أعلى 10 مصنعي ماكينات القص الهيدروليكية في عام 2024
هل تشعر بالفضول بشأن أفضل اللاعبين في صناعة ماكينات القص الهيدروليكية؟ تسلط هذه المقالة الضوء على أبرز الشركات المصنعة مثل AMADA، وAcurpress، و...
كيف يمكنك قص الصفائح المعدنية بكفاءة ودقة وسهولة؟ تكمن الإجابة في ماكينة القص متعددة الاستخدامات. يغوص هذا الدليل في الأنواع المختلفة لماكينات القص، واستخداماتها، ومعاييرها التقنية. سوف تكتشف كيفية عمل هذه الماكينات، بدءًا من القص بالشفرة المسطحة وحتى تقنية التحكم الرقمي باستخدام الحاسوب، مما يعزز فهمك لعمليات قطع المعادن. سواء كنت تعمل في مجال التصنيع أو البناء أو تشغيل المعادن، تقدم هذه المقالة رؤى أساسية حول اختيار ماكينة القص المناسبة لاحتياجاتك.

في القطاعات الصناعية التي تستخدم الصفائح المعدنية على نطاق واسع، من الضروري قطع الصفائح وفقًا لمتطلبات الحجم، مما يجعل ماكينة القص أكثر معدات قطع الصفائح استخدامًا في مختلف القطاعات الصناعية.
في السنوات الأخيرة، تطورت أبحاث وإنتاج ماكينات القص في الصين بشكل سريع، مع تحديثات مستمرة في الهيكل ومجموعة كاملة تدريجيًا من الأصناف والمواصفات. من الصغيرة إلى الكبيرة، شكّل حجم القص من 1 مم × 1000 مم إلى 40 مم × 4000 مم سلسلة كاملة من معايير معلمات ماكينات القص، مع أكبر المواصفات التي أنتجت ماكينة قص ناقل الحركة الميكانيكية مقاس 50 مم × 3200 مم.
لتلبية الاحتياجات الخاصة للصناعة، تم إنتاج ماكينات قص عريضة مقاس 13 مم × 16000 مم ومقصات درفلة مقاس 25 مم × 12000 مم، وتم تحسين مستوى التصميم والتصنيع باستمرار. بالإضافة إلى تطوير ناقل الحركة الميكانيكي لآلات القص الصغيرة والمتوسطة الحجم وفقًا لاحتياجات المستخدم، منذ الستينيات، تم اعتماد ناقل الحركة الهيدروليكي تدريجيًا لآلات القص المتوسطة والكبيرة.
وبالإضافة إلى ذلك، تم تطوير ماكينات القص ذات العارضة المتأرجحة، وماكينات القص ثنائية الغرض المستقيمة والشطبة وماكينات ثني الصفائح وقصها وفقًا لذلك، ويجري تحسين هياكلها باستمرار لتعزيز دقة القص ومستوى الأتمتة، من أجل توسيع نطاق استخدامها وتحسين كفاءة الإنتاج.
إن ماكينة القص تنتمي إلى فئة ماكينات القص في خط مستقيم، وتستخدم بشكل أساسي لقص الحواف المستقيمة لمختلف أحجام الصفائح المعدنية. باستخدام جهاز إيقاف المواد الخلفي أو الأمامي، يمكن قص الصفائح المعدنية بطول ثابت. عند رفع لوحة إيقاف المواد الخلفية، يمكن إجراء القص بأي طول. معظم جسم الماكينة مزود بحلق، يمكن من خلاله قص الشرائح العريضة باستمرار.
يمكن لجهاز القص بالزاوية المثبت على طاولة العمل أن يقص الصفيحة بزاوية، لذا حيثما يتم إنتاج أو استخدام الألواح المعدنية، مثل درفلة الصلب والسيارات والطائرات والسفن والجرارات والمركبات القاطرة والجسور والأجهزة الكهربائية والأدوات والمراجل وأوعية الضغط وغيرها من القطاعات الصناعية، يتم استخدام آلات القص دون استثناء.
هناك العديد من أنواع ماكينات القص، والتي يمكن تقسيمها وفقًا لاستخدامها في العملية ونوع هيكلها:
جودة القص جيدة نسبيًا، مع القليل من التشوه الالتوائي. يعتبر النقل الميكانيكي أكثر شيوعًا، ويستخدم في الغالب لآلات القص الصغيرة.
تشمل آلات القص بالمقصلة وآلات قص العارضة المتأرجحة. جودة القص أسوأ من السابق، مع تشوه التوائي، ولكن القوة واستهلاك الطاقة أصغر من السابق، ومناسبة لآلات القص المتوسطة والكبيرة. يستخدم نظام النقل الرئيسي ناقل حركة هيدروليكي وناقل حركة ميكانيكي. تشمل أنواع قضبان التوجيه قضبان التوجيه المنزلقة وقضبان التوجيه الدوارة. هذا الشكل الهيكلي هو الأكثر إنتاجًا واستخدامًا على نطاق واسع.
آلة قص العارضة المتأرجحة، مقسمة إلى نوع قص مستقيم ونوع قص مستقيم ومائل، ويستخدم الأخير بشكل أساسي لقص حواف اللحام بزاوية 30 درجة. يحتوي نظام النقل الرئيسي على ناقل حركة هيدروليكي وناقل حركة ميكانيكي، حيث يتم إنتاج الأول أكثر.
ماكينة ثني الصفيحة وقصها، أي يمكن إتمام عمليتين على نفس الماكينة، حيث يقوم الجزء السفلي من الماكينة بعملية قص الصفيحة، والجزء العلوي بعملية الثني، وبعض الماكينات تقوم بالقص من الأمام وثني الصفيحة من الخلف.
ماكينة قص الألواح والملامح، أي على حاملات الأدوات العلوية والسفلية لماكينة القص، أحد الجانبين مزود بشفرة لقص الألواح، والجانب الآخر مزود بشفرة لقص الملامح.
تُستخدم ماكينات القص الهوائية في الغالب في خطوط القص، مع سرعة عالية وعدد كبير من المقصات. تستخدم آلات القص التي تعمل بالقدم لقص الألواح الرقيقة والألواح الضيقة. في ماكينة القص ذات الشفرة المائلة، يمكن تقسيم ناقل الحركة الميكانيكي إلى ناقل حركة تروس وناقل حركة تروس دودية.
ووفقًا لنوع العمود المرفقي، يمكن تقسيمه إلى عمود مرفقي طويل (أو عمود غريب الأطوار) ناقل الحركة ونوع قضيب الكوع العمودي للعمود الغريب الأطوار. في شكل ناقل الحركة الميكانيكي الهابط، يمكن تقسيمه إلى ناقل حركة العمود السفلي وناقل حركة العمود الجانبي. في ناقل الحركة الهيدروليكي، هناك أسطوانة مفردة، وأسطوانة مزدوجة في سلسلة، وأسطوانة مزدوجة على التوازي، إلخ.
ماكينة القص باستخدام الحاسب الآلي كما هو موضح في الشكل 1. وهي بشكل عام على جسم المقصلة الشائعة أو آلة القص ذات العارضة المتأرجحة، ومجهزة بنظام تحكم أوتوماتيكي سريع في تحديد المواقع للمقياس الخلفي، مدفوعًا بمحرك مؤازر AC وجهاز محرك متغير السرعة لنقل الكرة اللولبية، مما يضمن دقة حجم المقياس الخلفي، مما يحسن دقة القص وكفاءة الإنتاج.
يمكن لنظام التحكم الرقمي باستخدام الحاسب الآلي المستخدم برمجة التحكم في المقياس الخلفي وفجوة الشفرة وزاوية القص، ويمكن تزويده بجهاز عرض إلكتروني. يتم ضبط جهاز محاذاة الليزر في مقدمة أداة الماكينة، مما يجعل الشعاع مركزًا وواضحًا.
تلغي بعض ماكينات القص بنظام التحكم الرقمي باستخدام الحاسب الآلي جهاز القياس الخلفي وتحتوي على طاولة تغذية أمامية بنظام التحكم الرقمي باستخدام الحاسب الآلي أمام ماكينة القص ذات العارضة المتأرجحة الهيدروليكية. يتم وضع المواد المراد قصها على طاولة التغذية، وتثبيتها بواسطة مشابك هيدروليكية، وتغذيتها تلقائيًا، ووضعها تلقائيًا وفقًا للإعدادات المبرمجة، وتنسيقها مع حركة حامل الأداة العلوي لماكينة القص للقص الأحادي الموضع أو القص التلقائي المستمر، مما يحسن بشكل كبير من دقة القص ويقلل من كثافة العمالة.
يمكن تجهيز آلة القص CNC ببكرات شفط كهرومغناطيسية وأجهزة تكديس لتحقيق أتمتة تفريغ المواد. يستخدم نظام التحكم نظام CNC خاص لماكينات القص باستخدام الحاسب الآلي، مع برمجة بسيطة، وأداء مستقر وموثوق، ووظائف كاملة، وتشغيل مريح.
تم إنشاء نموذج ماكينة القص وفقًا لـ "طريقة إعداد نموذج ماكينات الحدادة"، مع تمثيل المعلمات الرئيسية بسُمك القص × عرض اللوحة. تعتمد معلمات سلسلة سُمك القص على سلسلة الأرقام المفضلة R5 و R10، مع مراعاة معايير سُمك ألواح الصلب المنتجة في الصين.
يتم تحديد عرض القص بالرجوع إلى العرض القياسي للصفائح الفولاذية المنتجة، جنبًا إلى جنب مع متطلبات المصنع المستخدم وحالة سلسلة ماكينات القص المماثلة في الخارج. يوضح الجدول 1 معايير المعلمات الفنية لماكينات القص الموضوعة في بلدنا.
الجدول 1 المعلمات الأساسية لماكينة القص
| السُمك القابل للقص ر/مم | العرض القابل للقص ب/ملم | زاوية القص المقدرة α | عدد الضربات / (عدد المرات/الدقيقة) | |
| عملية عدم التحميل | حمولة كاملة | |||
| 1 | 1000 | 1° | 100 | 40 |
| 1250 | ||||
| 2.5 | 1250 | 1° | 65 | 30 |
| 1600 | ||||
| 2000 | ||||
| 2500 | ||||
| 3200 | ||||
| 4 | 2000 | 1°30′ | 60 | 22 |
| 2500 | ||||
| 3200 | 55 | 20 | ||
| 4000 | ||||
| 6 | 2000 | 1°30′ | 50 | 18 |
| 2500 | ||||
| 3200 | 14 | |||
| 4000 | ||||
| 5000 | - | 12 | ||
| 6300 | ||||
| 8 | 2000 | 1°30′ | 50 | 14 |
| 2500 | ||||
| 3200 | 45 | 12 | ||
| 4000 | ||||
| 5000 | - | 10 | ||
| 6300 | ||||
| 10 | 2000 | 2° | 45 | 12 |
| 2500 | ||||
| 3200 | 40 | 10 | ||
| 4000 | ||||
| 5000 | - | 8 | ||
| 6300 | ||||
| 12 | 2000 | 2° | 40 | 10 |
| 2500 | ||||
| 3200 | 35 | 8 | ||
| 4000 | ||||
| 5000 | - | |||
| 6300 | ||||
| 16 | 2000 | 2°30′ | 30 | 8 |
| 2500 | ||||
| 3200 | ||||
| 4000 | ||||
| 5000 | - | 6 | ||
| 6300 | ||||
| 20 | 2000 | 2°30′ | 20 | 6 |
| 2500 | ||||
| 3200 | ||||
| 4000 | ||||
| 5000 | - | 5 | ||
| 6300 | ||||
| 25 | 2000 | 3° | 20 | 5 |
| 2500 | ||||
| 3200 | ||||
| 4000 | ||||
| 5000 | - | 4 | ||
| 6300 | ||||
| 32 | 2500 | 3°30′ | 15 | 4 |
| 3200 | ||||
| 4000 | ||||
| 5000 | - | 3 | ||
| 6300 | ||||
| 40 | 2500 | 3°30′ | 15 | 3 |
| 3200 | ||||
| 4000 | ||||
ملاحظة:
1. يجب أن تكون مادة الصفيحة المختارة σ b ≤ 450 ميجا باسكال.
2. بالنسبة لماكينات القص ذات ناقل الحركة الهيدروليكي، يتم تحديد عدد ضربات التحميل الكامل فقط.
3. ينبغي عموماً اختيار عمق الحلق على النحو التالي: 0، 100، 300، 500 مم.
هناك العديد من الشركات المصنعة لآلات القص في الصين، وقد طور كل مصنع، وفقًا لمعايير المعلمات الأساسية التي وضعتها الدولة، جنبًا إلى جنب مع خصائص هيكل المنتج الخاص بمصنعه واحتياجات السوق، سلسلة جداول المعلمات الخاصة بمصنعه الخاص. بسبب المنافسة الشرسة، هناك أيضًا مجموعة متنوعة تمامًا من تطورات المنتجات ومواصفاتها.
يتم وصف حالة تطور المعلمات التقنية الرئيسية لآلات القص المنتجة محليًا وخارجيًا على النحو التالي:
في الستينيات تقريبًا، تم إنتاج ماكينات قص قادرة على قطع الألواح بسماكة تصل إلى 60 مم في الخارج، وأنتجت الصين أيضًا ماكينات قص بسماكة قطع 50 مم.
مع تطور العلم والتكنولوجيا، تم أيضًا تحسين عملية قطع الألواح بشكل مستمر. في السنوات الأخيرة، أصبحت آلات القص القادرة على قطع سماكة تصل إلى 40 مم نادرة. بالنظر إلى معدل الاستخدام والاقتصاد في المعدات، فإن الحد الأقصى لسماكة القطع لآلات القص التي تنتجها معظم البلدان هو 25 مم أو 32 مم.
مع تطور الشاحنات الثقيلة والمقطورات والحافلات الكبيرة والطائرات الكبيرة، يستمر الطلب على زيادة عرض القص في النمو. تم إنتاج ماكينات القص بعرض قطع يصل إلى 9000 مم، 10000 مم في الخارج. تم إنتاج آلات القص بعرض قطع يصل إلى 6000 مم بشكل شائع نسبيًا.
مع التحسين المستمر لجودة المنتج، تتزايد أيضًا متطلبات جودة القص وكفاءة إنتاج الصفائح المعدنية. لم تعد عملية قص الشرائح الطويلة على ماكينات القص قادرة على منافسة تقنيات القطع الأخرى، لذلك نادرًا ما يتم استخدام طريقة استخدام ماكينات القص ذات الحلق العميق لقص الشرائح الطويلة.
بالإضافة إلى ذلك ، يؤثر عمق الحلق بشكل كبير على وزن الماكينة ، لذلك تميل آلات القص المنتجة محليًا وأجنبيًا في الوقت الحالي إلى اعتماد عمق حلق أصغر ، خاصة في آلات القص على نطاق واسع ، وهو أكثر وضوحًا. لتلبية متطلبات المستخدمين الخاصة، في السلسلة، باستثناء بعض المواصفات القليلة التي لها حلق موسع، بشكل عام، يتم اعتماد الحلق الضحل، ويتم التعامل مع الحلق العميق من خلال طلبات خاصة.
من أجل تقليل الانحناء والالتواء في الصفيحة المقصوصة، يتم اعتماد زاوية قص أصغر بشكل عام، مما قد يزيد من قوة القص إلى حد ما، ويكون له أيضًا بعض التأثير على قوة وصلابة المكونات المجهدة، ولكنه يحسن من جودة القص.
يرتبط عدد الضربات ارتباطًا مباشرًا بكفاءة الإنتاج. مع تطور الإنتاج، فإن ظهور أجهزة التحميل والتفريغ المختلفة يتطلب أن يكون للماكينة عدد أكبر من السكتات الدماغية. بالنسبة لآلات القص الصغيرة ذات ناقل الحركة الميكانيكية، فإنها تصل عمومًا إلى أكثر من 50 مرة في الدقيقة. تأخذ آلات القص ذات ناقل الحركة الهيدروليكي أيضًا في الاعتبار النظام الهيدروليكي وجوانب التحكم لتمكينها من ضبط طول الشوط تلقائيًا وبسرعة وفقًا لعرض اللوحة المقصوصة، من أجل زيادة عدد السكتات الدماغية.
نظرًا لأن إنتاج الصفائح المعدنية يحتل نسبة كبيرة في إنتاج الصلب في كل بلد، وتستخدم العديد من القطاعات الصناعية الصفائح المعدنية، لذلك، في كل بلد متقدم صناعيًا، هناك العديد من المصانع التي تنتج آلات القص وفقًا لسلسلة معايير المعلمات الخاصة بها.
تظهر المعلمات التقنية الرئيسية لبعض ماكينات القص بنظام التحكم الرقمي في الجدول 2.
الجدول 2 المعلمات التقنية الرئيسية لماكينات القص بنظام التحكم الرقمي (CNC)
| الاسم | QS11K-4×2500 | QS-11K-6×2500 | QC12K-4×2500 | QC12K-6×2500 | QC12K-6×3200 | |
| السُمك القابل للقطع/ملم | 4 | 6 | 4 | 6 | 6 | |
| العرض القابل للقطع/ملم | 2500 | 2500 | 2500 | 2500 | 3200 | |
| زاوية القص | 1°18′ | 1°30′ | 1°30′ | 1°30′ | 1°30′ | |
| ضربة المقياس الخلفي/ملم | 750 | 750 | 600 | 600 | 600 | |
| تردد الضربة/(مرة/دقيقة) | 60 | 60 | 22 | 22 | 17 | |
| قوة المحرك الرئيسي/كيلوواط | 5.5 | 7.5 | 5.5 | 7.5 | 7.5 | |
| نوع الإرسال | نوع القابض الميكانيكي السفلي الميكانيكي | نوع العارضة المتأرجحة الهيدروليكية | ||||
| عدد محاور CNC | 1 | |||||
| السرعة القصوى لتعديل السدادة الخلفية/(م/دقيقة) | 5 | |||||
| دقة ضبط موضع السدادة الخلفية / مم | ± 0.10 | |||||
| أبعاد الماكينة/ملم | طويل | 3590 | 3670 | 3080 | 3130 | 3840 |
| العرض | 3200 | 1830 | 1440 | 1530 | 1675 | |
| الارتفاع | 1560 | 1610 | 1550 | 1600 | 1620 | |
| وزن الماكينة/ر | 5.5 | 6 | 4 | 5 | 6.6 | |
ملاحظة: قوة الصفيحة المقصوصة α b ≤450 ميجا باسكال.
تعمل ماكينة القص عن طريق تطبيق قوة القص على ألواح معدنية بسماكات مختلفة باستخدام شفرة علوية متحركة وشفرة سفلية ثابتة، مع وجود فجوة معقولة في الشفرة، مما يؤدي إلى كسر الألواح وفصلها وفقًا للأبعاد المطلوبة، كما هو موضح في الشكل 2.
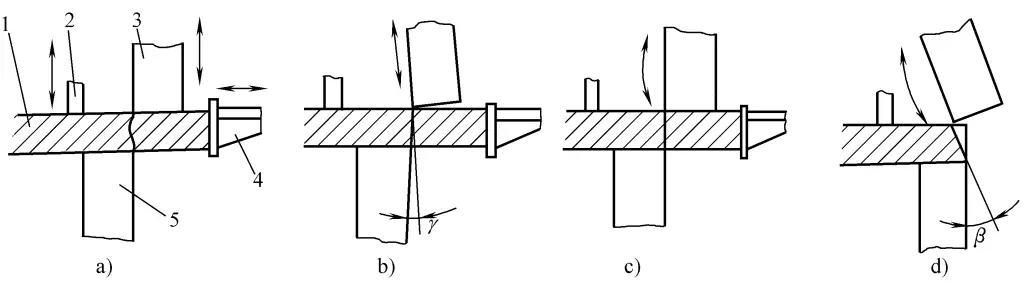
أ) تتحرك الشفرة العلوية لأعلى ولأسفل في المستوى الرأسي
ب) تتحرك الشفرة العلوية لأعلى ولأسفل في المستوى بزاوية أمامية γ
ج)، د) تتأرجح الشفرة العلوية على طول سطح قوس دائري
1-الصفائح المعدنية
2-مكبس 2
3-الشفرة العلوية
4-رف التوقف الخلفي 4 - رف التوقف الخلفي
5-الشفرة السفلية
من أجل تحسين جودة القص وتوسيع نطاق المعالجة، فإن الشفرة المتحركة لآلة القص لها أشكال مختلفة من الحركة، موصوفة على النحو التالي:
(1) تتحرك الشفرة العلوية لأعلى ولأسفل في مستوى رأسي (نوع المقصلة).
(2) تتحرك الشفرة العلوية لأعلى ولأسفل في مستوى مائل (نوع الشفرة العلوية المائلة للأمام).
(3) تتأرجح الشفرة العلوية على طول سطح قوسي (من النوع المتأرجح)، وهي قادرة على قص الحواف المستقيمة، أو قص الحواف المستقيمة والمشطوفة معًا، أي قص زاوية شطبة اللحام β، كما هو موضح في الشكل 2د.
يتم استخدام هيكل الشفرة العلوية التي تتحرك لأعلى ولأسفل في مستوى رأسي بشكل أكثر شيوعًا. تُعد حركة الميل الأمامي للشفرة العلوية للأمام تحسينًا على أساس حركة المستوى الرأسي، وهو أمر مفيد لتحسين جودة القص، ويمكن استخدام شفرة ذات أربع حواف لزيادة عمر الشفرة. وتتراوح زاوية الميل الأمامي γ في الغالب بين 1 درجة إلى 2.5 درجة، مع زوايا أكبر من 3 درجات أقل شيوعًا.
يشتمل نظام القيادة الرئيسي لآلة القص على ناقل حركة ميكانيكي وناقل حركة هيدروليكي وهوائي، مع استخدام ناقل الحركة الهيدروليكي بشكل أكثر شيوعًا. بالنسبة لآلات القص ذات ناقل الحركة الميكانيكية الصغيرة الحجم، نظرًا لأسباب مثل ارتفاع تردد السكتة الدماغية وبساطة الصيانة وسهولة إتقان تشغيل الماكينة، لا يزال المصنعون المحليون والخارجيون على حد سواء ينتجونها.
في ماكينات قص ناقل الحركة الميكانيكية، يشيع استخدام ناقل الحركة الأسطواني الذي يتضمن نوعي ناقل الحركة العلوي وناقل الحركة السفلي. في نوع ناقل الحركة العلوي، كما هو موضح في الشكل 3، يقوم المحرك 5 بتحريك عمود دولاب الموازنة من خلال الحزام V 6، ثم من خلال القابض 7 ونظام تخفيض التروس 4 الذي يحرك عمود الدوران اللامركزي، والذي يقوم بعد ذلك من خلال قضيب التوصيل بتحريك عمود الأداة العلوي 2، مما يجعله يؤدي حركة ترددية لأعلى ولأسفل، لتنفيذ أعمال القص.
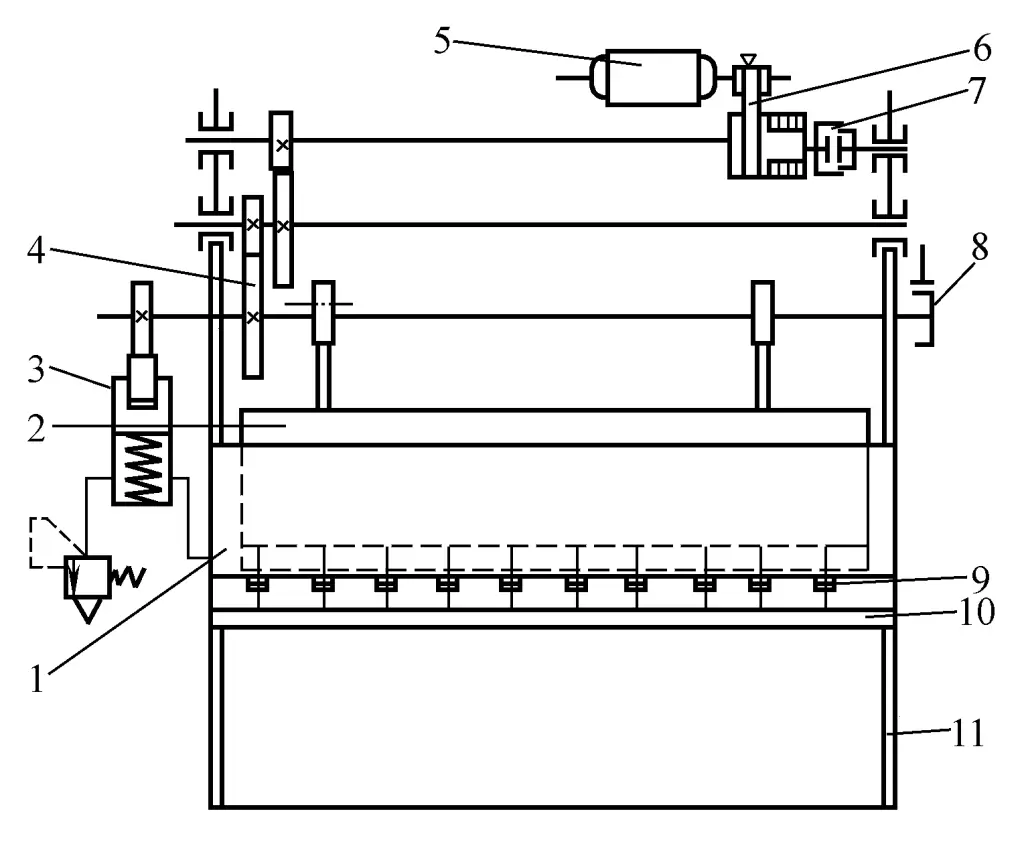
1- شعاع الضغط 1 - شعاع الضغط
2-عمود العِدَّة العلوي
3-خزان الضغط 3-خزان الضغط
4-نظام تصغير 4 تروس
5-المحرك الكهربائي
حزام 6 فولت
7-القابض
8-المكابح
9-قدم ضاغط 9
10-منضدة العمل
11-جسم الآلة 11-جسم الآلة
تقوم الكامة الموجودة على الطرف الأيسر من العمود اللامركزي بتحريك المكبس في خزان الزيت المضغوط 3، مما يرسل الزيت المضغوط إلى قدم الكابس 9، مما يؤدي إلى تثبيت مادة اللوحة قبل القص. عند العودة، يتم سحب قدم المكبس بواسطة شد النابض.
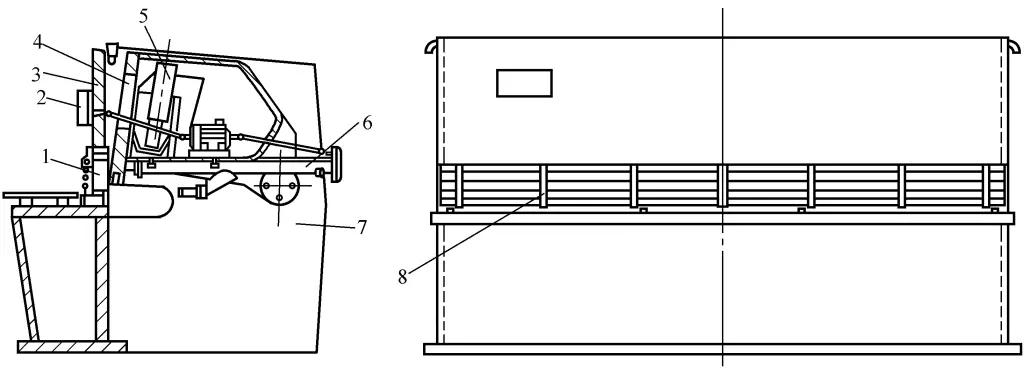
تتميز ماكينة القص الميكانيكية ذات الدفع السفلي، كما هو موضح في الشكل 4، بهيكل مدمج، وارتفاع منخفض لجسم الماكينة، ومركز ثقل منخفض، وثبات أفضل، وأحجام أصغر للقطع، وسهلة التصنيع والتركيب نسبيًا. تُستخدم بشكل عام في ماكينات القص الصغيرة التي يقل سمك صفيحتها عن 6 مم، وأقل من ذلك في المواصفات الكبيرة.
1-تثبيت خزان الزيت
2-العمود اللامركزي
3-قدم التثبيت
4-شعاع التثبيت 4 - شعاع التثبيت
5-حاملة الأدوات العلوية
6-حاملة الأدوات السفلية
نظام نقل الحركة ذو 7 تروس
8-المكابح
9 - القابض
10-الاقتران
11-العجلة الطائرة
12-المحرك
13-قضيب التوصيل 13-قضيب التوصيل
14-الجسم
في آلة قص ناقل الحركة الميكانيكية، يتم أيضًا استخدام محرك تروس دودي، كما هو موضح في الشكل 5. يقوم المحرك بتحريك عمود دولاب الموازنة من خلال محرك حزام على شكل حرف V، وعمود دولاب الموازنة مزود بدودة تدفع العجلة الدودية، وتدفع العجلة الدودية العمود اللامتراكز للدوران، ثم تدفع عمود الأداة العلوي للتحرك لأعلى ولأسفل بشكل متبادل من خلال قضيب التوصيل لأداء أعمال القص. يتم تركيب كاميرا وأسطوانة هيدروليكية للتشبيك في الطرف الأيسر من العمود اللامتراكز. نسبة النقل لمحرك التروس الدودية كبيرة، وتعمل بسلاسة، مع ضوضاء أقل، ولكن بكفاءة أقل، ولا تزال تستخدم في ماكينات القص المتوسطة والصغيرة الحجم.
1-شعاع التثبيت 1 - شعاع التثبيت
2-عمود العِدَّة العلوي
3-تلبيس خزان الزيت
4-كاميرا 4
5-العمود اللامركزي
محرك سير 6 فولت
7-محرك التروس الدودي
8-المحرك الكهربائي
9-قدم ضاغط 9
10-عمود الأداة السفلي
11-المكابح
12-مقبض 12
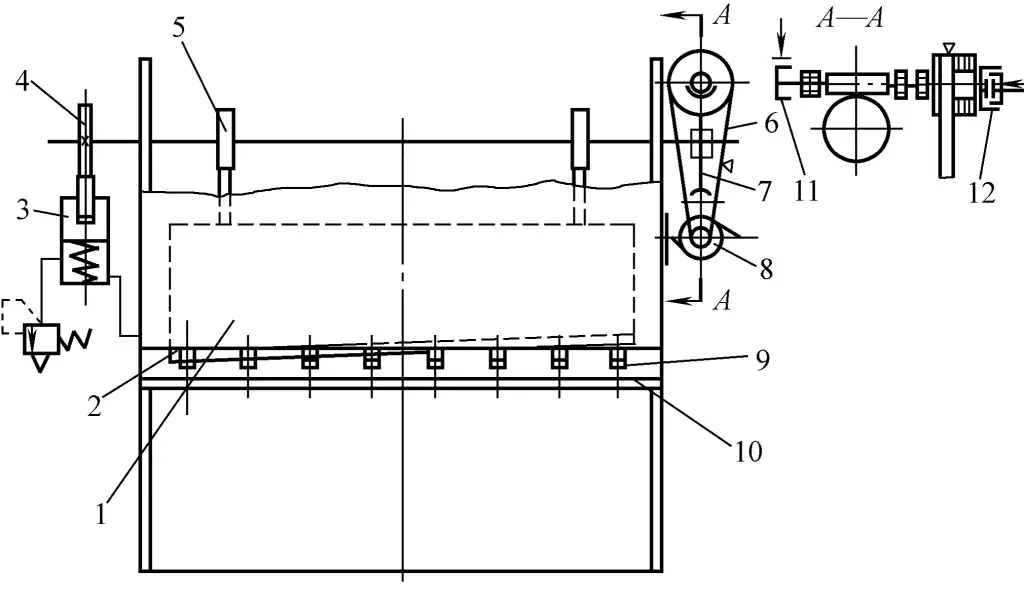
يتزايد إنتاج آلات قص ناقل الحركة الهيدروليكي، مع الهيكل الموضح في الشكل 6. وتتمثل السمات الرئيسية في أن قوة القص تظل ثابتة طوال الشوط بأكمله، وهي آمنة للعمل، ولديها درجة عالية من التعميم، وأخف وزناً، ولا تتطلب تصنيع مكونات نقل كبيرة، ومن السهل ضبط بعض قيم المعلمات وتحقيق الأتمتة، ولكن لديها عدد أقل من السكتات الدماغية، وليس من السهل اكتشاف الأخطاء وإزالتها كما هو الحال مع آلات قص ناقل الحركة الميكانيكية.
1-القدم المثبتة
2-عداد العداد الخلفي
3-شعاع التثبيت
4-تأرجح إطار السكين العلوي المتأرجح
5-الأسطوانة الهيدروليكية الرئيسية
6-المقياس الخلفي
7-جسم الماكينة 7-جسم الآلة
8-غطاء السلامة 8-غطاء السلامة
في كل من ماكينات القص ذات ناقل الحركة الهيدروليكي والميكانيكي، تم تطوير ماكينات القص ذات العارضة المتأرجحة حيث يتحرك إطار السكين العلوي على طول سطح مقوس. تتخلص ماكينات القص ذات العارضة المتأرجحة من آلية التوجيه الكامنة في ماكينات القص بالمقصلة، مما يوفر معالجة وصيانة سطح التوجيه.
يتم ضبط الفجوة بين الشفرات باستخدام عمود غريب الأطوار عند النقطة المحورية لحامل الأداة، والذي يتميز بهيكل بسيط ومريح للضبط. يمكن تحقيق الحركة المتزامنة لكلا طرفي حامل الأداة العلوي من خلال الصلابة القوية لحامل الأداة نفسه، مما يلغي جهاز التحكم المقابل في النظام الهيدروليكي. نظرًا لأن الشفرة العلوية لآلة القص ذات العارضة المتأرجحة تتحرك على طول سطح قوسي، يمكن أن تترك حافة القطع حافة اللوحة تلقائيًا أثناء القص، مما يقلل من تآكل الشفرة.
تتألف ماكينات القص العادية عمومًا من الهيكل، وجهاز النقل، وحامل الأدوات، والمكبس، ورف الإيقاف الخلفي، ورف الإيقاف الأمامي، والموازن، وجهاز دعم المواد، وجهاز ضبط فجوة الشفرة، وجهاز محاذاة الضوء، وجهاز التشحيم، وجهاز التحكم الكهربائي، ومكونات أخرى، مع تنظيم المكونات الرئيسية على النحو التالي:
يتكون الجسم بشكل عام من الأعمدة اليمنى واليسرى، ومنضدة الشغل، والعارضة المستعرضة. بالنسبة لماكينات القص القديمة الطراز، يتكون الجسم في الغالب من أجزاء من الحديد الزهر، والتي يتم تثبيتها معًا بمسامير ودبابيس، وتجمع بين طاولة العمل والعارضة المستعرضة والأعمدة اليمنى واليسرى. هذا النوع من هياكل الهياكل المركبة أثقل وزنًا وأقل صلابة ويتطلب المزيد من المعالجة الآلية على أسطح الوصلات، لذلك انخفض استخدام أجزاء الحديد الزهر تدريجيًا.
مع تقدم تكنولوجيا المعالجة، يتزايد استخدام الهياكل الملحومة ذات الألواح الفولاذية المتكاملة لماكينات القص المتوسطة والصغيرة. تتميز الأجسام الملحومة بأنها أخف وزنًا، وتتمتع بصلابة جيدة، كما أنها مبهجة من الناحية الجمالية، لذلك يتم استخدامها بشكل متكرر. أما بالنسبة لماكينات القص الكبيرة، نظرًا لأبعادها الخارجية الكبيرة، فيتم استخدام الهيكل الملحوم المدمج بشكل أكثر شيوعًا لسهولة المعالجة.
يُعد حامل الأداة جزءًا مهمًا من ماكينة القص. تستخدم ماكينات القص الصغيرة القديمة الطراز في الغالب أجزاء من الحديد الزهر لحامل الأدوات، بينما تستخدم الماكينات الكبيرة أجزاء من الصلب المصبوب. في السنوات الأخيرة، تزايد استخدام الهياكل الملحومة بألواح الصلب في السنوات الأخيرة.
يوضح الشكل 7 هيكل حامل الأدوات لماكينة القص من النوع Q12-6.3 × 2500. يتم توصيل أحد طرفي حامل العِدَّة 6 بالجسم من خلال الغلاف اللامركزي 7 والعمود الثابت 9، ويتم تشغيل الطرف الآخر بواسطة العمود المرفقي 1 وقضيب التوصيل 3. عندما يدور العمود المرفقي، يتأرجح المنزلق حول النقطة المحورية لتحقيق حركة القص. يتم تثبيت الشفرة العلوية 5 على مقعد الشفرة على شكل قوس، مما يضمن وجود فجوة متساوية بينها وبين الشفرة السفلية.
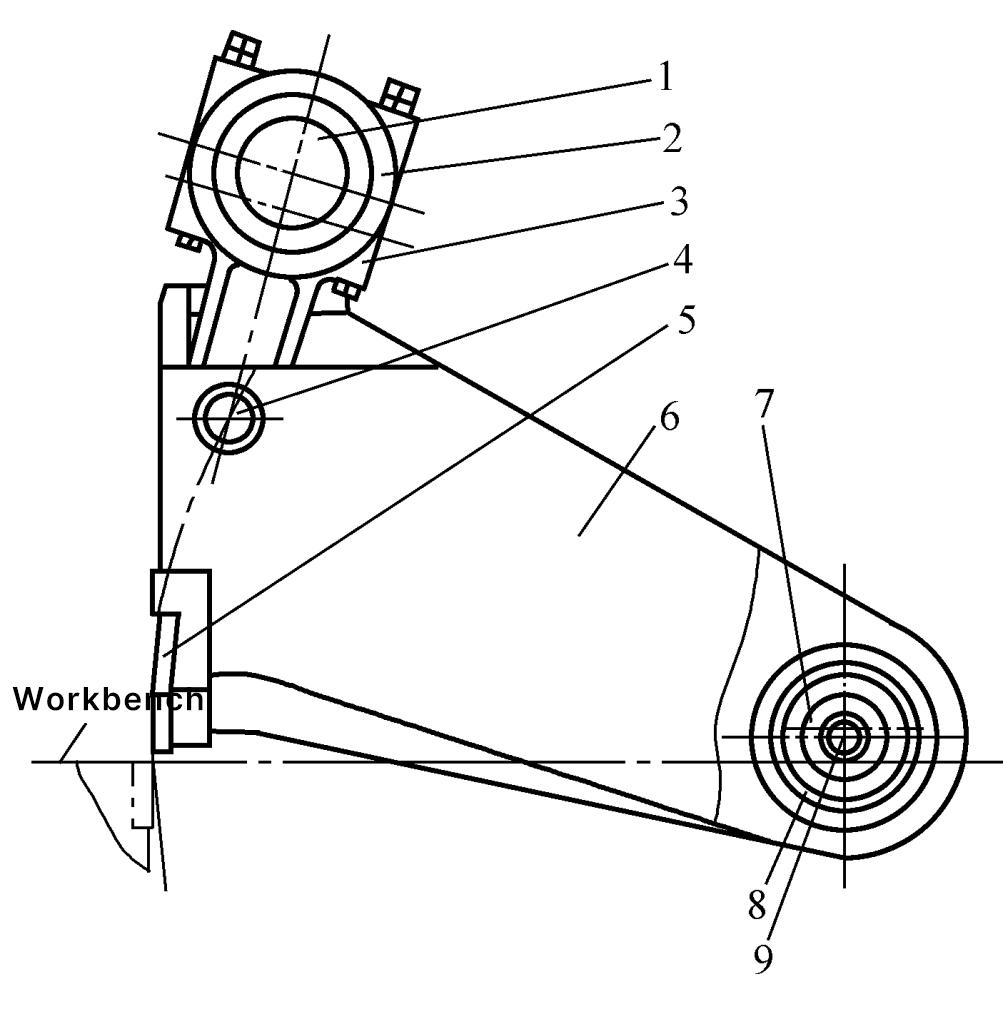
1-العمود المرفقي
2-غطاء قضيب التوصيل
3-قضيب توصيل 3 - قضيب التوصيل
4 سنون
5-الشفرة العلوية
6-حامل الأدوات 6-حامل الأدوات
7-الأكمام اللامركزية
8-الحمل 8
9-عمود ثابت
تشتمل أنظمة نقل ماكينات القص عادةً على أنظمة نقل ميكانيكية وأنظمة نقل هيدروليكية.
وتتضمن أنظمة النقل الميكانيكية الشائعة ناقل الحركة الميكانيكي ناقل الحركة الترسي وناقل الحركة زوج التروس الدودي، كما هو موضح في الشكلين 3 و5، أي حزام على شكل حرف V من المستوى الأول، وناقل حركة ترسي من المستوى الثاني، وحزام على شكل حرف V من المستوى الأول، وناقل حركة زوج تروس دودي من المستوى الأول. وهناك أيضًا ناقل حركة تروس من مستويين أو حزام V من المستوى الأول، وناقل حركة تروس من المستوى الأول.
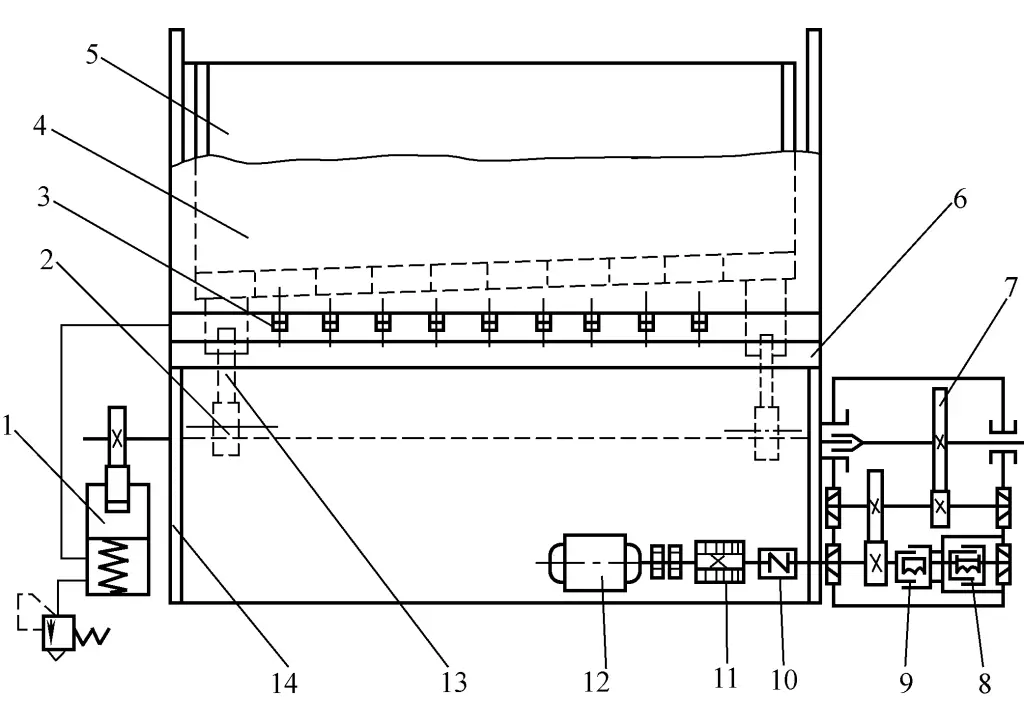
يوضح الشكل 8 الرسم التخطيطي الهيدروليكي لماكينة قص شعاع التأرجح 32 × 4000 مم مع وصلة متوازية ثنائية الأسطوانات. بعد بدء تشغيل المحرك الكهربائي 1، تقوم مضخة الغطاس 2 بإخراج الزيت الهيدروليكي، ويتدفق أحد المسارين نحو صمام التدفق الزائد 3، ومقياس الضغط 9، ويعود المسار الآخر إلى الخزان من خلال الصمام اللا ارتدادي 4 وصمام الاتجاه الكهروهيدروليكي 5. عندما يتم تنشيط صمام الملف اللولبي على الطرف الأيسر من الصمام الاتجاهي الكهروهيدروليكي الاتجاهي، يدفع الزيت الهيدروليكي في دائرة التحكم قلب الصمام الهيدروليكي للتحرك يمينًا، ويدخل الزيت الهيدروليكي في الدائرة الرئيسية إلى أسطوانة التشبيك الهيدروليكية، مما يؤدي إلى تشبيك مادة اللوحة.
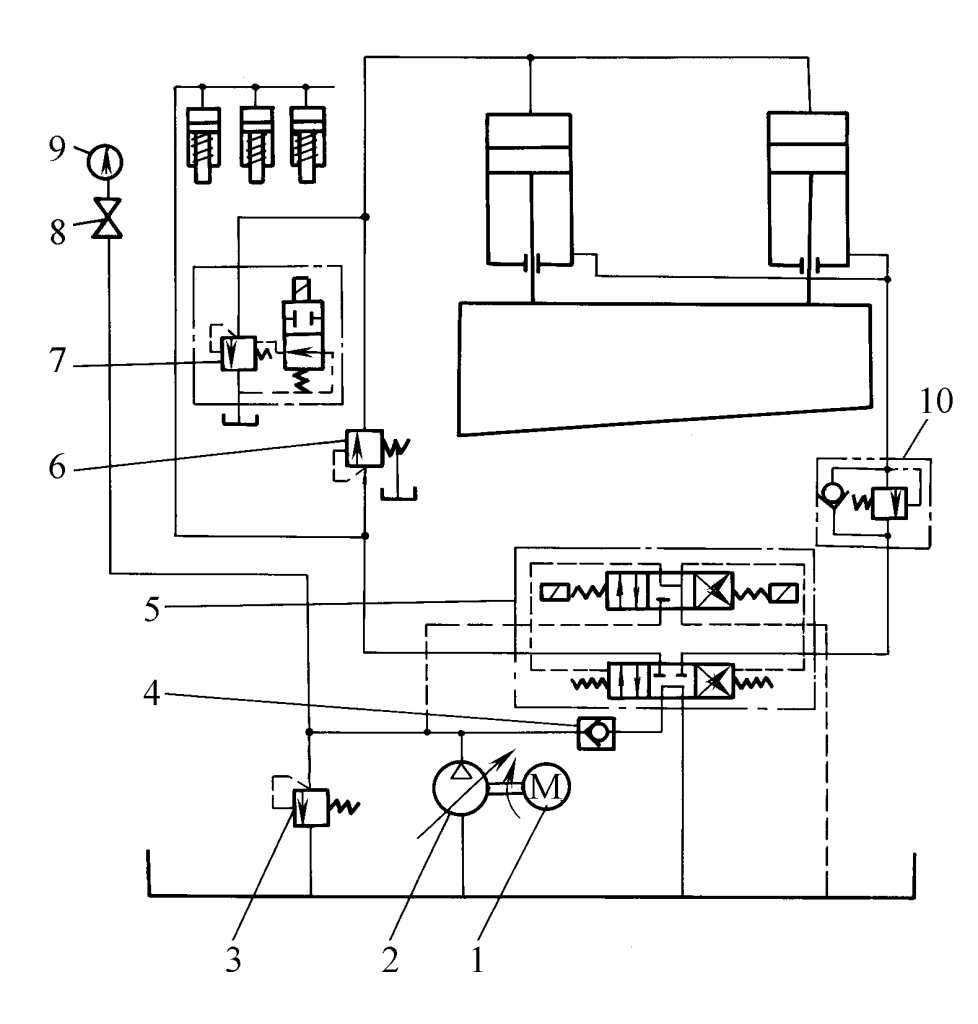
1 - محرك كهربائي
2 - مضخة المكبس المحوري
3 - صمام التدفق الزائد
4 - فحص الصمام
5 - صمام التوجيه الكهروهيدروليكي الهيدروليكي
6 - صمام تسلسلي يتم التحكم فيه مباشرة
7 - صمام الفائض الكهرومغناطيسي
8 - مفتاح قياس الضغط
9 - مقياس الضغط
10 - صمام التوازن بالتحكم المباشر
عندما يتم الوصول إلى ضغط معين، يفتح صمام تسلسل التحكم المباشر 6، ويتم تنشيط صمام الملف اللولبي 7، ويدخل الزيت الهيدروليكي إلى الغرفة العلوية للأسطوانات الهيدروليكية اليمنى واليسرى، مما يتسبب في تحرك عمود الأداة إلى أسفل وقص اللوحة. بعد أن يصل الزيت في الحجرة السفلية إلى ضغط معين، يعود إلى الخزان من خلال صمام توازن التحكم المباشر 10 والصمام الهيدروليكي.
بعد اكتمال القص، يتم إلغاء تنشيط الطرف الأيسر من صمام الملف اللولبي ويتم تنشيط الطرف الأيمن، مما يؤدي إلى التحكم في الزيت الهيدروليكي لدفع قلب الصمام الهيدروليكي للتحرك يسارًا، ويدخل زيت مسار الزيت الرئيسي إلى الحجرة السفلية للأسطوانة الهيدروليكية من خلال الصمام اللا ارتدادي داخل صمام توازن التحكم المباشر، ويتم إلغاء تنشيط صمام الملف اللولبي 7، ويعود الزيت في الحجرة العلوية والزيت في أسطوانة الضغط إلى الخزان، ويتحرك عمود الأداة لأعلى، وتتحرك قدم المكبس أيضًا لأعلى تحت شد النابض، وتعود إلى الموضع الأصلي. يتم إلغاء تنشيط الطرف الأيمن من الملف اللولبي للصمام اللولبي، ويتم حظر مسار زيت التحكم، ويعاد ضبط قلب الصمام الهيدروليكي، وتبدأ دورة القص التالية.
أمام الشفرة في ماكينة القص، يوجد مكبس يحافظ على مادة الصفيحة مضغوطة دائمًا على سطح طاولة العمل أثناء عملية القص بأكملها عملية القص. يجب أن تكون قوة الضغط التي تولدها المكبس قادرة على التغلب على عزم الدوران الناجم عن قوة القص على مادة الصفيحة، مما يحافظ على توازن القوى المختلفة المؤثرة على مادة الصفيحة أثناء عملية القص، لمنع إزاحة أو تقليب مادة الصفيحة أثناء القص. ولذلك، تُعد المكبس أيضًا مكونًا مهمًا لحمل الأحمال.
تحتوي مكابس آلات القص على ناقل حركة ميكانيكي، وناقل حركة هيدروليكي، وهوائي، وشفط كهرومغناطيسي، وأنواع أخرى. في آلات القص على نطاق صغير، يتم اعتماد جميع هذه الأشكال الهيكلية، من بينها ناقل الحركة الميكانيكي وناقل الحركة الهيدروليكي أكثر استخدامًا. في السنوات الأخيرة ، نظرًا للمتطلبات المتزايدة لدقة القص ، أظهرت قوة الضغط المحددة أيضًا اتجاهًا للزيادة ، وأصبح استخدام مكابس النقل الهيدروليكية أكثر شيوعًا.