
شرح القطع بالبلازما والقطع بالليزر
كيف يمكن مقارنة القطع بالبلازما والقطع بالليزر ببعضهما البعض؟ يوفر القطع بالبلازما السرعة والكفاءة في القطع السميك...
كيف يمكن لماكينة تسخير قوة البلازما لقطع المعادن بدقة؟ تقدم ماكينات القطع بالبلازما حلاً رائعًا باستخدام أقواس البلازما عالية الحرارة لقطع المعادن المختلفة بسرعة وكفاءة. يتعمق هذا الدليل في كيفية عمل القطع بالبلازما، والأنواع المختلفة لطرق القطع بالبلازما، والمكونات الرئيسية لهذه الماكينات. سواءً كنت مبتدئًا أو خبيرًا، ستتعرف على المزايا والقيود وأفضل الممارسات لاستخدام تقنية القطع بالبلازما لتحقيق عمليات قطع نظيفة ودقيقة.

يستخدم القطع بالبلازما كثافة الطاقة العالية لقوس البلازما وتدفق البلازما عالي السرعة لصهر وتبخير المعدن عند نقطة القطع تحت درجة حرارة عالية تبلغ 10000 ~ 14000 ℃، وتفجير المعدن المذاب بعيدًا عن القطع.
ويستخدم قوس البلازما مسدس بلازما لضغط القوس الحر بين الكاثود (مثل قطب التنغستن) والأنود في قوس عالي الحرارة والتأين العالي وكثافة الطاقة العالية وسرعة اللهب العالية، كما هو موضح في الشكل 1.
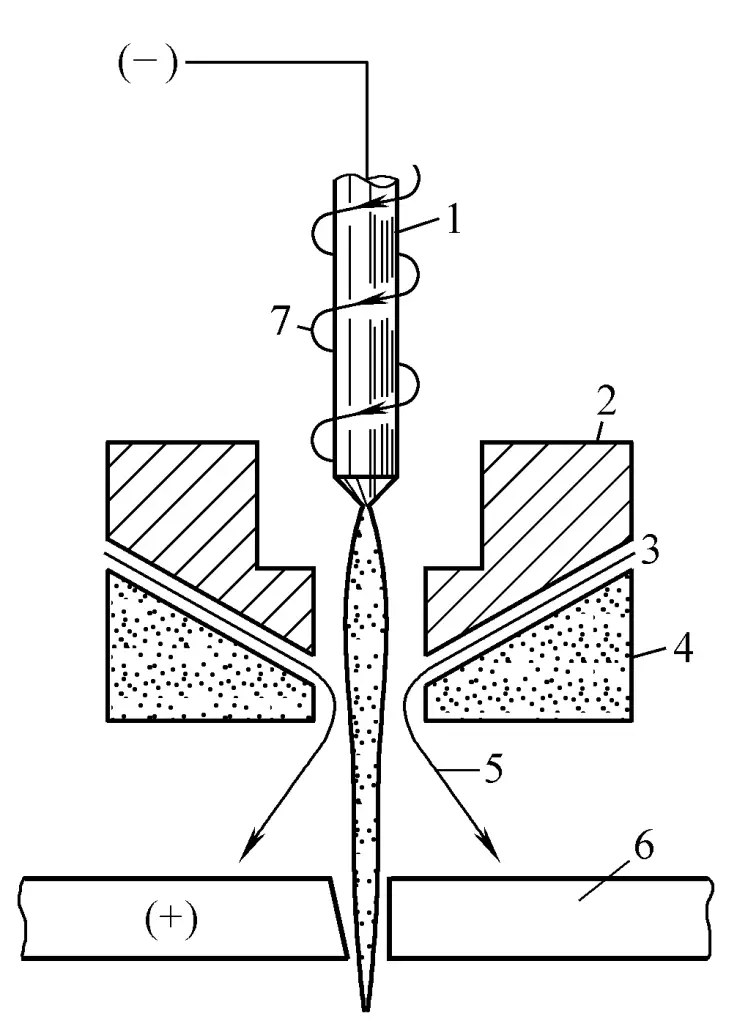
1-الإلكترود
2-الفوهة (نحاس)
3-المياه
4-فوهة 4-فوهة (سيراميك)
5-نفث الماء النفاث
6-قطعة العمل
7-غاز العمل
عندما يتم توصيل القطب الكهربائي بالقطب السالب، يتم توصيل قطعة العمل بالقطب الموجب ويتم تطبيق جهد كهربائي مناسب، ويبعث القطب الكهربائي المتصل بالقطب السالب إلكترونات إلى قطعة العمل المتصلة بالقطب الموجب، وفي الوقت نفسه، يتم إدخال غاز العمل من خلال الفوهة. وتحت تأثير تيار الإلكترونات عالي السرعة، تكتسب جزيئات وذرات الغاز المتعادل كمية كبيرة من الطاقة وتتأين منتجة إلكترونات سالبة الشحنة وأيونات موجبة الشحنة.
تتصادم الإلكترونات المتكونة والأيونات وجزيئات وذرات الغاز المحايد التي لا تزال غير متأينة مع بعضها البعض، وتؤدي الحرارة والضوء الناتجان عن الذرات المتأينة إلى تأين الغاز. وتتكرر هذه الدورة، مما يؤدي إلى تأين الانهيار الجليدي وتكوين قوس بلازما.
وبسبب تأثير انقباض الفوهة، يتشكل "تأثير الضغط الميكانيكي" على عمود القوس، مما يزيد من كثافة طاقة عمود القوس؛ وبسبب "تأثير القرص المغناطيسي" الناتج عن المجال المغناطيسي لعمود القوس نفسه، يصبح قطر قوس البلازما عالي الحرارة أدق، وتزداد كثافة الطاقة، ويصبح تأين الغاز كافياً.
وأيضًا، نظرًا لأن القوس الكهربائي عالي الحرارة يتسبب في تبخير نفاثة الماء عالية السرعة المصاحبة له بسرعة، فإن طبقة البخار تشكل "سترة بخار" ذات تدرج كبير في درجة الحرارة على محيط قوس البلازما، مما يعزز "تأثير الانكماش الحراري" ويزيد بشكل كبير من كثافة طاقة القوس الكهربائي، مما يشكل قوس بلازما بدرجة حرارة عالية للغاية وصلابة جيدة ومعدل تدفق مرتفع.
يتحلل بعض الماء إلى H2 و O2 في درجات حرارة عالية، والتي تشكل مع غاز العمل غاز القطع، مما يعطي قوس البلازما طاقة أعلى. الغازات العاملة المستخدمة هي الأكسجين والنيتروجين والهواء بشكل أساسي.
لا تعمل المياه المحقونة على ضغط عمود القوس الكهربائي مما يجعله أرق فحسب، بل تعمل أيضًا على تبريد الفوهة وقطعة الشغل، وتقلل من إنتاج أكسيد النيتروجين، وتحسن من عمر الفوهة، وتقلل من المنطقة المتأثرة بالحرارة في قطعة العمل. يجب تليين الماء المحقون.
(1) يمكن للبلازما أن تقطع أي حديدية وغير حديدية المعادنوكذلك بعض المواد غير المعدنية.
(2) عند قطع المعادن ذات السماكة غير الكبيرة، فإن سرعة القطع سريعة. على سبيل المثال، عند قطع صفيحة فولاذية مقاس 6 مم، يمكن أن تصل سرعة القطع إلى 6 م/دقيقة، أي 6 أضعاف سرعة 1 كيلو وات القطع بالليزر و10 أضعاف سرعة قطع الغاز.
(3) نظرًا لارتفاع درجة الحرارة وكثافة الطاقة العالية لقوس البلازما، يكون عمود القوس مستقيمًا ومستقرًا، لذلك يمكن أن يحقق القطع بالبلازما قطعًا ضيقًا ونظيفًا وأنيقًا وخاليًا من النتوءات وعموديًا تقريبًا. ومع ذلك، فإن جودة القطع لا تزال أقل جودة من القطع بالليزر، حيث يكون القطع منحدرًا. المنطقة المتأثرة بالحرارة بالقرب من القطع صغيرة.
(4) تكلفة القطع منخفضة نسبيًا، حوالي خُمس القطع بالغاز والقطع بالليزر عند قطع ألواح الصلب 6 مم.
(5) تتمثل العيوب الرئيسية في الضوضاء العالية، بالإضافة إلى الدخان والغبار والإشعاع القوسي.
وفقًا لغازات العمل المختلفة المستخدمة، يمكن تقسيمها إلى أربع فئات، وهي قطع البلازما بالأكسجين، وقطع البلازما بالهواء، وقطع البلازما بالنيتروجين، وقطع البلازما بالأرجون والهيدروجين. ومن بين هذه الفئات، ينتمي الهواء والأكسجين إلى نفس الفئة، ولكن الأكسجين يتمتع بكفاءة أعلى وجودة قطع أفضل، وإن كان بتكلفة أعلى من الهواء.
مقارنة بين طرق القطع بالبلازما المختلفة كما هو موضح في الجدول 1.
الجدول 1 مقارنة بين طرق القطع بالبلازما المختلفة
| الأرجون، بلازما الهيدروجين | بلازما النيتروجين | بلازما الأكسجين | |
| مواد القطع | الفولاذ المقاوم للصدأ والألومنيوم والنحاس | فولاذ، فولاذ مقاوم للصدأ، ألومنيوم | صفيحة فولاذية رقيقة، فولاذ عالي القوة، صفيحة فولاذية مغلفة |
| ديسلاغينج | ليس جيداً | ليس جيداً | جيد |
| سُمك صفيحة القطع/ملم | 4~150 | 0.5~100 | 0.1~40 |
| جودة سطح القطع | جيد نسبيًا، بدون نيترة | رديء، نيتريد | جيد، بدون نيترة |
| مادة القطب الكهربائي | التنجستن | التنجستن | هافنيوم |
| عمر القطب الكهربائي | طويل | طويل | قصير |
بالنسبة للقطع العام للفولاذ الكربوني والفولاذ منخفض السبائك، يتم استخدام قوس بلازما الأكسجين مع نفاثة مائية؛ ولقطع الفولاذ المقاوم للصدأ وسبائك الألومنيوم، يتم استخدام قوس بلازما الأمونيا مع نفاثة مائية. عند القطع باستخدام قوس بلازما الأكسجين والهواء، بسبب تآكل الأكسدة القوي للقطب الكهربائي، يجب استخدام أقطاب الزركونيوم النقي المدمج أو أقطاب الهافنيوم النقي بشكل عام، بدلاً من أقطاب التنغستن النقي أو أقطاب أكسيد التنغستن.
يبلغ عرض القطع في القطع بقوس البلازما من 1.5 إلى 2 مرة أعرض من القطع بالأكسجين والأسيتيلين، ويزداد عرض القطع مع زيادة سُمك الصفيحة. أثناء قطع قوس البلازما، غالبًا ما يزيل الجزء العلوي من القطع معدنًا أكثر من الجزء السفلي، مما يجعل الوجه النهائي للقطع مائلًا قليلاً. ومع ذلك، بالنسبة لقطع الألواح التي يقل سمكها عن 8 مم، وخاصة ألواح الصلب الرقيقة، يمكن الحصول على قطع جيد جدًا.
(1) عند قطع الفولاذ الكربوني والفولاذ منخفض السبائك بالأكسجين وقوس البلازما النفاث المائي يكون سطح القطع أملس تمامًا، مع قيمة خشونة أقل من 20 ميكرومتر بشكل عام.
(2) يمكن أن يحصل الفولاذ المقاوم للصدأ المقطوع بقوس بلازما الأرجون والهيدروجين على سطح قطع أملس، أما القطع بقوس بلازما النيتروجين فيؤدي إلى خشونة أكبر، والقطع بقوس بلازما الأكسجين يكون أكثر خشونة قليلاً، ولكن بشكل عام أقل من 110 ميكرومتر.
(3) بالنسبة للألومنيوم وسبائك الألومنيوم، تكون الخشونة عند القطع بقوس بلازما النيتروجين أكبر بكثير من استخدام غاز الأرجون والهيدروجين المختلط، وعند القطع بقوس بلازما الأكسجين يكون سطح القطع أكثر خشونة. ومع ذلك، يمكن الحصول على سطح قطع أملس باستخدام قوس البلازما النفاث المائي.
عند قطع ألواح الفولاذ المقاوم للصدأ متوسطة السماكة باستخدام قوس البلازما النفاثة المائية، يكون عرض المنطقة المتأثرة بالحرارة 0.02 مم فقط.
في الإنتاج، يمكن الآن استخدام القطع بالقوس البلازما في قطع الفولاذ المقاوم للصدأ بسماكة 100 ~ 200 مم، ولكن يجب أن تكون الطاقة كبيرة نسبيًا، مثل قطع المواد التي يزيد سمكها عن 80 مم، بشكل عام 50 ~ 100 كيلو واط. مطلوب التسخين المسبق قبل بدء القطع، على سبيل المثال، بالنسبة للفولاذ المقاوم للصدأ، عندما يكون سمك قطعة العمل 200 مم، يجب تسخينها مسبقًا لمدة 8 ~ 20 ثانية، ولسمك 50 مم، يتم التسخين المسبق لمدة 2.5 ~ 3.5 ثانية.
يمكن أن تشير المسافة المثلى بين الفوهة وسطح قطعة العمل إلى الجدول 2، ويمكن أن تشير سرعة القطع المناسبة إلى الجدول 3.
الجدول 2 المسافة المثلى بين الفوهة وسطح قطعة العمل (ترومبف)
| سُمك المادة/ملم | حجم الفوهة/ملم | مسافة الفوهة/ملم |
| 1~2 | 3.05 | 3 |
| 3 | 3.05 | 5 |
| 6 | 3.05 | 6 |
| 3~12 | 4.2 | 6.3 |
| 19 | 4.2 | 8 |
| 25 | 4.2 | 9.5 |
الجدول 3 البارامترات الفنية لقطع الفولاذ الطري بالبلازما (ترومبف)
| سُمك المادة/ملم | حجم الفوهة/ملم | مسافة الفوهة/ملم | قطع الغاز | نطاق تعديل تدفق الغاز | نطاق ضبط تدفق المياه | سرعة القطع/(م/دقيقة) |
| 1 | 3.05 | 3 | N2 | 35% | 85% | 10 |
| 2 | 3.05 | 3 | N2 | 35% | 85% | 8.5 |
| 4 | 3.05 | 3 | N2 | 35% | 85% | 5.5 |
| 6 | 3.05 | 3 | N2 | 35% | 85% | 4.4 |
| 6 | 4.2 | 5 | N2 | 45% | 75% | 4.25 |
| 8 | 4.2 | 6 | N2 | 45% | 75% | 4.2 |
| 10 | 4.2 | 6 | N2 | 45% | 75% | 3.5 |
| 12 | 4.2 | 6 | N2 | 45% | 75% | 2.8 |
| 2 | 2.5 | 3 | O2 | 36% | 100% | 12 |
| 4 | 2.5 | 3 | O2 | 36% | 100% | 8 |
| 6 | 2.5 | 3 | O2 | 36% | 100% | 6.5 |
| 8 | 2.5 | 3 | O2 | 36% | 100% | 5.5 |
| 10 | 2.5 | 3 | O2 | 36% | 100% | 2.75~4.5 |
| 12 | 2.5 | 3 | O2 | 36% | 100% | 2.75~3.5 |
يتكون قاطع البلازما بشكل أساسي من مصدر طاقة، ومولد عالي التردد، ونظام إمداد الغاز، ونظام مياه التبريد، وشعلة القطع، ونظام للحركة النسبية لقطعة العمل، ونظام إزالة الخبث وإزالة الغبار، ونظام التحكم، وما إلى ذلك.
موصوفة على النحو التالي:
جهد التشغيل والتيار المطلوبين لقطع التيار الكهربائي.
ويستخدم مولد التردد العالي لإشعال قوس البلازما، وعادة ما يكون قادرًا على توليد جهد عالي 3 ~ 6 كيلو فولت وتيار عالي التردد 2 ~ 3 ميجا هرتز. وبمجرد إنشاء القوس الرئيسي، ينفصل مولد التردد العالي تلقائيًا. وهناك أيضًا طريقة إشعال القوس التلامسي التي لا تتطلب مولدًا عالي التردد.
شعلة القطع هي المكون الرئيسي لقطع البلازما. وتتكون بشكل أساسي من جسم الشعلة، والقطب الكهربائي، والفوهة، وقنوات مدخل الهواء والماء، وموانع التسرب. يُصنع القطب الكهربائي بشكل عام من حامل قطب كهربائي نحاسي، مع مادة القطب الكهربائي (التنغستن أو الهافنيوم) مدمجة أو ملحومة في النهاية. الفوهة مصنوعة من السيراميك المقاوم للحرارة العالية أو النحاس النقي. يختلف شكل الفوهة باختلاف المادة والسُمك وغاز العمل الخاص بالقطع.
الغاز العامل (O 2 أو N 2 ) المطلوب للقطع بالبلازما يتطلب نقاوة صارمة. أثناء القطع بقوس البلازما النفاث المائي بالبلازما النفاثة، تكون متطلبات النقاء للأكسجين 99.95%، وللنيتروجين 99.995%. وتتكون عادةً من أسطوانات الغاز، وأنابيب إمداد الغاز، وصمامات الغاز.
ينقسم الماء الذي يدخل إلى شعلة القطع إلى مسارين، أحدهما هو الماء النفاث المستخدم لضغط قوس البلازما، والآخر هو ماء التبريد، المستخدم لتبريد القطب والفوهة. يجب تخفيف الماء، ويمكن إعادة تدوير ماء التبريد.
تولد عملية القطع بالبلازما دخانًا وغبارًا سامًا بعض الشيء، مثل أكاسيد النيتروجين وأول أكسيد الكربون والروائح الكريهة الضارة بجسم الإنسان. يجب استخدام طريقة شفط الغبار بالمكنسة الكهربائية لإزالة الدخان والغبار بفعالية. لمنع التصاق الخبث الناتج أثناء القطع من الالتصاق بسطح قطعة العمل، يمكن استخدام طريقة شفط المياه النفاثة لإزالة الخبث. يمكن إعادة تدوير الماء المخلوط بالخبث بعد الترشيح.
يعد نظام حركة قطعة العمل بالنسبة لشعلة القطع عاملاً رئيسيًا في ضمان شكل وحجم قطعة العمل المقطوعة. يتم تثبيت الشُّغْلَة بشكل عام بواسطة ملقط هيدروليكي ويتم تشغيلها بواسطة محرك مؤازر يعمل بالتيار المتردد، بدقة تحديد موضع تصل إلى ± 0.1 مم ودقة تحديد موضع التكرار حوالي 0.03 مم.
شركة هاربين للحام والقطع الكاملة لمعدات اللحام والقطع في الصين وشركة شنتشن بوليتشانغ لمعدات القطع بنظام التحكم الرقمي باستخدام الحاسب الآلي ماكينات القطع بالبلازما. يبلغ متوسط خشونة سطح القطع المصنوع من الفولاذ الكربوني أقل من 40 ميكرومتر، ودقة أبعاد الأجزاء قريبة من الحد الأدنى للقطع بالليزر، ولكن التكلفة تبلغ حوالي خُمسها فقط، وهو أمر جذاب للغاية لقطع الألواح السميكة.
أنتجت شركة ترومبف الألمانية ذات مرة المكبس المدمج من نوع TrumaticPK من سلسلة TrumaticPK للقطع بالبلازما واللكم بالقالب مع وجود منزلق لللكم واللكم المتدرج على اليسار، وقاطع بلازما نفاث مائي على اليمين، باستخدام طراز HT400 من شركة هايبرثرم الأمريكية. تظهر المعلمات التقنية للمكبس المدمج من سلسلة Trumatic300P في الجدول 4.
الجدول 4 المعلمات التقنية لمكبس التثقيب بالبلازما المدمج Trumatic 300P
| القطع بالبلازما | سُمك القطع الأقصى / مم | 12.7 | |||||
| سرعة القطع القصوى / (م/دقيقة) | سُمك القطع / مم | 2 | 6 | 8 | 12 | ||
| O2 قطع | 8.5 | 4.4 | 4.2 | 2.8 | |||
| N2 قطع | 12 | 6.5 | 5.5 | 3 | |||
| عرض الشق/ملم | O2 قطع - 3.5 ن2 قطع--2.0 | ||||||
| استهلاك الغاز / (لتر/دقيقة) | O2 قطع - 50 ن2 قطع ---80 | ||||||
| استهلاك المياه / (لتر/دقيقة) | 2~3 | ||||||
| اللكمات واللكمات المتدرجة | سُمك القطع الأقصى/مم | الضرب -12.7 | خطوة اللكم 10.0 | ||||
| قوة الضرب/كيلو نيوتن | 300 | ||||||
| إجمالي قوة القطع/كيلو نيوتن | 330 | ||||||
| الحد الأقصى لتردد الضرب بالخطوة/(مرة/الدقيقة) | 265~400 | ||||||
| الحد الأقصى لسرعة التثقيب المتدرجة/(م/دقيقة) | 6.6 | ||||||
| الحد الأقصى لقطر القالب/ملم | 105 | ||||||
| وقت تغيير الموت | تلقائي - 6.5 ثوانٍ | شبه أوتوماتيكي - 6 ~ 12 ثانية | |||||
| نطاق المعالجة/ملم | تروماتيك 300PK | تروماتيك 300PW | |||||
| 1600×2250 | 1600×2700 | ||||||
| وزن الماكينة/كجم | 18500 | 20500 | |||||
| مساحة الأرضية/ملم | 8010×8680 | 8010×8680 | |||||
| دقة تحديد الموقع/ملم | ±0.1 | ±0.1 | |||||
| الحد الأدنى للزيادة القابلة للبرمجة/ملم | 0.01 | 0.01 | |||||
الجدول 5 هو المعلمات التقنية لمكبس التثقيب الهيدروليكي والقطع بالبلازما الذي أنتجته شركة ويتني الأمريكية، والذي يعتمد نظام فوهة جديد لتحسين دقة القطع بالبلازما.
الجدول 5 مكبس بلازما ويتني المدمج للبلازما المعلمات التقنية
| الاسم | الوحدة | القياس | ||||
| الطراز | 3400RTC | 3500ATC | 3700ATC | 661ATC | ||
| سُمك التثقيب الأقصى | عادي | مم | 12.7 | 10 | 15 | 15 |
| إضافة أجزاء اختيارية | مم | 12 | 18 | |||
| السُمك الأقصى للقطع بالبلازما | مم | 12.7 | 12 | 18 | 18 | |
| الحد الأقصى لوزن اللوحة | كجم | 300 | 300 | 450 | 900 | |
| نطاق تموضع الماكينة | المحور X | مم | 3000 | 2280 | 3000 | 4000 |
| المحور Y | مم | 1250 | 1270 | 1600 | 1800, 2500, 3000 | |
| محطة تغيير القالب الأوتوماتيكية | 7 | 30 | 42 | 15 أو 45 | ||
| حجم بوابة إسقاط الأجزاء الصغيرة الحجم | مم | 600×1250 | 450×600 | 450×600 | 380 × عرض الماكينة | |
الجدول 6 هو المعلمات التقنية لماكينات القطع بالبلازما الهوائية العاكسة المحلية.
الجدول 6 المعلمات التقنية لماكينات القطع بالبلازما الهوائية العاكسة المحلية
| الطراز | KL-30CW | KL-80CW | KL-160CW |
| القطع (اللحام) | القطع (اللحام) | القطع (اللحام) | |
| جهد الإدخال/فولت | 220 | 380 | 380 |
| طاقة الإدخال/الكيلوواط | 5.2(4) | 12.5(5.5) | 25(11) |
| عدد المراحل | مرحلة واحدة | ثلاث مراحل | ثلاث مراحل |
| التردد/التردد/الهرتز | 50~60 | 50~60 | 50~60 |
| تيار الإخراج/أ | 6~30 | 10~80 | 30~160 |
| جهد التشغيل/الفولتية | 120(30~40) | 120(30~40) | 120(30~40) |
| دورة عمل التحميل (%) | 60(100) | 60(100) | 60(100) |
| ضغط الهواء/ميجا باسكال | 0.4 | 0.5 | 0.6 |
| طريقة التبريد | تبريد الهواء | تبريد الهواء | التبريد بالهواء أو الماء |
| وضع التشغيل | نوع جهة الاتصال | نوع عدم الاتصال | نوع عدم الاتصال |
| سُمك القطع/ملم فولاذ منخفض الكربون، فولاذ مقاوم للصدأ ألومنيوم النحاس | 0.1~19 0.1~14 0.1~6 | 1~35 1~22 1~12 | 1~55 1~40 1~36 |
| الأبعاد الخارجية/ملم | 200×385×325 | 285×485×515 | 380×615×620 |
| الوزن/كجم | 18.5 | 44 | 86 |







