
تقنيات استقامة المعادن: من الطرق اليدوية إلى طرق اللهب
لماذا ينحني المعدن ويلتوي أثناء الإنتاج، وكيف يمكننا إصلاحه؟ إن عملية تقويم المعادن، من...
I. معرفة العملية الأساسية 1. المعرفة الأساسية لعملية التصحيح الأساسية في أعمال صيانة المعدات وتركيبها، غالبًا ما تواجه بعض الأجزاء تشوهًا تحت القوة الخارجية أو التشوه الحراري. لهذا السبب، عادةً ما يقوم الميكانيكيون بإزالة هذه العيوب يدويًا أو بمساعدة بعض المعدات الميكانيكية لإعادة الأجزاء إلى شكلها الأصلي. هذه العملية هي [...].

في أعمال صيانة المعدات وتركيبها، غالبًا ما تواجه بعض الأجزاء تشوهًا تحت القوة الخارجية أو التشوه الحراري. لهذا السبب، عادةً ما يقوم الميكانيكيون بإزالة هذه العيوب يدويًا أو بمساعدة بعض المعدات الميكانيكية لإعادة الأجزاء إلى شكلها الأصلي. وتسمى هذه العملية بالتصحيح.
يمكن تقسيم التصحيح إلى شكلين: التصحيح البارد والتصحيح باللهب. التصحيح البارد، بسبب ظواهر التصلب، مناسب فقط للمواد ذات اللدونة الجيدة (مثل الفولاذ، والمواد غير الحديدية المعادنوالسبائك) وغير مشوهة بشكل خطير. يمكن تقسيم التصحيح على البارد إلى تصحيح ميكانيكي وتصحيح يدوي. يشرح هذا الكتاب المدرسي عملية التصحيح على البارد.
ولغرض التوضيح، يشار إلى المكونات المعدنية ذات الهيكل القضيبي النحيل المتشابه بشكل جماعي باسم القضبان، بما في ذلك الأشكال المقطعية المختلفة مثل المستطيل والدائري والزاوية القائمة (فولاذ الزاوية) والمستطيل المفتوح (فولاذ القناة)، إلخ.
1) أشكال التشوه الشائعة للقضبان

أ) تشوه الانحناء الكلي لصلب القناة
ب) تشوه الانحناء الموضعي للصلب ذي الزاوية
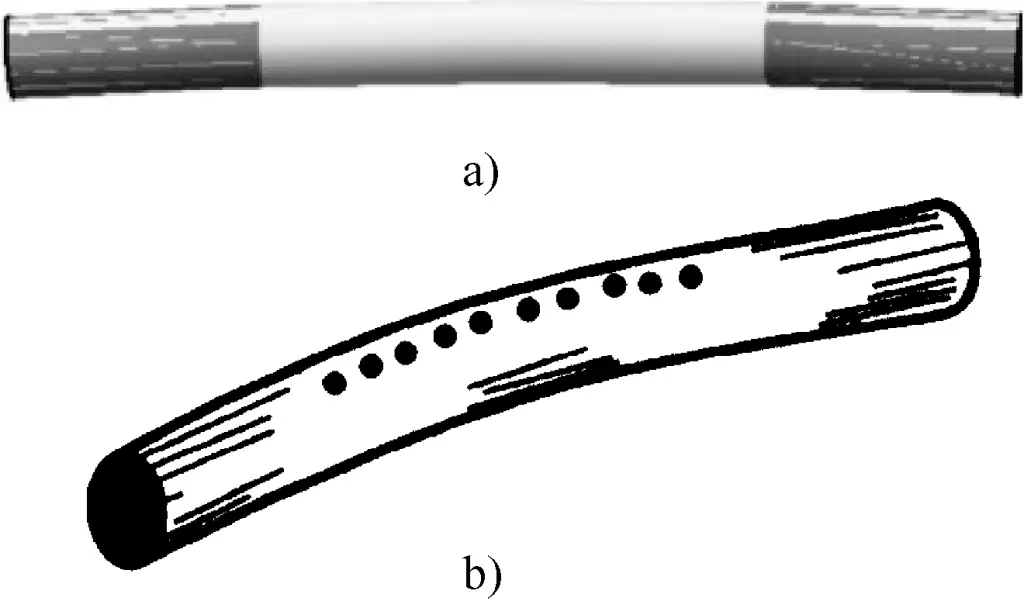
أ) تشوه الانحناء في اتجاه واحد
ب) تشوه الانحناء متعدد الاتجاهات
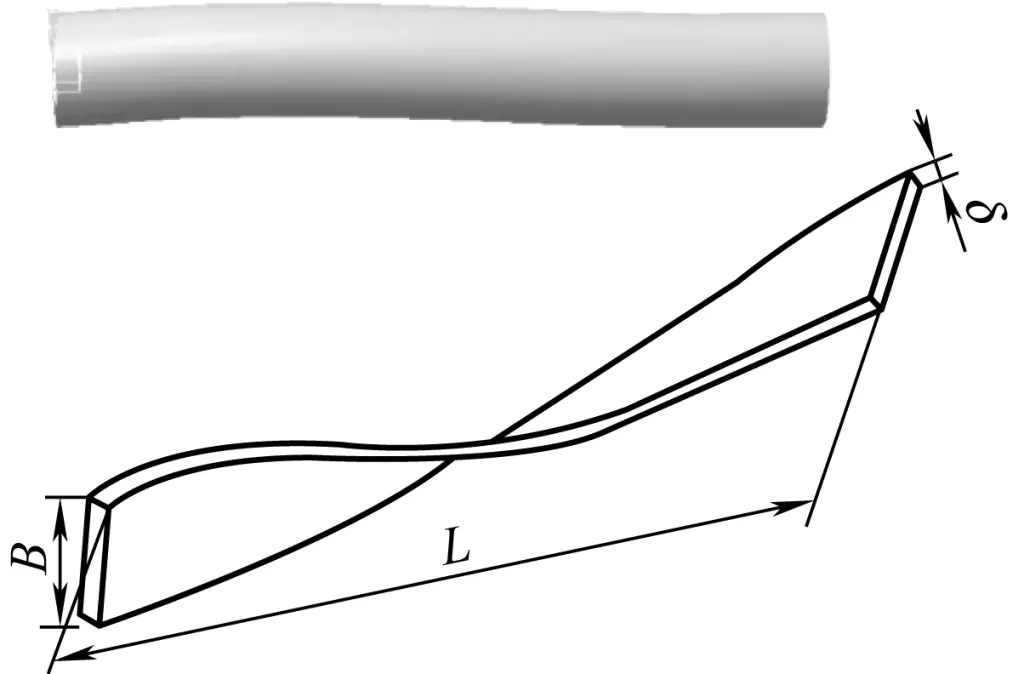
2) أشكال التشوه الشائعة للألواح (انظر الشكل 4)
تكون أشكال تشوه الصفيحة أكثر تعقيدًا، وعادةً ما تتضمن الانتفاخ الأوسط (المعروف باسم "الانتفاخ")، والانحناء الموجي الكلي أو التشوه الملتوي، والتواء الحواف (عادةً ما يكون متموجًا)، والتشوه المركب.
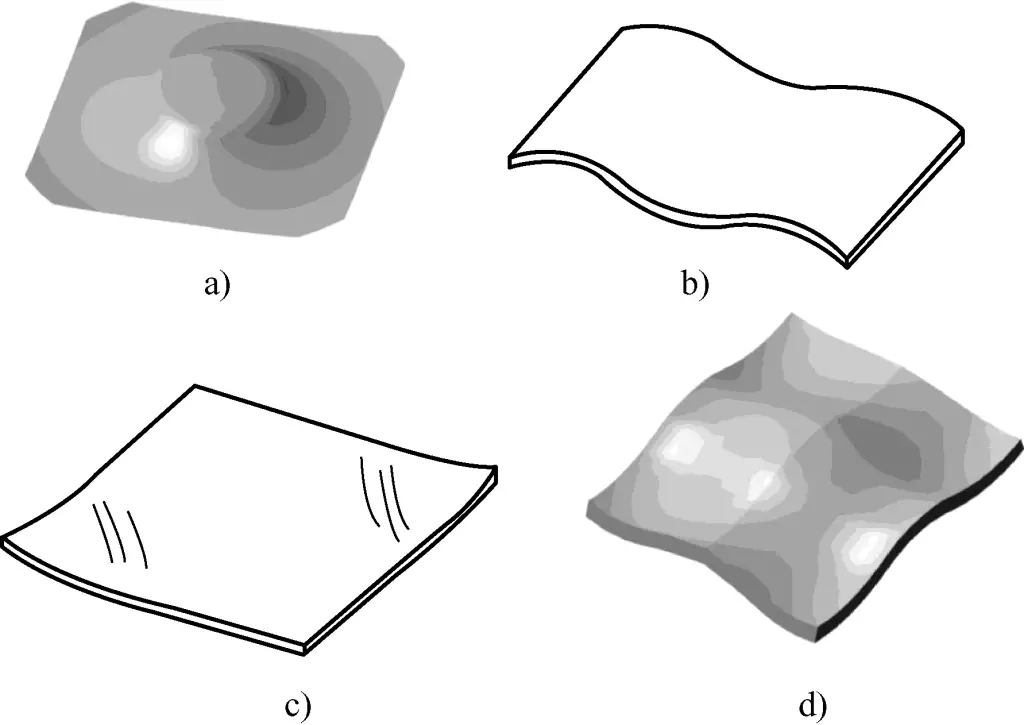
أ) تشوه الانتفاخ الأوسط
ب) تشوه الشكل الموجي للصفيحة
ج) تزييف الحواف
د) تشوه اللوح المركب
1) الأدوات والملحقات الشائعة للتصحيح اليدوي موضحة في الجدول 1.
الجدول 1 الأدوات والملحقات الشائعة للتصحيح اليدوي
| الاسم | رسم توضيحي | الغرض | |
| المطرقة | مطرقة كروية الشكل | 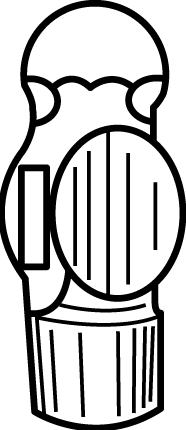 | تستخدم بشكل رئيسي لتصحيح الألواح السميكة والصلب المشكل |
| مطرقة منقار البط | تستخدم بشكل أساسي لتصحيح الألواح الرقيقة | ||
| مطرقة خشبية | 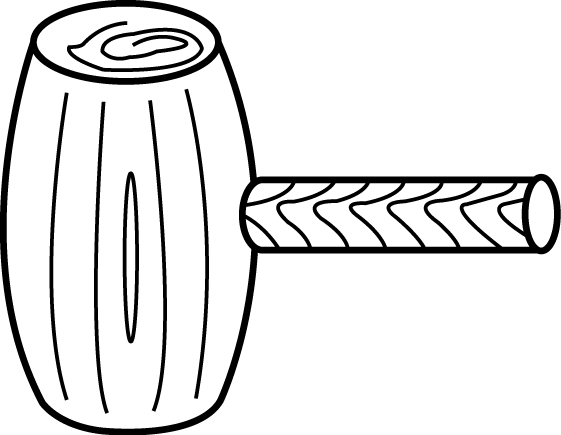 | تُستخدم بشكل أساسي لتصحيح ألواح الصلب الرقيقة التي يقل قطرها عن 1 مم والألواح الرقيقة المعدنية غير الحديدية | |
| مطرقة مثمنة |  | تستخدم بشكل أساسي للمواد الفارغة ذات السماكة الكبيرة والمشوهة بشدة والأنواع المشوهة بشدة من تصحيح شكل الفولاذ المشوه بشدة | |
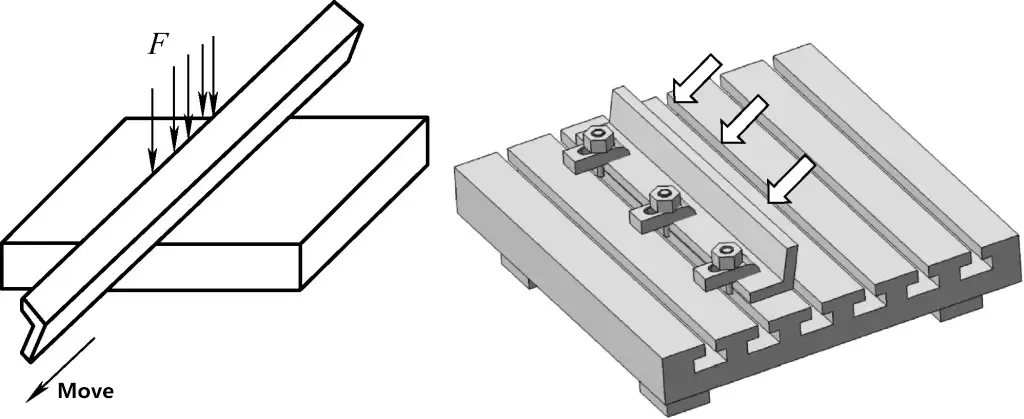
| رقصات التصحيح | لوحة مسطحة التصحيح | 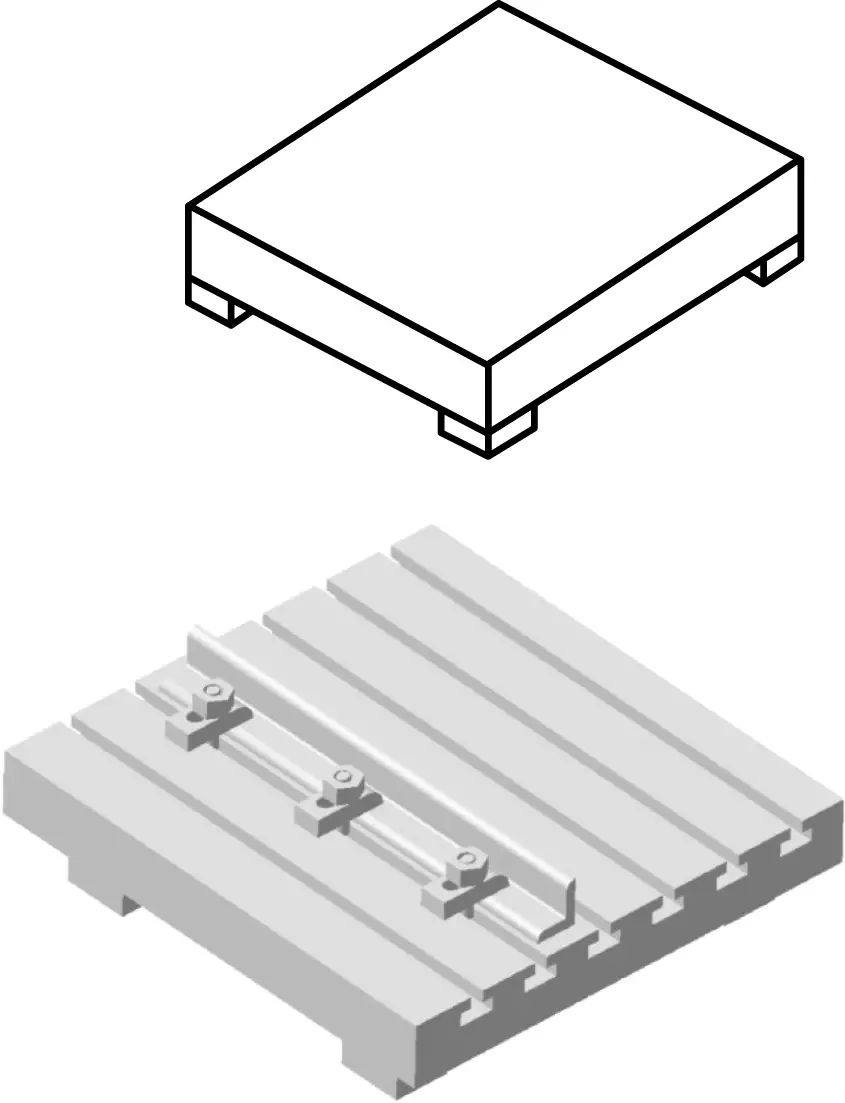 | تُستخدم لتصحيح قطع العمل، وخاصة الألواح. يمكن للفتحات على شكل حرف T أن تحمل مسامير لتحديد موضع قطع العمل وتصحيحها. عند تصحيح زاوية الفولاذ، يمكنك تثبيت جانب واحد حسب الحاجة ومطرقة الجانب الآخر |
| السندان | 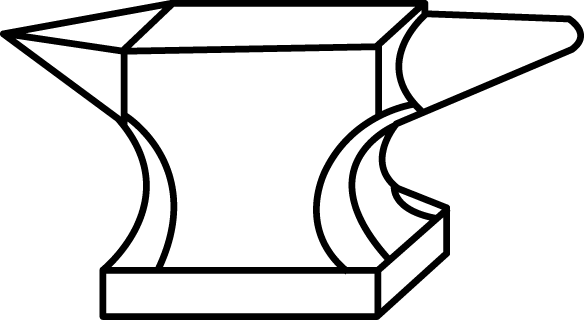 | تستخدم لتصحيح التشوهات الصغيرة لقطع العمل الصغيرة | |
| أدوات الثني | 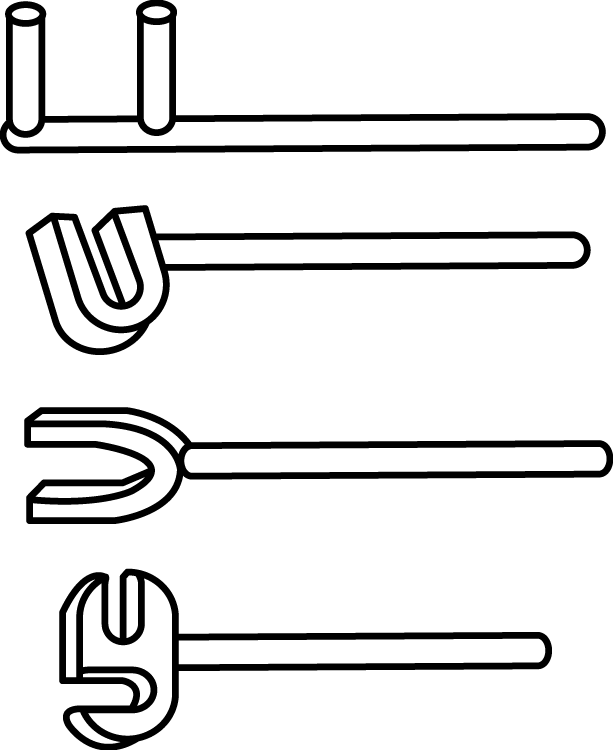 | تُستخدم بشكل أساسي لتصحيحات الثني اليدوية، مثل التعاون مع الملزمة لتصحيح التشوه الالتوائي للمواد الشريطية | |
| جهاز فرد الشعر | 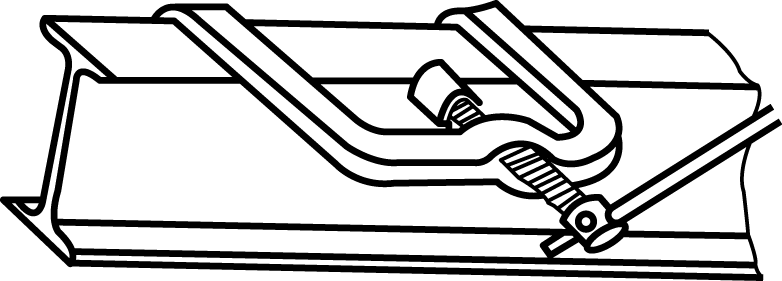 | تُستخدم لتقويم تشوه الانحناء الأفقي لفلنجات العارضة I-beam | |
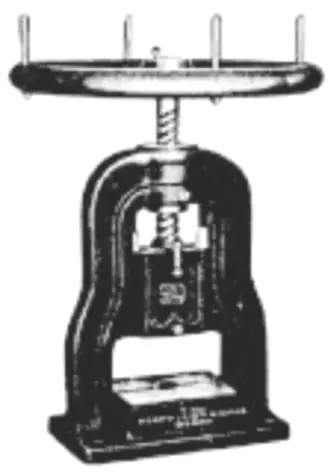
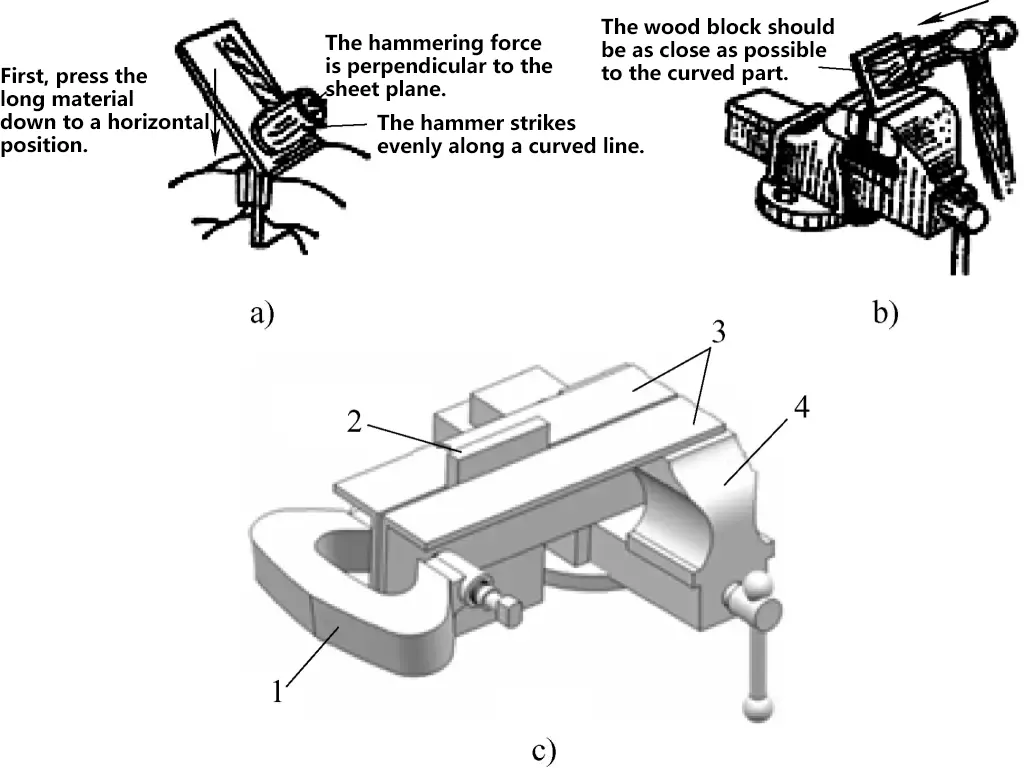
2) اضغط على
هناك أنواع عديدة من المكابس، مثل مكابس الاحتكاك، ومكابس الكرنك، والمكابس اللولبية، والمكابس الهيدروليكية المختلفة. وغالبًا ما يستخدم التصحيح اليدوي مكبس لولبي يدوي (انظر الشكل 5)، وهو بسيط في هيكله وسهل التشغيل ويمكن استخدامه لتصحيح التشوهات الصغيرة للشرائط والقضبان.
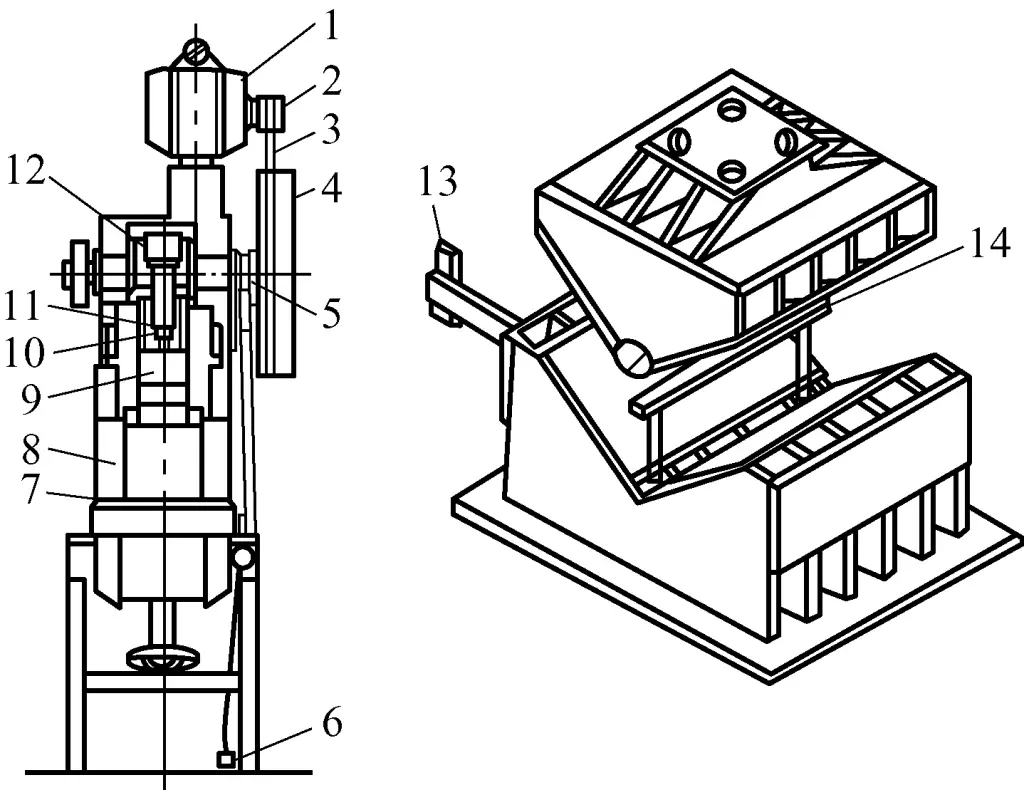
يمكن تصحيح تشوهات الألواح الرقيقة يدويًا، بينما تستخدم عادةً ماكينة تقويم الألواح الفولاذية لتقويم الألواح السميكة. ومع ذلك، في حالة عدم وجود ماكينة تقويم الألواح الفولاذية، يمكن استخدام مكبس هيدروليكي يمكن استخدامها أيضًا. يوضح الشكل 6 مظهر المكبس الهيدروليكي شائع الاستخدام، والذي يتكون بشكل أساسي من محرك وجهاز دفع هيدروليكي وعمود وعمود توجيه ومنصة عمل.
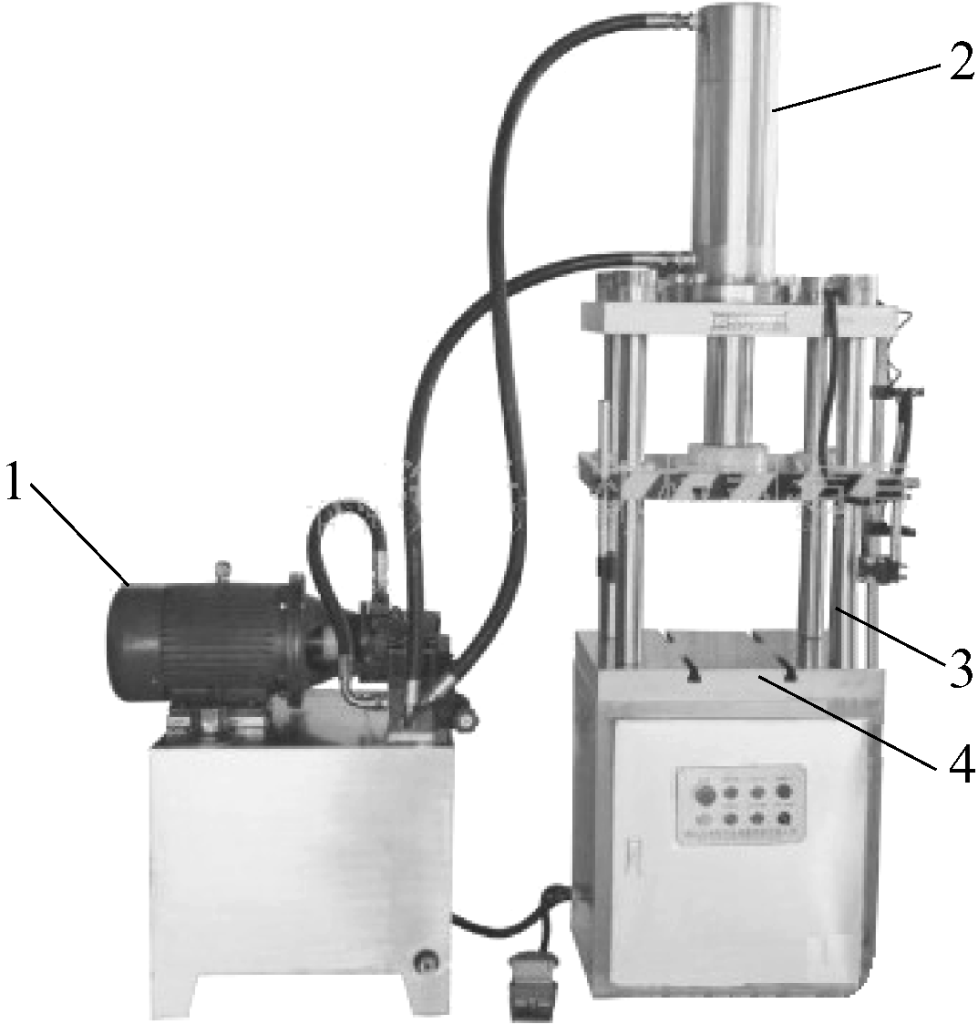
1-المحرك
2-جهاز محرك هيدروليكي
3-الوظيفة الإرشادية
4-منصة العمل
1) المبادئ الأساسية لاستقامة شرائط المواد المستقيمة
إن الجزء المثني أو الملتوي من الشريط هو بالتحديد حيث تكون المادة المعدنية مجتمعة بكثافة، أي الجزء "المشدود". ولذلك، فإن الهدف من عملية الاستقامة هو تطبيق القوة بالأدوات المناسبة على هذه الأجزاء "لفكها"، وتحقيق التوازن النسبي في شد المادة، مما يؤدي إلى حالة مسطحة، وهو تأثير الاستقامة.
يجب تحليل الاستقامة على البارد لشرائط المواد على أساس ظروف محددة مثل شكل المقطع العرضي وسمك المادة ودرجة التشوه. تتم مناقشة الطريقة الأساسية لتقويم شرائح المواد الفردية على النحو التالي:
① إذا كان هناك تشوه الانحناء الكلي وتشوه الانحناء المحلي على الشريط، فيجب تصحيح تشوه الانحناء المحلي أولاً، يليه تشوه الانحناء الكلي.
② إذا كانت هناك تشوهات ثني متعددة الاتجاهات في الشريط، فيجب اكتشاف مقدار تشوه الانحناء من اتجاهات مختلفة. عادة، يتم تصحيح الجانب الذي يحتوي على مقدار أقل من تشوه الانحناء أولاً، يليه الجانب الذي يحتوي على مقدار تشوه أكبر.
بالنسبة لشرائط المقطع العرضي المستطيلة (مثل الفولاذ المسطح)، قم أولاً بتصحيح الانحناء في الاتجاه الرأسي (اتجاه العرض)، ثم صحح الانحناء في الاتجاه الأفقي (اتجاه الطول)؛ بالنسبة للفولاذ ذي الزاوية أو القناة الفولاذية، صحح الحافة التي يتقاطع فيها الوجهان أولاً، ثم صحح الوجه الرأسي، وأخيرًا صحح الوجه الأفقي.
③ تصحيح التشوه الالتوائي قبل تصحيح تشوه الانحناء.
④ مبدأ التصحيح الزائد. للتخلص من رجوع الزنبرك بسبب التشوه المرن، عند تصحيح تشوه الانحناء، يجب الضغط على الأجزاء البارزة، ويجب ممارسة بعض الضغط الإضافي. عند تصحيح التشوه الالتوائي، يجب أيضًا زيادة زاوية الالتواء بشكل مناسب للتخلص من رجوع الزنبرك.
2) طرق التسوية الأساسية لمواد الألواح الخشبية
① تصحيح الأجزاء المحدبة في الصفائح المعدنية الرقيقة. كما هو موضح في الشكل 8، يشير التحدب في الصفيحة الرقيقة إلى أن سماكة المادة في وسط الصفيحة أصبحت أرق. ولذلك، أثناء عملية التسوية، يجب استخدام مطرقة لضرب الصفيحة من الخارج إلى الداخل، ومن الكثيف إلى المتناثر، ومن الثقيل إلى الخفيف.
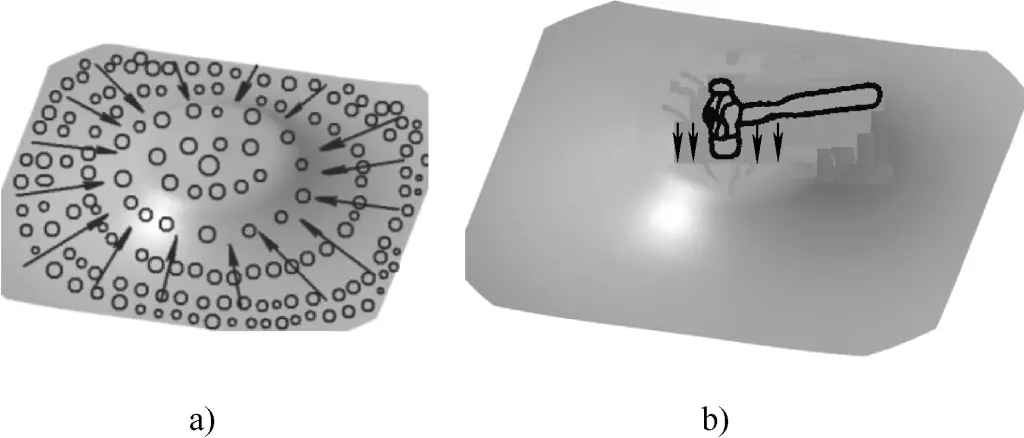
أ) طريقة التسوية الصحيحة
ب) طريقة التسوية غير الصحيحة
تشير الأسهم الموضحة في الشكل 8 أ إلى اتجاه الطرق. وبهذه الطريقة فقط يمكن أن يكون سمك المادة لكل جزء من الصفيحة الرقيقة موحدًا، مما يحقق الغرض من التسوية. في الشكل 8 ب، إذا تم تطبيق قوة الطرق على الموضع المحدب الرقيق بالفعل أثناء التسوية، فلن يؤدي ذلك إلا إلى جعل الجزء المحدب أرق، مما يؤدي إلى تفاقم التشوه، وبالتالي يشكل طريقة تسوية غير صحيحة.
② تصحيح الصفائح المعدنية الرقيقة ذات الحواف المتموجة. بالنسبة للصفائح المشوهة ذات الحواف المتموجة (الحواف الرقيقة والمطولة)، يجب أن تتم التسوية عن طريق الطرق من الداخل إلى الخارج، ومن الكثيف إلى المتناثر، ومن الثقيل إلى الخفيف (تشير الأسهم في الشكل 9 أ إلى اتجاه الطرق). والهدف النهائي هو جعل سماكة المادة في وسط الصفيحة رقيقة مثل الحواف، وبالتالي تحقيق التسوية الكاملة للصفيحة من خلال هذا الطرق المطول.
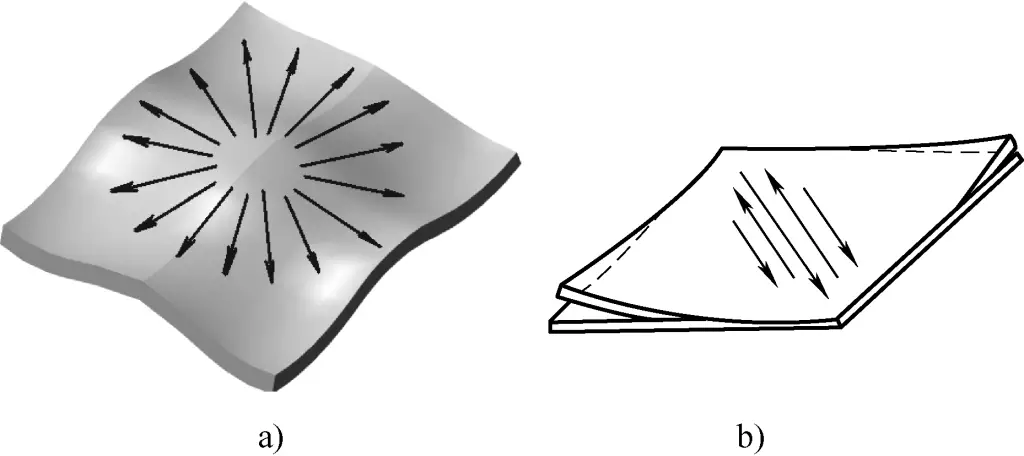
أ) الحواف المتموجة
ب) الالتواء القطري
③ تصحيح التواء الصفائح المعدنية الرقيقة الملتوية قطريًا. في حالة حدوث اعوجاج قطري في الصفائح الرقيقة، قم بالطرق على طول القطر دون اعوجاج لفرده وتسويته، كما هو موضح في الشكل 9ب.
④ بالنسبة للصفائح ذات الشكل الكلي المتموج، قم أولاً بتسوية المقاطع ذات التشوه الأصغر، ثم استخدم مكبسًا للدحرجة للتسوية الكلية، كما هو موضح في الشكل 10.
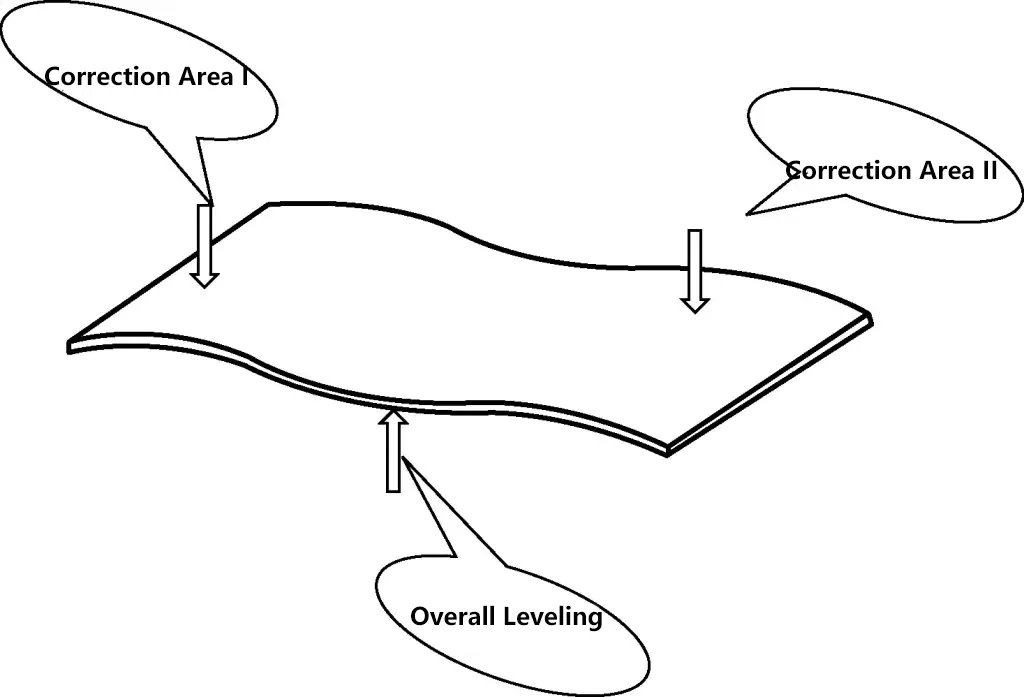
⑤ بالنسبة للصفائح ذات التشوه المركب، قم أولاً بتصحيح الاعوجاج، ثم تسوية الحواف المتموجة، وأخيرًا تسوية الأجزاء المحدبة.
كما هو موضح في الشكل 11، كلما اقتربت قطعة الشغل المثنية من سطح المادة، زادت حدة التشوه المعدني، مما يزيد من احتمالية حدوث تشقق أو تكسير. تعتمد درجة التشوه في الطبقة الخارجية لقطعة الشغل المثنية على نصف قطر الانحناء. كلما كان نصف قطر الانحناء أصغر، زاد تشوه الطبقة الخارجية (انظر الشكل 11).
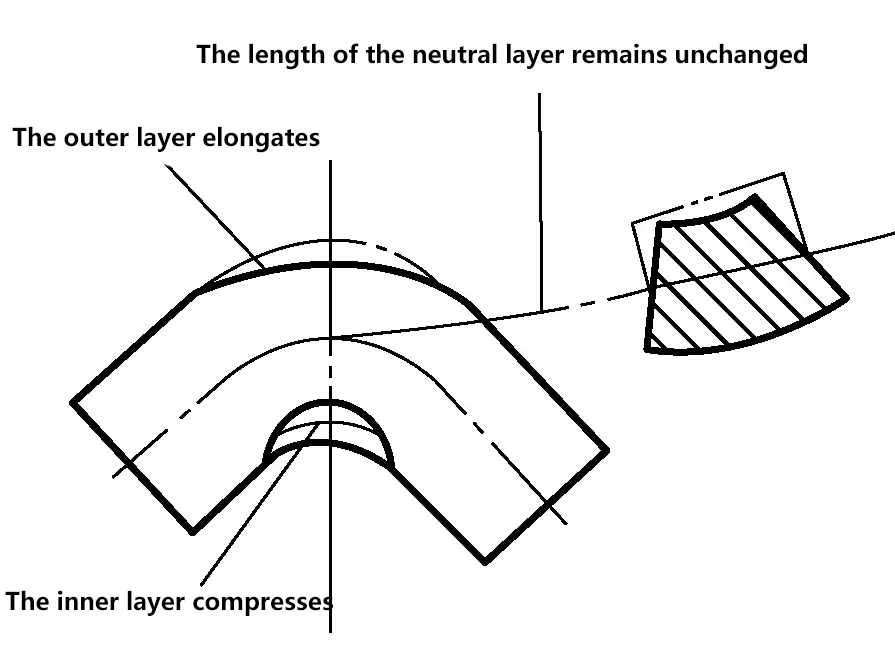
لمنع تكسير (أو تكسير) الجزء المنحني، من الضروري الحد من نصف قطر الانحناء لقطعة الشغل، مما يجعله أكبر من نصف قطر الانحناء الحرج الذي يؤدي إلى تكسير المادة (أي نصف قطر الانحناء الأدنى). إذا كان نصف قطر الانحناء من الفولاذ الشائع الاستخدام أكبر من ضعف سُمك المادة، لا تحدث التشققات بشكل عام.
بعد ثني الشُّغْلة، تتسبب ظاهرة الارتداد الزنبركي في تغير زاوية الانحناء ونصف القطر بسبب التشوه المرن. يجب ثني الشُّغْلَة أكثر قليلاً لتعويض ظاهرة الارتداد الزنبركي.
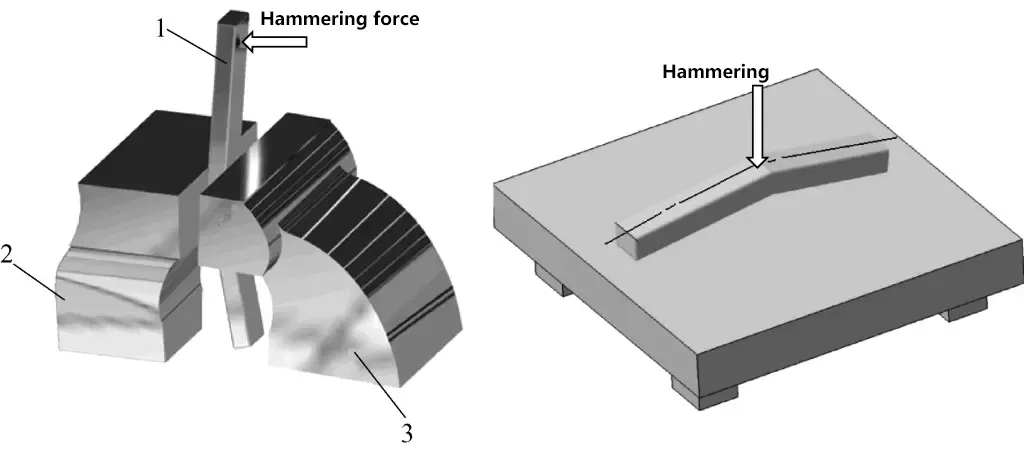
تشمل عمليات الثني الشائعة للمواد الشريطية الثني المسطح، والثني العمودي، والثني الملتوي، كما هو موضح في الشكل 12.
أ) الانحناء المسطح
ب) الانحناء المستقيم
ج) الانحناء الملتوي
شكل الانحناء الشائع للصفائح هو الانحناء المسطح، كما هو موضح في الشكل 13.
ثني الأنابيب في الشكل 14.
وفقًا لمفهوم الطبقة المحايدة، يجب أن يكون طول الفراغ مساويًا لطول الطبقة المحايدة.
كما هو موضَّح في الشكل 15، يكون نصف قطر قوس الطبقة المحايدة بعد الانحناء
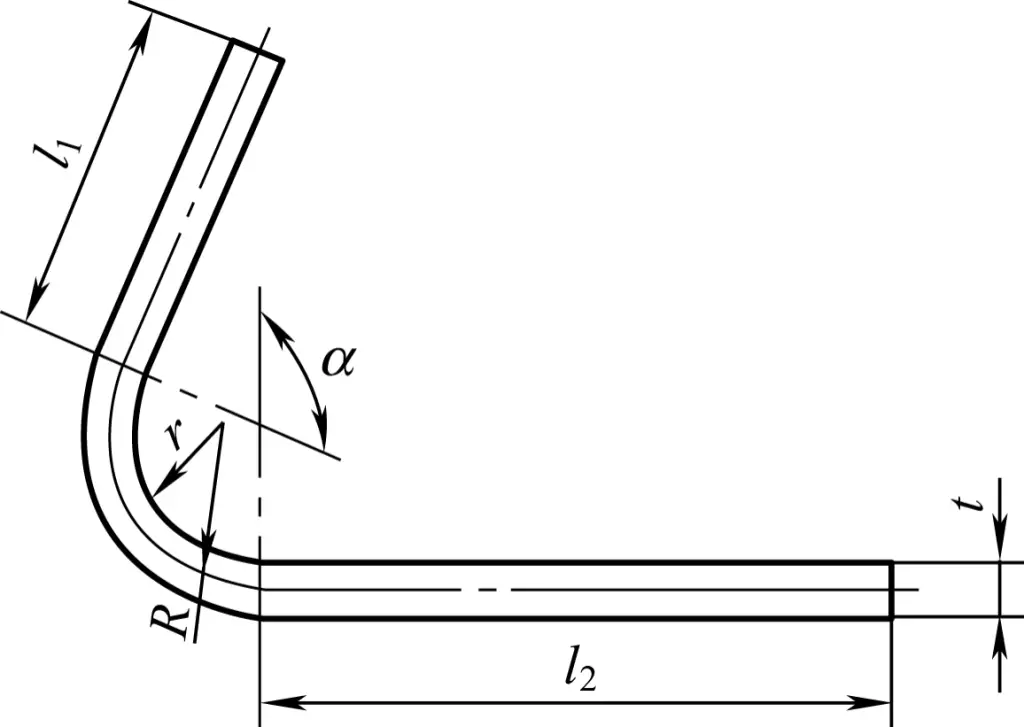
ص = ص + س0t
طول قوس الطبقة المحايدة بعد الانحناء هو
l=πRαR/180°
= π(ص+س)0ر)α/180°
في المعادلة، l هو طول القوس (مم)؛ r هو نصف قطر الانحناء الداخلي (مم)؛ x0 هو معامل وضع الطبقة المحايدة؛ t هو سمك المادة (مم)؛ α هو زاوية الانحناء.
يوضح الجدول 2 معاملات وضع الطبقة المحايدة المنحنية في الجدول 2.
الجدول 2 معاملات وضع الطبقة المحايدة المنحنية
| ر/ر/ر | 0.25 | 0.5 | 0.8 | 1 | 2 | 3 | 4 | 5 | 6,7 | 8 | 10 | 12 | 14 | >16 |
| x0 | 0.2 | 0.25 | 0.3 | 0.35 | 0.37 | 0.4 | 0.41 | 0.43 | 0.44 | 0.45 | 0.46 | 0.47 | 0.48 | 0.49 |
تُستخدم أدوات التصحيح المذكورة أعلاه أيضاً في عمليات الثني. فيما يلي مقدمة لبعض الأدوات البسيطة والمعدات الأساسية اللازمة للثني.
1) مطرقة القوس 1)
كما هو موضح في الشكل 16، عند ثني السطح المنحني، يتم دائمًا الضغط على المطرقة القوسية على طول خط الزوال للسطح الأسطواني بطريقة متداخلة لضمان عدم وجود مقاطع مستقيمة في نهاية مادة اللوحة، مما يؤدي إلى تشكيل أفضل وسطح أملس.
2) أدوات التشبيك الشائعة للثني
في عملية الثني، يُستخدم المشبك الحلزوني بشكل أساسي لتأمين قطعة العمل المراد ثنيها، مما يسهِّل تطبيق القوة الخارجية. تخدم المشابك الهوائية والهيدروليكية نفس الغرض، كما هو موضح في الشكل 17.
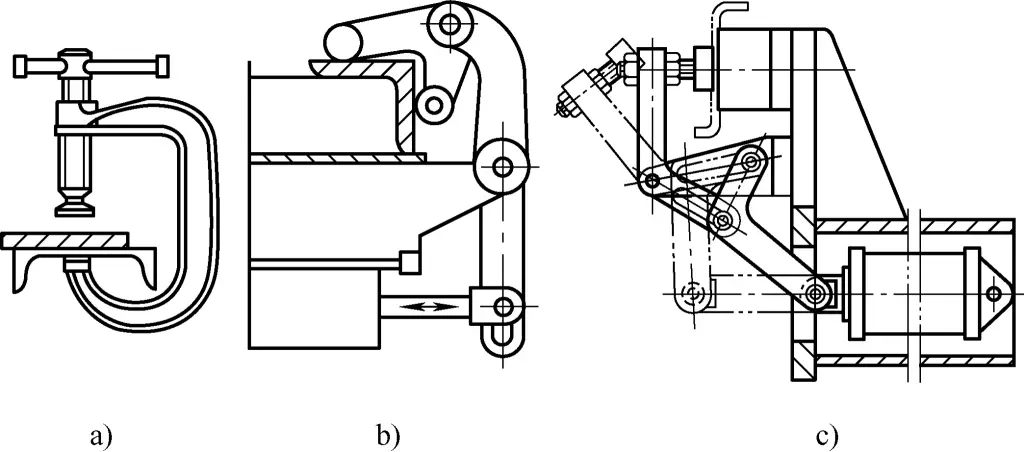
أ) المشبك الحلزوني
ب) المشبك الهوائي
ج) المشبك الهيدروليكي
3) أدوات الثني الميكانيكية البسيطة
① يوضح الشكل 18 أداة ثني يدوية محلية الصنع مكونة من صفيحة قاعدة، وأقراص دوّارة، ومقابض. توجد أخاديد تم تشكيلها وفقًا لسُمك قطعة العمل حول محيط القرصين الدوارين، بحيث يتطابق قطر القرص الدوار الثابت مع قوس الثني. لاستخدامه، أدخل قطعة العمل في أخاديد القرصين الدوّارين وحرّك القرص الدوّار المتحرك لتحقيق شكل الثني المطلوب.
② يُظهر الشكل 19 أداة ثني يدوية أخرى محلية الصنع. للثني، ضع جزء الصفيحة (أو الشريط) المراد ثنيه في لوحة التثبيت الخاصة بماكينة الرفع، ثم قم بتوصيل الكوع، وشد برغي لوحة التثبيت، وصحح الوضع الأمامي والخلفي واليسار واليمين، ثم استخدم الرافعة (عادةً ما تكون رافعة هيدروليكية) لثني الصفيحة (أو الشريط).
1، 9-زاوية حديدية
2، 10 توقف الرأس 2، 10 توقف الرأس
3، 12-لوح التثبيت 12-لوح التثبيت
4، 11-صفيحة (شريط) مادة (شريط)
5، 13-الكوع
6، 14-جاك
7، 8 قنوات الصلب
15-برغي لوحة التثبيت
يمكن تصحيح زاوية الانحناء باستخدام قالب زاوية. إذا لم يتم تحقيق الزاوية المطلوبة، استمر في عملية الثني حتى يتم الوصول إلى الزاوية المطلوبة.
من الصعب نسبيًا أن يقوم الميكانيكي بثني الصفائح المعدنية يدويًا؛ وفي الوقت الحاضر، غالبًا ما تستخدم أدوات الثني الميكانيكية (سواءً كانت محلية الصنع أو تجارية) في عمليات الثني العمودي، كما هو موضح في الشكل 20.
الشكل 20 أ هو رسم تخطيطي هيكلي لأداة الثني الميكانيكية، والشكل 20 ب هو صورة لنموذجها التجاري. فيما يلي المبدأ الهيكلي وطريقة الاستخدام:
قبل الثني، ضع قطعة العمل على قاعدة قالب الثني. عند الثني، تحت تأثير الطاقة الهيدروليكية الخارجية، يقوم قضيب المكبس بدفع قالب الثني للضغط لأسفل، مما يؤدي إلى ثني قطعة العمل إلى الزاوية المطلوبة. من خلال استبدال قوالب الثني المختلفة ووضع موضع دبوس الثني بشكل معقول، يمكن تحقيق أنصاف أقطار ثني مختلفة.
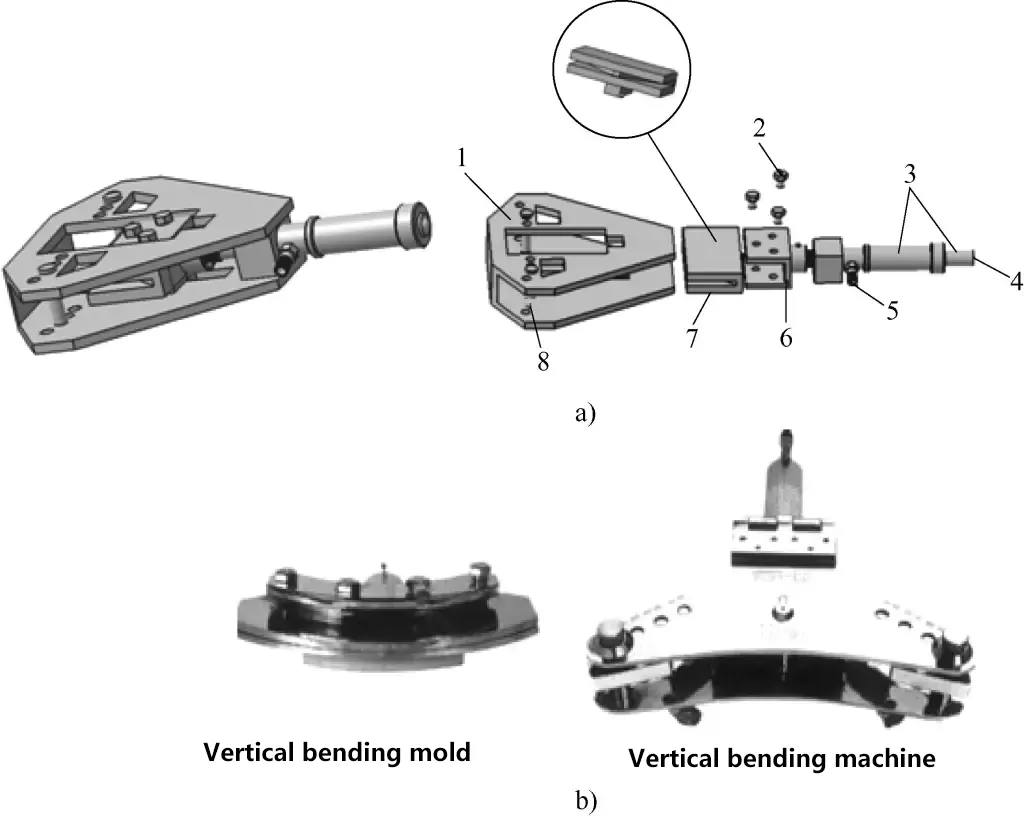
1-قاعدة قالب الثني العمودي
2-برغي التثبيت
3-الاسطوانة الهيدروليكية والمكبس
4-التوصيل بدائرة التحكم الهيدروليكية الخارجية
5-مفصل الأنبوب الهيدروليكي
6-قاعدة قوالب القالب الانحناء
7-قوالب الانحناء
8-دبوس الانحناء
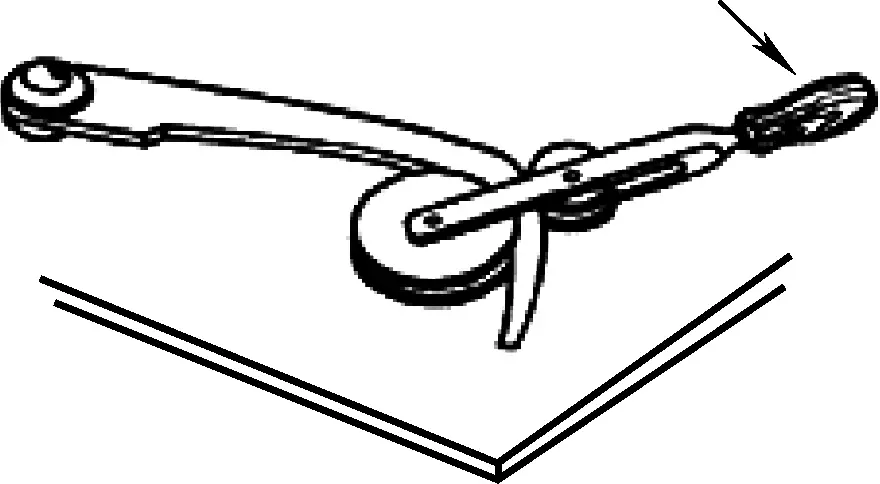
4) ثني الالتواء
كما هو موضّح في الشكل 21، أثناء الثني الالتوائي، يتم تثبيت أحد طرفي قطعة العمل المراد ثنيها في منجلة. لتجنب إتلاف قطعة العمل بالفكين، يجب وضع صفيحة ألومنيوم أو خشب صلب بين الفكين وقطعة العمل. يتم تشبيك الطرف الآخر من الشُّغْلَة باستخدام أداة ثني الالتواء، ثم يتم استخدام كلتا اليدين لتدوير مقبض أداة ثني الالتواء بقوة حتى تنحني الشُّغْلَة بالشكل المطلوب. عند الالتواء بزاوية 90 درجة، يجب ألا يقل طول الجزء الملتوي عن 2.5 ضعف عرض مادة الشريط.
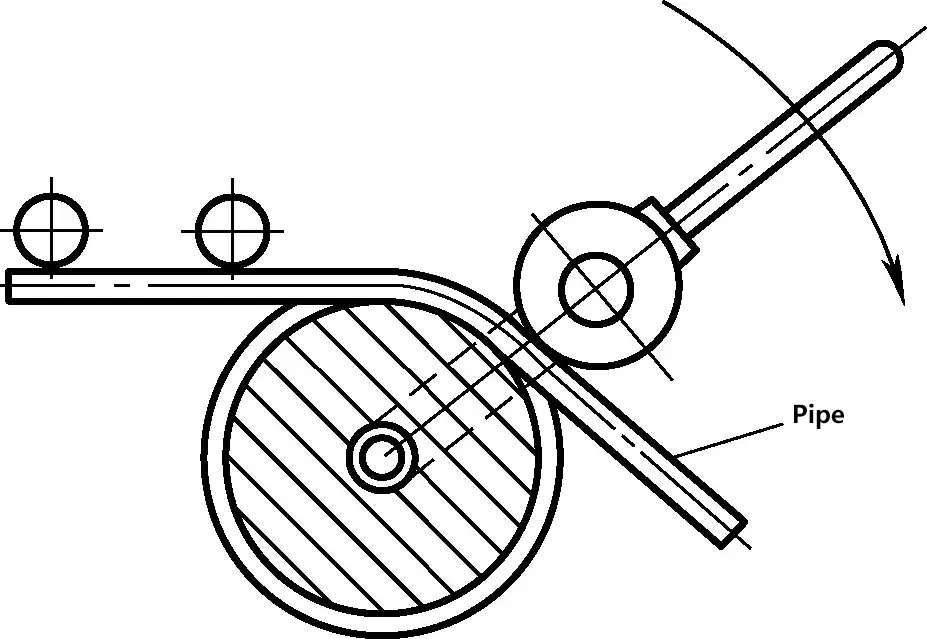
5) ثني الأنابيب
يوضح الشكل 22 أ مبدأ عمل آلة ثني الأنابيب. تتكون من عجلتين، واحدة كبيرة وأخرى صغيرة، مزودة بأخاديد تتوافق مع قطر الأنبوب. يتم تغذية الأنبوب المراد ثنيه في أخاديد العجلة، ويتم تثبيت العجلة الكبيرة، وبسحب الرافعة تضغط العجلة الصغيرة على الأنبوب لثنيه في الشكل.
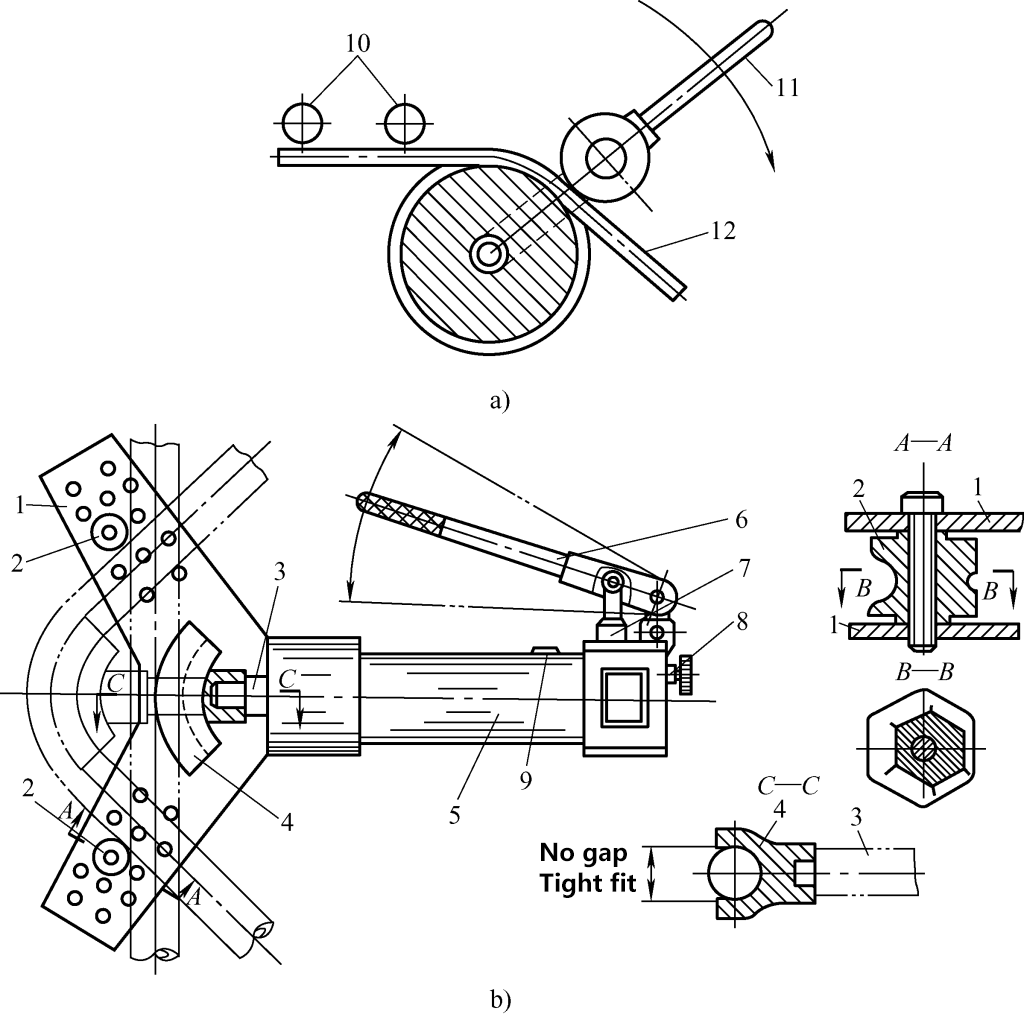
أ) مخطط مبدأ بندر الأنابيب
ب) ثني الأنابيب الهيدروليكية
1-لوحة التموضع 1-لوحة التموضع
2-وحدة دليل 2-الحد الأدنى
3-قضيب المكبس العامل
4-قوالب ثني القوالب بمواصفات مختلفة
5-جسم الآلة 5
6-الرافعة اليدوية
7-مضخة زيت من نوع المكبس 7-مضخة زيت من نوع المكبس
8-تشغيل صمام إرجاع الأسطوانة
9-فتحة برغي التزويد بالوقود
10-أسطوانة دليل 10
11-الحديد
12 أنبوب
يوضح الشكل 22 ب هيكل آلة ثني الأنابيب الهيدروليكية اليدوية. الميزة الرئيسية هي القدرة على ثني الأنابيب بأقطار مختلفة عن طريق تغيير نموذج قالب ثني الأنابيب.
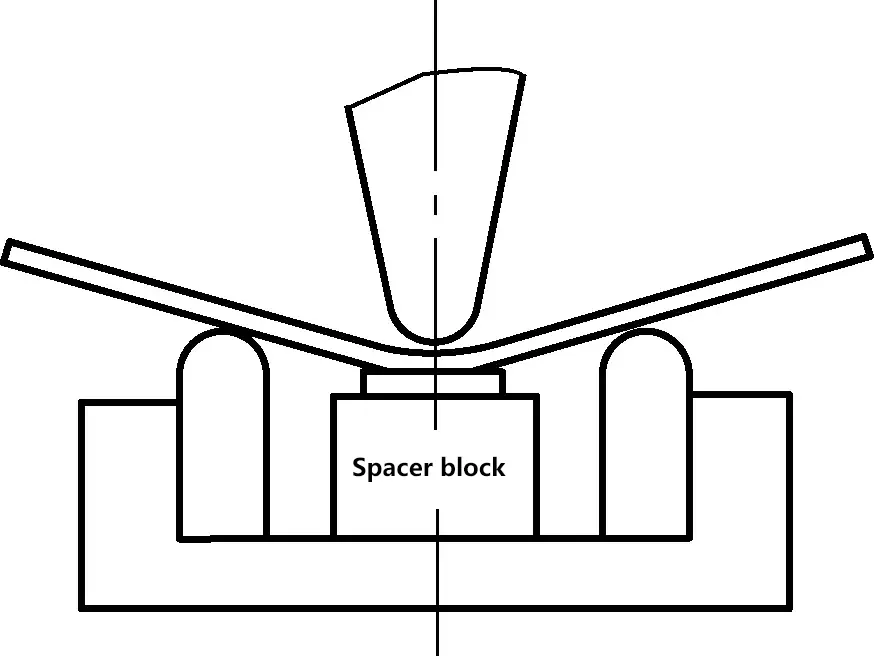
6) ماكينة ضغط وقوالب الثني
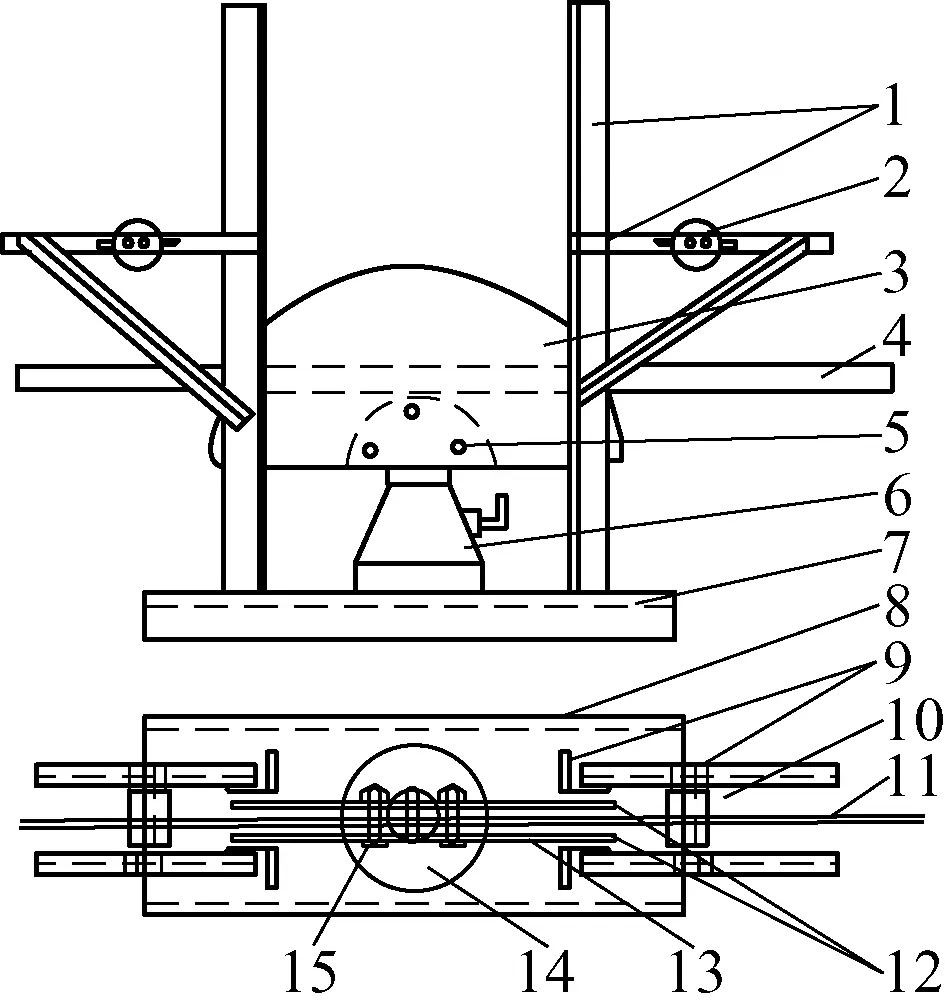
كما هو موضح في الشكل 23، بالنسبة للألواح السميكة، يكون الثني اليدوي صعبًا. عادةً ما يتم تثبيت أنواع مختلفة من القوالب على المكبس لدفع ثني الألواح ميكانيكيًا إلى أشكال مختلفة.
1-المحرك
2-بكرة التخفيض 2-بكرة التخفيض
3-حزام القيادة 3-حزام القيادة
4-العجلة الطائرة
5-القابض
6-نظام التحكم في الدواسة 6 أقدام
7-الجدول
8-سرير 8
9-شريط التمرير
10-الارتباط
11-سكة التوجيه 11-سكة التوجيه المنزلق
12-عمود المرفق
13-موضع الحاجز
14-لوحة الدعم 14-لوحة الدعم
7) مكبس الثني
يُستخدم مكبس الثني بشكل أساسي لثني الصفائح المعدنية، كما هو موضح في الشكل 24 أ. يمكن تقسيم قوالب الثني المستخدمة في مكبس الثني إلى قوالب ثني عامة وقوالب ثني خاصة. يظهر المظهر الجانبي للطرف المشترك لقوالب الثني العامة في الشكل 24 ب.
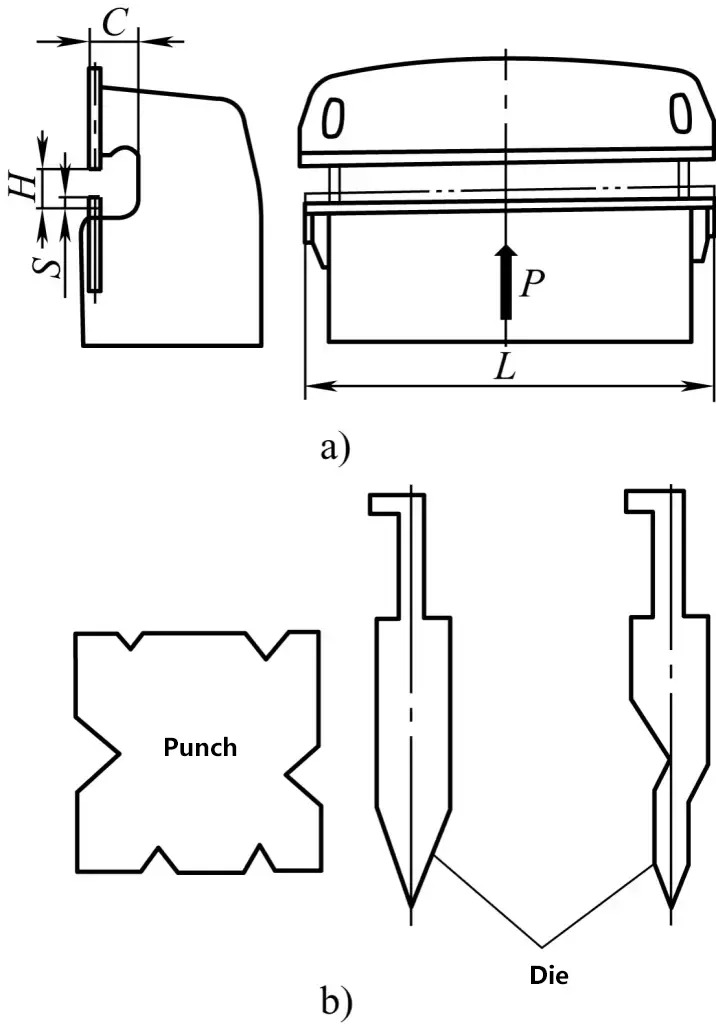
أ) مكبس الثني
ب) قالب الثني العام لآلة الثني
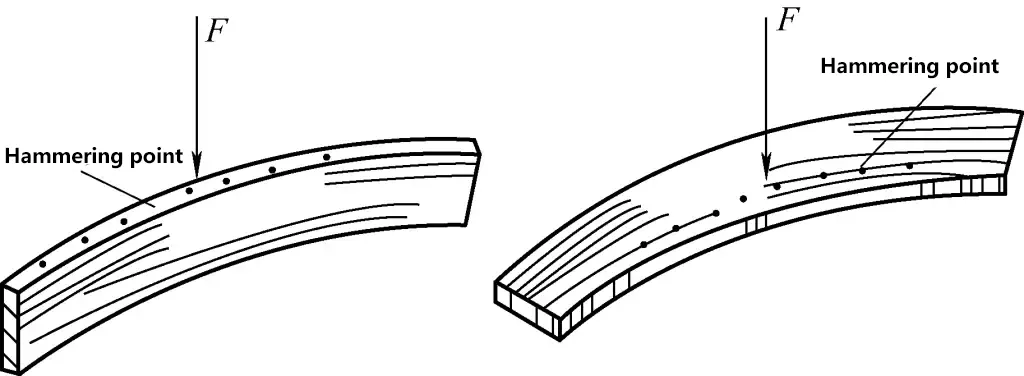
1) تصحيح اتجاه سُمك مادة الشريط
① طريقة تصحيح الطرق اليدوي
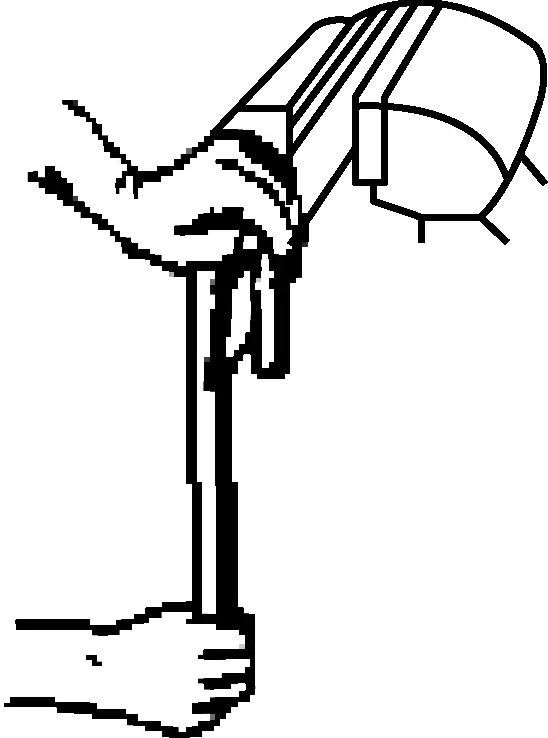
بالنسبة للمواد الشريطية الأصغر، يمكن تقسيم التصحيح إلى عمليات أولية ونهائية. أثناء عملية التصحيح الأولية، يمكن تثبيت الشريط في ملزمة منضدة ودقّه. بمجرد تقليل درجة الانحناء، ضع الشريط على صفيحة مسطحة لتقويمه. لاحظ أنه أثناء عملية الطرق، يجب أن تكون نقاط الصدم على طول الخط المركزي الطولي للشريط لتجنب الانحناء الجانبي، كما هو موضح في الشكل 25.
1-الفولاذ المسطح المثني
2-جسم الملزمة الثابتة
3-جسم الملزمة القابل للتعديل
② تصحيح آلة الاستقامة
يمكن تقويم المواد الشريطية ذات تشوهات الانحناء الأكبر باستخدام ماكينة تقويم، كما هو موضح في الشكل 26.
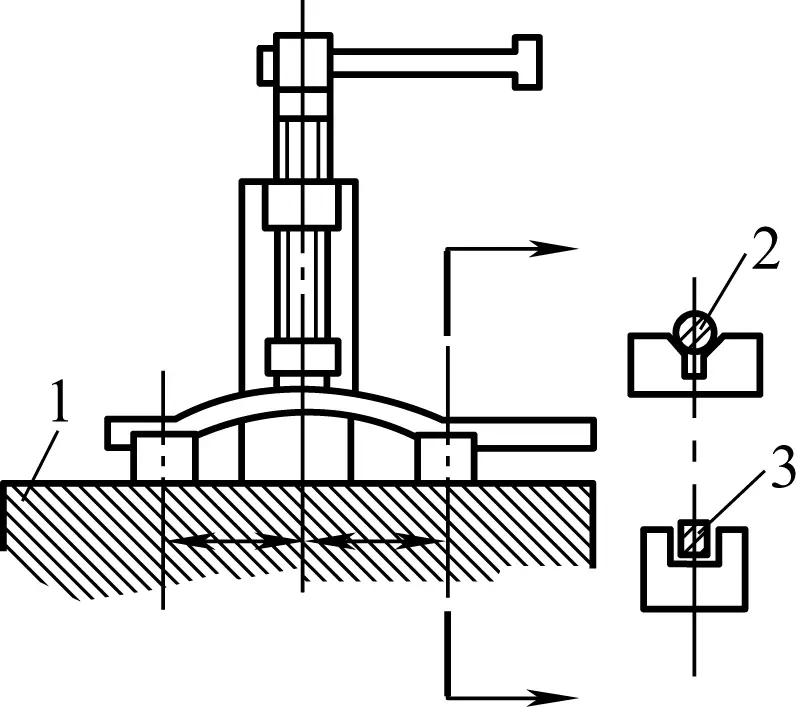
1-القاعدة 1
2-مادة القضيب 2 - رود
3-مادة الشريط 3
قبل التصحيح، قم أولاً بدعم قطعة العمل على مكواة دعم (استخدم مكواة على شكل حرف V للأعمدة؛ استخدم فولاذ القناة للشرائط). يمكن تعديل المسافة بين مكاوي الدعم حسب الحاجة. قم بتمييز المنطقة المنحنية بالطباشير، ثم قم بتدوير برغي المكبس اللولبي للضغط على الكتلة على الجزء البارز من قطعة العمل.
للتخلص من الارتداد الناجم عن التشوه المرن، قم بالإفراط في الضغط قليلاً. بعد ذلك، تحقق من التصحيح باستخدام مسطرة فولاذية (إذا لم تكن المتطلبات صارمة) أو مقياس قرص. افحصها أثناء التصحيح حتى تفي بالمتطلبات.
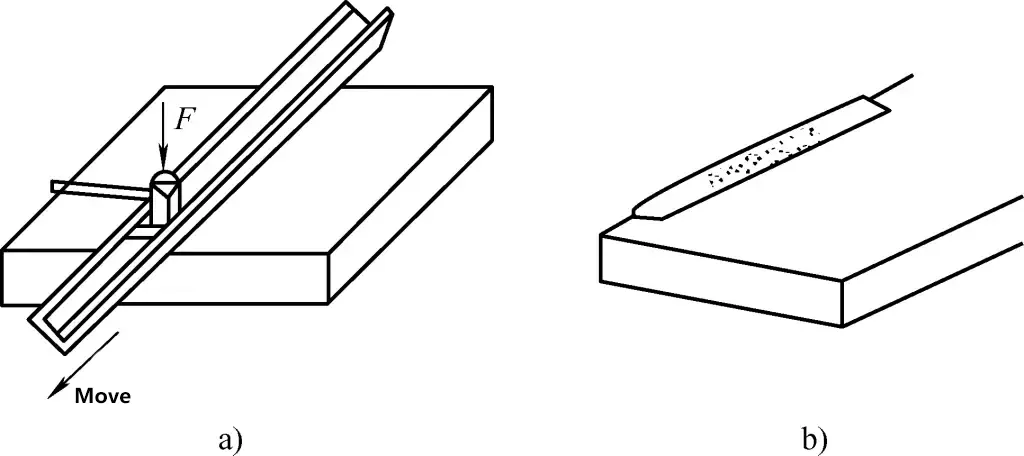
2) تصحيح اتجاه عرض المادة الشريطية المربعة
كما هو موضح في الشكل 27، يمكن إجراء التصحيح للتشوهات في اتجاه العرض عن طريق الطرق المباشر على الجزء المرتفع أو الطرق على حواف الجزء المقعر للسماح للمادة "المضغوطة" بالتمدد و"التحرر" على كلا الجانبين. تأكد من أن الطرق يكون متساويًا حتى يتم استقامة الفولاذ المسطح.
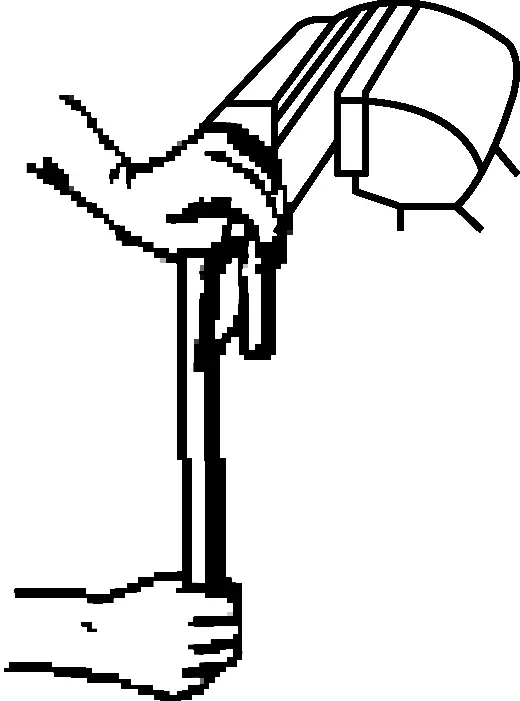
3) تصحيح تشوه الالتواء لمادة الشريط المربع
كما هو موضح في الشكل 28، إذا أصبحت مادة الشريط ملتوية، يمكن استخدام طريقة اللف للتصحيح. قم بتثبيت الشريط في ملزمة منضدة واستخدم مفتاح ربط لوي الشريط إلى شكله الأصلي.
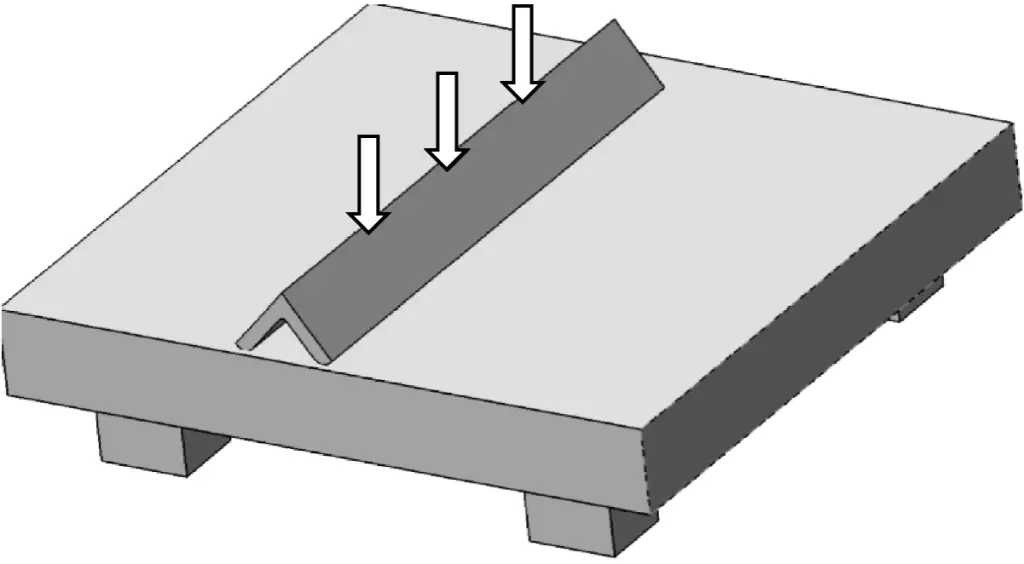
1) تصحيح تشوه زاوية الصلب الزاوية
① إذا كانت زاوية فولاذ الزاوية أقل من 90 درجة وكان تغيير الزاوية صغيرًا، يمكن استخدام طريقة التصحيح الموضحة في الشكل 29: وضع فولاذ الزاوية مع توجيه الفتحة لأسفل على صفيحة مسطحة، أو استخدام مطرقة على طول ضلع فولاذ الزاوية، أو استخدام الطرق الموضحة في الشكل 30 أ، 30 ب، مع تحريك فولاذ الزاوية أثناء طرق السطح الداخلي.
بعد تصحيح الزاوية، ضع السطح الداخلي لصلب الزاوية بشكل وثيق على جانبين متجاورين من صفيحة مسطحة وقم بدق السطح الخارجي لصلب الزاوية للتخلص من الانحناء الداخلي الطفيف الناجم عن تصحيح الزاوية. إذا كان التغير في الزاوية كبيرًا، يمكن استخدام مكبس للتصحيح، على غرار طريقة تصحيح المواد الشريطية باستخدام مكبس.
② إذا كانت زاوية الزاوية الفولاذية أكبر من 90 درجة، يمكن استخدام طريقة التصحيح الموضحة في الشكل 31.
ضع الفولاذ ذو الزاوية على صفيحة مسطحة مع ملامسة إحدى حافتيه للصفيحة. حرك فولاذ الزاوية أثناء الطرق على طول حافة الجانب المقابل. هناك طريقة أخرى هي تثبيت فولاذ الزاوية على الصفيحة المسطحة ودق السطح الخارجي للجانب غير المثبت.
2) تصحيح الانحناء الخارجي والداخلي للصلب ذي الزوايا
① تصحيح تشوه الانحناء الخارجي للصلب ذي الزوايا
كما هو موضح في الشكل 32أ، ادعم الفولاذ ذو الزاوية المثنية من الخارج على صفيحة مسطحة مع فاصلتين واطرق الحافة العلوية. ابدأ بالطرق من أعلى نقطة للجزء البارز على الحافة العلوية وتمدد للخارج من الثقيل إلى الخفيف. بعد الطرق، سوف يستقيم السطح الداخلي لصلب الزاوية تدريجيًا مع الحافة.
بمجرد التخلص من الاعوجاج في الغالب، قم بتصويب السطح المنحني قليلاً بمطرقة حتى يتم تصحيح زاوية الفولاذ. طرق التصحيح غير الصحيحة موضحة في الشكل 32 ب.
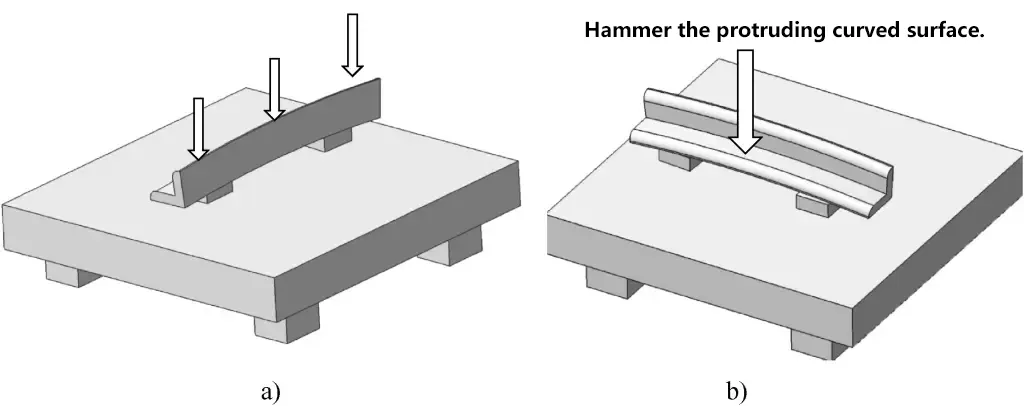
أ) الطريقة الصحيحة لتصحيح تشوه الانحناء الخارجي للصلب ذي الزوايا
ب) طريقة غير صحيحة لتصحيح تشوه الانحناء الخارجي للفولاذ ذي الزوايا
② تصحيح تشوه الانحناء الداخلي للصلب ذي الزوايا
كما هو موضح في الشكل 33، عند تصحيح تشوه الانحناء الداخلي، ضع الجانب المقعر على ماسورة مجوفة واطرق من أعلى نقطة للجزء البارز إلى الخارج، من الثقيل إلى الخفيف. سيصبح السطح الخارجي للزاوية الفولاذية مستقيمًا تدريجيًا.
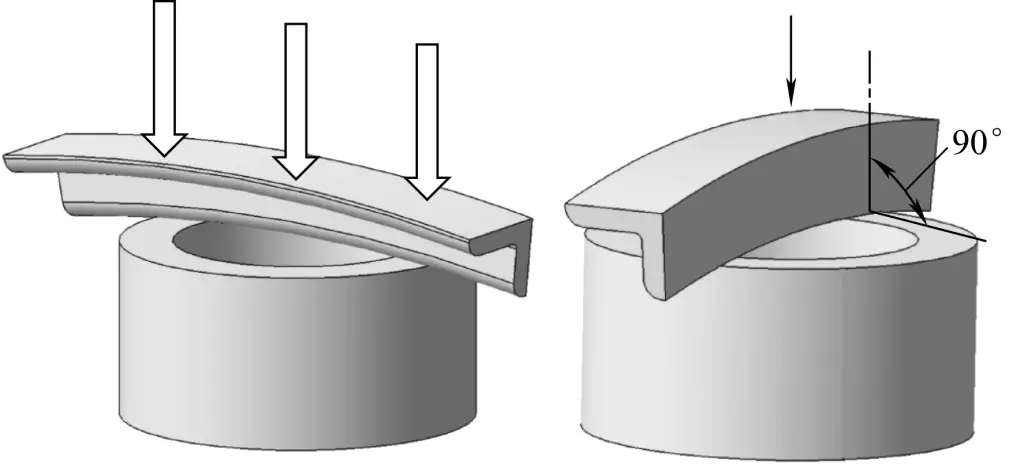
ومع ذلك، تأكد من أن تكون إحدى الحواف الملامسة للسندان عمودية على سطح السندان. وبهذه الطريقة، لن يميل الفولاذ ذو الزاوية أثناء الطرق، مما قد يؤثر على النتيجة.
3) تصحيح التشوه الملتوي للزاوية الفولاذية الملتوية
الطريقة الأولى: كما هو موضح في الشكل 34، ضع فولاذ الزاوية الملتوية على سندان وقم بدق الجزء الملتوي من الداخل لتمديده. بعد تصحيح الالتواء، قم بتصحيح الانحناء الداخلي كما هو موضح سابقًا.
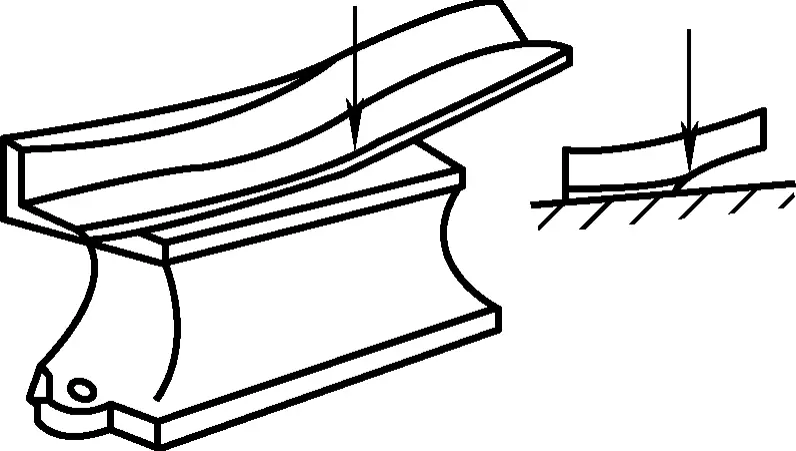
الطريقة الثانية: بدلاً من ذلك، استخدم الطريقة المذكورة سابقاً لتصحيح الشرائط الملتوية. قم بتثبيت فولاذ الزاوية في ملزمة واستخدم ذراعًا لولب كلا الجانبين بشكل منفصل لإزالة الالتواء الكلي، ثم قم بتصحيح الانحناء الداخلي.
قبل الانحناء، قم أولاً بحساب طول تقطيع المادة التي تحتاج إلى الانحناء بناءً على الأبعاد الموجودة على الرسم وقم بتحديد خط الانحناء بشكل صحيح. تكون عملية ثني قطعة العمل الشائعة كما يلي:
عندما يكون حجم الصفيحة أو المادة الشريطية صغيرًا ومتطلبات الجودة ليست عالية، يمكن استخدام الثني اليدوي. يوضح الشكل 35 مثالاً لمركب يقوم بعملية ثني على ملزمة.
أ) طريقة الانحناء عندما يكون الجزء الموجود فوق خط الانحناء أطول
ب) طريقة الانحناء عندما يكون الجزء الموجود فوق خط الانحناء أقصر
ج) طريقة الثني عندما تكون فكوك الملزمة أقصر أو غير عميقة بما يكفي لقطعة العمل
1- تشاك
2-ورقة 2 مادة
3-مكواة بـ3 زوايا
4-ملزمة
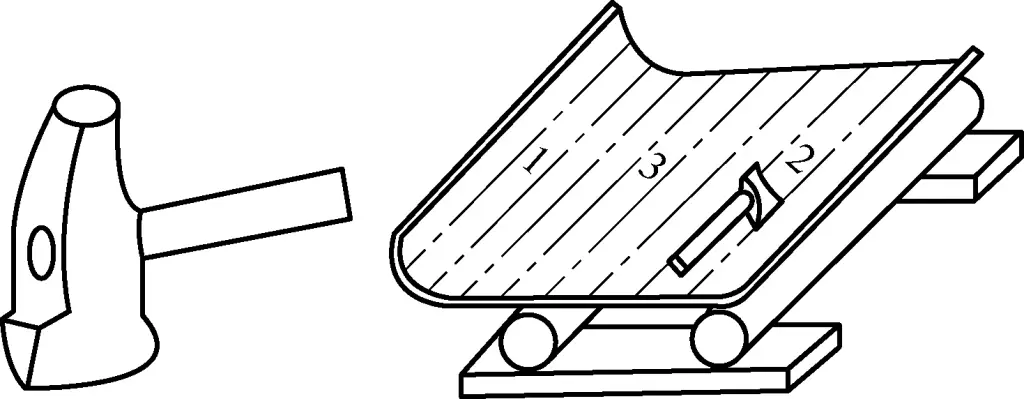
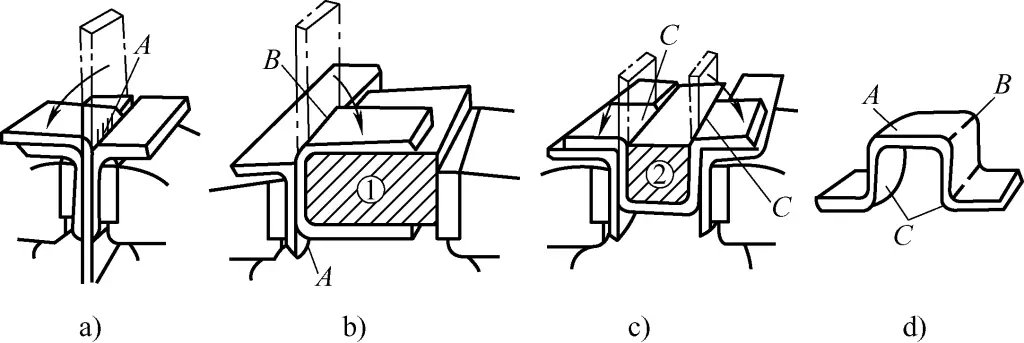
عند ثني قطعة عمل بأربع زوايا قائمة، يمكن استخدام كتل خشبية أو معدنية كأدوات مساعدة. وكما هو موضح في الشكل 36، يكون تسلسل الثني على النحو التالي: أولاً، قم بتثبيت مادة الصفيحة مع الخط المحدد في حديد الزاوية وثنيها في الزاوية A (انظر الشكل 36 أ)، ثم استخدم الكتلة ① للثني في الزاوية B (انظر الشكل 36 ب)، وأخيرًا استخدم الكتلة ② للثني في الزاوية C (انظر الشكل 36 ج).
كما هو موضح في الشكل 37، قم بتحديد خط الثني على قطعة العمل، واستخدم الرأس الضيق للمطرقة ذات الرأس المربع لضرب المنطقة المراد ثنيها، ثم قم بتبديل المطرقة لتشكيلها بشكل تقريبي، وأخيرًا قم بتشكيلها على قالب مقعر.
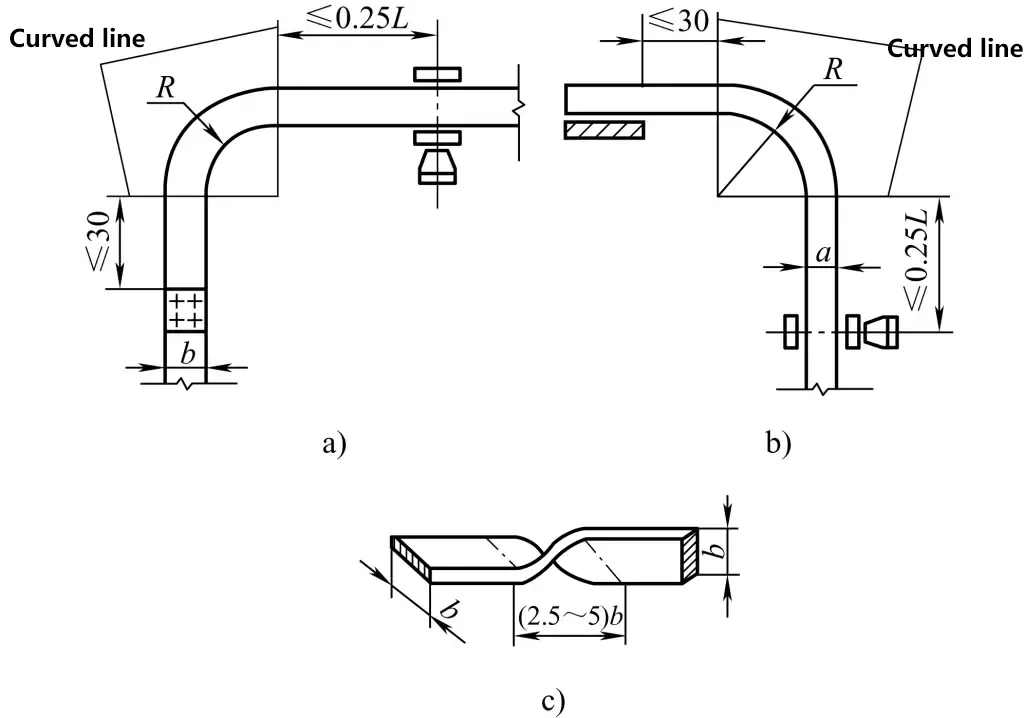
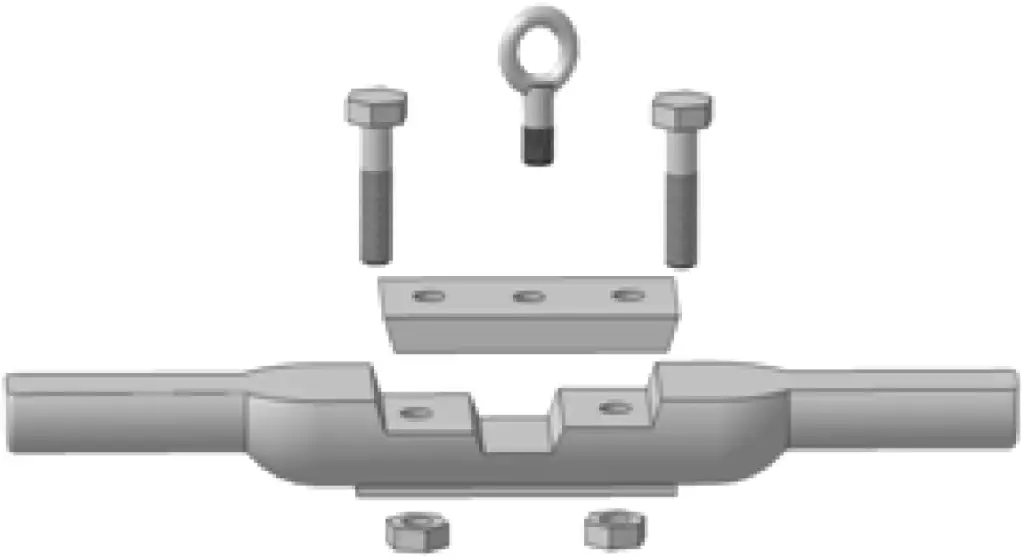
يوضح الشكل 38 شكل الرقصة المشبكية الشائعة، مع خطوات عملية الثني التالية:
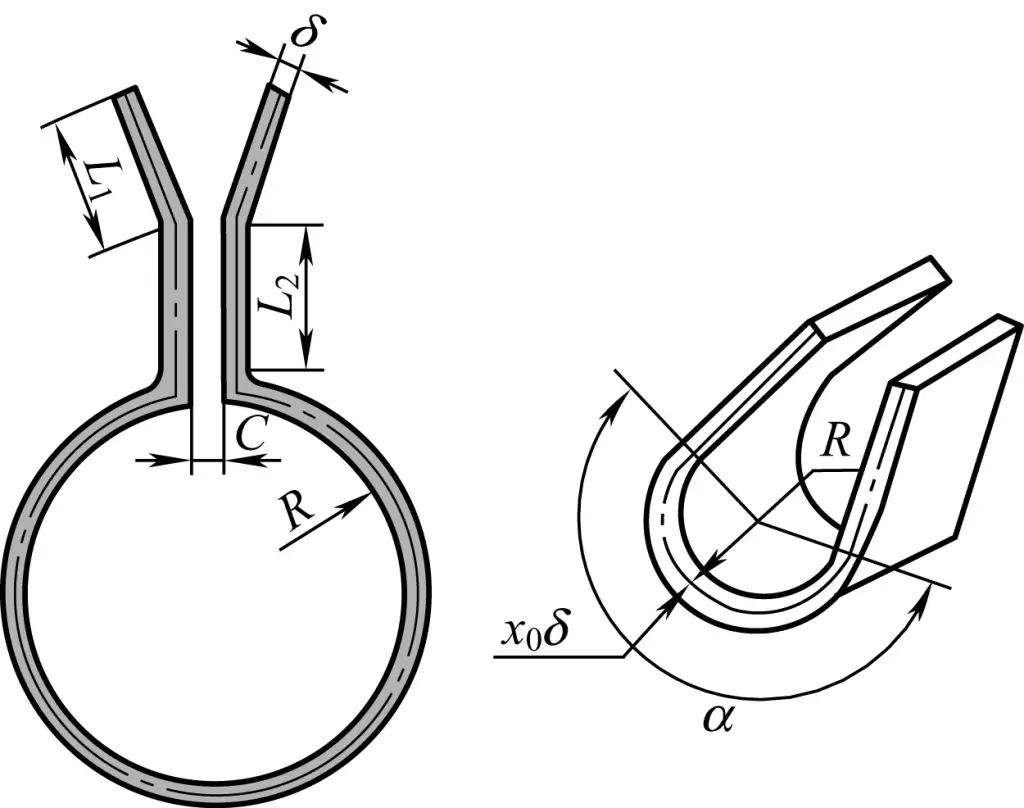
1) حساب طول القطع الفارغ، أي
ل = ل1+L2+ ج+ ج+ πα/180° ° ° ر+س0δ)
2) كما هو موضح في الشكل 39، قم بإزميل أو منشار لقطع المادة، ثم قم بالثقب والشطب. ضع علامة على خط الثني وخط تقسيم ثني السطح القوسي (لتسهيل ثني المطرقة القوسية).
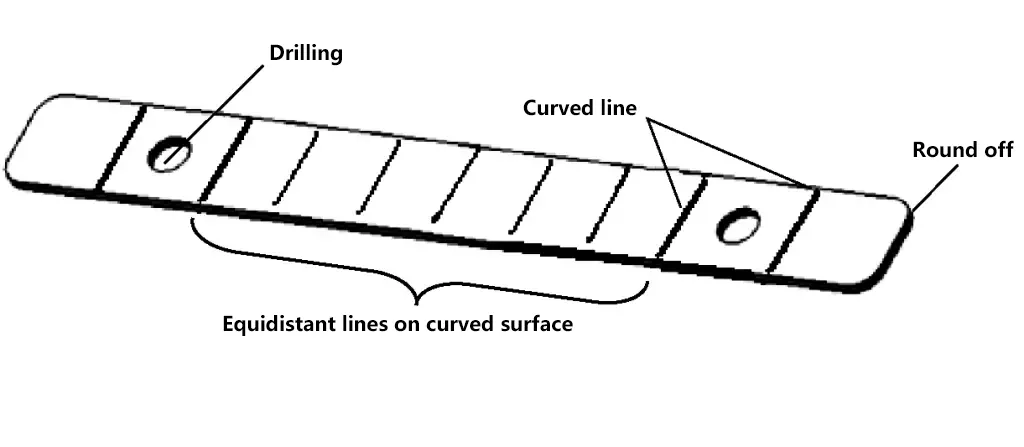
3) ثني حرف اللام1 الجزء و L2 جزء على ملزمة.
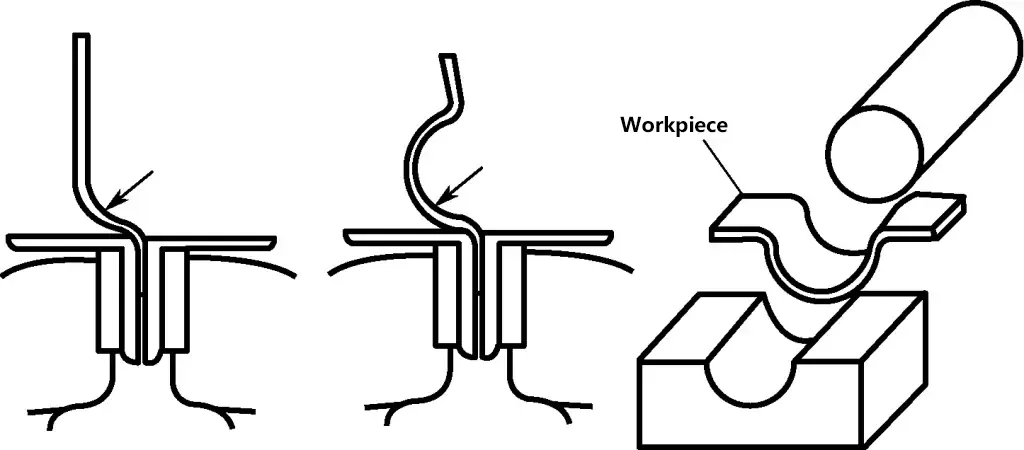
4) كما هو موضح في الشكل 40، استخدم ملزمة لتثبيت مادة القضيب الأسطواني وثني قوسين صغيرين على طرفي اللوحة الفارغة (أقل من ربع القوس الداخلي للمشبك).
5) كما هو موضح في الشكل 40 ج، استخدم مطرقة قوسية لضرب سطح قوسي تقريبي وفقًا لخط تقسيم ثني السطح القوسي.
6) كما هو موضح في الشكل 40 د، قم بتثبيت قضيب أو أنبوب (قطره أصغر قليلاً من قطر المشبك) في ملزمة كقالب لضبط سطح قوس المشبك، وقم بتثبيت سطح القوس الداخلي ذي الشكل التقريبي على القضيب الأسطواني، باستخدام مطرقة على طول سطح قوس القضيب لضبط محيط سطح قوس المشبك.
ينقسم الثني اليدوي للأنابيب إلى طرق الثني على البارد وطرق الثني على الساخن؛ يمكن ثني الأنابيب التي يقل قطرها عن ϕ10 مم على البارد؛ أما الأنابيب التي يزيد قطرها عن ϕ10 مم فيجب ثنيها على الساخن لمنع تسطيحها أو تشققها بعد الثني.
وبصفة عامة، يجب ملء الأنبوب بالرمل الجاف للثني؛ وبالنسبة للثني على البارد، يجب أن يكون نصف قطر الانحناء أكبر من 3 أضعاف القطر الخارجي للأنبوب؛ وبالنسبة للثني على الساخن، يجب أن يكون نصف قطر الانحناء أكبر من 4 أضعاف القطر الخارجي للأنبوب. عند ثني الأنابيب ذات طبقات اللحام، يجب وضع التماس في الطبقة المحايدة.
1) عند وضع العلامات، حدد نقطة منتصف منطقة الانحناء وفقًا لأبعاد الرسم.
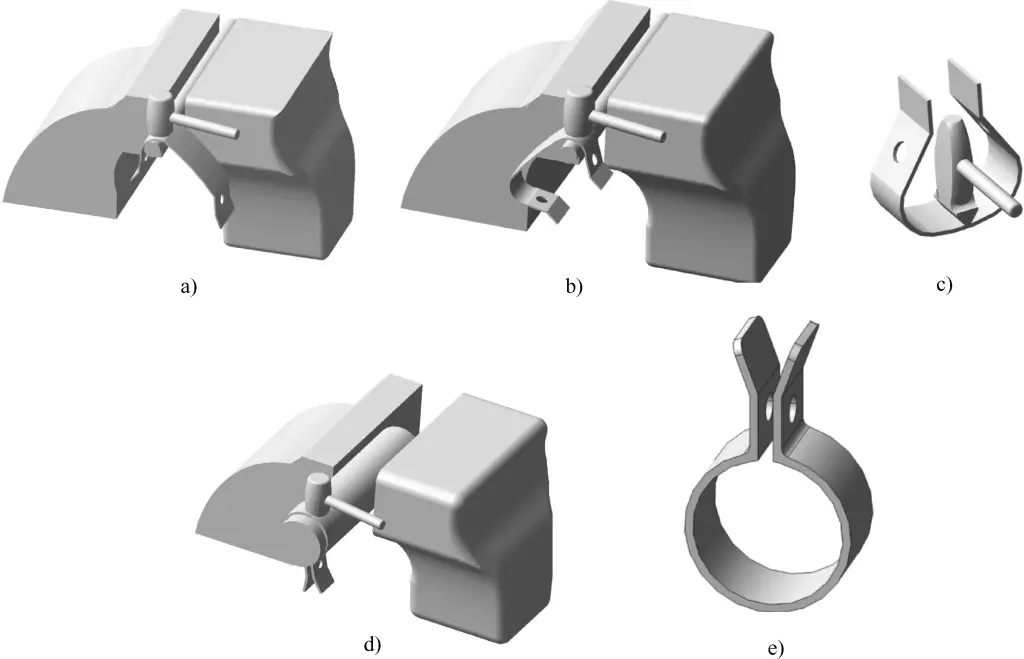
2) قبل ثني الأنبوب على الساخن، قم بحساب طول تسخين الأنبوب، وفقًا للصيغة السابقة والشكل 41.
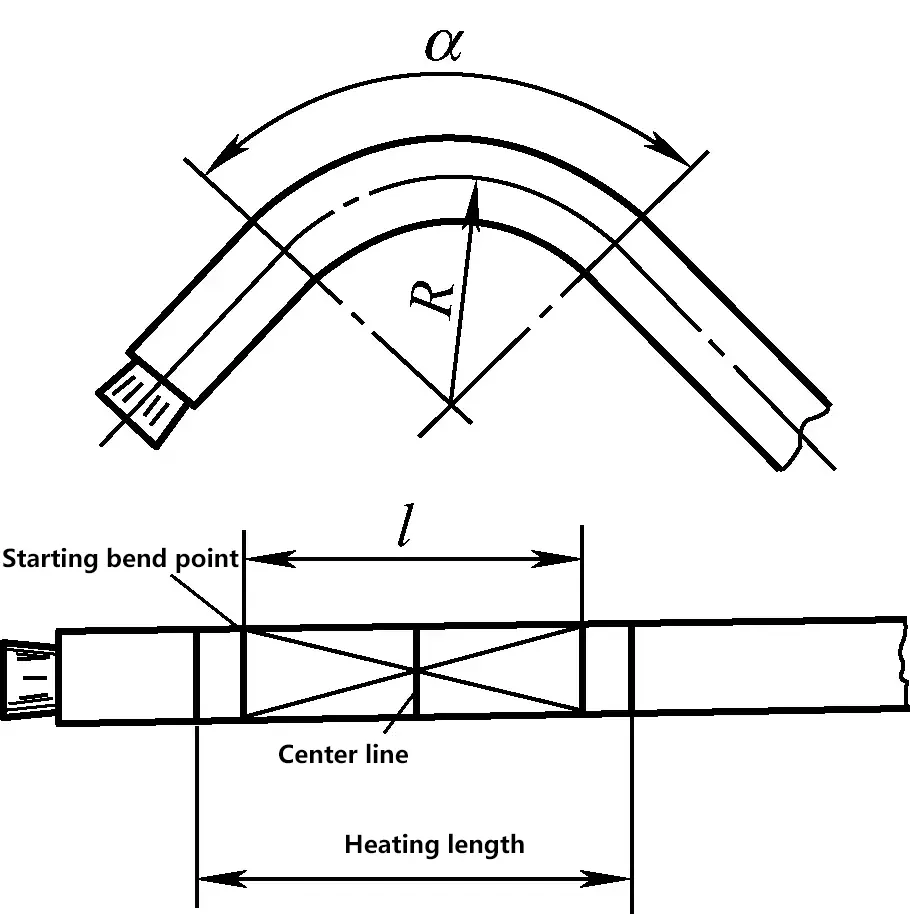
طول تسخين الأنبوب هو
l=πRαR/180°
3) بشكل عام، يتم استخدام أفران فحم الكوك للتسخين؛ بالنسبة للأنابيب التي يقل قطرها الخارجي عن φ15 مم، تكون درجة حرارة التسخين حوالي 850 ℃؛ أما بالنسبة للأنابيب التي يزيد قطرها الخارجي عن φ15 مم، فتكون درجة حرارة التسخين 950 ~ 980 ℃. يجب أن يكون التسخين بطيئًا وموحدًا. عند الوصول إلى درجة الحرارة المحددة، قم بإجراء الحفاظ على الحرارة على المدى القصير لضمان اتساق درجات حرارة الأنابيب والرمل الجاف تقريبًا.
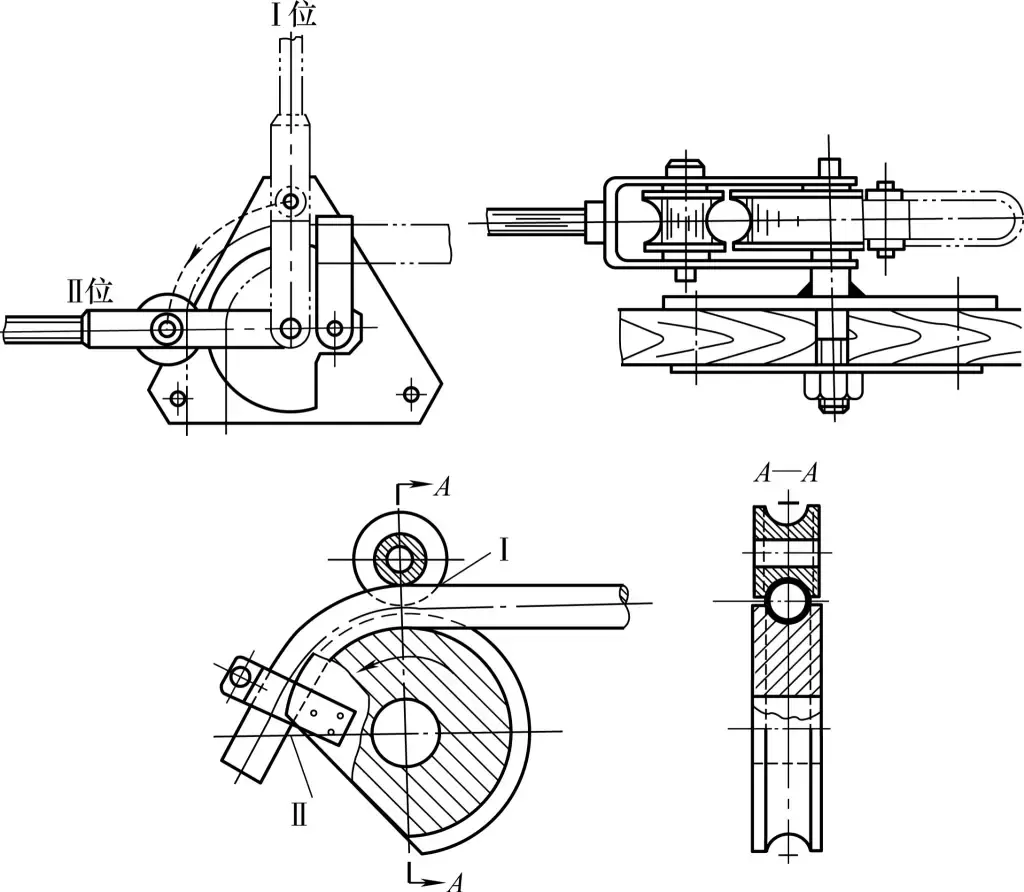
4) عملية ثني الأنابيب. كما هو موضح في الشكل 42، قم أولاً بسحب قضيب النقب إلى الموضع I، ثم أدخل الأنبوب في فتحة القالب التي شكلتها العجلة المتحركة والعجلة الثابتة، ثم قم بممارسة القوة على قضيب النقب، والانحناء من الموضع I إلى II، وثني الأنبوب إلى الزاوية المطلوبة، ثم العودة من الموضع II إلى I.
الجدول 3 أسباب الخردة في الانحناء والوقاية منها
| عيوب الانحناء | الأسباب | التدابير الوقائية |
| كسر قطعة العمل أثناء الانحناء | 1) ضعف مرونة مادة قطعة العمل; 2) تكرار الانحناء عدة مرات; 3) نصف قطر الانحناء صغير جدًا; 4) الاختيار غير الصحيح لموقع الانحناء | 1) اختيار البليت بشكل صحيح مع مرونة كافية; 2) اتبع إجراء الانحناء لتقليل تكرار الانحناء; 3) تحقق من الحد الأدنى لنصف قطر الانحناء لقطعة العمل; 4) اختيار موضع الانحناء بشكل صحيح وتحديد خط الانحناء بشكل صحيح |
| أخطاء مفرطة في الشكل والحجم بعد الانحناء | 1) خطأ في حساب حجم الفراغ; 2) موضع تشبيك الشُّغْلَة غير صحيح أو غير آمن; 3) اختيار القالب غير صحيح; 4) قوة الانحناء المفرطة أو تطبيق القوة المائلة | 1) حساب حجم الفراغ قبل الانحناء بدقة لتجنب الأخطاء الكبيرة; 2) اختر موضع التشبيك الصحيح وتأكد من التشبيك القوي دون تشويه الفراغ; 3) التحقق من شكل القالب وحجمه لمنع الاختيار غير الصحيح للقالب; 4) تطبيق ضغط الانحناء خطوة بخطوة وفقًا للإجراء ومنع تطبيق القوة المائلة |
| المسافة البادئة أو التشقق في الأنبوب بعد الثني | 1) لم يتم وضع خط اللحام عند المحور المحايد; 2) نصف قطر الانحناء صغير جدًا; 3) عدم ملء الرمل أو ضغطه داخل الأنبوب أثناء الثني على الساخن | 1) ضع خط اللحام عند المحور المحايد أثناء الثني; 2) حدد الحد الأدنى لنصف قطر الانحناء كما هو محدد; 3) استخدام الرمل لملء الأنبوب بإحكام أثناء الثني على الساخن ومحاولة الثني دفعة واحدة |







