
تقنيات تجميع الصفائح المعدنية الأساسية: دليل شامل
I. طرق التجميع طبقاً للمتطلبات الفنية المحددة، فإن عملية تركيب وتوصيل الأجزاء أو المكونات ب...
في يد حرفي ماهر، يصبح المبرد البسيط أداة ذات إمكانيات لا نهائية، قادرة على تحويل المعدن الخام إلى قطع دقيقة وجميلة. لا يزال البرد، وهو تقنية صمدت أمام اختبار الزمن، مهارة أساسية لأي شخص يسعى إلى إتقان فن تشكيل المعادن. في هذا المقال، ندعوك للانضمام إلينا في رحلة استكشافية لعالم تقنيات البرّد، حيث سنشاركك الأفكار والمعرفة التي ستساعدك على الارتقاء بمهارتك إلى مستويات جديدة من التميز. بدءًا من فهم الأنواع المختلفة من الملفات إلى إتقان التقنيات التي ستتيح لك تحقيق نتائج لا تشوبها شائبة، سنكون دليلك في رحلة الاكتشاف وبناء المهارات هذه.

الترشيح هو طريقة تصنيع آلي تستخدم ملفًا لإزالة طبقة من المعدن من سطح قطعة العمل لتلبية المتطلبات الفنية للرسم. يمكن للبرد أن يحقق درجات تفاوت الأبعاد من IT8 إلى IT7 وخشونة السطح Ra من 1.6 إلى 0.8 ميكرومتر، وبالتالي فإن له تطبيقات واسعة نسبيًا في العمل العملي.
يمكن استخدام عمليات الفلترة لمعالجة مختلف الأسطح الداخلية والخارجية والأسطح المنحنية والأشكال الخاصة؛ وتستخدم عادةً في تصنيع القوالب والقوالب وتجميع الماكينات وتعديلها وصيانتها.
كما هو موضح في الشكل 1، يتكون الملف من وجه الملف، وحافة الملف، ومقبض الملف، وأسنان الملف، ومقبض الملف.
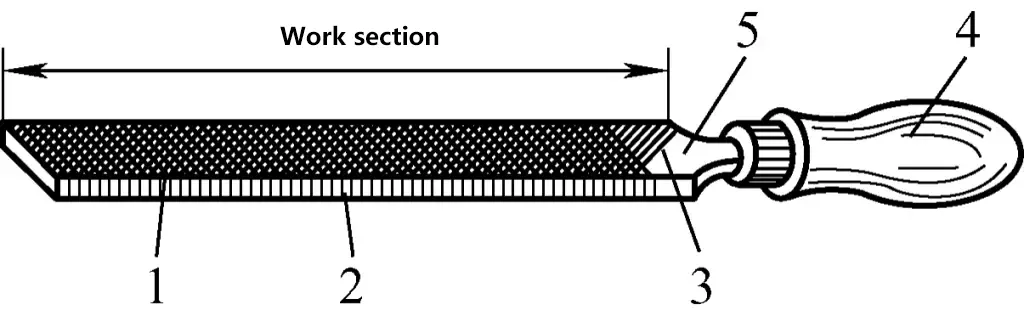
1-وجه الملف
2-حافة الملف
3-أسنان الملف 3
4-مقبض 4 ملفات
5-ملف تانج
وجه الملف هو سطح العمل الرئيسي للمبرد. إنه محدب قليلاً في الاتجاه الطولي لمنع التشوه المقعر بعد المعالجة الحرارية ولمواجهة ظاهرة التحدب الناتجة على قطعة العمل بسبب تأرجح الملف لأعلى ولأسفل أثناء البرش، مما يضمن إمكانية برد قطعة العمل بشكل مسطح.
تشير حافة الملف إلى الوجهين الجانبيين للملف. تحتوي إحدى الحافتين على أسنان، بينما لا تحتوي الأخرى على أسنان. وتسمى الحافة الخالية من الأسنان بالحافة الآمنة أو الحافة الملساء.
يشير تانغ الملف إلى طرف ذيل الملف، الذي يستخدم للإدخال في مقبض الملف، مما يسهل الإمساك به ونقل قوة الدفع أثناء البرش.
عادةً ما يتم قطع أسنان المبرد على ماكينة قطع المبرد، ويوضح الشكل 2 شكلها ومبدأ البرش. أثناء عملية البرد، يتم قطع البُرادة من قطعة العمل من خلال الضغط على قطعة العمل والاحتكاك المتولد مع قطعة العمل.
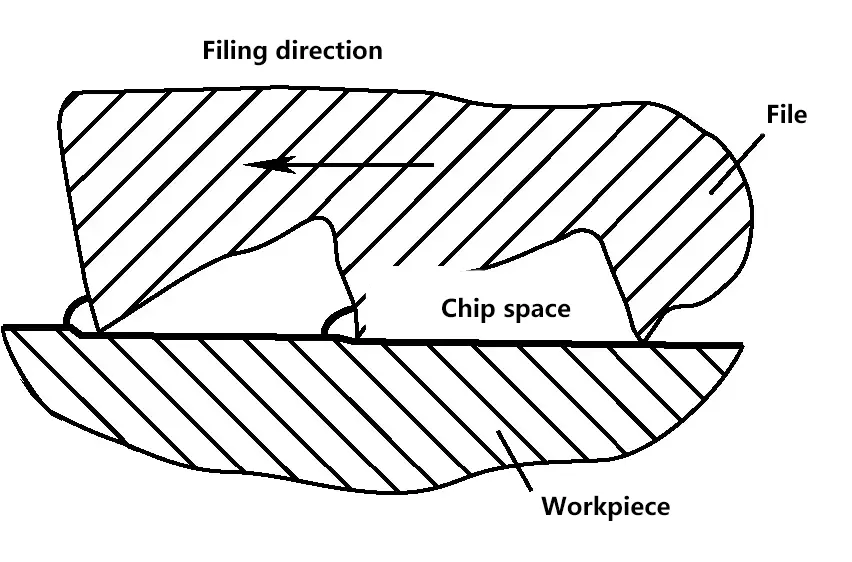
غالباً ما يتم عمل نمط أسنان المبرد بنمط مزدوج. عند البرد، تتقاطع علامات المبرد لكل سن دون تداخل، مما ينتج عنه سطح مبرد أكثر سلاسة. يتم تكسير الرقائق أثناء البرش، مما يجعلها أقل كثافة في العمل. تقل احتمالية انسداد المبردات، كما أن أسنان المبرد تتمتع بقوة أعلى، وهي مناسبة لبرد المواد الصلبة.
يمكن تقسيم الملفات المستخدمة من قبل الميكانيكيين إلى ثلاث فئات وفقًا لاستخداماتها: الملفات العامة، وملفات التشكيل، والملفات ذات الأشكال الخاصة.
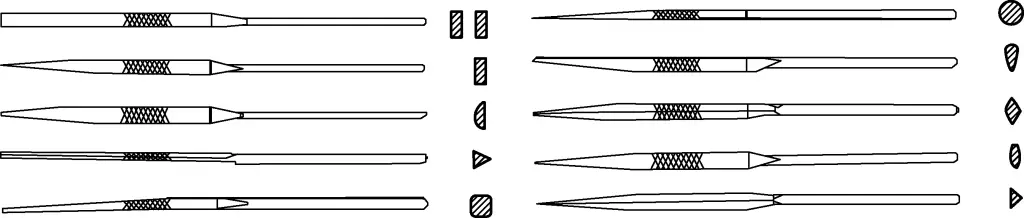
تنقسم الملفات العامة إلى خمسة أنواع بناءً على أشكالها المقطعية: الملفات المسطحة، والملفات المربعة، والملفات المثلثة، والملفات نصف المستديرة، والملفات المستديرة. من بين هذه الأنواع، الملفات المسطحة هي الأكثر استخدامًا، كما هو موضح في الشكل 3.

تُستخدم الملفات ذات الأشكال الخاصة لحفظ الأسطح الخاصة لقطع العمل وتشمل الملفات ذات حافة السكين، والملفات الماسية والملفات المثلثة المسطحة، والملفات البيضاوية، والملفات الأسطوانية، كما هو موضح في الشكل 4.

كما هو موضح في الشكل 5، تُعرف ملفات التشكيل، والمعروفة أيضًا باسم الملفات الإبرية أو الملفات المتنوعة، وتسمى هذه الملفات بالمجموعات المجمعة من الملفات الصغيرة ذات الأشكال المقطعية المختلفة، وتستخدم بشكل أساسي لإنهاء الأجزاء الصغيرة من قطع العمل.
تنقسم مواصفات الملف إلى مواصفات الحجم ومواصفات خشونة نمط الأسنان.
1) مواصفات الحجم
يتم تمثيل مواصفات أحجام الملفات المختلفة بمعلمات مختلفة. يتم تحديد الملفات الدائرية بالقطر؛ ويتم تحديد الملفات المربعة بالأبعاد المربعة؛ ويتم تحديد الملفات الأخرى بطول جسم الملف. وعادةً ما يستخدم المثبتون ملفات بأحجام 100 مم و125 مم و150 مم و200 مم و250 مم و300 مم و350 مم و400 مم.
2) مواصفات الخشونة
عادةً ما يتم تمثيل مواصفات الخشونة بعدد أخاديد الملف الرئيسية لكل 10 مم من الطول المحوري، مقسمة إلى خمس درجات.
نمط الأسنان من الدرجة 1 للملفات ذات الأسنان الخشنة؛ والدرجة 2 للملفات ذات الأسنان المتوسطة؛ والدرجة 3 للملفات ذات الأسنان الدقيقة؛ والدرجة 4 للملفات ذات الأسنان الدقيقة المزدوجة؛ والدرجة 5 للملفات فائقة الدقة.
قبل التقديم، من الضروري اختيار الملف الصحيح. كل نوع من الملفات له استخدام محدد، وإذا تم اختياره بشكل غير صحيح، لا يمكن أن يظهر فعاليته بشكل كامل وقد يفقد قدرته على القطع قبل الأوان. يتضمن اختيار الملف بشكل أساسي اختيار شكل المقطع العرضي ومواصفات خشونة الملف.
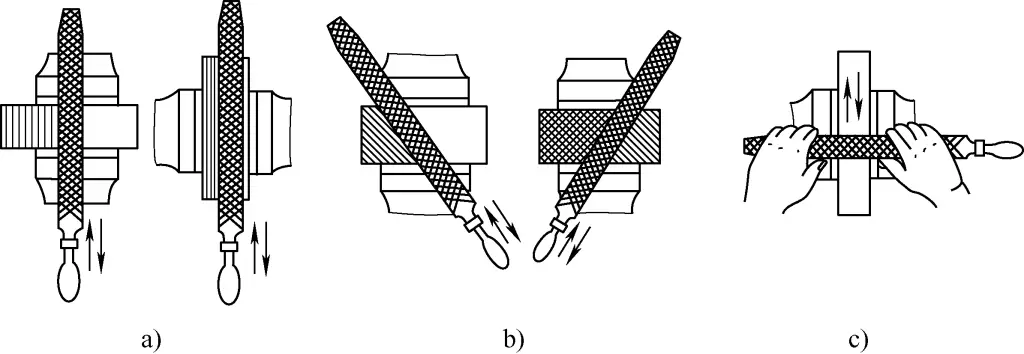
يجب تحديد شكل المقطع العرضي وطول الملف بناءً على شكل وحجم السطح المراد رفعه على قطعة العمل. يجب أن يتكيف شكل الملف مع شكل سطح قطعة العمل المراد معالجتها، كما هو موضح في الشكل 6.
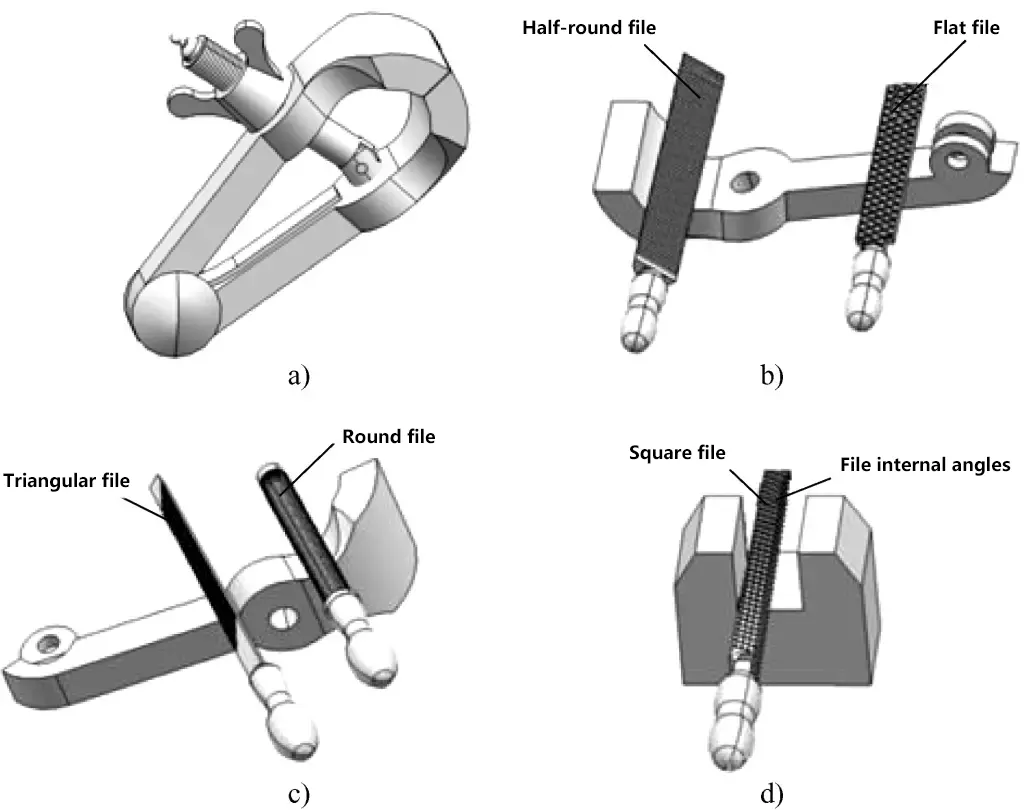
أ) نائب اليد
ب) تطبيق الملف المسطح والملف نصف الدائري
ج) استخدام الملف المستدير والملف الثلاثي
د) استخدام الملف المربع
يعتمد اختيار مواصفات خشونة الملف على طبيعة مادة الشغل، وحجم بدل التشغيل الآلي، ومتطلبات دقة المعالجة وخشونة السطح. يتم استخدام الملفات الخشنة، ذات التباعد الأكبر بين الأسنان التي تكون أقل عرضة للانسداد، بشكل عام لحفظ الملفات الناعمة المعادن مثل النحاس والألومنيوم، ولقطع العمل ذات بدلات التصنيع الكبيرة، ومتطلبات الدقة المنخفضة، والتشطيبات السطحية الخشنة. تُستخدم المبردات الدقيقة لحفظ ملفات الفولاذ والحديد الزهر وقطع العمل ذات بدلات التشغيل الصغيرة ومتطلبات الدقة العالية وقيم خشونة السطح المنخفضة. تُستخدم الملفات فائقة الدقة للصقل النهائي لأسطح قطع العمل.
يوفر الجدول 1 معلومات مرجعية عن بدلات التشغيل الآلي المناسبة ودقة المعالجة وخشونة السطح التي يمكن تحقيقها للملفات ذات مواصفات الخشونة المختلفة، للمساعدة في اختيار مواصفات خشونة الملف المناسبة.
الجدول 1 اختيار مواصفات خشونة الملفات
| رقم الملف المقطوع | ملف الأسنان | الحالات القابلة للتطبيق | |||
| بدل المعالجة/ملم | دقة الأبعاد/ملم | الخشونة Ra/ميكرومتر | التطبيق | ||
| 1 | خشن | 0.5~1 | 0.2~0.5 | 100~25 | مناسبة للتشغيل الآلي الخشن أو المعادن غير الحديدية |
| 2 | متوسط | 0.2~0.5 | 0.05~0.2 | 25~6.3 | مناسبة للمعالجة بعد الإيداع الخشن |
| 3 | جيد | 0.1~0.3 | 0.02~0.05 | 12.5~3.2 | تلميع الأسطح أو المعادن الصلبة |
| 4 | غرامة مضاعفة | 0.1~0.2 | 0.01~0.02 | 6.3~1.6 | التصنيع الآلي الدقيق |
| 5 | تشطيب زيتي | أقل من 0.1 | 0.01 | 1.6~0.8 | تشطيب السطح |
1) طريقة الإيداع المستقيم
كما هو موضح في الشكل 7 أ، فإن طريقة الحفظ المستقيم هي طريقة لحفظ قطعة العمل في نفس الاتجاه. إنها الطريقة الأساسية للحفظ، وتتميز بعلامات ملف مستقيمة وأنيقة، والتي يمكن أن تقلل من قيمة خشونة السطح.
أ) طريقة الإيداع المستقيم
ب) طريقة الإيداع المتقاطع
ج) طريقة الإيداع بالدفع
2) طريقة الإيداع المتقاطع
كما هو موضح في الشكل 7 ب، فإن طريقة البرش المتقاطع هي برد قطعة العمل من اتجاهين بالعرض. وتتمثل خاصيتها في أنها يمكن أن تظهر آثارًا غير متساوية على السطح المبرود مما يسهل برْد البقع العالية. تسهّل هذه الطريقة برْد سطح مستوٍ دقيق.
3) طريقة الإيداع بالدفع
كما هو موضح في الشكل 7 ج، تتضمن طريقة البرش بالدفع إمساك جسم الملف أفقيًا بكلتا اليدين ودفعه بثبات ذهابًا وإيابًا على طول سطح قطعة العمل. وتتمثل خصائصها في تقليل حجم القطع، مما يقلل من قيمة خشونة السطح، وتستخدم بشكل عام لحفظ الأسطح الضيقة والطويلة.
أثناء عملية الحفظ، تجدر الإشارة إلى أنه بغض النظر عن طريقة الحفظ، يجب أن يتم الحفظ بالتساوي على كامل سطح المعالجة.
يتضمن ملف السطح القوسي نوعين: ملف السطح القوسي الخارجي وملف السطح القوسي الداخلي. تُستخدم الملفات المسطحة للأسطح القوسية الخارجية، بينما تستخدم الملفات نصف الدائرية أو الدائرية للأسطح القوسية الداخلية.
1) حفظ سطح القوس الخارجي
يحتاج الملف إلى إكمال حركتين: الحركة إلى الأمام ودوران الملف حول قطعة العمل. هناك طريقتان لبرد أسطح القوس الخارجي:
① حفظ سطح القوس المجزأ
ضع الملف أفقيًا على سطح القوس، وقم ببرد الحواف بالتسلسل لإنشاء مضلع أساسي يقارب القوس، وأخيرًا استخدم طريقة البرودة المستقيمة لبرده في شكل قوس، كما هو موضح في الشكل 8 أ. هذه الطريقة فعّالة ومناسبة لمراحل التشغيل الآلي الخام.
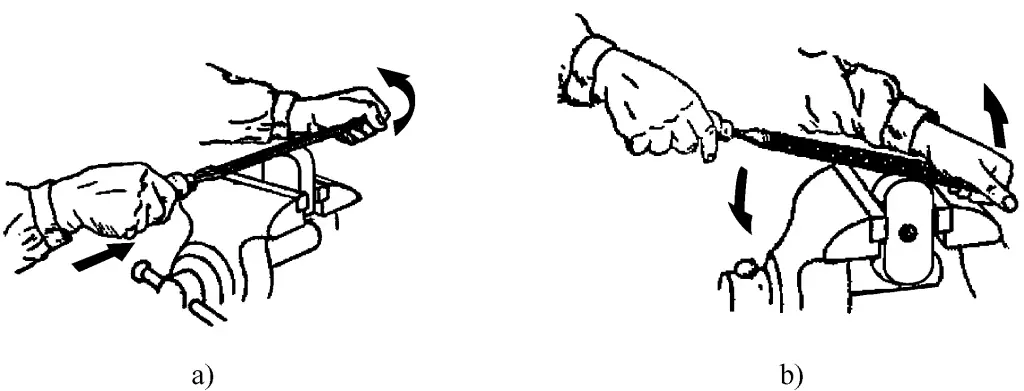
أ) حفظ سطح القوس المجزأ
ب) حفظ سطح القوس المستقيم
② حفظ السطح القوسي المستقيم
عند الحفظ، أثناء دفع المبرد للأمام، اضغط على مقبض المبرد باليد اليمنى لأسفل، وارفع طرف المبرد باليد اليسرى، كما هو موضح في الشكل 8 ب. يضمن ذلك عدم وجود حواف للسطح القوسي المبرد وأن يكون أملسًا ومناسبًا لمرحلة المعالجة الدقيقة للأسطح القوسية.
2) حفظ سطح القوس الداخلي
كما هو موضح في الشكل 9، يحتاج الملف إلى إكمال ثلاث حركات في وقت واحد: الحركة إلى الأمام، والتحرك يسارًا أو يمينًا (حوالي نصف عرض الملف إلى عرض ملف واحد)، والدوران حول الخط المركزي للملف (في اتجاه عقارب الساعة أو عكس اتجاه عقارب الساعة حوالي 90 درجة).
إذا كانت هناك حركة أمامية فقط، فلن يكون الثقب الدائري مستديرًا؛ وإذا كانت هناك حركة أمامية فقط وحركة يسار أو يمين فقط، فسيكون شكل السطح القوسي غير صحيح أيضًا. فقط من خلال إكمال الحركات الثلاث في وقت واحد يمكن برش السطح القوسي الداخلي بشكل جيد، حيث يسمح ذلك لسطح عمل الملف بالانزلاق والبرد على طول قوس قطعة العمل بشكل قوس.
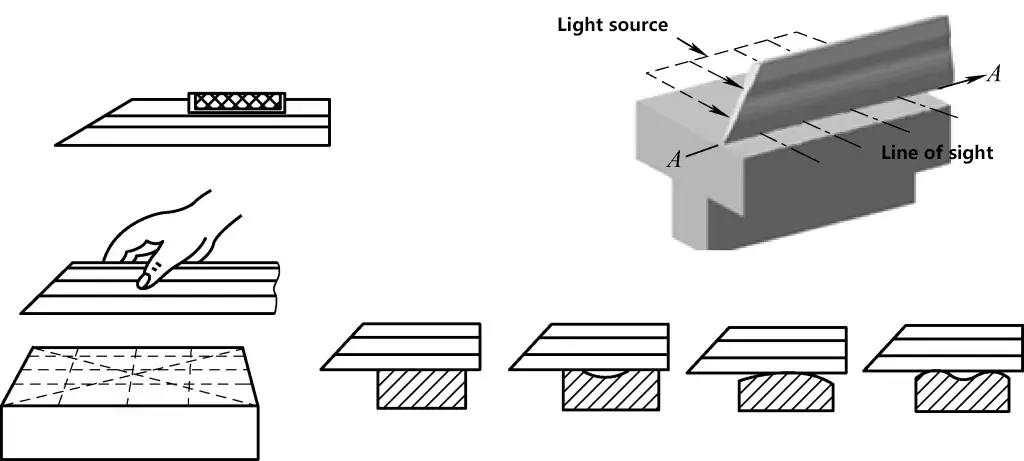
بعد التسوية المسطحة، غالبًا ما يتم استخدام مسطرة مستقيمة ذات حافة سكين أو مسطرة فولاذية مع طريقة الفجوة الضوئية للتحقق من تسطيحها. إذا كان الضوء المار بين المسطرة وسطح قطعة العمل ضعيفًا وموحدًا، فهذا يشير إلى أن السطح مسطح؛ وإذا كان الضوء المار غير متساوي القوة، فهذا يشير إلى أن السطح غير مستوٍ، حيث تكون أقوى منطقة ضوء هي الجزء الأكثر تقعرًا. يجب فحص التسطيح في الاتجاهات الطولية والعرضية والقطرية، كما هو موضح في الشكل 10.
كما هو مبين في الشكل 11، عند استخدام مربع المحاولة للتحقق من تعامد السطح المشغول على السطح المرجعي، يجب الضغط برفق على الحافة القصيرة لمربع المحاولة على السطح المرجعي لقطعة العمل، مع وضع الحافة الطويلة على السطح الذي يتم فحصه. استخدم طريقة الفجوة الضوئية للفحص، مع متطلبات مماثلة لفحص التسطيح.
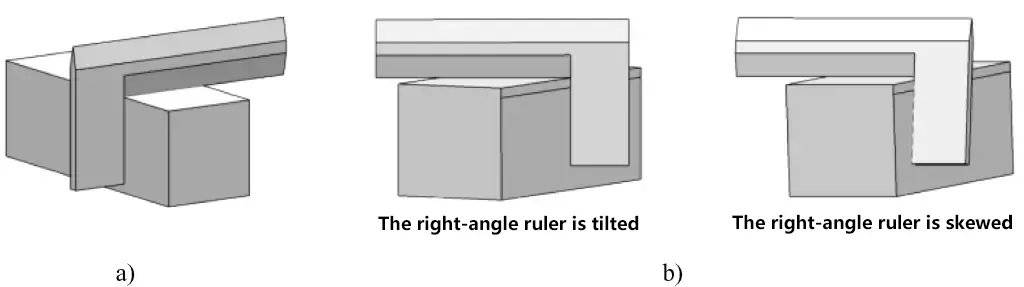
أ) طريقة القياس الصحيحة
ب) طريقة قياس غير صحيحة
هناك العديد من الطرق للتحقق من التوازي أثناء الإيداع، ولكن هناك طريقتان شائعتا الاستخدام:
1) استخدام مؤشر قرص للتحقق من توازي السطح المشغول آليًا. كما هو موضح في الشكل 12، ضع السطح المرجعي لقطعة العمل على لوحة سطح قياسية، وحرك قطعة العمل، واقرأ القيم القصوى والدنيا من مؤشر القرص. الفرق بين الاثنين هو خطأ التوازي للسطح المقاس.

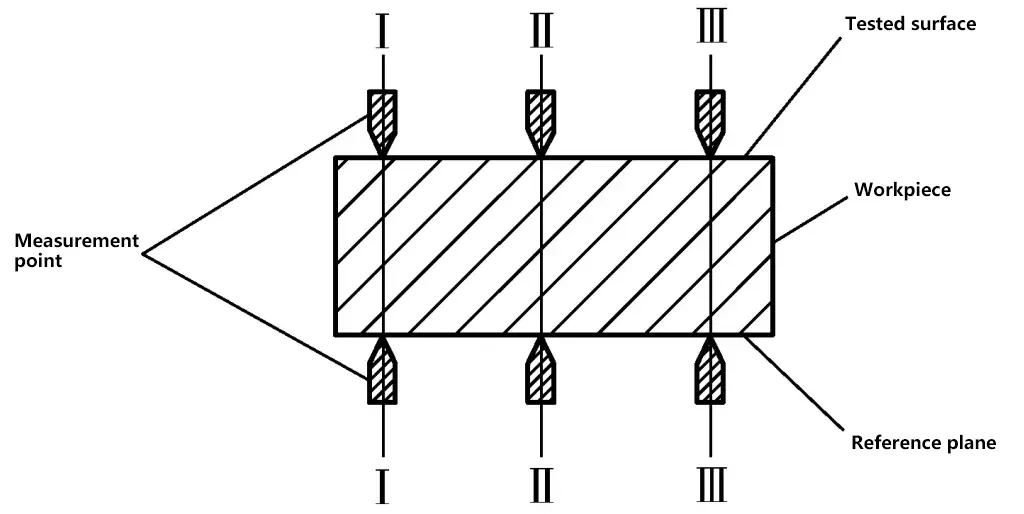
2) استخدام الفرجار ذو الورنية أو الميكرومتر لقياس التوازي. كما هو موضح في الشكل 13، يجب أخذ القياسات في عدة مواضع لإيجاد أعلى نقطة (القيمة القصوى) وأدنى نقطة (القيمة الدنيا). الفرق بين الاثنين هو خطأ التوازي للسطح المقاس.
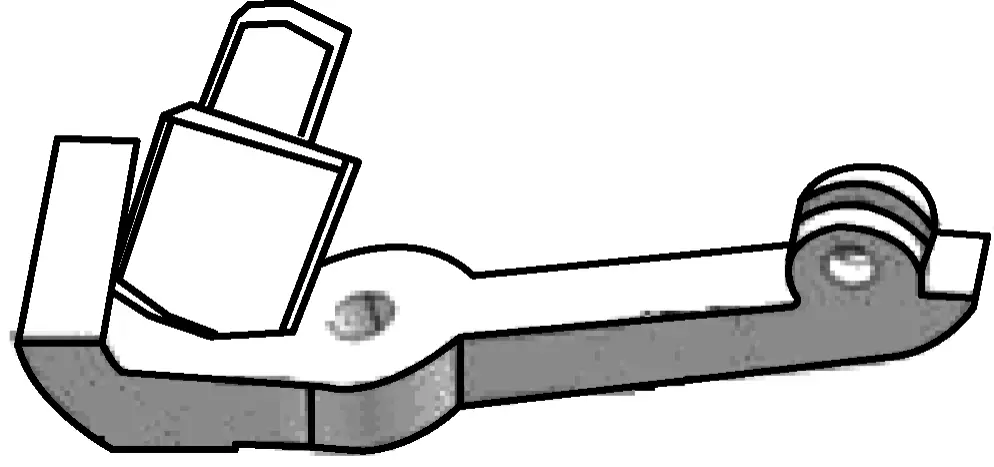
كما هو موضّح في الشكل 14، عند معالجة ملزمة مقاعد البدلاء، يمكن استخدام مقياس نصف القطر لفحص سطح القوس الداخلي.
أولاً، حدد مقبض ملف مناسب بناءً على حجم الملف. بشكل عام، تُستخدم مقابض الملفات الكبيرة للملفات التي يبلغ حجمها 250 مم وما فوق، ومقابض الملفات المتوسطة للملفات التي يتراوح حجمها بين 150 مم و250 مم، ومقابض الملفات الصغيرة للملفات التي يقل حجمها عن 150 مم.
كما هو موضح في الشكل 15، قبل تثبيت مقبض الملف، قم بحفر ثقب في المقبض. يجب أن يتطابق شكل وحجم الثقب المتدرج مع تماس الملف.
تظهر عملية تركيب مقبض المبرد في الشكل 16. أمسك المقبض بيدك اليسرى، وأدخل ناب المبرد في فتحة المقبض بيدك اليمنى، ثم انقر عليه برفق. حرر يدك اليسرى، ثم استخدم يدك اليمنى للنقر على المبرد عمودياً حتى يستقر بإحكام، بحيث يكون طول المدخل حوالي 3/4 من ناب المبرد.
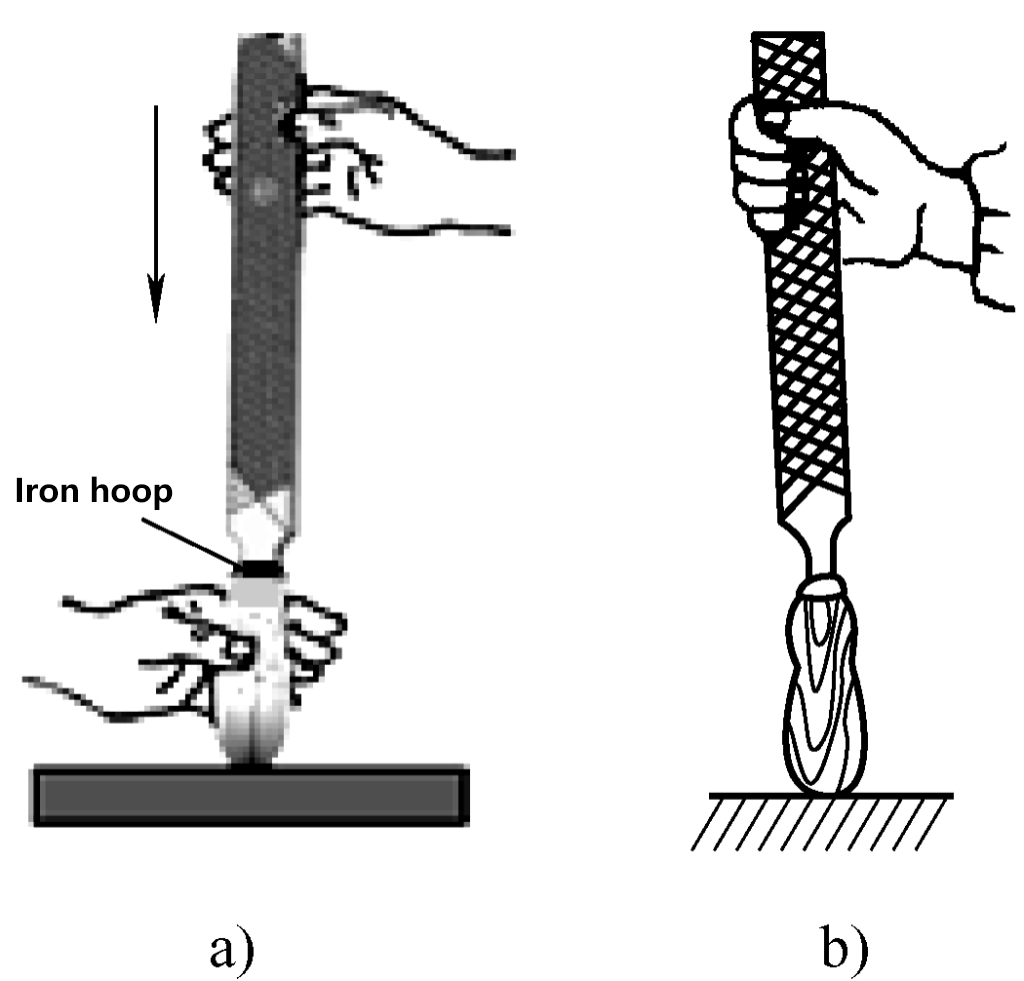
أ) الإدراج
ب) النقر في
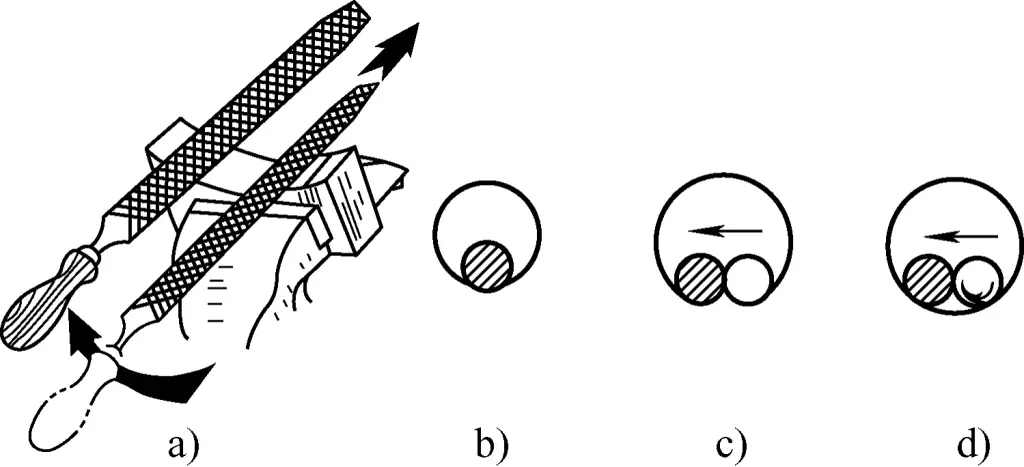
كما هو موضح في الشكل 17، عند إزالة مقبض المبرد على ملزمة مقاعد البدلاء، ضع طرف ثقب مقبض المبرد على فك الملزمة واضربه برفق على الفك. سيؤدي القصور الذاتي إلى فصل الملف عن المقبض. يمكن استخدام هذه الطريقة أيضًا على طاولة الملزمة.
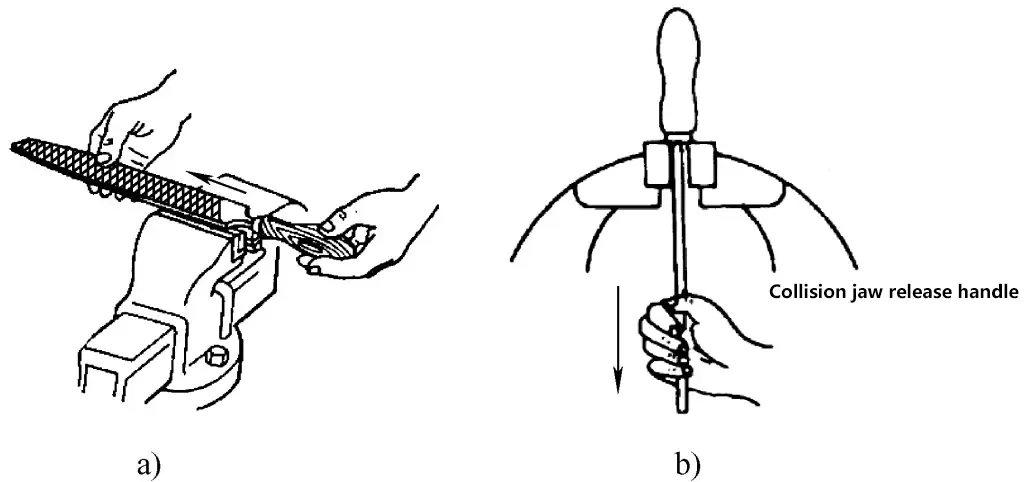
أ) طريقة إزالة مقبض الملف واحد
ب) طريقة إزالة مقبض الملف الطريقة الثانية
عند البرد، يتم تثبيت الشُّغْلَة بشكل عام في منتصف ملزمة المنضدة، بحيث لا يكون الجزء المكشوف فوق فك الملزمة مرتفعًا للغاية لمنع اهتزاز الشُّغْلَة أثناء البرد، مما قد يتسبب في ظهور علامات الثرثرة. يجب أن تكون قطعة العمل مثبتة بإحكام مناسب؛ إذا كانت فضفاضة للغاية، فقد يتغير موضع السطح المبرود أثناء البرد، مما يؤثر على جودة السطح؛ إذا كانت ضيقة للغاية، فقد تتشوه بعض الأجزاء المفتوحة. عند استخدام سطح تم تشكيله مسبقًا كسطح مشبك، استخدم أغطية الفك الملزمة لتجنب إتلاف السطح المشغول.
فقط من خلال الإمساك بالمبرد بكلتا اليدين بشكل صحيح وتنسيقهما يمكن التحكم بفعالية في الحركة الأفقية للمبرد وتطبيق قوة البرش بفعالية على السطح الذي يتم برشه.
1) طريقة مسك الملف باليد اليمنى
باستثناء تشكيل الملفات، فإن طريقة القبضة اليمنى للملفات الأخرى هي نفسها بشكل أساسي، كما هو موضح في الشكل 18.
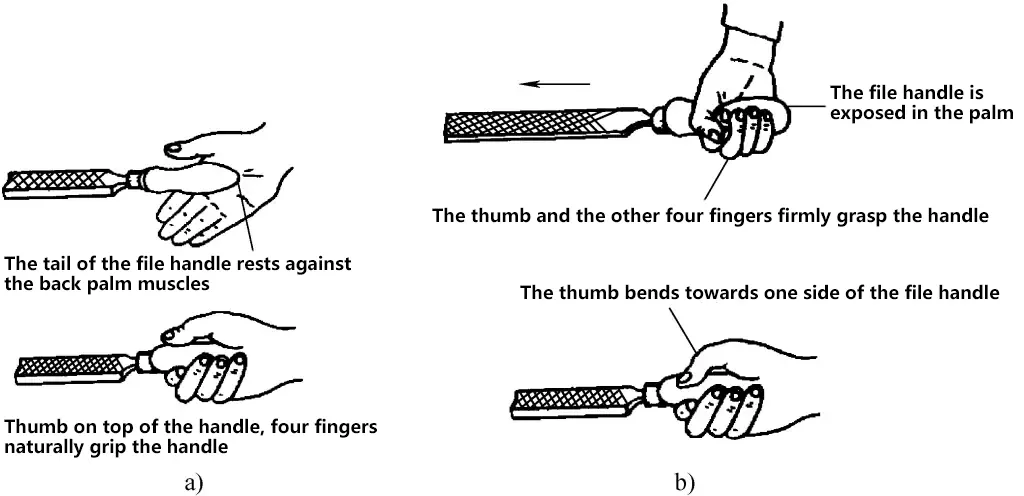
أ) طريقة قبضة الملف الأيمن الصحيحة
ب) طريقة الإمساك بالملف غير صحيحة
2) طريقة مسك الملف باليد اليسرى
الطريقة الصحيحة للإمساك بالملف باليد اليسرى موضحة في الشكل 19، حيث تُستخدم طريقة الإمساك الموضحة في الشكل 19 أ عادةً للإمساك بالملفات المسطحة الكبيرة.
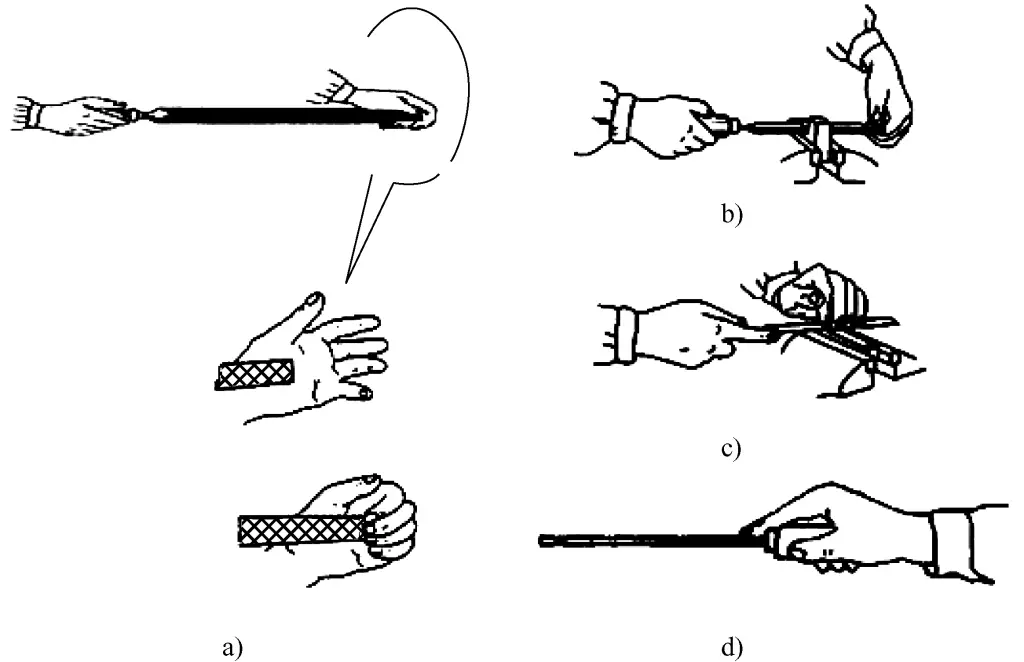
أ) طريقة الإمساك بالملف الأساسي
ب) طريقة الإمساك بالملفات متوسطة الحجم
ج) طريقة الإمساك بالملفات الصغيرة
د) طريقة القبضة لتشكيل الملفات
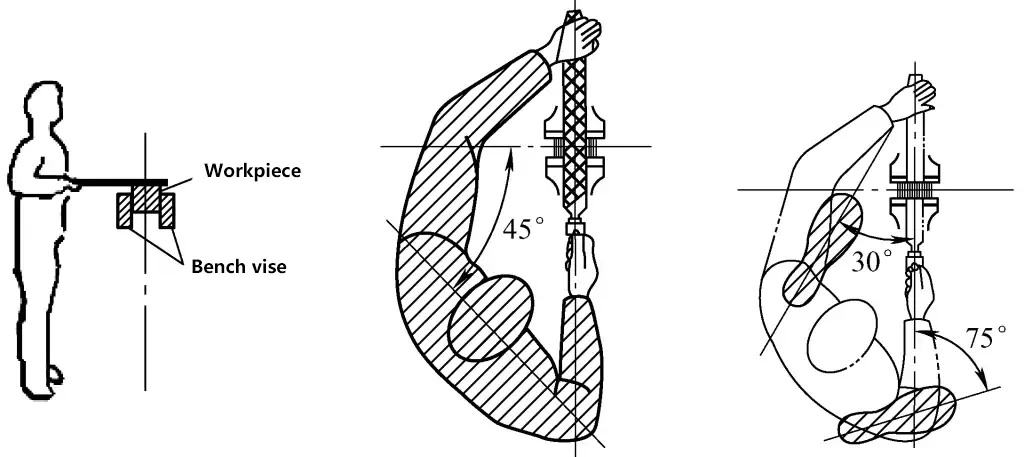
كما هو موضح في الشكل 20، قف مع وضع كلتا القدمين في مواجهة ملزمة المنضدة، بحيث تكون على يسار الخط المركزي للملزمة. يجب أن يشكل الجسم زاوية 45 درجة مع حافة فك الملزمة. يتم تحديد المسافة من الملزمة عن طريق الحفاظ على الذراعين العلوية والسفلية عموديًا، وأن يكون المبرد في مستوى الملف، وأن يكون طرف الملف قادرًا على الاستقرار على قطعة العمل.
اخطو بالقدم اليسرى، بحيث تكون المسافة (من إصبع القدم اليمنى إلى الكعب الأيسر) مساوية تقريباً لطول الملف. يجب أن تشكل القدم اليسرى زاوية 30 درجة تقريبًا مع الخط المركزي للملزمة، والقدم اليمنى بزاوية 75 درجة تقريبًا.
1) كما هو موضح في الشكل 21 أ، طوال عملية البردي، حافظ على تقوس المعصم الأيمن قليلاً مع خفض الكتف الأيمن (الكتف الأيمن أقل قليلاً من الأيسر)، والمعروف باسم "إغراق الكتف وإسقاط اليد". تسهل هذه الوضعية دفع الملف أفقياً. تظهر الوضعية غير الصحيحة في الشكل 21ب.
دون التأثير على حركة الذراع الأيمن، أبقِ الذراع الأيمن قريباً من الجسم قدر الإمكان (الحفاظ على مسافة قبضة اليد بين أعلى الذراع الأيمن والجسم). يسمح ذلك بتطبيق قوة الجزء العلوي من الجسم بسهولة على الملف أثناء الإيداع.
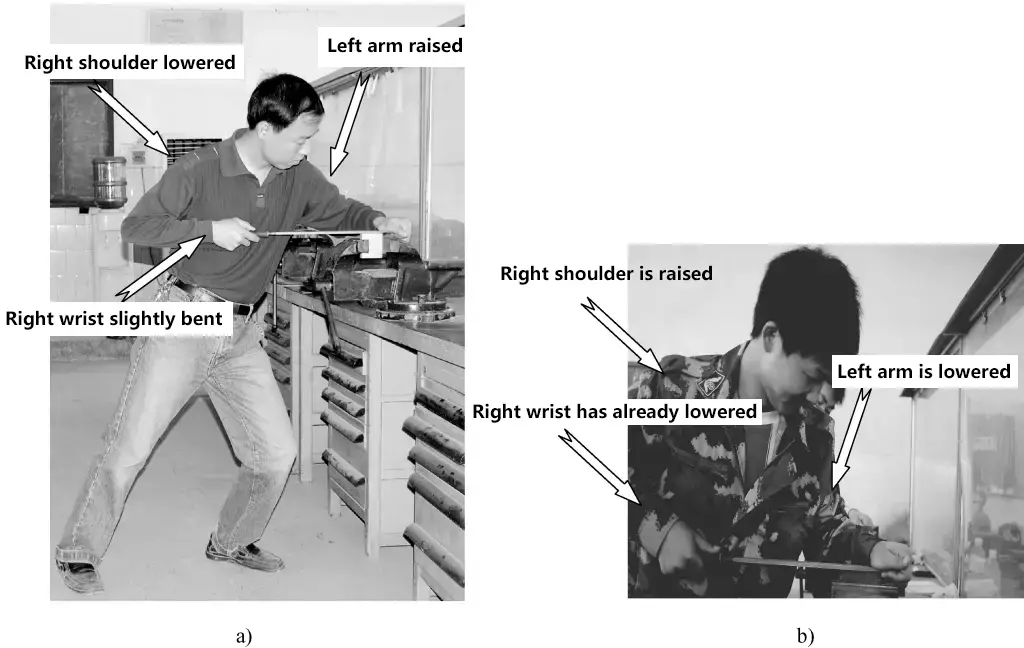
أ) حركات الجسم الصحيحة أثناء الإيداع
ب) حركات الجسم غير الصحيحة أثناء الإيداع
2) كما هو موضح في الشكل 21 أ، ينبغي دائمًا رفع الذراع الأيسر خلال عملية الحفظ، كما هو موضح في الشكل 21 أ، للضغط على سطح الحفظ. وتظهر الوضعية غير الصحيحة في الشكل 21ب.
3) كما هو موضح في الشكل 21أ، حافظ على التوازن أثناء الإيداع، بحيث يكون مركز الثقل على القدم اليسرى. حافظ على استقامة الركبة اليمنى وثبات كلا القدمين بثبات. استخدم ثني الركبة اليسرى ومدها للحركة الترددية.
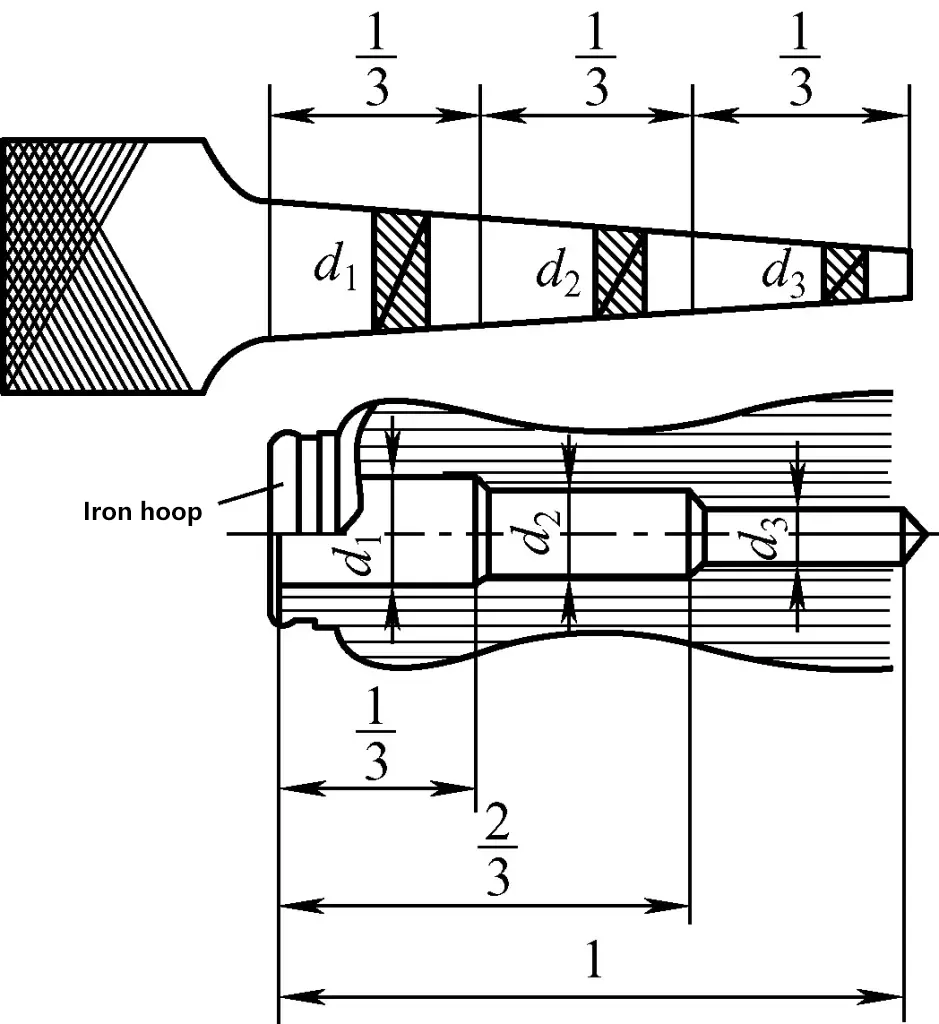
4) عملية الإيداع المستمر. تظهر عملية الإيداع المستمر في الشكل 22.
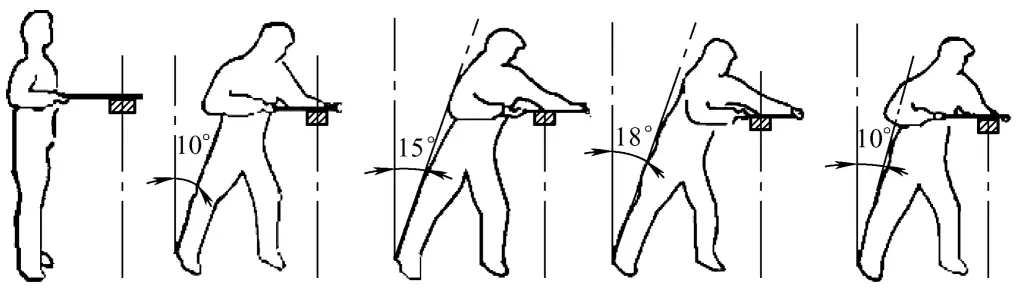
① حركة البرش هي مزيج من حركات الجسم والذراع. في بداية البرد، قم بإمالة الجسم للأمام حوالي 10°، مع سحب المرفق الأيمن للخلف قدر الإمكان.
② عندما يتقدم الملف ثلث المسافة قم بإمالة الجسم للأمام بزاوية 15 درجة تقريباً، مع ثني الركبة اليسرى قليلاً.
③ عندما يتقدم الملف بمقدار الثلث، قم بإمالة الجسم تدريجيًا إلى حوالي 18 درجة.
④ عندما يكمل المبرد ثلثي شوطه الكامل، استمر في الدفع للأمام لإكمال شوط البرش الكامل (ملاحظة: يجب ألا يلمس مقبض المبرد حافة قطعة العمل). استخدم قوة رد الفعل الناتجة عن دفع المبرد للأمام لإعادة الجسم إلى وضع الميل بزاوية 10 درجات في الاتجاه المعاكس لحركة الدفع للأمام (ملاحظة: حافظ على ثبات كلا القدمين عند عودة الجسم، دون رفع أو تحريك القدمين). استعد لحركة البرش الأمامية الثانية.
⑤ عند إرجاع الملف، ارفعه قليلاً (لا يتم الضغط عليه أثناء شوط الإرجاع) وحركه قليلاً إلى الجانب للحكم على تسطيح السطح من علامات الملف.
⑥ طوال عملية الحفظ، يجب ألا تقل الضربة الأمامية للملف عن ثلثي طول الملف بالكامل، مع تكرار الحفظ حوالي 30-40 مرة/الدقيقة.
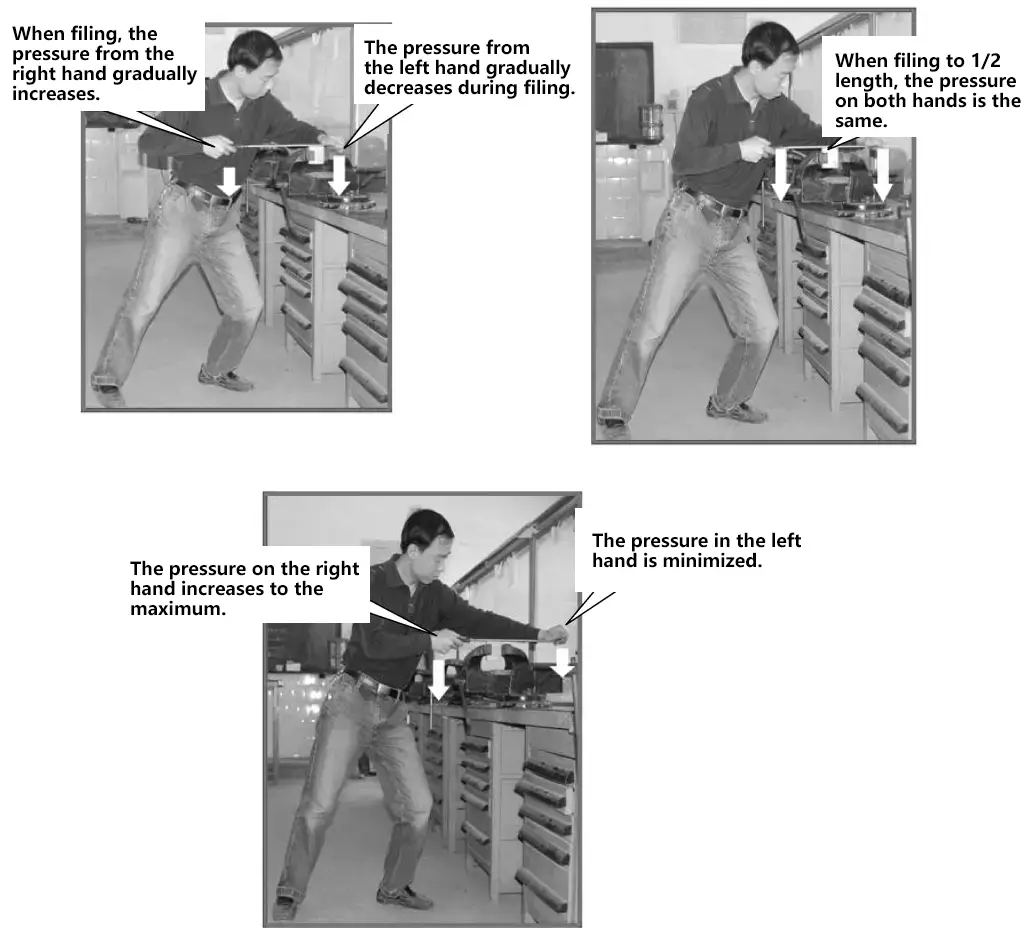
إن المفتاح لضمان الحصول على سطح مبرد مسطح هو موازنة لحظة قوة البردي، أي الحفاظ على حركة خطية أفقية للمبرد أثناء دفع المبرد للأمام. ولذلك، عند دفع الملف، يجب أن تتغير القوة المطبقة بكلتا اليدين باستمرار أثناء تقدم الملف. يجب أن يتناقص ضغط اليد اليسرى من كبير إلى صغير، بينما يزداد ضغط اليد اليمنى من صغير إلى كبير، مما يضمن تساوي عزوم القوة من كلتا اليدين بالنسبة لمركز قطعة العمل، كما هو موضح في الشكل 23.
من خلال تحليل رسم الجزء، يجب فهم معلومات المعالجة التالية:
1) موضع النقاط المرجعية وعددها.
2) التفاوتات في الأبعاد والتفاوتات الهندسية ومتطلبات خشونة السطح للأسطح التي سيتم رفعها على الجزء.
افحص قطعة العمل وفقًا للمعلومات الموجودة على رسم الجزء:
1) تحقق مما إذا كانت مادة الشُّغْلَة مطابقة للمتطلبات الفنية على رسم الجزء.
2) تحقق من وجود عيوب في قطعة العمل.
① استخدم مسطرة فولاذية أو كتلة خربشة للتحقق من ثني أو التواء أو اعوجاج قطعة العمل، وكذلك أخطاء التسطيح؛ استخدم مربع تجربة للتحقق مبدئيًا من تعامدها وتحديد ما إذا كانت تستوفي شروط المعالجة (ما إذا كان يمكن ضمان التفاوتات الهندسية بعد المعالجة).
كما هو موضح في الشكل 24، بالنسبة للجزء ذي الزاوية اليمنى للوحة رقيقة ذات صفيحة قائمة، تحقق من ثني أو التواء أو التواء مادة اللوحة الرقيقة قبل المعالجة. يمكن تصحيح التشوهات الطفيفة؛ وفي حالة التشوه الشديد، يجب استبدال قطعة العمل.
② استخدم الفرجار مع مسطرة فولاذية لقياس قطعة العمل، وخاصة العيوب الموضعية المقعرة لتحديد ما إذا كان الحد الأدنى للحجم أكبر من الأبعاد المحددة على رسم الجزء، وتقييم بدل التشغيل الآلي. إذا كان الحد الأدنى لحجم الشُّغْلَة أصغر من الأبعاد المحددة، أو إذا كان بدل التصنيع صغيرًا جدًا لضمان تفاوتات الأبعاد والتفاوتات الهندسية بعد المعالجة، فيجب اعتبارها شُغْلَة معيبة.
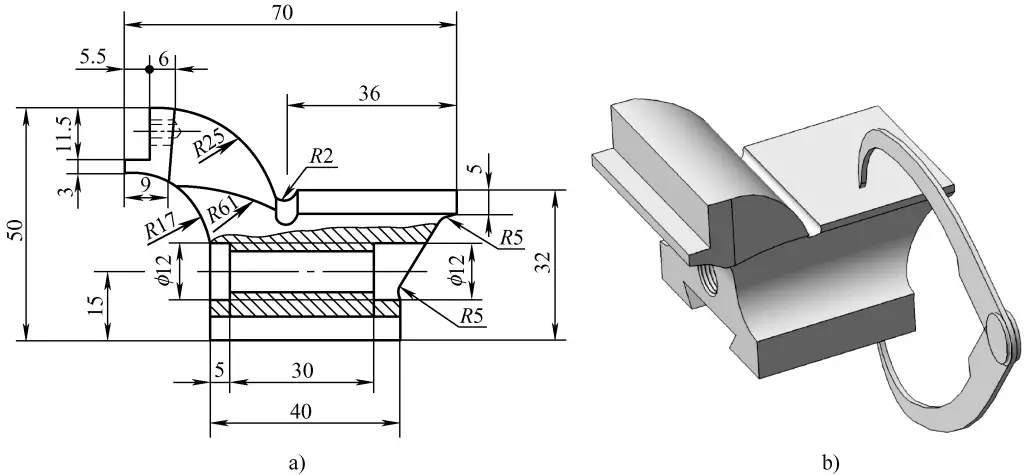
يوضح الشكل 25 مخطط المعالجة للفك المتحرك لملزمة المنضدة. قبل المعالجة، استخدم الفرجار والمساطر الفولاذية للتحقق من الأبعاد المختلفة وتقييم بدل المعالجة. يوضح الشكل 25 ب قياس الارتفاع (32 مم) بين المنصة والقاعدة.
1) تحديد طريقة الوسم.
2) تحديد تسلسل معالجة الملفات.
① بالنسبة للجزء الواحد، ابدأ عادةً بإنهاء السطح المرجعي لضمان دقته الهندسية.
② بالنسبة للجزء الواحد، عادةً ما يتم التأكد أولاً من تعامد السطح المعالج على المرجع، ثم توازيها وأبعادها، وأخيرًا صقل تسطيحها. بعد التشطيب الدقيق، تأكد من أن تفاوتات الأبعاد والتفاوتات الهندسية وخشونة السطح تفي جميعها بالمتطلبات المحددة على رسم الجزء.
③ لمنع تشوه الشُّغْلَة أثناء المعالجة، ضع في اعتبارك معالجة الأشكال الداخلية أولاً، ثم الخطوط الخارجية، خاصةً بالنسبة لمواد الألواح الرقيقة.
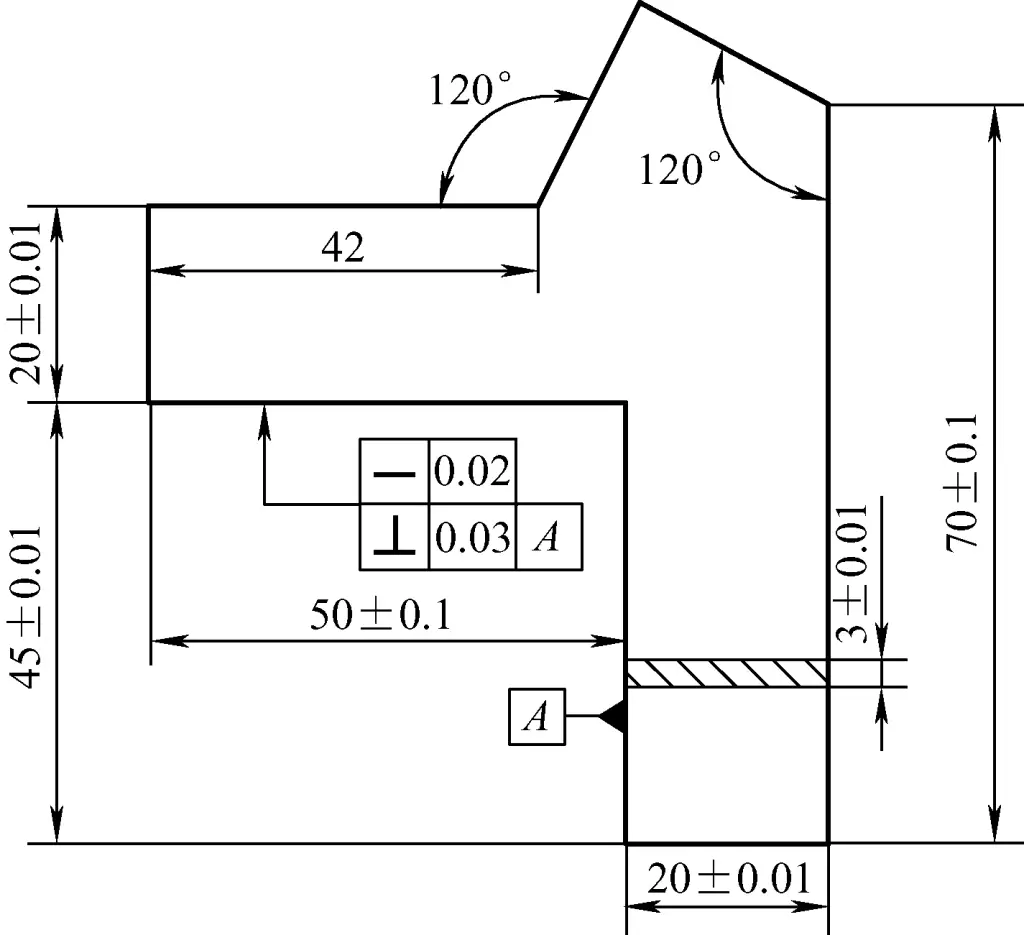
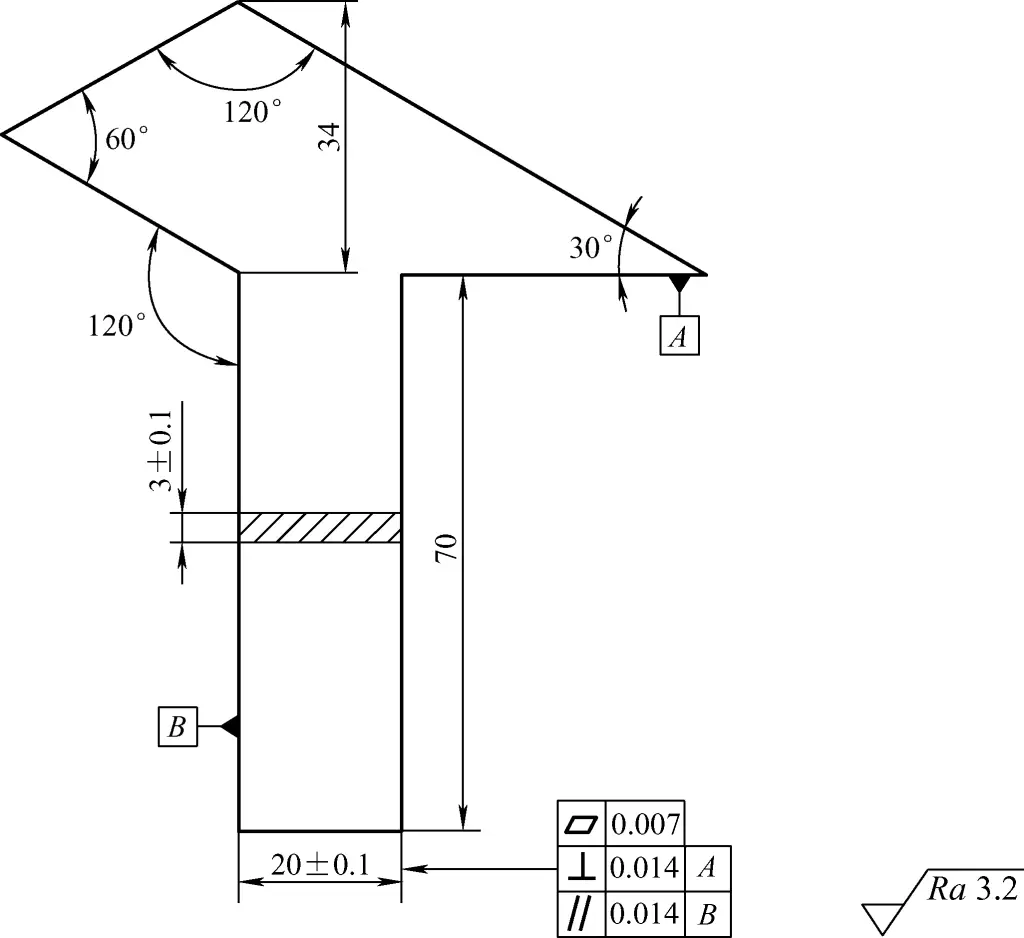
يوضح الشكل 26 قالب قياس الزاوية المصنوع من مادة صفيحة رقيقة 3 مم. لمنع تشوه الشُّغْلة، قم بمعالجة الزاوية القائمة الداخلية والزاوية الداخلية بزاوية 120 درجة أولاً، ثم قم بمعالجة الزاوية الخارجية بزاوية 120 درجة.
3) تحديد بدل المعالجة الآلية. عادةً ما تمر الأسطح المحفوظة بعمليات الحفظ الخشن والحفظ الدقيق (بما في ذلك التشطيب الدقيق)، لذا فإن تخصيص بدل المعالجة بشكل معقول يمكن أن يؤدي إلى نتائج معالجة أكثر كفاءة.
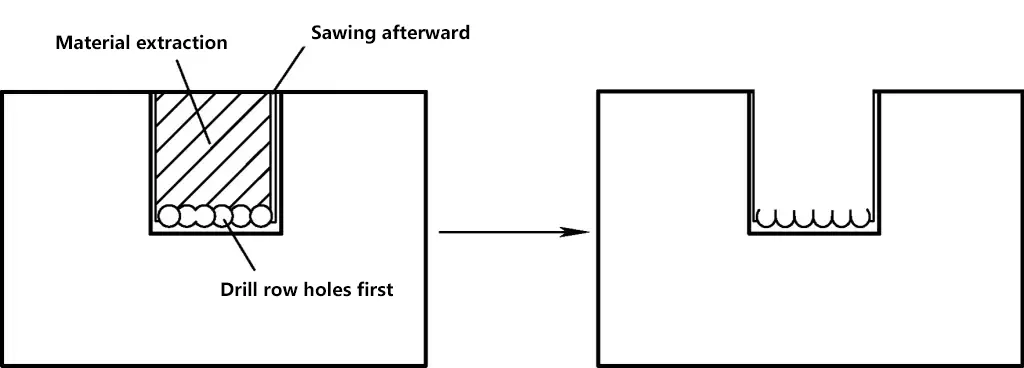
4) تحديد طريقة إزالة المواد. بالنسبة لقطع العمل ذات الفتحات الداخلية، تسمى عملية إزالة المواد الصلبة الداخلية إزالة المواد. كما هو موضح في الشكل 27، تُستخدم عادةً طريقة حفر الثقوب متبوعة بالإزميل أو النشر لإزالة المواد (انظر طرق الحفر للحصول على التفاصيل).
5) أثناء المعالجة، انتبه إلى طرق التشبيك المناسبة لقطعة العمل لمنع التشوه.
أثناء المعالجة، يعد ضمان دقة الأبعاد والدقة الهندسية للجزء أمرًا بالغ الأهمية، ويعد السعي لتحقيق دقة القياس خطوة حيوية. واستنادًا إلى عملية الحصول على نتائج القياس، يمكن تقسيم القياسات إلى قياس مباشر وقياس غير مباشر.
1) القياس المباشر
يسمى أي قياس يمكن من خلاله الحصول على أبعاد الجزء والأخطاء الهندسية بشكل مباشر ودقيق باستخدام أدوات القياس بالقياس المباشر. ويشمل ذلك الأبعاد الخارجية والأخطاء الهندسية للأجزاء. من السهل نسبيًا الحصول على نتائج دقيقة للقياسات المباشرة وهي أبسط، لذا لن نناقشها هنا.
2) القياس غير المباشر
أي قياس لا يمكن قياسه مباشرة بالأدوات، أو يمكن قياسه مباشرة ولكن لا يمكن الحصول على نتائج دقيقة مباشرة، يسمى قياسًا غير مباشر.
كما هو موضح في قطعة العمل في الشكل 28، فإن بُعد العمق 15+0.050 مم من الصعب قياسه بدقة باستخدام الفرجار الورنيش. ولذلك، يمكن استخدام طريقة سلسلة الأبعاد لحساب قيم الانحراف العلوي والسفلي للبُعد L. أثناء الإيداع، يمكن استخدام البعد L و250+0.05 مم للتحكم في البُعد 15+0.050 البُعد مم.
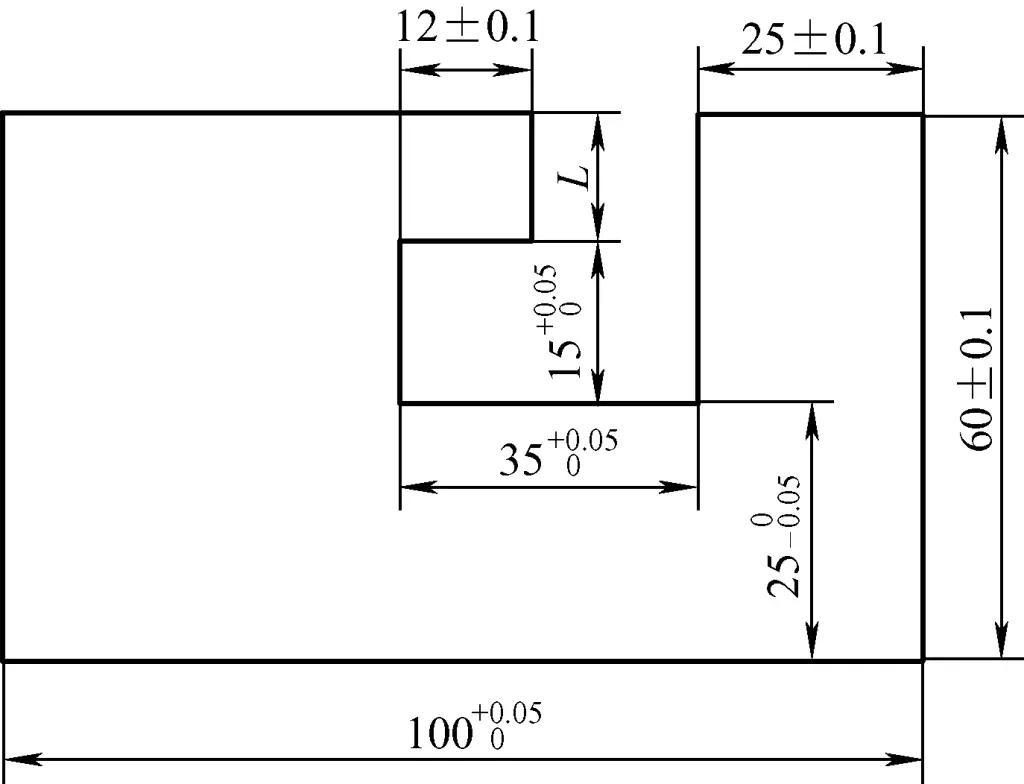
يوضح الشكل 29 مخططًا مبسطًا لسلسلة الأبعاد هذه. وتتم عملية الحل على النحو التالي:
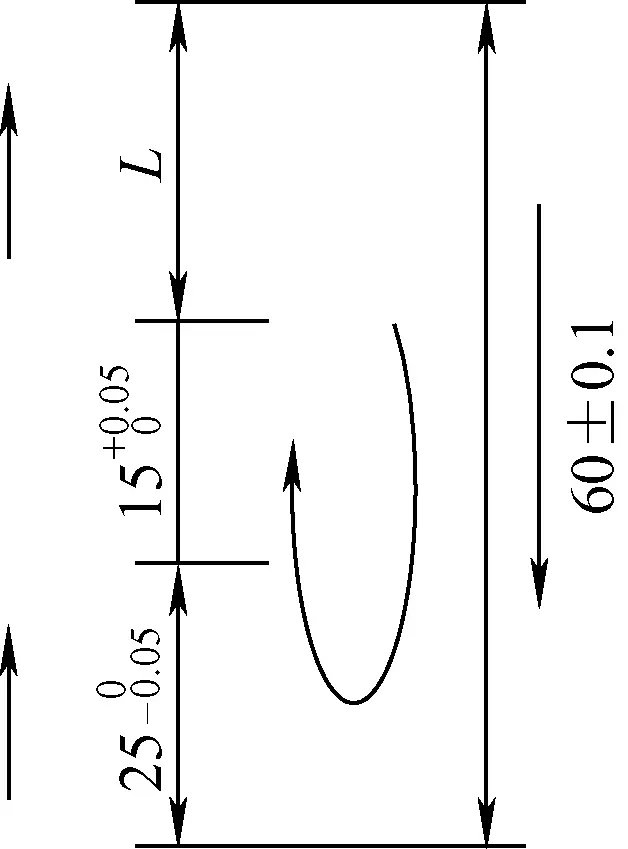
البعد L هو الرابط الختامي الذي يتكون بعد تحديد جميع الأبعاد الأخرى. باتباع الأسهم، (60 ± 0.1) مم هو الرابط المتزايد، بينما 250-0.05 مم و15 مم+0.050 مم هي روابط متناقصة. وبذلك يكون لدينا:
لذلك، أثناء الحفظ، قم بقياس البُعد L والبُعد 25 مم، وتحكم في نطاق بُعد الحفظ إلى 250-0.05 مم و(20 ± 0.15) مم لضمان متطلبات دقة الإيداع البالغة 15+0.050 مم.

