
ربط المعادن: شرح اللحام والتثبيت والتثبيت بالخيوط والخيوط
كيف نبني الآلات التي تزوّد عالمنا بالطاقة؟ تعمّق في فن الربط الميكانيكي، حيث يلتقي المعدن مع...
تخيّل أن تصنع لحامات مثالية بدقة متناهية، بغض النظر عن المادة. مرحبًا بك في عالم اللحام بالتيغ TIG، وهي تقنية تُقدَّر لتعدد استخداماتها ونتائجها عالية الجودة. يتعمق هذا الدليل في مبادئ ومزايا وتطبيقات اللحام بالتيغ (TIG)، ويقدم نظرة ثاقبة على التحكم الفائق واللمسات النهائية. بدءًا من فهم دور غاز الأرجون إلى إتقان استخدام أقطاب التنغستن غير القابلة للاستهلاك، تزودك هذه المقالة بالمعرفة اللازمة لرفع مستوى مهاراتك في اللحام. اكتشف كيف يمكن للحام TIG أن يحول مشاريعك بلحام أنظف وأقوى وأكثر جمالية.

اللحام بغاز التنغستن الخامل (TIG)، والذي يشار إليه غالباً باللحام بغاز التنغستن الخامل، هو نوع من اللحام بالقوس الكهربائي الذي يولد حرارة بين قطب كهربائي غير قابل للاستهلاك وقطعة العمل.
يتم عزل قضيب الإلكترود وحوض اللحام وحوض اللحام والقوس الكهربائي والمنطقة المجاورة للمنطقة المسخنة من قطعة العمل عن التلوث الجوي بواسطة درع غاز. يتم توفير هذا الدرع عن طريق تدفق ثابت من الغاز أو خليط الغاز، وعادةً ما يكون غاز خامل، والذي يجب أن يوفر حماية كاملة حيث يمكن أن يؤدي حتى كمية صغيرة من تلوث الهواء إلى إفساد حبة اللحام.

ويوضح الشكل 5-53 طريقة اللحام القوسي التي تستخدم التنغستن النقي المعدني الحراري أو التنغستن المنشط (التنغستن الثوري والتنغستن المتصلب) كقطب كهربائي، مع غاز الأرجون لحماية القطب ومنطقة القوس والمعدن المنصهر، والمعروف باسم اللحام بغاز التنغستن الخامل (TIG).
الأرجون غاز خامل ولا يذوب في المعدن السائل. أثناء اللحام، يحترق القوس الكهربائي بين القطب الكهربائي وقطعة العمل، ويعزل غاز الأرجون حوض المعدن والقطرات المنصهرة وطرف قطب التنجستن عن الهواء.
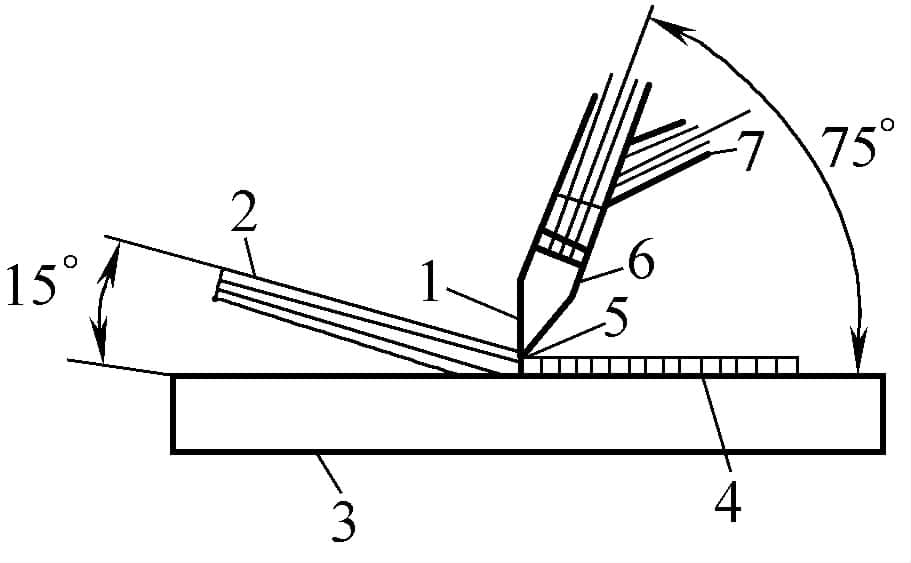
1-الإلكترود التنغستن 2-المعدن الحشو 3-قطعة العمل 4-قطعة اللحام 4-معدن اللحام 5-القوس 6-الفوهة 7-غاز التدريع
1) لا يذوب القطب المصنوع من التنجستن المعدني الحراري أو التنجستن المنشط أثناء اللحام. إن استخدام غاز الأرجون لعزل الغلاف الجوي يمنع تأثيرات الغازات مثل الأكسجين والنيتروجين والهيدروجين على القوس والمجمع المنصهر، ولا تحترق عناصر المعدن الملحوم وسلك اللحام بسهولة (لا يحترق سوى عدد قليل جدًا).
لذلك، من السهل الحفاظ على طول قوس ثابت، وعملية اللحام مستقرة، وجودة اللحام جيدة.
2) أثناء اللحام، لا يكون التدفق مطلوبًا، ولا يوجد خبث على سطح اللحام، مما يسهل مراقبة الحوض المنصهر وتشكيل اللحام، ويمكن اكتشاف العيوب على الفور. يمكن اتخاذ التدابير المناسبة أثناء عملية اللحام لإزالة العيوب.
3) يتمتع اللحام بغاز التنجستن الخامل بثبات جيد، ويمكن للقوس أن يظل يحترق بثبات عندما يكون تيار اللحام أقل من 10 أمبير. لذلك، فهو مناسب بشكل خاص للحام الألواح الرقيقة.
ونظرًا لأنه يتم التحكم في مصدر الحرارة وسلك الحشو بشكل منفصل، فإن ضبط الحرارة مناسب، مما يسهل التحكم في مدخلات الحرارة في اللحام. وبالتالي، فهي مناسبة للحام في مواضع مختلفة وتسهل أيضًا اللحام أحادي الجانب مع التشكيل على الوجهين.
4) يعمل تدفق غاز الأرجون على ضغط القوس، وبالتالي تكون الحرارة أكثر تركيزًا، ويكون التجمع المنصهر أصغر؛ وبسبب تأثير التبريد لغاز الأرجون بالقرب من منطقة التماس، تضيق المنطقة المتأثرة بالحرارة، مما يقلل من تشوه قطعة العمل.
يكون هيكل وصلة اللحام مضغوطًا، وتكون الخصائص الميكانيكية الكلية أفضل؛ وعند لحام الفولاذ المقاوم للصدأ، تكون مقاومة اللحام للتآكل، وخاصة مقاومته للتآكل بين الخلايا الحبيبية جيدة بشكل خاص.
5) نظرًا لأن سلك الحشو لا يحمل تيار اللحام، فإنه لا ينتج عنه تناثر ناتج عن التغيرات في جهد القوس والتيار بسبب انتقال القطرات المنصهرة، مما يوفر ظروفًا جيدة للحصول على سطح لحام أملس.
القوس في اللحام بغاز التنجستن الخامل هو قوس ساطع، ومعلمات عملية اللحام مستقرة وسهلة المراقبة والتحكم، وتساعد على اللحام الآلي والآلي.
1) اللحام بغاز التنجستن الخامل يستخدم الغاز للحماية ولديه مقاومة ضعيفة للرياح الجانبية. والاختراق ضحل، وسرعة الترسيب منخفضة والإنتاجية منخفضة.
هناك كمية صغيرة من تبخر التنجستن، ويمكن أن تتسبب جزيئات التنجستن التي تدخل حوض اللحام في حدوث احتراق شديد لقطب التنجستن، مما يؤثر على جودة اللحام، خاصةً عندما يكون التيار مرتفعًا جدًا، ويكون احتراق قطب التنجستن شديدًا، ويكون احتواء التنجستن واضحًا.
2) بالمقارنة مع لحام القوس المعدني المحمي بالقوس المعدني، فإنه أكثر صعوبة في التشغيل، والمعدات أكثر تعقيدًا، ومتطلبات تنظيف اللحامات عالية بشكل خاص. تكلفة الإنتاج أعلى من تكلفة اللحام بالقوس المعدني المحمي, اللحام بالقوس المغمورواللحام بثاني أكسيد الكربون
لحام غاز التنجستن الخامل يمكن أن يلحم غير الحديدية القابلة للأكسدة المعادن وسبائكها، والفولاذ المقاوم للصدأ، والسبائك عالية الحرارة، والتيتانيوم وسبائك التيتانيوم، وكذلك المعادن النشطة المقاومة للحرارة (الموليبدينوم، والنيوبيوم، والزركونيوم)، وما إلى ذلك، خاصةً لحام الألواح الرقيقة التي يقل سمكها عن 3 مم.
بالنسبة للهياكل المهمة ذات السماكة الكبيرة، مثل أوعية الضغط وخطوط الأنابيب، يمكن استخدامه للحام الممر الجذري. اللحام بغاز التنجستن الخامل في
يُعد اللحام بغاز التنجستن الخامل (TIG)، سواء تم إجراؤه يدويًا أو آليًا، مناسبًا للحام المستمر واللحام المتقطع (يشار إليه أحيانًا باسم "اللحام التخطي")، و اللحام الموضعي. وبالنظر إلى أن القطب الكهربائي غير قابل للاستهلاك، يمكن إجراء اللحام بمجرد صهر المعدن الأساسي دون الحاجة إلى إضافة معدن الحشو. ومع ذلك، بالنسبة لبعض الوصلات، قد تكون هناك حاجة لمعدن الحشو بناءً على احتياجات محددة.
لحام TIG هو طريقة لحام متعددة الاستخدامات ومناسبة بشكل خاص للحام الصفائح الرقيقة، وغالباً ما تكون رقيقة مثل 0.005 بوصة.
تسمح خصائص لحام TIG باستخدامه في لحام معظم المعادن والسبائك. تشمل المعادن التي يمكن لحامها باستخدام TIG الفولاذ الكربوني وسبائك الفولاذ والفولاذ المقاوم للصدأ والسبائك المقاومة للحرارة والمعادن المقاومة للحرارة وسبائك الألومنيوم وسبائك المغنيسيوم وسبائك البريليوم وسبائك النحاس وسبائك النيكل وسبائك التيتانيوم وسبائك الزركونيوم وغيرها.
يصعب لحام الرصاص والزنك باستخدام TIG. إن نقاط الانصهار المنخفضة لهذه المعادن تجعل التحكم في عملية اللحام صعبة للغاية. حيث يتبخر الزنك عند درجة حرارة 1663 درجة فهرنهايت، وهي درجة حرارة لا تزال أقل بكثير من درجة حرارة القوس، ويمكن أن يؤدي تبخير الزنك إلى تدهور حبة اللحام. يمكن لحام الأسطح الفولاذية المطلية بالرصاص أو القصدير أو الزنك أو الكادميوم أو الألومنيوم والمعادن الأخرى التي تذوب عند درجات حرارة أعلى، ولكن تتطلب إجراءات خاصة.
في الوصلات الملحومة للمعادن المغلفة، قد تنخفض الخواص الميكانيكية بسبب تكوين "مركبات بين فلزية". لمنع تكوين المركبات بين الفلزات أثناء لحام المعادن المطلية، يجب إزالة الطلاء السطحي في المنطقة المراد لحامها، ثم إصلاحه بعد اللحام.
يمكن استخدام لحام TIG على مجموعة واسعة من سماكات المعادن. وهو مناسب بشكل خاص للحام الأجسام التي يقل سمكها عن 3 مم لأن القوس يولد تركيزاً عالياً من الحرارة، مما يؤدي إلى سرعات لحام عالية. يمكن إجراء تمريرات لحام متعددة باستخدام معدن الحشو.
على الرغم من أن طرق اللحام تُستخدم عادةً للمعادن الأساسية التي يزيد سمكها عن 6.25 مم، وقد تتطلب اللحامات السميكة عالية الجودة لحام TIG للحام متعدد الممرات. على سبيل المثال، في تصنيع غلاف بسماكة 15 مم لمحرك صاروخي بقطر 8 ملم، يتم استخدام اللحام TIG مع معدن الحشو للحامات الطولية والمحيطية المتعددة. على الرغم من أن هذه الطريقة أبطأ بالنسبة لمثل هذه المعادن السميكة، إلا أنه يتم استخدام اللحام بالتيغ (TIG) نظرًا لمتطلبات الجودة العالية لحبة اللحام.
يمكن أن ينجح لحام TIG في لحام مختلف السبائك "ذات السماكة الرقيقة". يتطلب لحام الصفائح الرقيقة تثبيتاً دقيقاً للمعدات. بالنسبة للمعادن ذات سماكة الرقائق، هناك حاجة إلى اللحام الميكانيكي أو اللحام الآلي. وغالبًا ما يُعرف "اللحام بالقوس الأيوني عالي الحرارة" على أنه نوع مختلف من اللحام بالتيغ (TIG)، مما يوفر مزايا أكثر للحام الصفائح الرقيقة.
اللحام اليدوي مطلوب للأشكال المعقدة عند استخدام الطرق الأوتوماتيكية. التشغيل اليدوي مناسب للأجسام غير المنتظمة الشكل التي تحتاج إلى حبات لحام قصيرة، أو للحام في المناطق التي يصعب الوصول إليها. التشغيل اليدوي مناسب أيضًا للحام في جميع المواضع.
يمكن للمعدات الأوتوماتيكية لحام الأسطح المنحنية والمستقيمة. على سبيل المثال، يتم استخدام طريقة لحام جيبية خاصة للحام طرفي قطب كهربائي من التيتانيوم على شكل موجة مقابل المكونات. بالنسبة لهذا النوع من اللحام الجيبي، تتبع وحدة توجيه ميكانيكية قالباً معدنياً لتوجيه شعلة اللحام. يمثل التشغيل اليدوي لهذا النوع من اللحام تحديات تحكم شديدة.
في عملية اللحام بغاز التنجستن الخامل (TIG)، تتولد الحرارة بين القطب الكهربائي وقطعة العمل، مما يؤدي إلى ذوبان حواف الأخيرة. من الضروري الحفاظ على نظافة حوض اللحام عند التصلب من أجل الاندماج السليم. ولتحقيق لحامات عالية الجودة باستخدام TIG، يجب تنظيف جميع الأسطح والمناطق المجاورة المراد لحامها تمامًا، وكذلك أي معدن حشو مستخدم.
من المتطلبات الأساسية الأخرى هي التموضع الدقيق والثابت للمكونات المراد لحامها، خاصةً عندما تكون الدقة العالية مطلوبة، وتكون قطعة العمل رقيقة ومعقدة الشكل. قد تكون هناك حاجة إلى تركيبات خاصة عند اللحام بدون معدن حشو أو أثناء اللحام الآلي.
1. بدء القوس
تتضمن الطرق الشائعة لـ "بدء القوس الكهربائي" تحفيز انبعاث الإلكترون والتأين الغازي. ويمكن تحقيق ذلك عن طريق سحب القطب المُشَغَّل بسرعة من قطعة العمل إلى طول القوس المطلوب، أو باستخدام قوس تجريبي، أو جهاز مساعد يولد شرارة عالية التردد بين القطب وقطعة العمل.
لا يمكن استخدام السحب الميكانيكي للقطب الكهربائي من قطعة العمل إلا في اللحام الميكانيكي باستخدام ماكينات اللحام بالتيار المستمر. ومع ذلك، يمكن استخدام طريقة بدء القوس الكهربائي التجريبي في اللحام اليدوي والميكانيكي، ولكنها تقتصر أيضًا على ماكينات اللحام بالتيار المستمر. يمكن تطبيق طريقة بدء الشرارة عالية التردد على اللحام اليدوي باستخدام ماكينات اللحام بالتيار المتردد أو التيار المستمر. وتحتوي العديد من ماكينات اللحام على أجهزة لتوليد شرارات عالية التردد لبدء القوس وتثبيته.
2. تموضع قضيب القطب الكهربائي ومعدن الحشو
في اللحام اليدوي بقوس التنجستن اليدوي، بمجرد بدء تشغيل القوس، حافظ على شعلة اللحام بحيث يكون قضيب القطب الكهربائي على بعد حوالي 75 درجة من سطح قطعة العمل، مع توجيهه نحو اتجاه اللحام. في بداية اللحام، يتحرك القوس عادةً بطريقة دائرية حتى ينصهر ما يكفي من المعدن الأساسي لإنتاج حوض منصهر بحجم مناسب.
عندما يتم تحقيق الانصهار المناسب، يتم تحريك شعلة اللحام تدريجياً على طول الحواف المجاورة لمفصل قطعة العمل. يتم هذا الانصهار التدريجي لقطعة العمل عادةً بينما يتم الاحتفاظ بمعدن الحشو، عند إضافته يدويًا، بزاوية 15 درجة تقريبًا من سطح قطعة العمل، ويدخل ببطء إلى الحوض المنصهر.
يجب توخي الحذر في تغذية معدن الحشو لتجنب تعطيل درع الغاز أو لمس قضيب القطب الكهربائي والتسبب في تلوث من أكسدة طرف قضيب الحشو أو قضيب القطب الكهربائي. يمكن إضافة قضيب معدن الحشو بشكل مستمر أو "غمسه" و"سحبه" بشكل متكرر.
يمكن إضافة معدن الحشو بشكل مستمر عن طريق الحفاظ على ترتيب خطي بين قضيب الحشو ومسار اللحام (غالبًا ما يستخدم في الوصلات متعددة الممرات مع وصلة على شكل حرف V)، أو عن طريق تأرجح قضيب الحشو وشعلة اللحام يمينًا ويسارًا لتغذية قضيب الحشو في الحوض المنصهر (يستخدم عادةً في عملية التسطيح).
عند إيقاف اللحام، اسحب معدن الحشو من الحوض المنصهر ولكن أبقه مؤقتًا تحت حماية الغاز لمنع أكسدة معدن الحشو. ثم، قبل إطفاء القوس، حرِّك شعلة اللحام إلى الحافة الأمامية لحوض اللحام المنصهر، وارفع شعلة اللحام إلى الارتفاع المناسب لإطفاء القوس ولكن ليس بما يكفي للتسبب في حدوث تفتت وتلوث قضيب القطب. أفضل ممارسة هي تقليل التيار تدريجيًا باستخدام طريقة التحكم في دواسة القدم دون الحاجة إلى رفع شعلة اللحام.
3. طول القوس
في العديد من تطبيقات اللحام بقوس التنجستن الأوتوماتيكي بالكامل، يبلغ طول القوس المستخدم حوالي 1.5 ضعف قطر قضيب القطب الكهربائي، ولكن يمكن أن يختلف ذلك حسب التطبيق المحدد أو حسب تفضيل عامل اللحام.
ومع ذلك، كلما كان طول القوس أطول، كلما زادت الحرارة المنتشرة في الغلاف الجوي المحيط، ويمكن للقوس الطويل في كثير من الأحيان أن يعيق (إلى حد ما) التقدم المستقر للحام. الاستثناء هو "وصلة التجويف" في خط الأنابيب؛ في اللحام الرأسي بالمحور الرسمي، يمكن للقوس الطويل أن ينتج لحام فيليه أكثر سلاسة من القوس القصير.
4. العمليات اليدوية والآلية
يوجد تمييز بين اللحام اليدوي واللحام الآلي بالكامل بغاز التنغستن الخامل (TIG): يتم إجراء اللحام اليدوي بواسطة "اللحامين"، بينما يتم إجراء اللحام الآلي بواسطة "المشغلين". على سبيل المثال، يعد التحكم اليدوي في تيار اللحام والتبديل عن طريق دواسة القدم من التطورات المبكرة التي تميل نحو الأتمتة.
إن استخدام جهاز يقوم بتشغيل مسدس اللحام بسرعة ثابتة أو مخططة، وضبط جهد القوس تلقائيًا (طول القوس)، وبدء التشغيل والتوقف تلقائيًا، يشكل لحامًا آليًا بالكامل.
5. تقنيات اللحام
يعتمد اختيار وتدريب المشغلين بشكل أساسي على "درجة أتمتة" المعدات المستخدمة. لأن لحام TIG غالبًا ما يستخدم في ربط الصفائح المعدنية الأجزاء، وفي تطبيقه، يمكن للحامين التعامل بسهولة مع المكونات الصغيرة نسبيًا.
ولذلك، غالبًا ما يقضي عمال اللحام جزءًا من وقتهم في تنظيف وتجميع وتثبيت الأجهزة وعمليات اللحام الموضعي. وإلى جانب الحاجة إلى مهارة يدوية عالية وتدريب صبور لتحقيق حبات لحام ذات نوعية جيدة، فإن التقنيات الميكانيكية في بعض الأحيان ضرورية أيضًا للتجميع والتثبيت السليم للمكونات المراد لحامها.
ستتغير الحاجة إلى تقنيات لحام محددة عند الانتقال من طريقة لحام إلى أخرى. على سبيل المثال، قد يحتاج عامل اللحام الماهر في اللحام اليدوي المحمي بالغاز إلى تدريب إضافي للتأهل للحام بالتيغ. وعلاوة على ذلك، تتطلب بعض التطبيقات تقنيات متخصصة، مثل وضع ولحام حلقات الدعم القابلة للاستهلاك واللحام بالإصلاح.
6. التفتيش
يشمل فحص لحام TIG جميع الطرق غير المتلفة، بدءًا من الفحص السطحي للحامات الصفائح المعدنية إلى الفحص الإشعاعي (بالأشعة السينية) والفحص بالموجات فوق الصوتية للحامات السميكة، للتحقق من العيوب المحتملة تحت السطح (الداخلي).
في أي عملية لحام، يعتبر "التيار" هو الشرط التشغيلي الأكثر أهمية في أي عملية لحام، حيث إنه يرتبط بعمق الاختراق, سرعة اللحاموسرعة التصلب وجودة حبة اللحام.
في الأساس، هناك ثلاثة أنواع من تيار اللحام للاختيار من بينها: (أ) تيار التيار المباشر الموجب (DCEP)، (ب) تيار التيار المباشر السالب (DCEN)، (ج) التيار المتردد (AC). يمكن تحقيق بعض التأثيرات المرغوبة عن طريق تركيب تيار عالي التردد على هذه الأنواع الثلاثة من التيار.
1. القطب الكهربائي للتيار المباشر الموجب (DCEP)
DCEP هو أكثر أنواع التيارات استخداماً في اللحام بالتيار المزدوج DCEP ويمكنه إنتاج حبات لحام جيدة في جميع المعادن والسبائك القابلة للحام بشكل عام تقريباً.
في اللحام بالتيار المستمر المستمر (DCEP)، يكون قضيب القطب سالبًا، ويكون معدن قطعة العمل موجبًا، وبالتالي فإن تدفق الإلكترون يكون من قضيب القطب إلى معدن قطعة العمل. نظرًا لأن 70% من الحرارة في جميع أقواس التيار المستمر تتولد في الطرف الموجب أو الأنود من القوس، يمكن لقضيب قطب كهربائي بحجم معين أن يتحمل تيارًا موجبًا أكثر وتيارًا سالبًا أقل.
وبالمثل، إذا احتاج قضيب قطب كهربائي محدد الحجم إلى قوس كهربائي أكثر سخونة، فإن DCEP هو نوع التيار المطلوب.
يمكن لتيار DCEP توليد حبات لحام عميقة وضيقة و"اختراقه" أفضل من النوعين الآخرين من التيار. ومع ذلك، فإن حبة اللحام الضيقة والاختراق الأعمق يجعل لحام DCEP الأجسام المعدنية الرقيقة صعبًا. على عكس DCEN أو AC، لا يمكن لـ DCEP إزالة أكاسيد السطح من الألومنيوم أو المغنيسيوم أو نحاس البريليوم.
ولكن إذا تم لحام الألومنيوم باستخدام DCEP، فيجب استخدام طريقة لحام معدلة خصيصًا، إلى جانب التنظيف الميكانيكي أو الكيميائي قبل اللحام. يتطلب اللحام باستخدام DCEP مهارة أكبر مقارنةً باللحام بالقوس المتردد عالي التردد المستقر، ويرجع ذلك في المقام الأول إلى أن اللحام باستخدام DCEP لا يحتوي على تفريغ موجه عالي التردد عند ضرب القوس.
ولذلك، يمكن إضافة جهاز خاص إلى الماكينة القياسية لتركيب تيار عالي التردد على DCEP.
2. قطبية عكسية للتيار المباشر
في اللحام بالقطبية العكسية للتيار المباشر (DCRP)، يتم توصيل قضيب القطب الكهربائي بالطرف الموجب لماكينة اللحام، بينما يتم توصيل معدن قطعة العمل بالطرف السالب. ونتيجة لذلك، يتحرك تدفق الإلكترون من قطعة العمل إلى قضيب القطب الكهربائي.
تولد هذه العملية حرارة أعلى في قضيب القطب الكهربائي وحرارة أقل في قطعة العمل. وبالنظر إلى نفس الأمبيرية وطول القوس، يكون جهد قوس DCRP أعلى قليلاً من جهد قوس DCSP، مما يؤدي إلى طاقة إجمالية أكبر لقوس DCRP.
DCRP هو الأقل استخدامًا من بين الأنواع الثلاثة للتيارات الكهربائية بسبب ميله لإنتاج مسارات لحام مسطحة وعريضة وضحلة. يتطلب اللحام بتيار DCRP مهارات متقدمة، حيث يستلزم استخدام قضبان أقطاب كهربائية أكبر لنفس قيم تيار اللحام المنخفضة. وبالتالي، لا يتم استخدامه بشكل عام. يوفر DCRP "أروع" قوس فعال ولكنه يمتلك خصائص فائقة في إزالة الأكاسيد من سطح قطعة العمل.
يمثل لحام الألومنيوم باستخدام DCRP تحديًا خاصًا، حيث يتم سحب البركة المنصهرة بسهولة نحو طرف قضيب القطب الكهربائي. يصبح القطب الكهربائي ملوثًا عند ملامسته للألومنيوم.
ومع ذلك، يمكن استخدام DCRP بشكل فعال لربط صفائح الألومنيوم الرقيقة (0.6 مم). ومن ناحية أخرى، يمكن لحام المغنيسيوم، الذي لا يتأثر بفعل القوس القوسي المتأصل في DCRP وبالتالي لا يواجه مشاكل تلوث، باستخدام DCRP لسماكات تصل إلى 3 مم.
3. DCRP لإزالة الأكسيد
تفسر العديد من النظريات السبب في قدرة DCRP على إزالة الأكاسيد من سطح بعض المعادن الأساسية. والتفسير المقبول عموماً هو كما يلي:
عندما يكون القطب موجب، تتحرك أيونات الأرجون أو الهيليوم نحو سطح المعدن الأساسي. وفي سحابة الغاز الخامل المحيطة بها، تتولد أيونات غاز مشحونة بفعل القوس الكهربائي. وبما أن هذه الأيونات لها كتلة كبيرة، فإنها تكتسب الكثير من الطاقة الحركية أثناء اندفاعها نحو سطح المعدن. وعند اصطدامها بالسطح المعدني، تقوم بتمزيق جزيئات الأكسيد بطريقة السفع الرملي، وبالتالي تنظيف السطح.
يولد هذا الإجراء حرارة أقل على المعدن الأساسي مقارنةً بالطرف الموجب من القوس، مما يؤدي إلى الحد الأدنى من الاختراق. إذا كان قضيب القطب سالبًا وقطعة الشغل موجبة، تتحرك الأيونات نحو قضيب القطب، ولا يحدث أي إجراء تنظيف على معدن قطعة العمل. يتسبب "القصف" بواسطة الإلكترونات في حدوث حرارة واختراق كبير على معدن قطعة العمل.
لا تشكل المعادن مثل الفولاذ المقاوم للصدأ والفولاذ الكربوني والنحاس طبقة أكسيد تؤثر بشكل كبير على اللحام بغاز التنجستن الخامل (TIG).
4. تحديد قطبية ماكينة اللحام
في اللحام الأوتوماتيكي TIG، هناك خطر بدء عملية اللحام بقطبية غير صحيحة بسبب التشغيل المتكرر. في اللحام اليدوي، قد تنعكس وصلة الماكينة الطرفية في بعض الأحيان، مما يؤدي إلى تغيير القطبية. من الأفضل اختبار القطبية قبل بدء عملية اللحام لتجنب التلف المحتمل للقطب الكهربائي (والذي يمكن أن يحدث إذا تم تطبيق تيار قطبية عكسية على قضيب قطب كهربائي صغير).
بالنسبة للحام اللاصق اليدوي، قم بتوصيل حامل القطب الكهربائي بالدائرة الكهربائية واختبار القطبية. ابدأ تشغيل القضيب (درجة E6010) للحام اللاصق اليدوي بجميع المواضع مع قطبية عكسية. إذا كانت القطبية موجبة، فسوف يصدر القوس صوت هسهسة قوي وقوي. لن يُصدر القوس E6010 ذو القطبية العكسية الحقيقية صوت هسهسة قوية.
5. التيار المتردد (AC)
يمكن وصف التيار المتردِّد بأنه التذبذب المستمر بين التيار المستمر المتردِّد المستمر والتيار المتردِّد المتردِّد، حيث يتغير اتجاه التيار 120 مرة في الثانية. في التيار المتردد، يتناوب الجهد من قيمته الموجبة القصوى إلى قيمته السالبة القصوى في كل دورة، وينطفئ القوس في كل مرة يحدث فيها هذا التغيير.
عند اللحام في جو خامل، لا يمكن لمحولات اللحام القوسي التقليدية توليد جهد عالي بما يكفي لإعادة إنشاء القوس بعد انطفائه. وبالمثل، ما لم يتم استخدام محول بجهد كامن كافٍ، يجب إضافة تيار عالي التردد إلى القوس من أجل إعادة إنشاء قوس اللحام في كل نصف دورة.
يوفر التيار المتردد اختراقًا جيدًا ويقلل (أو يعكس) أكاسيد السطح. وتكون حبة اللحام الناتجة عن اللحام بغاز التنجستن الخامل بالتيار المتردد (TIG) أعرض وأقل عمقًا من تلك الموجودة في لحام DCSP، ولكنها أضيق وأعمق من تلك الموجودة في لحام DCRP. وعلاوة على ذلك، فإن تقوية حبة اللحام بالتيار المتردد أكبر من تلك الموجودة في لحام DCSP أو DCRP، مما يجعل التيار المتردد أكثر ملاءمة للحام الألومنيوم والمغنيسيوم ونحاس البريليوم.
6. منع التصحيح في التيار المتردد
ونظرًا لأن أنصاف الدورات الموجبة والسالبة للجهد تخلق مقاومة تيار غير متساوية أثناء قوس التيار المتردد، فإن هذا يؤدي إلى موجة جيبية غير متوازنة للتيار، مما يتسبب في ارتفاع تأثير التصحيح. يولد هذا التأثير جزءًا من جهد التيار المستمر في قوس التيار المتردد مرتفعًا بما يكفي للتسبب في انفجار القوس وعدم استقراره.
المحولات الأقدم المستخدمة في اللحام بغاز التنجستن الخامل (TIG) أكثر عرضة للتصحيح، حيث إنها تفتقر إلى مكونات الشكل الموجي المتوازن الحديثة.
يحدث التصحيح بسبب الانبعاث غير المتكافئ للإلكترونات من قضيب القطب الكهربائي ومعدن اللحام. وهو يتأثر بكثافة تيار القوس الكهربائي عند طرف القطب الكهربائي وقطعة العمل (حيث يتحكم ذلك في درجة حرارتهما)، وكذلك طول القوس الكهربائي والغاز الواقي المستخدم إلى حد ما. يمكن أن يولد التقويم ما يصل إلى 12 فولت مكون جهد تيار مباشر في لحام الألومنيوم.
عندما يكون مكوِّن التيار المستمر مرتفعًا، يغمق البركة المنصهرة الساطعة من الألومنيوم وتشكل طبقة أكسيد، يتناسب مداها طرديًا مع حجم مكوِّن التيار المستمر.
يمكن استخدام محولات الموجات المتوازنة للتخلص من التصحيح وآثاره الضارة. تشتمل هذه الوحدات على مكثف على التوالي مع دائرة اللحام. وتسمح سعة هذا المكثف بالتدفق الفعال لتيار اللحام بالتيار المتردد مع حجب جزء من التدفق. وعادة ما تكون هذه المكونات مصممة بحيث يكون جهد الدائرة المفتوحة في نطاق 100-150 فولت، مما يتطلب تيارًا عالي التردد لبدء القوس، وتستخدم على نطاق واسع في لحام سبائك الألومنيوم والمغنيسيوم.
7. اللحام بالتيار النبضي
يُستخدم اللحام بغاز التنغستن الخامل النبضي (TIG)، الذي يعمل بمعدلات ارتفاع وتضاؤل تيار عالية مع معدل نبضات متكررة عالية، على نطاق واسع لربط المكونات الدقيقة. يُستخدم معدل نبض تيار أبطأ في لحام الأنابيب الميكانيكي وتطبيقات اللحام الميكانيكي الأخرى.
في الوقت الحاضر، تم تطوير دوائر تسمح بالتحكم الآلي الدقيق في جهد القوس الكهربائي في اللحام النبضي TIG. تعمل هذه الدوائر على توليد جهد القوس باستخدام تيارات نبضية عالية والتحكم في القفل خلال الفترة المتبقية من الدورة. في ماكينات اللحام بالتيار النبضي ذات الشكل المعدل، يمكن بدء الوظائف التالية بشكل مستقل.
تتمثل مزايا اللحام بالتيار النبضي TIG فيما يلي:
1. زيادة نسبة "عمق إلى عرض" اللحام: من خلال استخدام نبضات لحام بتيار عالٍ قصير المدة ونبضات لحام بتيار عالٍ وقضبان قطب كهربائي صغير من التنجستن الثوريوم النقي النقي، تنتج قوة القوس المتولدة في لحام الفولاذ المقاوم للصدأ نسبة عمق إلى عرض اللحام بنسبة 2:1.
2. القضاء على "ترهل" التيارات العالية: يمكن أن "تخترق" النبضات قصيرة المدة جذر اللحام أو معدن الشُّغْلَة الرقيق وتتصلب قبل أن يتمدد الحوض المنصهر بما يكفي للترهل.
3. تصغير المنطقة المتأثرة بالحرارة: من خلال نسبة مناسبة من ارتفاع النبضة العالية ومدتها إلى ارتفاع النبضة المنخفضة ومدتها، يمكن تقليل المنطقة المتأثرة بالحرارة إلى الحد الأدنى. في بعض الأحيان يتم ضبط ارتفاع النبضة المنخفضة على صفر، مما يحافظ على فجوة محدودة بين نبضات التيار العالي.
4. التحريك في الحوض المنصهر: القوس والقوة الكهرومغناطيسية الناتجة عن نبضات التيار العالي أكبر بكثير من تلك الناتجة عن اللحام بالتيار الثابت. تعمل هذه القوى العالية على تقليب الحوض المنصهر، مما يقلل من احتمالية حدوث ثقوب وانصهار غير كامل في قاع الوصلة. إن القوس الصلب الناتج عن النبض في اللحام بالتيار المنخفض يزيل عدم استقرار تشتت القوس الذي يمكن أن يحدث مع التيارات الثابتة المنخفضة.
تشمل ماكينات اللحام الخاصة باللحام بغاز التنجستن الخامل (TIG) ما يلي:
(أ) نوع مقوم محول-مقوِّم مع خرج تيار مباشر (DC).
(ب) نوع المحول ذو خرج التيار المتردد (AC).
(ج) مولد يعمل بالطاقة - مولد يعمل بمحرك كهربائي (لمخرج التيار المتردد فقط)، أو بمحرك (لمخرج التيار المتردد أو التيار المستمر).
تتميز ماكينات اللحام من نوع المحولات والمقومات بالعديد من المزايا مقارنة بالمولدات التي تعمل بالطاقة: انخفاض التكلفة الأولية، وعدم انخفاض التيار أثناء الإحماء، والتشغيل الهادئ، وانخفاض تكاليف الصيانة والتشغيل، وعدم وجود أجزاء متحركة، وانخفاض مدخلات الطاقة أثناء التوقف المؤقت. وتتمثل ميزة المولدات التي تعمل بمحرك في أنه يمكن استخدامها في المناطق التي لا يوجد بها مصدر طاقة.
1. التثبيت عالي التردد
يتم توصيل فجوة هوائية كبيرة أو مذبذب أنبوبي بدائرة محول اللحام لبدء القوس، وفي بعض الحالات، للاستخدام المستمر. في معظم عمليات اللحام بالتيغ في وقت مبكر باستخدام تيار متردد عالي التردد مستقر، تسبب "التداخل اللاسلكي" في الكثير من المشاكل.
ومع ذلك، فإن المحطات الكهربائية الاهتزازية وأجهزة الكبح "الأنبوبية الإلكترونية" والمحولات عالية التردد ذات الأطوار الفريدة توفر اليوم تفريغ شرارة أضعف، مما يقلل من ظاهرة "التداخل اللاسلكي".
لتعديل بعض المحولات القديمة، يتم تركيب دائرة تثبيت عالية التردد لبدء القوس التلامسي. يمكن إضافة موصل مغناطيسي إلى ماكينة اللحام بالتيار المتردد، مع مفتاح قدم للتشغيل.
باستخدام هذا الإعداد، يمكن للحام وضع قضيب القطب الكهربائي في اتجاه نقطة البداية تحت غطاء قطعة العمل، ثم الضغط على مفتاح القدم. يبدأ القوس عند رفع قضيب القطب الكهربائي من قطعة العمل. هذه العملية بسيطة، ولإيقاف تيار اللحام، يحتاج عامل اللحام فقط إلى تحرير مفتاح القدم.
تعتمد كثافة التفريغ الحثي عالي التردد المطلوب على تصميم الوصلة، وطول بروز قضيب القطب الكهربائي، وقدرة عامل اللحام على بدء قوس بالحد الأدنى من التيار المستحث عالي التردد. إذا تم إجراء اللحام في وصلات الأخدود العميق، يجب أن تكون شدة التيار عالي التردد أقل؛ وإلا فإن القوس سوف يسد عرض الأخدود ولن يدخل جذر الوصلة.
يمكن أن يكون للتثبيت المفرط عالي التردد الآثار الضارة التالية:
1. زيادة احتمال حدوث صدمة كهربائية للمشغل.
2. قوس لحام غير مستقر.
3. "كهربة" الفوهة في حالة استخدام فوهة معدنية.
4. انخفاض العمر الافتراضي لكابل اللحام، حيث يمكن للترددات العالية أن تخترق العزل.
5. زيادة تشويش الاستقبال اللاسلكي.
عند إضافة دائرة كهربائية عالية التردد إلى تيار اللحام، من الضروري فصل الطاقة قبل تركيب أو ضبط قضيب القطب الكهربائي، أو قبل وضع اليدين على الجزء المعدني من رأس اللحام أو بالقرب منه. وإلا فقد تحدث صدمة كهربائية شديدة، خاصةً عندما يلامس المشغل الهواء الدافئ بالقرب من قطعة العمل.
عند اللحام بالتيار المتردد المستقر عالي التردد، تظهر هالة أرجوانية عند طرف قضيب القطب الكهربائي بعد انطفاء القوس الكهربائي وبينما لا يزال القضيب ساخنًا. عندما يبرد قضيب القطب الكهربائي، تتلاشى الهالة الأرجوانية بشكل كبير وتختفي فجأة عندما يصل القضيب إلى درجة حرارة معينة. بينما تكون الهالة الأرجوانية مرئية، لا يزال بإمكان قضيب القطب الكهربائي بدء قوس كهربائي على مسافة كبيرة من قطعة العمل، لذلك يجب توخي الحذر لتجنب بدء القوس الكهربائي المفاجئ واحتراق القوس الكهربائي في مواقع غير مرغوب فيها.
2. جهاز "التشغيل السريع"
في عمليات لحام معينة، يجب توصيل تيار زائد (أعلى بكثير من المستوى العادي) لبدء عملية اللحام (بدء القوس الكهربائي) في أقصر وقت ممكن. وهذا مفيد بشكل خاص في اللحام الأوتوماتيكي أو شبه الأوتوماتيكي. يتم توصيل جهاز بدء التشغيل الساخن في الدائرة لتوفير هذه الزيادة في التيار الأولي. يمكن عادةً ضبط هذا الجهاز مسبقاً لتوفير التيار الإضافي اللازم والمدة المطلوبة.
3. التخفيف من اندفاعات الطاقة
في عمليات اللحام التي تنطوي على فترات قصيرة من التيار العالي وبدء التشغيل المتكرر، يمكن استخدام محرك تحريضي بالتوازي عبر أطراف ماكينة اللحام لتخفيف ارتفاع الطاقة في الخط. يجب أن يكون لهذا المحرك، مع عدم وجود حمل خارجي، قدرة حصانية مقدرة تتجاوز تصنيف KVA لماكينة اللحام.
إذا انخفض جهد الخط بسبب ماس كهربائي تسبب في زيادة التيار أثناء بدء تشغيل القوس، فإن المحرك الدوار سيكون لديه طاقة حركية كافية لتحويلها إلى طاقة كهربائية كبيرة يتم تغذيتها في الخط. سيؤدي الانخفاض الحاد في الجهد الكهربائي في الخط إلى إبطاء المحرك، ويتم تحويل الطاقة الدورانية في المحرك إلى طاقة كهربائية، مما يساعد على الحفاظ على ارتفاع جهد الخط، ما لم يتم استخدامه لتقليل انخفاض جهد الخط بشكل عاجل أثناء بدء تشغيل القوس. ومع ذلك، يجب إجراء تحليل دقيق للتكلفة قبل تنفيذ مثل هذا الإعداد.
4. تقليل التيار لملء الحفرة
في بعض التطبيقات، تتطلب نهاية مسار اللحام تشطيبًا متماثلًا، مع تجنب الانخفاضات المفاجئة عند نقطة الإطفاء داخل فوهة اللحام. في لحام سبائك الألومنيوم والمغنيسيوم، يجب تقليل تيار اللحام قبل الانتهاء مباشرة.
ومع ذلك، فإن المعادن مثل السبائك القائمة على النيكل والكوبالت، التي تكون حساسة جدًا لـ "النبض"، يجب أن يتم تقليل التيار تدريجيًا لإطفاء القوس، مما يساعد في درجة حرارة معدن الحشو المنصهر (يمكن أن يقلل هذا أيضًا من كمية البركة).
وإلا فإن تصدع الحفرة أمر لا مفر منه. لتجنب "العطش" أو الانخفاضات في الحفرة بعد الإطفاء، يجب أن يستمر مسار اللحام بعد نقطة النهاية، ويجب تقليل التيار تدريجيًا إلى مستوى لا يعود فيه المعدن ينصهر. إذا لم يحدث ذلك، ستتشكل المنخفضات أو الندوب القوسية في قطعة العمل عندما يتوقف القوس، ويمكن أن تزيد هذه الندوب والشقوق المجهرية المحتملة من قابلية التآكل.
5. شعلة لحام
يجب أن تكون شعلة اللحام الخاصة بلحام القوس التنغستن اليدوي بالقوس التنغستن متينة وخفيفة الوزن ومعزولة بالكامل. ويجب أن تكون مزودة بقبضة يدوية لتطبيق الضغط ولتوصيل الغاز الواقي إلى منطقة القوس.
بالإضافة إلى ذلك، يجب أن تحتوي على مشبك أنبوبي أو رأس مشبك، أو طريقة أخرى لضغط وتوجيه تيار اللحام بإحكام على قضيب قطب التنغستن. تتضمن مجموعة شعلة اللحام عادةً مجموعة متنوعة من الكابلات والخراطيم وأجزاء التوصيل المختلفة لتوصيل الشعلة بمصدر الطاقة، بالإضافة إلى الغاز والماء.
يوضح الشكل 3 شعلة لحام يدوية نموذجية مبردة بالماء. يجب أن يكون النظام بأكمله الذي يمر من خلاله الغاز الواقي محكم الإغلاق. يمكن أن يؤدي التسرب في وصلة الخرطوم إلى فقدان كبير للغاز وعدم كفاية حماية الحوض المنصهر. وغالبًا ما يكون دخول الهواء إلى نظام الغاز مشكلة كبيرة، مما يتطلب صيانة دقيقة لضمان نظام غاز محكم الإغلاق.
تأتي شعلة اللحام بقوس التنغستن بأحجام وأنواع مختلفة، وتتراوح أوزانها من بضعة أونصات إلى ما يقرب من رطل. ويعتمد حجم شعلة اللحام على الحد الأقصى لتيار اللحام الذي يمكن استخدامه، ويمكن تجهيزها بأحجام مختلفة من قضبان القطب الكهربائي وأنواع وأحجام مختلفة من الفوهات.
تختلف الزاوية بين قضيب القطب والمقبض أيضاً باختلاف مشاعل اللحام. الزاوية الأكثر شيوعًا هي حوالي 120 درجة، ولكن هناك أيضًا مشاعل لحام بزاوية رأس 90 درجة، ومشاعل لحام ذات خط مستقيم، وحتى مشاعل لحام بزاوية قابلة للتعديل. تحتوي بعض مشاعل اللحام على مفاتيح مساعدة وصمامات غاز مثبتة في مقابضها.
الفرق الأساسي بين مشاعل اللحام بقوس التنغستن هو ما إذا كانت مبردة بالهواء أو مبردة بالماء. يتم توفير معظم التبريد في المشاعل المبردة بالهواء عن طريق التدريع بالغاز. لذلك، فإن المصطلح الأكثر دقة هو "مبرد بالغاز". لا يتحقق التبريد الحقيقي للهواء إلا من خلال الإشعاع للهواء المحيط. من ناحية أخرى، يتم توفير بعض التبريد في مشاعل اللحام المبردة بالماء بواسطة غاز التدريع، ولكن الباقي يأتي من الماء الذي يدور عبر الشعلة للحصول على تبريد إضافي.
عادةً ما تكون مشاعل اللحام المبرَّدة بالهواء خفيفة الوزن وصغيرة الحجم ومتينة وأقل تكلفة من مشاعل اللحام المبرَّدة بالماء. ومع ذلك، فإنها عادةً ما تقتصر على تيارات لحام تبلغ حوالي 125 أمبير أو أقل وتستخدم عادةً في لحام الألواح الرقيقة بمعدلات استخدام منخفضة. تكون درجة الحرارة التشغيلية لقضيب قطب التنغستن الكهربائي أعلى مما هي عليه في مشاعل اللحام المبردة بالماء، ونتيجة لذلك، عند استخدام قضبان قطب التنغستن النقي أو اللحام بالقرب من السعة الحالية المقدرة، قد تسقط جزيئات التنغستن في الحوض المنصهر.
شعلة اللحام المبردة بالماء مصممة للحام المستمر بالتيار العالي، وهي قادرة على العمل باستمرار مع تيارات لحام تصل إلى 200 أمبير. وبعضها مصممة لتيارات لحام تصل إلى 500 أمبير كحد أقصى، وهي أثقل وأكثر تكلفة من مشاعل اللحام المبردة بالهواء.
تتصل شعلة اللحام بأنابيب المياه والموصلات ذات الصلة. عادةً ما يتم وضع الكابل الذي يحمل التيار إلى قضيب القطب الكهربائي من ماكينة اللحام داخل خط أنابيب مخرج نظام تبريد المياه. وهذا يوفر التبريد للكابل ويسمح باستخدام أسلاك صغيرة القطر وخفيفة الوزن ومرنة. وفي بعض الأحيان، يشمل ذلك أيضًا التجهيزات ومفاتيح التدفق والصمامات. يمكن أن يؤدي تسرب الماء أو الغاز في شعلة اللحام، أو نظام يحتوي على رطوبة، إلى تلويث مسار اللحام وإعاقة التشغيل السلس.







