
كيفية حساب وزن الصفائح المعدنية: المعادلات الأساسية
هل تساءلت يومًا عن كيفية حساب وزن الصفائح المعدنية بسرعة؟ تكشف هذه المقالة النقاب عن معادلة بسيطة تأخذ...
لماذا ينحني المعدن ويلتوي أثناء الإنتاج، وكيف يمكننا إصلاحه؟ تعالج عملية تقويم المعادن، بدءًا من الطرق اليدوية وحتى تقنيات اللهب الدقيقة، هذه المشكلة. تستكشف هذه المقالة الطرق المختلفة المستخدمة لتصحيح تشوهات المعادن، مما يضمن استيفاء الهياكل للمواصفات المطلوبة. من خلال القراءة، سوف تتعلم تقنيات عملية وتكتسب نظرة ثاقبة في العلم وراء تقويم المعادن. وسواءً كنت هاويًا أو محترفًا، فإن فهم هذه الأساليب سيعزز مهاراتك في مجال تشكيل المعادن.

غالبًا ما تتشوه الصفائح والمقاطع الجانبية المختلفة إلى حد ما بسبب القوى الخارجية واللحام والتسخين غير المتساوي. إذا تجاوز التشوه المواصفات الفنية، يجب تصحيحه. الاستقامة هي عملية استعادة الهندسة المشوهة إلى داخل النطاق الفني المحدد.
أسباب التشوه هي كما يلي:
خلال عملية الدرفلة، قد ينشأ عن الصلب إجهادات متبقية تسبب تشوهًا. كما يمكن أن تؤدي التناقضات في تمدد الألواح الرقيقة المدرفلة على البارد إلى حدوث تشوه.
يتعرض المعدن للتشوه عندما يتم تحرير الإجهادات المتبقية المتكونة أثناء الدرفلة من خلال القطع بالغاز؛ ويحدث التشوه أثناء لحام الفولاذ بسبب التسخين الموضعي، ويولد هذا التسخين غير المتساوي إجهاد اللحام؛ بالإضافة إلى ذلك، يمكن أن يتسبب النقل أو التخزين أو المناولة غير الصحيحة في حدوث تشوه موضعي. باختصار، أسباب التشوه في الصلب متعددة الأوجه ومعقدة.
يجب ألا يتجاوز تشوه الفولاذ التفاوتات المسموح بها، وإلا فإنه سيؤثر على ترقيم الأجزاء والقطع وخطوات المعالجة الأخرى، مما يقلل من دقة التصنيع، بل ويؤثر على التجميع الصحيح للهيكل بأكمله. لذلك، من الضروري تصحيحه لإزالة التشوه أو الحد منه ضمن النطاق المحدد.
ترد التفاوتات المسموح بها للصلب قبل الاستخدام في الجدول 6-1.
الجدول 6-1 التفاوتات المسموح بها للصلب قبل الاستخدام
| الدقة الهندسية | رسم تخطيطي مبسط | قيمة التسامح |
| الانحراف المحلي لألواح الصلب والصلب المسطح | 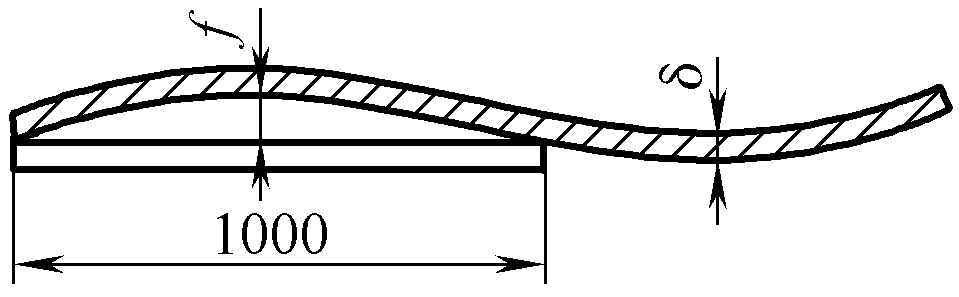 | عندما تكون δ≥14 مم، f≤1 مم؛ عندما تكون δ<14 مم، f≤1.5 مم |
| استقامة الفولاذ ذي الزاوية والقناة الفولاذية والقناة الفولاذية والعارضة I والأنابيب | 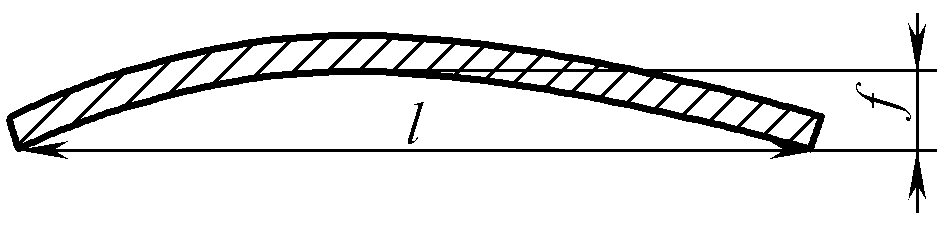 | و ≤ل/1000 ≤5 مم |
| عمودية كلا الجانبين من الفولاذ ذي الزاوية | 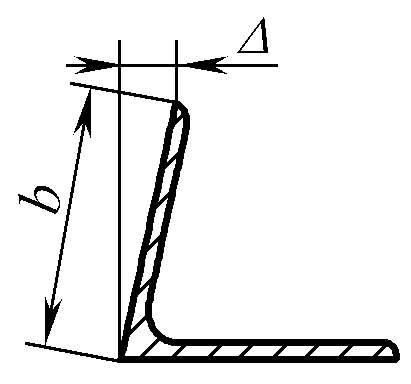 | Δب/100 |
| ميل الشفاه من شعاع I- شعاع وقناة الصلب | 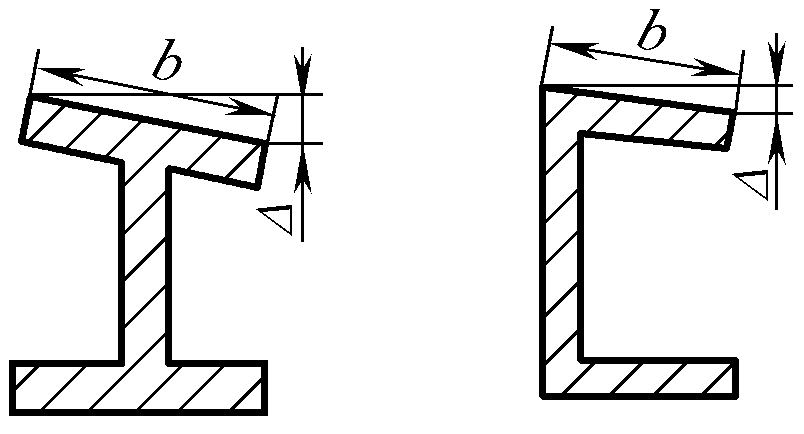 | Δ ب/80 |
التصحيح اليدوي هو مهارة أساسية يجب إتقانها في الإنتاج الفعلي. في حالة عدم وجود معدات تصحيح متخصصة، يُستخدم التصحيح اليدوي على نطاق واسع في حالة عدم وجود معدات تصحيح متخصصة، يُستخدم التصحيح اليدوي على نطاق واسع في الألواح الصغيرة الحجم، والمقاطع الجانبية والقطع المقطوعة والتشوهات الموضعية للهياكل الملحومة.
ينطوي التصحيح اليدوي الشائع على استخدام أدوات مختلفة مثل المطارق الكبيرة والمطارق والصفائح المعدنية، واستخدام طرق مثل الطرق والفتل والسحب والدفع على أجزاء محددة من قطعة العمل لتمديد وتوسيع المعدن الأكثر إحكامًا، مما يجعل أطوال الألياف في النهاية متناسقة مع كل طبقة لتحقيق الغرض من التصحيح.
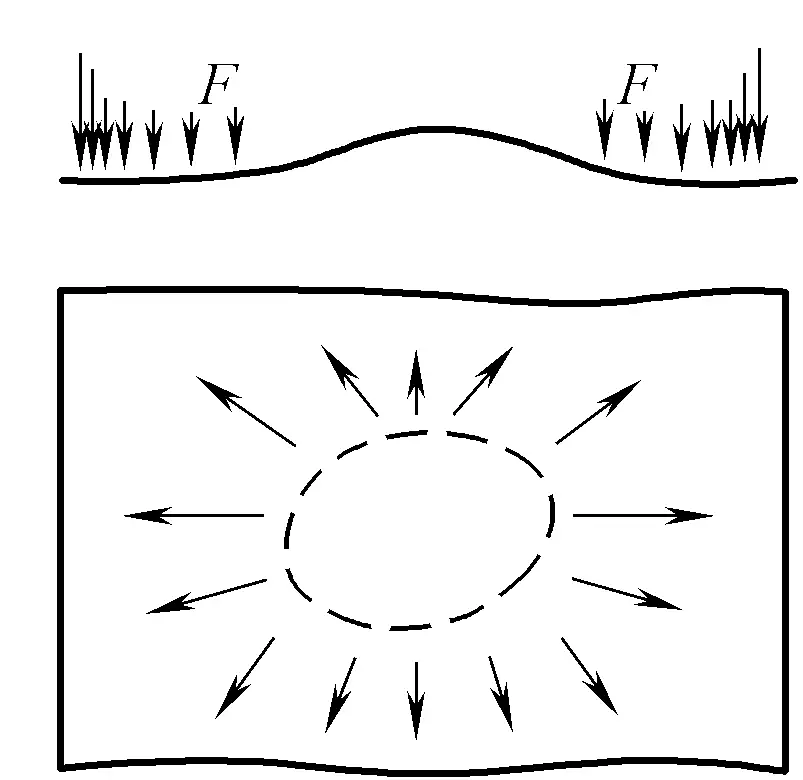
ينجم الانتفاخ الموضعي للألواح الرقيقة عن كون المادة رخوة في الوسط وضيقة حول الحواف. أثناء التصحيح، ابدأ بالطرق من حافة الانتفاخ متجهًا للخارج، مع زيادة قوة وكثافة الطرق كلما تحركت للخارج، لتمديد طبقات الألياف من الداخل للخارج بدرجات متفاوتة، مما يزيل التشوه المنتفخ تدريجيًا أثناء عملية الطرق.
إذا كان هناك العديد من الانتفاخات المتجاورة في منتصف الصفيحة الرقيقة، قم بالطرق برفق عند تقاطعات كل انتفاخ لدمجها في انتفاخ واحد، ثم قم بالطرق حولها كما هو موضح أعلاه لتسطيحها. كما هو موضح في الشكل 6-1.
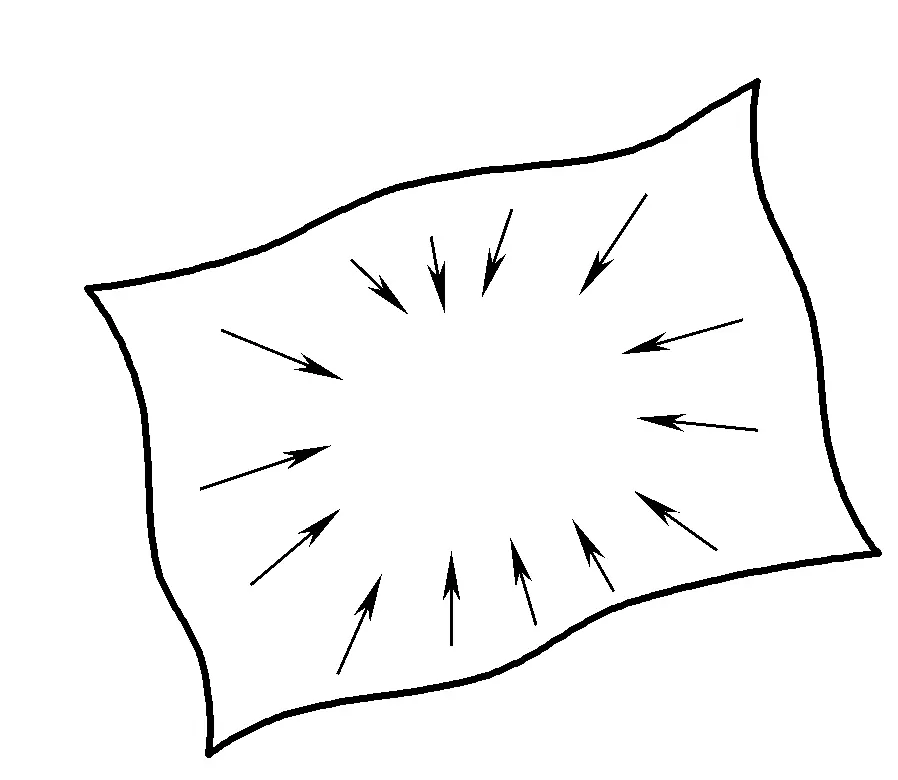
إذا كانت حواف الصفيحة الرقيقة متموجة، فهذا يشير إلى أن المادة رخوة حول الحواف وضيقة في المنتصف. أثناء التصحيح، قم بالطرق من الخارج نحو الداخل، مع زيادة القوة والكثافة تدريجيًا، لإحداث تمدد أكبر لطبقات الألياف في منتصف الصفيحة، مما يحقق التخلص من التشوه المتموج حول الحواف. كما هو موضح في الشكل 6-2.
التشوه الرئيسي في الصفائح السميكة هو تشوه الانحناء. وعادة ما تستخدم الطريقتان التاليتان للتصحيح:
1) الطرق المباشر على الانتفاخ.
يجب أن تكون قوة الطرق أكبر من نقطة خضوع الصفيحة، مما يتسبب في تعرض النتوء لضغط قسري وتشوه بلاستيكي لتسطيحه.
2) دق الجزء المقعر من النتوء.
يمكن أن يؤدي دق المنطقة المقعرة إلى استخدام قوة أقل، مما يؤدي إلى تمدد المادة في المنطقة المقعرة فقط، مما يجبر المنطقة المقعرة على الانضغاط نسبيًا، وبالتالي تحقيق الغرض من التسطيح.
يمكن أيضًا تصحيح تشوه الانحناء في الفولاذ المسطح والفولاذ ذي الزوايا والفولاذ المستدير والأنابيب المستديرة عن طريق التمدد بالمطرقة، مع وجود نقطة الطرق على الجانب المقعر من قطعة العمل (يشير السهم في الرسم البياني إلى اتجاه الطرق واتجاه امتداد المادة). كما هو موضح في الشكل 6-3.
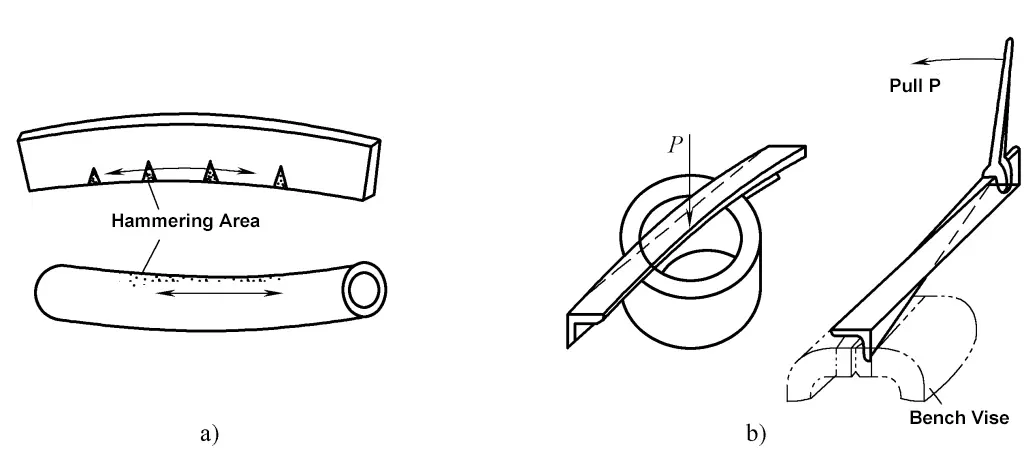
أ) التمدد بالمطرقة
ب) الانحناء والالتواء
وبالإضافة إلى ذلك، يمكن أيضًا تصحيح تشوه الانحناء والالتواء في الفولاذ المقطوع على المنصات والكتل المستديرة وملازم مقاعد البدلاء باستخدام أدوات مثل المطارق والمفاتيح الكهربائية، معتمدين على عزم الانحناء الذي تشكله القوة الخارجية المصححة لتحقيق الغرض من التصحيح.
يستخدم الاستقامة باللهب التشوه البلاستيكي الناجم عن التسخين الموضعي للمعدن لتعويض التشوه الأصلي وتحقيق الغرض من الاستقامة. أثناء عملية الاستقامة باللهب، يجب تسخين المعدن في الأجزاء الليفية الأطول من الفولاذ أو المكونات المشوهة بطريقة محكومة بلهب مركز، ليصل إلى درجة حرارة معينة للحصول على تشوه بلاستيكي انضغاطي لا رجعة فيه. بعد التبريد، يتولد إجهاد الشد في المادة المحيطة، مما يصحح التشوه.
ويتميز المعدن بخصائص التمدد والانكماش الحراري، ويمكن أن ينتج عنه تشوه مرن ولدائن تحت قوى خارجية. عند التسخين الموضعي، يتمدد الجزء المسخّن من المعدن، ولكن بما أن المعدن المحيط أكثر برودة نسبيًا، يتم إعاقة التمدد، مما يؤدي إلى انضغاط المعدن المسخّن. عندما تصل درجة حرارة التسخين إلى 600 ~ 700 درجة مئوية، يتجاوز الإجهاد حد الخضوع، مما يؤدي إلى تشوه بلاستيكي؛ وعند هذه النقطة، يزداد سمك المادة قليلاً، بينما يكون الطول أقصر مما لو كان يمكن أن يتمدد بحرية.
بالنسبة للصلب منخفض الكربون بشكل عام، عندما تصل درجة الحرارة إلى 600 ~ 650 درجة مئوية، يكون حد الخضوع قريبًا من الصفر، ويكون تشوه المادة المعدنية تشوهًا بلاستيكيًا بشكل أساسي. والآن، دعونا نشرح باستخدام مثال التسخين غير المتماثل على جانب واحد من شريط طويل.
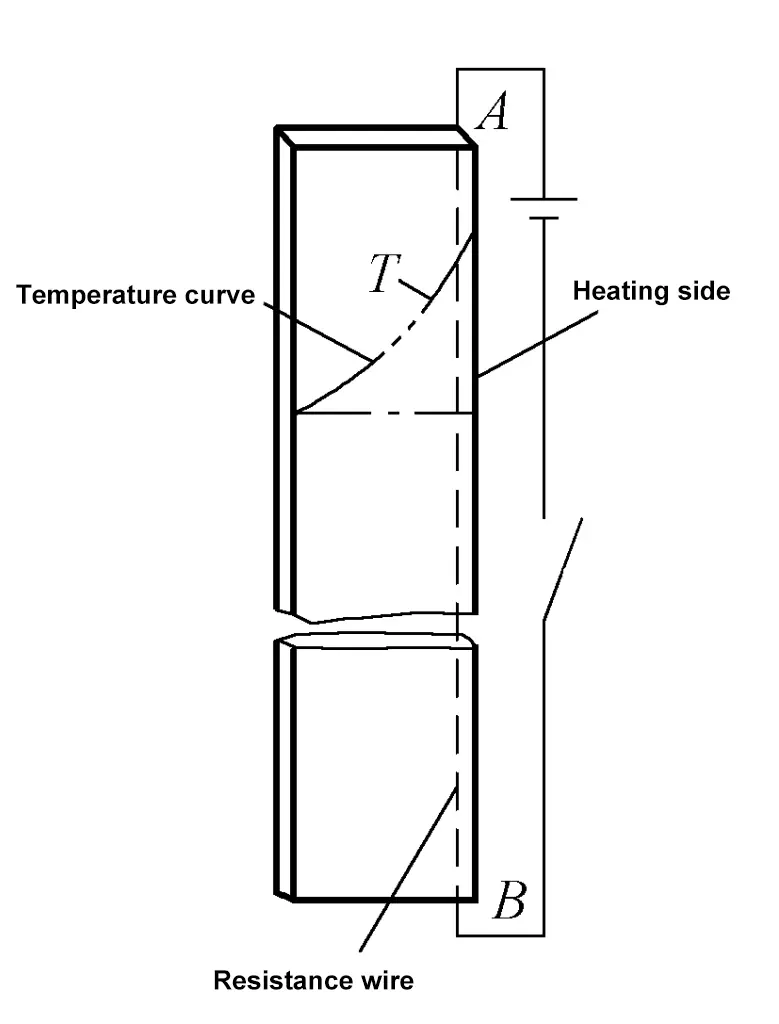
إذا تم استخدام سلك المقاومة كمصدر للحرارة لتسخين جانب واحد AB من الشريط الضيق بسرعة، بسبب سرعة التسخين السريعة، يتولد مجال حراري غير منتظم موزع بشكل غير متماثل في الشريط كما هو موضح في الشكل 6-4 (حيث T هو منحنى توزيع درجة الحرارة). يشبه هذا الوضع قطع الشرائط الضيقة من الصفيحة الفولاذية بأكملها باستخدام قاطع الغاز، أو اللحام على طول جانب واحد من الشريط.
ولتسهيل الفهم، لنفترض أن الشريط يتكون من عدة شرائط صغيرة غير متصلة ببعضها البعض ولكنها متصلة ببعضها البعض بشكل وثيق، يمكن لكل شريط صغير أن يتمدد بحرية عند درجة الحرارة المختلفة الخاصة به، مما يؤدي إلى تشوهات تشبه الدرجات عند نهايات كل شريط ضيق مطابقة لمنحنى درجة الحرارة، كما هو موضح في الشكل 6-5أ.
في الواقع، بما أن الشريط عبارة عن كل واحد، فإن المواد الموجودة في الأجزاء المختلفة تقيد بعضها البعض، وسيظهر على الشريط تشوه الانحناء على طول اتجاه الطول كما هو موضح في الشكل 6-5ب حيث ينتفخ باتجاه الجانب المسخن. ووفقًا لشروط توازن الإجهاد، يكون توزيع الإجهاد الداخلي للشريط أثناء التسخين كما هو موضح في الشكل 6-5ج (المعدن على الجانبين مضغوط، والمعدن في المنتصف مشدود).
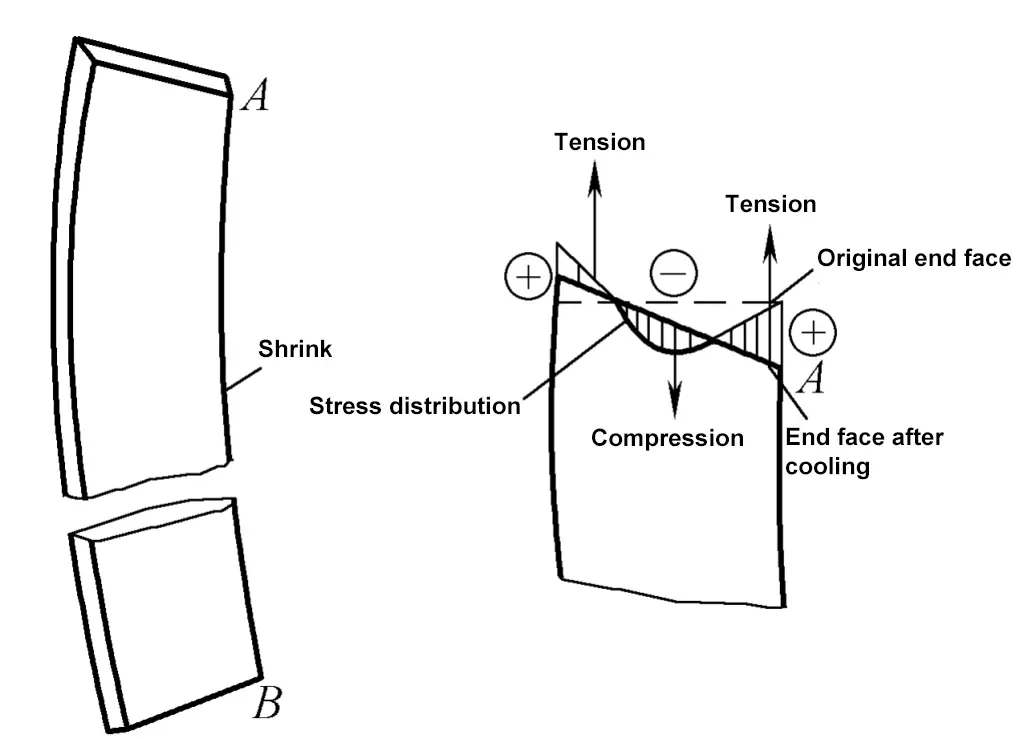
نظرًا لأن درجة الحرارة على الجانب المسخّن مرتفعة، يتجاوز الإجهاد نقطة الخضوع، مما يؤدي إلى تشوه بلاستيكي انضغاطي. عند التبريد، يعود الشريط إلى درجة الحرارة الأولية، وتنكمش الأجزاء التي تعرضت للتشوه البلاستيكي الانضغاطي أثناء التسخين، ويتبقى للشريط تشوه متبقي (الجانب المسخن مقعر)، مع توزيع إجهاد كما هو موضح في الشكل 6-6، وهو عكس الوضع أثناء التسخين، حيث يولد الجانب المسخن إجهاد شد.
هذه هي القاعدة الأساسية للتشوه الناجم عن تسخين اللهب الموضعي، وهي مفتاح إتقان تقويم اللهب.
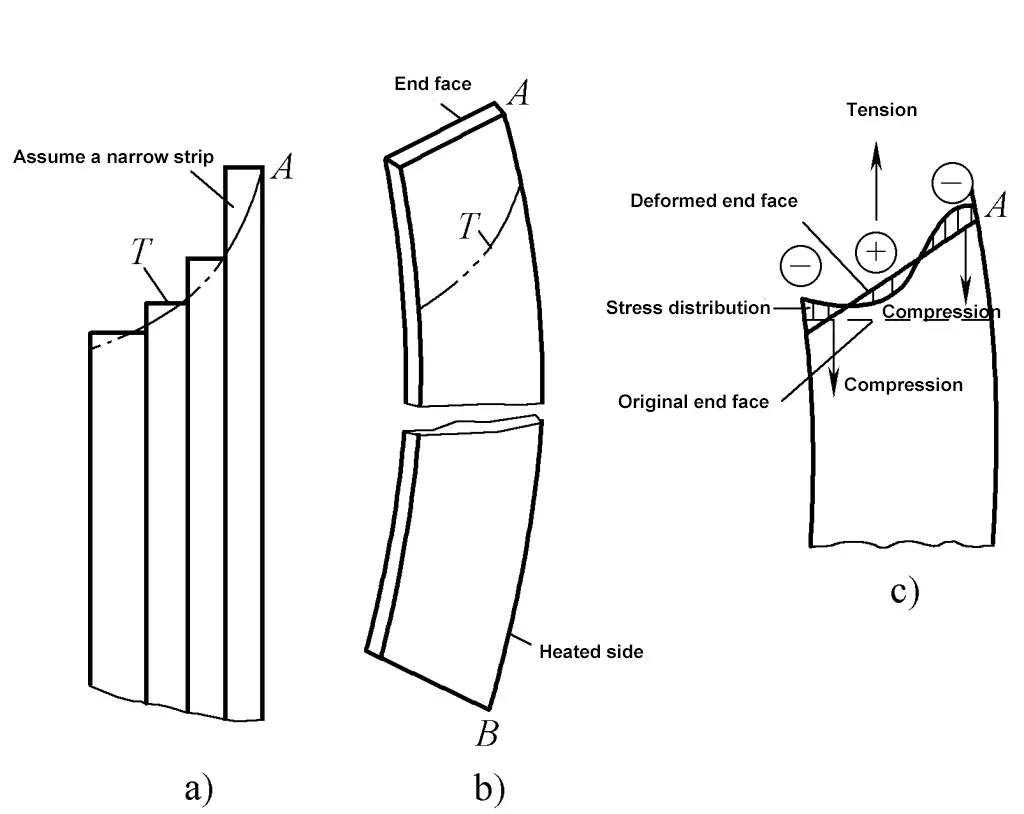
أ) التشوه التخيلي للشريط
ب) التشوه الفعلي للوجه الطرفي
ج) توزيع الإجهاد
عند إجراء التسخين الموضعي للمعدن في شكل شريطي أو دائري، يمكن تحليل أنماط الإجهاد والتشوه بالمثل.
1) يمكن أن يحقق الاستقامة باللهب قوة استقامة كبيرة، مع تأثيرات واضحة. بالنسبة للصلب منخفض الكربون، فإن تسخين 1 سم فقط 2 إلى حالة اللدونة ثم التبريد يمكن أن ينتج حوالي 24 كيلو نيوتن من قوة الاستقامة. إذا كان 0.01 م 2 من منطقة تسخين المواد على قطعة العمل تصل إلى حالة اللدونة أثناء عملية الاستقامة، وسوف تنتج 2400 كيلو نيوتن من قوة الاستقامة بعد التبريد.
ولذلك، لا يُستخدم الاستقامة باللهب فقط لمواد الصلب ولكن أيضًا على نطاق واسع لتصحيح تشوهات الهياكل الفولاذية المختلفة الأحجام والأشكال.
2) معدات تقويم اللهب بسيطة، وطرقها مرنة، وتشغيلها مريح. لا يستخدم الاستقامة باللهب في عملية إعداد المواد لتصحيح الألواح والمقاطع الفولاذية فحسب، بل يُستخدم أيضًا على نطاق واسع في تصحيح التشوهات المختلفة للهياكل المعدنية أثناء عملية التصنيع، كما هو الحال في السفن والمركبات والإطارات الثقيلة والحاويات الكبيرة وتصحيح الصناديق والعوارض وما إلى ذلك.
3) التصحيح باللهب، مثل التصحيح الميكانيكي، يستهلك أيضًا جزءًا من الاحتياطي البلاستيكي للمواد المعدنية، ويجب استخدامه بحذر في الهياكل المهمة بشكل خاص، أو المواد البلاستيكية الهشة أو الرديئة. يجب التحكم في درجة حرارة التسخين بشكل صحيح. إذا تجاوزت درجة الحرارة 850 درجة مئوية، تنمو حبيبات المعدن وتنخفض الخواص الميكانيكية؛ ومع ذلك، فإن درجة الحرارة المنخفضة جدًا ستقلل من تأثير التصحيح.
بالنسبة للمواد المعرضة للتبريد، يجب توخي الحذر عند استخدام التسخين باللهب مع التبريد بالماء.
وفقًا لشكل منطقة التسخين، هناك ثلاث طرق: التسخين النقطي والتسخين الخطي والتسخين المثلث.
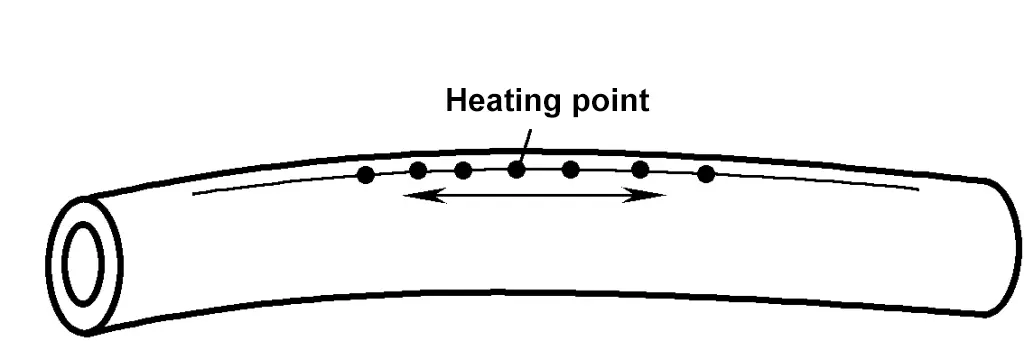
استخدم اللهب للتحرك في حلقة دائرية على قطعة الشغل، مع تسخينها بالتساوي في شكل نقطة دائرية (تُعرف عادةً باسم حلقة النار)، وتسخين نقطة أو أكثر حسب الحاجة. عند تسخين نقاط متعددة، يتم توزيعها في شكل زهر البرقوق على اللوحة، كما هو موضح في الشكل 6-7، ويتم ترتيبها في خطوط مستقيمة للمقاطع الجانبية أو الأنابيب.
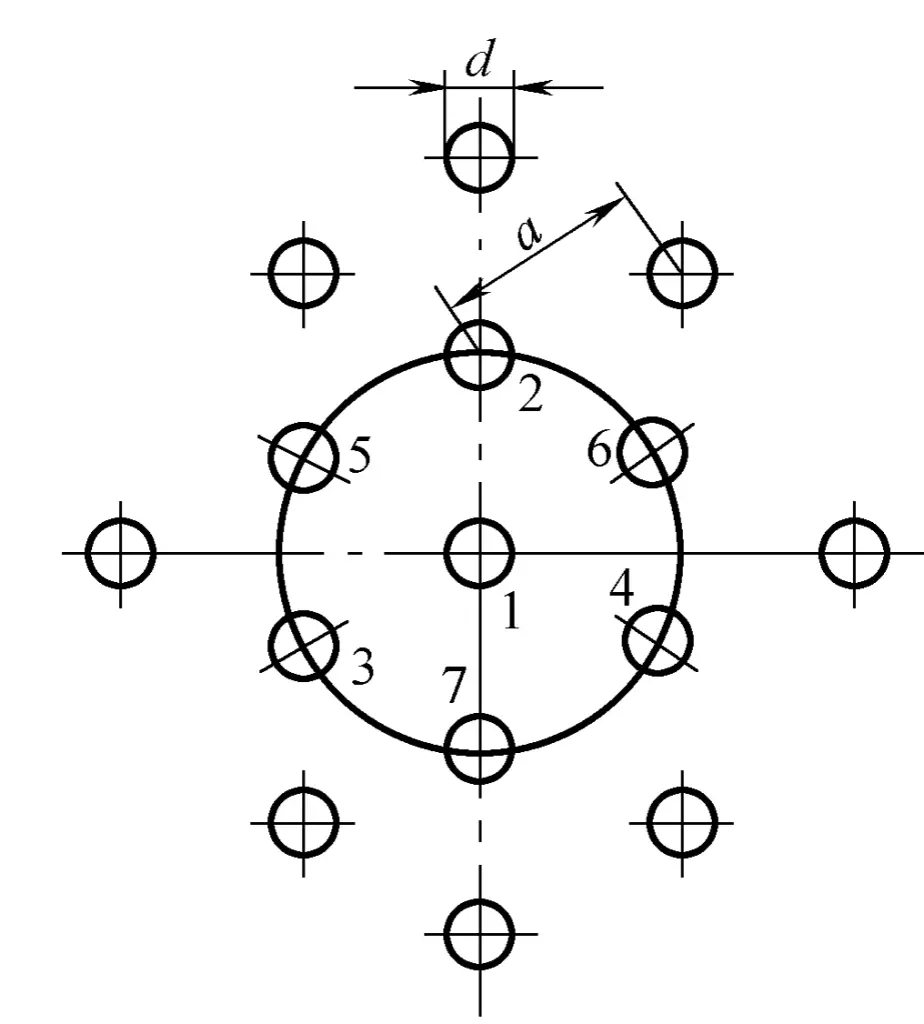
يتغير القطر d لنقطة التسخين مع سمك الصفيحة (أكبر قليلاً للألواح السميكة وأصغر قليلاً للألواح الرقيقة)، ولكن يجب ألا يقل عموماً عن 15 مم. تتناقص المسافة بين نقاط التسخين مع زيادة التشوه، وعمومًا ما بين 50 إلى 100 مم.
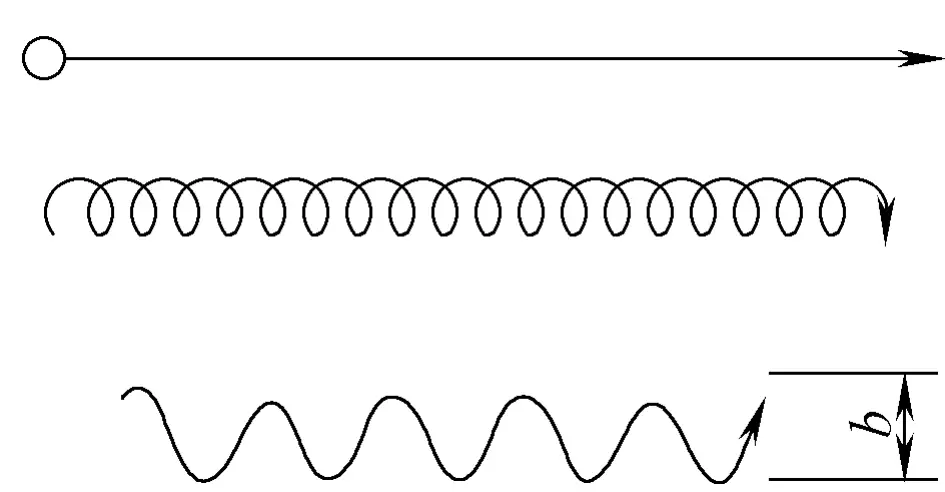
يتحرك اللهب في اتجاه مستقيم ويتأرجح جانبيًا في نفس الوقت لتشكيل منطقة تسخين شريطية بعرض معين، كما هو موضح في الشكل 6-8. أثناء التسخين الخطي، يكون الانكماش الجانبي أكبر من الانكماش الطولي، ويزداد مقدار الانكماش مع عرض منطقة التسخين، والذي عادة ما يكون 0.5 ~ 2 ضعف سمك الصفيحة، بشكل عام 15 ~ 20 مم.
يعتمد طول خط التسخين وتباعده على حجم قطعة العمل وحالة التشوه. غالبًا ما يستخدم التسخين الخطي لتصحيح الهياكل ذات الصلابة والتشوه الكبير.
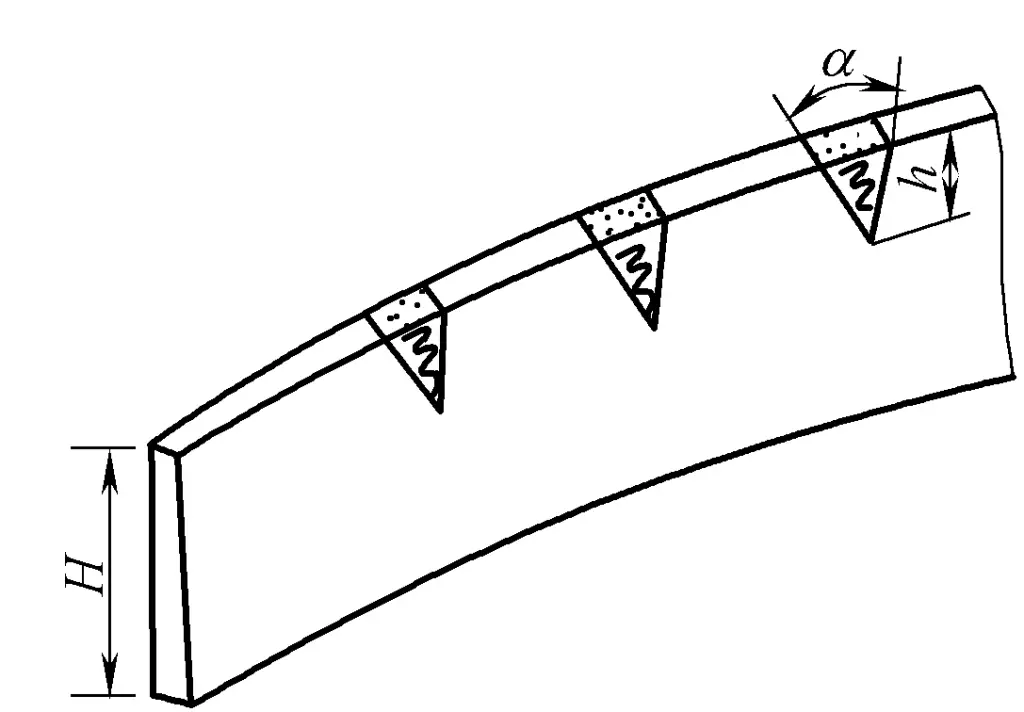
قم بتأرجح اللهب لجعل منطقة التسخين مثلثة الشكل، بحيث تكون قاعدة المثلث عند حافة الصفيحة أو المظهر الجانبي للوحة الفولاذية التي يتم تصحيحها، وتكون القمة متجهة إلى الداخل، كما هو موضح في الشكل 6-9. نظرًا لأن مساحة التسخين المثلثية كبيرة، فإن مقدار الانكماش يكون كبيرًا أيضًا، ويكون عرض التسخين على طول ارتفاع المثلث غير متساوٍ، فكلما اقتربت من حافة الصفيحة زاد الانكماش.
تُستخدم طريقة التسخين الثلاثي بشكل شائع لتصحيح التشوهات في المكونات ذات السماكة والصلابة الكبيرة. على سبيل المثال، تصحيح تشوه الانحناء في المقاطع الجانبية والعوارض الملحومة، أو تستخدم لتصحيح التشوه المتموج للحافة الحرة للوحة الفولاذية في هيكل إطار اللوحة. في هذا الوقت، تكون زاوية قمة المثلث حوالي 30 درجة. عند تصحيح المقاطع الجانبية أو العوارض الملحومة، يجب أن يكون ارتفاع المثلث من 1/2 إلى 1/3 من ارتفاع الشبكة.
غالبًا ما يستخدم تصحيح التشوه بالتسخين باللهب في تصنيع الهياكل المعدنية. لتحسين كفاءة التصحيح وجودة قطعة العمل، يجب ملاحظة النقاط التالية أثناء التشغيل:
1) فهم مادة الهيكل وخصائصه مسبقًا لتحديد ما إذا كان يمكن استخدام تصحيح اللهب أم لا، والتحكم بشكل صحيح في درجة حرارة التسخين أثناء عملية التصحيح وفقًا للمواد المختلفة لتجنب التدهور الشديد في الخواص الميكانيكية للمادة بسبب تصحيح اللهب.
2) تحليل خصائص التشوه الهيكلي، والنظر في طريقة التسخين، وموضع التسخين، وتسلسل التسخين، واختيار أفضل مخطط تسخين.
3) استخدام لهب محايد للتسخين. وإذا كان عمق التسخين الضحل مطلوباً لتجنب التشوه الزاوي الكبير، يمكن أيضاً استخدام لهب مؤكسد لزيادة سرعة التسخين.
4) عند تصحيح الصفيحة الكبيرة والمعقدة والصلب الهيكلي، قد تحدث تشوهات محلية وتشوهات كلية على حد سواء، بما في ذلك تشوهات الصفيحة والصلب الهيكلي. أثناء عملية التصحيح، ستؤثر هذه العوامل على بعضها البعض، ومن الضروري إتقان أنماط التشوهات، وتطبيقها بمرونة، وتقليل عبء عمل التصحيح، وتحسين الكفاءة، وضمان جودة التصحيح.
5) أثناء تصحيح اللهب، يمكن أيضًا تطبيق قوى خارجية على الهيكل. على سبيل المثال، يمكن أن يؤدي استخدام الوزن الذاتي للهياكل الكبيرة والأجسام الثقيلة المضافة إلى إحداث عزوم ثني إضافية، أو استخدام آلات السحب والضغط، إلى زيادة تشوه الهيكل.
باختصار، تتسم عمليات تصحيح اللهب بالمرونة والتنوع، مع عدم وجود نمط ثابت. يجب على المشغلين إتقان أنماط التشوه من خلال الممارسة، وتراكم الخبرة، وبالتالي تحقيق نتائج تصحيح أفضل.
عندما ينتفخ منتصف الصفيحة الرقيقة مع تسطيح المنطقة المحيطة بها نسبيًا، ضع الجانب المنتفخ من الصفيحة الفولاذية لأعلى على منصة، وشبك الحواف بمشابك، وقم بتسخين المنطقة المنتفخة بشكل متناظر من الخارج إلى الداخل، كما هو موضح في الشكل 6-10أ. يمكن أيضًا تصحيح هذا الانتفاخ عن طريق التسخين الخطي، مع الانتقال من حواف الانتفاخ إلى المركز، كما هو موضح في الشكل 6-10ب.
عندما تكون حواف الصفيحة الفولاذية رخوة وتشكل تشوهًا متموجًا، قم أولاً بتثبيت ثلاثة جوانب من الصفيحة الفولاذية على المنصة بمشابك، مع تركيز التشوه على جانب واحد من الصفيحة، ثم قم بالتسخين خطيًا من جانبي الانتفاخ نحو المركز، كما هو موضح في الشكل 6-10ج. يعتمد عرض خطوط التسخين وطولها وتباعدها على التشوه.
أ) تسخين نقطة الانتفاخ الأوسط
ب) تسخين على شكل خط مع انتفاخ مركزي
ج) التسخين عندما تكون الحافة مشوهة متموجة
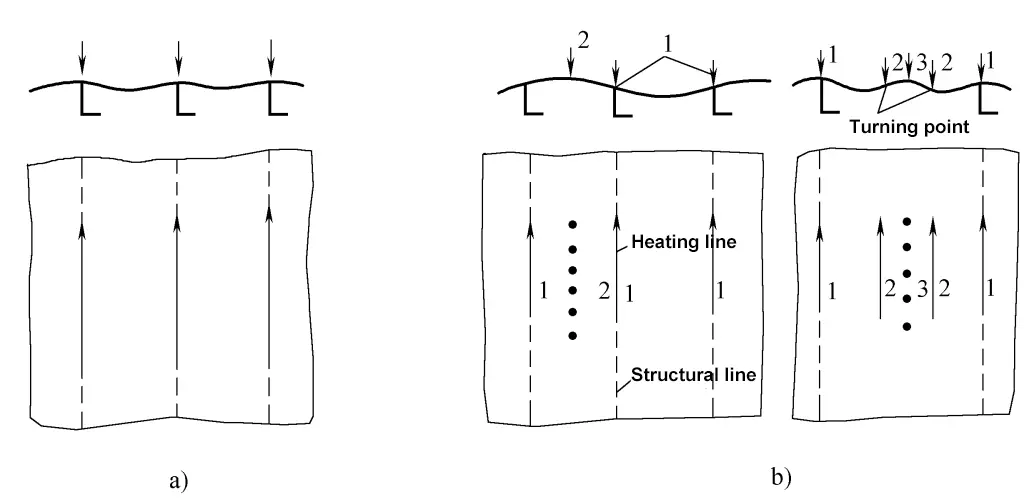
بعد الوصل التناكبي للألواح الرقيقة، غالبًا ما يحدث تشوه طولي متموج وتشوه زاوي عند اللحام. في هذا الوقت، يجب تطبيق تسخين على شكل خط على كلا الجانبين على طول اتجاه قوة اللحام لتصحيح التشوه الطولي المتموج، ثم تسخين على شكل خط قصير عمودي على اتجاه اللحام على جانبي اللحام لتصحيح التشوه الزاوي، كما هو موضح في الشكل 6-11.
التشوه الأكثر شيوعًا في الألواح السميكة هو تشوه الانحناء. وللتصحيح، ضع الجانب المحدب لأعلى على منصة، وقم بإجراء تسخين على شكل خط في أعلى نقطة، وتحكم في عمق التسخين إلى حوالي ثلث سُمك اللوحة. والغرض من ذلك هو تعويض تشوه الانحناء من خلال التشوه الزاوي الناجم عن الانكماش غير المتساوي في اتجاه سُمك الصفيحة الفولاذية. إذا اختفى تشوه الانحناء، تعود الصفيحة الفولاذية إلى التسطيح.
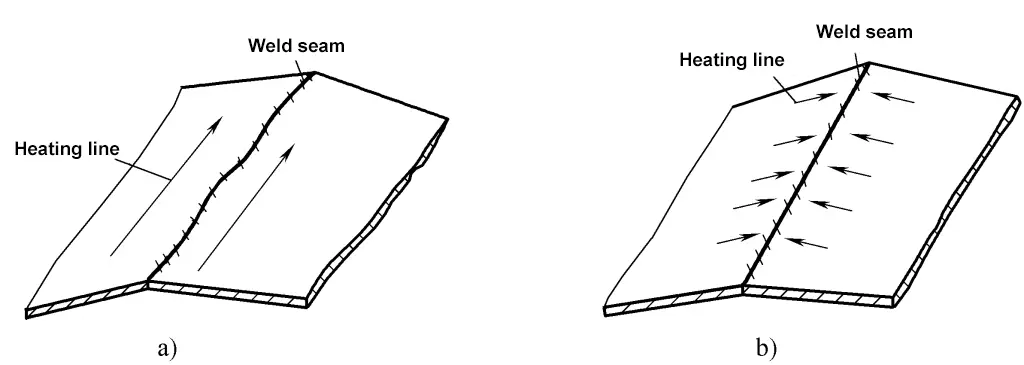
أ) تصحيح التشوه الطولي المتموج
ب) تصحيح التشوه الزاوي
إن التشوهات الأكثر شيوعًا في المقاطع الجانبية والعوارض الملحومة هي تشوهات الانحناء، ولكن في بعض الأحيان توجد أيضًا تشوهات التوائية وتشوهات زاويّة في الشفاه. يتم تصحيح الحزم على شكل حرف T ذات الانحناءات في اتجاهات مختلفة داخل مستوى الشبكة عن طريق التسخين الثلاثي على الشبكة أو التسخين الشريطي على الشفاه.
يتم تصحيح الانحناء داخل مستوى الحافة (الانحناء الجانبي) عن طريق التسخين المثلث على الجانب البارز من الحافة. يعتمد حجم وتباعد منطقة التسخين على انحراف الانحناء f، كما هو موضح في الشكل 6-12. إذا كانت الحافة بها تشوه زاوي، يجب تطبيق التسخين على شكل خط على طول الجزء الخلفي من اللحام على الحافة. استخدم خطًا واحدًا للتشوهات الطفيفة وخطين للتشوهات الرئيسية.
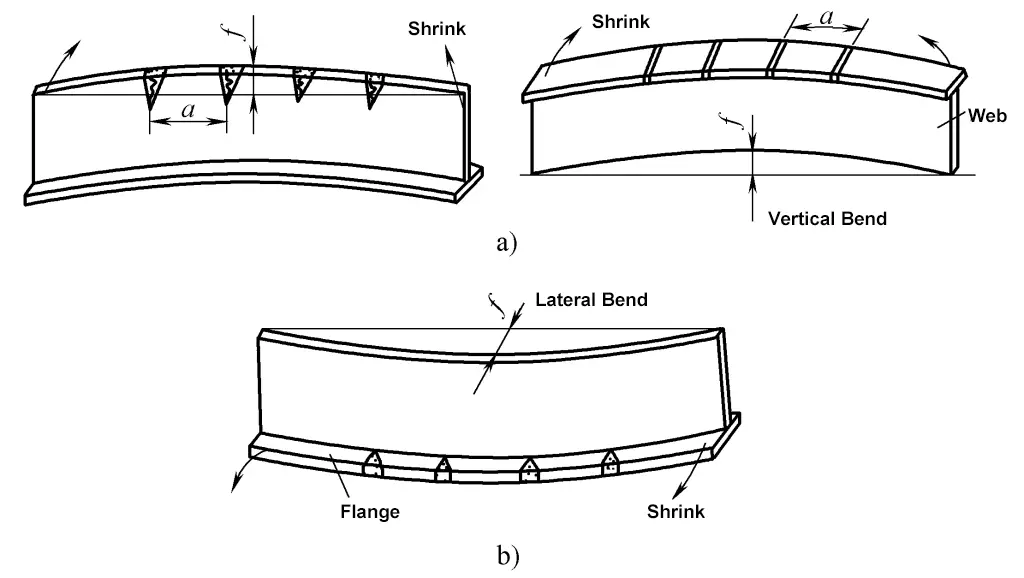
أ) الانحناء داخل مستوى الشبكة
ب) الانحناء داخل مستوى الحافة
يمكن تصحيح تشوه الانحناء للأنابيب ذات القطر الكبير والأجزاء الشبيهة بالعمود عن طريق التسخين الموضعي على الجانب البارز، كما هو موضح في الشكل 6-13.
تميل هياكل الإطارات الكبيرة المكونة من ألواح ومقاطع جانبية إلى التشوه بأشكال مختلفة بعد التجميع واللحام.
يمكن بشكل عام تصحيح التشوه الزاوي الناجم عن اللحامات الزاوية المصنوعة من الألواح والمقاطع الجانبية عن طريق التسخين الخطي على الجزء الخلفي من اللحام. عندما تكون الصفيحة سميكة أو يكون التشوه شديدًا، يمكن استخدام قوة خارجية باستخدام أدوات أثناء التسخين.
عند حدوث تشوهات موجية مقعرة ومحدبة بين المقاطع الجانبية في الشبكة، قم أولاً بإجراء تسخين خطي على الجزء الخلفي من لحام الزاوية، وقم بالتصحيح عند تقاطع النقاط المحدبة والمقعرة باستخدام تسخين خط طويل أو خط قصير أو تسخين متقاطع. إذا لم يتم التخلص من التشوه تمامًا في هذا الوقت، قم بتسخين منتصف النتوء. يظهر تصحيح تشوه الإطار في الشكل 6-14، حيث تشير الأرقام في الشكل إلى تسلسل التسخين.
أ) التشوه الزاوي البسيط
ب) تشوه الموجات المقعرة المحدبة المقعرة
عندما يكون هناك تشوه موجي مستمر في شبكات الألواح المتجاورة، يمكن إجراء التصحيح عن طريق تخطي الفواصل الزمنية. في هذه الحالة، يتأثر التشوه في شبكة اللوحة الوسطى بكلا الجانبين، مما يمكن أن يقلل من مقدار أعمال التصحيح.
إن تصحيح تشوهات هيكل الإطار المعقد أمر صعب ويتطلب خبرة عملية غنية وتقنيات ماهرة. بشكل عام، يجب تصحيح تشوه الإطار أولاً، يليه تشوه الصفيحة الفولاذية. عندما تكون الإطارات القوية والضعيفة متجاورة، يجب تصحيح الإطار القوي أولاً، يليه الإطار الضعيف.
إذا كانت الإطارات ضعيفة نسبيًا، يمكن إجراء تصحيح اللوحة والإطار بالتناوب. عندما يختلف سُمك اللوحة، يجب تصحيح اللوحة السميكة أولاً، تليها اللوحة الرقيقة. عند تصحيح جزء معين من التشوه، ضع في اعتبارك التأثير على الأجزاء المجاورة والهيكل الكلي، وانتبه إلى متطلبات التجميع للعملية التالية.
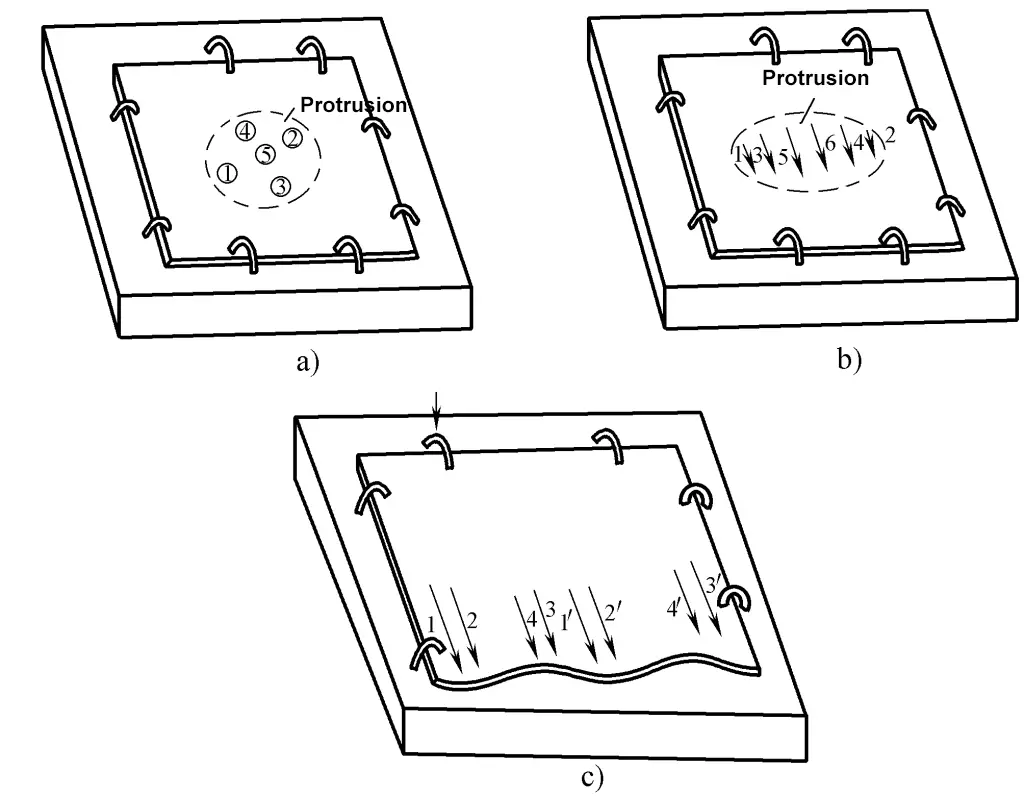
تكون الحواف الحرة للإطار ومحيط كل ثقب على الصفيحة عرضة للثنيات المتموجة الشديدة. وفي هذه الحالة، يجب تصحيح الإطار المحيط بالفتحة أولاً، ثم استخدام طريقة التسخين الثلاثي لتصحيح التشوه الموجي على طول الإطار أو حافة الثقب، كما هو مبين في الشكل 6-15.
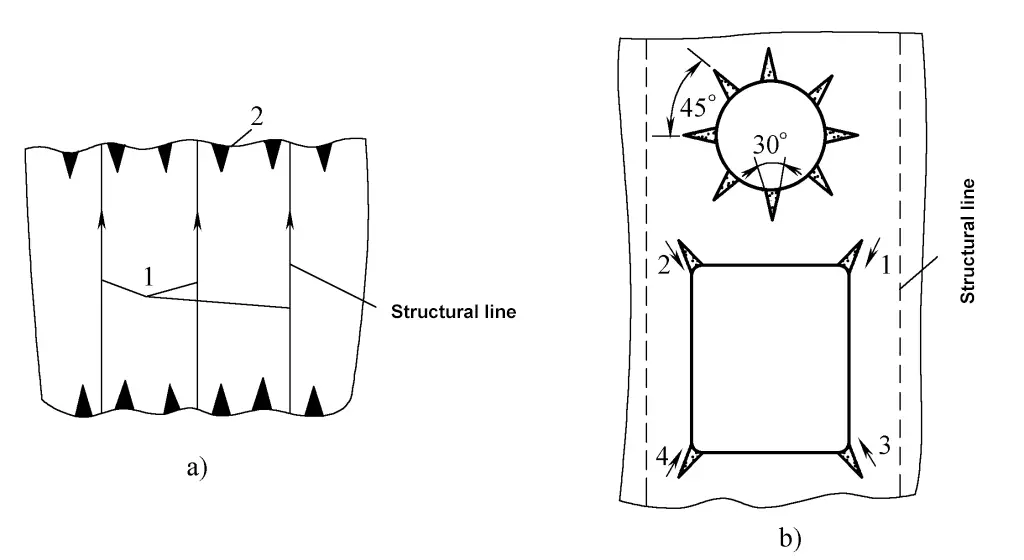
أ) تصحيح الحافة الحرة للإطار
ب) التصحيح حول الحفرة
غالبًا ما تظهر على الهياكل المعدنية الكبيرة (مثل مقاطع بدن السفينة وحوامل التجميع) تشوهات اعوجاجية عامة كما هو موضح بالخطوط المتقطعة في الشكل 6-16 بعد اللحام، كما يتغير عرض المقاطع أيضًا. في هذا الوقت، يمكن وضع المقاطع على عوارض (مع وضع العوارض بالقرب من جوانب المقطع، وترك الوسط معلقًا)، وتوضع الأجسام الثقيلة في منتصف المقطع، ثم يتم تطبيق التسخين الخطي في المواضع الموضحة في الشكل 6-16.
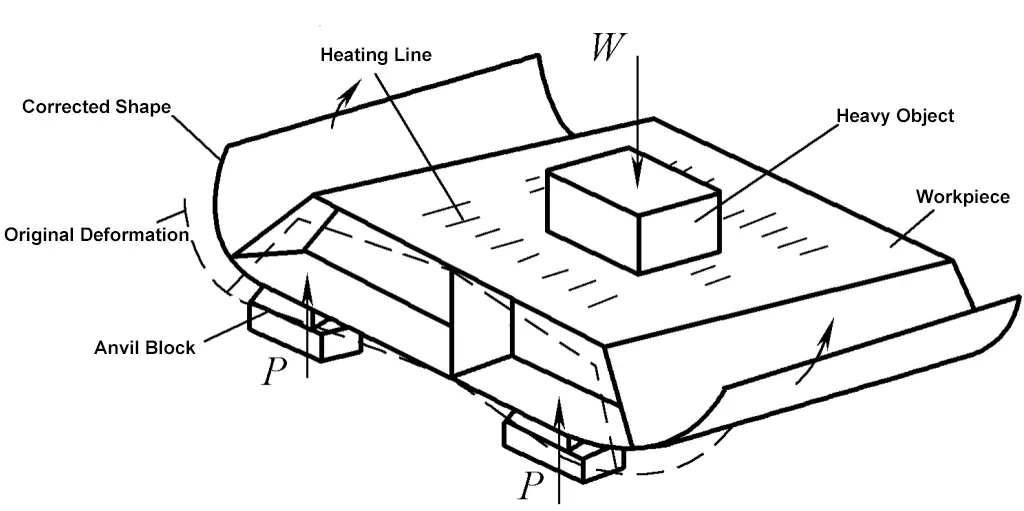
يمكن أن يؤدي الانحناء الإضافي الناجم عن الوزن الذاتي للمقطع والأجسام الثقيلة إلى تعزيز تأثير تصحيح اللهب بشكل كبير. عندما يكون المقطع به تشوه اعوجاج معاكس، يتم بعد ذلك قلبه 180 درجة ووضعه رأسًا على عقب على العوارض لتصحيحه.
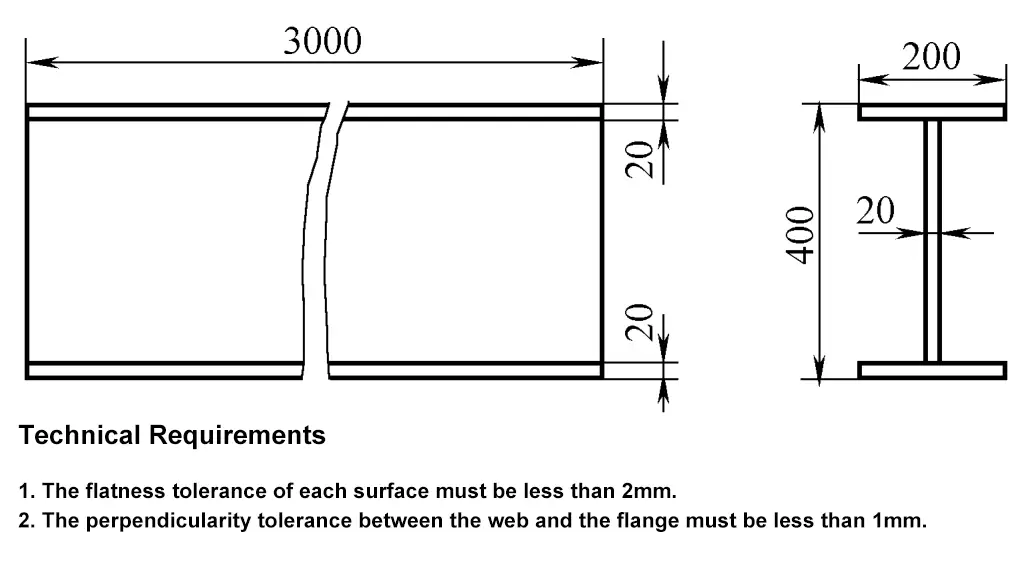
يظهر مخطط قطعة عمل التصحيح في الشكل 6-17.
1) إعداد أدوات التسخين، ومعدات الشعلة (H01-20)، وأسطوانة الأكسجين، وأسطوانة الأسيتيلين، ومخفض الضغط، إلخ.
2) إعداد منصة بحجم 2000 مم × 3000 مم.
3) تجهيز الأدوات مثل مسامير الشد، ومسامير الضغط، وألواح الضغط، والمفاتيح القابلة للتعديل، والمطارق الثقيلة، إلخ.
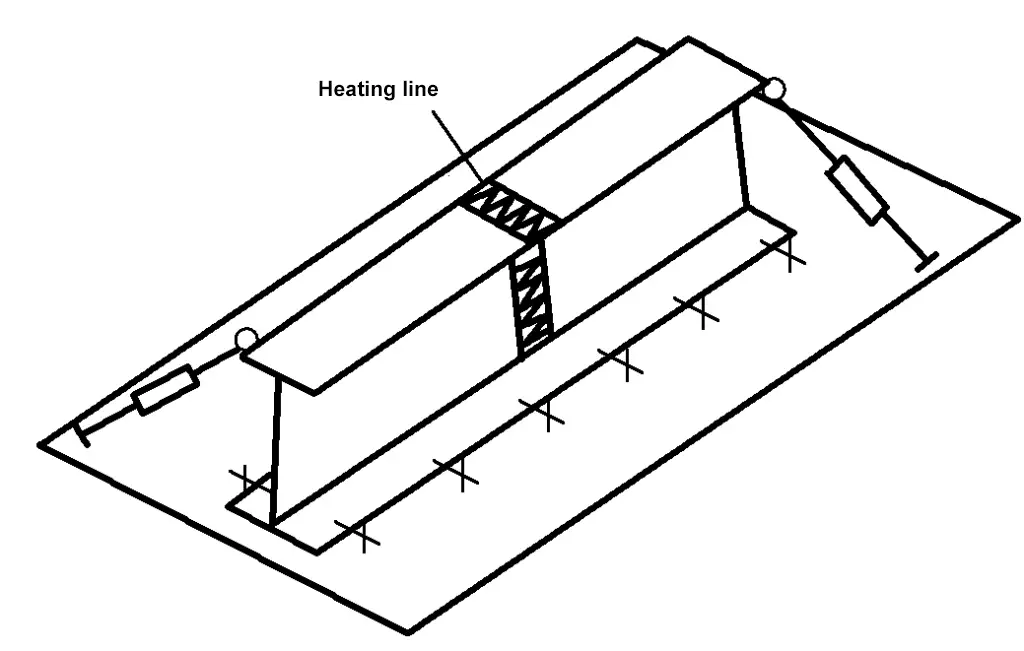
يتميز شعاع I-beam بصلابة عالية، بالإضافة إلى أنه يتطلب درجة حرارة تسخين أعلى قليلاً (750 ~ 800 ℃)، يحتاج التصحيح أيضًا إلى مساعدة قوة خارجية. أولاً، قم بتثبيت العارضة I-beam على المنصة وشدها قطريًا عند كلا الطرفين بمسامير شد، ثم قم بتسخين الحافة العلوية في منتصف العارضة. إذا كان الالتواء شديدًا، يمكن أيضًا تطبيق الحرارة على الشبكة الوسطى.
بعد التسخين، أحكم ربط قضبان البراغي لتطبيق قوة خارجية لتصحيح الالتواء. إذا لم تكن عملية التسخين مرة واحدة كافية لتصحيح الالتواء بالكامل، كرر عملية التصحيح، ولكن حاول ألا تتداخل مواضع التسخين مع المواضع السابقة. بالنظر إلى أن الالتواء هو تشوه شامل، يجب أن تكون مواضع التسخين موزعة دائمًا بشكل متماثل. كما هو موضح في الشكل 6-18.
ينقسم تشوه الانحناء في العارضة I-beam إلى قوس رأسي (الانحناء داخل مستوى الشبكة) وانحناء جانبي (الانحناء داخل مستوى الحافة). يمكن إجراء تصحيح كل من القوس الرأسي والانحناء الجانبي للحزمة I-beam باستخدام طريقة التسخين الثلاثي. يجب أن تكون مواضع التسخين على الجانب الخارجي للجزء المنحني من قطعة العمل ويجب أن تكون موزعة بالتساوي. لتصحيح الانحناء العمودي، قم بتسخين الشبكة بشكل أساسي كما هو موضح في الشكل 6-19أ. لتصحيح الانحناء الجانبي، قم بتسخين الشفة فقط كما هو موضح في الشكل 6-19ب.
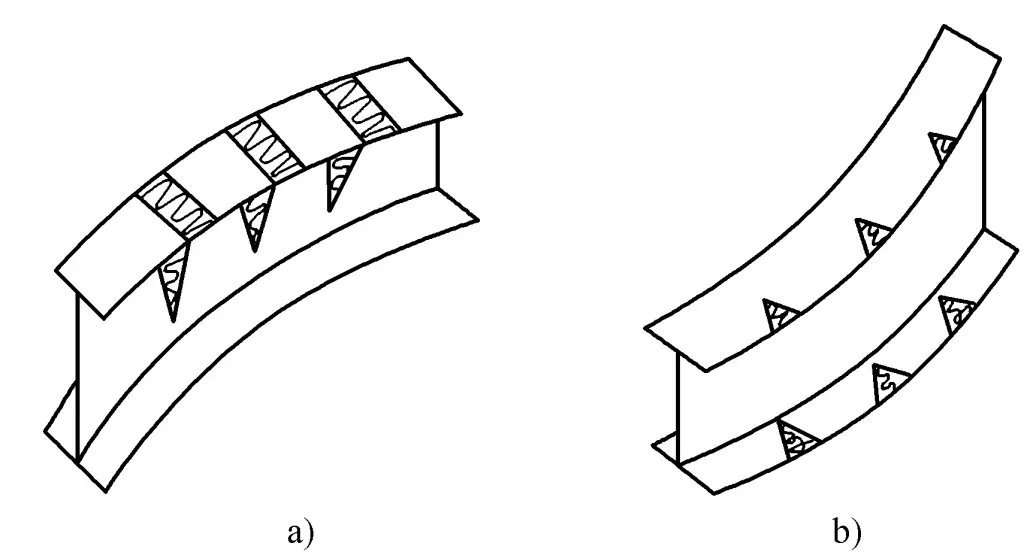
أ) تصحيح التقوس العمودي
ب) تصحيح الانحناء الجانبي
يجب أن تتوافق جودة العوارض الملحومة المصححة على شكل حرف I مع المواصفات الواردة في "جدول الانحرافات المسموح بها للصلب قبل الاستخدام".







