
الدليل الأساسي لثني الأجزاء: الشكل والحجم وما بعده
كيف يمكنك ضمان جودة ودقة الأجزاء المعدنية المثنية؟ تتعمق هذه المقالة في العوامل الرئيسية التي تؤثر على قابلية التصنيع،...
ماذا لو كانت هناك طريقة لتعزيز كفاءة الإنتاج مع الحفاظ على الجودة الفائقة في تصنيع المواد الأنبوبية؟ تستكشف هذه المقالة العملية المعقدة لتثقيب المواد الأنبوبية والمواد المقطوعة، وتقارن بين طرق مختلفة مثل تثقيب القوالب الأنثوية، وتثقيب القوالب المطاطية، والتقنيات التي لا تحتوي على قوالب مقعرة. سيكتسب القراء نظرة ثاقبة على المزايا والفروق الهيكلية الدقيقة لكل طريقة، ويتعلمون كيفية تحسين عملية التثقيب للمواد والتطبيقات المختلفة. يعد هذا الدليل الشامل بالارتقاء بفهمك للتشغيل الآلي الدقيق وتحسين نتائج الإنتاج.

في الإنتاج الضخم، تتم معالجة الثقوب الموجودة على أجزاء الأنابيب عن طريق التثقيب بدلاً من الحفر والطحن، والتي تتميز بمزايا كفاءة الإنتاج العالية، والسطح الجميل للأجزاء، ويمكن أن تلبي الاحتياجات الخاصة لبعض المنتجات. في الوقت نفسه، لا يتطلب تثقيب الأنابيب معدات خاصة، ويمكن تثقيبها على مكبس عام، مع هيكل قالب بسيط، وبالتالي يمكن تضمينها في عملية الإنتاج التقليدية.
يختلف تثقيب الأنابيب عن تثقيب الصفيحة. نظرًا لأن الصفيحة عبارة عن فراغ مسطح، فإن القوالب الذكرية والأنثوية تطبق القوة على الصفيحة أثناء الختم، مما يؤدي إلى انفصال المادة، مما يجعل عملية التثقيب سهلة الإكمال. ومع ذلك، فإن الأنبوب عبارة عن فراغ أسطواني مجوف، وأثناء الختم، يلامس القالب الذكر السطح المنحني لجدار الأنبوب بدلاً من السطح المسطح، وبالتالي، يجب اعتماد تدابير تكنولوجية خاصة وأشكال هيكلية عند تصميم القالب.
يمكن تقسيم قوالب تثقيب جدران الأنابيب إلى ثلاثة أنواع وفقًا لخصائصها الهيكلية: مع تثقيب القالب الأنثوي، وبدون تثقيب القالب الأنثوي، وتثقيب القالب المطاطي.
عندما يكون لجدار الأنبوب قالب تثقيب أنثوي، وفقًا للعلاقة بين اتجاه حركة القالب الذكر أثناء عملية القالب واتجاه حركة منزلق المكبس، يمكن تقسيمه إلى تثقيب عمودي وتثقيب أفقي.
يعني التثقيب العمودي أن اتجاه حركة القالب الذكر هو نفس اتجاه حركة منزلق المكبس. ويتضمن تركيب القالب الذكر على القالب العلوي، والذي يتحرك لأعلى ولأسفل مع منزلق المكبس، بينما يتم تركيب القالب الأنثوي على قوس الكابولي في القالب السفلي، مما يسمح بالتثقيب عندما يتحرك القالب الذكر لأسفل. ونظرًا لأن القالب الأنثوي في هذا النوع من القوالب مثبت على الكابولي في هذا النوع من القوالب، فإنه غالبًا ما يشار إليه باسم قالب التثقيب الكابولي.
أثناء التثقيب الأفقي، يكون اتجاه حركة القالب الذكر عموديًا على اتجاه حركة منزلق المكبس. يتم تثبيت كل من القالب الذكر والأنثى على القالب السفلي، باستخدام إسفين قطري مثبت على القالب العلوي لدفع المنزلق مع القالب الذكر على القالب السفلي للتحرك أفقيًا، مما يحقق الغرض من تثقيب جدار الأنبوب (يمكن تثقيب عدة ثقوب في وقت واحد).
ونظرًا لأن هذا النوع من القوالب يستخدم آلية إسفين قطري لدفع القالب الذكر للتحرك أفقيًا، يمكن تسميته قالب تثقيب من النوع الإسفيني القطري. فيما يلي مقدمات للعديد من هياكل القوالب النموذجية.
(1) قالب التثقيب الكابولي (1)
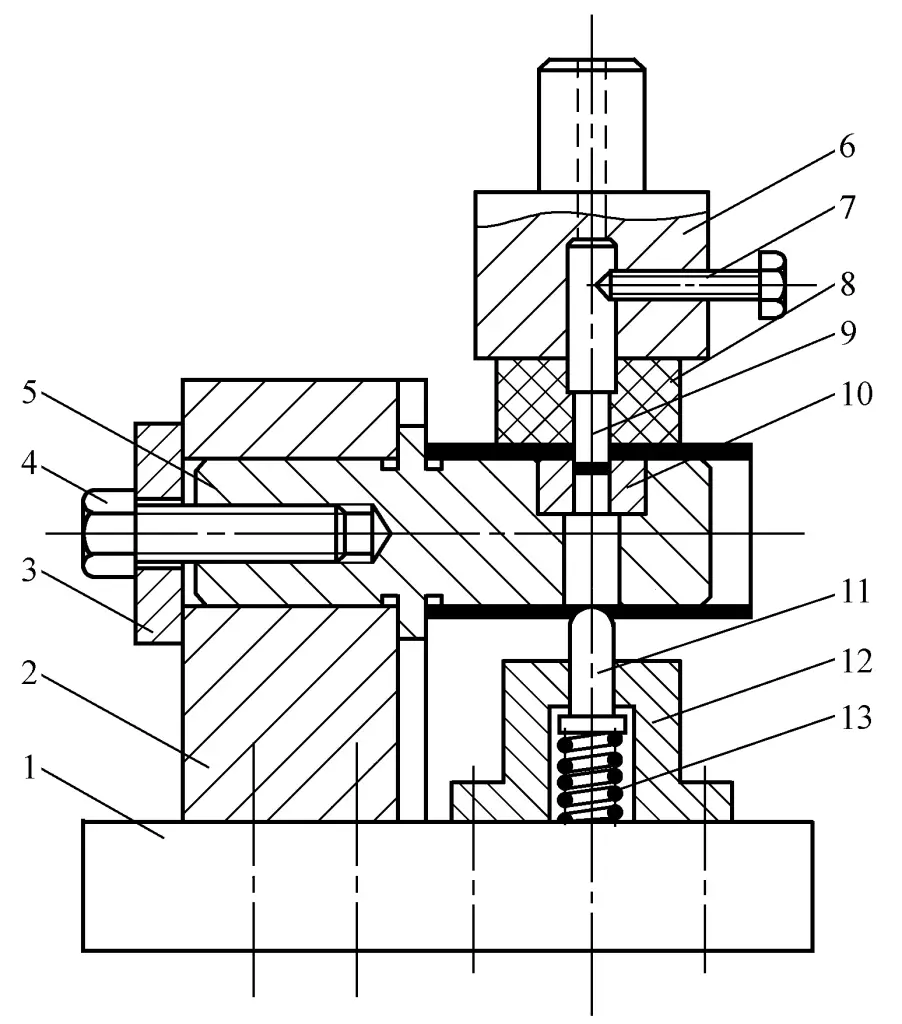
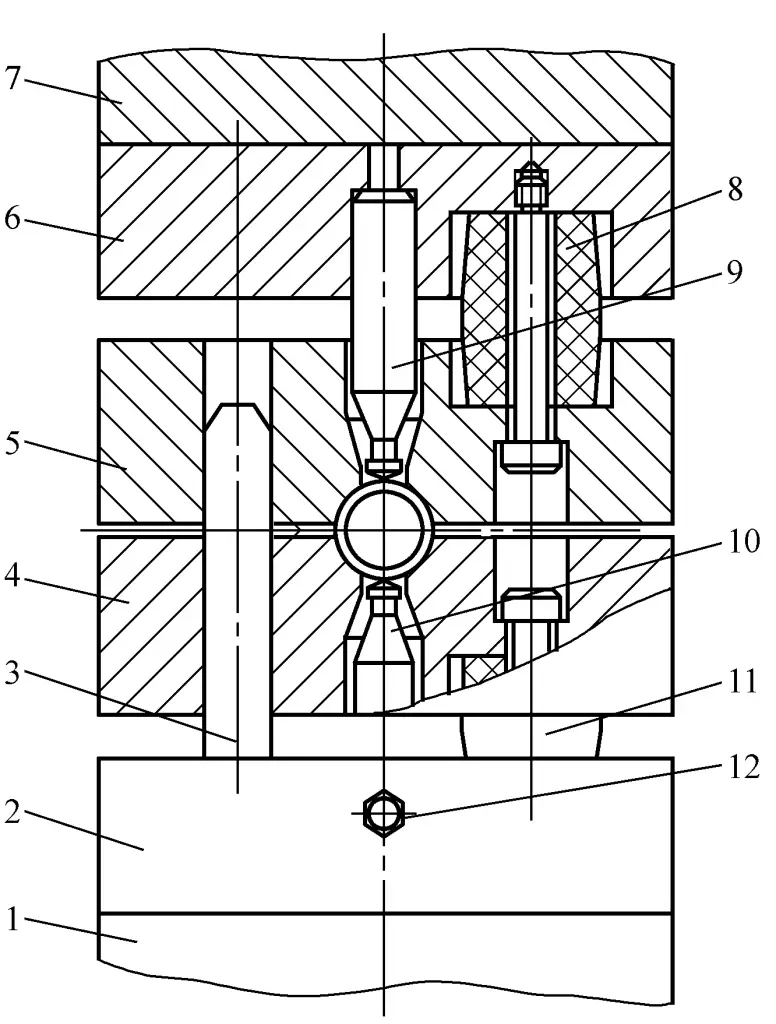
ويبين الشكل 2-2-87 هيكل قالب التثقيب الأحادي الكابولي. ويثبَّت القالب 10 بالضغط على حامل القالب 5، الذي يركب في الحامل 2 ويثبت بمسامير. يتم ثقب الفتحتين على جدار الأنبوب بضربتين.
1-لوحة القالب السفلي
2-الحامل
3-صفيحة الضغط 3-صفيحة الضغط
4،7-المسامير
5-حامل القالب
6-مقبض القالب
8-المطاط
9-مثقاب القالب
10-قالب مقعر 10 - قالب مقعر
11-دبوس التموضع 11-دبوس التموضع
12-المقعد الزنبركي
13-الربيع
بعد ثقب الثقب الأول، قم بتدوير الأنبوب الفارغ 180 درجة، وثقب الثقب الثاني بعد إدخال دبوس التموضع 11 في الثقب المثقوب. هيكل هذا القالب بسيط ومناسب للإنتاج على دفعات صغيرة أو على دفعات. ومع ذلك ، فإن العيب هو أن قوس الكابولي يكون تحت ظروف إجهاد ضعيفة ، وعندما يكون قوة اللكم أو ذراع القوة كبير، يكون عزم الانحناء الناتج كبيرًا، لذا يجب إجراء التحقق من القوة.
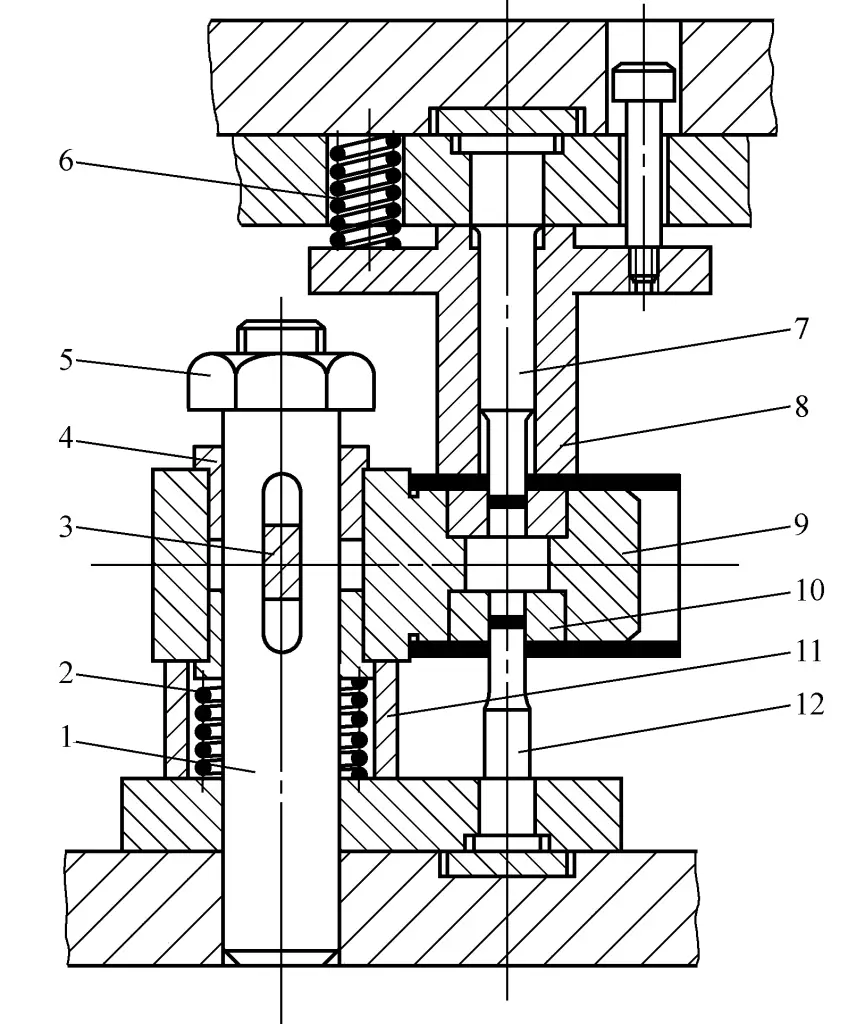
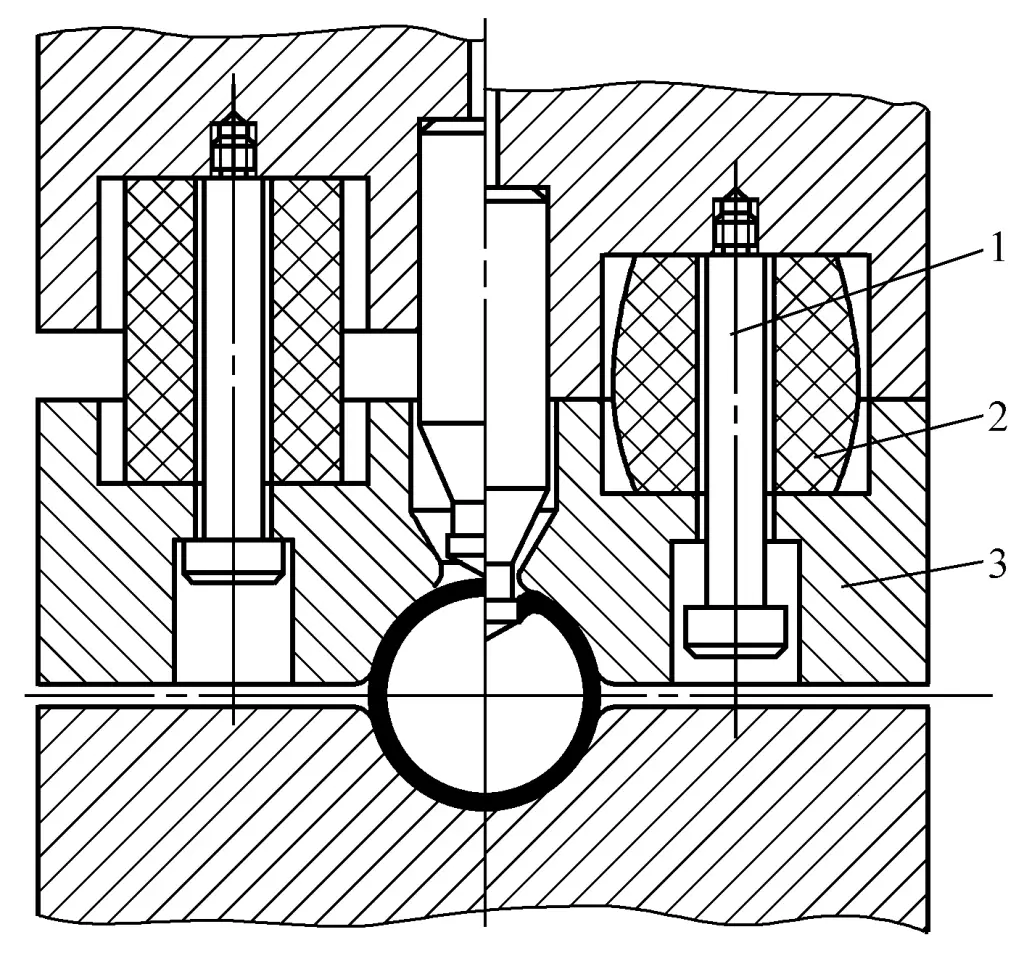
يوضح الشكل 2-2-88 مخطط هيكل القالب الكابولي من النوع الكابولي ذو الثقب المعاكس. يتم تثبيت القالبين المحدبين 7، 12 على القالبين العلوي والسفلي على التوالي، ويتم تثبيت القالب المقعر 10 بالضغط على قوس القالب المقعر 9. يتم توجيه الحامل بواسطة عمود التوجيه 1 ويمكنه التحرك لأعلى ولأسفل، ويتم تثبيت مفتاح الانزلاق 3 على الحامل وينزلق على طول فتحة عمود التوجيه لضمان عدم دوران الحامل بالنسبة لعمود التوجيه.
1-الوظيفة الإرشادية
2، 6-الربيع
3-مفتاح الانزلاق 3-مفتاح الانزلاق
4-البطانة 4
5-الجوز
8-لوحة التفريغ 8-لوحة التفريغ
9-حامل القالب
10-قالب مقعر 10 - قالب مقعر
11-المحدد
يمكن لهذا القالب أن يثقب فتحتين متقابلتين على جدار الأنبوب في شوط واحد من المكبس. نظرًا لأن القالب يستخدم عملية تثقيب متزامنة ويكون الحامل متوازن القوة، فإنه يمكن أن يتجنب مشكلة عدم كفاية القوة الناجمة عن عزوم الانحناء الكبيرة أثناء التثقيب الفردي الكابولي.
(2) قالب التثقيب الإسفيني المائل
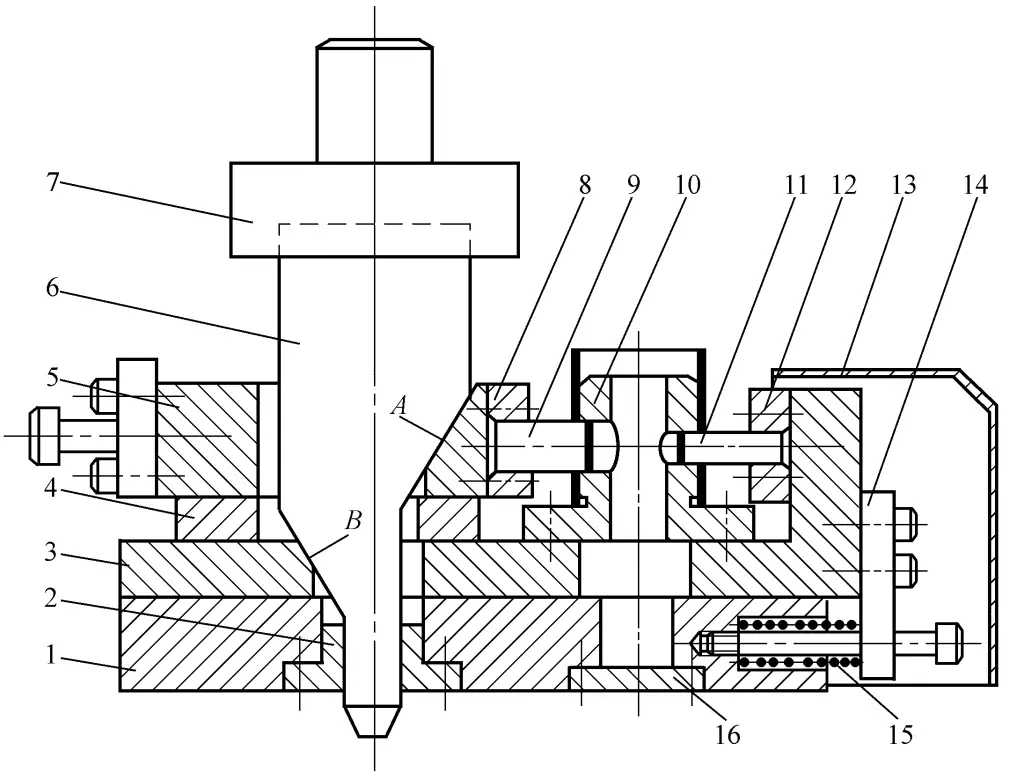
يوضح الشكل 2-2-2-89 هيكل قالب التثقيب بالوتد المائل الواحد. ومبدأ عمله هو: عندما يتحرك الإسفين المائل 6 إلى أسفل، فإنه يحرك المنزلق العلوي 5 إلى اليمين بواسطة السطح المائل A، والمنزلق السفلي 3 إلى اليسار بواسطة السطح المائل B، ثم تدخل اللكمات اليمنى واليسرى 9، 11 إلى القالب 10 في وقت واحد، مما يؤدي إلى ثقبين على جدار الأنبوب. عندما يتحرك الإسفين المائل لأعلى، تتم إعادة ضبط المنزلقين العلوي والسفلي بواسطة الزنبرك 15 (لا يظهر زنبرك إعادة الضبط للمنزلق العلوي في الشكل). ثم يتم تفريغ خردة التثقيب من خلال فتحات الخردة.
1-لوحة القالب السفلي
2-غلاف الدليل 2
3-المنزلق السفلي
4-لوحة الدعم 4-لوحة الدعم
5-المنزلق العلوي
6-الإسفين المائل
7-مقبض القالب
8، 12-لوحة التثبيت 12-لوحة التثبيت
9-لكمة يسار 9
10-قالب مقعر 10 - قالب مقعر
11-القالب المحدب الأيمن
13-الغطاء الواقي
14-الحواجز
15-الربيع
16-لوحة الغطاء 16-لوحة الغطاء
يوضح الشكل 2-2-2-90 هيكل قالب التثقيب بالوتد المائل المزدوج. ويستخدم القالب إسفين مائلين 6، ويكون هيكل القالب متماثلًا يمينًا ويسارًا. في ضربة واحدة للمكبس، يمكن ثقب الثقوب في وقت واحد على الجدران الجانبية اليسرى واليمنى للأنبوب. عندما يتحرك الوتد المائل لأعلى، تتم إعادة ضبط المنزلقين الأيمن والأيسر 3 بواسطة الوتد المائل والنوابض المساعدة 5، 15. ثم تسقط نفايات التثقيب من خلال الفتحة الموجودة في طاولة العمل بالمكبس.
1-لوحة القالب السفلي
2-اللوحة الإرشادية
3-شريط التمرير
4-لوح تثبيت القالب المحدب
5، 12، 15-الربيع
6-الإسفين المائل
7-لوحة ثابتة 7-لوحة ثابتة
8-لوحة فاصل 8
9-القالب العلوي
10-مقبض القالب 10-مقبض القالب
11-برغي القاذف
13-لوحة الصحافة
14-ضربة 14
16-الموت
بالمقارنة مع قالب التثقيب الكابولي، يتميز قالب التثقيب الإسفيني المائل بالخصائص التالية:
1) يدخل القالب المحدب الأيسر والأيمن في القالب المقعر في نفس الوقت، ويعمل القالب المقعر بثبات، وتكون قوة القالب المقعر مضمونة أكثر.
2) يقوم الإسفين المائل بتحويل الحركة الرأسية لمنزلق المكبس إلى حركة أفقية للقالب المحدب، وبالتالي لا تتأثر محاذاة القوالب المحدبة والمقعرة بدقة توجيه منزلق المكبس.
3) العيب هو أن القالب ذو حجم مستوٍ أكبر، ويجب أن تكون دقة تصنيع الوتد المائل والمنزلق، وكذلك دقة تجميع القوالب المحدبة والمقعرة (لضمان المحاذاة) عالية.
تثقيب جدار الأنبوب دون قالب مقعر، أي تثقيب جدار الأنبوب بالقالب المحدب فقط دون دعم قالب مقعر داخل الأنبوب. من الواضح، عند التثقيب في حالة مجوفة، إذا تجاوز الضغط الذي يطبقه القالب المحدب على جدار الأنبوب السعة التي يمكن أن يتحملها جدار الأنبوب، فسيتم تسطيح الأنبوب، مما يجعل عملية التثقيب مستحيلة. لإجراء عملية التثقيب على الأنبوب بدون قالب مقعر، فإن الشرط الأساسي هو زيادة قدرة تحمل الضغط (الصلابة) للأنبوب إلى أقصى حد.
ولذلك، يجب اتخاذ تدابير خاصة في كل من العملية وهيكل القالب لتلبية هذا الشرط وضمان إمكانية استمرار عملية التثقيب.
(1) خصائص العملية
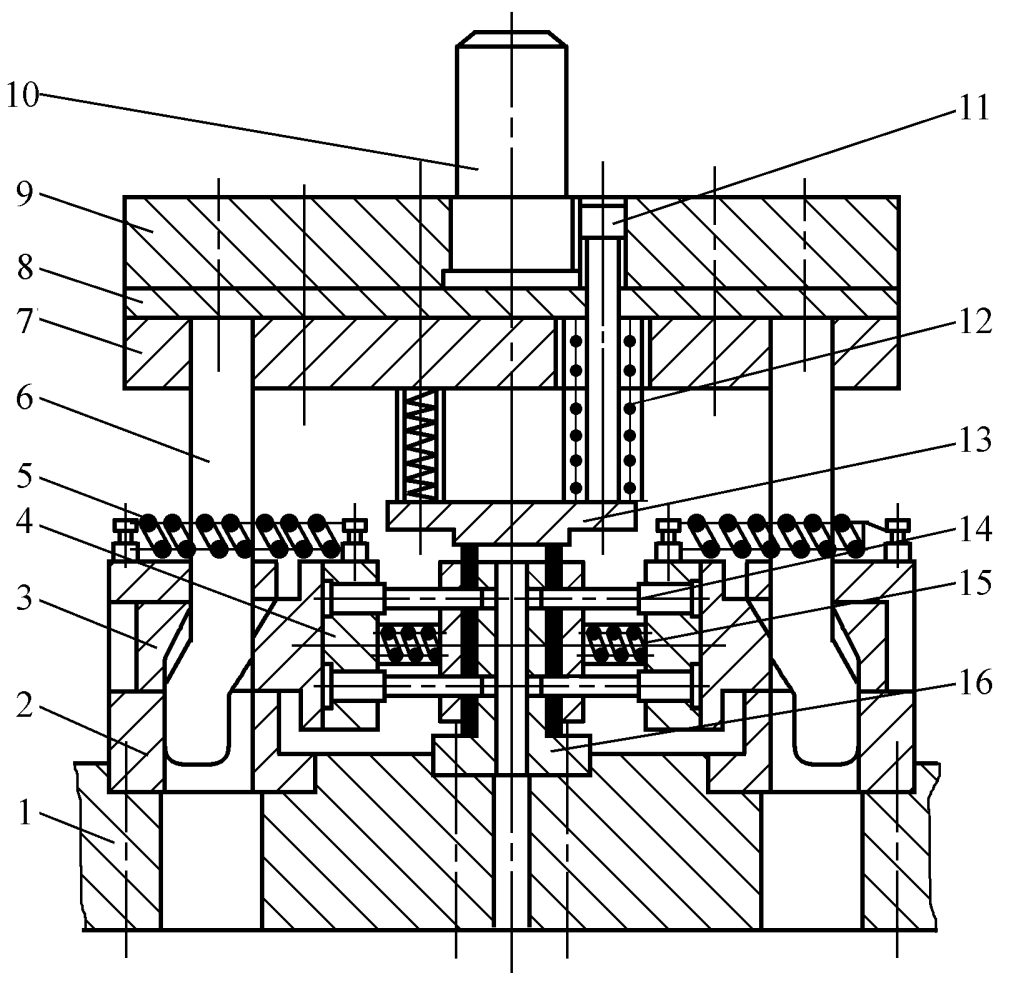
يوضح الشكل 2-2-91 رسمًا مبسطًا لقالب التثقيب الأنبوبي مزدوج الثقب، والذي يتم ترتيبه بشكل متماثل من أعلى وأسفل، وهو أحد الهياكل النموذجية لتثقيب الأنبوب بدون قالب مقعر. عندما يبدأ القالب في العمل، قبل أن يلمس القالبان المحدبان المحدبان العلوي والسفلي 9 و10 جدار الأنبوب، تضغط صفيحتا الضغط المتحركتان العلويتان 5 و4 المتحركتان العلويتان السفلية والسفلية أولاً على الأنبوب، ثم يثقب القالبان المحدبان العلوي والسفلي جدار الأنبوب بالتتابع.
1-حامل القالب السفلي
2-لوحة تثبيت المثقاب السفلي
3-الوظيفة الإرشادية
4-لوحة الضغط المتحرك السفلي المتحرك
5-لوح ضغط متحرك علوي 5 - علوي متحرك
6-صفيحة تثبيت المثقاب العلوي
7-حامل القالب العلوي
8،11-مطاط البولي يوريثين
9-اللكمة العلوية
10-اللكمة السفلية
12-أعلى الخيط
عند الانتهاء من العمل، يعود منزلق المكبس، وتقوم لوحة الضغط المتحركة بتفريغ الأنبوب التركيبإكمال عملية تثقيب واحدة.
عملية التثقيب موضحة في الشكل 2-2-92. وبما أن مادة الأنبوبة تكون دائماً تحت الضغط قبل التثقيب وأثناءه، فإن ذلك يعزز صلابة مادة الأنبوبة إلى حد كبير، مما يمنع التشوه غير المستقر (التسطيح بسبب عدم كفاية الصلابة) أثناء عملية التثقيب.
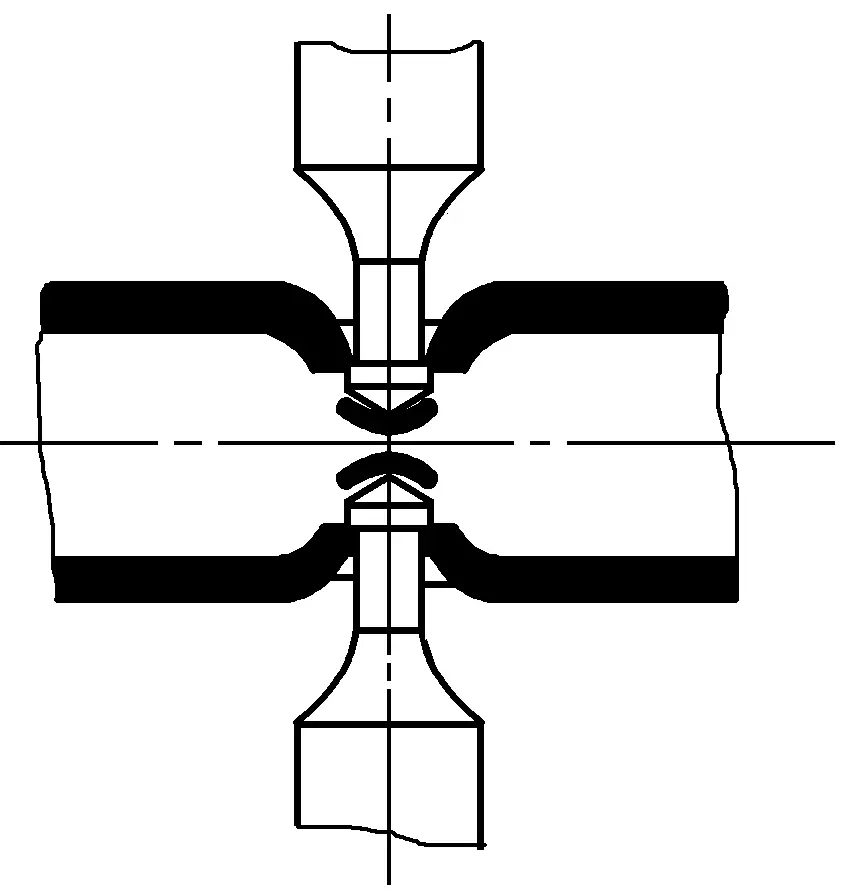
لذلك، أثناء عملية تثقيب الأنبوب، يتم دفع منطقة ثقب جدار الأنبوب تدريجيًا إلى الجزء الداخلي من جدار الأنبوب بواسطة المثقاب، مما يتسبب في ثني المادة بشكل مرن إلى تشوه بلاستيكي، ويؤدي في النهاية إلى انفصال الكسر.
يمكن ملاحظة أنه بالمقارنة مع التثقيب باستخدام قالب، فإن التثقيب الأنبوبي بدون قالب يتميز بالخصائص التالية:
1) عند إجراء عملية التثقيب الأنبوبي بدون قالب، فإن الشرط الأساسي هو أن جميع مواد الأنبوب خارج منطقة التثقيب يجب أن تكون مضغوطة قبل بدء التثقيب، حتى تكتمل عملية التثقيب بالكامل. وإلا فإن مادة الأنبوب سوف تتشوه تحت ضغط المثقاب، مما يجعل عملية التثقيب مستحيلة. لذلك، يجب إعداد جهاز ضغط على القالب لتوفير قوة ضغط كافية.
2) أثناء تثقيب الأنبوب بدون قالب، نظرًا لعدم وجود دعامة للقالب، تكون عملية التشوه المرن للمادة أطول ويكون تشوه الانحناء أكبر، وبالتالي تشكل "انبعاج" حول الثقب المثقوب (انظر الشكل 2-2-93). ويعتمد حجم "الانبعاج" على حجم مادة الأنبوب، ونوع مادة الأنبوب، وحجم التثقيب، وهيكل القالب، وقوة الضغط، وما إلى ذلك. ولذلك، فإن التثقيب الأنبوبي بدون قالب مناسب فقط للأجزاء الأنبوبية التي تسمح بوجود "انبعاج" حول المنطقة المثقوبة.
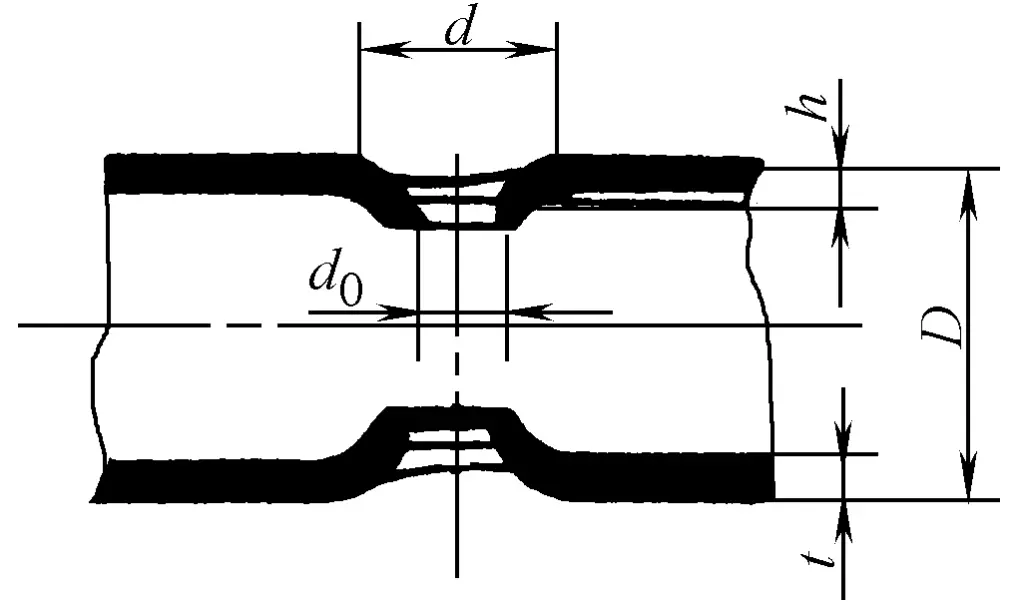
يسرد الجدول 2-2-42 أحجام "الانبعاج" المتكون في أنابيب الصلب التي يبلغ قطرها الخارجي ϕ30 مم تحت نفس قوة الضغط ولكن بمواد مختلفة وسماكة الجدار وأقطار التثقيب. كما يوضح الجدول، كلما كانت المادة أكثر صلابة وجدار الأنبوب أكثر سماكة وقطر التثقيب أصغر، كان حجم "الانبعاج" أصغر، وعلى العكس من ذلك، كلما كان حجم "الانبعاج" أكبر.
الجدول 2-2-2-42 حجم "الحفرة" المتكونة أثناء تثقيب الأنابيب (الوحدة: مم)
| القطر الخارجي للأنابيب الفولاذية × سمك الجدار Dxt | المواد | قطر التثقيب دo | قطر "الحفرة" د | عمق "الحفرة" ح |
| Φ30×2.5 | 20 | Φ9.5 | Φ19 | 3.2 |
| Φ30×1.5 | 10 | Φ9.5 | Φ24 | 7.5 |
| Φ30×2.6 | 10 | Φ9.5 | Φ20 | 6.5 |
| Φ30×2.6 | 10 | Φ4 | Φ12 | 3 |
| Φ30×5 | 10 | Φ9.5 | Φ16 | 2.5 |
3) أثناء عملية التثقيب لمواد الأنابيب، نظرًا لأن المادة دائمًا ما تكون محكمة ضد المثقاب، فإن تسخين المثقاب وتآكله يكونان أكثر حدة من التثقيب المعتاد، لذلك، عند تصميم القالب، من الضروري تحديد متطلبات الهيكل والمواد والمعالجة الحرارية لللكمة بشكل معقول.
(2) السمات الهيكلية للقالب
بالمقارنة مع قوالب التثقيب العامة، فإن مادة الأنابيب بدون قالب التثقيب بالقالب لها بعض المتطلبات الخاصة فقط في هيكل المثقاب وجهاز الضغط والتفريغ.
1) شكل هيكل اللكمة.
نظرًا لأن المثقاب يسخن ويتآكل بشدة أثناء تثقيب الأنابيب ويصعب تفريغ الأجزاء أثناء التثقيب، يجب أن يقلل تصميم المثقاب من منطقة التلامس مع مادة الأنبوب. عند التثقيب على أنبوب مستدير، نظرًا لأن السطح الذي يلامسه المثقاب ليس مسطحًا بل السطح المقوس لجدار الأنبوب، فمن الضروري أيضًا التأكد من أن المثقاب لا يعاني من إجهاد غريب الأطوار أثناء التصميم، وإلا فمن المحتمل جدًا أن ينكسر.
يوضح الشكل 2-2-2-94 العديد من هياكل قوالب التثقيب لتثقيب الأنابيب المستديرة. تُظهر ممارسة الإنتاج أن هيكل قالب التثقيب الموضح في الشكل 2-2-94 د هو الأفضل. لا يتمتع قالب التثقيب هذا بمحاذاة جيدة فحسب، بل يحتوي أيضًا على منطقة تلامس أصغر مع جدار الأنبوب أثناء التشغيل، وبالتالي يكون له تأثير استخدام جيد. ومع ذلك، فإن الطرف المركزي لهذا القالب المثقب ليس هو حافة القطع، مما يزيد نسبيًا من شوط عمل القالب المثقب، خاصةً أنه يتطلب شوطًا أطول لقطع المادة عند تثقيب مواد الأنبوب الأكثر ليونة.
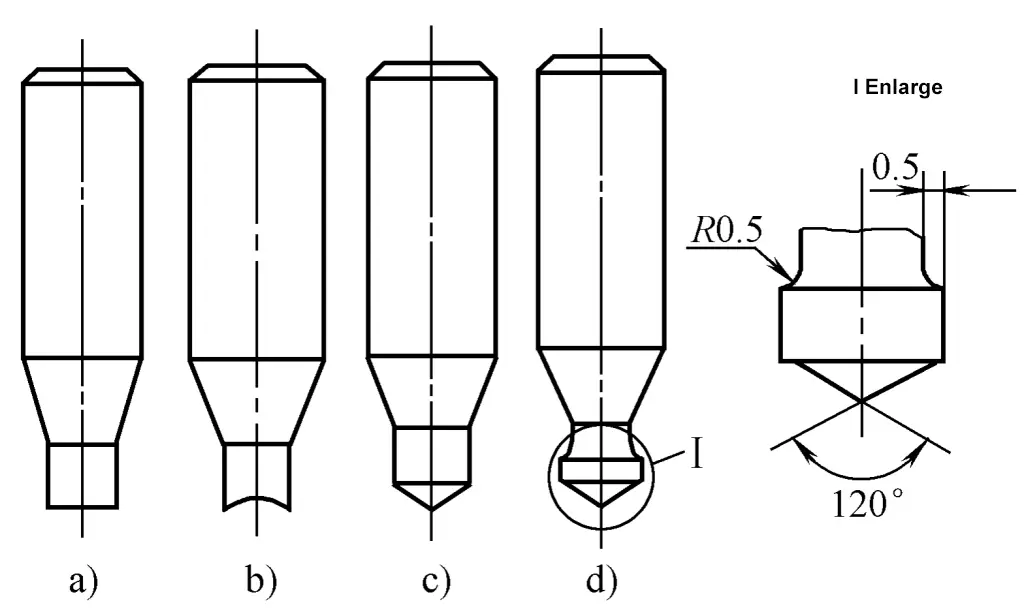
تعتبر قوالب التثقيب الموضحة في الشكل 2-2-94 أ و2-2-94 ب ملائمة للتصنيع والطحن، ولكن نظرًا لضعف محاذاة القوالب، فإنها تتمتع بمقاومة عالية للقطع وتكون عرضة للكسر عندما تكون المادة صلبة أو يكون جدار الأنبوب سميكًا.
ولذلك، فإن قوالب التثقيب من النوعين 2-2-94a و2-2-94b مناسبة لتثقيب الأنابيب الفولاذية ذات المواد الأكثر ليونة أو سمك الجدار الأقل من 2 مم، في حين أن النوعين 2-2-94c و2-2-94d مناسبان لتثقيب الأنابيب الفولاذية ذات المواد الأكثر صلابة أو الجدران الأكثر سمكًا. قوالب التثقيب مصنوعة من فولاذ الأدوات المقاوم للتآكل مثل C12، مع صلابة معالجة حرارية مطلوبة تتراوح بين 56 و60HRC.
2) جهاز التثبيت والتفريغ.
ولتحقيق شرط الحفاظ على مادة الأنبوب في حالة مثبتة قبل التثقيب وأثناء التثقيب، يجب تركيب جهاز تثبيت على القالب. ويوضح الشكل 2-2-95 جهاز التثبيت للتثقيب على الأنابيب المستديرة، والذي يتكون من صفيحة ضغط 3، ومطاط البولي يوريثان 2، وبرغي التفريغ 1.
1-تفريغ البرغي
2-مطاط البولي يوريثين
3-صفيحة الضغط 3-صفيحة الضغط
جهاز التثبيت له وظيفة مزدوجة، ليس فقط تثبيت الأنبوب أثناء التثقيب ولكن أيضًا يعمل كوظيفة تفريغ عندما يعود منزلق الضغط بعد الشوط. وقد أثبتت ممارسة الإنتاج أن استخدام مطاط البولي يوريثان بدلاً من المطاط العام أو النوابض كعنصر مرن له تأثيرات جيدة.
3) نطاق التطبيق.
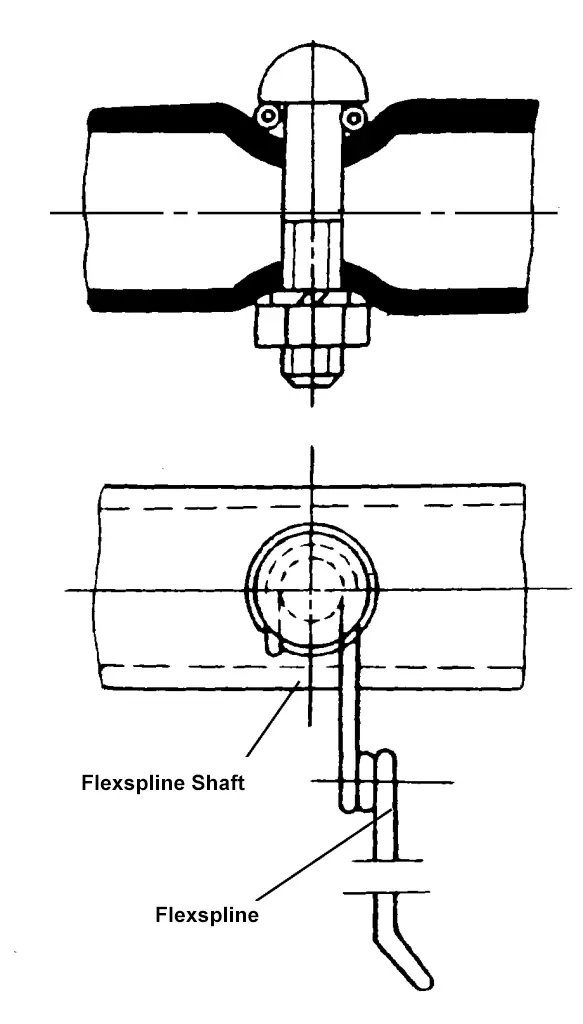
جدار الأنبوب بدون تثقيب بالقالب المقعر، حيث يتم تشكيل "حفرة" حول الثقب المثقوب، وهذه العملية مناسبة فقط للأنابيب التي يُسمح فيها بوجود "حفرة" حول المنطقة المثقوبة. بالنسبة لمعظم الأنابيب، توفر "الحفرة" المتكونة أثناء التثقيب نتائج أفضل وسطحًا أكثر سلاسة وجمالية مقارنةً بالثقوب التي يتم إجراؤها عن طريق الحفر أو الثقب أو الطحن.
كما هو موضح في الشكل 2-2-96، تستخدم الأنبوبة "الحفرة" المتكونة أثناء التثقيب لتلبية متطلبات التجميع لبئر الأنبوبة. ومن الواضح أن استخدام عملية التثقيب الخالية من القوالب المقعرة يجب أن يفهم أولاً ما إذا كانت الأنبوبة تسمح بوجود "حفرة".
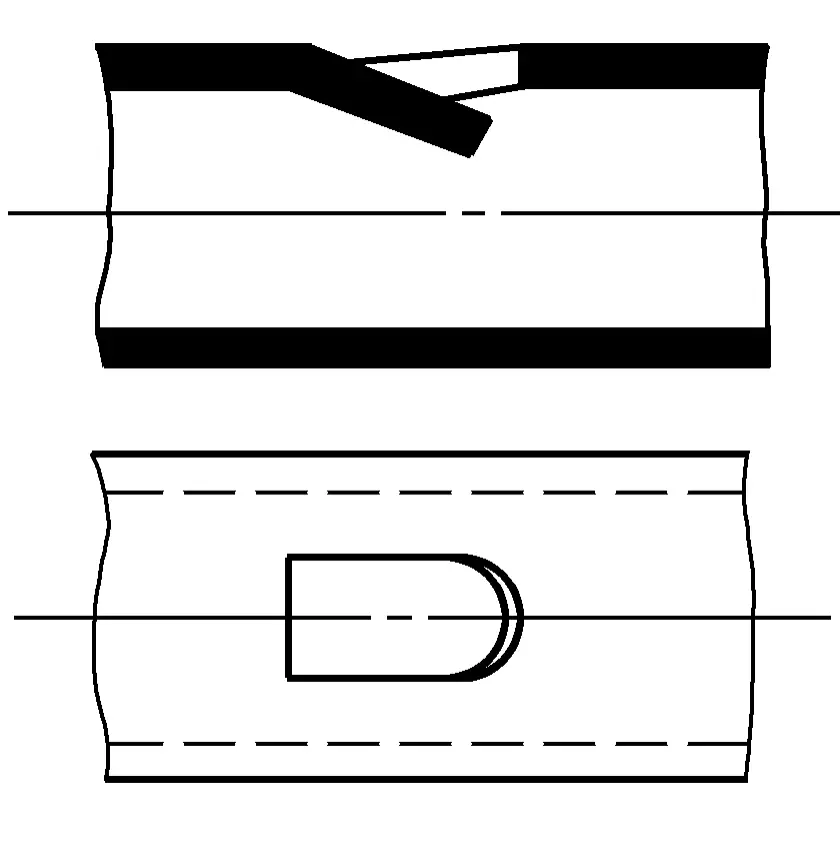
جدار الأنبوب بدون تثقيب الأنبوب بالقالب المقعر، بالإضافة إلى استخدامه لتثقيب الثقوب المستديرة أو الثقوب البيضاوية أو الثقوب ذات الشكل الخاص، يمكن استخدامه أيضًا لتثقيب الشقوق (انظر الشكل 2-2-97). بالمقارنة مع ثقوب التثقيب، فإن هذه العملية تتميز بتكاليف تصنيع أقل، وكفاءة إنتاج أعلى، وتأثيرات استخدام أفضل، ومناسبة بشكل خاص لتثقيب الأنابيب في الآلات الزراعية، والأجهزة الكهربائية، ومنتجات الصناعات الخفيفة، مع فوائد اقتصادية كبيرة.
الاستفادة من قابلية التشوه والبلمرة غير المتدفقة للمطاط، ووضعه داخل الأنبوب الفارغ كقالب محدب مرن، وبالتالي تنفيذ عملية التثقيب لأي شكل من أشكال الثقوب على جدار الأنبوب، يسمى تثقيب القالب المطاطي.
تشمل المطاطات المستخدمة في التثقيب المطاط الطبيعي (المطاط الأسود) ومطاط البولي يوريثان (المطاط الصناعي). وبما أن النوع الأول يمكن أن يتحمل ضغط وحدة أقل (أقل من 40 ميجا باسكال بشكل عام)، فهو مناسب فقط للإنتاج على نطاق صغير للمواد اللينة وتثقيب الأنابيب رقيقة الجدران.
مطاط البولي يوريثان عبارة عن مطاط مرن يقع بين المطاط الطبيعي والبلاستيك، ويمتلك مجموعة من الخصائص الفيزيائية والميكانيكية الفريدة. فهو لا يتمتع فقط بقوة عالية ويسمح بضغوط كبيرة للوحدة (تصل إلى 500 ميجا باسكال بشكل عام، وتصل إلى 1000 ميجا باسكال عندما تكون أحجام الإنتاج صغيرة)، ولكنه يتمتع أيضًا بمجموعة واسعة من الصلابة، ومقاوم للتآكل والزيوت والتقادم والتمزق، وبالتالي فهو يتمتع بعمر افتراضي طويل ويمكن استخدامه للإنتاج بكميات كبيرة.
(1) خصائص العملية
باستخدام مطاط البولي يوريثان كقالب ذكر مرن وقوالب ذكر مرنة وفولاذ الأدوات كقالب أنثى صلب، تظهر خصائص العملية التالية عند ثقب جدار الأنبوب.
1) نظرًا لأن قالب التثقيب المطاطي عبارة عن هيكل شبه قالب، حيث يكون القالب الذكر من المطاط ولا يحتاج إلى تصنيع سوى القالب الأنثوي الفولاذي، فإن هذا يبسط تصنيع القالب ويحل مشكلة صعوبة المطابقة بسبب الخلوص الصغير بين القالبين الذكر والأنثى الفولاذي.
2) نظرًا لأن مطاط البولي يوريثين يمكن أن يولد ضغوط وحدة عالية، فإن قطر الثقوب أو عرض الفتحات المثقوبة على جدار الأنبوب يمكن أن يصل إلى 1 إلى 2 ضعف سمك المادة، أو حتى أصغر. وقد أظهرت الممارسة أنه عندما يكون ضغط الوحدة 500 ~ 700MPa، يمكن ثقب فتحات بعرض 0.5 ~ 0.7 مم في جدار أنبوب من سبائك الألومنيوم بسماكة 1 مم.
وفقًا للبيانات الواردة من الاتحاد السوفيتي السابق، عند استخدام مطاط البولي يوريثين للتثقيب، يتراوح القطر النموذجي للأنبوب الفارغ من 20 إلى 100 مم، ويمكن أن يتراوح قطر الثقوب المثقوبة من 4 إلى 40 مم؛ وعندما يكون سمك جدار الأنبوب 0.6 إلى 1.5 مم، يمكن أن يصل قطر الثقوب المثقوبة إلى 2 إلى 3 مم. المواد المناسبة للتثقيب تشمل الفولاذ الكربوني العادي والفولاذ المقاوم للصدأ وغير الحديدية المعادن وسبائكها، وما إلى ذلك، باستثناء المواد الهشة، يمكن معالجتها جميعًا بقوالب مطاطية.
3) على غرار استخدام قوالب مطاط البولي يوريثان لتثقيب الأجزاء المسطحة، فإن جودة الجزء المثقوب من الأنبوب جيدة جدًا، بدون نتوءات. ومع ذلك، على الجزء الداخلي من الأنبوب، وبسبب عمل مطاط البولي يوريثين، يتم تشكيل نصف قطر صغير جدًا من داخل الأنبوب، وهي ميزة كبيرة مقارنة بالنتوءات التي تتشكل عن طريق الحفر أو الطحن الآلي، مما يزيل صعوبة إزالة الحواف داخليًا.
4) أثناء عملية التثقيب، يقوم مطاط البولي يوريثان أولاً بتصحيح قطر الأنبوب، ثم يثقب وفقًا لحافة القالب الأنثوي الصلب، وبالتالي تحقيق دقة أبعاد عالية للثقوب المثقوبة. تصل دقة الأبعاد للثقوب المثقوبة عمومًا إلى IT9 ~ IT11، وبالنسبة للثقوب الأكبر حجمًا ذات المواد الرقيقة، يمكن أن تصل إلى IT6 ~ IT7.
(2) النقاط الرئيسية لتصميم القالب
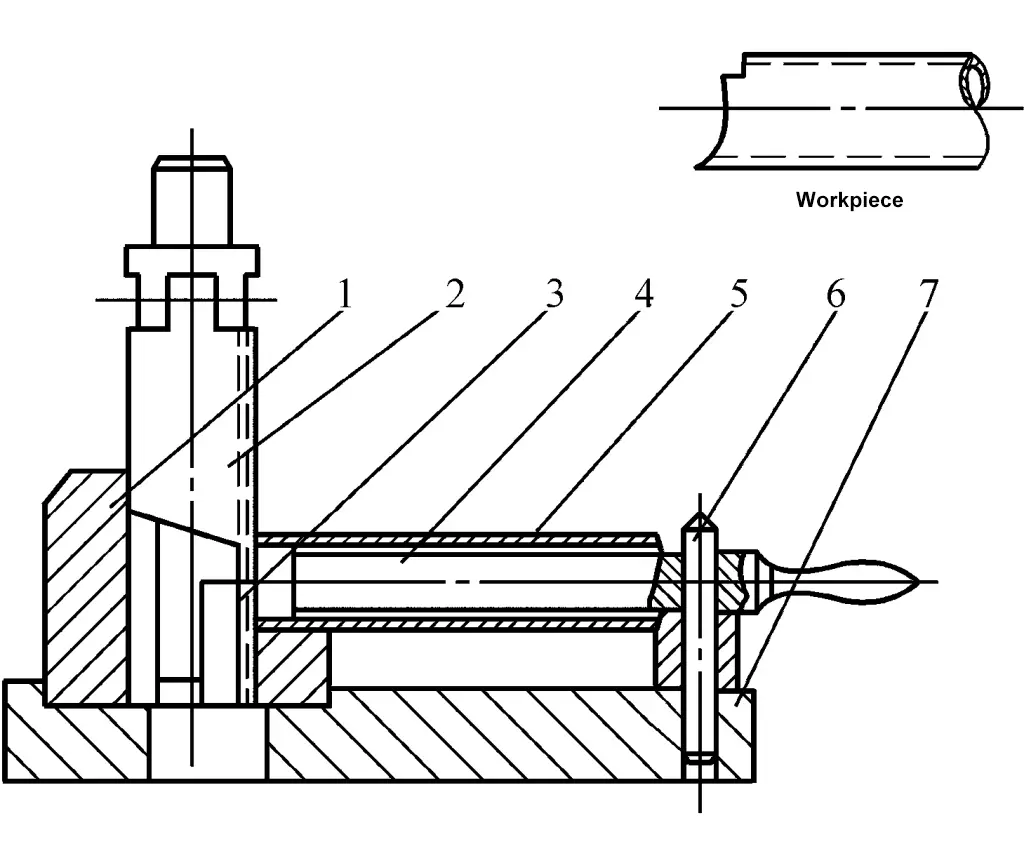
يظهر هيكل قالب التثقيب المطاطي في الشكل 2-2-98، ويتكون بشكل أساسي من غلاف القالب الأنثوي المتكامل 1، والقالب الأنثوي 2، وقضيب مطاط البولي يوريثين 4، ورأس المكبس 5. أثناء التشغيل، يوضع فراغ الأنبوب 3 أولاً في القالب الأنثوي، ثم يتم إدخال قضيب مطاط البولي يوريثان مع رأس الكبس (ملتصقين معًا باستخدام مادة لاصقة من البولي يوريثان) في فراغ الأنبوب.
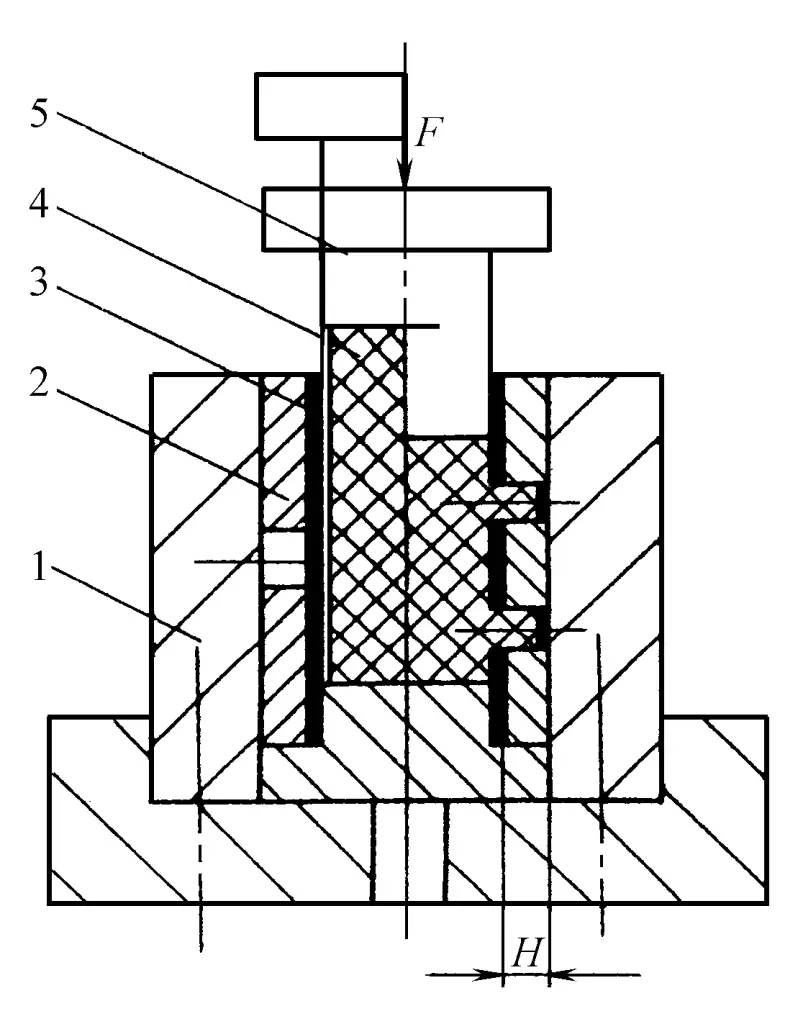
1- غلاف القالب
2-الموت (هيكل مجزأ)
3-أنبوب 3 فارغ
4-قضيب مطاطي من البولي يوريثين
5-رأس الصحافة
بينما تتحرك شريحة الضغط إلى أسفل، يضغط رأس المكبس لأسفل، مما يتسبب في تعرض قضيب المطاط لتشوه انضغاطي محوري وملء التجويف الداخلي لفراغ الأنبوب، مما يؤدي في البداية إلى تصحيح قطر الأنبوب. ومع استمرار رأس الكبس في الضغط لأسفل، يرتفع الضغط داخل وحدة المطاط المختومة في فراغ الأنبوب ارتفاعًا حادًا حتى تنتج المادة القريبة من حافة القالب تشققات دقيقة وتنفصل في النهاية، لتكتمل عملية التثقيب بأكملها.
يجب تحديد قيمة سماكة الجدار H لقالب التثقيب (انظر الشكل 2-2-98) بشكل معقول، حيث أنها لا تؤثر فقط على ما إذا كان يمكن إكمال عملية التثقيب بسلاسة ولكن تؤثر أيضًا على جودة القسم المثقوب، وحجم قوة التثقيب، وعمر خدمة القضيب المطاطي. بناءً على خبرة الإنتاج، يمكن تحديد قيمة سمك الجدار H بالصيغة التالية
ح = 2.5 (1 + أ) 10 )√t
المكان
يُصنع القالب عمومًا من فولاذ الأدوات العادي مثل T8A، T10A، وبعد التبريد والتبريد، تكون الصلابة 56 ~ 60HRC. إذا كان جدار القالب رقيقًا أو كان شكل التثقيب معقدًا، فمن الأفضل استخدام سبائك الصلب أداة مع تشوه صغير بعد التبريد، مثل Cr12، Cr12MoV، إلخ.
يجب أن يكون اختيار صلابة مطاط البولي يوريثان معقولاً. لتحقيق عمل التثقيب، يلزم أن يكون مطاط البولي يوريثان قادرًا على إنتاج تشوه جانبي بسهولة بعد الضغط المحوري، لتحقيق ضغط الوحدة المطلوب للتثقيب. وفقًا لخبرة الإنتاج، من المناسب عمومًا اختيار صلابة شور من 70 ~ 80A.
يجب أن يكون قطر قضيب مطاط البولي يوريثان كبيرًا قدر الإمكان لتسهيل إزالته من الأنبوب الفارغ بعد الانتهاء من أعمال التثقيب، مما يقلل من تشوه مطاط البولي يوريثان، ويساعد على تحسين عمر الخدمة، ويقلل من حمولة المكبس، وعمومًا يكون 4% ~ 6% أصغر من القطر الداخلي للأنبوب الفارغ.
بعد قطعها، تصبح المادة الأنبوبية بعد قطعها هي الأنبوب الفارغ اللازم لتصنيع التجهيزات الأنبوبية. واعتمادًا على متطلبات التجهيزات الأنبوبية، يلزم أحيانًا معالجة أشكال مختلفة في نهايتها. في الماضي، كان يتم استخدام الطحن في الغالب لمعالجة هذه الأنواع من الأشكال الطرفية، والتي كانت تتلف الأدوات بسهولة، ولم تكن فعالة وغير آمنة للغاية. وحاليًا، يتم استخدام معالجة التثقيب على نطاق واسع، وهو ما لا يحسن كفاءة الإنتاج فحسب، بل يضمن أيضًا جودة وسلامة مستقرة.
يوضح الشكل 2-2-2-99 أشكال النهايات الأنبوبية الشائعة في الشكل 2-2-99، حيث تتراوح أقطار الأنبوب عمومًا من ϕ10 إلى ϕ70 مم وسماكة الجدار من 0.5 إلى 5 مم. نظرًا لاختلاف أشكال النهايات المختلفة، يجب تصميم هيكل القالب بمرونة بعد إجراء تحليل محدد. فيما يلي العديد من هياكل القوالب النموذجية التي تم اعتمادها في الإنتاج، والتي يمكن الرجوع إليها أثناء التصميم.
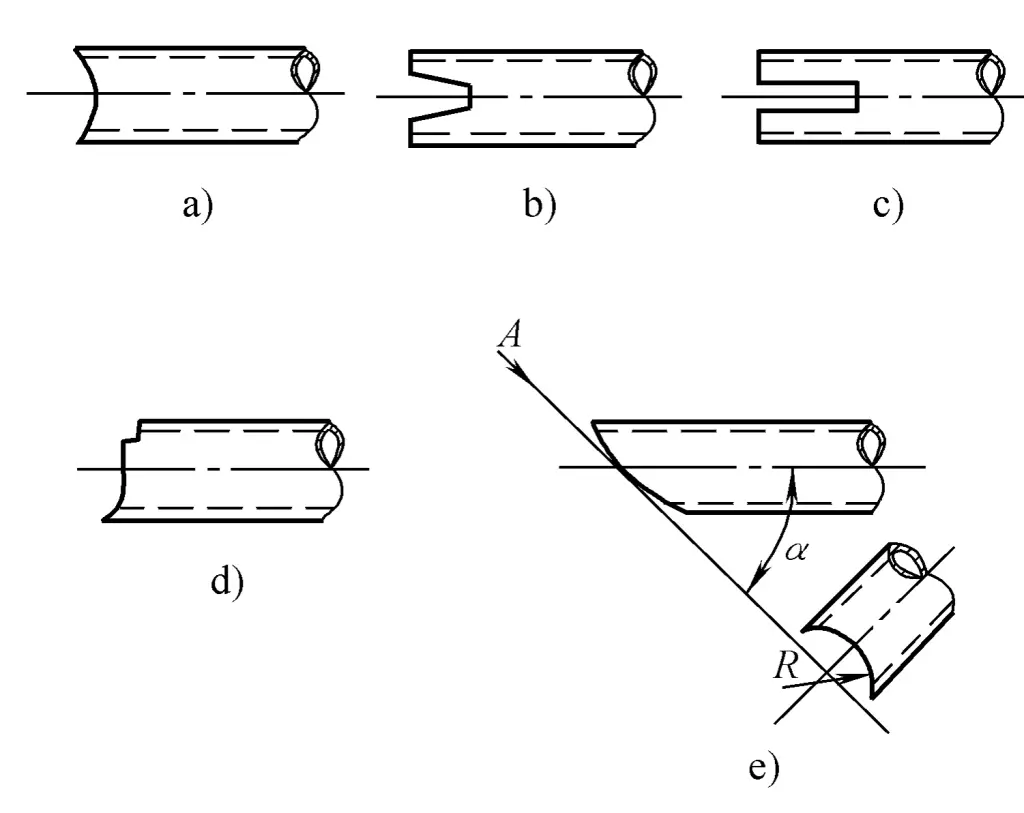
أ) قوس النهاية
ب)، ج) الشق النهائي
د) ميناء غير منتظم الشكل
ه) قوس مائل الميناء
يظهر هيكل القالب لتثقيب القوس في نهاية الأنبوب في الشكل 2-2-100. يتم تركيب المثقاب 3 في الصفيحة الثابتة 2، والتي يتم توجيهها بلوحة الدعم 1 وأحد وجهي طرف القالب 5، لضمان وجود فجوة تثقيب من جانب واحد بين المثقاب والقالب. يتم تثبيت لوحة الدعم والقالب معًا على قاعدة القالب السفلية 7. قبل البدء في التثقيب، يجب ضبط المثقاب على موضع يزيد قليلاً عن سمك جدار الأنبوب على بعد أكثر من سمك أنبوب واحد بعيدًا عن السطح القوسي للقالب، لتسهيل تغذية مادة الأنبوب.
1-لوحة الدعم 1-لوحة الدعم
2-لوحة ثابتة
3-الضربة
4-برغي تحديد الموضع 4
5-الموت
6-بليت
7-حامل القالب السفلي
أثناء تشغيل القالب، يتم ثقب المنفذ مرتين. أثناء عملية التثقيب الأولى، يتم وضع البليت 6 على المثقاب لوضعه مع برغي التثبيت 4، مما يؤدي إلى قطع النصف السفلي من القوس. أثناء عملية التثقيب الثانية، يتم قلب البليت 180 درجة، ووضعه على السطح القوسي لطرف الأنبوب المثقوب، وبذلك تكتمل عملية التثقيب بالكامل.
وتجدر الإشارة إلى أن عملية التثقيب مرتين لقوس طرف الأنبوب تتم على خطوتين منفصلتين، أي أن المثقاب الأول (العملية الأولى) يقطع نصف القوس السفلي لجميع القوالب، ثم يضبط برغي تحديد الموضع لاستيعاب الموضع للمثقاب الثاني (العملية الثانية)، وليس مجرد ثقبين متتاليين على قالب واحد. باستخدام هيكل القالب هذا للتثقيب، يجب أن تكون شوط المكبس صغيرًا وليس كبيرًا جدًا.
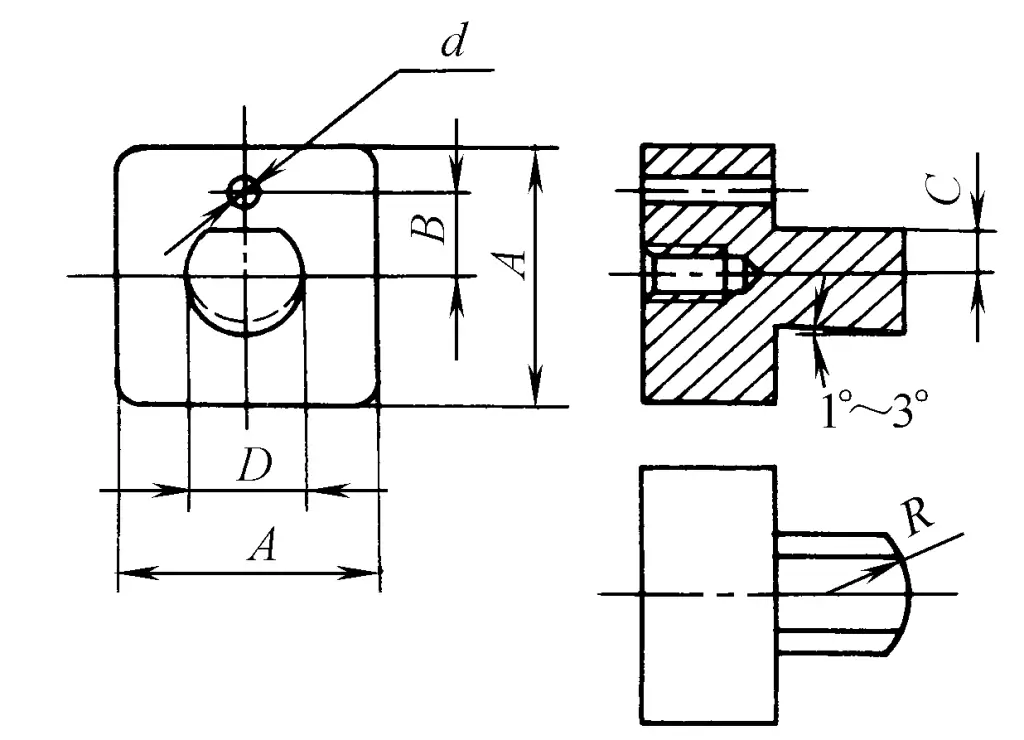
يظهر شكل المثقاب في الشكل 2-2-101 وعلاقة أبعاده كالتالي
المكان
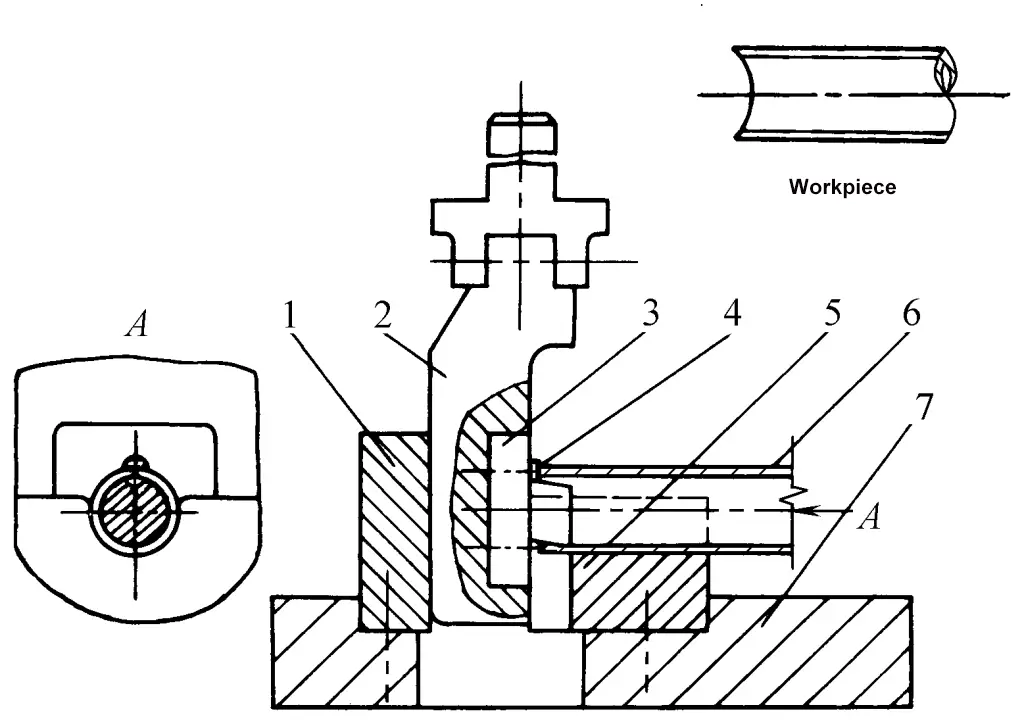
يوضح الشكل 2-2-102 هيكل القالب الخاص بفتحة التثقيب في نهاية الأنبوب. ويثبت القالب الأساسي 6 على الصفيحة الثابتة 3، التي يمكن أن تتحرك لأعلى ولأسفل بالنسبة لقاعدة القالب السفلية 1 بمساعدة الزنبرك 2 وعمود التوجيه 4.
1-حامل القالب السفلي
2-الربيع
3-لوحة ثابتة 3-لوحة ثابتة
4-الوظيفة الإرشادية
قالب 5 لكمات
6-قوالب القالب 6 الأساسية
7-بليت
أثناء التثقيب، يجب تطبيق الضغط على الصفيحة الثابتة (بشكل عام عن طريق حشوة المطاط أسفل منزلق المكبس). بعد التصاق القالب الأساسي مع البليت 7 بشكل وثيق بمقعد القالب السفلي، يبدأ قالب التثقيب 5 في التثقيب. لتحسين قوة حافة حافة القالب الأساسي، يستخدم قالب التثقيب حافة مشطوفة بزاوية 3 درجات إلى 5 درجات. عند تثقيب الجانب الآخر، قم بقلب البليت 180 درجة، واعتمد على الشق المثقوب بالفعل لتحديد الموضع، ثم قم بإجراء التثقيب مرة أخرى، وبالتالي إكمال عملية التثقيب بأكملها على مرحلتين.
يظهر هيكل القالب الخاص باللكم على شكل خاص في نهاية الأنبوب في الشكل 2-2-103. يتم توجيه قالب التثقيب 2 بواسطة لوحة الدعم 1، ويتطابق شكل رأس القالب الأساسي 4 مع القالب المقعر 3، ويمكن تثقيب البليت 5 المثبت على القالب الأساسي. يمكن رفع القالب الأساسي وتدويره بواسطة الدبوس 6 لسهولة تحميل وتفريغ البليت.
1-لوحة الدعم 1-لوحة الدعم
2-قوالب القالب 2
3-القوالب
4-القالب الأساسي 4
5-بليت 5
6 سنون
7-حامل القالب السفلي
يظهر هيكل القالب لثقب الأقواس المائلة في طرف الأنبوبة في الشكل 2-2-104. ويشكل القوس R لطرف الأنبوب زاوية α مع محور الأنبوب الفارغ ويتم ثقبه بشكل عام على مكبس أفقي. يتم تركيب القالب المحدب 1 المزود بشفرة وحافة ذات شكل خاص في منزلق المكبس، والقالب المقعر 2 من النوع المنفصل، مثبت على قاعدة القالب المقعر القابل للدوران حول النقطة O بواسطة لوحة الدعم 4 (غير موضح في الشكل).
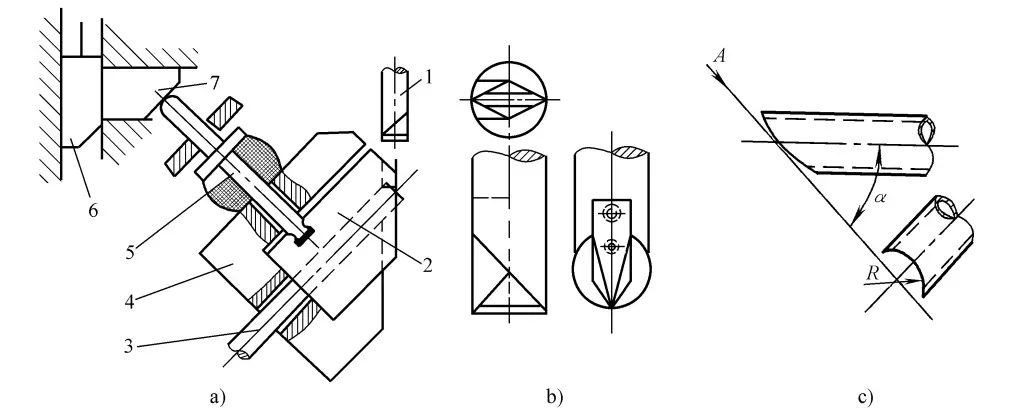
أ) هيكل القالب
ب) هيكل القالب المحدب
ج) قطعة العمل
1-الضربة
2-القالب المقعر
3-أنبوب 3 فارغ
4-لوحة الدعم 4-لوحة الدعم
5-قضيب الضغط 5 - قضيب الضغط
6-الإسفين الطولي
7-الوتد المستعرض
بعد أن يتم إدخال الأنبوب الفارغ 3 في القالب، يتم تثبيته بقضيب الضغط 5، ويمكن إجراء التثقيب بالضغط لأسفل باستخدام المثقاب. يتم الضغط على قضيب الكبس بواسطة الوتد المستعرض 7 والوتد الطولي 6، المتصل بمنزلق الكبس. يتم تثبيت كلا الإسفينين على قاعدة أخرى ذات فتحة ويمكن للقاعدة أيضًا أن تدور على طاولة الضغط المتمركزة على النقطة O، ويمكن أن تتأرجح حول المماس القوسي لرأس قضيب الضغط، وهذا الدوران والتأرجح، مثل قاعدة القالب القابلة للدوران، لاستيعاب زوايا شطبة نهاية الأنبوب المختلفة α.
وبطبيعة الحال، عندما تتغير الزاوية α، تمامًا كما هو الحال عندما يتغير حجم قطر الأنبوب، يجب تصميم قالب مطابق بشكل منفصل: عندما يتغير قوس التثقيب R، يجب أيضًا تصميم المثقاب المقابل بشكل منفصل. يمكن تثقيب الزاوية المائلة α في نطاق 30 درجة ~ 75 درجة، وإذا كان طرف الأنبوب يتطلب تثقيب عدة أقواس مائلة بزاوية مع بعضها البعض، فيمكن إكمالها بعدة لكمات.
من هيكل القالب الموضح أعلاه، يمكن ملاحظة أنه يتم استخدام هياكل قوالب مختلفة لأن الأشكال المطلوبة للتثقيب في نهايات الأنابيب مختلفة. وهذا يتطلب من مصممي القوالب تحليل ودراسة الخصائص الهندسية للأشكال النهائية لأطراف الأنابيب وفقًا لأشكالها المختلفة على وجه التحديد، ثم تصور بذكاء هياكل القالب المقابلة. لا ينبغي أن يفي هيكل القالب بالمتطلبات الوظيفية لشكل طرف الأنبوب المثقوب فحسب، بل يجب أن يكون سهل التشغيل وآمنًا وموثوقًا به.
أصبح تطبيق المقاطع الجانبية أكثر انتشارًا، وبغض النظر عن نوع الأجزاء الجانبية فإن المشكلة الأولى التي يجب حلها في التصنيع هي عملية القطع. يمكن تقسيم أجزاء المقاطع الجانبية إلى ثلاثة أنواع رئيسية وفقًا لشكل المقطع العرضي بعد القطع: القطع بزاوية قائمة، والقطع بزاوية 45 درجة، واللكم بالسن. وقد تم تقديم قطع المقاطع الجانبية في الجزء الثاني، الفصل الأول، وهنا نناقش فقط تثقيب المقاطع الجانبية.
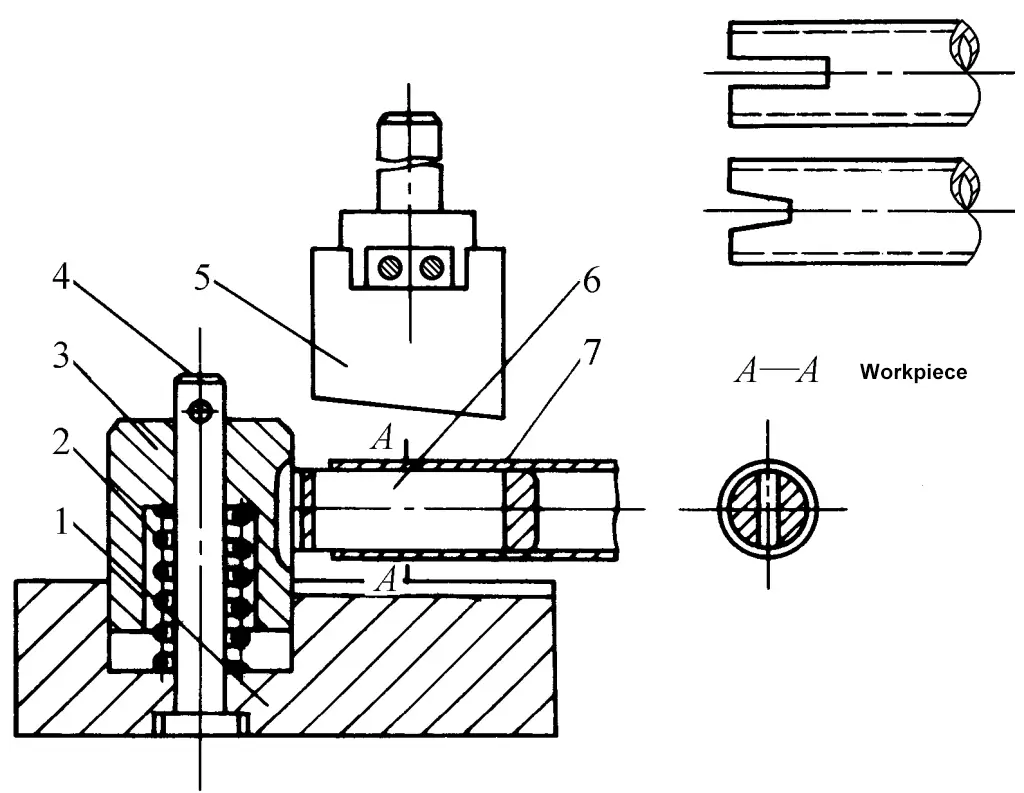
يوضح الشكل 2-2-105 شكل المقطع العرضي الشائع للسن في الشكل 2-2-105. يظهر قالب تثقيب اللسان الجانبي في الشكل 2-2-2-106، وميزته الرئيسية هي أن حافة المثقاب مصنوعة على شكل شطبة مزدوجة، مما يحافظ على إجراءات القطع الأفقية والرأسية عندما يتحرك المثقاب إلى أسفل، ويفصل بين الشبكة والجانب دفعة واحدة، ويثقب قطعة العمل.
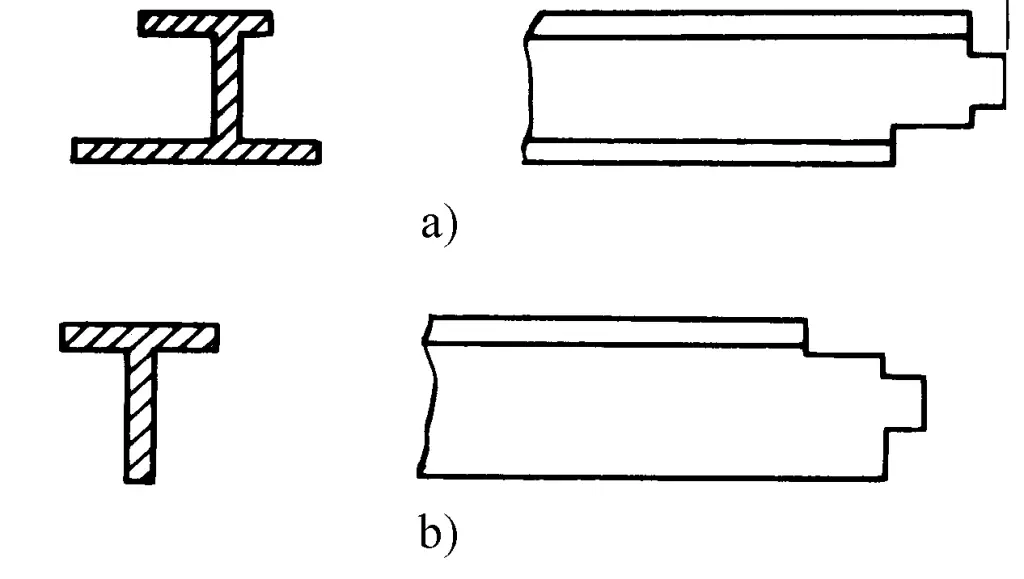
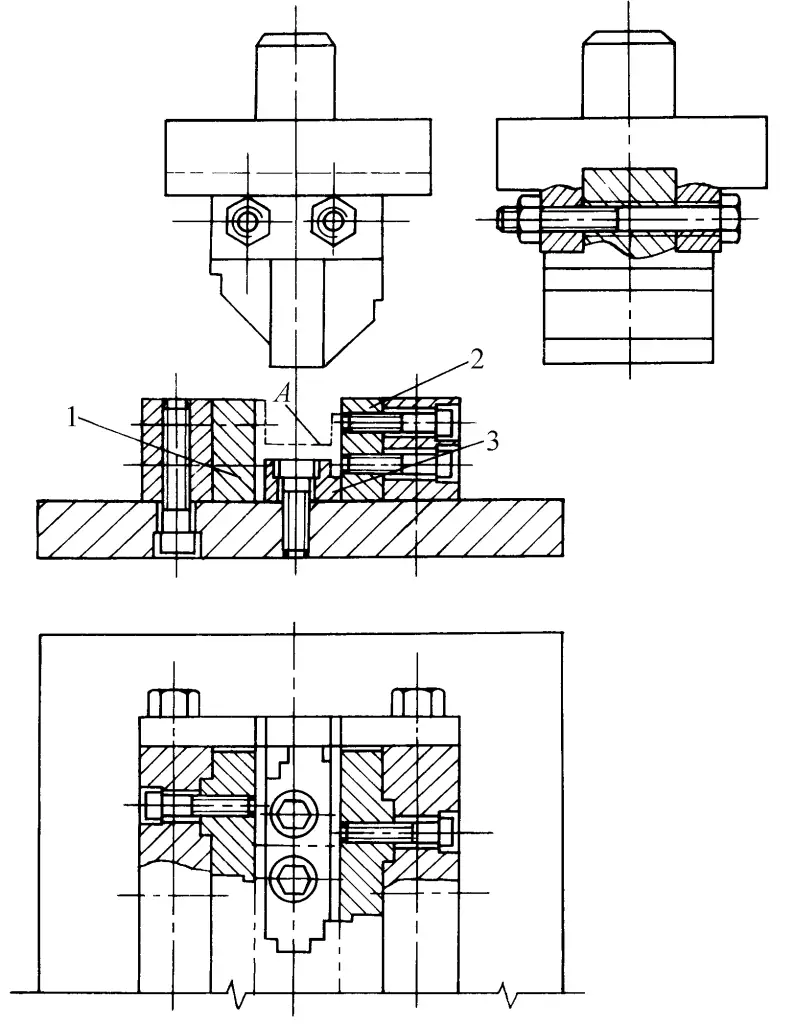
من الجيد بشكل عام اختيار منحدر 35 درجة إلى 40 درجة لحافة الثقب. يستخدم القالب هيكل إدراج، يتكون من ست كتل مكونة من ستة كتل مكونة من الأجزاء 1 و2 و3، مرتبة بشكل متماثل على اليسار واليمين. تم تصميم الإدخالات نفسها بشكل متماثل، لذلك إذا تعرض أحد جوانب الحافة للتلف، فيمكن قلبها والاستمرار في استخدامها.
أثناء عملية التثقيب، ضع المادة في الموضع الموضح في الشكل A. نظرًا لأن التصميم يرفع ارتفاع الشفرة المائلة على أحد جانبي المثقاب بما يساوي الفرق في ارتفاع جناحي المظهر الجانبي، فإن هذا يضمن أنه أثناء تحرك المثقاب إلى أسفل، تلامس الشفرات المائلة المزدوجة جانبي المظهر الجانبي في نفس الوقت. ونظرًا لأن قوى المكون الأفقي عند نقاط التلامس على كلا الجانبين متساوية، فإن استقرار عملية القالب يتحسن وفقًا لذلك.
بينما يستمر المثقاب في التحرك لأسفل، بينما يقوم الجزء السفلي المسطح من المثقاب بقطع شبكة المادة، تقوم الشفرات المائلة المزدوجة للمثقاب بالتقطيع على طول جناحي المظهر الجانبي حتى يتم القطع بالكامل.

