مقيسة بوحدة مم/ص. العلاقة بين التغذية لكل سن والتغذية لكل دورة هي كما يلي:
fz= f/z
حيث z هو عدد أسنان قاطع الطحن.
3) سرعة التغذية Vf
الإزاحة النسبية لقطعة الشُّغْلَة وقاطع الطحن في اتجاه التغذية لكل وحدة من الزمن، مقيسة بوحدة مم/دقيقة. العلاقة بينهما كما يلي:
Vf=fn =fzزن
حيث n هي سرعة قاطع الطحن (ص/دقيقة).
يشير إلى حجم طبقة القطع المقاسة بالتوازي مع محور قاطع الطحن. بالنسبة للطحن النهائي، فإنp هو عمق طبقة القطع؛ بالنسبة إلى الطحن المحيطي، أp هو عرض السطح الذي يتم تشكيله آليًا.
يشير إلى حجم طبقة القطع المقاسة بشكل عمودي على محور قاطع الطحن. بالنسبة للطحن النهائي، فإن e هو عرض السطح الذي يتم تشكيله آليًا؛ بالنسبة للطحن المحيطي، أe هو عمق طبقة القطع.
هناك العديد من أنواع وأشكال آلات التفريز، من بينها آلات تفريز طاولة الرفع، وآلات تفريز الطاولة غير المرفوعة، وآلات التفريز العملاقة هي الأنواع الأساسية. للتكيف مع كائنات الآلات المختلفة وأنواع الإنتاج المختلفة، تم تطوير العديد من الأنواع المشتقة من آلات الطحن، مثل آلات طحن الروك والطحن المنزلق، وآلات طحن الأدوات، وآلات طحن المظهر الجانبي، إلخ. بالإضافة إلى ذلك، هناك العديد من آلات التفريز المتخصصة، مثل آلات تفريز الحفر، وآلات تفريز العمود المرفقي، إلخ. فيما يلي مقدمة موجزة لأنواع آلات التفريز الشائعة.
تتمثل خاصية هذا النوع من أدوات الماكينة في أنها تحتوي على طاولة رفع يمكنها التحرك لأعلى ولأسفل على طول قضبان التوجيه الرأسية للسرير، ويمكن لمنضدة العمل ضبط موضعها وحركة التغذية الكاملة في ثلاثة اتجاهات متعامدة متبادلة. يتم استخدام هذا النوع من أدوات الماكينات على نطاق واسع، وذلك بشكل أساسي لمعالجة قطع العمل المتوسطة والصغيرة في الإنتاج أحادي القطعة والدفعة الصغيرة. تشمل ماكينات تفريز طاولة الرفع الشائعة الأنواع التالية:
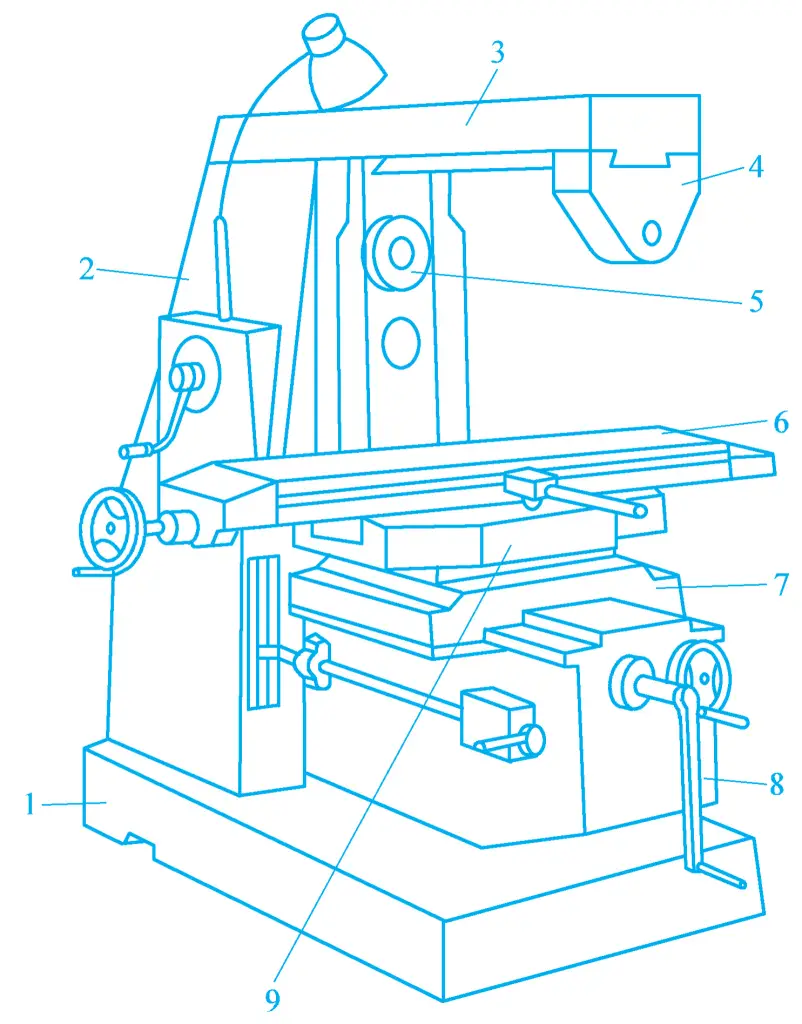
يتم ترتيب عمود الدوران لماكينة تفريز طاولة الرفع الأفقية بشكل أفقي، ومظهره ومكوناته موضحة في الشكل 3. يتم تثبيت السرير 1 على القاعدة 8، ويحتوي على آليات تغيير سرعة الحركة الرئيسية، وآليات التحكم، والمغزل 3. تتحرك طاولة الرفع 7 لأعلى ولأسفل على طول قضبان التوجيه الرأسية للسرير، ويتحرك السرج 6 بشكل جانبي على طاولة الرفع 7، ويمكن لمنضدة الشغل 5 إجراء حركة تغذية طولية على السرج. يمكن أن تتحرك طاولة الرفع، وطاولة العمل، والسرج جميعًا بسرعة.
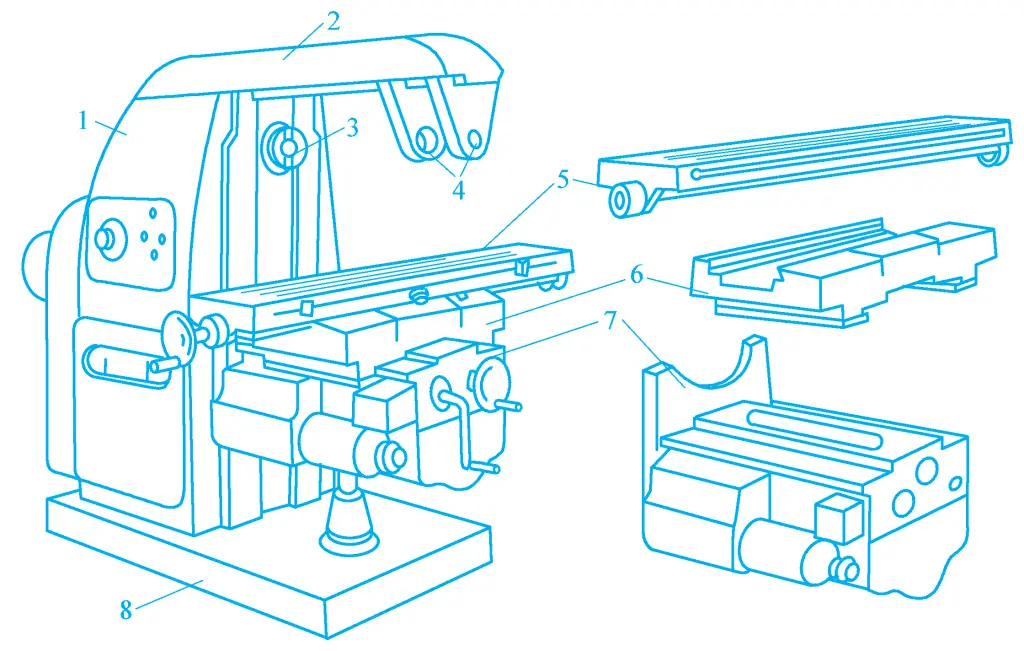
1-سرير واحد
2-الحزمة 2
3-المغزل
4-دعم المنشور 4 - أداة الدعم
5-منضدة العمل
6-سرج 6
7-طاولة الرفع 7
8-القاعدة 8
يتمثل الاختلاف بين ماكينة تفريز طاولة الرفع الأفقية الشاملة الأفقية وماكينة تفريز طاولة الرفع الأفقية في وجود طاولة دوارة على السرج، وتتحرك طاولة العمل طوليًا في قضبان التوجيه على الطاولة الدوارة. يمكن للطاولة الدوارة أن تدور حول المحور الرأسي في نطاق ±45 درجة، وبالتالي توسيع النطاق التكنولوجي لماكينة التفريز.
إن ماكينة التفريز من طراز X6132 هي ماكينة تفريز طاولة الرفع الأفقية العامة شائعة الاستخدام، ويظهر مظهرها في الشكل 4. تتميز أداة الماكينة هذه بهيكل كامل نسبيًا، ومجموعة واسعة من تغييرات السرعة، وصلابة جيدة، وتشغيل مريح، وجهاز ضبط تلقائي لخلوص التغذية الطولية.
1-القاعدة 1
2-هيئة سرير 2
3-العارضة المعلقة
4-حامل القضيب السكين 4
5-المغزل الرئيسي
6-منضدة العمل
سرج 7 أسرّة
8-طاولة رفع 8
9-الطاولة الدوارة
تشبه ماكينة التفريز ذات الرأس الدوار العالمي من الناحية الهيكلية ماكينة تفريز طاولة الرفع الأفقية، كما هو موضح في الشكل 5. إنها في الأساس ماكينة تفريز أفقية، ولكن على طرفي شريحتها 2، يتم تركيب محرك كهربائي 1 ورأس تفريز عمودي عالمي 3، يمكن إمالة رأس التفريز في أي اتجاه لإجراء عمليات التفريز.
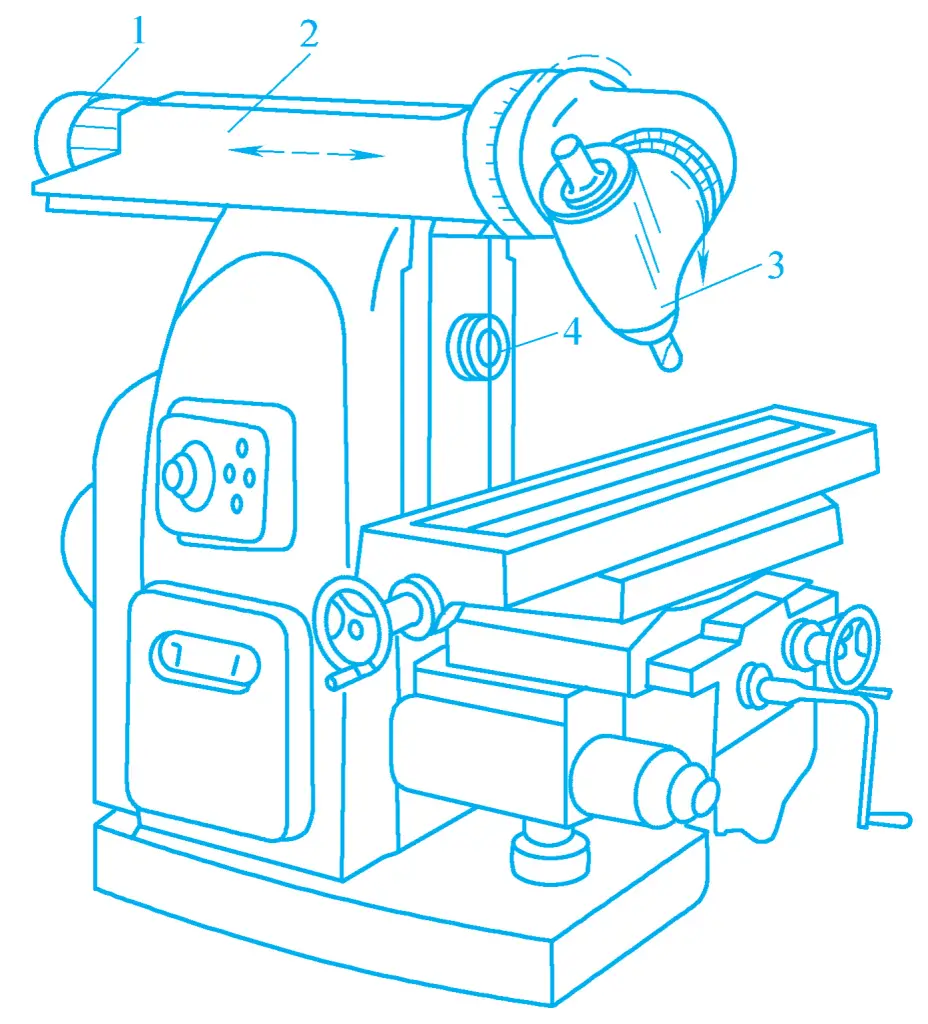
1-محرك كهربائي
2-الشريحة 2
3-رأس تفريز عمودي شامل
4-عمود الدوران الرئيسي الأفقي
يتمثل الاختلاف الأكبر بين ماكينة تفريز طاولة الرفع العمودية وماكينة تفريز طاولة الرفع الأفقية في أن المغزل مرتب عموديًا، كما هو موضح في الشكل 6. يمكن لرأس التفريز الرأسي لماكينة تفريز طاولة الرفع الرأسية الدوران إلى اليمين أو اليسار في نطاق ±45 درجة في المستوى الرأسي، لتوسيع نطاق التشغيل الآلي لماكينة التفريز.
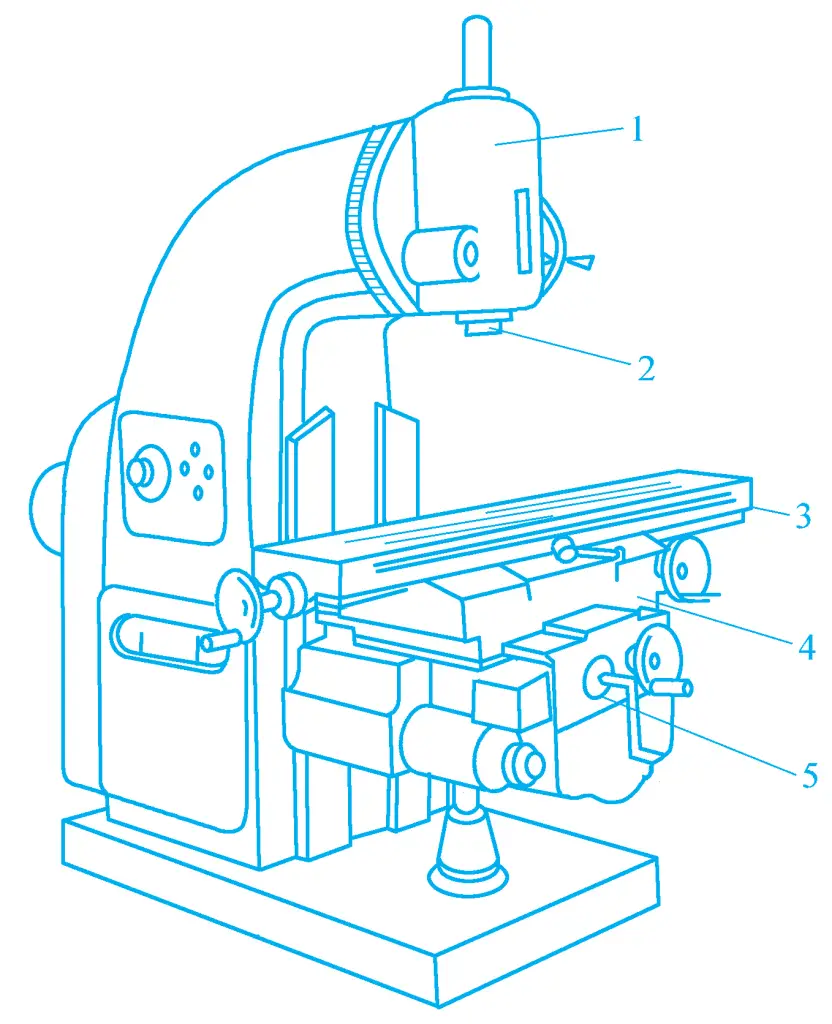
1-رأس الطحن
2-المغزل الرئيسي
3-منضدة العمل
4-سرج 4
5-طاولة الرفع 5
يمكن لماكينة التفريز من هذا النوع من ماكينات التفريز أن تتحرك طوليًا وأفقياً فقط على قاعدة ثابتة (طاولة عمل مستطيلة) أو تدور حول محور عمودي (طاولة عمل دائرية)، مع حركة ضبط رأسية وحركة تغذية مكتملة بواسطة صندوق المغزل الرئيسي للماكينة. تتميز بصلابة ومقاومة اهتزاز أفضل من ماكينة تفريز طاولة الرفع، وهي مناسبة للمعالجة بكميات قطع أكبر. يوضح الشكل 7 مظهر ماكينة التفريز بدون طاولة الرفع.
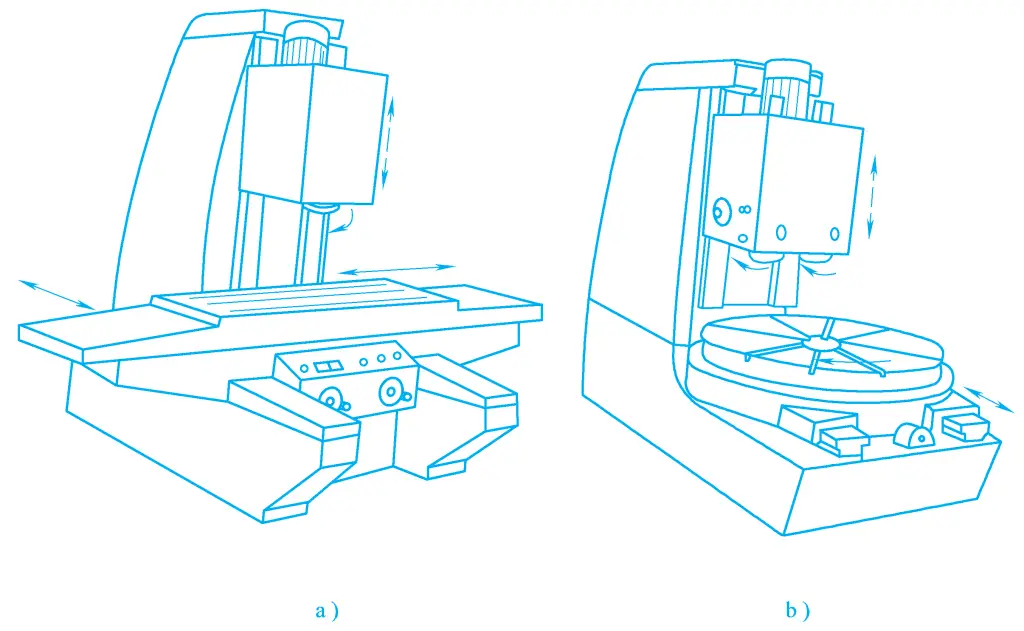
أ) حركة طاولة العمل
ب) دوران طاولة العمل
ماكينة التفريز العملاقة هي ماكينة تفريز عالمية كبيرة وعالية الكفاءة، وتستخدم بشكل أساسي لمعالجة مختلف قطع العمل الكبيرة مثل الطائرات، والأخاديد، وما إلى ذلك. يمكنها إجراء الطحن الخشن، والطحن شبه النهائي، وكذلك الطحن النهائي. يوضح الشكل 8 مظهر ماكينة التفريز العملاقة.
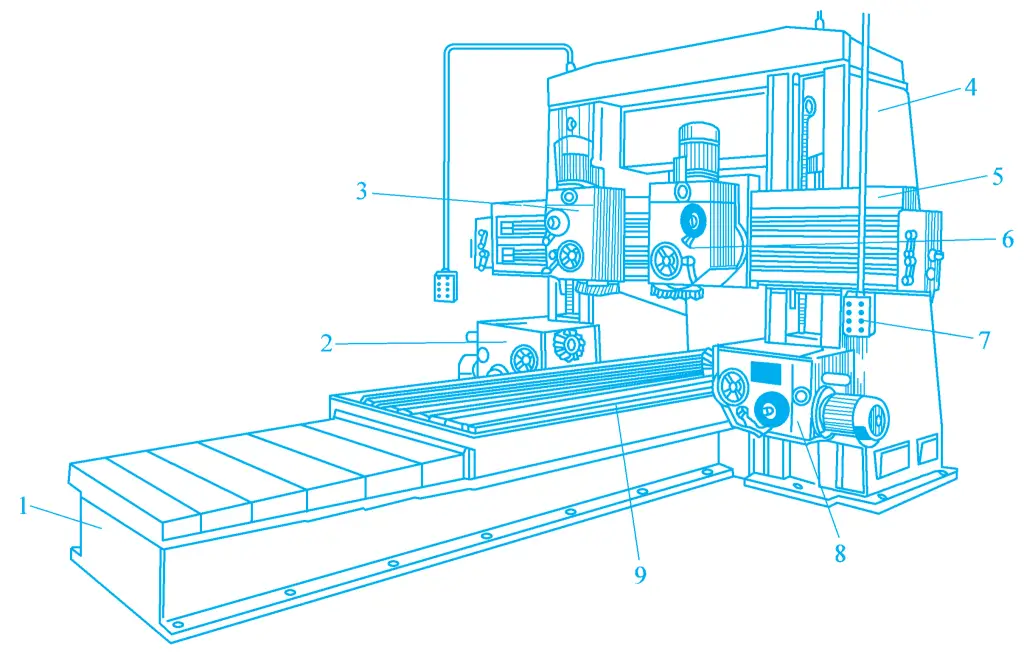
1-سرير واحد
2، 8-رأس التفريز الأفقي
3، 6-رأس تفريز عمودي
4-العمود 4
5-الشعاع المتقاطع
تحتوي أداة الماكينة على هيكل إطار، يمكن أن تتحرك العارضة 5 لأعلى ولأسفل على العمود 4 لاستيعاب ارتفاع قطعة العمل. يتم تركيب صندوقي مغزل تفريز عمودي (رأسي تفريز عمودي) 3 و6 على العارضة. يتم تركيب رأسي تفريز أفقيين 2 و8 على العمودين، على التوالي، كل رأس تفريز هو مكون مستقل، يحتوي على آلية تغيير سرعة الحركة الرئيسية، والمغزل، وآلية التشغيل.
يتم تثبيت المحرك الرئيسي من نوع الشفة في نهاية صندوق عمود التفريز. يمكن أن تتحرك طاولة العمل أفقيًا طوليًا على السرير 1. يمكن أن يتحرك رأس التفريز الرأسي أفقيًا عبر العارضة، ويمكن أن يتحرك رأس التفريز الأفقي لأعلى ولأسفل على العمود.
يمكن أن تكون كل هذه الحركات حركات تغذية، أو يمكن أن تكون حركات تموضع سريعة لضبط الموضع النسبي بين رأس التفريز وقطعة الشُّغْلَة. يتم تركيب عمود الدوران داخل غلاف عمود الدوران ويمكن تمديده أو سحبه يدويًا لضبط مقدار القطع الخلفي. 7 محطة أزرار معلقة.
يمكن لماكينات التفريز الجسرية استخدام رؤوس تفريز متعددة لآلة العديد من أسطح قطعة العمل أو آلة العديد من قطع العمل في نفس الوقت، وبالتالي فإن الإنتاجية عالية جدًا، وتستخدم على نطاق واسع في الإنتاج على دفعات والإنتاج الضخم.
يعتبر رأس التقسيم العام ملحقًا مهمًا لماكينة التفريز (انظر الشكل 9)، ويستخدم لتوسيع نطاق التشغيل الآلي لماكينة التفريز. عند تصنيع قطع عمل معينة (مثل التروس وأعمدة الدوران وقطع العمل ذات الأخاديد الحلزونية وما إلى ذلك) على ماكينة التفريز، يتم استخدام رأس التقسيم العام، ويتم تثبيت قاعدته على طاولة عمل ماكينة التفريز. يوجد جسم دوّار على القاعدة، ويحتوي جانب الجسم الدوّار على لوحة تقسيم، مع وجود عدة دوائر من الثقوب الصغيرة المقسمة بالتساوي على جانبي لوحة التقسيم.
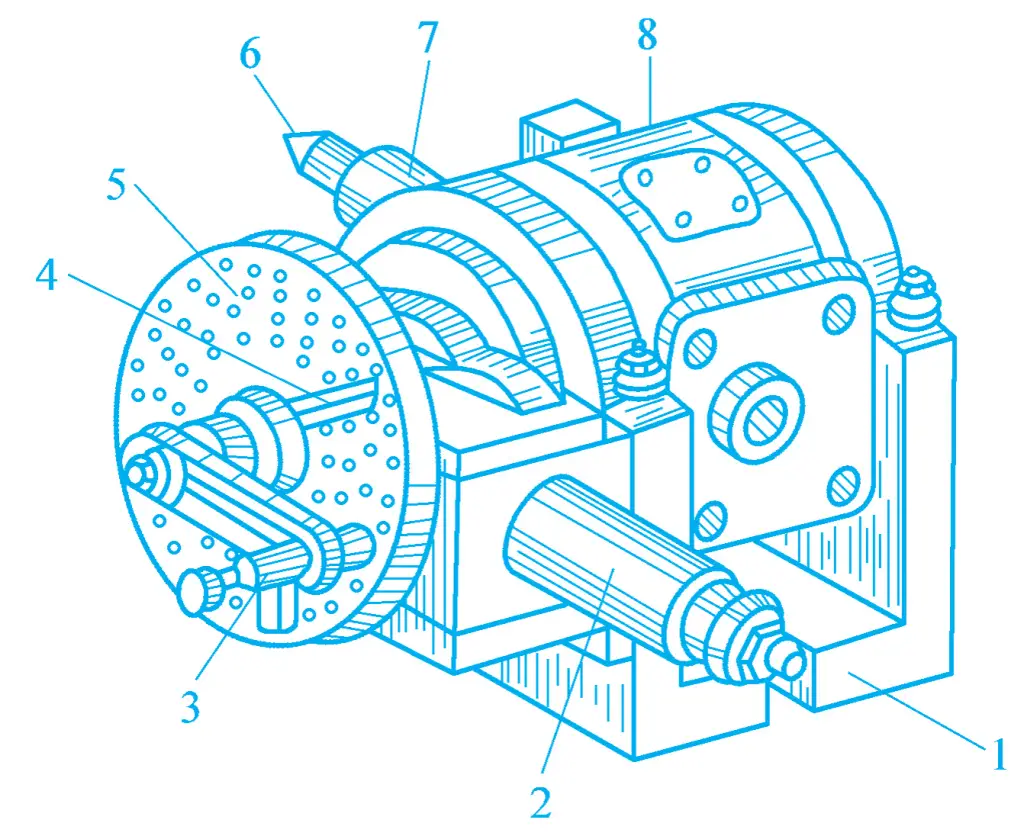
1-القاعدة 1
2-العمود الجانبي
3-مقبض 3
4-مقياس التقسيم
5-لوحة التقسيم
6-طرف المركز
7-المغزل
8-جسم دوار
من خلال تدوير المقبض، تدفع آلية النقل الداخلية لرأس التقسيم العام عمود الدوران للدوران. يمكن أن يدور عمود الدوران بأي زاوية بين -6° و90° مع الجسم الدوّار، وبالتالي يمكن أن تميل قطعة العمل بالزاوية المطلوبة بالنسبة لسطح طاولة العمل. يحتوي الطرف الأمامي من عمود الدوران على فتحة مستدقة قياسية، والتي يمكن إدخال الطرف المركزي، ويحتوي الجزء الخارجي على خيوط لتركيب الأظرف، وألواح الاتصال، والأظرف الطوقية لحمل قطع الشُّغْلَة المختلفة.
يمكن حساب عدد الدوائر والفتحات التي يجب أن يديرها المقبض على لوحة التقسيم العامة وفقًا لاحتياجات تشغيل الشُّغْلَة آليًا، لإكمال التقسيم المتساوي أو غير المتساوي لقطعة الشُّغْلَة. يتم دعم الشغلة بين الطرف المركزي على عمود دوران رأس التقسيم والطرف المركزي على الغُرَاب المتحرك المثبت على طاولة العمل، أو يمكن تشكيلها باستخدام ظرف، كما هو موضح في الشكل 10.
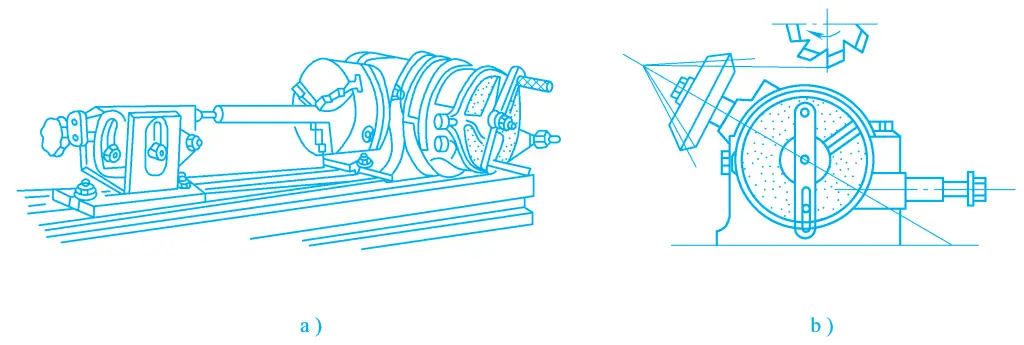
أ) طريقة التثبيت للأعمدة الطويلة
ب) طريقة التشبيك للتروس المخروطية
بالإضافة إلى ذلك، من خلال تجهيز مجموعة من التروس التبادلية بين العمود الجانبي لرأس التقسيم العام وبرغي التغذية الخاص بمنضدة العمل، يتم تشغيل دوران مغزل رأس التقسيم العام بواسطة برغي تغذية المنضدة بنسبة نقل معينة، وبالتالي يتم الجمع بين حركة التغذية الطولية لمنضدة العمل والحركة الدورانية لمغزل رأس التقسيم العام لتشكيل حركة حلزونية لتصنيع الأخاديد الحلزونية.
يتم تركيب رأس التفريز العمودي (انظر الشكل 11) على ماكينة تفريز أفقية، مما يسمح لماكينة التفريز الأفقية بالعمل كماكينة تفريز عمودية، وبالتالي توسيع نطاق التشغيل الآلي. يمكن لرأس التفريز الرأسي الدوران 360 درجة في المستوى الرأسي، وتكون سرعة عمود الدوران الخاص به بشكل عام هي نفس سرعة عمود دوران ماكينة التفريز مع نسبة نقل تبلغ 1:1.
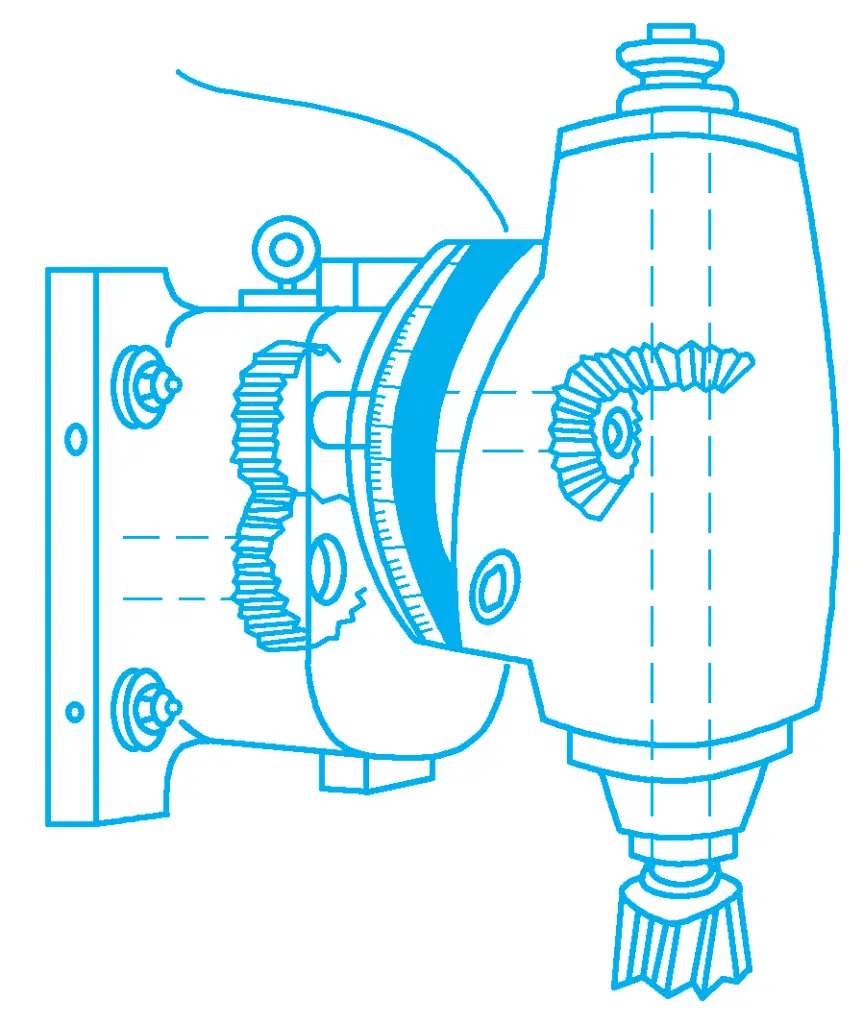
يتم استخدام رأس التفريز العام (انظر الشكل 12) أيضًا في ماكينات التفريز الأفقية، ويمكنه الدوران 360 درجة في مستويين متعامدين متبادلين. لذلك، يمكن أن يجعل رأس مغزل رأس الطحن يشكل أي زاوية مع سطح طاولة العمل، مما يحقق معالجة الطحن للأسطح المختلفة مع متطلبات الزاوية في لقط واحد. نسبة النقل بين مغزلها ومغزل ماكينة التفريز هي أيضًا 1:1.
قواطع التفريز هي نوع من أدوات القطع متعددة الأسنان، مع تنوع واسع، ويمكن تصنيفها وفقًا لاستخدامها على النحو التالي.
1) قاطع التفريز الأسطواني
يمكن استخدامها لآلة المستويات الضيقة نسبيًا على ماكينات التفريز الأفقية. يمكن تصنيع قاطعة التفريز الأسطوانية بالكامل من فولاذ الأدوات عالي السرعة (انظر الشكل 13 أ)، أو يمكن تصنيعها بإدخالات كربيد الأسمنت (انظر الشكل 13 ب).
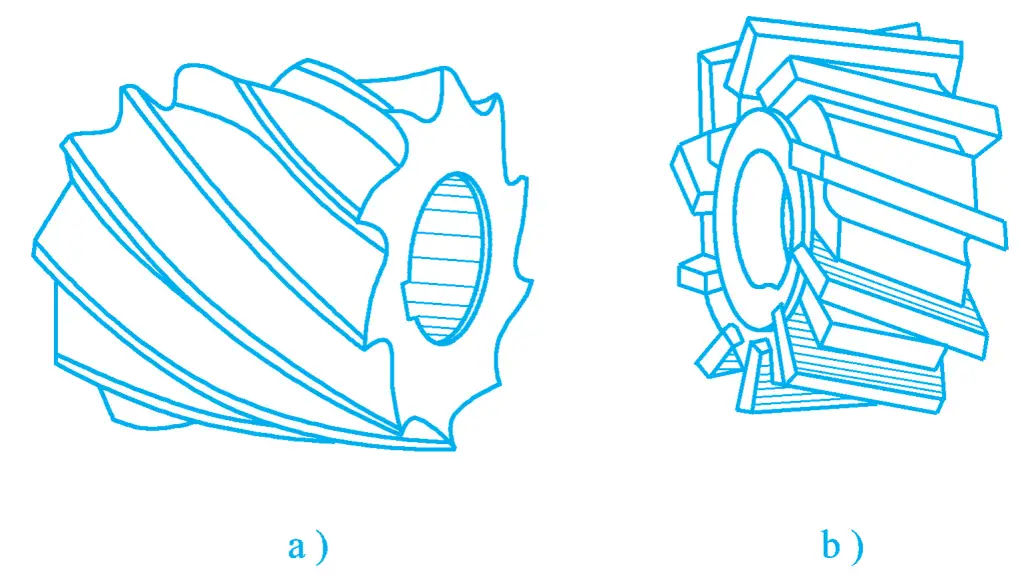
أ) النوع المتكامل
ب) نوع الإدراج
لتحسين الثبات أثناء الطحن، فإن الأسنان الحلزونية الشكل شائعة. يحتوي قاطع التفريز هذا على نوعين: قاطع التفريز الأسطواني ذو الأسنان الخشنة لديه عدد أقل من الأسنان، وقوة أسنان عالية، ومساحة كبيرة للبُرادة ومساحة كبيرة للبُرادة وأوقات طحن أكثر، وهو مناسب للتشغيل الآلي الخشن؛ وقاطع التفريز الأسطواني ذو الأسنان الدقيقة لديه عدد أكبر من الأسنان ويعمل بسلاسة، وهو مناسب للتشطيب.
عند تحديد قطر قاطع التفريز، يجب التأكد من أن مغزل قاطع التفريز يتمتع بالصلابة والقوة الكافية، وعادةً ما يعتمد ذلك على كمية الطحن ومغزل قاطع التفريز لتحديد قطر قاطع التفريز.
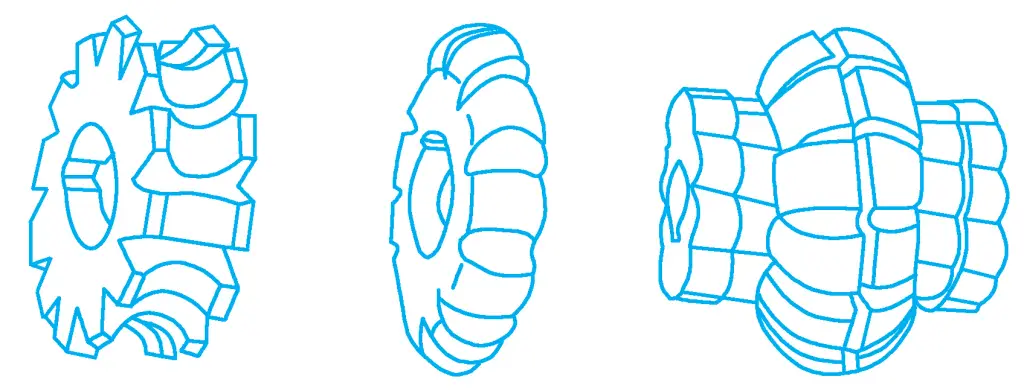
2) قاطع تفريز الوجه
تُصنع قواطع تفريز الوجه ذات القطر الصغير بالكامل من فولاذ الأدوات عالي السرعة (انظر الشكل 14 أ)، ويتم تجميع قواطع تفريز الوجه ذات القطر الكبير برؤوس قواطع كربيد الأسمنت الملحومة (انظر الشكل 14 ب)، أو استخدام إدخالات كربيد الأسمنت القابلة للفهرسة القابلة للفهرسة ميكانيكيًا (انظر الشكل 14 ج). تعتبر قواطع تفريز الوجه المصنوعة من كربيد الأسمنت مناسبة للطحن عالي السرعة للمستويات، بسبب صلابتها الجيدة وكفاءتها العالية وجودة تصنيعها الجيدة، وبالتالي فهي تستخدم على نطاق واسع.
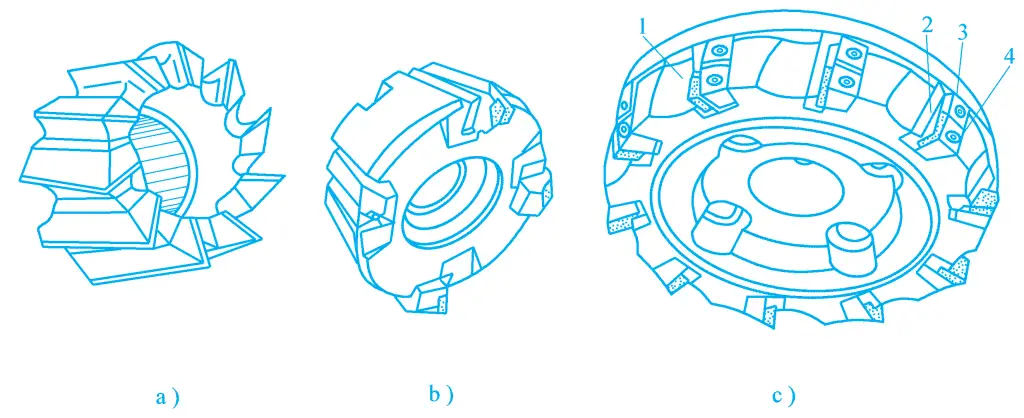
أ) شفرة القاطع المتكاملة
ب) شفرة قاطعة كربيد الأسمنت الملحومة
ج) شفرة قاطعة كربيد أسمنتي قابلة للفهرسة مثبتة ميكانيكيًا
1-جسم القاطع
2 مقعد بوضعيتين
3-مشبك مقعد 3 وضعيات
4-مشبك شفرة القطع 4-مشبك الشفرة
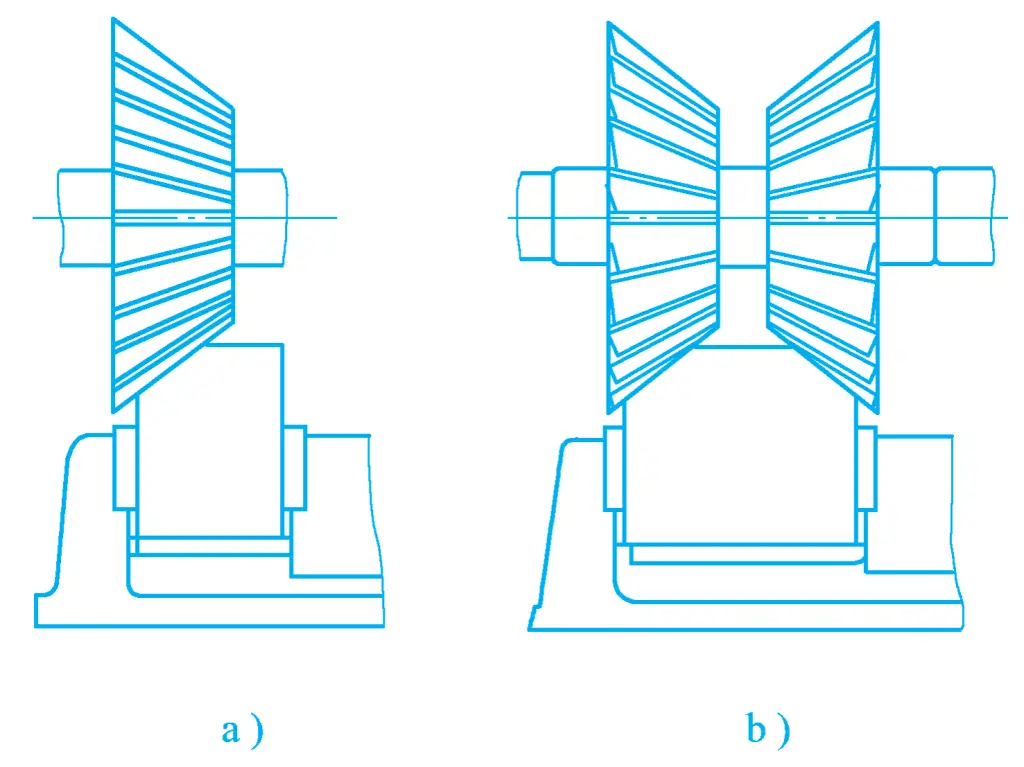
1) قاطع تفريز ثلاثي الحواف
وبالإضافة إلى السطح المحيطي الذي يحتوي على حافة القطع الرئيسية، فإن قاطع التفريز ثلاثي الحواف يحتوي أيضًا على حواف قطع ثانوية على كلا السطحين الجانبيين، وبالتالي تحسين أداء القطع، وزيادة كفاءة القطع، وتقليل خشونة سطح الشُّغْلَة. وهي تستخدم بشكل أساسي لتصنيع الأخاديد والأسطح المتدرجة. يمكن تقسيم قاطع التفريز ثلاثي الحواف إلى قاطع تفريز ثلاثي الحواف ذي الأسنان المستقيمة، وقاطع تفريز ثلاثي الحواف ذي الأسنان المتداخلة وقاطع تفريز ثلاثي الحواف ذي الأسنان المُدخَلة، كما هو موضح في الشكل 15.
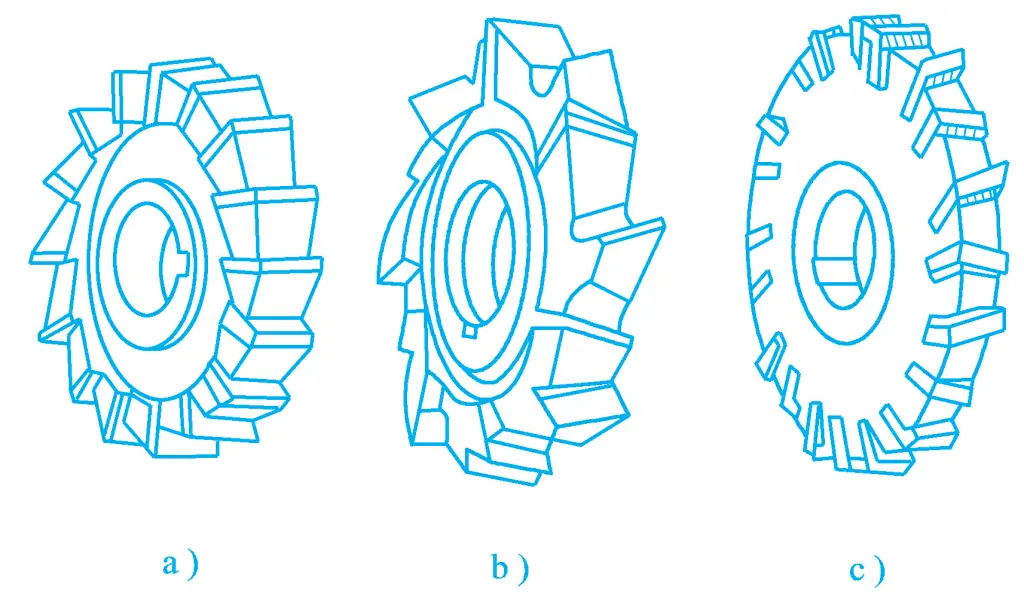
أ) قاطع تفريز ثلاثي الحواف مستقيم الأسنان ثلاثي الحواف
ب) قاطعة تفريز ثلاثية الأسنان متداخلة الحواف
ج) قاطعة تفريز ثلاثية الحواف ذات أسنان مدخلة
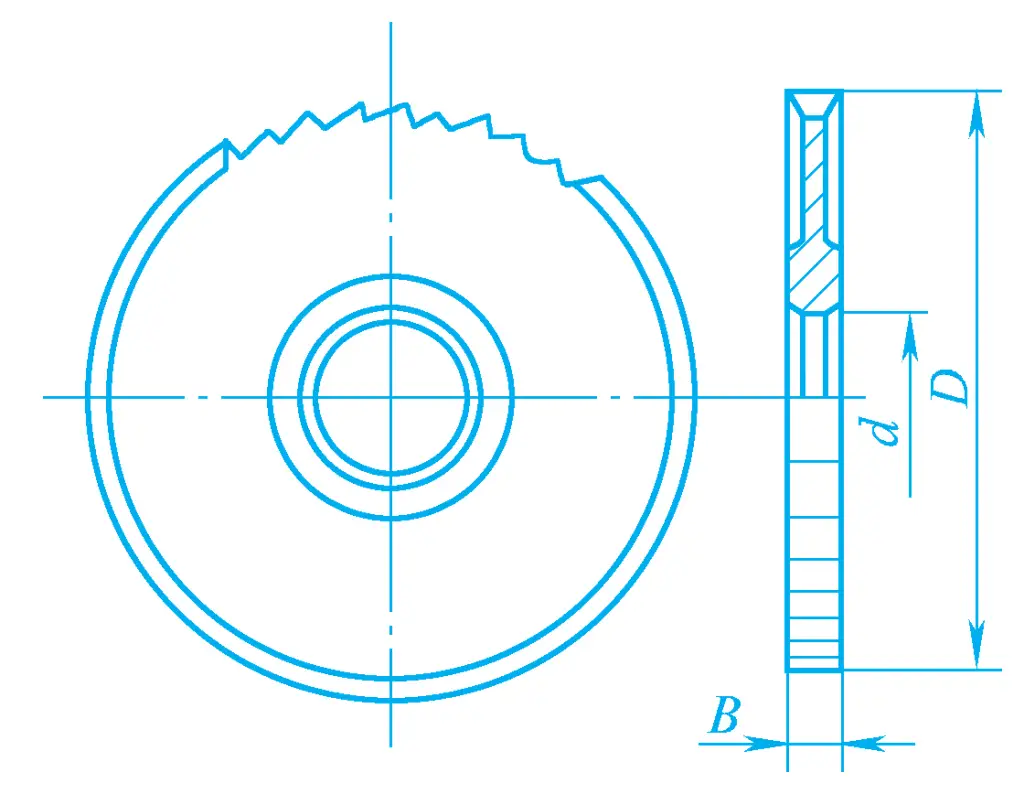
2) قاطع التفريز بشفرة المنشار
يُظهر الشكل 16 قاطع التفريز بشفرة المنشار، الذي يستخدم بشكل أساسي لقطع قطع العمل أو تفريز الفتحات الضيقة على قطع العمل. لتجنب تشبيك القاطع أثناء عملية الطحن، يقل سمك الشفرة من الحافة إلى المركز.
3) قاطع التفريز العمودي
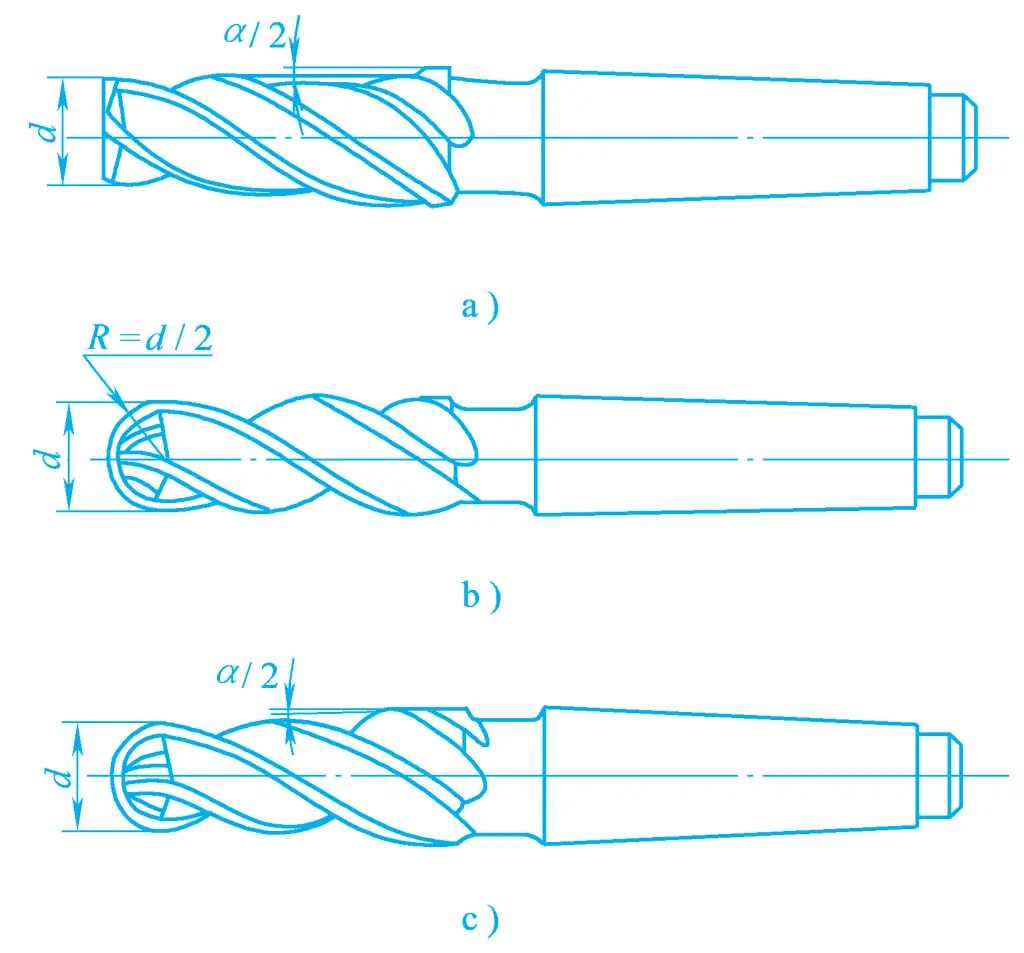
يوضح الشكل 17 قاطع التفريز العمودي، الذي يشبه قاطع تفريز أسطواني صغير القطر بمقبض، والذي يمكن استخدامه لتصنيع الأخاديد وكذلك الأسطح المسطحة والأسطح المتدرجة وأسطح التشكيل باستخدام قالب.
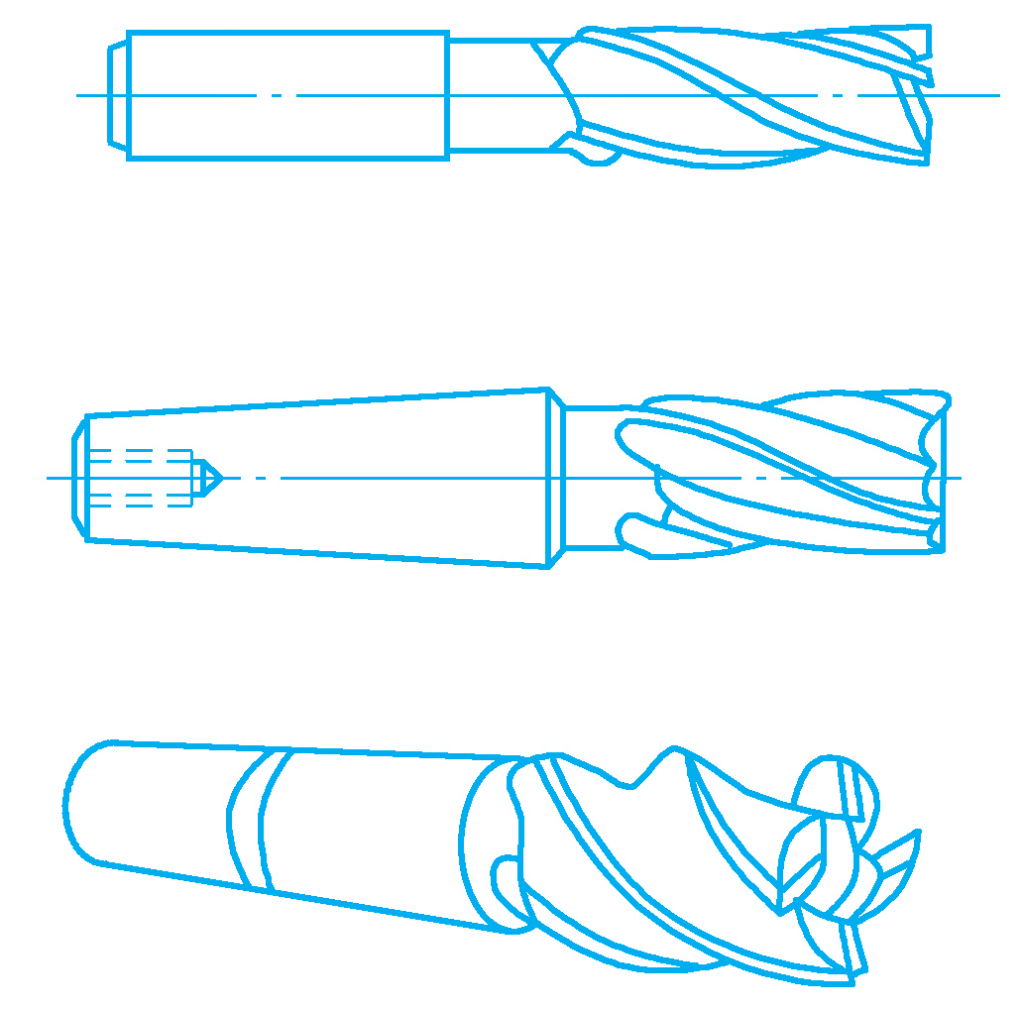
عندما يكون قطر قاطع التفريز العمودي صغيرًا، يتم جعل الساق مستقيمًا؛ وعندما يكون القطر كبيرًا، يتم جعل الساق مدببًا. إن حافة القطع على السطح الأسطواني لقاطع التفريز العمودي هي حافة القطع الرئيسية، وحافة القطع على الوجه النهائي لا تمر عبر المركز، وهي حافة القطع الثانوية. إنها غير مناسبة للقيام بحركة تغذية محورية أثناء العمل.
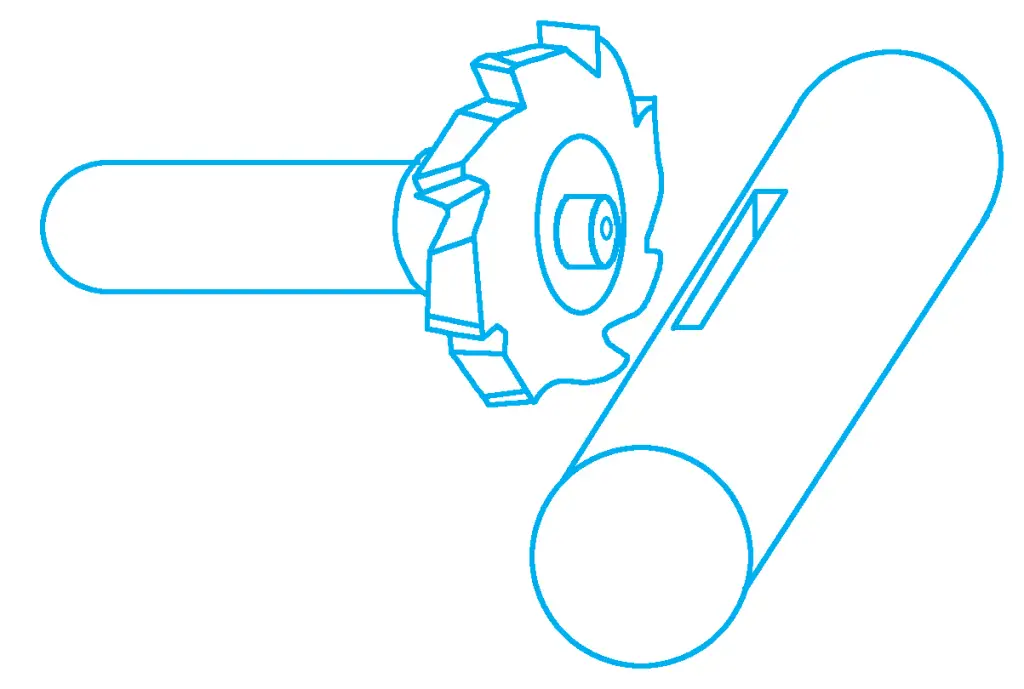
4) قاطع تفريز مجرى المفتاح
يوضح الشكل 18 قاطع تفريز مجرى المفتاح، الذي يستخدم بشكل أساسي في تشكيل المداخل على الأعمدة. إن قاطع تفريز مجرى المفتاح الموضح في الشكل 18 أ له شكل مماثل لشكل قاطع التفريز العمودي، ولكن له سنان فقط، وتمتد حافة القطع الطرفية للوجه إلى المركز، حيث تكون حافة القطع الطرفية للوجه هي حافة القطع الرئيسية وحافة القطع المحيطية هي حافة القطع الثانوية. ولذلك، يمكنها عمل مقدار مناسب من التغذية المحورية عند تشغيل المداخل غير المفتوحة من كلا الطرفين. يتم استخدام قاطع تفريز مجرى المفتاح الموضح في الشكل 18 ب خصيصًا لتصنيع المداخل شبه الدائرية على الأعمدة.
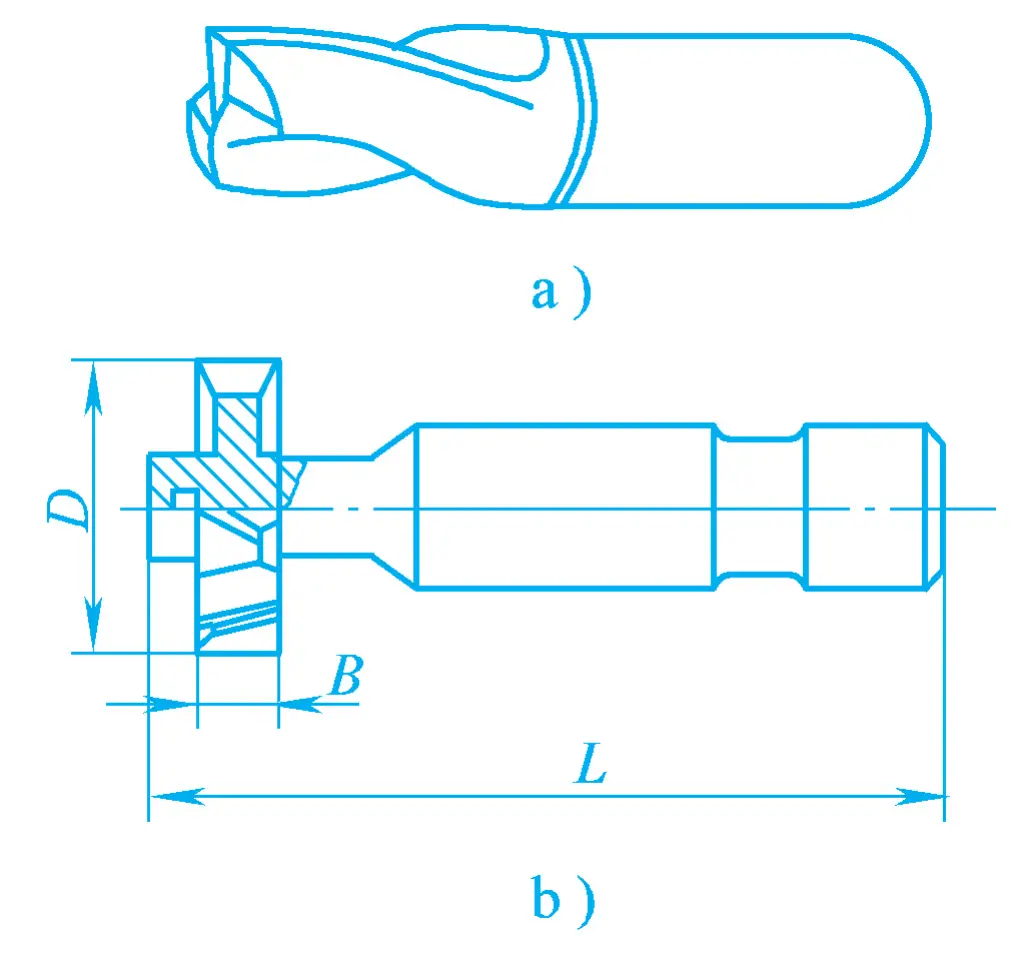
أ) قاطع التفريز بالمفتاح
ب) قاطع تفريز المفاتيح شبه الدائري
5) قاطع تفريز بزاوية
يوضح الشكل 19 قاطع التفريز بالزاوية، المستخدم بشكل رئيسي في أخاديد التصنيع الآلي والأسطح المائلة بزوايا. يحتوي قاطع التفريز أحادي الزاوية الموضح في الشكل 19 أ على حافة قطع مخروطية كحافة قطع رئيسية، وحافة قطع الوجه الطرفي كحافة قطع ثانوية. يحتوي قاطع التفريز بزاوية مزدوجة الموضح في الشكل 19 ب على حواف قطع على كلا السطحين المخروطيين كحواف قطع رئيسية. وتشمل قواطع تفريز بزاوية مزدوجة متماثلة وقواطع تفريز بزاوية مزدوجة غير متماثلة.
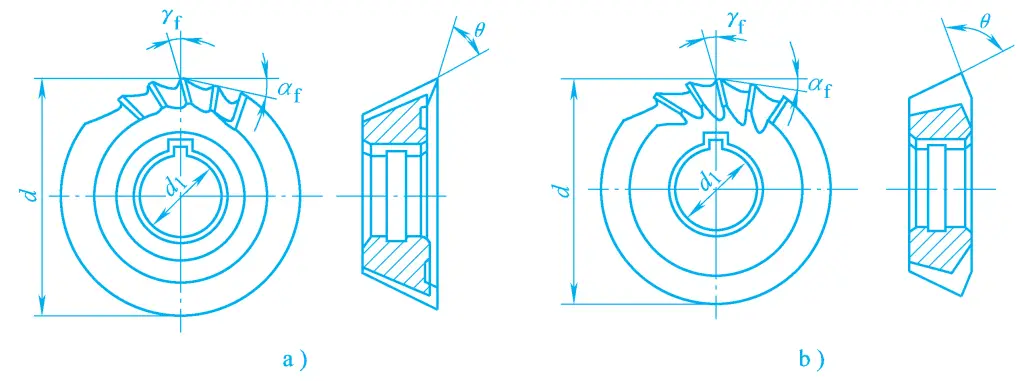
أ) قاطع تفريز أحادي الزاوية
ب) قاطع تفريز مزدوج الزاوية
1) قاطع تفريز التشكيل
قاطع تفريز التشكيل عبارة عن أداة خاصة تستخدم في ماكينات التفريز لتشكيل أسطح التشكيل، ويتم تصميم شكل حافة القطع وفقًا للشكل الكنتوري لسطح قطعة العمل. تتميز بإنتاجية عالية ويمكنها ضمان قابلية تبديل شكل وحجم قطعة العمل، وبالتالي فهي تستخدم على نطاق واسع. يوضح الشكل 20 عدة أنواع من قواطع تفريز التشكيل.
2) قاطع تفريز القوالب
يوضح الشكل 21 قاطع تفريز القوالب، المستخدم في تصنيع تجاويف القوالب أو أسطح تشكيل القوالب المحدبة، والذي يتم تطبيقه على نطاق واسع في تصنيع القوالب. لقد تطورت من قاطع التفريز العمودي، مقسمة بشكل أساسي إلى قواطع تفريز عمودية مخروطية مخروطية، وقواطع تفريز عمودية أسطوانية كروية الأنف، وقواطع تفريز عمودية كروية مخروطية الأنف. يتم اختيار نوع وحجم قاطع تفريز القالب وفقًا لشكل وحجم قطعة العمل.
أ) قاطع تفريز عمودي مخروطي الشكل
ب) قاطع تفريز عمودي أسطواني كروي الأنف أسطواني الشكل
ج) قاطع تفريز عمودي بمقدمة كروية مخروطية الشكل
يمكن أن تحل قواطع تفريز القوالب المصنوعة من السبائك الصلبة محل مبردات الماس ورؤوس الطحن لتصنيع القوالب المختلفة بصلابة أقل من 65HRC بعد التبريد، كما أنها تتمتع بكفاءة قطع عالية.
تختلف طريقة تركيب قواطع التفريز على عمود الدوران وفقًا لهيكل جسم القاطع.
1) ساق القاطع
يتم تثبيت قواطع التفريز من نوع الثقب بشكل عام على عمود دوران ماكينة التفريز باستخدام ساق القاطع، والذي يتكون من عمود القاطع وحلقات ومفتاح قفل وجلبة وصمولة، كما هو موضح في الشكل 22 أ.

تم تصميم حجم قطر عمود القاطع وتصنيعه وفقًا للفتحة الداخلية لقواطع الطحن شائعة الاستخدام، وهي متوفرة بشكل عام في ستة أنواع φ16 مم، φ22 مم، φ27 مم، φ32 مم، φ40 مم، φ50 مم. يوضح الشكل 22 ب نوعًا من عمود القاطع بدون جلبة ، عند استخدام هذا النوع من عمود القاطع ، يتم دعم عنق عمود القاطع مباشرة على قوس ساق القاطع ، بينما يتم دعم النوع السابق من ساق القاطع على قوس ساق القاطع من خلال جلبة.
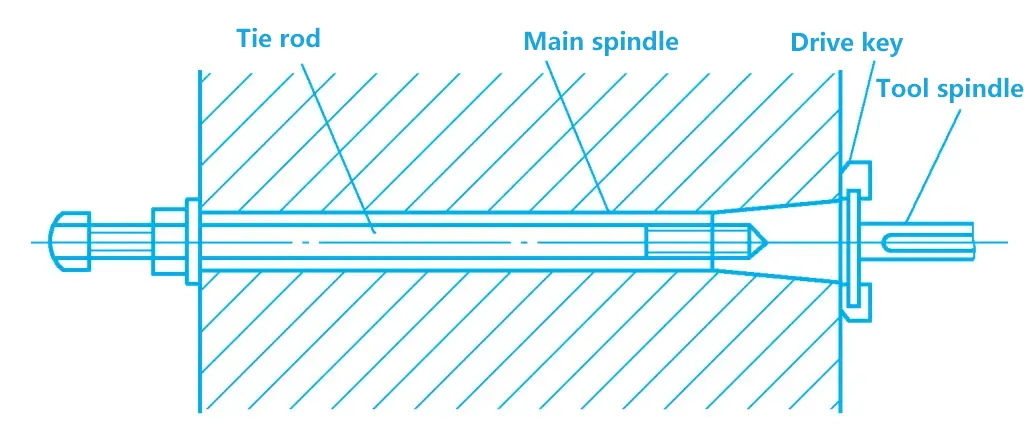
2) قضيب السحب
بعد تركيب ساق القاطع على عمود الدوران، يجب إحكام ربطه بقضيب سحب قبل الاستخدام، ويوضح الشكل 23 شكل قضيب السحب واستخدامه.
3) تركيب قاطع التفريز
أولاً، قم بإدخال عمود القاطع في فتحة عمود الدوران، وشدّه بعمود السحب. يتم تثبيت عدة غسالات ذات طول مناسب في الطرف الداخلي لعمود القاطع لتحديد موضع قاطع التفريز.
عند تركيب قاطع التفريز، ضع مفتاح قفل بين قاطع التفريز وعمود القاطع، ثم قم بتركيب حلقات وجلبة ذات طول مناسب على الجزء الخارجي من قاطع التفريز، واسحب الكابولي إلى الموضع المناسب، وقم بتركيب قوس ساق القاطع على الكابولي ومطابقته مع جلبة ساق القاطع (عند استخدام ساق القاطع الموضحة في الشكل 22 ب، يتم إدخال عنق ساق القاطع مباشرةً في فتحة الدعم الخاصة بقوس ساق القاطع)، ثم أحكم ربط الكابولي وقوس ساق القاطع وصامولة ساق القاطع.
1) تركيب قاطع تفريز بساق مستدقة الساق
عادةً ما يكون مستدق قواطع التفريز ذات السيقان المستدقة مستدق مورس. إذا كان مستدق ساق قاطع التفريز مستدقًا يتطابق مع مستدق فتحة عمود الدوران، فيمكن تثبيته مباشرة في فتحة عمود الدوران. إذا لم يتطابق مستدق ساق قاطع التفريز مع مستدق فتحة عمود الدوران، فلا يمكن تركيبه مباشرةً في فتحة عمود الدوران، ويجب تركيبه باستخدام انتقال كم وسيط، ثم يتم تشديده باستخدام قضيب سحب، وتظهر عملية التركيب والإزالة في الشكلين 24 أ وب.
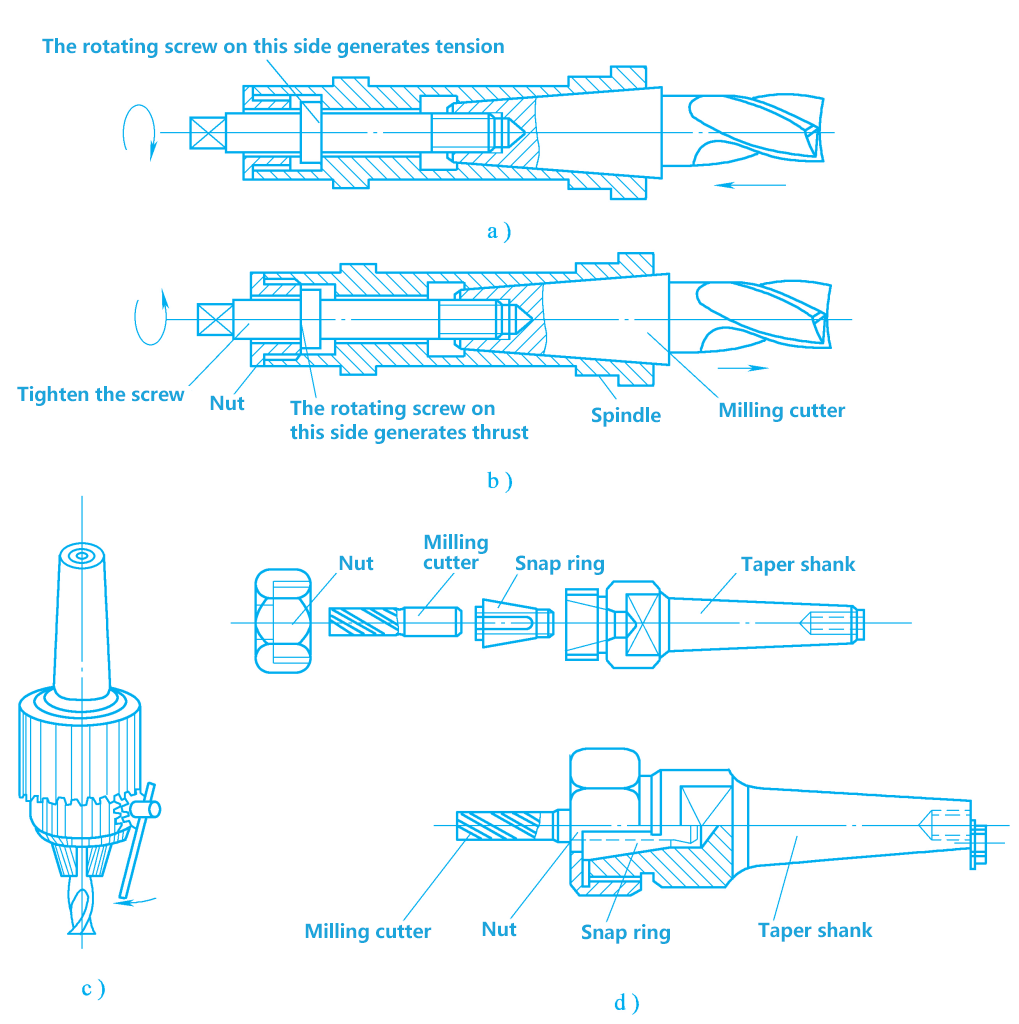
أ) أحكم ربط قاطع الطحن
ب) تفكيك قاطع الطحن
ج) تركيب قاطع تفريز بساق مستقيمة مع ظرف الحفر
د) تركيب قاطع تفريز بساق مستقيمة مع طوق نابض
2) تركيب قواطع تفريز مستقيمة السيقان
عندما تكون قاطعة التفريز ذات ساق مستقيمة، يتم تركيبها باستخدام ظرف حفر أو طوق زنبركي، كما هو موضح في الشكلين 24 ج و د.
يمكن تقسيم الجزء الماسك لقواطع تفريز الوجه من الكربيد إلى نوعين: أحدهما بهيكل ساق، والآخر هو هيكل من نوع الأكمام. تُصنع قواطع تفريز الوجه ذات القطر الصغير عمومًا بهيكل ساق، ويتطابق الساق المستدق مع فتحة مستدقة للمغزل لتحديد الموضع ونقل عزم الدوران. يتم استخدام الفتحة الملولبة في نهاية الساق لربط قاطع الطحن، وطريقة تركيبها مشابهة لطريقة تركيب قواطع التفريز العمودية.
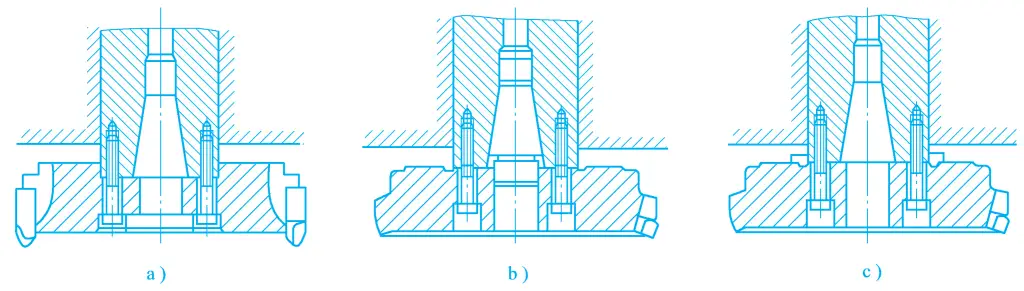
تُصنع جميع قواطع التفريز ذات القطر الكبير للوجه في هيكل كمي، وتتضمن طرق توسيطها وتركيبها مع عمود الدوران ثلاثة أنواع: يُظهر الشكل 25 أ نقطة توقف مصنوعة على الوجه الطرفي لجسم القاطع تتطابق مع الطرف الأمامي لمغزل ماكينة التفريز؛ ويوضح الشكل 25 ب استخدام عمود مركزي مثبت في فتحة مستدق المغزل يتطابق مع الفتحة الداخلية لجسم القاطع للتمركز؛ ويوضح الشكل 25 ج استخدام هيكل حلقة التجميع لتمركز الأداة. بعد وضع الأداة على عمود الدوران، يتم تثبيتها على عمود الدوران باستخدام براغي.
يمكن أن يؤدي اعتماد طرق الطحن المناسبة إلى تقليل الاهتزاز، وتحقيق الاستقرار في عملية الطحن، وتحسين جودة سطح قطعة العمل، وعمر قاطع الطحن، وإنتاجية الطحن.
بالمقارنة مع الطحن المحيطي، من المرجح أن يحقق الطحن الطرفي قيمة خشونة سطح أصغر وإنتاجية أعلى للعمالة. ويرجع السبب في ذلك إلى مشاركة المزيد من الأسنان في الطحن أثناء الطحن الطرفي، مما يؤدي إلى تغيرات أقل في قوة القطع، مما يجعل الطحن أكثر استقرارًا. بالإضافة إلى ذلك، يكون لطرف القطع الثانوي وطرف الشطب تأثير تلميع، بينما في الطحن الطرفي، لا يعمل سوى طرف القطع الرئيسي فقط.
وعلاوة على ذلك، أثناء الطحن الطرفي، يتمتع المغزل بصلابة جيدة، ومن السهل استخدام إدخالات الكربيد القابلة للفهرسة، مما يسمح بمعلمات قطع أكبر وإنتاجية أعلى. في الطحن المستوي، حل الطحن الطرفي بشكل أساسي محل الطحن المحيطي، ولكن يمكن للطحن المحيطي معالجة الأسطح ذات الأشكال والأسطح المركبة.
هناك طريقتان للطحن الدائري: الطحن بالتسلق والطحن التقليدي.
1) الطحن التقليدي
كما هو موضَّح في الشكل 26أ، أثناء الطحن، يكون اتجاه سرعة القطع عندما يدخل قاطع الطحن في الشُّغْلَة عكس اتجاه حركة تغذية الشُّغْلَة وهو ما يسمى بالطحن التقليدي.
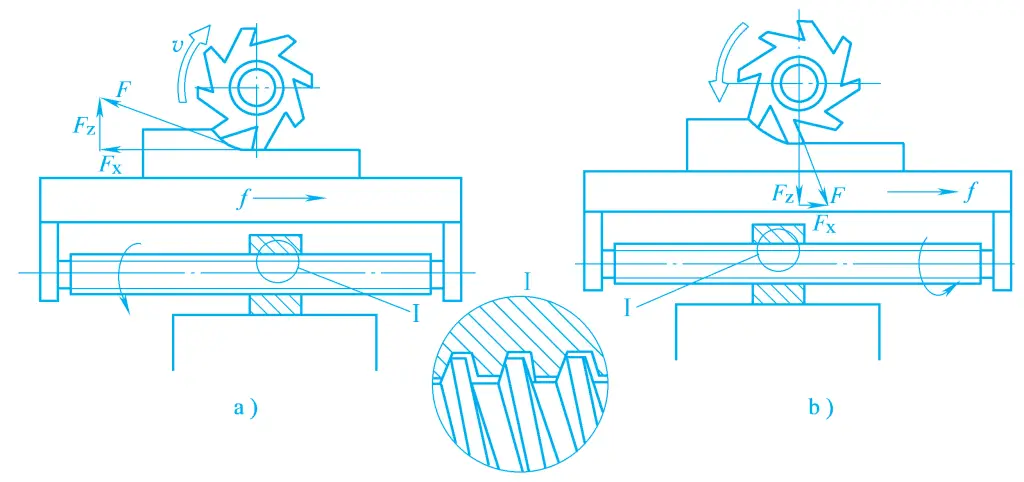
أ) الطحن التقليدي
ب) الطحن بالتسلق
في الطحن التقليدي، يزداد سمك القطع تدريجيًا من الصفر إلى القيمة القصوى. في بداية عملية القطع، وبسبب تأثير نصف القطر غير الحاد لحافة القطع، ينزلق السن على سطح قطعة العمل، مما ينتج عنه ضغط واحتكاك، حتى بعد قدر معين من الانزلاق، يمكن للسن أن يقطع في الطبقة المعدنية. هذا يجعل السن عرضة للتآكل، وينتج سطح قطعة العمل طبقة شديدة التصلب على البارد.
يقوم السن التالي بتكرار عملية الانزلاق والضغط والاحتكاك على الطبقة المتصلدة الباردة التي أنتجها السن السابق، مما يؤدي إلى تفاقم تآكل السن وزيادة خشونة سطح قطعة العمل. بالإضافة إلى ذلك، عندما يبدأ السن في القطع داخل قطعة العمل، فإن قوة مكون الطحن العمودي Fz لأسفل، وعندما يدور قاطع الطحن بزاوية معينة لاحقًا، تكون قوة مكون الطحن الرأسي Fz لأعلى، مما قد يتسبب في حدوث اهتزاز بسهولة ويميل إلى رفع قطعة العمل، مما يتطلب قوة تشبيك أكبر.
في الطحن التقليدي، قوة مكون الطحن الطولي Fx عكس اتجاه التغذية، مما يحافظ على أسطح التلامس بين البرغي والصامولة مشدودة دائمًا، وبالتالي لا تتعرض طاولة العمل للزحف، مما يجعل عملية الطحن أكثر استقرارًا. لذلك، في الإنتاج، عندما لا تحتوي ماكينة الطحن على آلية ضبط الفجوة، يتم استخدام الطحن التقليدي بشكل عام.
2) تسلق الطحن
كما هو موضّح في الشكل 26 ب، أثناء الطحن، يكون اتجاه سرعة القطع عند خروج قاطع الطحن من قطعة العمل هو نفس اتجاه حركة تغذية قطعة العمل، وهو ما يسمى الطحن بالتسلق. في عملية الطحن بالتسلق، تنخفض سماكة القطع تدريجيًا من الحد الأقصى إلى الصفر، دون ظاهرة انزلاق السن في الطحن التقليدي، مما يقلل بشكل كبير من درجة تصلب المعالجة، مما يؤدي إلى ارتفاع جودة السطح المعالج وعمر أطول للأداة.
كما يتضح من الشكل 26 ب، في الطحن الصاعد، تكون قوة القطع المؤثرة على السن في مواضع مختلفة غير متساوية أيضًا. ومع ذلك، في أي لحظة، تكون قوة مكون الطحن العمودي Fz يضغط دائمًا على الشُّغْلَة في اتجاه طاولة الشُّغْلَة متجنبًا الاهتزاز لأعلى ولأسفل، مما يجعل الطحن مستقرًا نسبيًا.
من ناحية أخرى، على الرغم من أن حجم قوة مكون الطحن الطولي Fx تختلف في لحظات مختلفة، يكون اتجاهها دائمًا هو نفس اتجاه التغذية. نظرًا للفجوة بين البرغي والصامولة التي تقود طاولة العمل، عندما تكون قوة المكون الطولي F x تتجاوز قوة احتكاك زوج سكة التوجيه أسفل منضدة الشُّغْلَة قوة احتكاك زوج سكة التوجيه أسفل منضدة الشُّغْلَة فإن قاطع التفريز سيتسبب في دفع منضدة الشُّغْلَة إلى تحريك البرغي إلى اليمين، مما يتسبب في اهتزاز منضدة الشُّغْلَة.
نظرًا للتغير المستمر في قوة القطع، تتحرك طاولة العمل ذهابًا وإيابًا طوليًا داخل نطاق فجوة البرغي والصمولة، وتكون التغذية غير متساوية، والتي في الحالات الشديدة يمكن أن تتسبب في حدوث تقطيع قاطع الطحن. لذلك، إذا كنت تستخدم الطحن المتسلق، فمن الضروري أن يكون لديك آلية للقضاء على الخلوص الجانبي في زوج صامولة لولب التغذية اللولبية لماكينة الطحن، أو اتخاذ تدابير فعالة أخرى.
تم تجهيز ماكينة التفريز العامة X6132 بآلية إزالة خلوص الطحن الصاعد، والتي يمكنها التخلص من الخلوص الجانبي في زوج صامولة لولب التغذية في طاولة العمل، مما يحل مشكلة تحرك طاولة العمل يمينًا ويسارًا أثناء الطحن الصاعد. حركة منضدة العمل لـ ماكينات التفريز CNC يستخدم في الغالب طرق نقل أخرى بدون فجوات مثل البراغي الكروية، لذلك لا توجد حاجة للنظر في مسألة الخلوص.
في الطحن الطرفي، وفقًا للمواضع النسبية المختلفة لقاطع الطحن وقطعة الشغل، يمكن تقسيمها إلى طحن طرفي متماثل، وطحن طرفي تقليدي غير متماثل، وطحن طرفي غير متماثل، وطحن طرفي غير متماثل، كما هو موضح في الشكل 27.
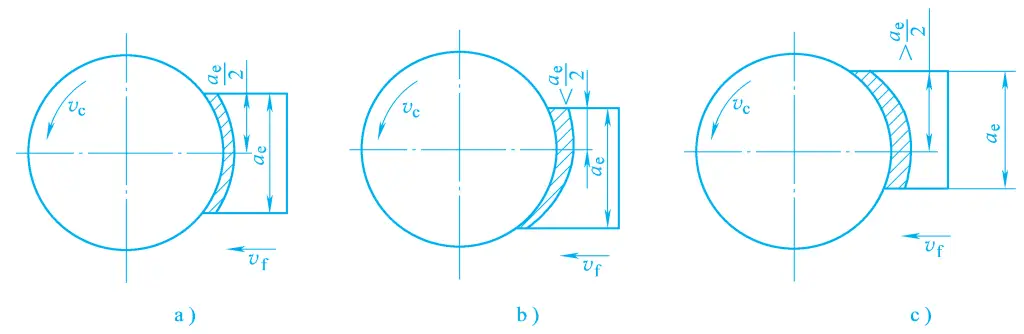
أ) الطحن الطرفي المتماثل
ب) الطحن التقليدي غير المتماثل
ج) الطحن بالتسلق غير المتماثل
1) الطحن الطرفي المتماثل
أثناء عملية الطحن، يقع محور قاطع طحن الوجه دائمًا عند المركز المتماثل لطول قوس الطحن، بحيث يكون الجزء العلوي من الطحن المتسلق مساويًا للجزء السفلي من الطحن التقليدي. تسمى طريقة الطحن هذه بالطحن الطحن الطرفي المتماثل، كما هو موضح في الشكل 27 أ.
عند استخدام هذه الطريقة، نظرًا لأن قطر قاطع الطحن أكبر من عرض الطحن، فإن سمك القطع عند دخول السن وخروجه من قطعة العمل يكون أكبر من الصفر، وبالتالي تجنب قطع السن التالي على الطبقة المتصلبة الباردة التي قطعها السن السابق. بشكل عام، غالبًا ما تُستخدم طريقة الطحن هذه في الطحن النهائي، وهي مناسبة بشكل خاص لطحن الفولاذ المقوى.
2) الطحن التقليدي غير المتماثل
عندما يتم إزاحة محور قاطع الطحن الوجهي إلى جانب واحد من المركز المتماثل لطول قوس الطحن، ويكون جزء الطحن المتسلق أكبر من جزء الطحن التقليدي، تسمى طريقة الطحن هذه بالطحن المتسلق غير المتماثل، كما هو موضح في الشكل 27 ب. تتمثل خاصية طريقة الطحن هذه في أن أسنان القاطع تقطع بسماكة قطع أصغر وتقطع بسماكة قطع أكبر.
بهذه الطريقة، يكون تأثير القطع أصغر حجمًا، ومناسبًا للطحن النهائي للصلب غير السبائكي والفولاذ منخفض السبائك عالي القوة، ويمكن أن تزيد طريقة القطع هذه من عمر الأداة بأكثر من الضعف مقارنة بالطحن المتماثل. بالإضافة إلى ذلك ، نظرًا لزاوية التلامس الأكبر لأسنان القاطع والمزيد من الأسنان المشاركة في القطع في نفس الوقت ، فإن التغيير في قوة القطع صغير ، وعملية القطع أكثر استقرارًا ، وقيمة خشونة السطح الميكانيكي أصغر.
3) الطحن التقليدي غير المتماثل
عندما يتم إزاحة محور قاطع الطحن الوجهي إلى جانب واحد من المركز المتماثل لطول قوس الطحن، ويكون جزء الطحن التقليدي أكبر من جزء الطحن المتسلق، تسمى طريقة الطحن هذه بالطحن التقليدي غير المتماثل، كما هو موضح في الشكل 27 ج. تتمثل خاصية طريقة الطحن هذه في أن أسنان القاطع تقطع بسماكة قطع أكبر وتقطع بسماكة قطع أصغر.
وهي مناسبة لتصنيع مواد مثل الفولاذ المقاوم للصدأ ذات القوة المتوسطة والمرونة واللدونة العالية. هذا يمكن أن يقلل من ظاهرة الانزلاق والضغط لأسنان القاطع أثناء الطحن المتسلق ودرجة التصلب البارد للسطح الميكانيكي، وهو أمر مفيد لتحسين عمر الأداة. في ظل ظروف ثابتة أخرى، طالما تم تحديد مسافة الإزاحة بشكل مناسب، يمكن مضاعفة عمر الأداة مقارنة بالطحن الطرفي المتماثل.
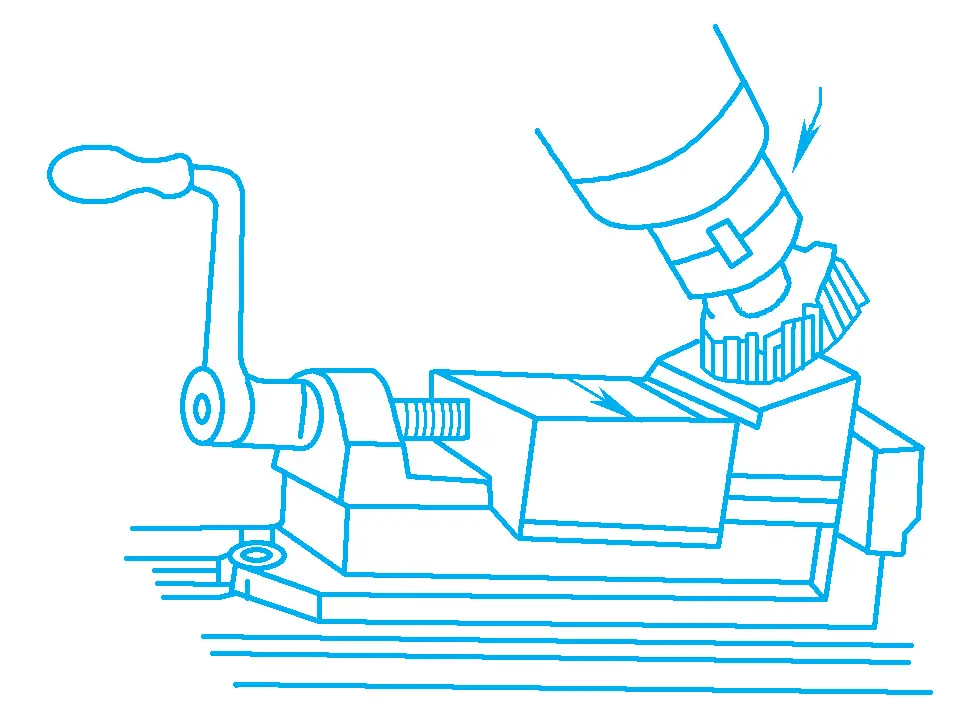
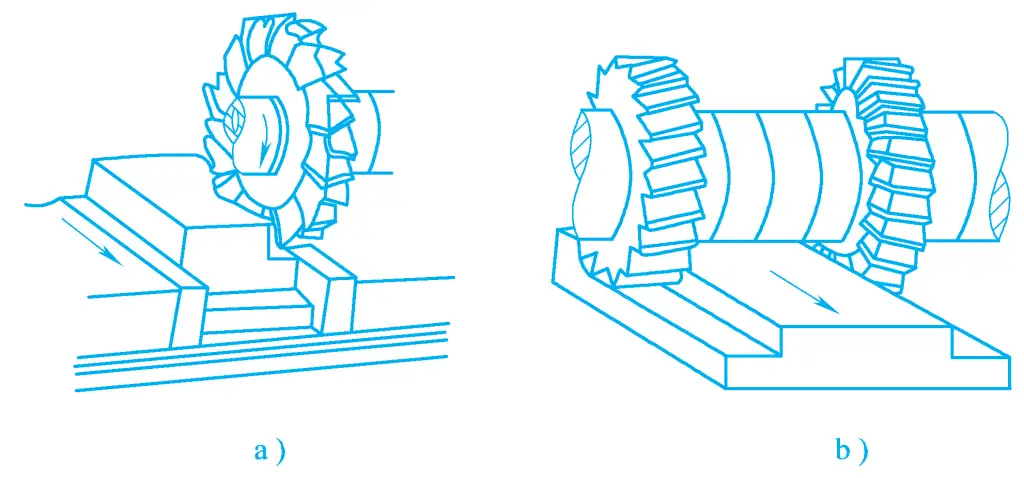
يمكن إجراء تفريز الأسطح المسطحة على ماكينة تفريز أفقية أو على ماكينة تفريز رأسية باستخدام قواطع تفريز وجهية أو قواطع تفريز أسطوانية أو حتى قواطع تفريز طرفية، إلخ. يوضح الشكلان 28 أ و ب تفريز الأسطح المسطحة باستخدام قاطع تفريز وجهي على ماكينة تفريز أفقية وماكينة تفريز رأسية.
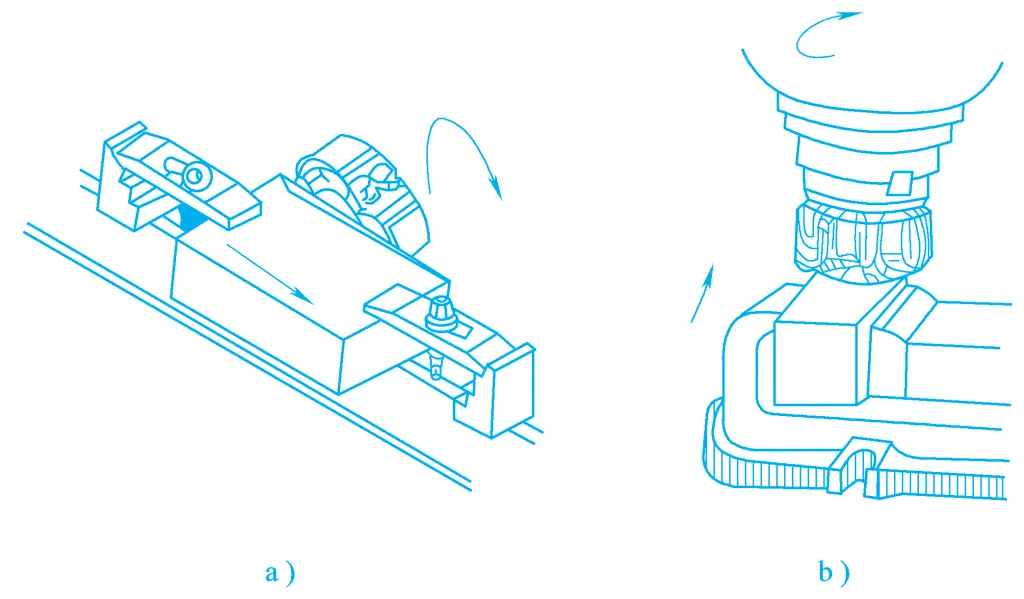
أ) تفريز الأسطح المسطحة على ماكينة تفريز أفقية
ب) تفريز الأسطح المسطحة على ماكينة تفريز رأسية
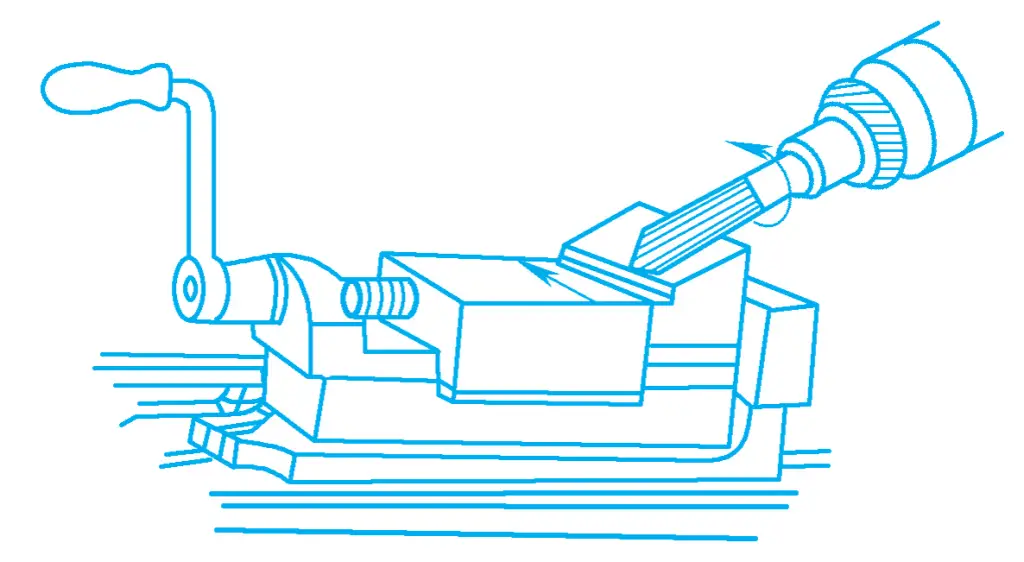
طحن الأسطح المشطوفة هو في الأساس طحن الأسطح المسطحة، ولكنه يتطلب إمالة قطعة العمل أو قاطع الطحن بزاوية، أو استخدام قاطع تفريز بزاوية.
1) إمالة قطعة العمل لطحن الأسطح المشطوفة
تشمل بشكل أساسي طحن الأسطح المشطوفة وفقًا للخطوط واستخدام ملزمة لطحن الأسطح المشطوفة، بالإضافة إلى ذلك، يمكن أيضًا استخدام طاولة دوارة عالمية، وأوتاد مائلة، وتركيبات خاصة، وما إلى ذلك، لطحن الأسطح المشطوفة.
2) إمالة قاطع التفريز لطحن الأسطح المشطوفة
يشمل بشكل أساسي تفريز الأسطح المشطوفة بقاطع تفريز للوجه وتفريز الأسطح المشطوفة بحافة القطع الأسطوانية لقاطع تفريز طرفي.
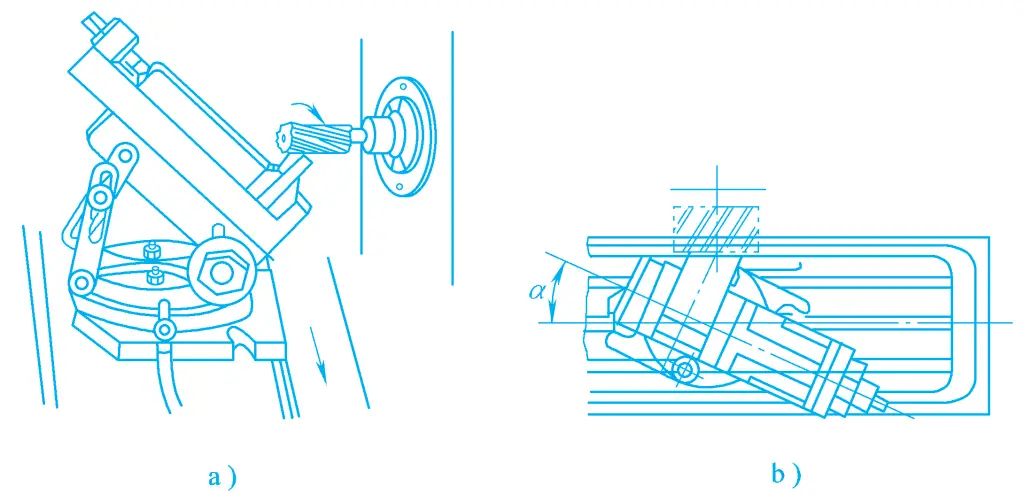
تفريز الأسطح المشطوفة بقاطع تفريز الوجه. كما هو موضح في الشكل 31، بعد تركيب قاطع تفريز الوجه على عمود دوران رأس التفريز العمودي، إذا كان عمود دوران رأس التفريز العمودي مائلًا بزاوية، فإن قاطع تفريز الوجه سيميل أيضًا بنفس الزاوية لتفريز السطح المائل. يعتمد حجم الزاوية المائلة على السطح المشغول آليًا لقطعة العمل.
طحن الأسطح المشطوفة بحافة القطع الأسطوانية لقاطع التفريز الطرفي. عند عدم دوران رأس الطحن العمودي، إذا كان السطح المرجعي لقطعة العمل موازيًا لسطح طاولة العمل، فإن السطح المسطح المطحون بحافة القطع الأسطوانية لقاطع التفريز الطرفي يكون عموديًا على سطح طاولة العمل. إذا تم تدوير رأس الطحن العمودي بزاوية معينة، فيمكن طحن الأسطح المشطوفة، كما هو موضح في الشكل 32.
3) تفريز الأسطح المشطوفة باستخدام قاطع تفريز بزاوية
يوضح الشكل 33 أ حالة عمل طحن الأسطح المشطوفة بقاطع تفريز بزاوية واحدة. قواطع التفريز بالزاوية مناسبة فقط لطحن الأسطح المشطوفة بزاوية قياسية (30 درجة، 45 درجة، 60 درجة، إلخ) والأسطح المشطوفة الضيقة. عند وجود سطحين مشطوفين على الشُّغْلة، يمكن دمج قاطعي تفريز بزاوية واحدة للطحن، لتحسين الإنتاجية، كما هو موضح في الشكل 33 ب.
1) طحن الدرجات
يوضح الشكل 34 تفريز الدرجات على ماكينة تفريز أفقية، حيث يمكن تفريز الدرجات ذات الحجم الصغير باستخدام قاطع ثلاثي الأوجه، والأكبر منها باستخدام قاطع مركب. يمكن أيضًا طحن الدرجات على ماكينة تفريز عمودية، حيث يتم استخدام ماكينات التفريز العمودية في كثير من الأحيان باستخدام ماكينات تفريز ذات قطر أكبر.
أ) خطوات الطحن باستخدام قاطع ثلاثي الأوجه
ب) خطوات الطحن باستخدام القاطع المركب
2) تفريز الأخاديد ذات الزاوية اليمنى وممرات المفاتيح
تنقسم الأخاديد ذات الزاوية اليمنى إلى أخاديد من خلال الأخاديد وأنواع مغلقة وشبه مغلقة. يتم طحن الأخاديد خلال الزاوية اليمنى من خلال الأخاديد بشكل أساسي باستخدام قاطع ثلاثي الأوجه على ماكينة تفريز أفقية، ولكن يمكن أيضًا طحنها باستخدام ماكينة تفريز رأسية. لا يمكن طحن الأخاديد المغلقة وشبه المغلقة إلا باستخدام قواطع مجرى المفتاح وماكينات التفريز الطرفية، كما هو موضح في الشكل 35.
تسمى الأخاديد الخاصة بالمفاتيح المثبتة على أعمدة نقل الحركة المختلفة بممرات المفاتيح، والتي يمكن تقسيمها إلى ممرات مفاتيح مسطحة وممرات مفاتيح نصف دائرية وفقًا لشكل قاع الأخدود. طحن مسارات المفاتيح المسطحة هو في الأساس طحن أخاديد بزاوية قائمة على العمود.
عند تفريز ممرات المفاتيح، يجب اختيار القاطع وفقًا لشكل مجرى المفتاح. تتم معالجة ممرات المفاتيح الدائرية الرأس الدائرية المغلقة أو شبه المغلقة عند طرفي العمود بشكل أساسي باستخدام قاطع مجرى مفتاح على ماكينة تفريز عمودية أو ماكينة تفريز مجرى مفتاح. بالنسبة للأخاديد العابرة، يتم استخدام قاطع ثلاثي الأوجه في الغالب على ماكينة تفريز أفقية، بينما يتم طحن المداخل شبه الدائرية بشكل أساسي بقاطع مجرى مفتاح نصف دائري على ماكينة تفريز أفقية.
عند التصنيع الآلي على ماكينة تفريز أفقية، يكون القاطع فوق الشُّغْلة، وهو أمر مناسب للمشغِّل للفحص البصري. بالإضافة إلى ذلك، يمكن تثبيت مركز على دعامة قضيب القاطع للضغط على الفتحة المركزية في الطرف الأمامي لقاطع المفتاح شبه الدائري، مما يزيد من صلابة القاطع، كما هو موضح في الشكل 36.
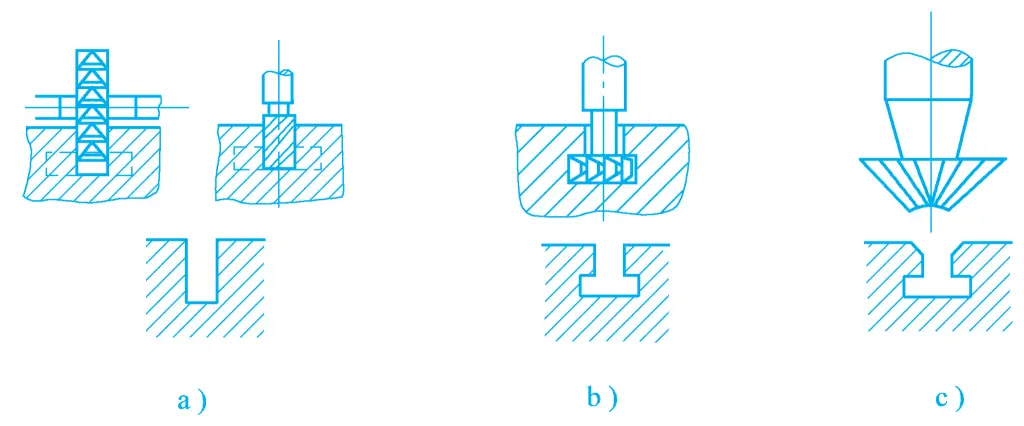
3) طحن الأخاديد ذات الشكل الخاص
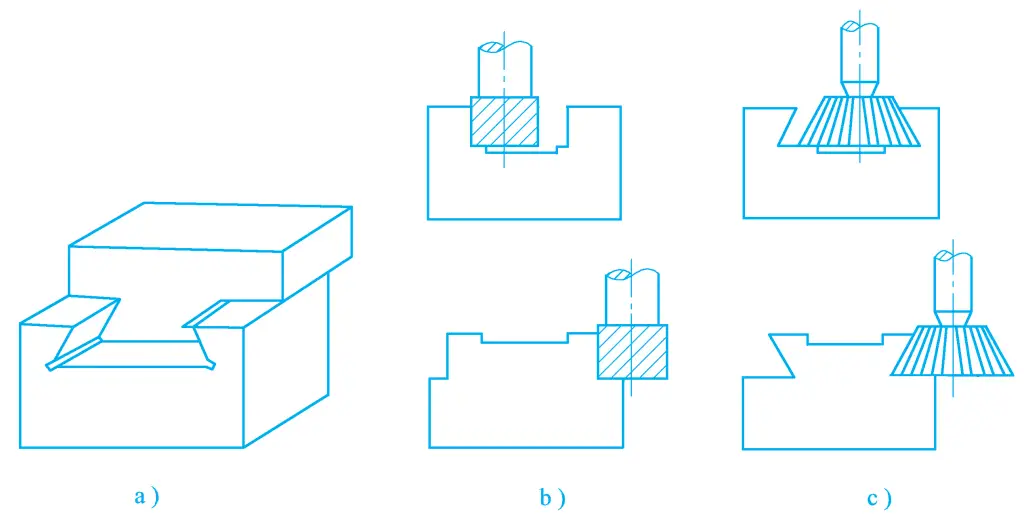
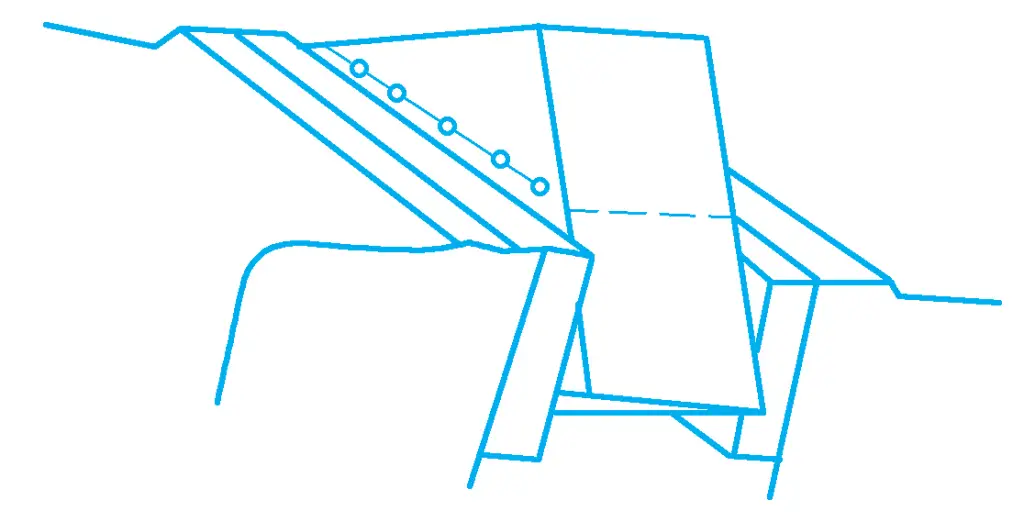
في التصنيع الميكانيكي، تحتوي بعض الأجزاء على أخاديد ذات أشكال خاصة، مثل طحن فتحات T على ماكينة طحن. وتظهر خطوات الطحن في الشكل 37، بدءًا من طحن أخدود بزاوية قائمة على ماكينة طحن رأسية (أو باستخدام قاطع ثلاثي الأوجه على ماكينة طحن أفقية)، ثم طحن الفتحة T باستخدام قاطع T-فتحة T على ماكينة طحن رأسية وأخيرًا باستخدام قاطع شطب للشطب.
يوضح الشكل 38 طريقة وخطوات التصنيع الآلي للأجزاء ذات الفتحات المتناسقة والكتل المتناسقة، والتي هي في الأساس نفس طريقة وخطوات تصنيع فتحات T. تتمثل الخطوة الأولى في تفريز فتحة بزاوية قائمة باستخدام ماكينة تفريز طرفي أو ماكينة تفريز وجهية (انظر الشكل 38 ب)، والخطوة الثانية هي تفريز الفتحة ذات الزاوية القائمة باستخدام قاطع الفتحة ذات التوافقيتين (انظر الشكل 38 ج).