تقنيات تجميع الصفائح المعدنية الأساسية: دليل شامل
I. طرق التجميع طبقاً للمتطلبات الفنية المحددة، فإن عملية تركيب وتوصيل الأجزاء أو المكونات ب...
كيف ينشئ المهندسون تلك الخطوط الدقيقة على الأجزاء المعدنية؟ يتعلق الأمر كله بوضع العلامات، وهي مهارة أساسية في الهندسة الميكانيكية. توضح هذه المقالة تقنيات الوسم وأدواته وأهميتها. سوف تتعلم الأساسيات وتحصل على نصائح عملية لتحسين عملية الوسم الخاصة بك. هل أنت مستعد لمعرفة كيف تبدأ الأجزاء الدقيقة بخط بسيط؟

الوسم هو عملية رسم خطوط حدود المعالجة على الفراغات أو المنتجات شبه المصنعة وفقًا لمتطلبات الرسم. وتتمثل أغراض الوسم قبل معالجة الأجزاء فيما يلي:
ينقسم الوسم إلى وسم مستوٍ ووسم ثلاثي الأبعاد. وتسمى عملية الإشارة بوضوح إلى خطوط حدود المعالجة لقطعة الشغل عن طريق الوسم على مستوى واحد فقط من قطعة العمل بالوسم المستوي، كما هو موضح في الشكل 1أ. وتسمى عملية الإشارة بوضوح إلى خطوط حدود المعالجة لقطعة الشغل عن طريق الوسم على عدة أسطح في اتجاهات مختلفة من الشغل بالوسم ثلاثي الأبعاد، كما هو موضح في الشكل 1ب.
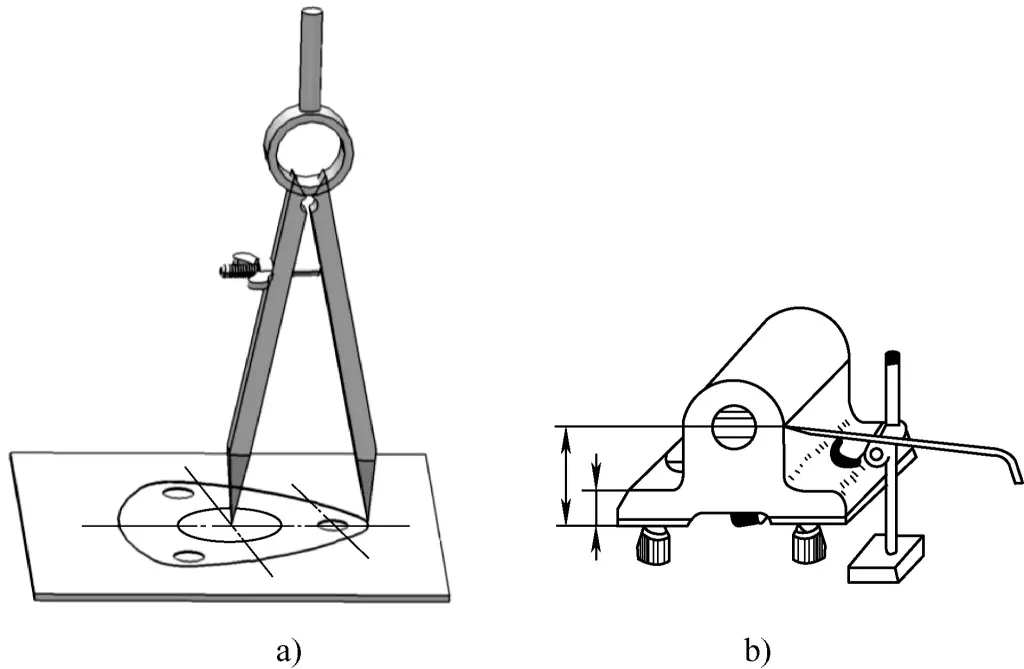
أ) وضع علامات على الطائرة
ب) وضع العلامات ثلاثية الأبعاد
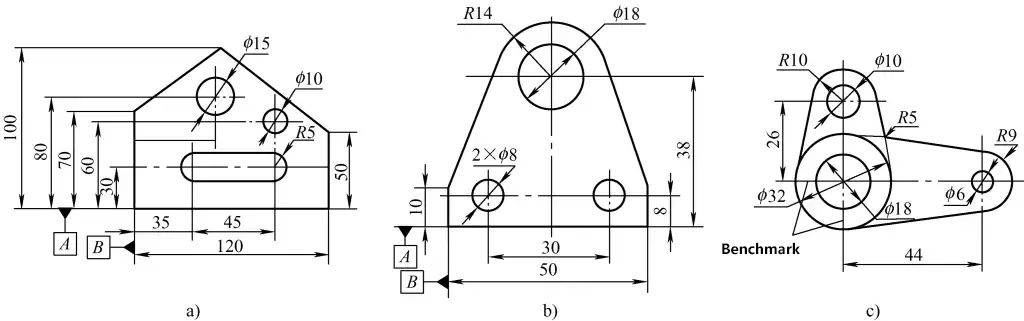
يشير مرجع وضع العلامات إلى تحليل رسم الجزء بعناية واختيار عنصر هندسي واحد أو عدة عناصر هندسية (خطوط أو أسطح) على الجزء الفارغ كأساس لوضع العلامات (موضع البدء لوضع العلامات)، من أجل وضع علامات أكثر دقة وسرعة على خطوط موضع المعالجة للعناصر الهندسية الأخرى (خطوط أو أسطح) على الجزء المراد معالجته. تسمى هذه الخطوط أو الأسطح مراجع الوسم.
يجب أن يبدأ وضع العلامات دائمًا من مرجع وضع العلامات، واختيار مرجع وضع العلامات بشكل معقول هو المفتاح لتحسين جودة وكفاءة وضع العلامات. عند اختيار مرجع الوسم، حاول أن تجعله متسقًا مع مرجع تصميم الجزء، مثل اختيار الخط المركزي أو المستوى المركزي للفتحة الرئيسية كمرجع للوسم.
أ) استخدام الحواف المتعامدة كمرجعيات
ب) باستخدام الحافة السفلية وخط الوسط كمرجعين
ج) استخدام خطوط مركزية متعامدة كمراجع
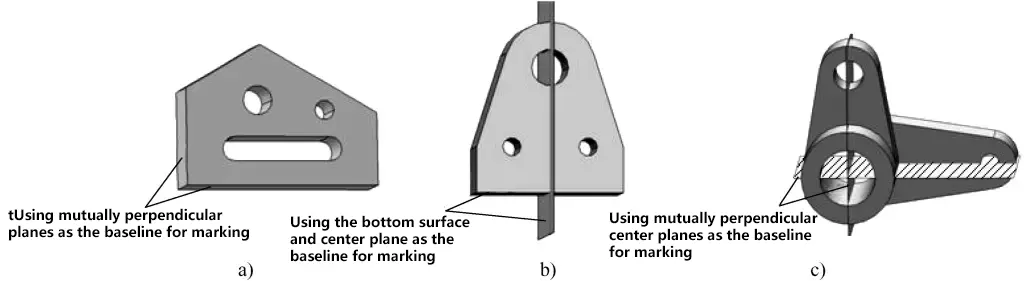
أ) استخدام مستويين متعامدين كمرجعين
ب) استخدام السطح السفلي والمستوى المركزي كمرجعين
ج) استخدام مستويات مركزية متعامدة كمراجع
يوضح الشكل 4 الطريقة المحددة لاستخدام مراجع الوسم للوسم ثلاثي الأبعاد. يمثل هذا الشكل الحالة التي تُستخدم فيها مراجع الوسم لمحاذاة الجزء ووضع العلامات الفارغة في اتجاهي الطول والارتفاع (هنا اتجاه الإسقاط التقويمي) لجزء الشوكة.
بعد وضع علامات الخطوط على سطح الإسقاط هذا، يمكن تدويره بزاوية 90 درجة ووضع علامات خطوط المعالجة على أسطح الإسقاط الأخرى (العرض والارتفاع والطول والعرض). يتم وصف طرق المحاذاة ووضع العلامات المحددة في "مهارات التشغيل الأساسية".
يوضح الجدول 1 طرق الاستخدام والاحتياطات الخاصة بأدوات الوسم الشائعة.
الجدول 1 طرق الاستخدام والاحتياطات الخاصة بأدوات الوسم الشائعة
| اسم الأداة | رسم توضيحي | طريقة الاستخدام والاحتياطات | |
| سكريبر | 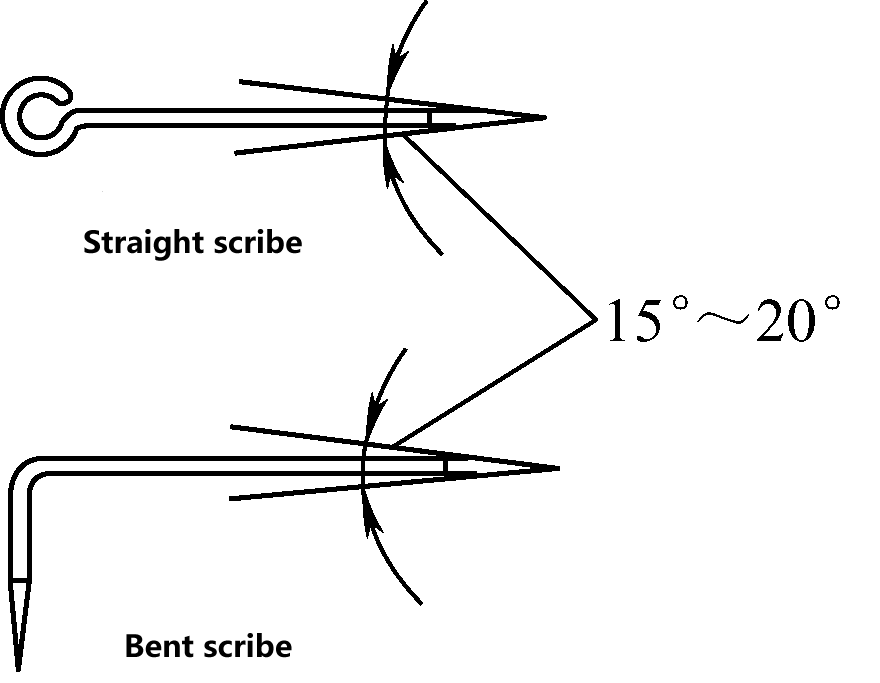 | المكاشط ذات الرأس المستقيم والمكاشط ذات الرأس المثني لها زوايا مخروطية تتراوح بين 15° و20° | |
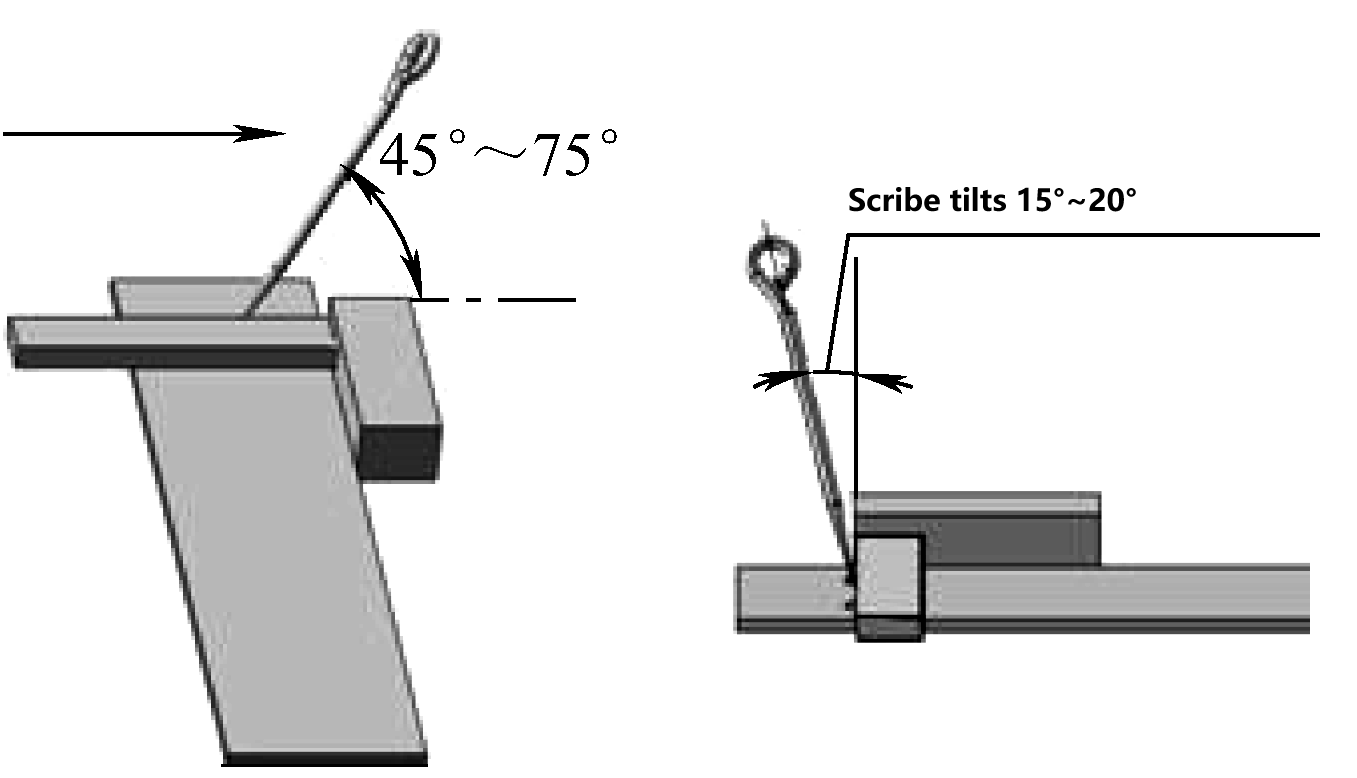 | عند الخربشة على طول حافة الأداة التوجيهية (مثل المربع أو المسطرة الفولاذية أو القالب)، يجب إمالة المخرطة بزاوية معينة في الاتجاهين الأمامي والخلفي واليساري واليميني مع ضغط طرفها على حافة الأداة التوجيهية | ||
| مسطرة فولاذية | 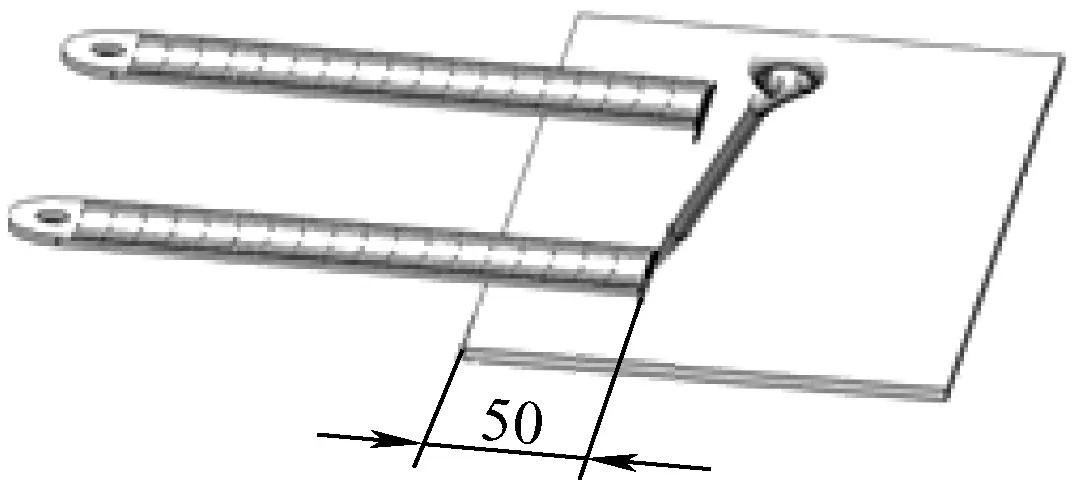 | استخدم مسطرة فولاذية مع مسطرة فولاذية لقياس الأبعاد (مثل مسافة الحافة 50 مم الموضحة في الشكل) | |
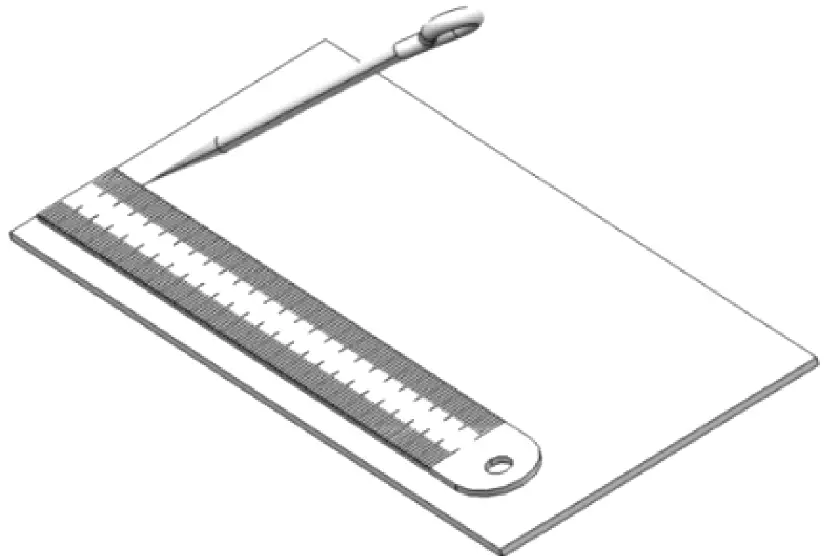 | استخدم مسطرة فولاذية مع مسطرة فولاذية لرسم خطوط موازية لجانب قطعة العمل | ||
| المربع | 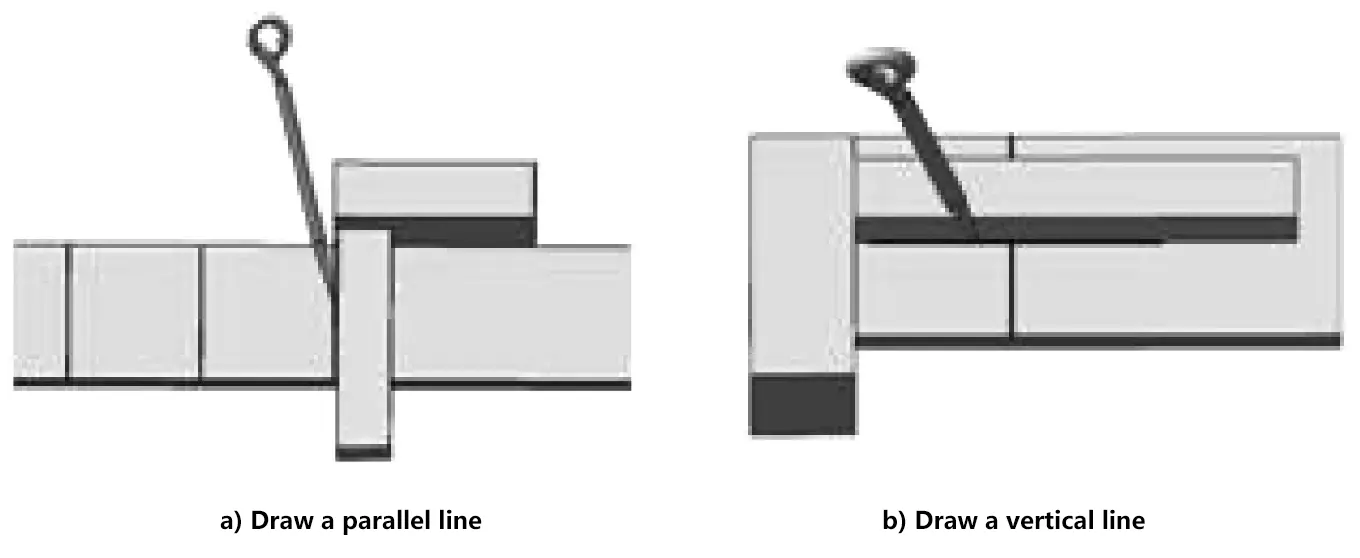 | ضع قاعدة المربع مقابل حافة مرجعية لقطعة العمل، واستخدم الماسحة لرسم خطوط متوازية (انظر الشكل أ) أو خطوط متعامدة (انظر الشكل ب) | |
| مقسم | مقسم مشترك | 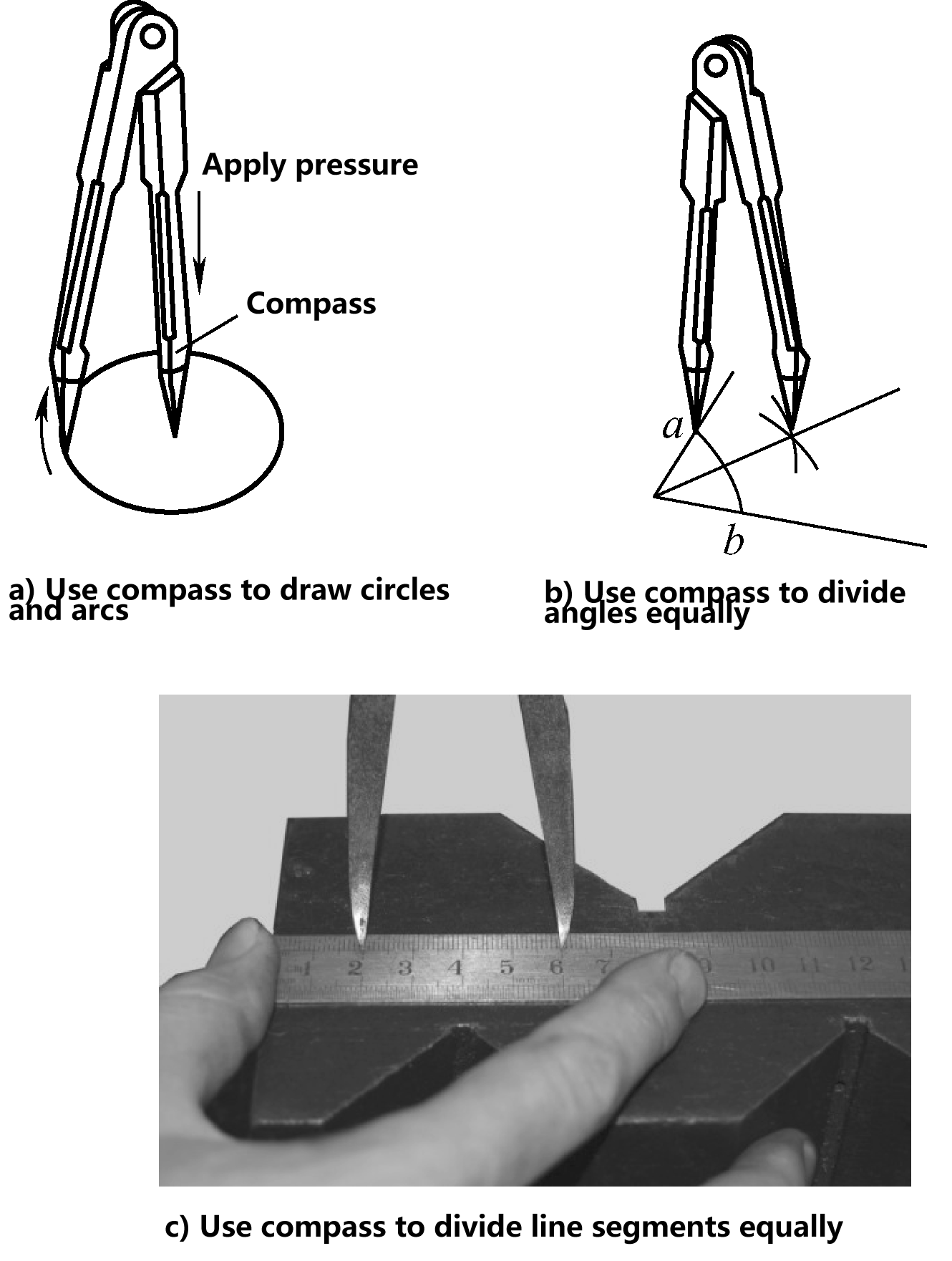 | 1) كما هو موضح في الشكل (أ)، عند خربشة الدوائر والأقواس، يجب الضغط على نقطة المقسم التي تعمل كمركز للدوران؛ وعند خربشة الدوائر والأقواس الصغيرة، يجب أن تكون نقاط المقسم قادرة على الإغلاق بإحكام; 2) كما هو موضح في الشكل ب، استخدم مقسمًا لتقسيم الزوايا; 3) كما هو موضح في الشكل (ج)، قم بقياس الأبعاد على مسطرة فولاذية ثم استخدم مقسمًا لتقسيم الأجزاء المستقيمة. لاحظ أنه عند قياس الأبعاد، يجب تكرار القياس عدة مرات لتجنب أخطاء القياس |
| مقسم طويل | 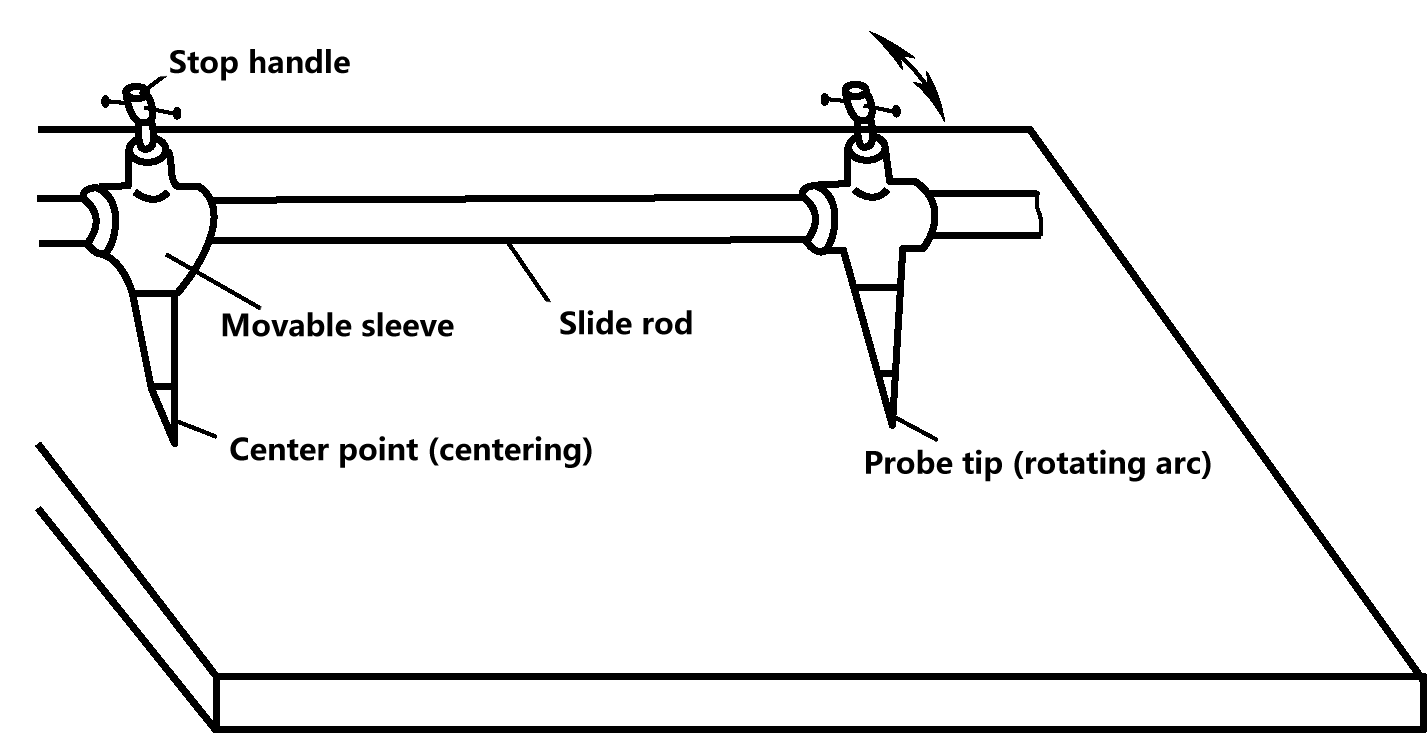 | تُستخدم الفواصل الطويلة بشكل أساسي في رسم الدوائر والأقواس الكبيرة، وقياس الأبعاد الكبيرة، وتقسيم الزوايا والقطع المستقيمة، وما إلى ذلك. يمكن الحصول على بُعد معين عن طريق تحريك ساقي البوصلة على القضيب المنزلق | |
| مقياس الارتفاع | 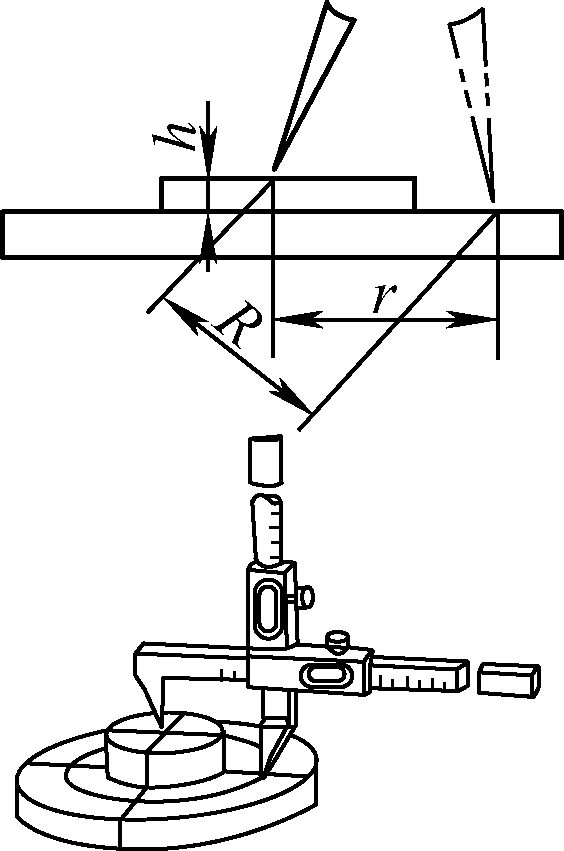 | إذا كان مقياس الارتفاع يتطلب تحديد الارتفاع مع عدم وجود النقطتين في نفس المستوى، على سبيل المثال، عندما يكون المركز أعلى من R=√(r2+h2) مستوى دائري، فإن المسافة بين النقطتين ليست نصف قطر الدائرة المراد رسمها. في هذه الحالة، يجب تعديل المسافة بين النقطتين إلى R، كما هو موضح في الشكل (R هو نصف قطر الدائرة المائلة، r هو نصف قطر الدائرة الأفقية، h هو المسافة الرأسية لفرق الارتفاع بين النقطتين) | |
| قالب سكربر بلوك | 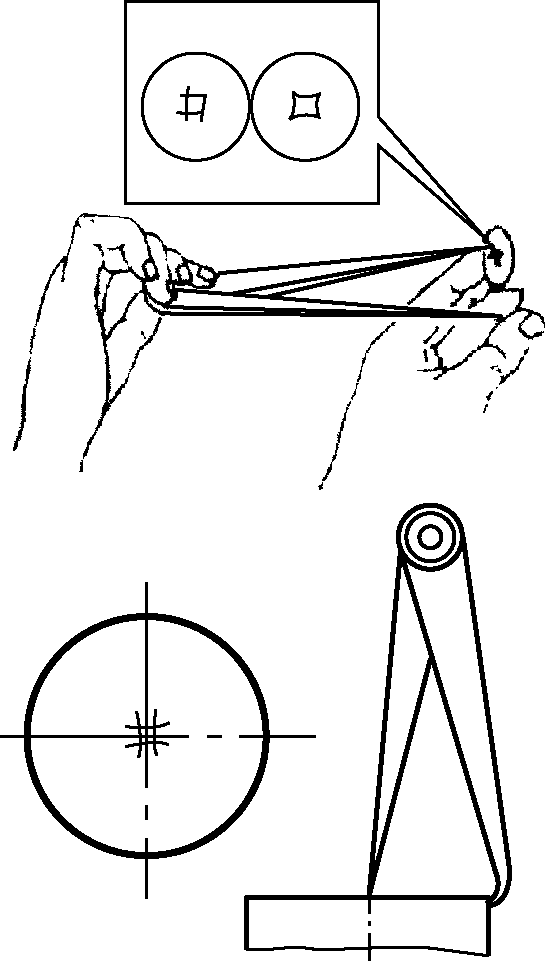 | يتمثل الاستخدام الرئيسي للكتلة الكاشطة في العثور على مركز قطع العمل الدائرية، ويمكن استخدامها أيضًا لرسم خطوط متوازية. عند خربشة المركز، يجب توخي الحذر للحفاظ على المسافة بين طرف الساق المنحني والوجه النهائي لقطعة الشغل بنفس المسافة في كل مرة، وإلا فإن المركز الذي تم العثور عليه سيكون غير دقيق | |
| لكمة المركز | 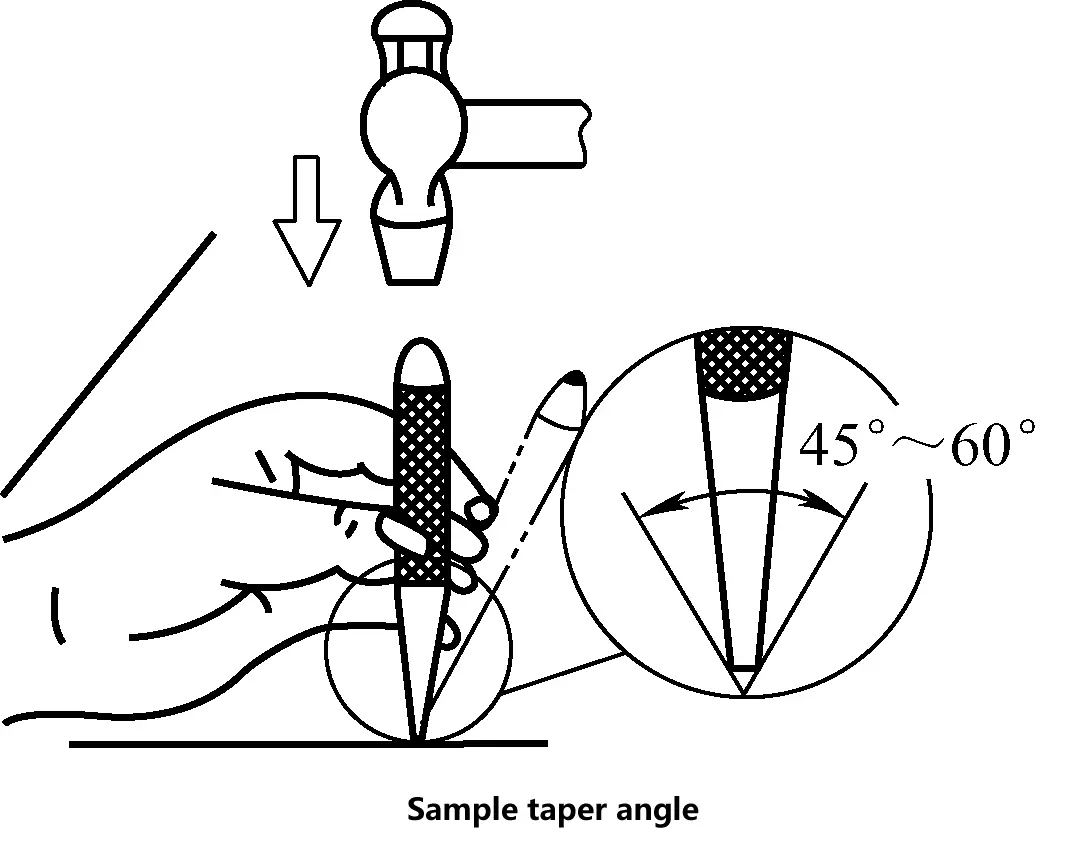 | يتم تحديد الزاوية المخروطية للثقب المركزي بشكل عام في نطاق 45 درجة ~ 60 درجة. بالنسبة لثقب اللكمات المركزية للحفر، يجب أن تكون الزاوية المخروطية أكبر، بينما بالنسبة لوضع العلامات بعد الخربشة، يجب أن تكون الزاوية المخروطية أصغر بشكل مناسب | |
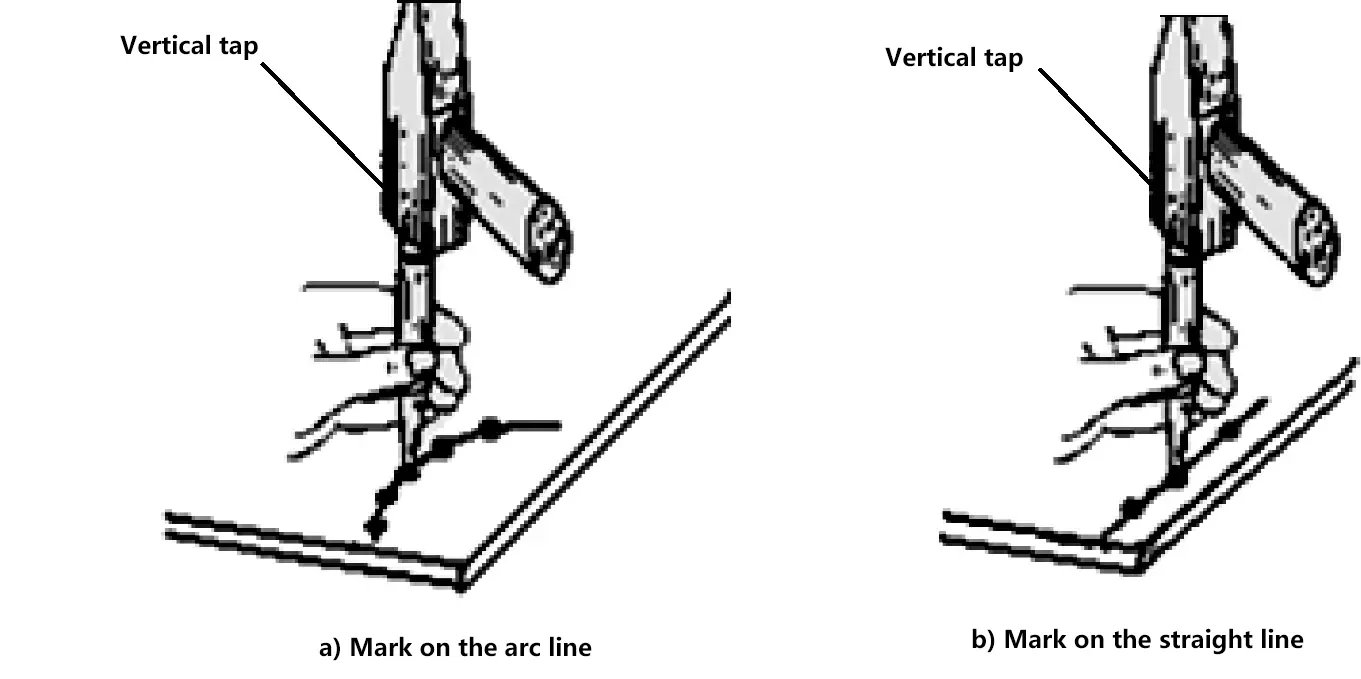 | قم بعمل علامات تثقيب مركزية صغيرة وموحدة عند نقاط تقاطع الخطوط المخطوطة على قطعة العمل، بحيث يمكن العثور على الخطوط الأصلية ونقاط التقاطع حتى بعد أن تصبح الخطوط المخطوطة غير واضحة. فيما يلي الاحتياطات اللازمة لعمل علامات تثقيب مركزية على الخطوط المخربشة لوضع العلامات: 1) كما هو موضح في الشكل (أ)، يجب أن تكون علامات التثقيب المركزية على الخطوط القوسية أكثر كثافة، أي يجب أن تكون الفواصل بين علامات التثقيب المركزية أصغر 2) كما هو موضح في الشكل (ب)، يمكن أن تكون علامات التثقيب المركزية على الخطوط المستقيمة أكثر تناثرًا، أي أن الفواصل بين علامات التثقيب المركزية يمكن أن تكون أكبر 3) يحظر عمل علامات تثقيب مركزية على أسطح الأجزاء المعالجة | ||
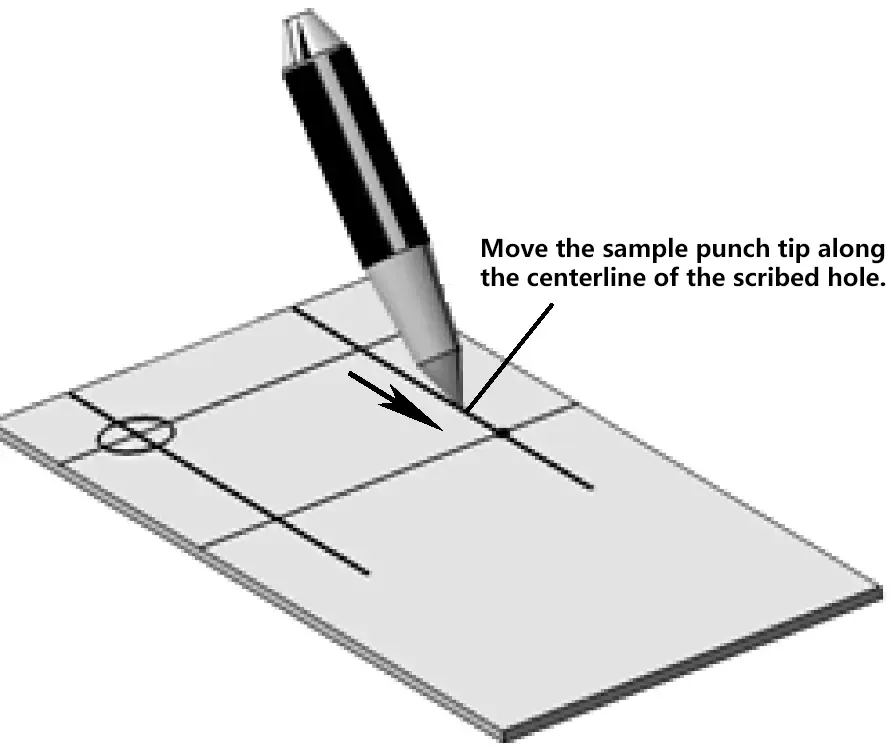 | قبل الحفر، يجب عمل علامة تثقيب "مركزية" في المنطقة المركزية للسماح لنقطة الحفر عند المقطع العرضي لقمة الحفر بالوقوع في الحفرة المقعرة لعلامة التثقيب المركزية. لذلك، يجب أن يكون موضع علامة التثقيب المركزية قبل الحفر دقيقًا قدر الإمكان لضمان دقة موضع الثقب أثناء الحفر | ||
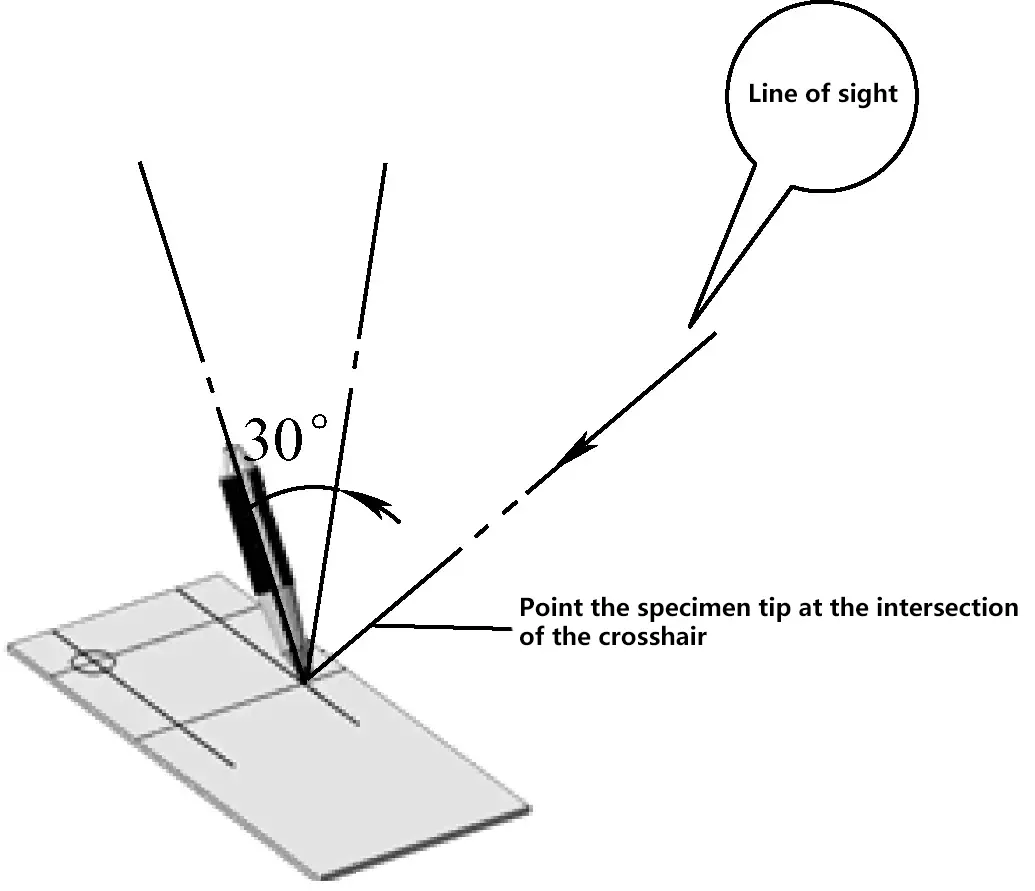 | يجب أن يكون مركز التثقيب بزاوية 30 درجة على الخط العمودي لخط علامة التثقيب | ||
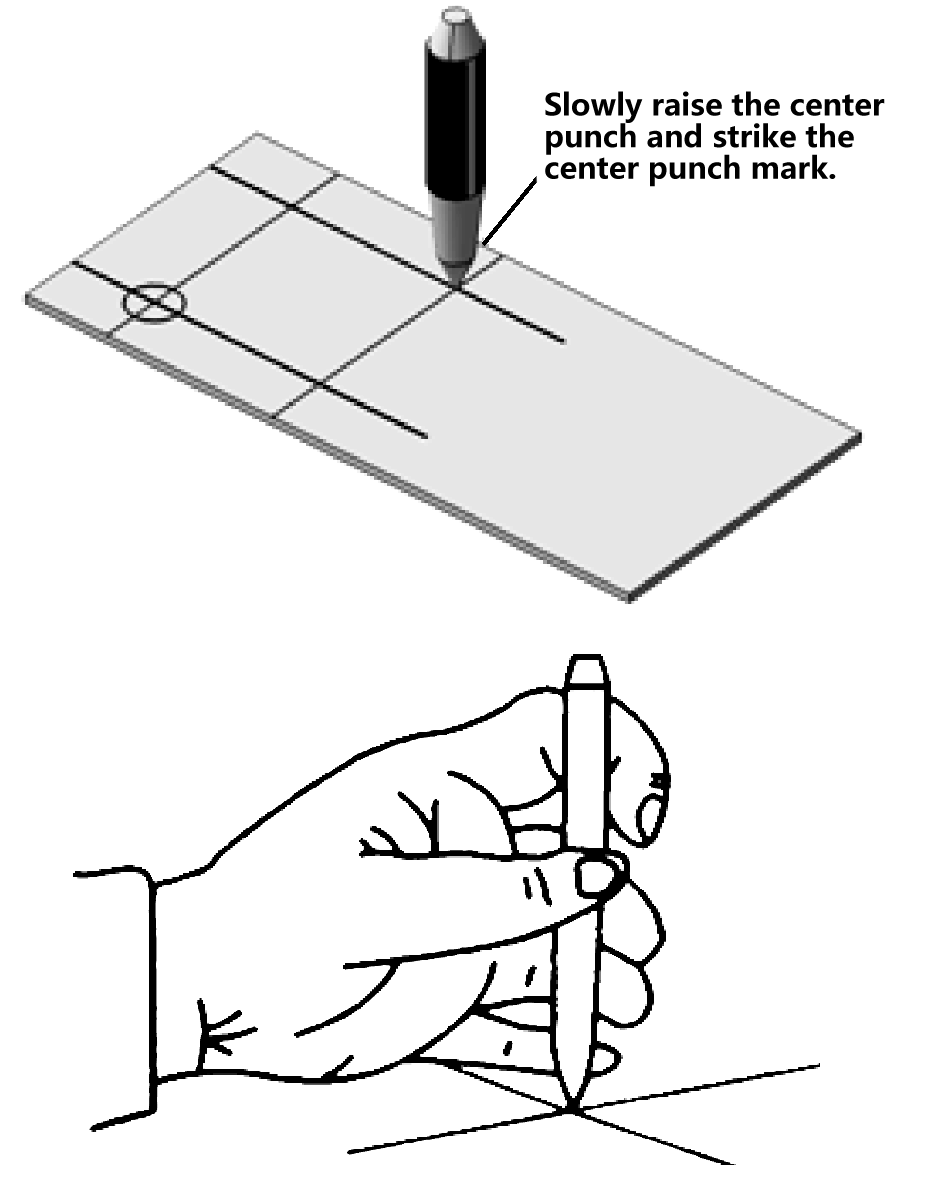 | 1) بعد المحاذاة مع خط علامة التثقيب، اجعل الثقب المركزي عموديًا على الخط; 2) بعد الطرق مرة واحدة، قم بتدوير العينة المثقوبة بزاوية ثم قم بالطرق مرة أخرى. بشكل عام، قم بالتدوير ثلاث مرات والطرق ثلاث مرات. | ||
| مقياس الارتفاع | 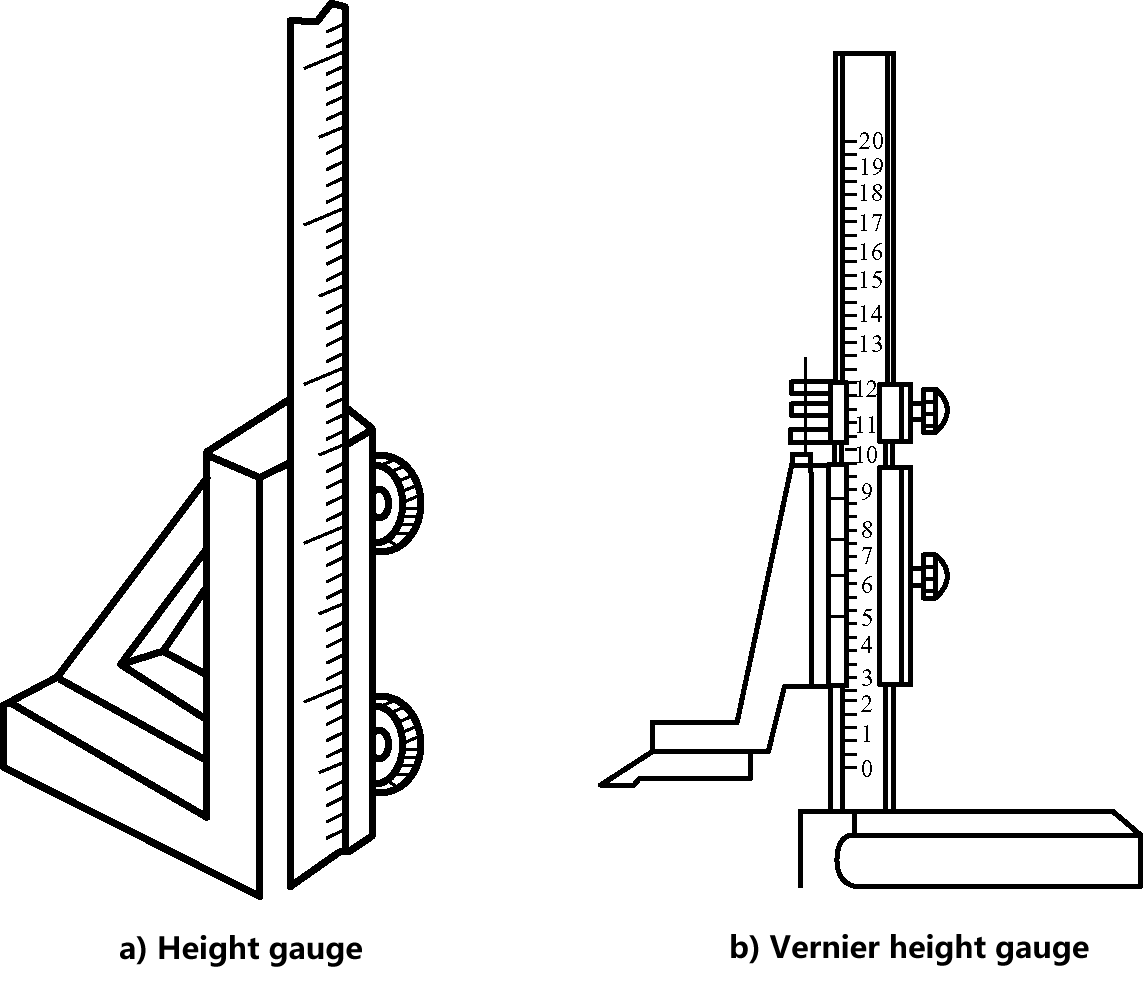 | 1) يوضح الشكل (أ) الشكل الخارجي لمقياس الارتفاع. وغالبًا ما يستخدم مقياس الارتفاع مع مقياس تعليم. يتم تثبيت المسطرة الفولاذية عمودياً على القاعدة، ويستخدم مقياس التأشير لقياس أبعاد الارتفاع. 2) يوضح الشكل (ب) الشكل الخارجي لمقياس الارتفاع الورنيير. وهي أداة قياس دقيقة مناسبة لوضع علامات على المنتجات شبه المصنعة (الفراغات)، ولكن لا يسمح باستخدامها لوضع علامات على المسبوكات الخام. | |
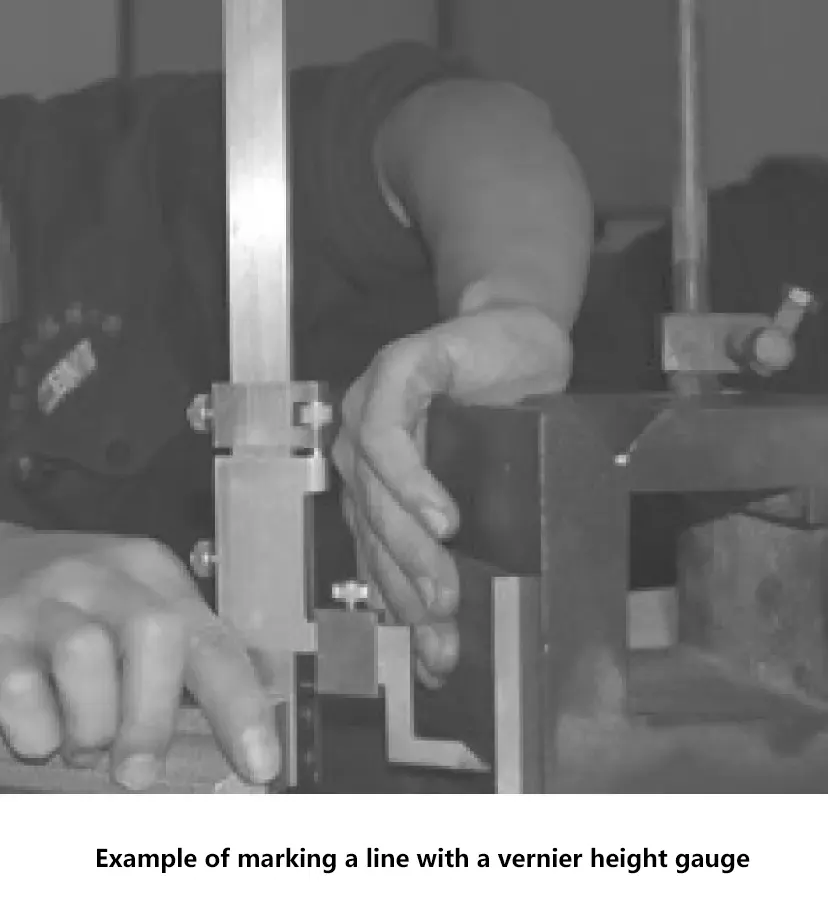 | 1) قبل الاستخدام، امسح الأسطح الملامسة للوحة السطح ومقياس الارتفاع الورني رنيه لضمان سلاسة حركة مقياس الارتفاع الورني دون التصاق. 2) في الاتجاه الأفقي، يجب إمالة مقياس الارتفاع الرأسي حوالي 15 درجة عند وضع العلامات لتقليل الصدمة بين طرف الشفرة والسطح الذي يتم وضع العلامات عليه، ومنع تلف طرف الوسم بالكربيد، وتقليل التآكل في منطقة الشفرة. 3) عند وضع العلامات، اضبط ارتفاع وضع العلامات وقفل إطار المقياس باستخدام برغي التثبيت. 4) عند وضع العلامات، قم بتطبيق قوة دفع معينة على مقياس الارتفاع بيدك وحرّك الجسم بالتساوي لضمان وضوح الخطوط. ومع ذلك، انتبه إلى شوط الحركة لمنع طرف شفرة الوسم من الاصطدام بالأجهزة الأخرى (مثل ألواح الزوايا والمربعات المربعة، إلخ). | ||
| مقياس العلامات | 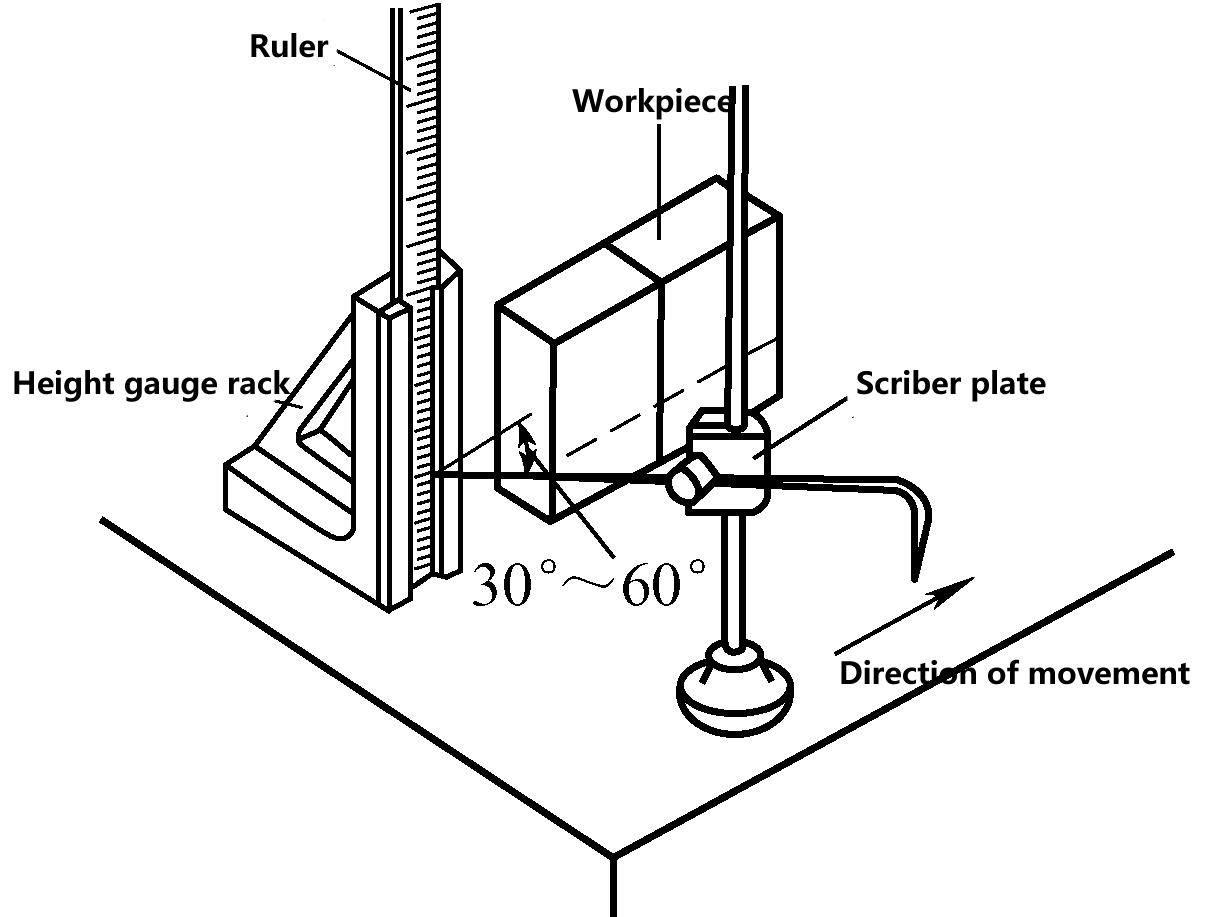 | يُستخدم مقياس وضع العلامات بشكل أساسي لوضع علامات السطح على المسبوكات الخشنة. عند استخدام مقياس الوسم مع مقياس الارتفاع لقياس أبعاد الارتفاع ووضع علامات على الخطوط، اضبط طرف الساق المستقيمة لمقياس الوسم على موضع معين وقفل صامولة الفراشة. ومع ذلك، احرص على عدم إمالة الزاوية أكثر من اللازم لمنع اهتزاز أو ارتخاء ساق الوسم أثناء الوسم. | |
 | تُستخدم الزاوية المنحنية لمقياس الوسم بشكل أساسي للمحاذاة قبل الوسم ثلاثي الأبعاد على المسبوكات الخشنة. | ||
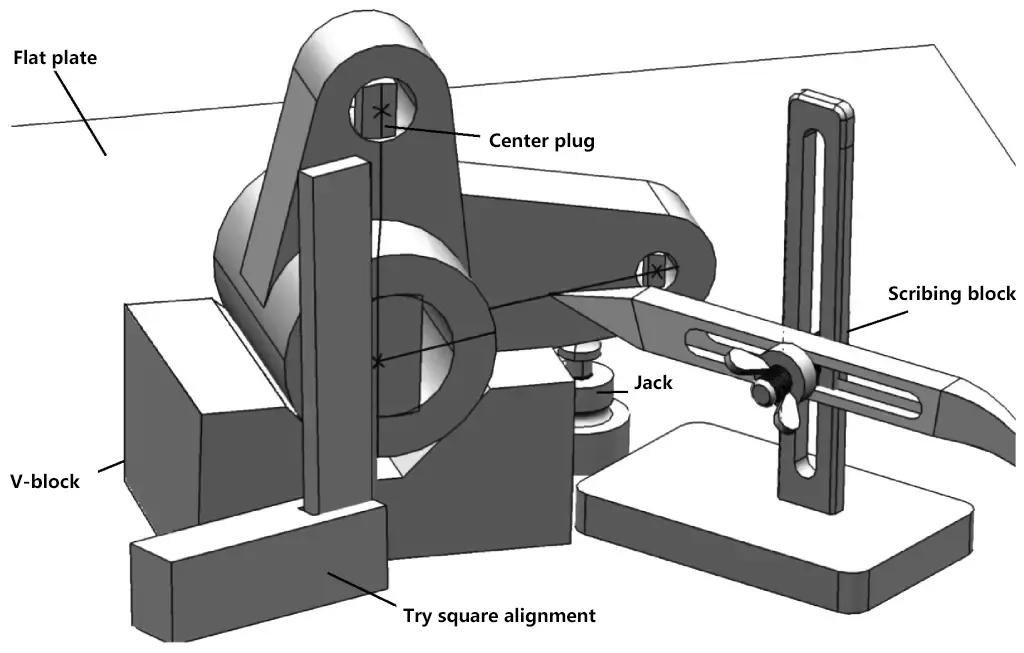
| ملحقات وضع العلامات | كتلة V | 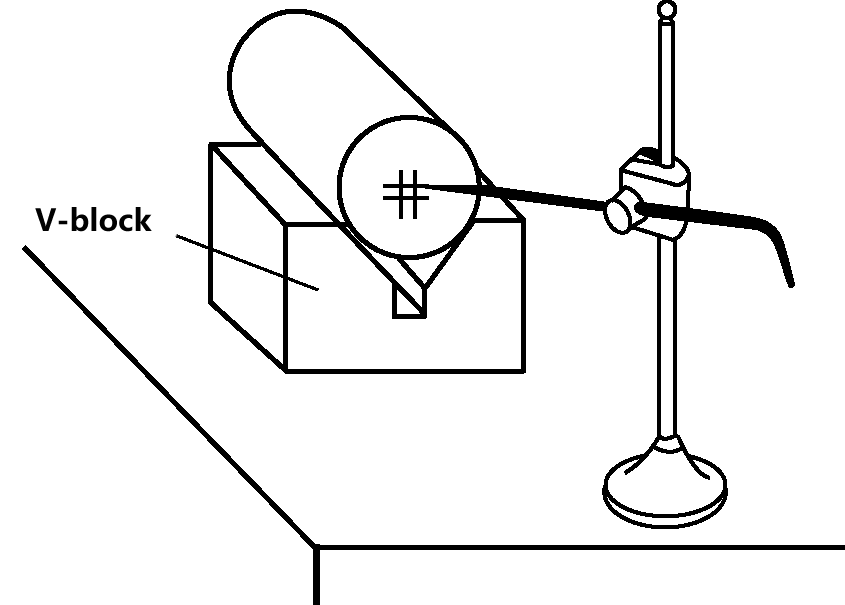 | تُستخدم كتل على شكل V لدعم قطع العمل الأسطوانية، مما يجعل المحور موازيًا للسطح العلوي للوحة الوسم، مما يسهل عملية إيجاد المركز ووضع علامات خط الوسط باستخدام مقياس الوسم، كما هو موضح في الشكل. تُصنع الكتل على شكل حرف V من الحديد الزهر، بحيث تكون الجوانب المتجاورة متعامدة مع بعضها البعض. |
| صندوق مربع | 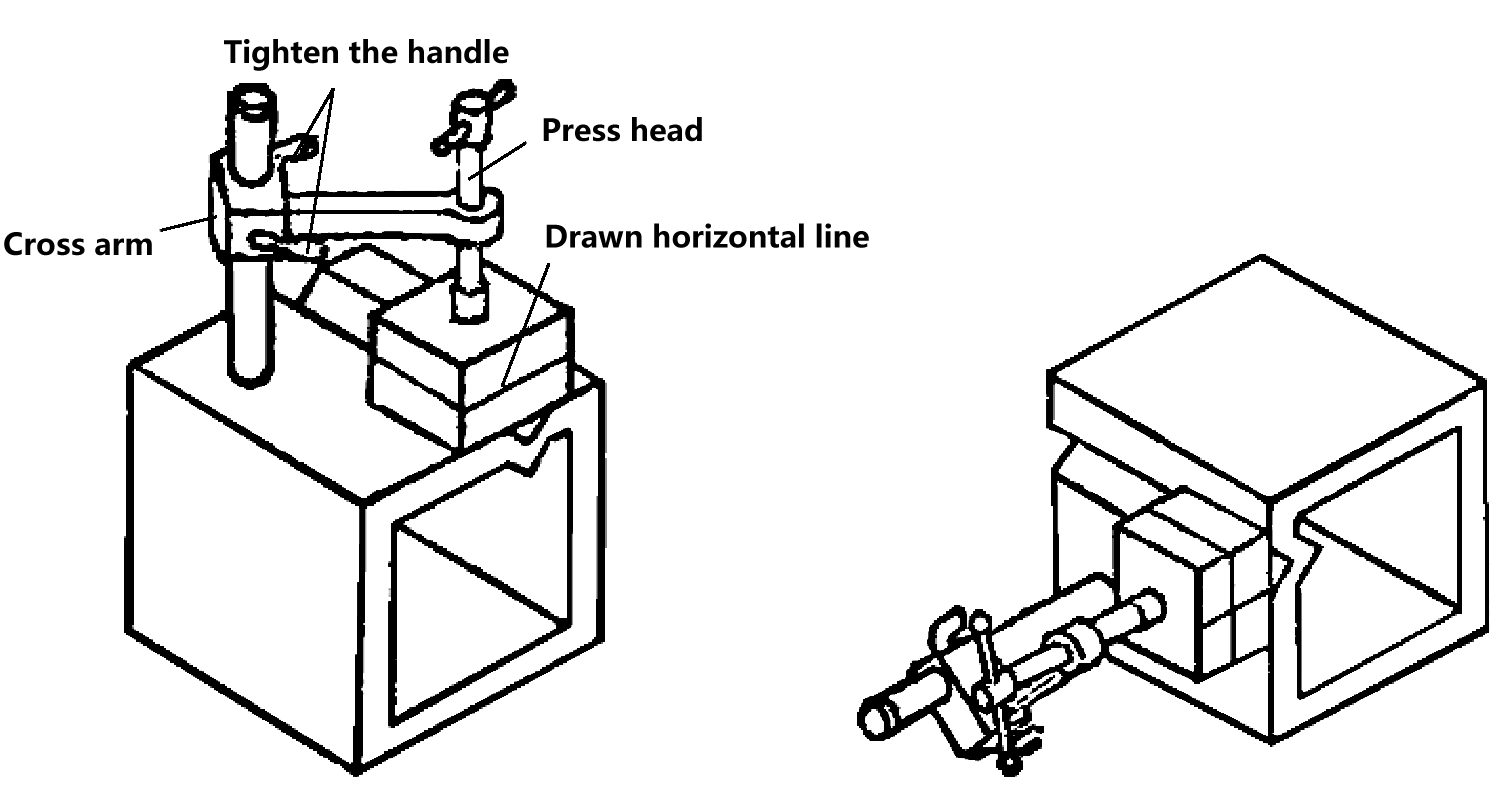 | الأوجه الستة للصندوق المربع متعامدة على بعضها البعض. يتم استخدامه لحمل قطع العمل الأصغر حجمًا، ومن خلال قلب الصندوق المربع، يمكن تحديد خطوط مستقيمة متعامدة على الأسطح المختلفة لقطعة العمل. | |
| صفيحة السطح | 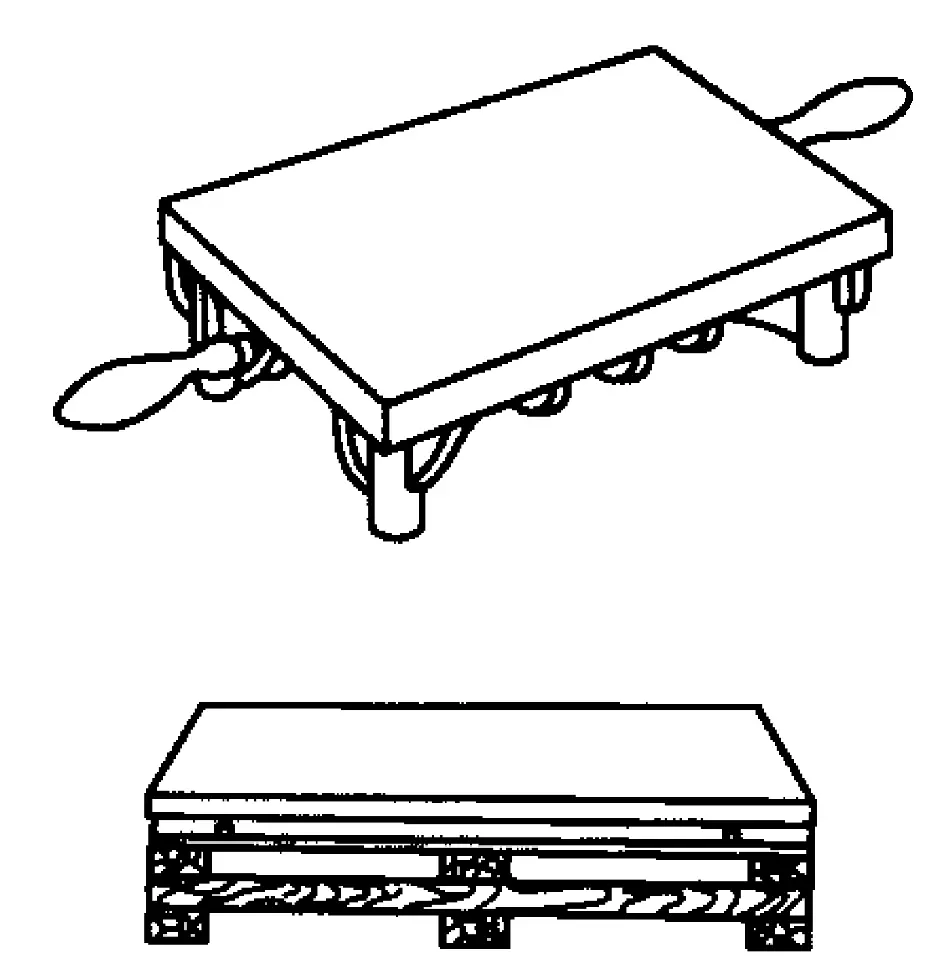 | صُنعت اللوحة السطحية من الحديد الزهر وهي أداة مرجعية لوضع العلامات. يُستخدم السطح العلوي للوحة السطح كسطح مرجعي لوضع العلامات والسطح الأساسي لوضع قطع العمل وتحريك مقاييس الوسم. ولذلك، يجب أن يكون السطح العلوي مسطحًا وناعمًا جدًا، ويخضع عمومًا لعمليات تخطيط دقيقة وكشط وغيرها من عمليات التصنيع الدقيقة. | |
| جاك | 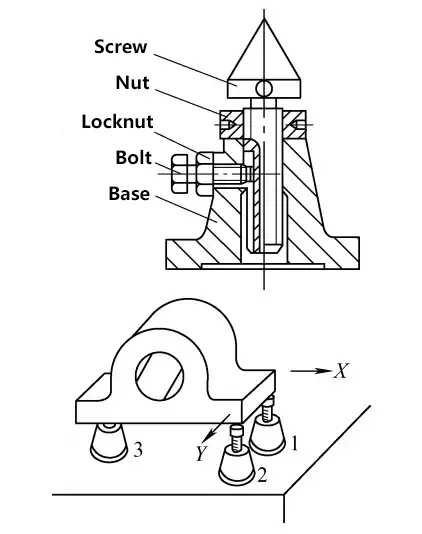 | تُستخدم الرافعات لدعم المسبوكات الخشنة أو قطع العمل غير المنتظمة على اللوحة السطحية لوضع العلامات ثلاثية الأبعاد. نظرًا لارتفاعها القابل للتعديل، فهي ملائمة لمحاذاة الوضع الأفقي لقطع العمل. عند الاستخدام، تُستخدم عادةً ثلاث رافعات لدعم قطعة العمل. | |
1) مفهوم المحاذاة
المحاذاة هي عملية فحص أو محاذاة الأسطح غير المعالجة ذات الصلة لقطعة العمل باستخدام أدوات الوسم قبل عملية الوسم، بناءً على متطلبات المعالجة. وهذا يضمن توسيط خطوط الوسم أو توازيها أو تعامدها على الأسطح ذات الصلة، ويحقق أبعادًا موحدة وبدلات تصنيع معقولة بين الأسطح المعالجة وغير المعالجة. يوضح الشكل 5 خطوة محاذاة قبل الوسم ثلاثي الأبعاد لصب مبيت المحمل.
2) طرق المحاذاة
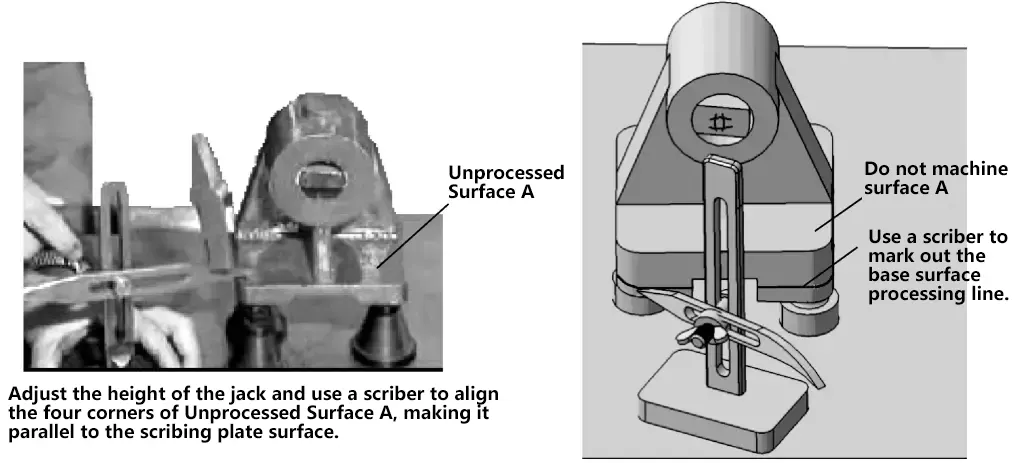
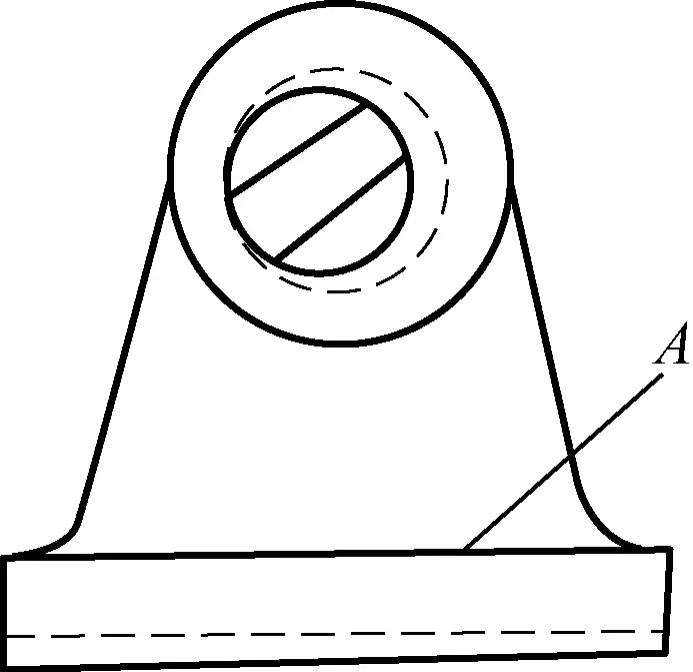
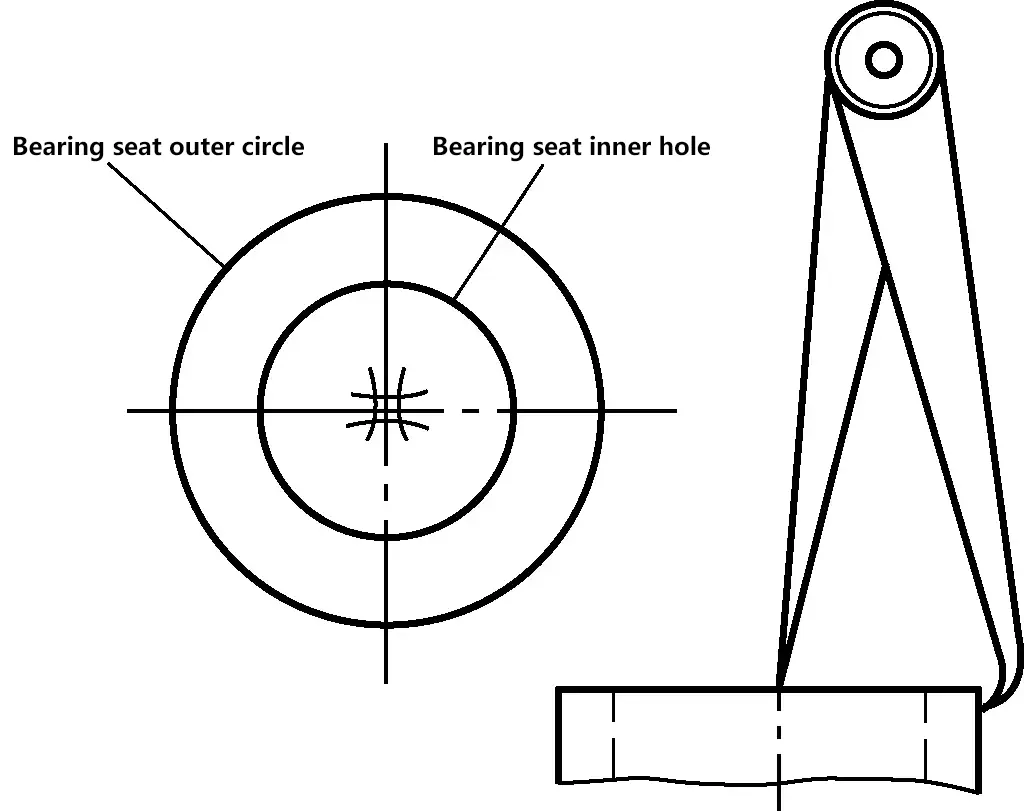
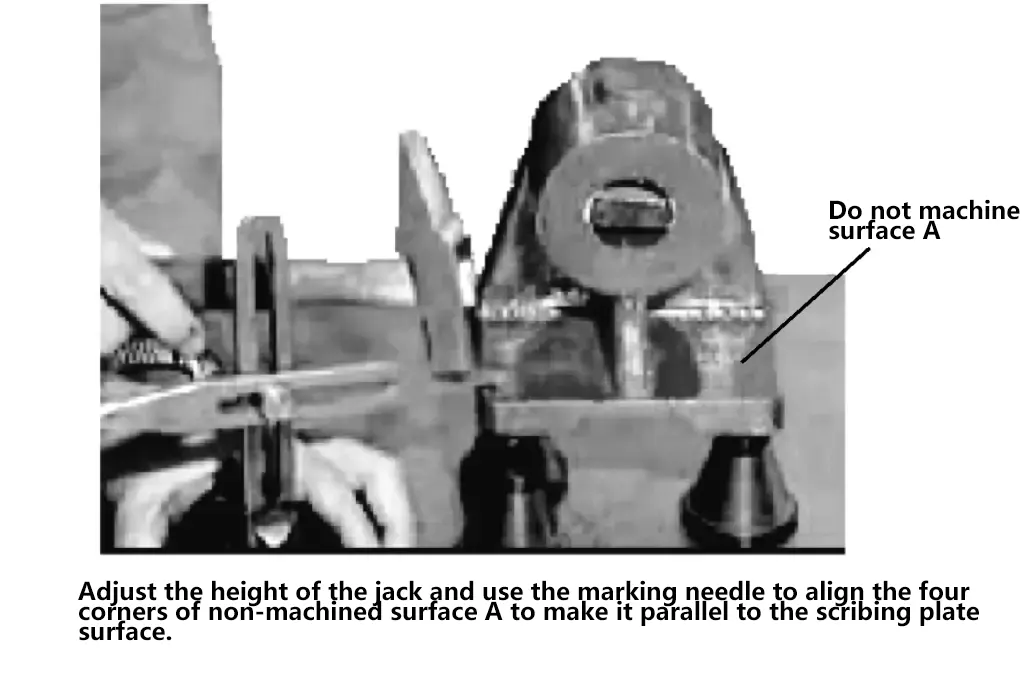
يوضح الشكل 6 مثالاً لوسم مبيت المحمل. نظرًا للسمك غير المتساوي للقاعدة، يجب إجراء المحاذاة باستخدام السطح غير المعالج A كمرجع عند وضع العلامات. بعد تسوية السطح A أفقيًا، ضع علامة على خط المعالجة للسطح السفلي لضمان سمك موحد نسبيًا للقاعدة. عندما لا تكون الفتحة الداخلية والدائرة الخارجية للجزء العلوي متحدة المركز، استخدم الدائرة الخارجية كمرجع محاذاة، وابحث عن المركز، ثم ضع علامة على خط المعالجة للفتحة الداخلية. يجب إتقان النقاط التالية أثناء المحاذاة:
إن استعارة المواد هي طريقة وسم علاجية تتضمن إعادة توزيع بدلات المعالجة على مختلف الأسطح المعالجة من خلال الوسم التجريبي لتلبية متطلبات المعالجة.
يوضح الشكل 7أ صب كم. من المقرر معالجة السطح الداخلي للجلبة ولكن نظرًا لأن مركز الثقب الخام لا يتماشى مع مركز المظهر الجانبي الخارجي، فمن الواضح أنه من غير المناسب استخدام مركز الثقب الخام الموجود كمرجع لوضع العلامات. سينتج عن ذلك سمك جدار الغلاف غير متساوٍ، مما يجعل من المستحيل ضمان أبعاد المعالجة الآلية للقطر الخارجي للكم. والآن، جرّب استخدام طريقة استعارة المواد لوضع العلامات.
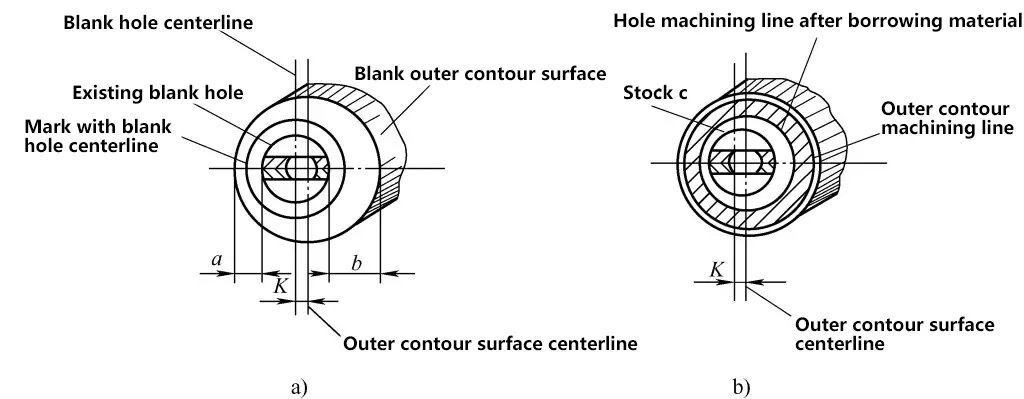
أ) تحديد دائرة فتحة المعالجة باستخدام مركز الفتحة الخام كمرجع
ب) تحديد دائرة فتحة المعالجة باستخدام مركز السطح الجانبي الخارجي كمرجع
كما هو موضح في الشكل 7 أ، قبل وضع العلامات، قم أولاً بقياس وتحليل الأجزاء المختلفة من الصب. من القياسات، من المعروف أن الإزاحة بين مركز الثقب الخشن ومركز المظهر الجانبي هي K. إذا تم وضع العلامات باستخدام مركز الثقب الخشن الموجود، فسوف يتسبب ذلك حتمًا في تفاوت سماكة جدار ثقب الغلاف، مما يؤدي إلى رفض الجزء. بعد القياس والتحليل، يتبين أن الحد الأدنى لسُمك الجدار (أ) أكبر من السُمك المطلوب في الرسم، مما يشير إلى أن الصب يمكن أن يلبي متطلبات المعالجة من خلال استعارة المواد.
بعد التحليل المذكور أعلاه، استخدم الآن السطح الجانبي الخارجي للقالب كمرجع وضع العلامات للمحاذاة ووضع العلامات. تظهر نتيجة الوسم في الشكل 7ب. كما يتضح من الشكل 7 ب، يوجد بدل تصنيع كافٍ عند الحد الأدنى لسُمك الجدار c، وبعد وضع العلامات وفقًا لهذه العلامات، يوجد أيضًا بدل تصنيع كافٍ للدائرة الخارجية للكم.
تشير طرق الوسم الأساسية إلى عمليات استخدام أدوات الوسم لرسم خطوط متوازية وخطوط متعامدة وخطوط منصفة وأقواس وخطوط توصيل قوسية وإيجاد مراكز على سطح معين من جزء ما، كما هو موضح في الشكل 8.
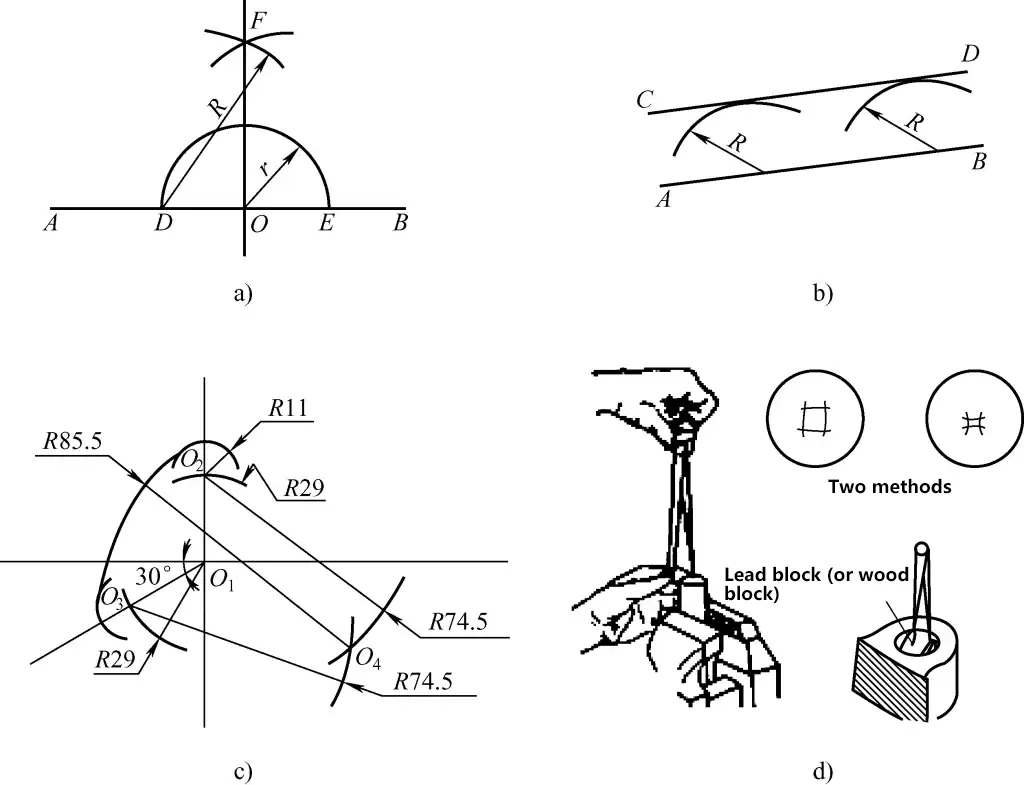
أ) رسم الخطوط المتعامدة
ب) رسم خطوط متوازية
ج) رسم خطوط توصيل القوس
د) إيجاد المركز باستخدام مربع المركز
يتضمن الوسم بالقوالب عمل قوالب بناءً على رسومات أو أجسام فعلية ثم الوسم وفقًا للقوالب، كما هو موضح في الشكل 9.
الوسم بالمطابقة هو طريقة وسم تعتمد على الأجزاء المعالجة بالفعل باستخدام طريقة التتبع، مثل وسم الحشيات المعقدة الشكل أو الشفاه أو العلب أو قواعد المحرك.
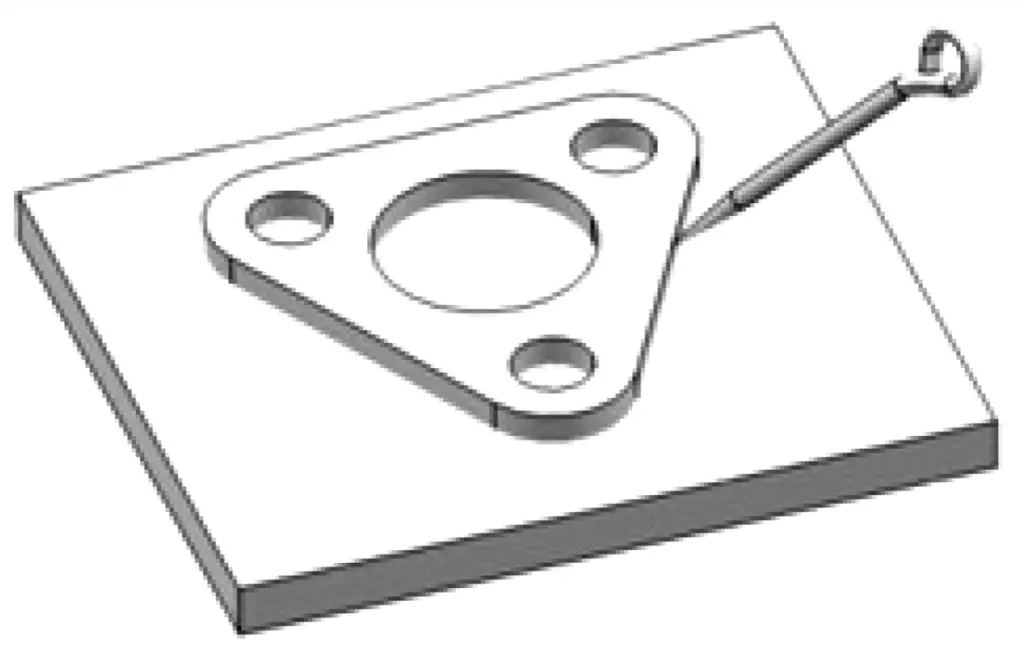
كما هو موضح في الشكل 10، عند معالجة فتحات تركيب البراغي على قاعدة تركيب الشفة (فولاذ القناة)، قم أولاً بوضع طبقة من الشحم حول حافة فتحات الشفة، ثم قم بإرفاق ورقة رقيقة بفتحات التركيب واضغط لإنشاء انطباعات للفتحات. بعد ذلك، ضع طبقة من الرصاص الأحمر على الورقة، وأخيرًا اضغط على الحافة بإحكام على فولاذ قناة التركيب في موضع التركيب المحدد.
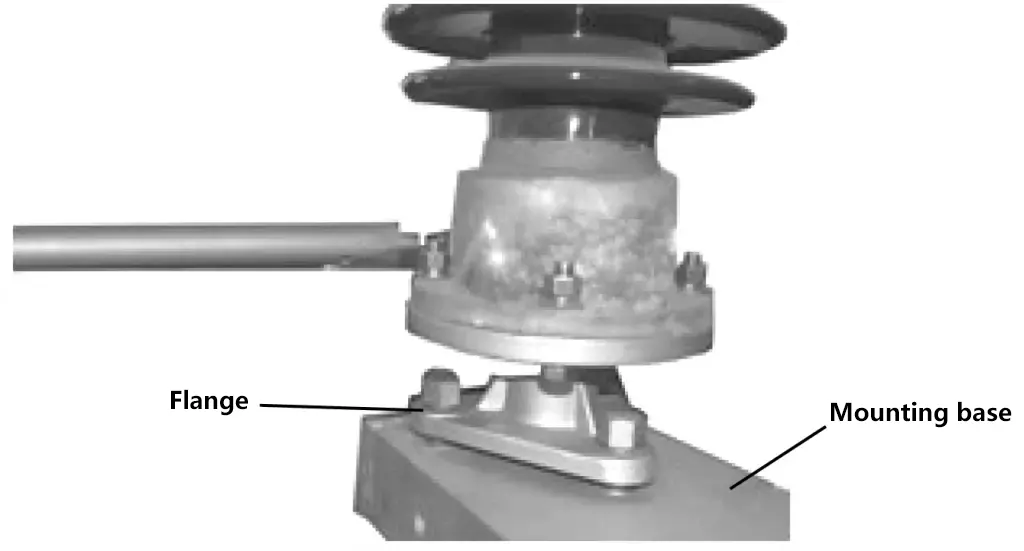
نظرًا لتأثير التلوين للرصاص الأحمر، سيتم طباعة مواضع الثقوب على الحافة على فولاذ قناة التركيب. ثم قم بإزالة الشفة، ويمكن إجراء الحفر وفقًا لانطباعات الفتحات.
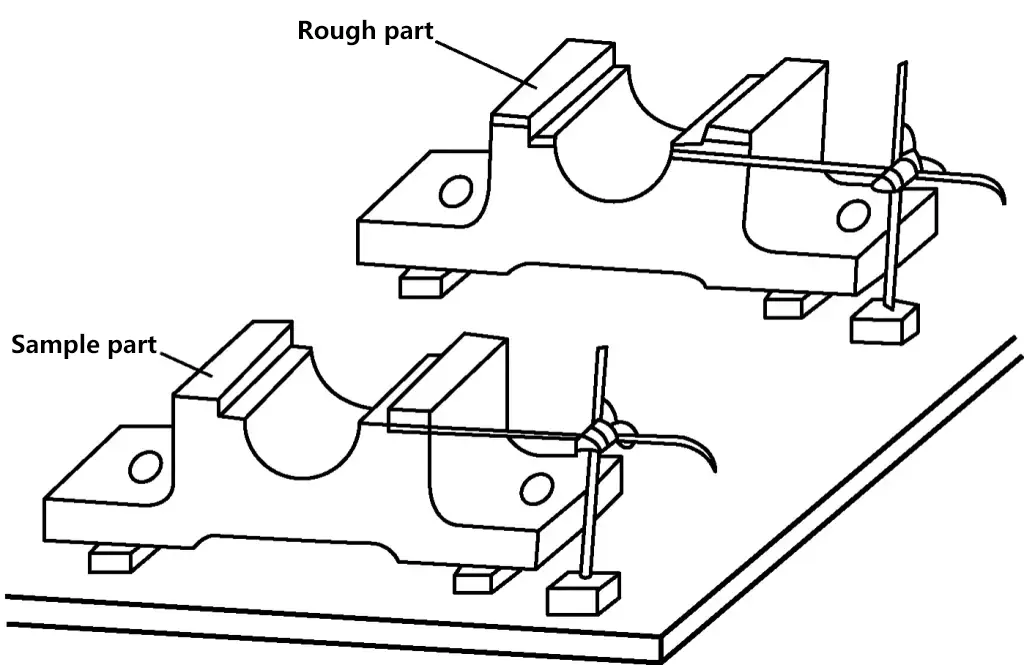
وضع العلامات بالنسخ، كما يوحي الاسم، هي طريقة لوضع العلامات عن طريق نسخ الجزء الأصلي. وتتمثل ميزتها في أنها لا تتطلب قياس الجزء الأصلي، ولكن بدلاً من ذلك تضع مباشرة الجزء الأصلي والجزء المراد وسمه معًا، ثم تعدلهما معًا، ثم تضع العلامات. يوضح الشكل 11 مبيت المحمل، وتنتمي طريقة الوسم بنسخ الوسم.
قبل وضع العلامات، يجب القيام بالأعمال التحضيرية. تشمل التحضيرات الرئيسية قبل وضع العلامات تنظيف قطعة العمل وتلوينها.
1) تنظيف قطعة العمل
يمكن تقسيم الأجزاء المراد معالجتها إلى فئتين: الأولى هي المسبوكات الخام، بما في ذلك الأجزاء المصبوبة والمطروقة وأنواع مختلفة من الصلب (الصلب ذو الزوايا والقنوات الفولاذية والألواح الفولاذية وغيرها المستخدمة في القواعد أو الإطارات)، والأخرى هي الأجزاء المعالجة ميكانيكيًا أو الأجزاء المشغولة على مقاعد البدلاء.
بالنسبة للمسبوكات الخشنة، استخدم المطاحن اليدوية، والمطاحن الزاوية، والفرش السلكية، والمبردات القديمة، وورق الصنفرة، وما إلى ذلك لتنظيف السطح بعناية من القشور والنتوءات والرمال المتبقية والأوساخ، وما إلى ذلك قبل التلوين. بالنسبة للأجزاء المعالجة ميكانيكيًا أو المصنوعة على مقاعد البدلاء، إذا كانت هناك حاجة إلى وضع علامات على السطح المعالج، فعادةً ما يتطلب الأمر فقط حفظ الملفات لإزالة النتوءات الحادة.
2) تلوين قطعة العمل
لجعل الخطوط المحددة أكثر وضوحًا، يتم وضع طبقة من الطلاء بشكل عام على منطقة الوسم في قطعة العمل. يتم استخدام طلاءات مختلفة للمسبوكات الخشنة والأجزاء المعالجة قبل وضع العلامات، كما هو موضح أدناه:
① لوضع العلامات على الأجزاء الخشنة المصبوبة أو المطروقة، يستخدم ماء الجير الممزوج بكمية مناسبة من غراء الجلد بشكل عام كطلاء للوسم؛ أما لوضع العلامات على أنواع مختلفة من الفولاذ الهيكلي، فيمكن استخدام ماء الجير أو الطلاء الأبيض كطلاء، أو يمكن استخدام الطباشير أو أقلام الرصاص الحجرية لفرك المناطق المراد وضع العلامات عليها.
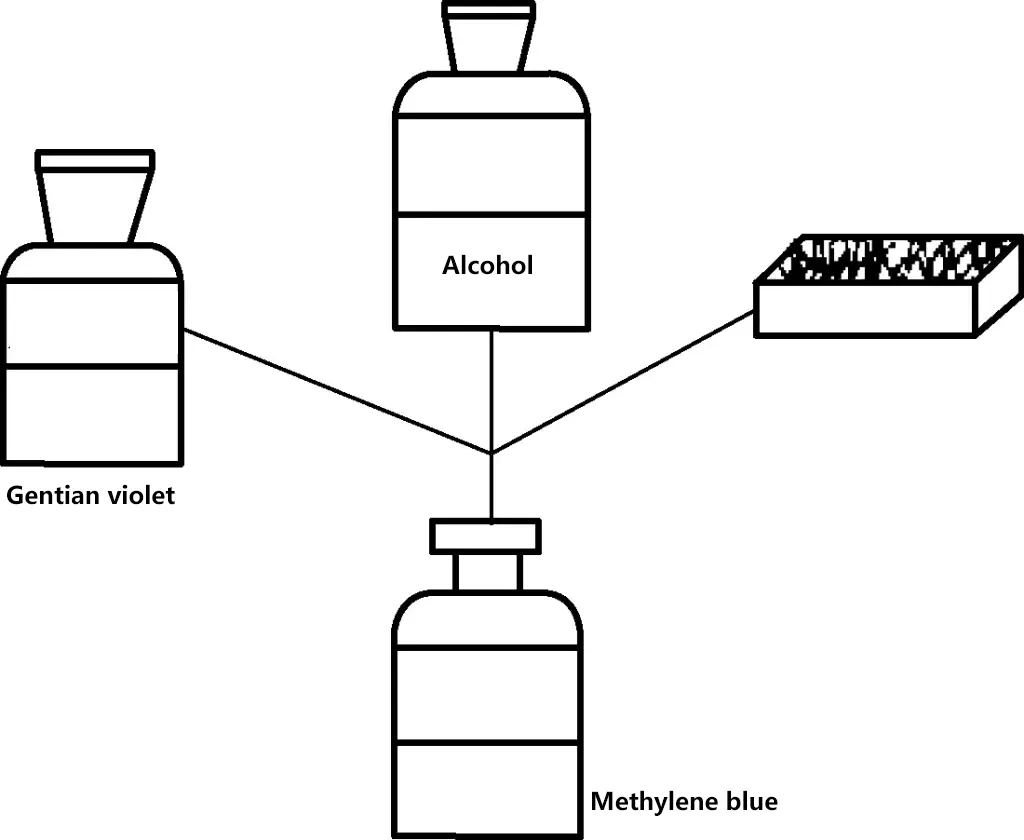
② قبل وضع العلامات على الأسطح المعالجة، توضع صبغة التخطيط الزرقاء بشكل عام. وترد طريقة تحضير صبغة التخطيط الزرقاء في الشكل 12، حيث تكون التركيبة (جزء الكتلة) 2%-4% صبغة جنطيانا البنفسجي والأزرق، و3%-5% اللك والورنيش الروحي، و91%-95% الكحول.
عند تلوين قطعة العمل، يجب تطبيقه بشكل رقيق ومتساوٍ قدر الإمكان. وبهذه الطريقة فقط يمكن ضمان وضع علامات خطية أكثر وضوحًا. إذا كان سميكًا جدًا، فإنه يكون عرضة للتقشير.
3) تركيب كتلة السدادة المركزية
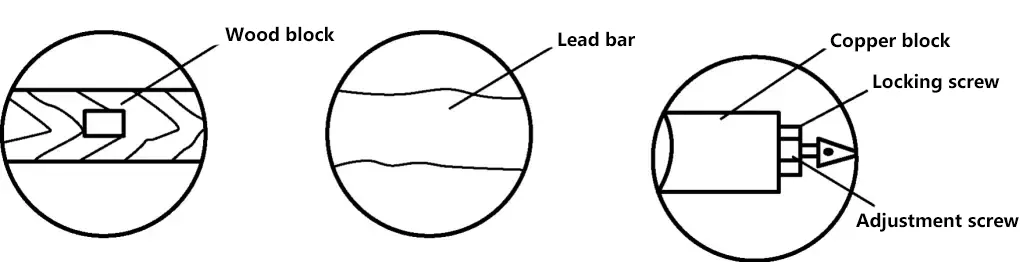
في القِطع المصبوبة، غالبًا ما تكون الثقوب المصبوبة خشنة للغاية وتحتاج إلى إعادة وضع علامات عليها من أجل التصنيع الآلي. في هذا الوقت، من الضروري وضع علامة على خطوط موضع الثقب وخطوط شكل الثقب (دوائر التمركز) للتشغيل الآلي. قبل وضع علامات على خطوط موضع الثقب ودوائر التمركز، من الضروري أولاً العثور على مركز الثقب الأصلي، بحيث يمكن إضافة كتلة سدادة مركزية (كتلة صفيحة رصاصية أو كتلة خشبية، إلخ) إلى ثقب الصب الأصلي.
عند استخدام كتلة خشبية، يمكن تثبيت قطعة من الصفائح المعدنية بالمسامير مسبقاً في الموضع الذي سيتم تحديد المركز فيه. ضع طباشير أو طلاء أبيض، ثم استخدم بطاقة خربشة للعثور على المركز وتحديد الدائرة، كما هو موضح في الشكل 13.
يُظهر الشكل 14 جزء بطانة محرك معقد نسبيًا، بسماكة صفيحة رقيقة تبلغ 5 مم. قبل المعالجة، يجب وضع علامة على جميع خطوط المعالجة. خطوات التخطيط هي كما يلي:
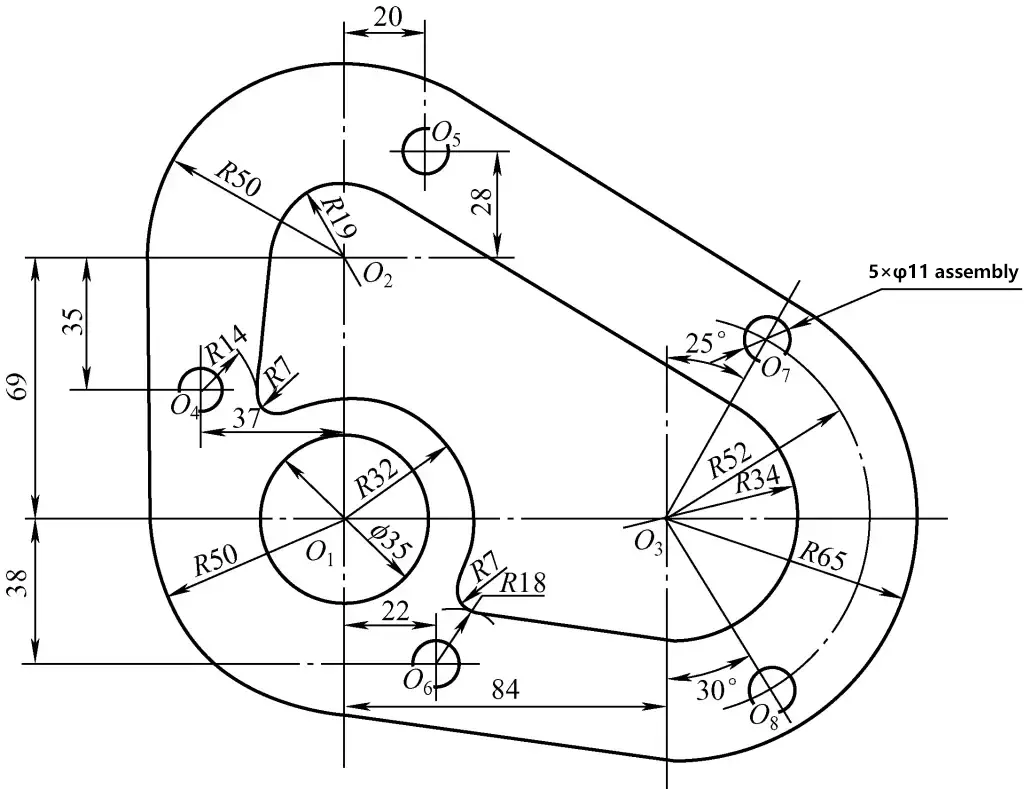
1) حدد حجم اللوحة الفارغة. وفقًا لأبعاد الرسم، فإن أقصى بُعد طول لبطانة المحرك هو: (50+84+65) مم = 199 مم، وبُعد الارتفاع هو (65+69+50) مم = 184 مم؛ حجم اللوحة الفارغة التي يمكن اختيارها هو: 210 مم × 200 مم.
2) خطوات التخطيط كالتالي:
① وفقًا لأبعاد الشكل النموذج، حدد خطين متعامدين في المنتصف في الزاوية اليسرى السفلية كمرجع.
② حدِّد خطين متعامدين في المنتصف باستخدام O1 كمركز كمرجع.
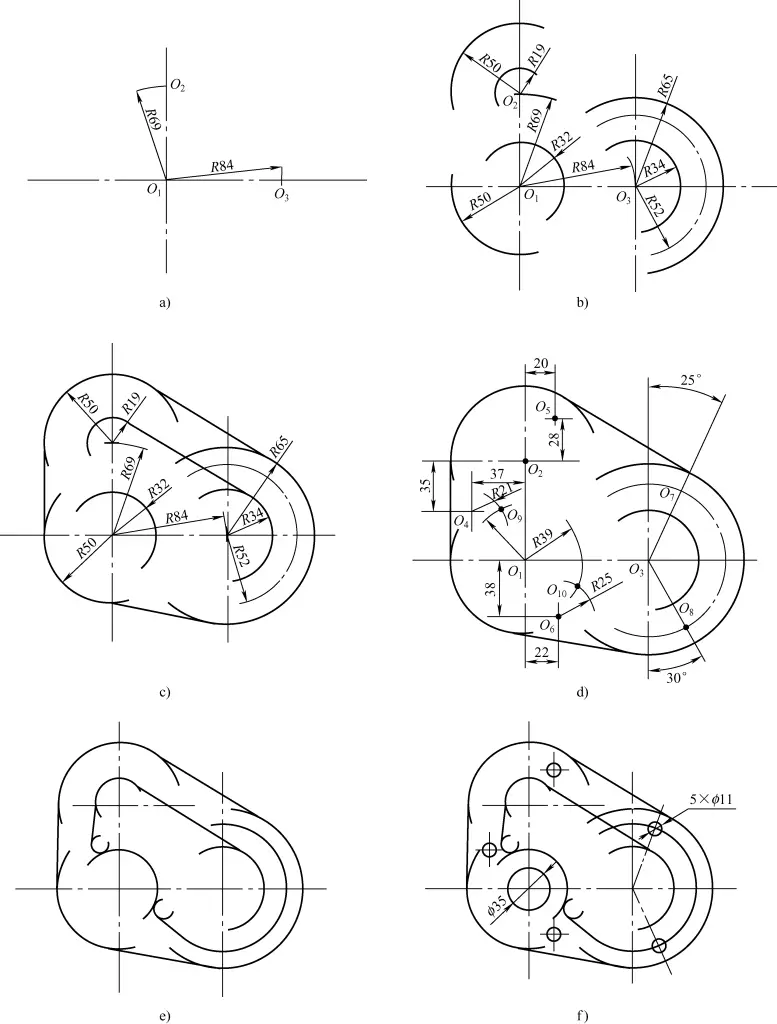
③ ارسم خطًا أفقيًا ببعد 69 مم للحصول على المركز O2ارسم خطًا رأسيًا ببعد 84 مم للحصول على المركز O3كما هو موضح في الشكل 15 أ.
④ مع O1 كمركز، ارسم قوسين بنصفي قطرين R32 و R50. مع O2 كمركز، ارسم قوسين بنصفي قطرين R19 و R50. مع O3 كمركز، ارسم أقواسًا بأنصاف أقطار R34 و R52 و R65، كما هو موضَّح في الشكل 15 ب.
⑤ ارسم خطوط المماس المشتركة للقوس الخارجي وخطوط مماس القوس الداخلي الموازية لخطوط المماس المشتركة للقوس الخارجي، كما هو موضح في الشكل 15ج.
⑥ ارسم خطوطًا أفقية بأبعاد 38 مم و35 مم و28 مم.
⑦ ارسم خطوطًا رأسية بأبعاد 37 مم و20 مم و22 مم للحصول على المراكز O4, O5و O6.
⑧ أوجد مركزي القوسين R7mm، وارسم خطي زاوية 25° و30° عبر نقطة المركز O3 للحصول على المراكز O7 و O8كما هو موضح في الشكل 15د.
ملحوظة: بما أن الدائرة R32 مم مماس خارجي للدائرة R7 مم، يمكن رسم القوسين باستخدام O1 و O4 كمركزين وR39 مم كنصف قطر؛ وبما أن القوس R14 مم مماس خارجي للدائرة R7 مم، فيجب رسم قوس يكون نصف قطره R21 مم؛ أما القوس R18 مم فهو مماس خارجي للدائرة R7 مم، لذا يجب رسم قوس يكون نصف قطره R25 مم. وأخيرًا، مركزا دائرتَي R7 مم O9 و O10 يتم الحصول عليها.
⑨ ارسم خطوط المماس التي تكون مماسية لقوسي R7 مم، R32 مم، وخطين مستقيمين في نفس الوقت، كما هو موضح في الشكل 15 هـ.
⑩ ارسم دوائر ثقب ϕ35 مم وخمس دوائر ثقب ϕ11 مم، كما هو موضح في الشكل 15 و.
3) تحقق من الخطوط وفقًا للرسم لمعرفة ما إذا كان أي منها مفقودًا.
4) وفقًا لمتطلبات علامات التثقيب، علامات التثقيب على الخطوط المرسومة.
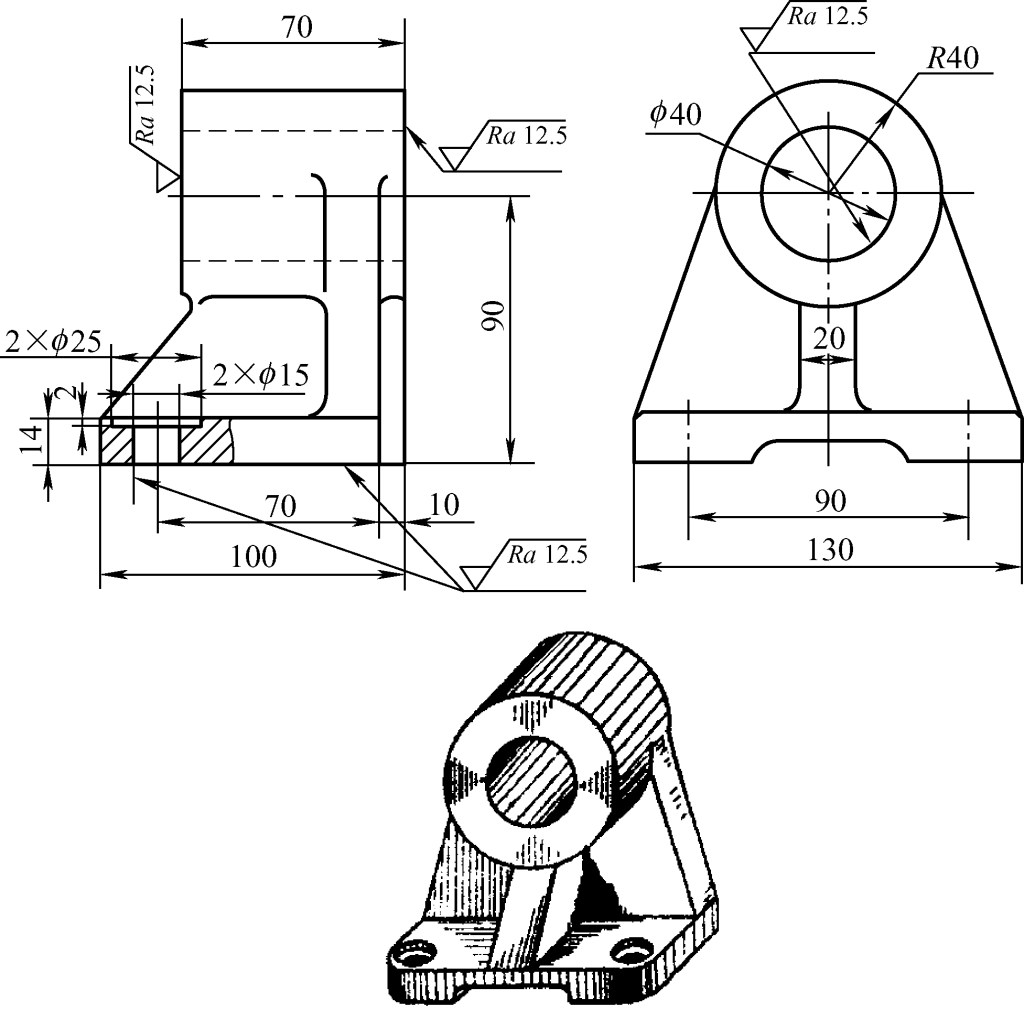
يوضح الشكل 16 رسم جزء مبيت المحمل. وفيما يلي الاحتياطات والخطوات اللازمة لعملية التخطيط ثلاثي الأبعاد:
1) الاحتياطات أثناء تشغيل المخطط
2) خطوات عملية التخطيط
① كما هو موضح في الشكل 17، استخدم الدائرة الخارجية لمبيت المحمل (R40 مم) كدائرة مرجعية، واستخدم بطاقة خربشة لتوسيط وتحديد خط النطاق المركزي للفتحة الداخلية للمحمل.
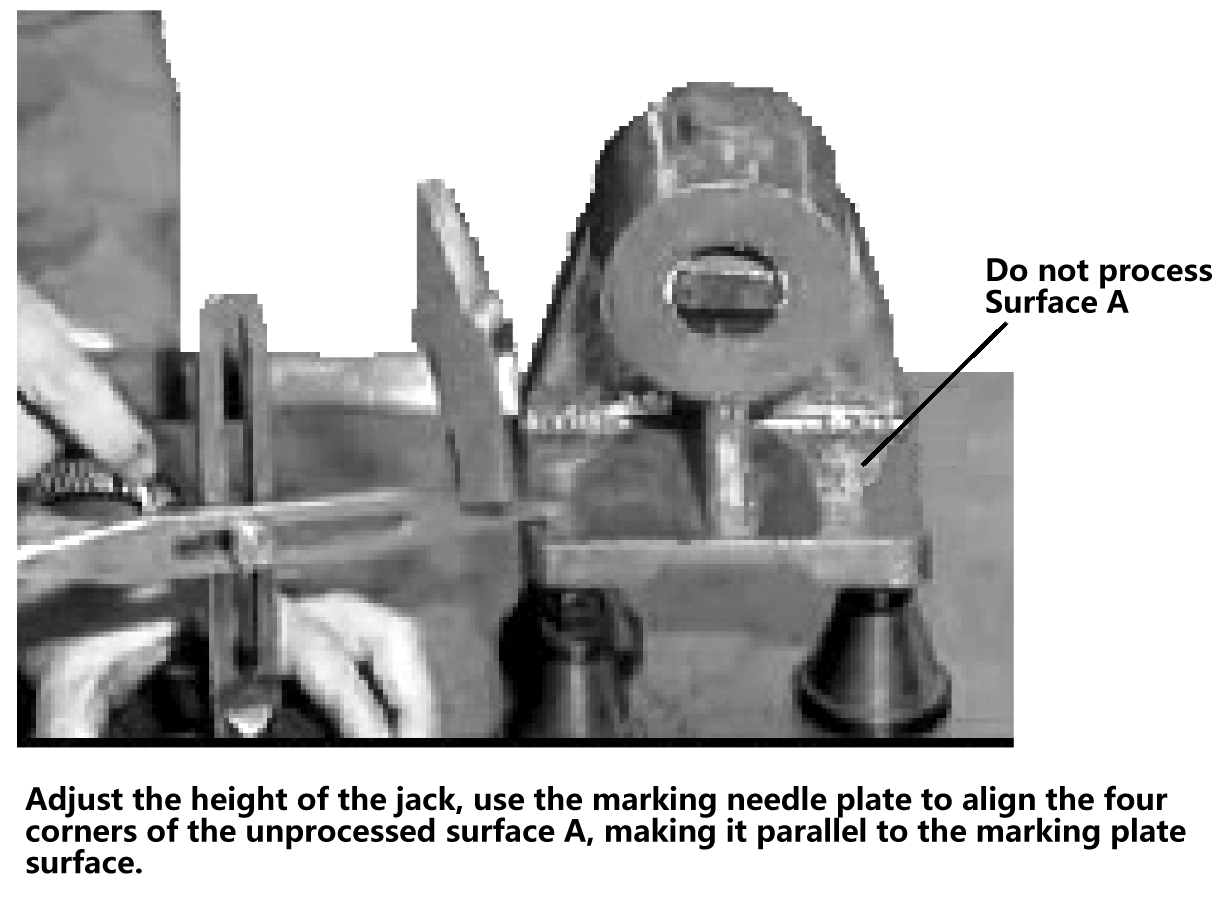
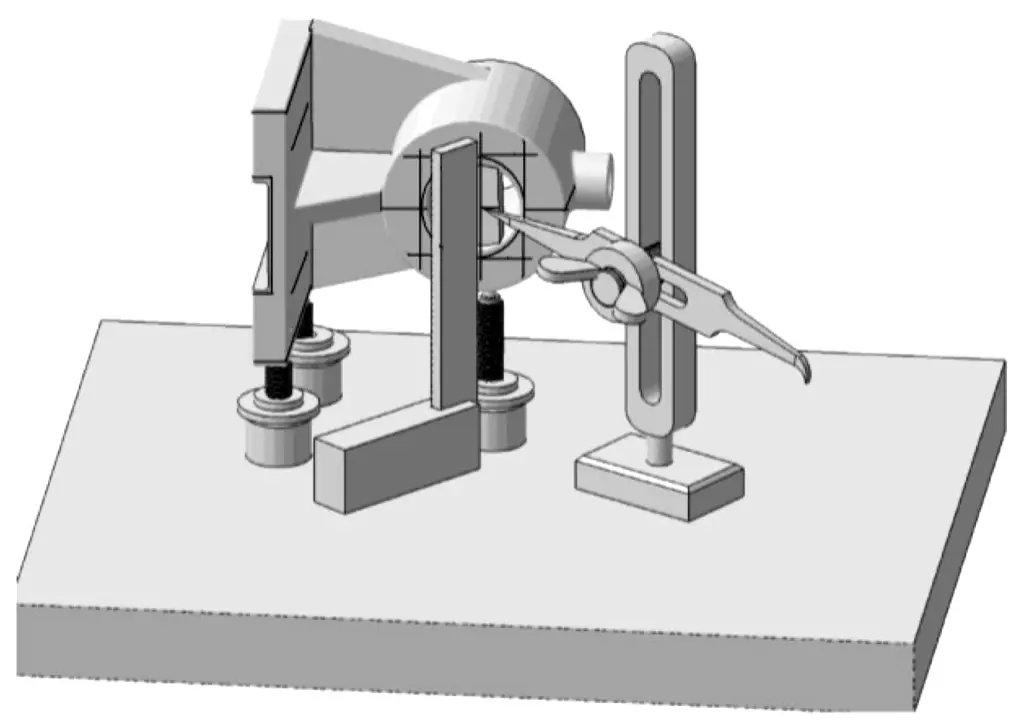
② تركيب ومحاذاة قطعة العمل. كما هو موضح في الشكل 18، اضبط ارتفاع الرافعات الثلاثة واستخدم لوحة خربشة لتسوية السطح غير المعالج (السطح العلوي للوحة قاعدة مبيت المحمل).
③ تخطيط اتجاه الارتفاع، الخطوات كالتالي:
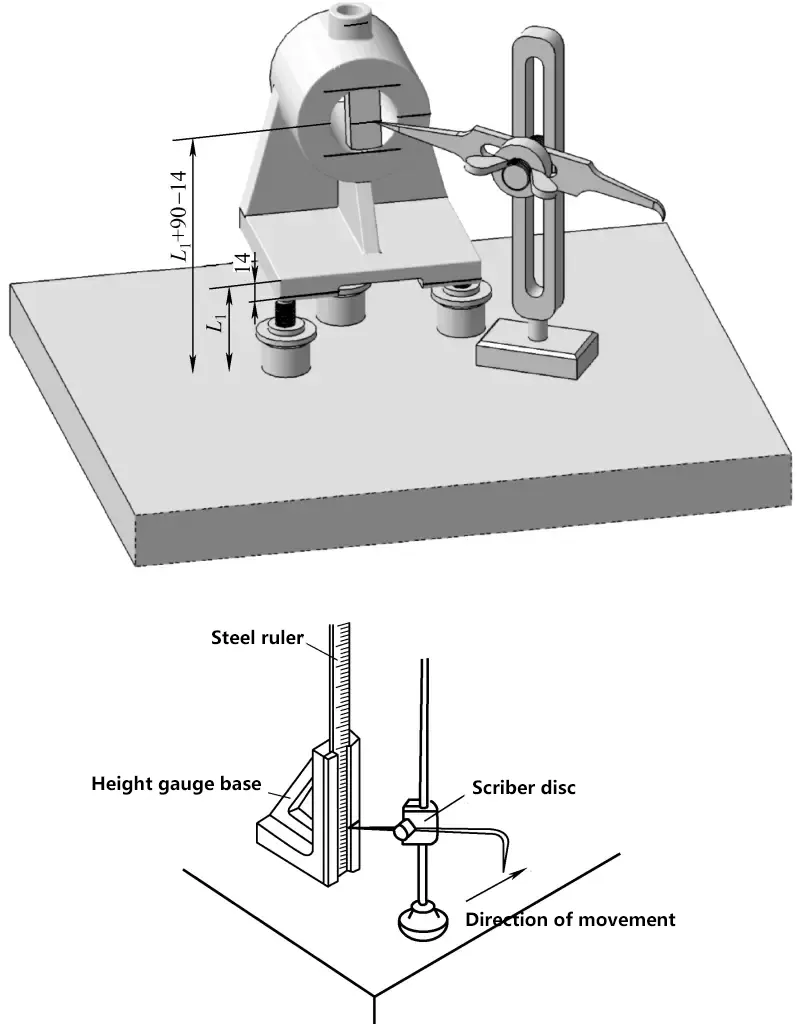
كما هو موضّح في الشكل 19، استخدم مسطرة فولاذية أو الطرف المنحني للوحة الكتابة مع مقياس الارتفاع لقياس البعد L1؛ استخدام طرف القدم المستقيم للوحة الخربشة مع مقياس الارتفاع لقياس البعد (L1+90 مم -14 مم)، ضع علامة على الخط المركزي لفتحة مبيت المحمل، واجمع واطرح نصف قطر الفتحة الداخلية (بالرجوع إلى المسطرة الفولاذية) لقياس البعد، وحدد خطوط مماس الدائرة الداخلية العلوية والسفلية لفتحة المبيت (ϕ40 مم).
استخدم طرف القدم المستقيم للوحة الخربشة مع مقياس الارتفاع لقياس البعد (L1-14 مم)، ضع علامة على خط المعالجة لسطح التركيب في الجزء السفلي من مبيت المحمل. وبالمثل، ضع علامة على خط الارتفاع لوجه طرف فتحة تعبئة الزيت.
لاحظ ما إذا كان الخط المركزي في اتجاه الارتفاع للفتحة الداخلية للمحمل يقع ضمن نطاق المركز الذي تم العثور عليه بواسطة بطاقة الخربشة في الخطوات المذكورة أعلاه. إذا كان ضمن نطاق القوس المركزي "جيد" الشكل، فلا حاجة إلى استعارة المواد؛ وإذا لم يكن ضمن نطاق القوس المركزي "جيد" الشكل، فيجب إجراء استعارة المواد في اتجاه الارتفاع، أي يمكن استعارة المواد عن طريق تعديل بدل التصنيع في اتجاه ارتفاع الدوائر الداخلية والخارجية لمبيت المحمل، مع طرق استعارة محددة كما هو موضح سابقًا.
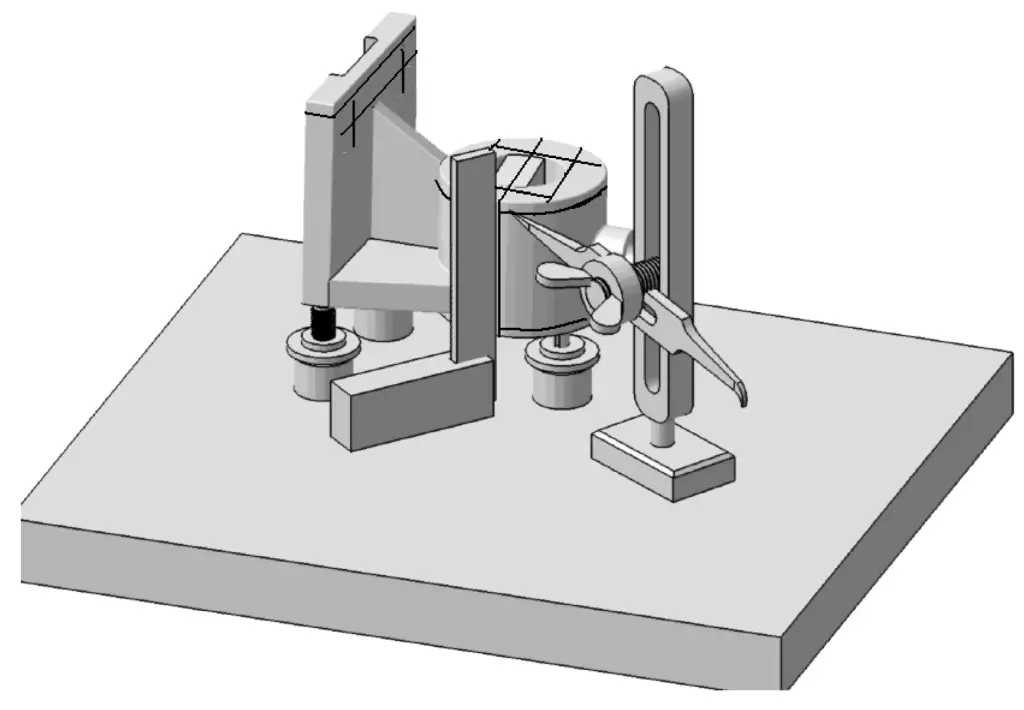
④ تخطيط اتجاه الطول. قم بتدوير مبيت المحمل بزاوية 90 درجة، وادعمه جيدًا بثلاث رافعات، واضبط الرافعات، واستخدم مربعًا للتحقق من العمودية، كما هو موضح في الشكل 3-19.
⑤ تخطيط اتجاه العرض. كما هو موضح في الشكل 21، قم بتدوير مبيت المحمل 90 درجة أخرى ووضعه، واضبط ارتفاع الرافعات، واستخدم مربعًا للتحقق من العمودية. ضع علامة على خطوط المعالجة لوجه طرف فتحة مبيت المحمل، وفتحات التركيب على السطح السفلي في اتجاه العرض، والسطح السفلي للتركيب في اتجاه العرض.
⑥ بعد الانتهاء من التخطيط والتحقق من عدم وجود أخطاء، قم بوضع علامات على الخطوط المرسومة. في هذه المرحلة، يكون التخطيط قد اكتمل.
إذا كنت تريد تقسيم قطعة العمل إلى z أجزاء متساوية، ففي كل مرة تحتاج فيها قطعة العمل (المغزل) إلى الدوران 1/z دورة، يجب أن يكون عدد لفات مقبض رأس التقسيم n لفة، ويجب أن تستوفي العلاقة التالية (z<40)، وهي
ن=40/ز=أ+ب/س=أ+ص/ق
حيث n هو عدد اللفات التي يجب أن يقوم بها رأس التقسيم عند التقسيم إلى z أجزاء متساوية؛ z هو عدد أقسام قطعة العمل؛ 40 هو ثابت رأس التقسيم؛ a هو العدد الكلي للفاتات مقبض التقسيم؛ Q هو عدد الثقوب في دائرة ثقب معينة على لوحة التقسيم؛ P هو عدد مسافات الثقب التي يجب أن يتحرك المقبض على دائرة الثقب ذات الثقوب Q.
يمكن ملاحظة أنه من خلال تدوير مقبض التقسيم 40/ع دورة، يمكن تدوير عمود الدوران 1/ع دوران.
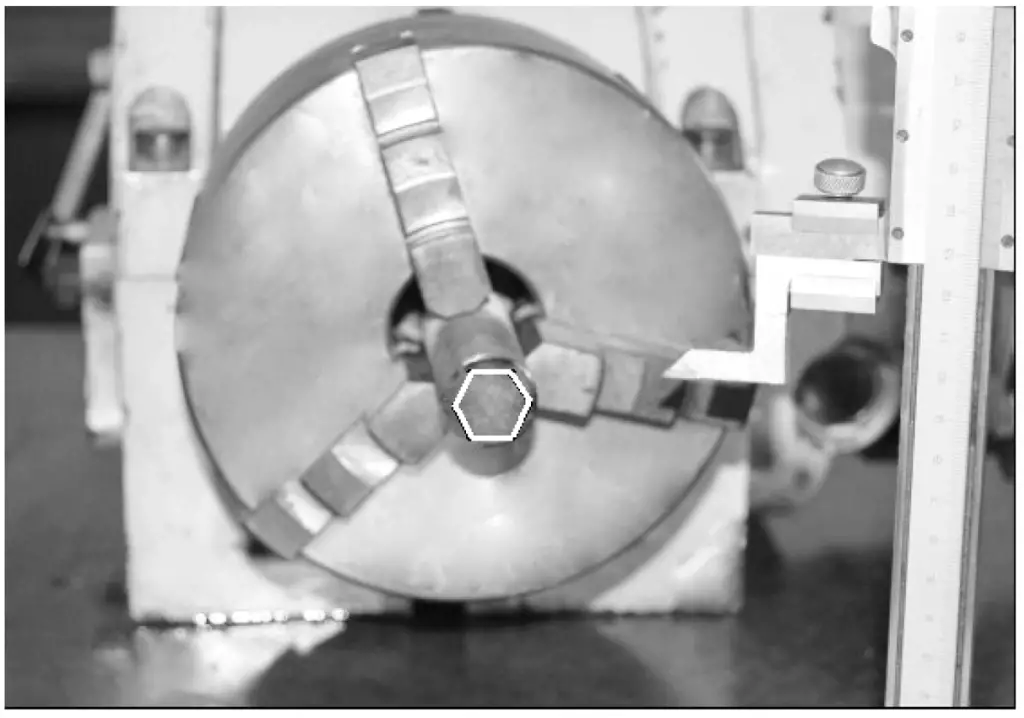
كما هو موضّح في الشكل 22، لتقسيم أسطوانة إلى ستة أجزاء متساوية (أي لتحديد حدود المعالجة لمنشور سداسي منتظم على الوجه النهائي والسطح الأسطواني الخارجي)، يجب أن يدور مقبض رأس التقسيم ن=40/6=(6+2/3) دورة لكل خط مرسوم، يجب أن يدور مقبض رأس التقسيم ن=40/6=(6+2/3) دورة. أي أنه في كل مرة يدور فيها رأس المقسم (6+2/3) دورة، يمكن رسم خط واحد. من خلال تدوير المقبض بهذه الطريقة، يمكن وضع علامة سداسية على الوجه النهائي للأسطوانة.
لكن السؤال المطروح هو كيف يمكن تحويل ثلثي دورة؟ يتناول التحليل التفصيلي التالي هذه المسألة.
1) طريقة القسمة البسيطة
كما هو موضح في الشكل 22، يمكن إجراء قسمة بسيطة باستخدام القرص المتدرج. على سبيل المثال، لتحديد حدود معالجة المنشور السداسي المنتظم على الوجه الطرفي والسطح الأسطواني الخارجي للأسطوانة، أدر المقبض 60 درجة في كل مرة واستخدم مقياس الارتفاع لرسم خط.
2) تخطيط التقسيم الدقيق
للتقسيم المتساوي الدقيق، يمكن استخدام لوحة التقسيم لتخطيط التقسيم.
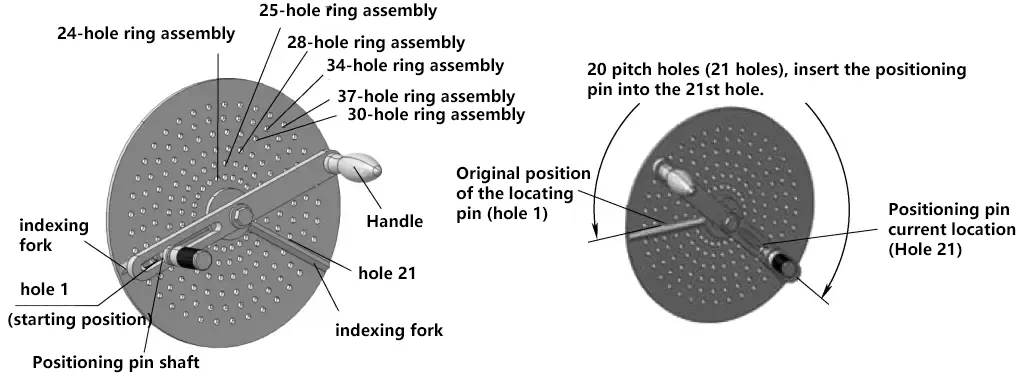
كما هو موضح في لوحة التقسيم في الشكل 23، فهي أساس عدّ التقسيم. توجد عدة دوائر من الثقوب على لوحة القسمة بأعداد مختلفة من الثقوب التي يتم تقسيمها بدقة. عندما تشتمل قيمة n المحسوبة على كسر، يمكن ضرب مقام وبسط هذا الكسر في نفس العامل ليصبح المقام مساويًا لعدد الثقوب في دائرة معينة على لوحة التقسيم، ويصبح البسط هو عدد مسافات الثقوب التي يجب أن يتحرك المقبض.
على سبيل المثال، بالنسبة للدورة 2/3 في المثال أعلاه، يمكن ضرب كل من المقام والبسط في 8، وتغييره إلى 16/24، و24 ثقبًا هي بالضبط مجموعة واحدة من دوائر الثقوب على لوحة التقسيم. لذلك، من خلال تحريك مقبض التقسيم 16 ثقبًا (17 ثقبًا) على مجموعة الدوائر ذات الـ 24 ثقبًا، يمكن تحقيق الغرض من الدوران 2/3 من الدورة.
وبعبارة أخرى، بعد تدوير 6 لفات كاملة و16 ثقبًا (17 ثقبًا)، يمكن رسم خط واحد. بتدوير المقبض
وبعبارة أخرى، يمكن رسم خط بعد كل 6 دورات و20 فتحة (21 فتحة). وبالمثل، يمكن توسيع البسط والمقام في نفس الوقت إلى مضاعفات أخرى. تُظهر التجربة أنه كلما زاد عدد الثقوب في مجموعة دائرة الثقب، زادت دقة الفهرسة. تظهر عملية الفهرسة المحددة في الشكل 23.