
عمليات ثني المعادن: المعدات والمعلمات واستكشاف الأعطال وإصلاحها
كيف تتحول الصفائح المسطحة إلى أجزاء منحنية؟ ثني المعادن هو المفتاح. تكشف هذه المقالة النقاب عن الأدوات والتقنيات والحيل وراء...
قد يبدو تركيب قوالب التثقيب على الماكينات أمرًا شاقًا، ولكنه أمر بالغ الأهمية لتصنيع المعادن بدقة وكفاءة. يغطي هذا الدليل العملية خطوة بخطوة، بدءًا من إعداد مكونات القوالب إلى تثبيتها في مكانها. ستتعلم كيفية ضمان المحاذاة، والخلوص المناسب، والتشغيل السلس، مما يعزز السلامة والأداء. باتباع هذه الخطوات، يمكنك أن تتوقع تقليل الأخطاء وزيادة عمر المعدات الخاصة بك إلى أقصى حد. هل أنت مستعد لإتقان عملية التركيب وزيادة إنتاجيتك؟ دعنا نبدأ!

ينطوي تجميع القالب على ترتيب الأجزاء التي تلبي المتطلبات الفنية لرسومات التصميم بترتيب وطريقة محددة، وفقًا للخصائص الهيكلية والشروط الفنية للقالب.
يتم تجميع هذه الأجزاء، بعد معالجتها للتأكد من توافقها، في قالب يفي بالمعايير التشغيلية. وبالتالي، فإن تجميع القوالب عملية بالغة الأهمية في تصنيع القوالب. وتؤثر جودة تجميع القالب تأثيرًا مباشرًا على جودة ختم الأجزاء المنتجة، وكذلك على صيانة القالب واستخدامه وعمره الافتراضي.
قبل البدء في التجميع، من الضروري دراسة رسومات القالب بدقة، ووضع خطة تجميع معقولة بناءً على خصائصه الهيكلية وشروطه الفنية، وفحص كل جزء مقدم بدقة. يجب وضع علامة على الأجزاء ذات الاتجاه المحدد قبل التجميع لضمان التركيب الخالي من الأخطاء وفقًا للخطوات المحددة.
يجب أن يفي القالب الذي يتم تجميعه وفقًا للخطة الموضوعة بالمتطلبات الأساسية التالية:
1) يجب أن ينزلق القالب المجمّع بسلاسة ومرونة على طول أعمدة التوجيه دون أي تصلب.
2) يجب أن تكون جميع مكونات المثقاب متعامدة على سطح قاعدة التجميع للوحة الثابتة.
3) يجب أن يفي الخلوص بين المثقاب والقالب بالمتطلبات المحددة في الرسومات وأن يكون موزعًا بالتساوي. يجب أن تتوافق شوط عمل المثقاب أو القالب مع الشروط الفنية.
4) يجب أن تتوافق المواضع النسبية لأجهزة تحديد الموقع وحجب المواد مع مواصفات الرسم. يجب أن تكون المسافات بين الألواح التوجيهية لقوالب الطمس متوافقة مع الرسومات؛ ويجب أن تكون الأسطح التوجيهية موازية للخط المركزي لاتجاه تغذية المواد في القالب. بالنسبة للوحات التوجيه المزودة بأجهزة الضغط الجانبي، يجب أن تنزلق لوحة الضغط الجانبي بسلاسة وتعمل بشكل موثوق.
5) يجب أن تفي المواضع النسبية لأجهزة إخراج المواد وأجهزة الإخراج بمتطلبات التصميم، مع مراعاة أن يكون الارتفاع الزائد ضمن النطاق المسموح به، وعدم وجود إمالة أو انحراف أحادي الجانب على سطح العمل لضمان إخراج الأجزاء أو الخردة في الوقت المناسب وبسلاسة.
6) يجب أن تكون فتحات الخردة أو قنوات التفريغ خالية لضمان إخراج القطع أو الخردة بحرية.
7) يجب أن تكون الأجزاء القياسية قابلة للتبديل؛ يجب أن يكون التناسب بين مسامير التثبيت ودبابيس التثبيت والثقوب الخاصة بها طبيعيًا وفي حالة جيدة.
8) يجب أن تفي أبعاد تركيب القالب على المكبس بمتطلبات المعدات المختارة. يجب أن تكون مكونات الرفع آمنة وموثوقة.
إن مفتاح تجميع القالب هو ضمان محاذاة القوالب الذكرية والأنثوية المثبتة على قاعدتي القالب العلوية والسفلية، إلى جانب الأجزاء المرتبطة بها، بشكل صحيح عند إغلاق القالب. يجب أن تتوافق هذه المحاذاة مع مواصفات التصميم لضمان عمل القالب بشكل صحيح وإنتاج قطع عمل تفي بمعايير المنتج.
ولهذا الغرض، يجب أن تتوافق جميع الأجزاء الداخلة في التجميع مع متطلبات المعالجة المحددة لكل مكون في عملية التجميع. على سبيل المثال، يجب أن تتمتع الصفيحة الثابتة للقوالب الذكرية المتعددة بالدقة الموضعية النسبية ودقة درجة الميل بين ثقوبها المختلفة الأشكال لتتناسب مع القالب الأنثوي والصفيحة المتعرية.
يجب أن تترك المسامير والدبابيس المسننة على صفيحة المباعدة خلوصًا كبيرًا في الثقوب العابرة، مما يسمح بالحفر وفقًا للأبعاد المحددة على المخطط. بعد التصلب، يجب أن تكون الأسطح العلوية والسفلية مسطحة بدقة. القوالب الأنثوية المتكاملة المركبة على قواعد القالب العلوية أو السفلية، بالإضافة إلى ثقوبها المشكلة آليًا وفقًا لمواصفات المخطط، يجب أيضًا معالجة ثقوب المسامير والدبابيس المسننة.
بعد المعالجة الحرارية والتشغيل الآلي الدقيق، تصبح جاهزة للتجميع. يجب أن تكون قاعدة القالب واللوحة التوجيهية التي سيتم تثبيتها بهذه القوالب مثقوبة ومثبتة ببراغي وثقوب مسامير لتتناسب مع الثقوب المقابلة على القالب الأنثوي أثناء التجميع.
بغض النظر عن نوع القالب وخصائصه الهيكلية، وعلى الرغم من أن طرق التجميع وتسلسله قد تختلف، إلا أن مبادئ التجميع الواجب اتباعها هي نفسها.
تتمثل الخطوة الأولى في تجميع القالب في اختيار جزء مرجعي ليكون بمثابة معيار تجميع للقالب. ثم يتم تجميع أجزاء القالب الأخرى تدريجيًا بناءً على هذا الجزء المرجعي. يعتمد اختيار الجزء المرجعي على الخصائص الهيكلية للقالب. بالنسبة للقالب ذو اللوحة التوجيهية، يجب أن تكون اللوحة التوجيهية التي تعمل أيضًا كجزء مرجعي للتجميع.
بالنسبة للقوالب الموجهة بواسطة أعمدة التوجيه، عادةً ما يتم استخدام القالب الأنثوي كمرجع تجميع. وبالنسبة لقوالب الطمس والقوالب المركبة الثاقبة، يتم اختيار لوحة القاذف كمرجع للتجميع، مع اشتراط مسبق بأن يكون مركز قوة لوحة القاذف محاذيًا لمركز ساق القالب.
بمجرد اختيار الجزء المرجعي، يتم أولاً تجميع مكونات القالب المختلفة في تجميعات فرعية بناءً على توصيلاتها الفردية (مثل تثبيت ساق القالب على قاعدة القالب العلوية أو تثبيت القالب الذكر على اللوحة الثابتة). ثم، باستخدام الجزء المرجعي كمعيار للتجميع، يتم الانتهاء من التجميع الكلي للقالب.
تأتي قوالب التثقيب أحادية التشغيل في نوعين: تلك التي لا تحتوي على أجهزة توجيه وتلك المزودة بأجهزة توجيه. بالنسبة لقوالب التثقيب بدون أجهزة توجيه، يتم تجميع القوالب العلوية والسفلية بشكل منفصل وفقًا لمتطلبات الرسم.
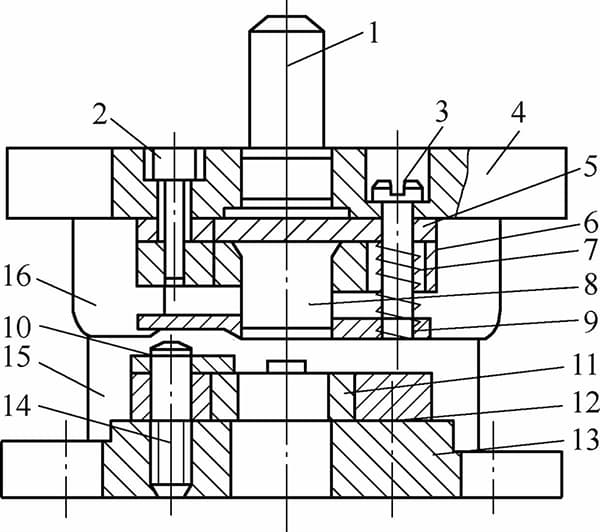
1 - المقبض، 2 - برغي سداسي المقبس، 3 - برغي القالب السداسي، 4 - لوحة القالب العلوية، 5 - فاصل، 6 - لوحة مثبت المثقاب، 7 - زنبرك، 8 - مثقاب، 9 - لوحة القالب، 10 - لوحة المتعرية، 11 - لوحة تحديد الموقع، 11 - قالب القالب، 12 - جلبة القالب، 13 - حذاء القالب السفلي، 14 - برغي، 15 - عمود التوجيه، 16 - جلبة التوجيه.
يتم ضبط الخلوص بين المثقاب والقالب بعد تركيب القالب على المكبس. ومع ذلك، قبل التجميع، من الضروري إدخال المثقاب في القالب للتحقق مما إذا كان الخلوص مناسبًا وموحدًا حول المحيط. وعادةً ما يتم استخدام القالب كنقطة مرجعية لقوالب التثقيب أحادية التشغيل، وبعد ذلك يتم تركيب القالب العلوي وتعديل الخلوص وفقًا لذلك.
بالنسبة لقوالب التثقيب المزودة بأجهزة توجيه، يبدأ التجميع باختيار جزء مرجعي. وبافتراض استخدام قطع الأسلاك بالقطع السلكي EDM لتصنيع فتحات القالب، تكون خطوات التجميع لقالب التثقيب أحادي التشغيل المزود بأجهزة توجيه كما يلي:
1) يتضمن تجميع مجموعة القوالب بشكل أساسي أعمدة التوجيه والبطانات. وتستخدم معظم مجموعات القوالب حالياً تركيباً متداخلاً بين أعمدة التوجيه والبطانات وحامل القالب، كما هو مبين في الشكل 2-22.
2) طريقة أخرى هي أن يكون هناك تداخل فقط بين حامل القالب السفلي وأعمدة التوجيه. يتم تشكيل سطح تركيب البطانات لتسهيل الالتصاق. أثناء التجميع، يتم تركيب أعمدة التوجيه أولاً ويتم فحص عموديتها. ثم، باستخدام كتل القياس لتسوية حامل القالب العلوي، يتم حقن المادة اللاصقة بين فتحة حامل القالب والبطانات لإكمال تجميع مجموعة القوالب.
بعد التجميع، يجب فحص مجموعة القوالب للتأكد من التوازي ودقة الحركة. يجب ألا يتجاوز عدم توازي السطح السفلي لحامل القالب العلوي مع حامل القالب السفلي 0.05 مم لكل 300 مم لمجموعات القوالب الدقيقة من الفئة الأولى و0.08 مم لكل 300 مم لمجموعات القوالب الدقيقة من الفئة الثانية. يجب ألا تتجاوز دقة حركته 0.02 مم لكل 100 مم.
يظهر تركيب الساق في الشكل 2-23، مع الخطوات المحددة التالية:
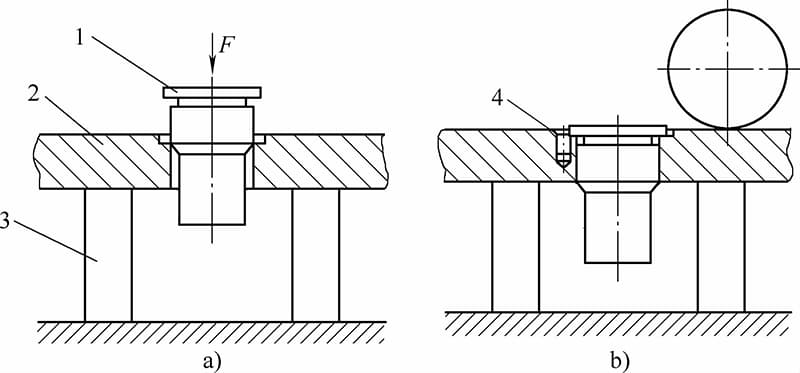
أ) تجميع مقبض القالب ب) طحن الوجه النهائي
1 - مقبض القالب 2 - مقعد القالب العلوي 3 - كتلة متساوية الارتفاع 4 - مسمار وتد
1) افحص ارتفاع ساق القالب؛ يجب أن يكون 0.5 إلى 1 مم أقل من عمق سدادة حامل القالب العلوي. يجب أن يكون قطر مسمار إيقاف ساق القالب أصغر بمقدار 0.5 إلى 1 مم من مسمار إيقاف حامل القالب.
2) استخدم مربعًا للتحقق من تعامد ساق القالب على صفيحة القالب العلوية واضبطه وفقًا لذلك. على يدوي مكبس هيدروليكياضغط على ساق القالب في صفيحة القالب العلوية.
3) قم بتركيب مسامير تثبيت ساق القالب.
خذ قالب التثقيب من خلال قطع الأسلاك من النوع العابر كمثال:
1) قم بإزالة حمأة EDM من ثقب لوحة تركيب القالب المثقوب.
2) شطب الجزء الخلفي من لوحة تثبيت قالب التثقيب على طول محيط التجويف بمقدار (0.5 إلى 1.5) مم بزاوية 45 درجة، مع تحديد حجم الشطب حسب القوة المبذولة على القالب.
3) شطب حافة القطع في قالب التثقيب بمقدار 0.25 مم تقريبًا بزاوية 45 درجة على طول الخط الكنتوري.
4) قم بصنفرة أو برد علامات قطع السلك برفق على حافة قطع قالب التثقيب لتسهيل دخوله في لوحة التركيب. اترك جزءًا في النهاية غير مصقول، بحيث يكون طوله أكبر قليلاً من أو يساوي سمك لوحة التثبيت.
5) ضع كتلة مباعدة، أطول من قالب التثقيب، تحت لوحة التركيب، ثم اضغط على قالب التثقيب في لوحة التركيب. وينبغي تنفيذ هذه المهمة على مراحل؛ بمجرد أن يتمكن قالب التثقيب من الوقوف في وضع مستقيم في لوحة التركيب، قم بقياس العمودية. كرر القياس عند عمق الإدخال بمقدار الثلث والنصف، مع تصحيح أي اختلال في المحاذاة على الفور. استمر بعد التأكد من الدقة.
6) بالنسبة لقوالب التثقيب المتعددة أو الصغيرة الحجم، قم بمحاذاة لوحة التثقيب مع تجويف القالب واستخدمها لتوجيه قوالب التثقيب إلى مكانها.
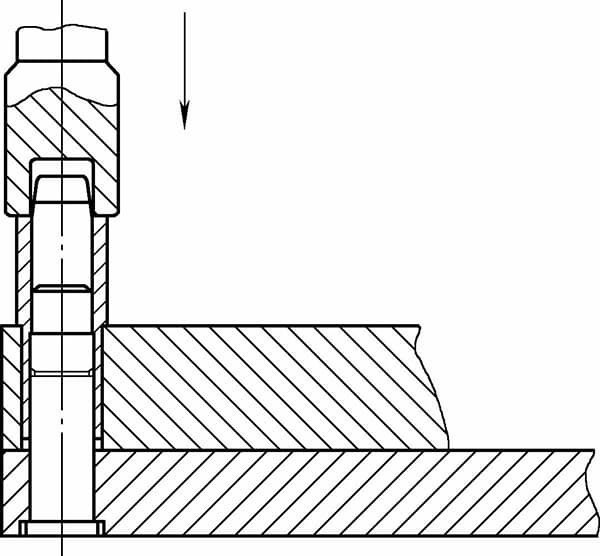
7) توقف عن الضغط على قالب التثقيب في لوحة التثبيت عندما يكون طول الذيل المتبقي من 3 إلى 5 مم. قم بتسخين حافة ذيل قالب التثقيب بلهب الأكسجين والأسيتيلين واضغط بسرعة بمطرقة صغيرة لتضخيم الجزء المسخن. بعد التبريد تمامًا، اضغط على قالب التثقيب بالكامل في لوحة التركيب، كما هو موضح في الشكل 2-24.
8) استخدم كتل المقياس لتسوية السطح، وطحن السطح العلوي وطرف ذيل قالب التثقيب بشكل مسطح استنادًا إلى السطح السفلي للوحة التثبيت كمرجع.
باستخدام سطح الصفيحة الثابتة كمرجع، قم بتركيب صفيحة التعرية فوق المثقاب (وهذا ضروري خاصة عندما يكون المثقاب صغيرًا)، مع التأكد من أن سطح العمل أقل قليلاً من المثقاب. قم بطحن الحافة المشطوفة لوجه طرف عمل المثقاب حتى تصبح حافة القطع حادة.
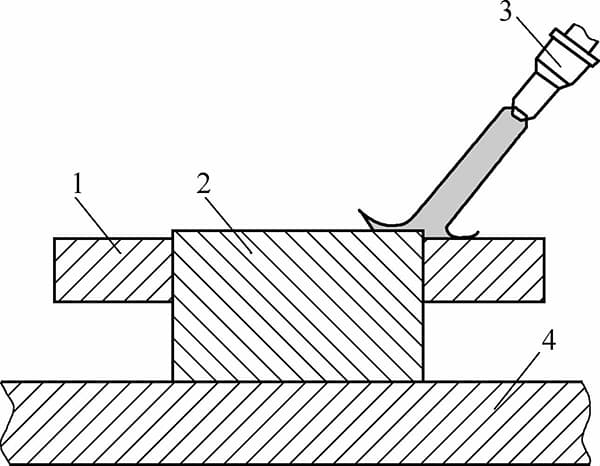
1-صفيحة تثبيت المثقاب 2-مثقاب 3-مصباح القطع بالأكسجين 4-كتلة السندان
1) تحديد نقطة مركز صفيحة التعرية ومحاذاتها مع نقطة مركز ساق القالب؛ ومعالجة محيط ثقب خردة الصفيحة الأساسية بناءً على تجويف القالب، وتثبيتها بمسامير من خلال القالب.
2) تحقق من محاذاة القالب مع محيط ثقب خردة اللوحة القاعدية، مع التأكد من عدم حدوث أي اختلال في المحاذاة. بمجرد التأكُّد من ذلك، يتم الشد بالمسامير والحفر والتثقيب في القالب من أجل مسامير التموضع، وإدخال مسامير تحديد الموقع.
ضع القالب السفلي بشكل مسطح، وقم بتغطية القالب بغشاء بلاستيكي بسُمك يتوافق مع الخلوص الجانبي، وأدخل الرفادات إلى ارتفاع متساوٍ، وارفع حامل القالب العلوي، وحاذي المثقاب مع القالب، وانقر برفق بمقبض المطرقة.
إذا دخلت المثقاب في القالب بسلاسة بمقدار 5-6 مم، فإن الخلوص بين المثقاب والقالب يعتبر مناسبًا مبدئيًا. بعد ذلك، قم بتشبيك حامل القالب العلوي، ووسادة المثقاب، ولوحة المثقاب، ولوحة تثبيت المثقاب معًا باستخدام مشبك على شكل حرف C، ثم قم بإزالة القالب العلوي، وثقب من خلال لوحة تثبيت المثقاب أو القالب (إذا كان مقلوبًا) في حامل القالب العلوي، وقم بتوصيل الجزأين مبدئيًا بمسامير.
إذا كانت أعمدة التوجيه تمر مباشرةً عبر القالب ولوحة المثقاب، وتم تثبيت البطانات التوجيهية على لوحة تثبيت المثقاب، وتمت معالجة التجاويف وثقوب مسامير تحديد موقع القالب ولوحة تثبيت المثقاب بناءً على فتحات عمود التوجيه أثناء قطع الأسلاك، فعندئذٍ أثناء التجميع، من الضروري فقط التأكد من عمودية المثقاب على لوحة التثبيت، ويمكن حذف خطوات تربيع وضبط حامل القالب العلوي.
تجدر الإشارة إلى أنه عند تصنيع القوالب ذات الأشكال المعقدة أو متطلبات الدقة العالية أو سمك المواد الأقل من 0.25 مم، غالبًا ما يكون من الضروري التحقق من التناسب بين المثقاب والقالب بعد تصنيع كل زوج من القوالب.
استبدل الغشاء البلاستيكي، وقم بتوصيل حوامل القالب العلوية والسفلية عبر أعمدة التوجيه، وإذا انزلق المثقاب تلقائيًا في القالب، فإن الخلوص يعتبر مناسبًا، ويمكن متابعة العمل إلى الخطوة التالية. أو بدلاً من ذلك، ضع القالب بشكل مسطح، واضغط بمطرقة خشبية، وإذا لم تتغير القوة أثناء الإدخال ولم يتم قطع الغشاء البلاستيكي بعد السحب، فإن الخلوص يعتبر مناسبًا أيضًا.
إذا لم يكن الخلوص مناسبًا، فأدخل القالب العلوي في القالب حتى يدخل سطح المثقاب بالكاد في سطح عمل القالب، وتحقق من خلوص المثقاب والقالب باستخدام طريقة انتقال الضوء؛ اقلب القالب المُجمّع وشبك الساق في ملزمة المنضدة، وسلط مصباحًا يدويًا، ولاحظ حجم الفجوة وتوحيدها من خلال فتحة الخردة في حامل القالب السفلي.
اضبط حتى تتساوى الفجوة، وإذا لوحظ أي تفاوت في الفجوة، فانقر برفق على جانب صفيحة التثبيت بمطرقة لتغيير موضع المثقاب في القالب العلوي حتى يتم تحقيق فجوة موحدة.
بمجرد أن تصبح الفجوة موحدة، أحكم ربط المسامير اللولبية بإحكام، ثم قم بحفر الثقوب الخاصة بمسامير تحديد موقع القالب العلوي وإعادة تثقيبها وإدخال المسامير.
قم بتركيب صفيحة التعرية فوق المثقاب، وتحقق من الخلوص المنزلق بين الاثنين، وتأكد من سلاسة حركتها. ثم قم بتركيب النوابض وتعليق صفيحة التعرية على القالب العلوي، مع ضبط مسامير التعليق بحيث يكون سطح صفيحة التعرية أعلى من سطح عمل المثقاب بمقدار 0.5-1 مم.
وأخيرًا، تحقق من حركة مسامير التعليق لضمان خلوص 3-5 مم من الطرف العلوي إلى السطح العلوي لحامل القالب في نهاية شوط التثقيب.
بعد التأكد من عدم وجود مشاكل، قم بتركيب جهاز التغذية ودبابيس الإيقاف بشكل صحيح.
استخدم ورقة أو قصاصة من الورق المقوى بنفس سُمك المادة المثقوبة، وضعها على سطح القالب، واضغط برفق على ساق القالب بقضيب معدني ناعم أو المقبض الخشبي لمطرقة لاختبار القطع.
تحقق من حجم النتوءات وتجانسها على ورق الاختبار؛ إذا كان النتوء غير واضح أو موجود ولكنه متجانس ومتناسق الارتفاع حول المحيط، فإن التجميع صحيح. يفضل استخدام ورق خشن خشن خشن الألياف، مع استخدام ورق الطابعة كخيار ثانوي، وتجنب الورق المطلي.
ختم الرقم كما هو مطلوب من قبل الشركة المصنعة.
بعد التثقيب التجريبي على الماكينة، إذا لم تحدث أي تشوهات، قم بتشحيم أعمدة التوجيه والبطانات استعدادًا للإنتاج أو التخزين.
هيكل القالب المركب مضغوط، ويتطلب دقة عالية في تصنيع مكوناته. ويُستخدم عادةً لتثقيب المواد الرقيقة، مع وجود خلوص صغير نسبيًا بين القوالب. يزيد التثقيب المتزامن للأشكال الداخلية والخارجية من تعقيد تجميع القوالب، خاصةً بالنسبة للقوالب التي تتطلب محاذاة محورية لهذه الأشكال.
يتمثل التحدي الرئيسي في تجميع القوالب المركبة في ضمان وضع اللكمات الذكرية والأنثوية للأشكال الداخلية والخارجية بالنسبة لبعضها البعض وفقًا لمواصفات التصميم، لتوزيع الخلوص الأحادي الجانب للقالب بالتساوي قدر الإمكان.
لتقليل صعوبة تجميع القوالب المركبة، يجب أن تتماشى عملية التجميع والمنهجية مع الخصائص الهيكلية للقالب. يجب أن يفي التصميم أيضًا بمتطلبات التجميع الخاصة بهيكل القالب، مثل تفضيل استخدام وضع من نوع العش لللكمات الذكرية والأنثوية.
القوالب المركبة هي أدوات أحادية المحطة. وبالتالي، فإن عملية تجميع القالب المركب تعادل تجميع قالب التثقيب في نفس المحطة ثم استخدام قالب التثقيب كمرجع لتجميعه في قالب الطمس.
استنادًا إلى هذا المبدأ، يجب الالتزام بالإرشادات الرئيسية التالية عند تصميم القوالب المركبة وتجميعها:
1) يجب أن يستخدم تجميع القالب المركب اللكمات الذكرية والأنثوية كمكونات مرجعية. أولاً، قم أولاً بقياس أو تقدير النقطة المركزية لـ قوة اللكموحدد النقطة المقابلة لها على القالب الأنثوي، وحدد النقطة المقابلة لها على القالب الأنثوي، وقم بمحاذاة مركز ضغط اللكمات الذكرية والأنثوية مع النقطة المركزية لساق القالب.
2) قم بتوصيل وتثبيت اللكمات الذكرية والأنثوية باللوحة أو القاعدة الثابتة باستخدام البراغي والدبابيس المسننة.
بعد ذلك، وفقًا للشكل الداخلي لللكمات الذكرية والأنثوية، اضبط الموضع النسبي للوحة الثابتة لقالب التثقيب الذكرية للتثقيب حتى تتساوى الخلوص بين القالبين الذكر والأنثوي للتثقيب، وقم بتثبيتها بمسامير، وقم بإجراء اختبار تثقيب أولي. بعد التأكيد، قم بحفر وتثقيب الثقوب في مقعد القالب العلوي للوحة الثابتة لقوالب التثقيب الذكرية وتوصيلها بدبابيس تحديد الموضع.
3) استخدم الشكل الخارجي للكمات الذكر والأنثى كمرجع لتجميع وضبط موضع قالب الطمس الأنثوي بالنسبة للكمات الذكر والأنثى، وضبط الخلوص، وبعد التأكيد، قم بالثقب من القالب الأنثوي إلى اللوحة الثابتة وتأمينها بمسامير.
4) بعد إجراء اختبار تثقيب آخر ناجح، قم بحفر ثقوب من القالب الأنثوي إلى مقعد القالب العلوي وأدخل دبابيس التموضع.
للحصول على توضيح لتجميع القالب المركب، راجع الجدول 2-5.
الشكل 2-5: مخطط تجميع القالب المركب
| تسلسل العمليات | رسم توضيحي | مقدمة |
| 1 | 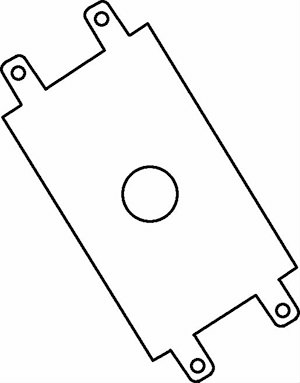 | النموذج الأولي لقطعة العمل |
| 2 | 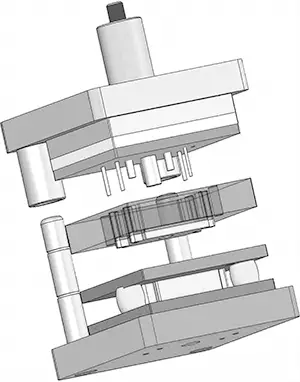 | مخطط القالب المركب |
| 3 | 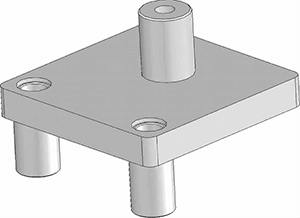 | قم بتركيب أعمدة التوجيه والبطانات |
| 4 | 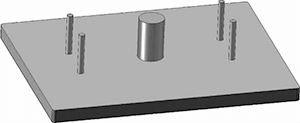 | قم بتركيب المثقاب على لوحة المسند باستخدام نفس الطرق والمواصفات الفنية كما هو الحال مع القالب أحادي التشغيل. |
| 5 | 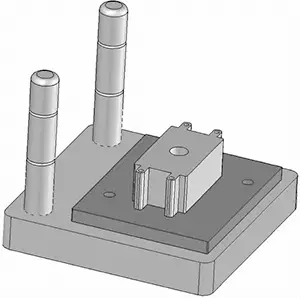 | لحساب مركز ثقل الشُّغْلة، قم بمحاذاة مركز الشُّغْلَة مع النقطة المركزية للنمط. ثم، قم بتركيب القوالب الذكرية والأنثوية. |
| 6 | 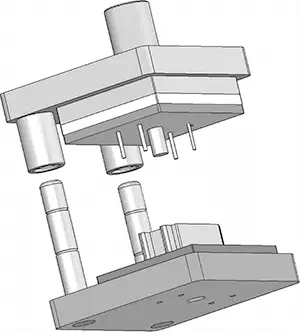 | استنادًا إلى القالبين الذكر والأنثى، اضبط الخلوص حول موضع المثقاب لمحاذاة القالب الذكر، ثم قم بتركيب القالب الذكر. بعد إجراء اختبار التثقيب بنجاح، قم بتركيب المجموعة الأولى من دبابيس تحديد الموقع. |
| 7 | 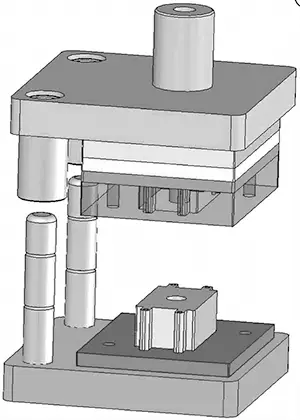 | استنادًا إلى المحيط الخارجي للثقب والقالب، قم بتركيب القالب وإجراء اختبار ثقب. بمجرد التأكد من خلو القالب من الأخطاء، قم بعكس الثقب وحفره، ثم قم بتركيب المجموعة الثانية من دبابيس تحديد الموقع. |
| 8 | 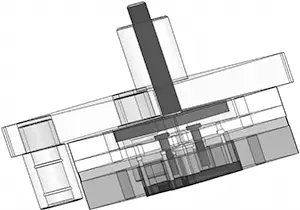 | مكونات نظام القذف، بما في ذلك لوحة القاذف، ودبوس الدفع، ولوحة الضغط، وقضيب القاذف. |
| 9 |  | ألواح التحميل والتفريغ وقضبان توجيه المواد الشريطية، ودبابيس إيقاف المواد. |
يجب تركيب قوالب التثقيب المزودة بأجهزة توجيه في الوضع المغلق. الخطوات المحددة هي كما يلي:
1) قم بقياس الارتفاع المغلق للقالب وضبط المركز الميت السفلي لكبش المكبس إلى موضع أعلى من الارتفاع المغلق بمقدار 2 إلى 5 مم.
2) قم بإزالة مشبك مقبض القالب وحرك القالب في موضع حامل المقبض، ثم أحكم ربط مشبك مقبض القالب مبدئيًا.
3) قم بتدوير البرغي الكروي لخفض ذراع الكبس حتى يخترق القالب الذكر القالب الأنثوي بمقدار 1 إلى 2 مم، باستخدام مرونة عناصر نابض لوحة التعرية لجعل السطح العلوي للقالب العلوي ملامسًا بقوة للسطح السفلي لذراع الكبس.
4) قم بتأمين مشبك مقبض القالب.
5) قم بتثبيت القالب السفلي لأسفل.
6) قم بعكس البرغي الكروي لرفع كبش المكبس حتى يصبح القالب الذكر على بعد 2 إلى 5 مم من القالب الأنثوي.
7) أثناء عملية التثقيب التجريبي، قم بتقليل ارتفاع القالب العلوي تدريجيًا حتى يتم فصل قطعة العمل تمامًا عن المادة. قم بفحص الأجزاء المثقوبة التجريبية، وبمجرد التأكد من صحتها، تابع الإنتاج.
عند تركيب قالب التثقيب بدون جهاز توجيه، يمكن استخدام طرق مختلفة اعتمادًا على إزالة القوالب. أثناء الإنتاج، إذا كان الخلوص بين المثقاب والقالب أكبر من أو يساوي 0.20 مم، يمكن إجراء محاذاة بصرية مباشرة أو استخدام مقياس جسّ. بالنسبة للخلوص الأقل من 0.20 مم، يتم استخدام طريقة الغشاء البلاستيكي بشكل شائع، والإجراء هو نفسه بالنسبة للقوالب المزودة بأجهزة توجيه.
بصفة عامة، تعتبر طريقة الغشاء البلاستيكي أبسط وأسرع وأكثر موثوقية من الفحص البصري. وطالما لم يتم قطع أو تمزيق الغشاء البلاستيكي فإنه يشير إلى وجود خلوص بين المثقاب والقالب، مما يمنع قضم القالب.
في تشغيل القالب التدريجي، يتم تغذية مادة الشريط من اليمين إلى اليسار بشكل تدريجي. أثناء اللكمات الأولية، يمكن أن يؤدي عدم وجود مادة على الجانب الأيسر من القالب إلى اختلال التوازن وقد يؤدي إلى تلف المثقاب. ولذلك، في بداية التشغيل التجريبي أو الإنتاج، يجب استخدام طريقة يدوية لتبطين الجانب الأيسر من القالب بمادة من نفس سُمك قطعة العمل، التي سبق إزالتها من موضع العمل.
يتم سحب هذه المادة تدريجيًا حتى يمر الشريط بجميع مراحل التثقيب، وبعد ذلك يمكن أن يتحول القالب إلى التشغيل التلقائي.







