
دلفنة وثني الزوايا والقنوات والأنابيب
هل رأيت تلك الأنابيب والخزانات المعدنية الضخمة في المصانع؟ إنها تبدأ كصفائح مسطحة! ثني اللفائف هو...
كيف تختلف الأنابيب الملحومة وغير الملحومة في التطبيقات والفوائد؟ من نقل السوائل إلى المكونات الإنشائية، يتمتع كل نوع بنقاط قوة فريدة من نوعها. تستكشف هذه المقالة التصنيفات والمواصفات الفنية لمواد الأنابيب، مما يساعدك على فهم دورها في مختلف الصناعات. تعرّف على طرق الإنتاج المتنوعة وأشكال المقاطع العرضية وخصائص المواد التي تحدد الأنابيب الملحومة وغير الملحومة، مما يضمن لك الخيارات المثلى لاحتياجاتك الهندسية. تعمّق لاكتشاف كيف تعزز هذه المكونات الأساسية الكفاءة والأداء في التصنيع وخارجه.

بالمقارنة مع المواد الفولاذية الصلبة مثل الأنابيب الفولاذية والفولاذ المستدير، بنفس قوة الانحناء والالتواء، فهي أخف وزنًا، مما يجعلها فولاذًا اقتصاديًا مقطعيًا اقتصاديًا. علاوة على ذلك، يمكن أن يؤدي تصنيع الأجزاء على شكل حلقة مع الأنابيب الفولاذية إلى تحسين استخدام المواد، وتبسيط عمليات التصنيع، وتوفير المواد ووقت المعالجة، مثل حلقات المحامل الدوارة وأكمام الرافعة وما إلى ذلك، والتي يتم تصنيعها الآن على نطاق واسع باستخدام الأنابيب الفولاذية.
الأنابيب الفولاذية هي أيضاً مواد لا غنى عنها لمختلف الأسلحة التقليدية، مثل فوهات البنادق وفوهات المدافع، والتي تصنع من أنابيب فولاذية. لذلك، يتم استخدام أجزاء تشكيل الأنابيب بشكل متزايد في بعض مكونات هيكل الإطار للآلات الزراعية وآلات البناء وصناعة السيارات ومنتجات صناعة الدفاع الوطني.
هناك العديد من أنواع تجهيزات الأنابيب، وطرق التصنيف الشائعة هي كما يلي.
(1) الأنابيب غير الملحومة
الأنابيب غير الملحومة هي نوع من المواد الفولاذية الطويلة ذات مقطع مجوف وبدون طبقات حول المحيط. تحتوي الأنابيب الفولاذية على مقطع مجوف وتستخدم على نطاق واسع كخطوط أنابيب لنقل السوائل، مثل أنابيب نقل النفط والغاز الطبيعي والغاز والمياه وبعض المواد الصلبة، إلخ.
اعتمادًا على التصاميم والاستخدامات المختلفة، تشمل أنابيب الصلب غير الملحومة المستخدمة في الآلات الزراعية عمومًا أنابيب الصلب غير الملحومة الهيكلية (GB / T8162-2008)، وأنابيب الصلب غير الملحومة المسحوبة على البارد أو المدرفلة على البارد (GB3639-2009)، وأنابيب الصلب غير الملحومة ذات الشكل الخاص.
تستخدم أنابيب الصلب غير الملحومة للهياكل العامة والهياكل الميكانيكية. تُستخدم الأنابيب الفولاذية غير الملحومة الدقيقة المسحوبة على البارد أو المدرفلة على البارد في الهياكل الميكانيكية والمعدات الهيدروليكية بدقة أبعاد عالية ونعومة سطح جيدة. تشير الأنابيب الفولاذية غير الملحومة ذات الأشكال الخاصة إلى الأنابيب الفولاذية غير الملحومة ذات الأشكال المقطعية الأخرى إلى جانب الأنابيب المستديرة.
اعتمادًا على الأحجام المختلفة للمقاطع العرضية للأنابيب الفولاذية، يمكن تقسيمها إلى أنابيب فولاذية غير ملحومة ذات شكل خاص متساوية في سمك الجدار (الرمز D)، وأنابيب فولاذية غير ملحومة ذات شكل خاص غير متساوية في سمك الجدار (الرمز BD)، وأنابيب فولاذية غير ملحومة ذات قطر متغير (الرمز BJ). تستخدم أنابيب الصلب غير الملحومة ذات الشكل الخاص على نطاق واسع في مختلف الأجزاء الهيكلية والأدوات والأجزاء الميكانيكية. بالمقارنة مع الأنابيب المستديرة، تتميز الأنابيب ذات الشكل الخاص عمومًا بلحظات أكبر من القصور الذاتي ومعامل المقطع، ومقاومة أكبر للانحناء والالتواء، ويمكن أن تقلل بشكل كبير من الوزن الهيكلي، وتوفر الفولاذ.
(2) الأنابيب الملحومة
الأنابيب الفولاذية الملحومة، والمعروفة أيضًا باسم الأنابيب الملحومة، هي أنابيب فولاذية مصنوعة عن طريق اللحام بعد دحرجة وتشكيل الصفيحة الفولاذية أو الشريط الفولاذي. عملية إنتاج الأنابيب الفولاذية الملحومة بسيطة، مع كفاءة إنتاج عالية، والعديد من الأصناف والمواصفات، واستثمار أقل في المعدات، ولكن قوتها أقل بشكل عام من الأنابيب الفولاذية غير الملحومة.
منذ ثلاثينيات القرن العشرين، ومع التطور السريع لإنتاج الدرفلة المستمرة للشرائط عالية الجودة والتقدم في تكنولوجيا اللحام والفحص، تم تحسين جودة اللحامات باستمرار، وتزايدت أنواع ومواصفات الأنابيب الفولاذية الملحومة، وحلت محل الأنابيب الفولاذية غير الملحومة في المزيد والمزيد من المجالات.
1) وفقًا للعملية، يمكن تقسيمها إلى أنابيب ملحومة بالقوس، وأنابيب ملحومة بالمقاومة (عالية التردد، منخفضة التردد)، وأنابيب ملحومة بالغاز، وأنابيب ملحومة بالفرن.
2) وفقًا لدرزة اللحام، يمكن تقسيمها إلى أنبوب ملحوم بدرزة مستقيمة وأنبوب ملحوم حلزوني.
عملية إنتاج الأنابيب الملحومة بالدرز المستقيم بسيطة، مع كفاءة إنتاج عالية، وتكلفة منخفضة، وتطور سريع. تكون قوة الأنابيب الملحومة الحلزونية أعلى بشكل عام من قوة الأنابيب الملحومة ذات الدرز المستقيم، والتي يمكن أن تنتج أنابيب ملحومة بقطر أكبر مع قضبان أضيق، ويمكنها أيضًا إنتاج أنابيب ملحومة بأقطار مختلفة مع قضبان من نفس العرض.
ومع ذلك، بالمقارنة مع أنابيب اللحام المستقيمة من نفس الطول، يزيد طول اللحام من 30% إلى 100%، وسرعة الإنتاج أقل. ولذلك، فإن الأنابيب الملحومة ذات الأقطار الأصغر تستخدم في الغالب لحام التماس المستقيم، بينما تستخدم الأنابيب الملحومة ذات القطر الكبير في الغالب اللحام الحلزوني.
يمكن تقسيم الأنابيب الفولاذية إلى أنابيب فولاذية بسيطة المقطع العرضي وأنابيب فولاذية معقدة المقطع العرضي وفقًا لأشكال مقطعية مختلفة.
(1) أنبوب فولاذي بسيط المقطع العرضي
تشمل الأنابيب الفولاذية ذات المقطع العرضي البسيط أنابيب فولاذية مستديرة وأنابيب فولاذية مربعة وأنابيب فولاذية بيضاوية الشكل وأنابيب فولاذية مثلثة وأنابيب فولاذية سداسية الشكل وأنابيب فولاذية ماسية وأنابيب فولاذية مثمنة وأنابيب فولاذية نصف دائرية وأنابيب فولاذية نصف دائرية وأنابيب فولاذية أخرى ذات شكل. توضح الأشكال 4-6 الأشكال المقطعية الشائعة للأنابيب.
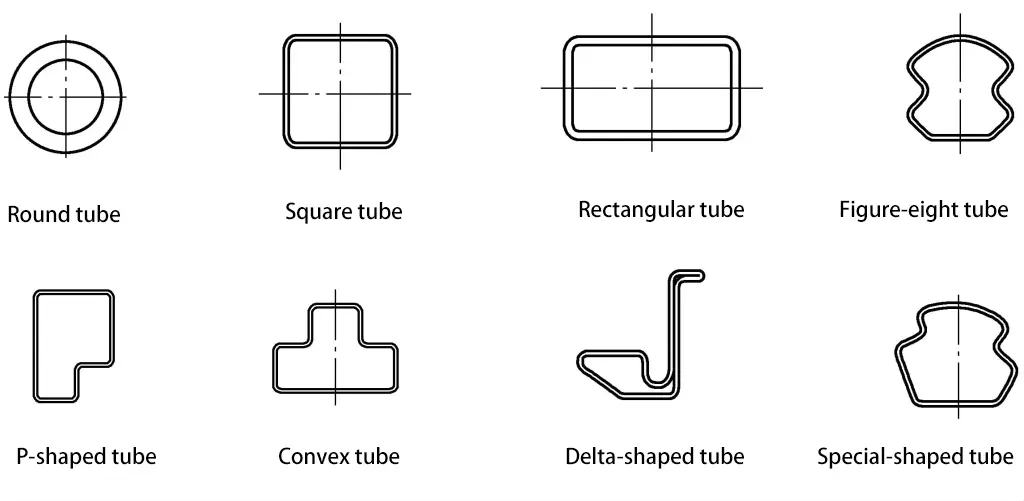
نظرًا لأنه في حالة تساوي المحيط، تكون المساحة الدائرية هي الأكبر، فإن استخدام الأنابيب الدائرية يمكن أن ينقل المزيد من السوائل. بالإضافة إلى ذلك، يكون المقطع العرضي الدائري أكثر اتساقًا عند تعرضه لضغط شعاعي داخلي أو خارجي، ولذلك فإن الغالبية العظمى من الأنابيب الفولاذية هي أنابيب دائرية.
ومع ذلك ، فإن الأنابيب الدائرية لها أيضًا قيود معينة ، مثل في حالة الانحناء المستوي ، فإن الأنابيب الدائرية ليست قوية في مقاومة الانحناء مثل الأنابيب المربعة والمستطيلة ، والتي غالبًا ما تستخدم في إطارات الآلات الزراعية والأثاث المصنوع من الصلب والخشب ، إلخ. وفقًا للاستخدامات المختلفة، هناك حاجة أيضًا إلى أشكال مقطعية أخرى من الأنابيب الفولاذية ذات الشكل الخاص.
(2) أنابيب فولاذية معقدة المقطع
تشمل الأنابيب الفولاذية ذات المقاطع المعقدة أنابيب فولاذية سداسية غير متساوية الشكل، وأنابيب فولاذية خماسية الشكل على شكل برقوق، وأنابيب فولاذية محدبة مزدوجة، وأنابيب فولاذية مقعرة مزدوجة، وأنابيب فولاذية على شكل بذور، وأنابيب فولاذية مخروطية الشكل، وأنابيب فولاذية مموجة، وأنابيب فولاذية صدفية، وأنابيب فولاذية أخرى ذات شكل.
يمكن تقسيم مواد الأنابيب إلى أنابيب فولاذية رقيقة الجدران وأنابيب فولاذية سميكة الجدران وفقًا لسماكات الجدران المختلفة. بالنسبة لتجهيزات الأنابيب في الآلات الزراعية، يشار إلى تلك التي يبلغ سمكها ≤2 مم بالتجهيزات رقيقة الجدران، وتلك التي يتراوح سمكها بين 2 و6 مم بالتجهيزات سميكة الجدران.
يمكن تقسيم مواد الأنابيب إلى أنابيب لخطوط الأنابيب، وأنابيب للمعدات الحرارية، وأنابيب لصناعة الآلات، وأنابيب للحفر الجيولوجي للبترول، وأنابيب للحاويات، وأنابيب للصناعة الكيميائية، وأنابيب للأغراض الخاصة، وما إلى ذلك، وفقًا للاستخدامات المختلفة.
يمكن تقسيم مواد الأنابيب إلى وصلات من الصلب المصبوب، ووصلات من الحديد الزهر، ووصلات من الفولاذ المقاوم للصدأ، ووصلات بلاستيكية، ووصلات من البلاستيك، ووصلات من PVC، ووصلات مطاطية، ووصلات من الجرافيت، وما إلى ذلك، وفقًا للمواد المختلفة للتجهيزات.
لضمان جودة تشكيل تجهيزات الأنابيب, ثني الأجزاء لها متطلبات معينة للخواص الميكانيكية ودقة الأبعاد لمادة الأنبوب. المعدات المختلفة والأجزاء المختلفة لها متطلبات مختلفة لمواد الأنابيب. فيما يلي شرح للمتطلبات الفنية لمواد التشكيل بناءً على الوضع الفعلي لأنابيب الثني في شركة مجموعة YTO الصينية (المشار إليها فيما يلي باسم شركة YTO).
إن معدات الثني التي تستخدمها شركة YTO هي ماكينة ثني بالتحكم العددي الأوتوماتيكي باستخدام الحاسب الآلي. ومن أجل أن تكون ماكينة الثني بالتحكم العددي الآلي قادرة على الإنتاج بشكل طبيعي، والحد من عدم اتساق تجهيزات الأنابيب الناجم عن عوامل مثل الانحناء المرتد وتقليل كمية أعمال التصحيح اللاحقة، تم تحديد معايير الشراء الداخلية التي تستخدمها الشركة بناءً على المعيار الوطني للفولاذ المشكل على البارد الهيكلي. ويشار إلى ذلك باسم المشتريات الدقيقة للأنابيب. المتطلبات المحددة هي كما يلي:
1) يجب أن يتوافق التركيب الكيميائي والخصائص الميكانيكية للصلب الهيكلي الكربوني مع أحكام GB / T700-2006 ؛ يجب أن يتوافق التركيب الكيميائي والخصائص الميكانيكية للصلب الهيكلي منخفض السبائك مع GB / T1591-2008. الخواص الميكانيكية الرئيسية لمواد الأنابيب الدقيقة شائعة الاستخدام موضحة في الجدول 4-1.
الجدول 4-1 الخواص الميكانيكية الرئيسية للمواد الأنبوبية الدقيقة شائعة الاستخدام
| درجة المواد | قوة الشد R m / (نيوتن/مم²) | قوة الخضوع σ s / (نيوتن/مم²) | الاستطالة δ/% |
| Q215 | 335~450 | 215~340 | ≥31 |
| Q235 | 375~500 | 235~375 | ≥26 |
| Q255 | 410~550 | 255~415 | ≥24 |
| Q275 | 490~630 | 275~475 | ≥20 |
| Q345 | 470 ~630 | 345~475 | ≥21 |
| Q390 | 490~650 | 390 ~ 490 | ≥19 |
| Q420 | 520~680 | 420~510 | ≥18 |
| Q460 | 550~720 | 460~540 | ≥17 |
ملحوظة: بالمقارنة مع GB/T700-2006 و GB/T1591-2008، زادت الخواص الميكانيكية للأنابيب الدقيقة من مواصفات الحد الأعلى لقوة خضوع المادة.
2) يوضح الجدول 4-2 الانحراف المسموح به للأبعاد الخارجية للصلب المجوف المشكل على البارد شائع الاستخدام ومقدار التذبذب في الأبعاد الخارجية للدفعة.
الجدول 4-2 الانحراف المسموح به للأبعاد الخارجية ومقدار التذبذب للأبعاد الخارجية للدفعة من الفولاذ المجوف المشكل على البارد شائع الاستخدام
| المشروع | الأبعاد والتفاوتات المسموح بها / مم | ||||||
| طول الحافة | 20 | 30 | 40 | 50 | 60 | 70 | 80 |
| الانحراف المسموح به | ±0.2 | ±0.2 | ±0. 25 | ±0.25 | ±0.25 | ±0.3 | ±0.3 |
| تذبذب حجم الدفعة | 0.2 | 0.2 | 0.25 | 0. 25 | 0.25 | 0.3 | 0.3 |
| طول الحافة | 90 | 100 | 110 | 120 | 130 | - | - |
| الانحراف المسموح به | ±0.3 | ±0.4 | ±0.4 | ±0. 4 | ±0. 45 | - | - |
| تذبذب حجم الدفعة | 0.3 | 0.4 | 0.4 | 0.4 | 0.45 | - | - |
ملحوظة: بالمقارنة مع GB/T6728-2002 و GB/T6725-2008، فإن الأبعاد الخارجية للأنابيب الدقيقة قد حسنت دقة الأبعاد للانحرافات المسموح بها وزادت من متطلبات التفاوت المسموح به لتقلبات حجم الدُفعات.
3) يوضح الجدول 4-3 الانحراف المسموح به لأبعاد سمك الجدار للأنابيب الدقيقة.
الجدول 4-3 الانحراف المسموح به لأبعاد سماكة الجدار للأنابيب الدقيقة
| المشروع | الأبعاد والدقة / مم | ||||
| سُمك الجدار ر | 2 | 3 | 4 | 5 | 6 |
| الانحراف المسموح به | ±0.1 | ±0.1 | ±0.15 | ±0.15 | ±0.2 |
4) الزاوية المسموح بها بين المستويين المتجاورين من الفولاذ الأنبوبي الدقيق المجوف المستطيل والمربع هي 90° ± 45'.
5) بالنسبة لتسطيح المقطع العرضي للأنابيب الدقيقة، يُسمح بالتحدب بشكل أساسي، على أن يكون التحدب أقل من 0.61 ت3 ت3 من طول الجانب؛ وإذا كان هناك تقعر، فيجب ألا يتجاوز التقعر 0.51 ت3 ت3 من طول الجانب، وبالنسبة للأطوال الجانبية الأكبر من 100 مم، يكون الحد الأدنى للتقعر 0.4 مم.
6) يجب أن يكون الانحناء لكل متر من الأنابيب الدقيقة أقل من 1 مم، ويجب أن يكون الانحناء الكلي أقل من 0.15% من الطول الكلي.
7) يجب أن يكون انحراف موضع حبة اللحام أ (انظر الشكل 4-7) في الأنابيب الملحومة بدقة أقل من 6 مم.
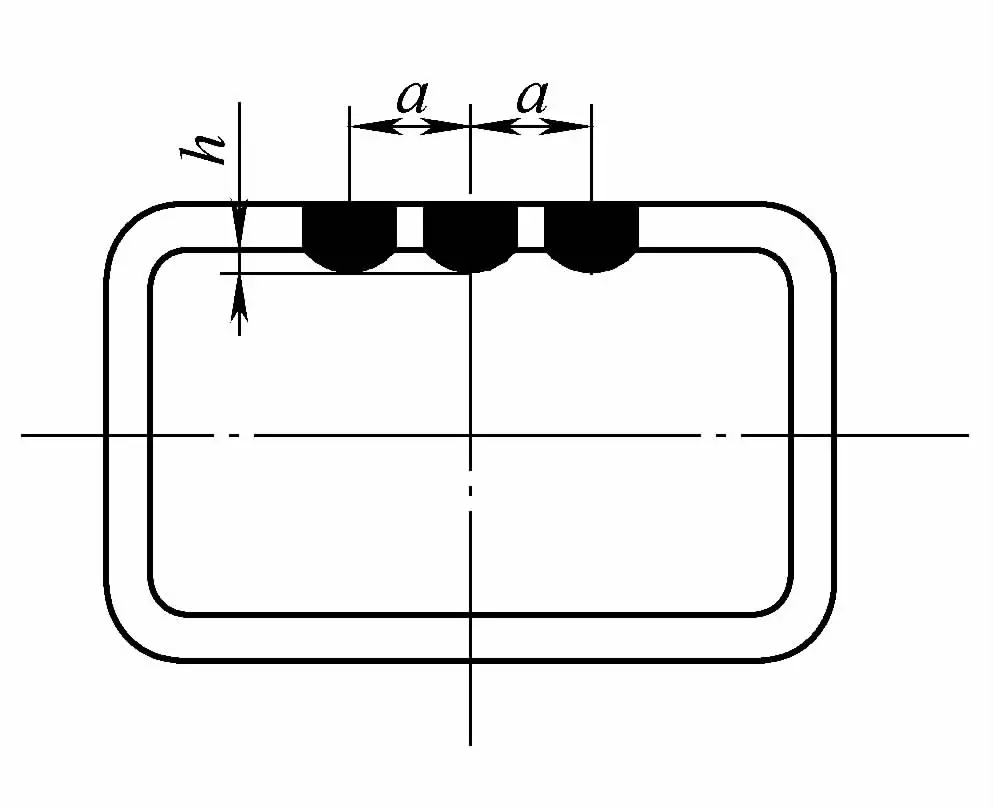
8) يتم تحديد الارتفاع الداخلي h لحبة اللحام في الأنابيب الملحومة بدقة (انظر الشكل 4-7) في الجدول 4-4.
الجدول 4-4 الارتفاع الداخلي لحبة اللحام في الأنابيب الملحومة الدقيقة
| المشروع | الأبعاد والدقة / مم | ||
| سُمك الجدار ر | t≤4 | 4<t<8 | t≥8 |
| الارتفاع ح | ≤2 مم | ≤4 مم | ≤5 مم |
9) يجب أن تحتوي الأنابيب الفولاذية على علامات درجة الصلب والرمز القياسي، ويجب أن تفي جودة الأنابيب الفولاذية بمتطلبات المعايير الفنية المقابلة للأنابيب الفولاذية.
يجب أن تكون مواد الأنابيب الفولاذية مقبولة الجودة وفقًا لشهادة الجودة أو شهادة ضمان الجودة. يجب أن تشير شهادة الجودة أو شهادة ضمان الجودة إلى درجة الفولاذ والتركيب الكيميائي والخصائص الميكانيكية.







