
اللحام بالقوس المغمور: الإعداد والتقنيات الرئيسية
هل أنت مستعد للارتقاء بمستوى اللحام باستخدام اللحام بالقوس المغمور (SAW)؟ هذه التقنية التي تشتهر بكفاءتها وفعاليتها...
هل تساءلت يوماً ما الذي يجعل الجسور وناطحات السحاب وحتى سيارتك متماسكة؟ اللحام هو السر وراء هذه الإنشاءات القوية. ستزيل هذه المقالة الغموض عن اللحام من خلال شرح تقنياته وتطبيقاته المختلفة. ستتعرف على كيفية عمل طرق اللحام المختلفة وسبب أهميتها في الصناعات التي تتراوح من البناء إلى تصنيع السيارات. تعمق في اكتشاف عالم اللحام الرائع وفهم التكنولوجيا التي تشكل عالمنا الحديث.

اللحام هو طريقة معالجة تحقق الترابط الذري لقطع العمل من خلال التسخين أو الضغط أو كليهما مع أو بدون مواد حشو. لذلك، فإن اللحام هو طريقة معالجة تربط الأجزاء المعدنية المنفصلة في كل لا ينفصل. يُستخدم الضغط لكسر طبقة الأكسيد أو طبقات الامتزاز الأخرى على سطح الربط ولإحداث تشوه بلاستيكي لسطح التلامس، وبالتالي توسيع منطقة التلامس.
عندما يكون التشوه كافيًا، يمكن أيضًا تشكيل الترابط الذري بشكل مباشر، مما يؤدي إلى تكوين مفصل قوي؛ حيث إن التسخين الموضعي يسخن منطقة التوصيل إلى حالة بلاستيكية أو منصهرة، مما يحفز ويعزز طاقة الذرات، وبالتالي تشكيل وتطوير مفصل قوي من خلال الانتشار والتبلور وإعادة التبلور.
قبل استخدام اللحام على نطاق واسع، كانت الطريقة الرئيسية للتوصيل غير القابل للفصل هي التثبيت. وبالمقارنة مع التثبيت، يتميز اللحام بخصائص توفير المعدن، والإنتاجية العالية، والاكتناز الجيد، وظروف التشغيل الجيدة، وسهولة الميكنة والأتمتة. ولذلك، فقد حل اللحام الآن بشكل أساسي محل التثبيت.
هناك العديد من طرق اللحام، والتي يمكن تقسيمها إلى ثلاث فئات رئيسية: اللحام بالانصهار، واللحام بالضغط، واللحام بالنحاس، بناءً على خصائص عملية اللحام.
اللحام الاندماجي هو طريقة يتم فيها تسخين وصلة قطعة العمل إلى حالة الانصهار دون استخدام ضغط لإكمال اللحام. واعتمادًا على مصدر الحرارة، فإن هذا النوع من طريقة اللحام يشمل اللحام بالغاز واللحام بالقوس واللحام بالقوس واللحام الكهربائي واللحام بالليزر واللحام بالشعاع الإلكتروني واللحام بقوس البلازما، إلخ.
اللحام بالضغط هي طريقة يجب فيها تطبيق الضغط على قطعة العمل (مع أو بدون تسخين) أثناء عملية اللحام لإكمال اللحام. وتشمل الطرق التي تنتمي إلى هذه الفئة اللحام بالمقاومة, اللحام بالاحتكاكواللحام بالموجات فوق الصوتية، واللحام بالضغط البارد، إلخ.
تستخدم عملية اللحام بالنحاس مادة معدنية ذات درجة انصهار أقل من المادة الأساسية كمعدن حشو. يتم تسخين قطعة العمل ومعدن الحشو إلى درجة حرارة أعلى من درجة انصهار معدن الحشو ولكن أقل من درجة انصهار المادة الأساسية. يبلل معدن الحشو السائل المادة الأساسية، ويملأ فجوة الوصلة وينتشر مع المادة الأساسية لتحقيق توصيل قطع العمل. تشمل الطرق التي تنتمي إلى هذه الفئة اللحام بالنحاس الصلب واللحام بالنحاس اللين.
يشير مصطلح اللحام إلى طريقة معالجة تحقق الترابط الذري لقطع العمل عن طريق التسخين أو الضغط أو كليهما مع أو بدون مواد حشو.
هناك العديد من أنواع لحام المعادن. واستنادًا إلى خصائص المعادن الفيزيائية أثناء اللحام، يتم تقسيمها إلى ثلاث فئات رئيسية: اللحام بالانصهار واللحام بالضغط واللحام بالنحاس. حاليًا، اللحام بالانصهار هو الأكثر استخدامًا على نطاق واسع.
اللحام الاندماجي هو طريقة لحام تستخدم التسخين الموضعي لتسخين وصلة قطع العمل إلى حالة الانصهار دون استخدام الضغط.
يتم تصنيف اللحام الاندماجي وفقًا لنوع مصدر الحرارة المستخدم: اللحام القوسي (باستخدام قوس اللحام كمصدر للحرارة)، واللحام بقوس البلازما (باستخدام قوس البلازما كمصدر للحرارة)، واللحام بالخبث الكهربائي (باستخدام حرارة المقاومة للخبث المنصهر كمصدر للحرارة)، واللحام بالشعاع الإلكتروني (باستخدام شعاع الإلكترون كمصدر للحرارة)، واللحام بالليزر (باستخدام الليزر كمصدر للحرارة)، واللحام بالغاز (باستخدام اللهب كمصدر للحرارة)، إلخ. ومن بين هذه الوسائل، اللحام بالقوس هو الأكثر استخدامًا.
اللحام بالقوس هو طريقة لحام انصهار تستخدم القوس كمصدر للحرارة. وتشمل الأنواع الشائعة من اللحام بالقوس اللحام بالقوس المعدني المحمي, اللحام بالقوس المغمورواللحام بالقوس المحمي بالغاز.
اللحام بالقوس المعدني المحمي هو أحد أقدم طرق اللحام بالقوس المعدني التي تم تطويرها ولا تزال تستخدم على نطاق واسع. وهو يستخدم قضيب لحام كقطب كهربائي ومعدن حشو، والقوس المتولد بين طرف قضيب اللحام وقطعة العمل كمصدر للحرارة للحام.
أثناء اللحام، يقوم القوس بتسخين طرف قضيب اللحام والمنطقة الموضعية من قطعة العمل إلى حالة منصهرة. يشكل الطرف المنصهر لقضيب اللحام قطرات تندمج مع المادة الأساسية المنصهرة لتكوين حوض اللحام. وبينما يتحرك القوس إلى الأمام، يبرد المعدن المنصهر في حوض اللحام تدريجياً ويتصلب لتشكيل خط اللحام. يوضح الشكل 1 رسم تخطيطي لعملية اللحام بالقوس المعدني المحمي.
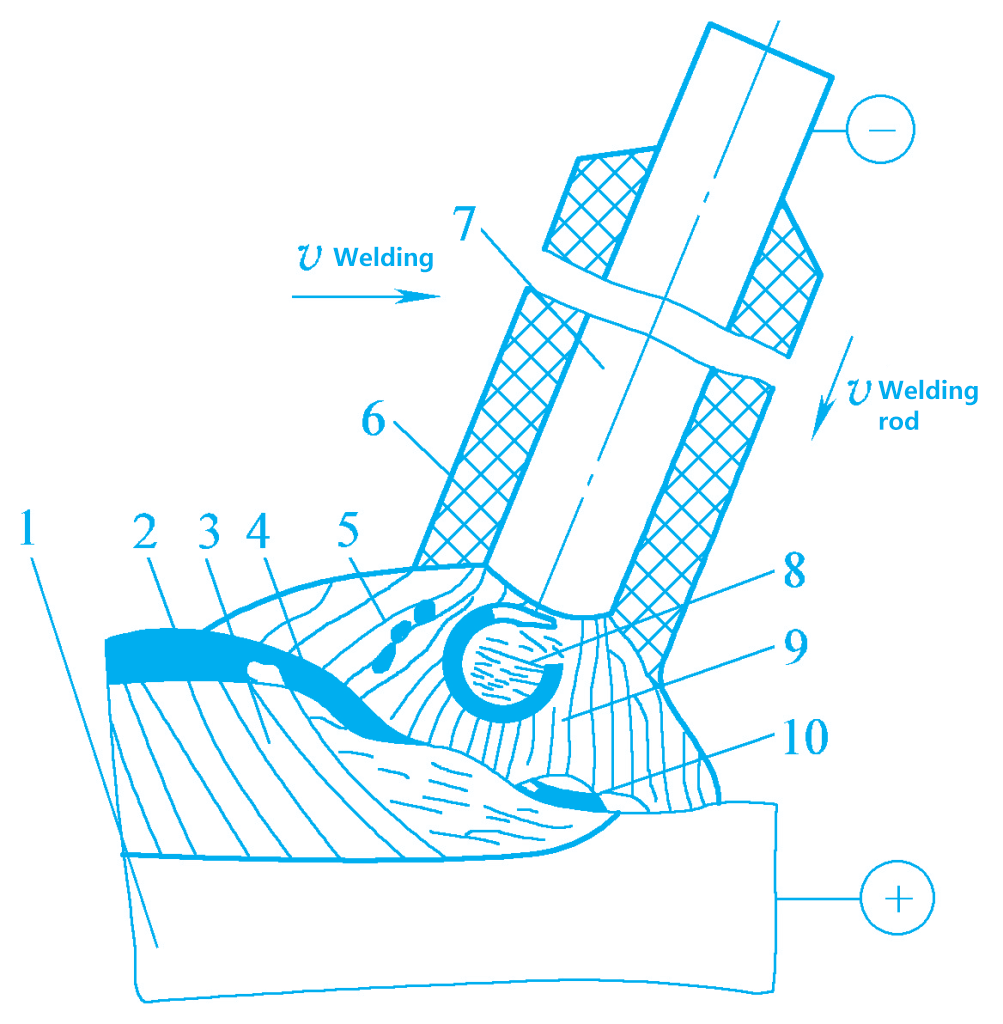
1-المعدن القاعدي
2-قذيفة سلاج 2
3 لحام 3 لحام
4-الخبث المنصهر
5-طبقة الغازات الواقية
6-طلاء قضبان اللحام 6-طلاء قضبان اللحام
7-جزء اللحام الأساسي
8-القطرات
9-أرك
10-مجمع اللحام 10
إن المعدات المستخدمة في اللحام بالقوس المعدني اليدوي بسيطة، والطريقة سهلة ومرنة، ولديها قدرة قوية على التكيف. يمكن استخدامها للحام في أوضاع مختلفة في ظروف مختلفة. شكل المفصل وشكل اللحام وطوله غير محدود، ولكنه يتطلب مهارات فنية عالية من عامل اللحام، وتعتمد جودة اللحام إلى حد ما على المهارات التشغيلية للحام.
بالإضافة إلى ذلك، يتميز اللحام بالقوس المعدني اليدوي بظروف عمل سيئة وإنتاجية منخفضة. وهي مناسبة بشكل أساسي لإنتاج قطعة واحدة أو دفعة صغيرة وهي مناسبة للحام قطع العمل بسماكة من 3 إلى 20 مم. لا يمكن للمعادن النشطة (مثل التيتانيوم والنيوبيوم وغيرها) والمعادن الحرارية (مثل التنتالوم والموليبدينوم وغيرها) استخدام اللحام بالقوس المعدني اليدوي.
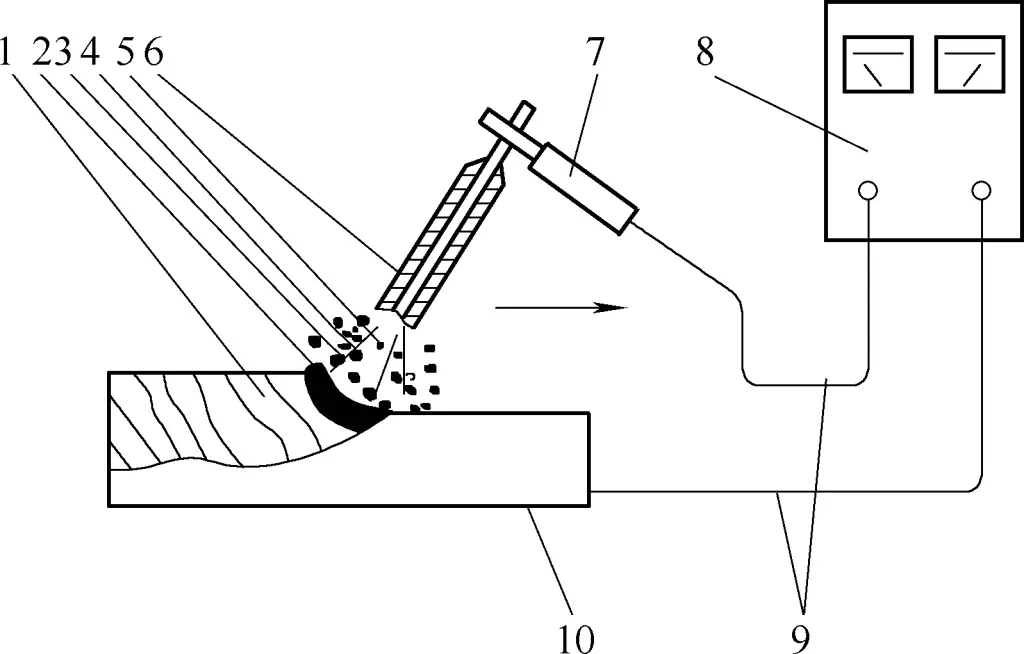
يشير اللحام بالقوس المغمور إلى طريقة لحام القوس حيث يحترق القوس تحت طبقة من التدفق. أثناء اللحام، يتم إكمال اشتعال القوس وتغذية السلك وحركة القوس على طول خط اللحام تلقائيًا بواسطة المعدات.
تظهر عملية تشكيل اللحام القوسي المغمور في الشكل 2. أثناء اللحام، تلامس نهاية سلك اللحام قطعة الشغل، ثم يتم فتح قمع التدفق، ويتم رش طبقة من التدفق بسمك 30 ~ 50 مم على منطقة اللحام في قطعة الشغل. بعد التنشيط، يتم سحب سلك اللحام لأعلى لإشعال القوس.
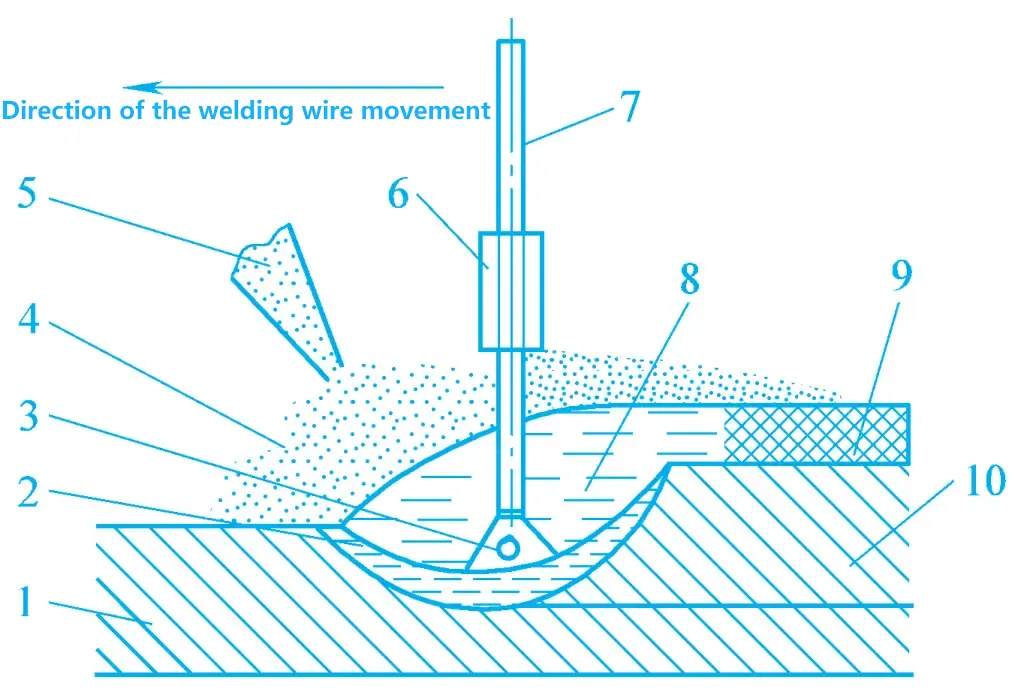
1-قطعة العمل (المادة الأساسية)
2-المسبح المنصهر
3-القطرات
4-فلوكس 4
5-قمع التدفق 5-التدفق
6-إرشادات الاتصال
7-سلك اللحام 7 - سلك اللحام
8-سلاج
9-قذيفة السلاج
10 - اللحام
يولد احتراق القوس تحت طبقة التدفق حرارة، والتي تذيب المادة الأساسية والتدفق الحبيبي بالقرب من القوس لتكوين خبث. يدفع الغاز ذو درجة الحرارة المرتفعة الناتج الخبث جانبًا لتشكيل فقاعة خبث مغلقة. وتمنع فقاعة الخبث، بتوترها السطحي، الهواء من دخول حوض اللحام بشكل فعال وتمنع بشكل فعال تناثر القطرات. يعزل التدفق غير الذائب القوس عن الهواء الخارجي، مما يقلل من فقدان حرارة القوس.
بينما يتحرك القوس للأمام، فإنه يذيب باستمرار سلك اللحام المغذّى ومعدن المادة الأساسية والتدفق أمامه. يبرد المعدن السائل الموجود خلف حوض اللحام تدريجيًا ويتصلب من الحواف لتشكيل اللحام، ويتصلب الخبث السائل أيضًا لتشكيل غلاف خبث يغطي سطح اللحام. يتم حماية المعدن الموجود عند اللحام بواسطة كل من طبقة التدفق وفقاعة الخبث، مما يؤدي إلى فقدان حرارة منخفض واختراق عميق.
بالمقارنة مع اللحام بالقوس المعدني اليدوي، يتميز اللحام بالقوس المغمور بمزايا سرعة اللحام السريعة، وكفاءة الإنتاج العالية، وجودة اللحام العالية والمستقرة، ومظهر اللحام الجميل، وظروف العمل الجيدة. ومع ذلك، فإن عيوبه تتمثل في ارتفاع تكاليف المعدات ومعدات العملية المعقدة، مما يجعله غير مناسب للحام الهياكل المعقدة أو قطع العمل ذات اللحامات المائلة.
لذلك، يتم استخدام اللحام بالقوس المغمور بشكل أساسي لإنتاج الدُفعات الكبيرة، واللحامات السميكة (6 ~ 60 مم) واللحامات المسطحة المستقيمة الطويلة أو اللحامات الدائرية ذات القطر الكبير. المواد القابلة للتطبيق هي الفولاذ منخفض الكربون، وسبائك الفولاذ منخفضة السبائك، والفولاذ المقاوم للصدأ، والألواح المعدنية الأخرى.
يشير اللحام المحمي بالغاز إلى طريقة لحام القوس الكهربائي التي تستخدم غازًا خارجيًا كوسيط وقائي. وهي تلعب دوراً متزايد الأهمية في لحام المواد الخاصة وأتمتة عملية اللحام.
بالمقارنة مع اللحام بالقوس المغمور، فإن مزاياه هي الرؤية الجيدة للقوس وحوض اللحام، وسهولة التشغيل، وعدم وجود خبث، وتوفير الكثير من وقت تنظيف الخبث بعد اللحام في اللحام متعدد الطبقات، والقدرة على تحقيق اللحام في جميع المواضع. ومع ذلك، يجب اتخاذ تدابير خاصة مقاومة للرياح عند العمل في الهواء الطلق.
وفقًا للغازات الواقية المختلفة المستخدمة في عملية اللحام، تشمل الأنواع الشائعة اللحام بقوس الأرجون واللحام المحمي بغاز ثاني أكسيد الكربون. يستخدم اللحام القوسي بالأرجون الأرجون كوسيط وقائي وينقسم إلى اللحام القوسي بالأرجون القابل للاستهلاك واللحام القوسي بالأرجون القابل للاستهلاك استنادًا إلى الأقطاب الكهربائية المختلفة المستخدمة.
يوضح الشكل 3 رسم تخطيطي للحام المحمي بغاز ثاني أكسيد الكربون. يستخدم اللحام المحمي بغاز ثاني أكسيد الكربون غاز ثاني أكسيد الكربون (وأحياناً خليط من ثاني أكسيد الكربون + O2) كوسيط وقائي. تستخدم طريقة اللحام هذه سلك لحام يتم تغذيته باستمرار كقطب كهربائي، معتمداً على القوس بين سلك اللحام وقطعة العمل لإذابة معدن قطعة العمل وسلك اللحام، مكوناً حوض لحام يتصلب إلى لحام.
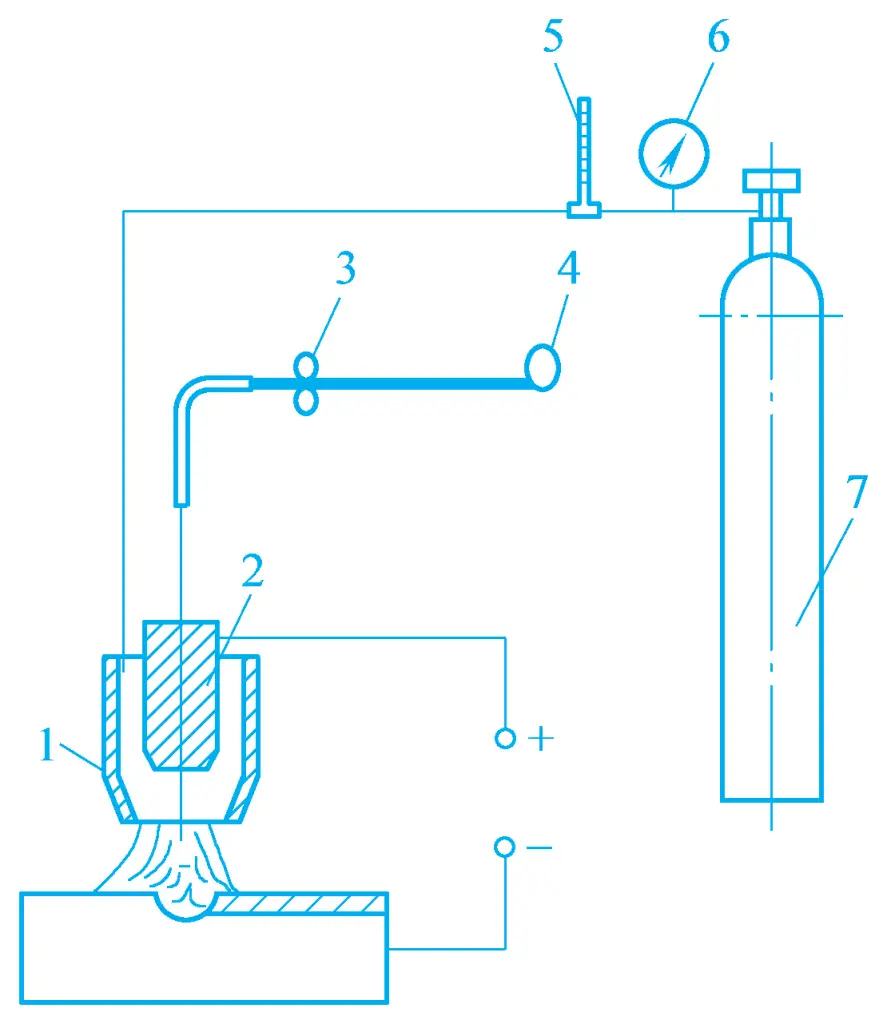
1-فوهة مسدس اللحام
2-تلميح الاتصال
3-آلية التغذية بـ 3 أسلاك
بكرة 4 أسلاك 4 أسلاك
5-مقياس التدفق 5-مقياس التدفق
6-مخفض الضغط 6 - مخفض الضغط
7-CO 2 أسطوانة الغاز
ثاني أكسيد الكربون 2 يتميز اللحام المحمي بالغاز بسرعة لحام سريعة، لا يوجد خبث بعد اللحام، مما يوفر وقت تنظيف الخبث، وبالتالي إنتاجية عالية؛ سعر غاز التدريع أقل من الأرجون؛ استهلاك أقل للطاقة، وبالتالي فإن التكلفة أقل؛ بسبب الحرارة المركزة للقوس، فإن البركة المنصهرة صغيرة، وسرعة اللحام سريعة، والمنطقة المتأثرة بالحرارة في اللحام صغيرة، وميل التشوه والتشقق صغير، وتشكيل اللحام جيد.
بالنسبة للحام الفولاذ منخفض الكربون والفولاذ منخفض السبائك، فهذه طريقة لحام عالية الكفاءة ومنخفضة التكلفة وعالية الجودة. وتتمثل عيوبها في أنها غير مناسبة للحام المعادن غير الحديدية التي تتأكسد بسهولة، وتشكيل اللحام ليس سلسًا وجميلًا، وضوء القوس قوي، وتناثر القطرات شديد، وهناك الكثير من الدخان، لذلك يجب اتخاذ تدابير مقاومة للرياح.
ثاني أكسيد الكربون 2 يُستخدم اللحام المحمي بالغاز بشكل أساسي في لحام الفولاذ منخفض الكربون والفولاذ الهيكلي العادي منخفض السبائك مع مستويات قوة منخفضة. يمكن أن يصل الحد الأقصى لسمك اللحام إلى 50 مم (الوصلة التناكبية)، ويستخدم على نطاق واسع في بناء السفن والسيارات والرافعات والخزانات المختلفة والآلات الزراعية والقطاعات الصناعية الأخرى.
اللحام بقوس البلازما هو طريقة لحام انصهار تستخدم قوس البلازما كمصدر للحرارة. أثناء اللحام، يتم تمرير غاز التدريع (الأرجون) حول قوس البلازما لحماية الحوض المنصهر واللحام من التأثيرات الضارة للهواء.
يمكن تقسيم لحام قوس البلازما إلى لحام قوس البلازما بالحزمة الدقيقة ولحام قوس البلازما عالي التيار وفقًا لتيار اللحام. عادةً ما يكون لحام قوس البلازما بالحزمة الدقيقة له تيار لحام من 0.1 ~ 30 أمبير ويمكنه لحام الرقائق المعدنية والألواح الرقيقة بسماكة 0.025 ~ 2.5 مم؛ لحام قوس البلازما عالي التيار له تيار لحام من 100 ~ 300 أمبير ويمكنه لحام المعادن بسماكة 2.5 ~ 12 مم.
وتتمثل خصائص اللحام بقوس البلازما في: كثافة الطاقة العالية لقوس البلازما، ودرجة حرارة عمود القوس العالية، والقدرة القوية على الاختراق، ويمكن لحام قطع العمل التي يقل سمكها عن 12 مم دون شطفها.
عندما يكون التيار منخفضًا يصل إلى 0.1 أمبير، لا يزال قوس البلازما مستقرًا جدًا، مما يضمن اتجاهًا جيدًا واستقامة القوس، لذلك يمكنه لحام الرقائق والألواح الرقيقة بسمك 0.01 ~ 1 مم، وسرعة اللحام سريعة، والإنتاجية عالية، وجودة اللحام جيدة، والمنطقة المتأثرة بالحرارة في اللحام صغيرة، وتشوه اللحام صغير. معدات لحام قوس البلازما معقدة نسبيًا، واستهلاك الغاز كبير، وهي غير مناسبة للحام في الهواء الطلق، ومرونتها ليست جيدة مثل لحام قوس الأرجون.
اللحام بقوس البلازما مناسب للحام مختلف المواد المعدنية المقاومة للحرارة وسهلة التأكسد والحساسة حرارياً، مثل التنغستن والنيكل والتيتانيوم والنحاس والموليبدينوم والألومنيوم وسبائكه، وكذلك الفولاذ المقاوم للصدأ والفولاذ عالي القوة، إلخ. ويستخدم حاليًا بشكل رئيسي في المواد الكيميائية والنووية والإلكترونيات والأدوات الدقيقة والصواريخ والطيران وتكنولوجيا الفضاء.
اللحام بالخبث الكهربائي هو عملية لحام انصهار تستخدم حرارة المقاومة المتولدة عندما يمر التيار عبر الخبث المنصهر كمصدر للحرارة لإذابة قطعة العمل محليًا ومعدن الحشو، ثم يبرد ويتصلب لتشكيل اللحام.
بالمقارنة مع اللحام بالانصهار الآخر، يتميز اللحام بالخبث الكهربائي بالخصائص التالية:
وبالإضافة إلى لحام الفولاذ الكربوني وسبائك الفولاذ والحديد الزهر، يمكن أيضًا استخدام اللحام بالخرث الكهربائي في لحام الألومنيوم والمغنيسيوم والتيتانيوم وسبائك النحاس. وعادة ما يكون سمك اللحام أكبر من 30 مم، ويستخدم حاليًا على نطاق واسع في صناعات مثل الغلايات والآلات الثقيلة والبتروكيماويات، مثل الأجزاء الهيكلية الملحومة بالسبائك والمسبوكة.
اللحام بالشعاع الإلكتروني هو عملية لحام بالاندماج تستخدم الحرارة المتولدة عندما تقصف شعاع إلكتروني متسارع ومركّز سطح اللحام لإذابة اللحام المعدني محلياً وتبريده وتصلبه لتشكيل اللحام. يمكن وضع اللحام في فراغ أو في غير فراغ. يُطلق على اللحام بالحزمة الإلكترونية الذي يتم إجراؤه في الفراغ اسم اللحام بالحزمة الإلكترونية الفراغية، ويُطلق على اللحام بالحزمة الإلكترونية الذي يتم إجراؤه في بيئة عمل تحت الضغط الجوي اسم اللحام بالحزمة الإلكترونية غير الفراغية.
خصائص اللحام بالحزمة الإلكترونية الفراغية هي:
في الوقت الحاضر، تم استخدام اللحام بالشعاع الإلكتروني الفراغي على نطاق واسع في قطاعات الفضاء والطاقة النووية والسيارات والكيماويات والإلكترونيات والطاقة الكهربائية وتصنيع الآلات وغيرها من القطاعات.
اللحام بالشعاع الإلكتروني غير الفراغي هو إدخال شعاع الإلكترون المتولد تحت ظروف التفريغ العالي في بيئة عمل بالضغط الجوي للحام قطعة العمل، لذلك يطلق عليه أيضًا لحام شعاع الإلكترون بالضغط الجوي. مزاياه الرئيسية هي: لا حاجة إلى غرفة تفريغ، وإنتاجية عالية، وتكلفة منخفضة، ويمكنه لحام قطع العمل كبيرة الحجم، وتوسيع نطاق تطبيق تكنولوجيا اللحام بالحزمة الإلكترونية.
تم استخدام اللحام بالشعاع الإلكتروني غير الفراغي على نطاق واسع في صناعة الطاقة (مثل دوّارات الضواغط المختلفة وتجميعات المكرهات وأغلفة المفاعلات النووية وغيرها)، وصناعة الطيران (مثل قواعد المحركات، ومكونات الدوّار، وما إلى ذلك)، وتصنيع السيارات (مثل تجميعات التروس والمحاور الخلفية وناقل الحركة، وما إلى ذلك)، وكذلك في صناعات الأدوات والمواد الكيميائية وصناعة الهياكل المعدنية.
اللحام بالليزر هو تقنية لحام جديدة تم تطويرها في السبعينيات. وهي عملية لحام بالاندماج تستخدم الليزر المركز كمصدر حراري للحام. ويمكنها تحقيق لحام مواد مثل الرقائق المعدنية (سمكها أقل من 0.5 مم)، والأغشية (بضعة ميكرونات إلى عشرات الميكرونات)، والأسلاك المعدنية (قطرها أقل من 0.6 مم).
خصائص اللحام بالليزر هي: سرعة اللحام السريعة، والمنطقة المتأثرة بالحرارة الصغيرة، والتشوه الصغير للأجزاء الملحومة، والمواد الملحومة لا تتأكسد بسهولة. بالمقارنة مع اللحام بالشعاع الإلكتروني، فإن اللحام بالليزر لا ينتج عنه أشعة سينية، ولا يتطلب غرفة تفريغ، ويسهل مراقبته، وهو مناسب للحام الهياكل المعقدة والأجزاء الدقيقة.
يمكن لليزر أن ينعكس وينتقل وحتى ينتقل من خلال الألياف الضوئية، لذلك يمكن استخدامه في اللحام لمسافات طويلة. ويمكنه أيضًا تحقيق لحام المعادن غير المتشابهة لوصلات الأسلاك الداخلية لأنابيب الإلكترون المختومة. حاليًا، يُستخدم اللحام بالليزر بشكل أساسي في لحام الأجزاء الصغيرة أو الدقيقة في أقسام أشباه الموصلات ومعدات الاتصالات السلكية واللاسلكية وهندسة الراديو والأدوات الدقيقة وأقسام الأدوات.
اللحام بالغاز هو عملية لحام انصهاري يستخدم الحرارة المنبعثة من احتراق الغاز في اللحام. يمكن أن تكون الغازات القابلة للاحتراق هي الأسيتيلين والهيدروجين والغاز الطبيعي والبروبان وغيرها. يتم تشكيل اللهب الشائع الاستخدام في اللحام بالغاز عن طريق إشعال خليط غازي من الأسيتيلين والأكسجين بنسبة معينة، والمعروف أيضاً باسم لهب الأكسجين والأسيتيلين. واعتمادًا على نسبة حجم الأسيتيلين إلى الأكسجين، يمكن تصنيف اللهب إلى ثلاثة أنواع: اللهب الكربوني، واللهب المحايد، واللهب المؤكسد.
يحتوي لهب الكربنة على الكربون الحر، والذي يمكن أن يعوض عن فقدان الكربون أثناء اللحام وله تأثير اختزال قوي وتأثير كربنة معين. يُستخدم لهب الكربنة بشكل أساسي في لحام الفولاذ الكربوني العالي الكربون، والفولاذ عالي السرعة، والسبائك الصلبة، والمواد الأخرى ذات المحتوى العالي من الكربون، ويمكن استخدامه أيضًا لإصلاح الحديد الزهر.
يتشكل اللهب المحايد عن طريق الاحتراق الكامل للأكسجين والأسيتيلين (بدون أكسجين وأسيتيلين زائدين) وله أوسع نطاق من التطبيقات. ويستخدم بشكل أساسي في لحام الفولاذ منخفض الكربون والفولاذ منخفض السبائك والفولاذ المقاوم للصدأ والنحاس النقي ومواد أخرى.
يحتوي اللهب المؤكسد على أكسجين زائد، مما يؤكسد المعدن أثناء اللحام. ولأن اللهب المؤكسد يمكن أن يشكل طبقة أكسيد السيليكون (تحتوي على السيليكون في سلك اللحام) على سطح المعدن المنصهر، مما يحمي المعادن ذات درجة الانصهار المنخفضة مثل الزنك والقصدير من التبخر، فإنه يستخدم بشكل أساسي في لحام النحاس الأصفر والبرونز والمواد الأخرى.
عند لحام الفولاذ الكربوني، يمكن استخدام سلك اللحام مباشرة. ومع ذلك، عند لحام الفولاذ المقاوم للصدأ وسبائك النحاس وسبائك الألومنيوم، يجب استخدام تدفق اللحام بالغاز لمنع أكسدة المعادن وإزالة الأكاسيد المتكونة بالفعل.
خصائص اللحام بالغاز هي: درجة حرارة لهب اللحام بالغاز أقل من درجة حرارة اللحام بالقوس، وسرعة التسخين والتبريد بطيئة، ومنطقة التسخين واسعة، وتشوه اللحام كبير. ومع ذلك، فإنه لا يحتاج إلى كهرباء، والمعدات بسيطة، ولديه براعة قوية. اللحام بالغاز مناسب للحام الأجزاء رقيقة الجدران، وخاصة لحام الأجزاء التي يبلغ سمكها حوالي 2 مم.
اللحام بالضغط هو عملية لحام تحقق الوصلات غير القابلة للفصل عن طريق التسخين والضغط لجعل المعدن يصل إلى حالة بلاستيكية، مما يتسبب في تشوه البلاستيك وإعادة التبلور، وأخيرًا تقريب ذرات السطحين المنفصلين من المسافة الشبكية. الأنواع الرئيسية هي اللحام بالمقاومة واللحام بالاحتكاك.
اللحام بالمقاومة هو نوع من اللحام بالضغط الذي يستخدم حرارة المقاومة الناتجة عن التيار المار عبر سطح التلامس للمفصل كمصدر للحرارة. وفقًا لشكل الأقطاب الكهربائية والمفاصل، يمكن تقسيم اللحام بالمقاومة إلى اللحام الموضعيواللحام بالدرز واللحام التناكبي.
اللحام النقطي هو نوع من اللحام بالمقاومة حيث يتم تجميع قطع العمل في وصلات لولبية وضغطها بين قطبين أسطوانيين. تعمل حرارة المقاومة على إذابة المعدن الأساسي محليًا لتشكيل كتلة لحام. وتعتمد قوة اللحام الموضعي على قطر كتلة اللحام، وعمومًا d=2t+3 مم (t هو سُمك اللوح). وتعتمد جودة كتلة اللحام الموضعية على تيار اللحام ووقت اللحام وضغط القطب ونظافة سطح قطعة العمل.
يُستخدم اللحام النقطي بشكل أساسي في لحام الأجزاء الرقيقة المختومة والقضبان الفولاذية، مثل ربط وتجميع أغلفة الصفائح الرقيقة للسيارات والطائرات، وإنتاج المنتجات الصناعية مثل الأدوات الإلكترونية والعدادات. نطاق السماكة القابل للتطبيق للحام النقطي هو 0.05 ~ 6 مم، والمواد القابلة للتطبيق هي الفولاذ المقاوم للصدأ وسبائك النحاس وسبائك التيتانيوم وسبائك الألومنيوم والمغنيسيوم.
اللحام بالدرز هو عملية لحام موضعي مستمر يستخدم أقطاباً كهربائية قرصية دوارة باستمرار بدلاً من الأقطاب الكهربائية الأسطوانية لإجراء اللحام الموضعي على فترات قصيرة جداً، مما ينتج عنه لحام مستمر مع تداخل شذرات اللحام.
نظرًا لأن شذرات اللحام في لحام التماس متداخلة بأكثر من 50%، فإن أداء الختم جيد. ومع ذلك، فإن لحام اللحام بالدرز له ظاهرة تحويل خطيرة، كما أن تيار اللحام المطلوب للحام نفس سمك قطع العمل يبلغ حوالي 1.5 إلى 2 ضعف اللحام النقطي. لذلك، فإن لحام اللحام بالدرز مناسب فقط للهياكل ذات الجدران الرقيقة التي يقل سمكها عن 3 مم والتي تتطلب إحكام الإغلاق، مثل خزانات الوقود والحاويات الصغيرة وخطوط الأنابيب.
اللحام التناكبي هو نوع من اللحام بالمقاومة حيث يتم تجميع قطع العمل في وصلات تناكبية. ويتطلب اللحام التناكبي أن تكون الأوجه الطرفية لقطع العمل بنفس الشكل والحجم أو متشابهة لضمان جودة الأجزاء الملحومة. يستخدم اللحام التناكبي بشكل أساسي لتصنيع الأجزاء المغلقة، وتمديد المواد المدرفلة، وتصنيع الأجزاء من مواد غير متشابهة، مثل جنوط الدراجات والقضبان والأدوات.
اللحام الاحتكاكي هو نوع من اللحام بالضغط الذي يستخدم الحرارة الناتجة عن الاحتكاك بين أسطح قطع العمل لجعل الأوجه الطرفية في حالة اللدائن الحرارية، ثم يقوم بتزويرها بسرعة لإكمال اللحام.
خصائص اللحام بالاحتكاك هي:
اللحام بالنحاس هو طريقة لحام تستخدم معدن حشو بدرجة انصهار أقل من درجة انصهار قطع العمل. يتم تسخين معدن الحشو ليذوب، ويبلل معدن الحشو السائل المادة الأساسية، مما يملأ فجوة الوصلة وينتشر مع المادة الأساسية لتحقيق اتصال دائم. واعتمادًا على درجة انصهار معدن الحشو المستخدم، يمكن تقسيم اللحام بالنحاس إلى فئتين: اللحام بالنحاس الصلب واللحام بالنحاس اللين.
خصائص اللحام بالنحاس هي:
ومع ذلك، فإن قوة وصلة اللحام بالنحاس منخفضة نسبيًا، ومقاومتها للحرارة ضعيفة، ودرجة حرارة العمل المسموح بها ليست عالية، والتنظيف الصارم مطلوب قبل اللحام. تكلفة معدن الحشو مرتفعة نسبيًا. لذلك، يُستخدم اللحام بالنحاس بشكل أساسي في لحام الأدوات الدقيقة والمكونات الكهربائية والمكونات المعدنية غير المتشابهة وبعض المكونات المعقدة ذات الجدران الرقيقة (مثل الهياكل الشطائرية ومشعات السيارات). كما أنه يستخدم بشكل شائع في لحام الأسلاك المختلفة وأدوات السبائك الصلبة.
اللحام بالقوس الكهربائي هي طريقة لحام تم تطويرها في وقت مبكر، ولا تزال طريقة اللحام الأكثر استخدامًا حتى اليوم. وتتمثل خصائصها في المعدات البسيطة والتكلفة المنخفضة والعملية المرنة والقدرة القوية على التكيف (مناسبة لمختلف المواد والمسافات الطويلة واللحامات غير المنتظمة)؛ ومع ذلك، فهي تتميز بكثافة عمالة عالية وكفاءة منخفضة (التشغيل اليدوي وعدم القدرة على اللحام المستمر).
وتتمثل وظيفتها في تثبيت القطب الكهربائي وتوصيل التيار.
وهي معدات واقية لمنع تلف الوجه والجلد من التلف بسبب ضوء القوس الكهربائي والمخاطر الأخرى. تأتي الأقنعة الواقية من القوس الكهربائي بأنواعها المحمولة باليد والخوذة.
مثل مطارق إزالة الخبث والفراشي السلكية لتنظيف سطح اللحام وقشرة الخبث في اللحام.
المعدات الرئيسية للحام القوسي الكهربائي هي القوس الكهربائي ماكينة لحام. يمكن تقسيم ماكينات اللحام بالقوس الكهربائي إلى ماكينات لحام بالقوس المتردد وماكينات لحام بالقوس الكهربائي بالتيار المستمر بناءً على نوع تيار اللحام الذي توفره.
توفر آلة اللحام بالقوس المتردد تيارًا متناوبًا للحام. وهو عبارة عن محول تنحي خاص يتميز بمزايا الهيكل البسيط والسعر المنخفض والاستخدام الموثوق به وضوضاء العمل المنخفضة وسهولة الصيانة. لذلك، غالبًا ما تستخدم آلات اللحام بالقوس المتردد في اللحام. عيبها الرئيسي هو أن القوس غير مستقر أثناء اللحام.
توفر ماكينة اللحام بالقوس المستمر تيارًا مباشرًا للحام. وتتميز بمزايا القوس المستقر، وسهولة بدء القوس، وجودة اللحام الأفضل. ومع ذلك، فإن هيكل مولد اللحام بالقوس المستمر معقد، وصاخب، ومكلف، وصعب الصيانة.
تركيبة قضيب اللحام في الشكل 1.
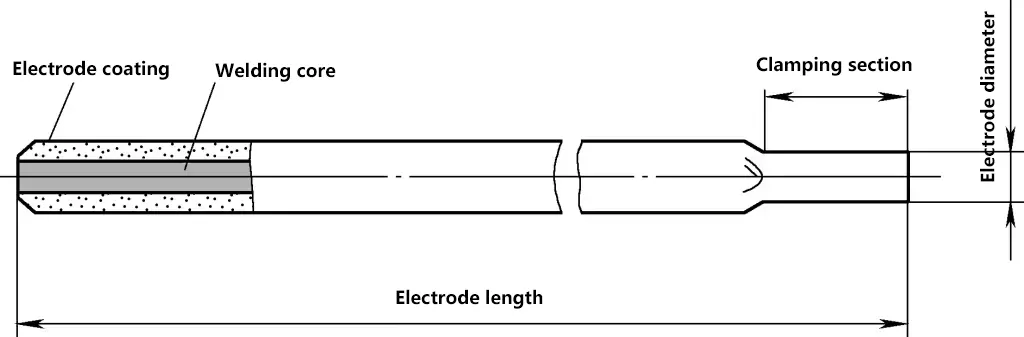
يتكون قضيب اللحام المستخدم في اللحام القوسي، المطلي بالتدفق، من جزأين: السلك الأساسي وطلاء التدفق.
السلك الأساسي عبارة عن سلك معدني بطول وقطر معينين (الفولاذ الكربوني، سبائك الفولاذ، الفولاذ المقاوم للصدأ، الحديد الزهر، النحاس وسبائك النحاس، الألومنيوم وسبائك الألومنيوم، إلخ). يقوم السلك الأساسي بوظيفتين: الأولى هي توصيل التيار وتوليد قوس، والأخرى هي صهر نفسه وتشكيل لحام مع المادة الأساسية. يبلغ قطر السلك الأساسي بشكل عام 2.5 مم أو 3.2 مم أو 4.0 مم.
ويتكون طلاء التدفق من مواد مختلفة، بما في ذلك مثبتات القوس (تستخدم بشكل أساسي مركبات البوتاسيوم والصوديوم والكالسيوم القابلة للتأين بسهولة)، ومُشكِّلات الخبث (التي تشكل الخبث لتغطية سطح البركة المنصهرة، مما يمنع تسرب الغلاف الجوي ويؤدي دورًا معدنيًا)، ومُشكِّلات الغاز (التي تتحلل لإنتاج غازات مثل ثاني أكسيد الكربون والهيدروجين التي تحيط بالقوس والبركة المنصهرة، مما يعزل الغلاف الجوي ويحمي القطرات المنصهرة والبركة).
وتتمثل الوظائف الرئيسية لطلاء التدفق في ضمان سهولة اشتعال القوس، والحفاظ على احتراق القوس بشكل مستقر، وعزل الهواء. يمكن أن يكون طلاء التدفق حمضيًا أو قاعديًا.
يمكن تصنيف قضبان اللحام حسب استخدامها إلى قضبان لحام الفولاذ الهيكلي، وقضبان لحام الفولاذ المقاوم للحرارة، وقضبان لحام الفولاذ المقاوم للصدأ, لحام الحديد الزهر قضبان وقضبان لحام النحاس وسبائك النحاس، وقضبان لحام الألومنيوم وسبائك الألومنيوم، إلخ. نموذج قضبان اللحام المستخدم في هذا التدريب هو E4303، والذي ينتمي إلى قضبان اللحام المصنوعة من الفولاذ الكربوني مع طلاء حمضي من نوع التيتانيوم والكالسيوم المتدفق وقطر 2.5 مم.
تتألف دائرة اللحام من ماكينة لحام القوس، وكابلات اللحام، ومشابك اللحام، وقضبان اللحام، وقطع العمل، والقوس (الشكل 2). يتم إشعال القوس باستخدام طريقة الدائرة القصيرة التلامسية. تحت درجة حرارة عالية، يتم صهر قضيب اللحام وقطعة العمل جزئيًا لتكوين حوض منصهر. وبينما يتحرك القوس باستمرار، تبرد البركة المنصهرة تدريجيًا وتتبلور لتكوين اللحام.
1 - اللحام
2-المسبح المنصهر
3-غاز التدريع
4-قوس 4
5-القطرة المنصهرة
6-قضيب اللحام 6 - قضيب اللحام
7-مشبك اللحام 7 - مشبك اللحام
8-ماكينة اللحام 8 - ماكينة اللحام
9-الكابل
10-قطعة العمل
تشمل معلمات اللحام في اللحام القوسي بقضبان اللحام نوع وقطبية مصدر طاقة اللحام، وقطر قضيب اللحام، وتيار اللحام، وجهد القوس، وسرعة اللحام، وعدد طبقات اللحام، وما إلى ذلك.
اللحام بالغاز هو طريقة لحام تستخدم لهب الغاز كمصدر حرارة لصهر المادة الأساسية ومعدن الحشو. يمكن للأسيتيلين، عند احتراقه بالأكسجين النقي، أن يزيد من درجة حرارة اللهب بشكل كبير (تصل إلى أكثر من 3000 درجة مئوية) مقارنةً بالحرق في الهواء.
أسطوانة الأكسجين عبارة عن حاوية لتخزين ونقل الأكسجين عالي الضغط. حجمها 40 لتر، والحد الأقصى لضغط التخزين 15 ميجا باسكال. ووفقاً للوائح، فإن السطح الخارجي لأسطوانة الأكسجين مطلي باللون الأزرق السماوي ومكتوب عليه كلمة "أكسجين" بطلاء أسود.
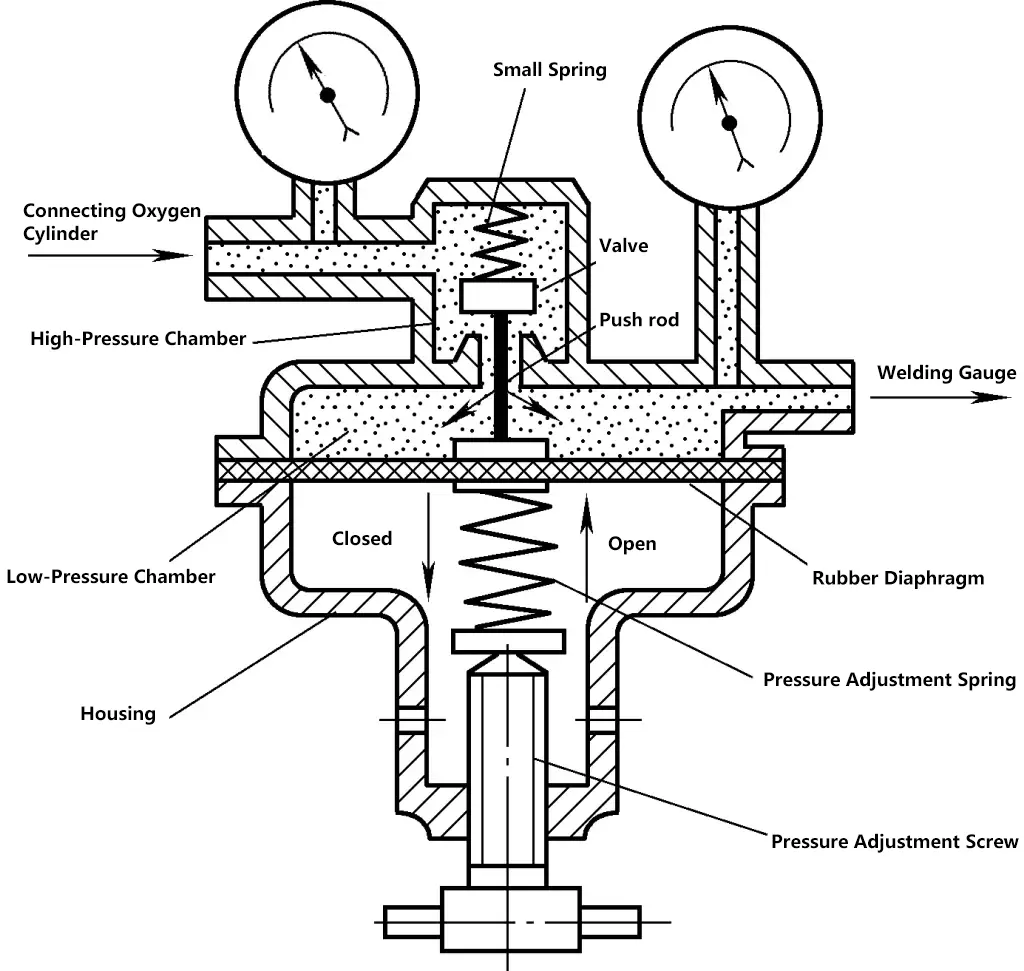
تتمثل وظيفة مخفض الضغط (الشكل 3) في تقليل الأكسجين عالي الضغط من أسطوانة الأكسجين عالية الضغط إلى ضغط العمل الذي تتطلبه شعلة اللحام (0.1 ~ 0.3 ميجا باسكال) لاستخدامه في اللحام.
أسطوانة الأسيتيلين هي حاوية لتخزين ونقل الأسيتيلين. وشكلها مشابه لشكل أسطوانة الأكسجين، لكن سطحها مطلي باللون الأبيض ومكتوب عليه كلمة "أسيتيلين" بالطلاء الأحمر. تمتلئ أسطوانة الأسيتيلين بحشو مسامي مبلل بالأسيتون.
إن شعلة اللحام (الشكل 4) هي أداة تمزج الأسيتيلين والأكسجين بنسبة معينة وتحصل على شعلة لحام غازية مستقرة.
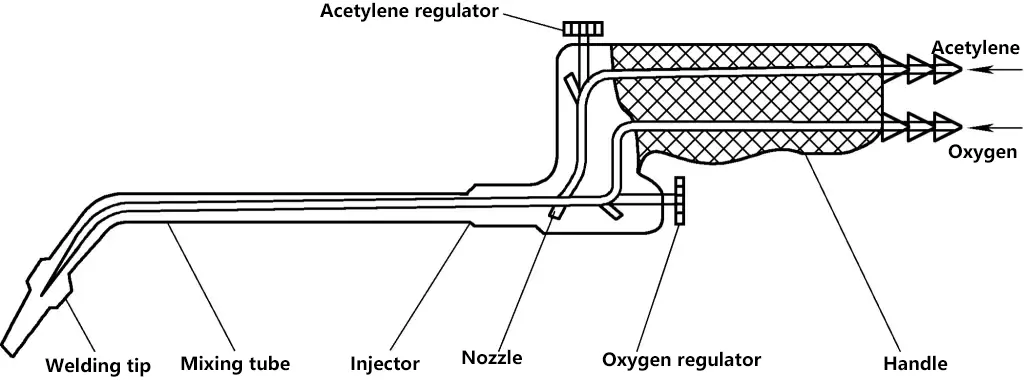
تشتمل شعلة اللحام من نوع الحاقن على وصلة الأسيتيلين، ووصلة الأكسجين، والمقبض، وصمام الأسيتيلين، وصمام الأكسجين، وأنبوب الحاقن، وأنبوب الخلط، والفوهة، إلخ.
تشمل الأدوات المساعدة إبر التنظيف، والخراطيم المطاطية، وأجهزة الإشعال، وفرش الأسلاك، ومطارق الخبث، والمبردات، إلخ. تشمل معدات الحماية نظارات اللحام بالغاز، وملابس العمل، والقفازات، وأحذية العمل، وواقيات الأرجل، إلخ.
يُطلق على اللهب المتكون من احتراق الأكسجين والأسيتيلين لهب الأكسجين والأسيتيلين. ومن خلال ضبط صمام الأكسجين وصمام الأسيتيلين، يمكن تغيير نسبة خلط الأكسجين والأسيتيلين للحصول على ثلاثة ألسنة لهب مختلفة: اللهب المحايد واللهب المؤكسد واللهب الكربنوري، كما هو موضح في الشكل 5.
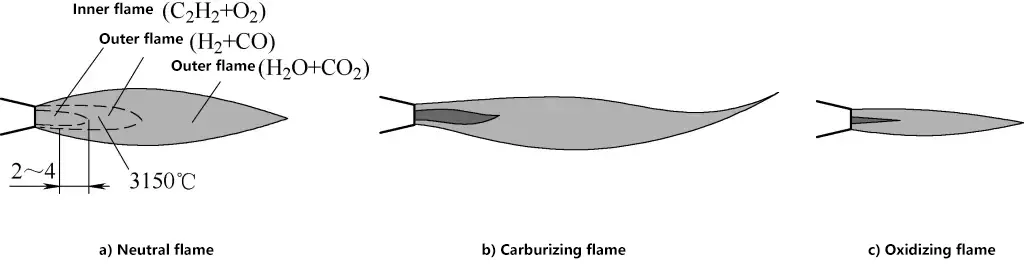
عندما تكون نسبة حجم الأكسجين إلى الأسيتيلين 1 ~ 1.2، يُطلق على اللهب الناتج لهب محايد، والمعروف أيضًا باسم اللهب العادي. يشيع استخدام اللهب المحايد في اللحام ويستخدم في لحام الفولاذ منخفض الكربون والفولاذ متوسط الكربون وسبائك الفولاذ والنحاس النقي وسبائك الألومنيوم وغيرها من المواد.
عندما تكون نسبة حجم الأكسجين إلى الأسيتيلين أقل من 1، يتم الحصول على لهب كاربوري.
عندما تكون نسبة حجم الأكسجين إلى الأسيتيلين أكبر من 1.2، يتكون لهب مؤكسد.
أثناء اللحام بالغاز، تُمسك شعلة اللحام عموماً باليد اليمنى، مع وضع الإبهام على مفتاح الأسيتيلين والسبابة على مفتاح الأكسجين، لتسهيل ضبط تدفق الغاز في أي وقت. وتمسك الأصابع الثلاثة الأخرى بمقبض شعلة اللحام، بينما تمسك اليد اليسرى بقضيب اللحام. تشمل العمليات الأساسية للحام بالغاز الإشعال وضبط اللهب واللحام وإطفاء اللهب.
عند الإشعال، افتح أولاً صمام الأكسجين قليلاً، ثم افتح صمام الأسيتيلين، وأشعل اللهب بلهب مفتوح (مثل المسدس الإلكتروني أو الشرارة الكهربائية منخفضة الجهد). يكون اللهب في هذا الوقت هو لهب الكربنة، ثم افتح صمام الأكسجين تدريجيًا لضبط لهب الكربنة إلى لهب محايد. إذا واصلت زيادة الأكسجين (أو تقليل الأسيتيلين)، يمكنك الحصول على لهب مؤكسد.
عند اكتمال اللحام والحاجة إلى إطفاء اللهب، يجب إغلاق صمام الأسيتيلين أولاً، ثم إغلاق صمام الأكسجين لمنع حدوث حريق عكسي وتقليل الدخان.
للحصول على لحامات عالية الجودة وممتعة من الناحية الجمالية والتحكم في حرارة الحوض المنصهر، يجب أن تتحرك شعلة اللحام وقضيب اللحام بطريقة موحدة ومنسقة، أي الحركة الطولية على طول خط التماس لقطعة العمل، والتأرجح العرضي لشعلة اللحام على طول خط اللحام، والتغذية الرأسية لقضيب اللحام بحركة لأعلى ولأسفل، كما هو موضح في الشكل 6.
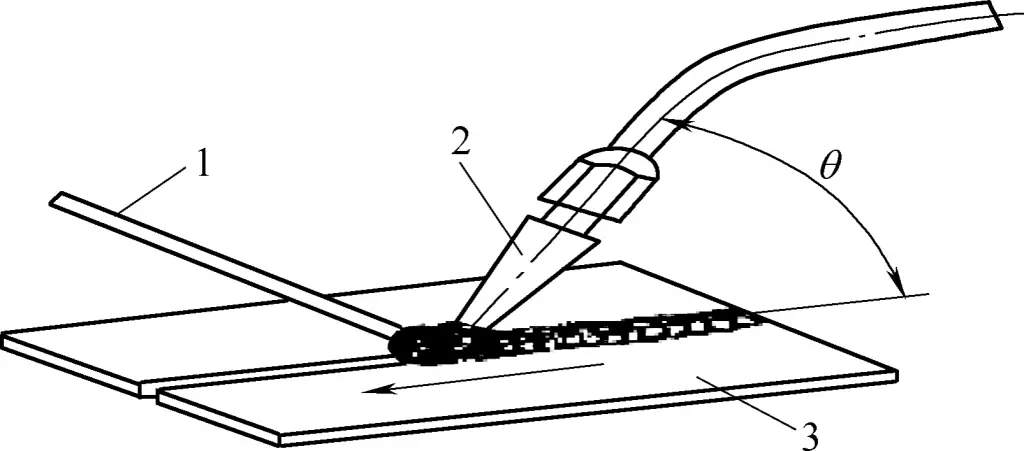
1-قضيب اللحام
2-مشعل اللحام
3-التحديد
عند اللحام حتى نهاية خط اللحام، نظرًا لظروف تبديد الحرارة السيئة في النهاية، يجب تقليل الزاوية بين شعلة اللحام واللحام (20 درجة ~ 30 درجة)، مع زيادة سرعة اللحام وإضافة المزيد من أسلاك اللحام لمنع توسع الحوض المنصهر والتسبب في الاحتراق.
القطع بالغاز هو طريقة تستخدم الطاقة الحرارية للهب الغاز لتسخين قطعة العمل مسبقًا إلى درجة حرارة معينة، ثم يرش تيار أكسجين قطع عالي السرعة لحرقها وإطلاق الحرارة لتحقيق القطع. وهي تختلف اختلافًا جوهريًا عن اللحام بالغاز، الذي يذيب المعدن، في حين أن القطع بالغاز يحرق المعدن بالأكسجين النقي.
يجب أن تكون درجة اشتعال المادة المعدنية أقل من درجة انصهارها. يجب أن تكون درجة انصهار أكاسيد المعدن الناتجة عن الاحتراق أقل من درجة انصهار المعدن نفسه. يتم إطلاق كمية كبيرة من الحرارة عند احتراق المعدن، ويجب أن يكون للمعدن نفسه موصلية حرارية منخفضة. المواد المعدنية التي تستوفي هذه الشروط هي فقط التي يمكن قطعها بالغاز، مثل الحديد الزهر. أما سبائك الفولاذ عالية السبائك والنحاس والألومنيوم وغيرها فيصعب قطعها بالغاز.
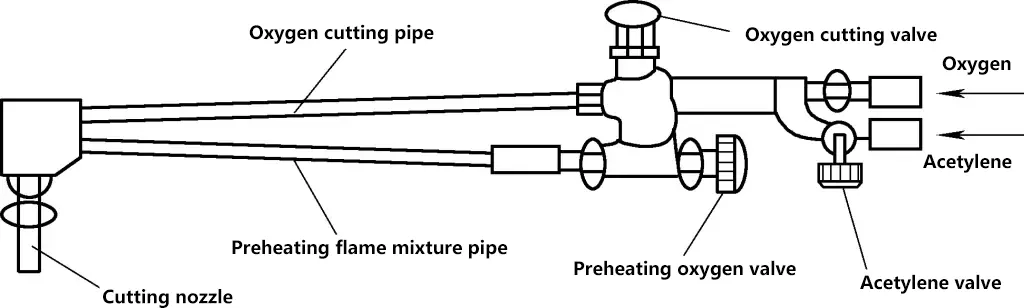
في القطع بالغاز، تحلّ شعلة القطع محل شعلة اللحام، أما المعدات الأخرى فهي نفس معدات اللحام بالغاز. يظهر شكل وهيكل شعلة القطع في الشكل 7.
أثناء القطع بالغاز، يتم أولًا تسخين المعدن القريب من القطع إلى نقطة الاشتعال (حوالي 1300 درجة مئوية، ولونه أصفر-أبيض) باستخدام لهب الأكسجين والأسيتيلين، ثم يتم فتح صمام أكسجين القطع على شعلة القطع، ويتسبب تدفق الأكسجين عالي الضغط في احتراق المعدن عالي الحرارة على الفور. يتم نفخ الأكاسيد الناتجة (أي أكسيد الحديد، في الحالة المنصهرة) في نفس الوقت بواسطة تيار الأكسجين، كما هو موضح في الشكل 8.
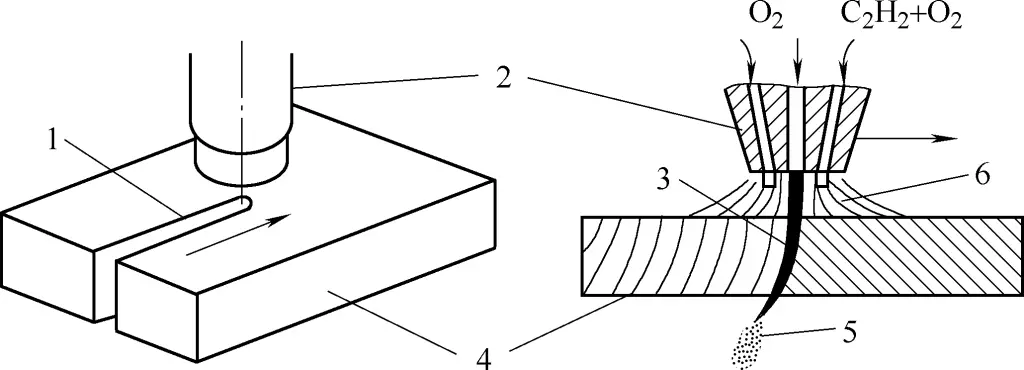
1-القطع
2-فوهة القطع 2 - فوهة القطع
3-تيار الأكسجين
4-قطعة العمل 4-قطعة العمل
5-الأكسيدات
6-لهب التسخين المسبق
تُسمى طريقة اللحام بالقوس التي تستخدم غازاً خارجياً كوسيط للقوس وتحمي القوس والمجمع المنصهر باللحام القوسي المحمي بالغاز. الغازات الواقية شائعة الاستخدام هي الأرجون وثاني أكسيد الكربون.
يُطلق على اللحام القوسي المحمي بالغاز الذي يستخدم الأرجون كغاز تدريع اللحام القوسي بالأرجون.
يتم رش غاز الأرجون بشكل موحد من فوهة مسدس اللحام بقوس الأرجون، مما يشكل تدفق هواء مستمر ومغلق حول القوس والمجمع المنصهر لطرد الهواء وحماية سلك اللحام والمجمع المنصهر من التلامس مع الهواء.
نظرًا لأن الأرجون غاز خامل، فإنه لا يتفاعل كيميائيًا مع المعدن السائل ولا يذوب في المعدن. وفي الوقت نفسه، فإن تدفق غاز الأرجون له تأثير تبريد وضغط معين على القوس، وبالتالي فإن طاقة قوس الأرجون مركزة نسبيًا، وسرعة التسخين سريعة. لذلك، فإن جودة اللحام في لحام قوس الأرجون عالية نسبيًا.
الأرجون هو غاز خامل يمكنه حماية المعدن السائل من الأكسدة بفعالية؛ تتركز حرارة القوس، والمنطقة المتأثرة بالحرارة صغيرة، وتشوه اللحام صغير؛ العملية مرئية وبديهية وسهلة؛ القوس مستقر، مع القليل من الترشيش، ودرز لحام كثيف، وخصائص ميكانيكية جيدة ومقاومة للتآكل، ولا يوجد خبث على السطح، ومظهر جميل لدرز اللحام؛ من السهل تحقيق الميكنة والأتمتة.
اللحام بقوس الأرغون هو طريقة لحام عالية الجودة مع العديد من المزايا، ويستخدم على نطاق واسع في صناعات مثل بناء السفن والطيران والفضاء والكيماويات والآلات والإلكترونيات.
ومع ذلك، فإن قوس الأرغون معدات اللحام معقدة، وتكلفة اللحام مرتفعة نسبيًا. وهي تُستخدم بشكل أساسي في لحام بعض المعادن الثمينة، مثل سبائك الصلب عالية القيمة، وسبائك التيتانيوم، والفولاذ المقاوم للصدأ، وسبائك الألومنيوم والنحاس، وبعض المعادن النادرة.
يجب أن يقدم هذا القسم المعدات الموجودة والعملية ونقاط التشغيل الرئيسية بناءً على المعدات الفعلية في موقع التدريب.
قطعة عمل نموذجية: عملية اللحام بقوس الأرجون للفولاذ المقاوم للصدأ.
اللحام بالدرع الغازي باستخدام ثاني أكسيد الكربون2 حيث أن غاز التدريع يسمى CO2 اللحام المحمي بالغاز. يمكن تقسيمها بشكل عام إلى لحام شبه أوتوماتيكي ولحام أوتوماتيكي.
هو نوع من اللحام المحمي بالغاز القابل للاستهلاك الذي يستخدم قوسًا يتولد بين سلك اللحام وقطعة العمل لصهر المعدن. ثاني أكسيد الكربون2 يتدفق الغاز بشكل منتظم عبر المساحة المحيطة بسلك اللحام ودرز اللحام المنصهر، مما يعزل الأكسجين الموجود في الهواء عن درز اللحام، وبالتالي حماية درز اللحام.
ثاني أكسيد الكربون2 الغاز غير مكلف، وبالمقارنة مع اللحام بالقوس الكهربائي، فإنه يتميز بكفاءة إنتاجية عالية (لا حاجة لتنظيف الخبث أو تغيير الأقطاب الكهربائية)، وتكاليف لحام أقل؛ أثناء اللحام، كثافة التيار عالية، ومعدل استخدام حرارة القوس الكهربائي، ولا حاجة لتنظيف الخبث بعد اللحام، والإنتاجية عالية؛ حرارة القوس مركّزة، والمساحة المسخنة للحام صغيرة، والتشوه صغير، ودرزة اللحام ذات مقاومة جيدة للتشقق، وجودة اللحام عالية، مع اللحام بالقوس المفتوح.







