
دلفنة وثني الزوايا والقنوات والأنابيب
هل رأيت تلك الأنابيب والخزانات المعدنية الضخمة في المصانع؟ إنها تبدأ كصفائح مسطحة! ثني اللفائف هو...
ما الذي يجعل التصنيع الآلي دقيقاً وفعالاً؟ تكمن الإجابة في فهم زوايا القطع والعناصر المعنية. تستكشف هذه المقالة الجوانب الأساسية لحركة القطع، وهندسة الأداة، ومعلمات القطع التي تضمن الأداء الأمثل في عمليات التشغيل الآلي. من خلال التعمق في ميكانيكا الحركات الرئيسية والتغذية والحركات المركبة، إلى جانب زوايا الأداة وعناصر القطع الحرجة، ستحصل على رؤى لتحقيق جودة سطح فائقة ودقة أبعاد فائقة في قطع العمل الخاصة بك. اكتشف كيف يمكن أن يؤدي إتقان هذه الأساسيات إلى تعزيز عملية التصنيع الآلي لديك وزيادة الإنتاجية الإجمالية.

من أجل إزالة المعدن الزائد من الشُّغْلَة على أداة الماكينة والحصول على شُغْلَة تفي بمتطلبات دقة الأبعاد والدقة الهندسية وجودة السطح، يجب أن تكون هناك حركة نسبية بين الأداة والشُّغْلَة أي حركة القطع.
وفقًا لدور حركة القطع في عملية القطع، يمكن تقسيم حركة القطع إلى حركة رئيسية وحركة تغذية، كما هو موضح في الشكل 1.
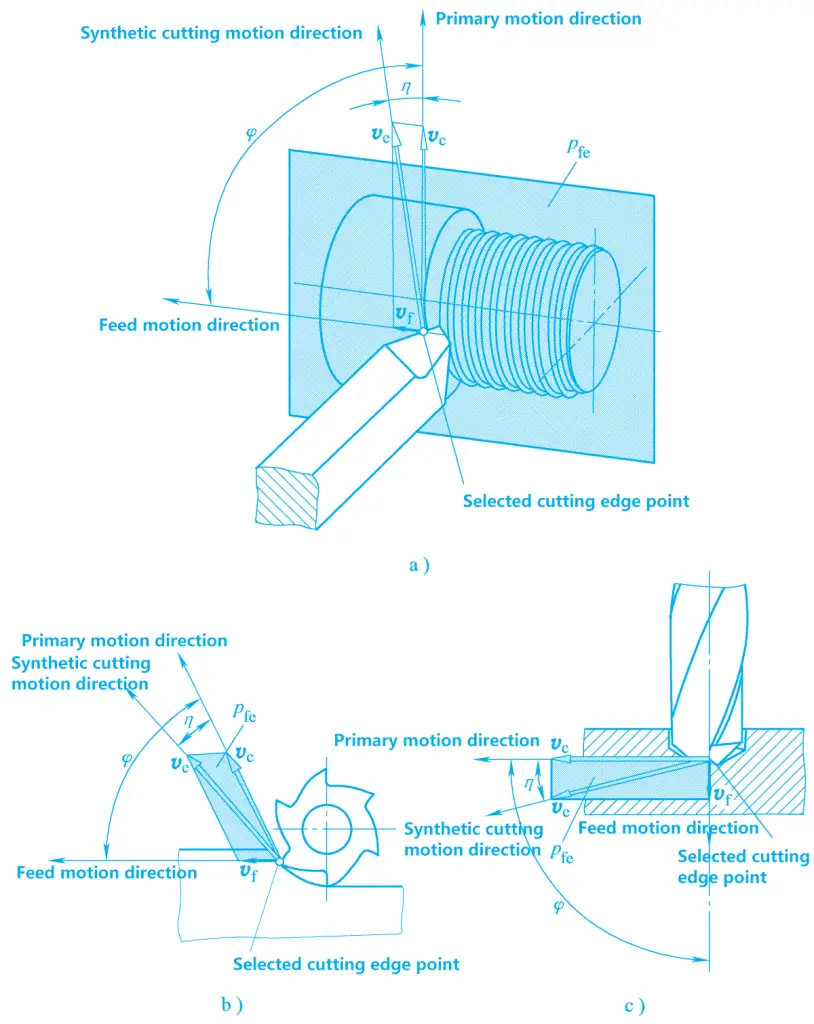
أ) الدوران
ب) الطحن
ج) الحفر
الحركة الرئيسية هي الحركة اللازمة لإزالة الطبقة المعدنية الزائدة من الشُّغْلَة وتشكيل سطح جديد على الشُّغْلَة. إنها الحركة الأساسية التي توفرها أداة الماكينة. تتميز الحركة الرئيسية بأعلى سرعة وأكبر استهلاك للطاقة.
هناك حركة رئيسية واحدة فقط في معالجة القطع، والتي يمكن أن تقوم بها قطعة العمل أو الأداة. على سبيل المثال، الحركة الدورانية لقطعة الشُّغْلَة أثناء الخراطة، والحركة الدورانية لقاطع الطحن وقطعة الحفر أثناء الطحن والحفر، على التوالي، كلها حركات رئيسية.
حركة التغذية هي حركة تغذي بشكل متقطع أو مستمر الطبقة المعدنية المراد قطعها في عملية القطع. عند دمجها مع الحركة الرئيسية، فإنها تزيل الطبقة المعدنية باستمرار للحصول على سطح الشُّغْلَة المطلوب. تتميز حركة التغذية بسرعة منخفضة واستهلاك منخفض للطاقة.
في معالجة القطع، يمكن أن تكون حركة التغذية حركة واحدة أو حركتين أو حركات متعددة. يمكن أن تكون حركة مستمرة، مثل الحركة الطولية لأداة المخرطة الموازية لمحور الشُّغْلَة أثناء الخراطة الخارجية، أو حركة متقطعة، مثل الحركة العرضية للشُّغْلَة أو الأداة أثناء التخطيط.
كما هو موضح في الشكل 1، حركة القطع المركبة هي حركة مركبة مركبة من الحركة الرئيسية وحركة التغذية. يُطلق على اتجاه الحركة المركبة اللحظية لنقطة محددة على حافة القطع للأداة بالنسبة لقطعة العمل اتجاه حركة القطع المركبة، وتسمى سرعتها الحركة المركبة سرعة القطع.
أثناء عملية القطع، يتم قطع الطبقة المعدنية الموجودة على قطعة العمل باستمرار بواسطة الأداة وتصبح برادة بينما يتم تشكيل سطح جديد على قطعة العمل. أثناء تشكيل السطح الجديد، هناك ثلاثة أسطح متغيرة باستمرار على قطعة العمل، كما هو موضح في الشكل 2.
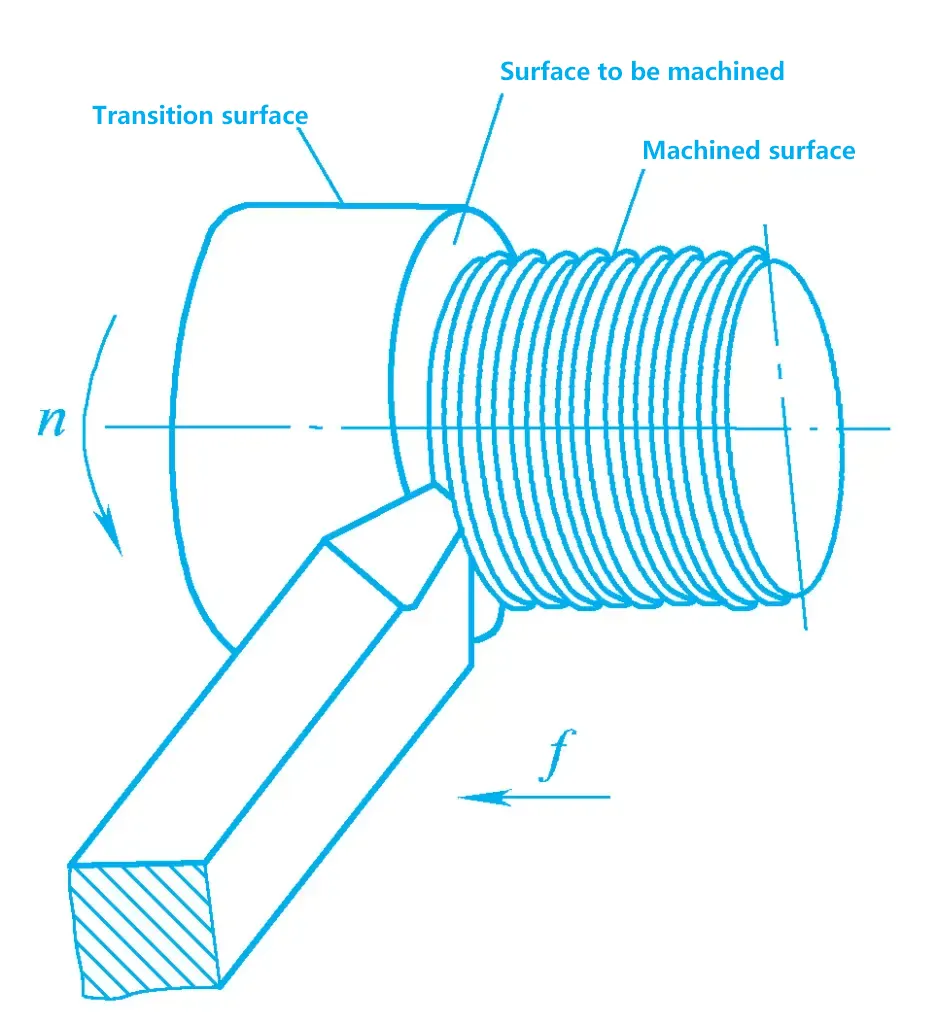
يسمى السطح الموجود على قطعة العمل المراد إزالته السطح المراد تشكيله.
يُطلق على السطح المتشكل على قطعة العمل بعد القطع بواسطة الأداة اسم السطح المشغول آلياً.
يُطلق على السطح الذي يتم قطعه بواسطة حافة القطع اسم السطح الانتقالي، وهو السطح الواصل بين السطح المراد تشكيله والسطح المشغول آليًا.
هناك العديد من أنواع وأشكال أدوات قطع المعادن، ولكن تكوين جزء القطع من الأداة له نقاط مشتركة. يمكن اعتبار جزء القطع لأداة الخراطة الخارجية الشكل الأساسي لجزء القطع للأدوات المختلفة. يمكن أيضًا استخدام المصطلحات العامة التي تصف جزء القطع من أداة الخراطة لأدوات القطع المعدنية الأخرى.
تتكون أداة الخراطة من ساق الأداة ورأس الأداة. ساق الأداة هو جزء التثبيت من الأداة، ورأس الأداة هو جزء القطع من الأداة. كما هو موضح في الشكل 3، يتكون رأس الأداة من الأجزاء التالية:
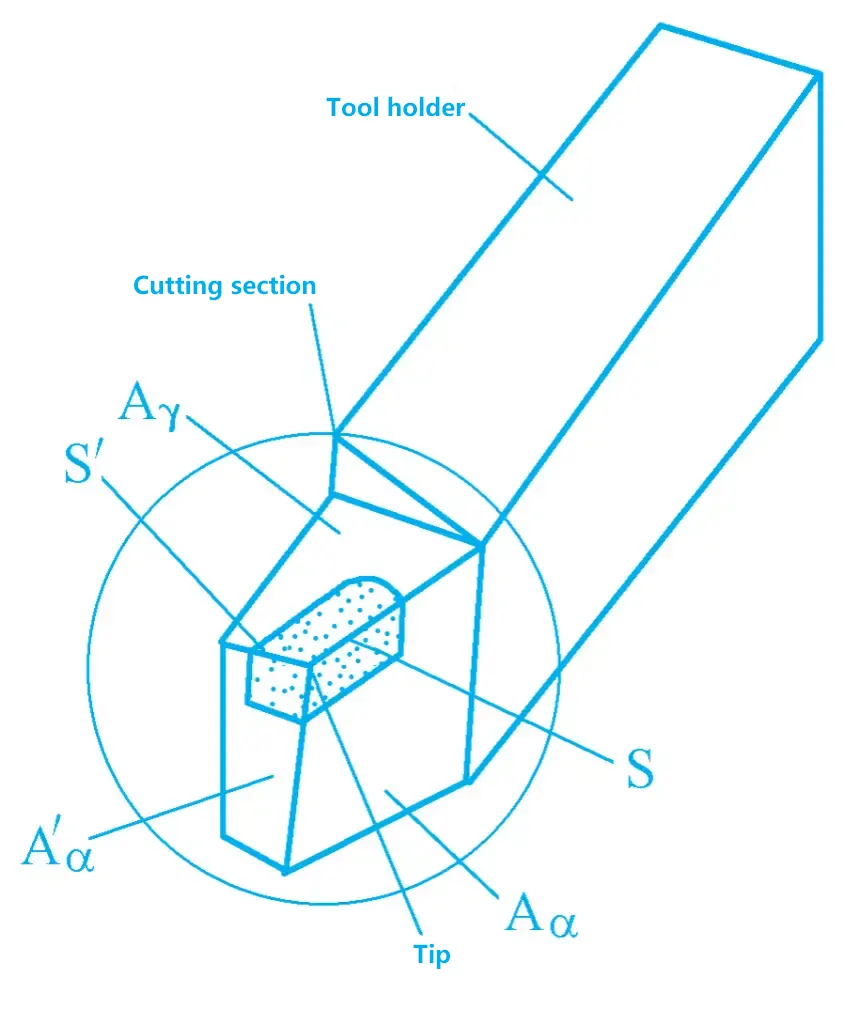
يُطلق على وجه الأداة الذي تتدفق البُرادة من خلاله اسم وجه أشعل النار.
يُطلق على وجه الأداة المقابل للسطح الانتقالي اسم وجه الجناح (يُطلق عليه أيضًا اسم وجه الجناح الرئيسي).
يُطلق على وجه الأداة المقابل للسطح المشغول آليًا اسم وجه الجناح الثانوي.
يسمى خط التقاطع بين وجه أشعل النار ووجه الجناح الرئيسي بحافة القطع الرئيسية. وهو يتولى مهمة القطع الرئيسية أثناء عملية القطع.
يُطلق على خط التقاطع بين وجه أشعل النار ووجه الجناح الثانوي حافة القطع الثانوية. وهو يتعاون مع حافة القطع الرئيسية لإكمال عمل القطع ويشكل في النهاية السطح المشغول لقطعة الشغل.
طرف الأداة هو الجزء الواصل بين حواف القطع الرئيسية والثانوية، أو نقطة تقاطع حواف القطع الرئيسية والثانوية. تحتوي معظم الأدوات على حافة مستقيمة صغيرة أو حافة قوسية مطحونة عند طرف الأداة، في حين أن بعض الأدوات تتقاطع حواف القطع الرئيسية والثانوية مباشرةً لتشكل طرف أداة حاد، كما هو موضح في الشكل 4.
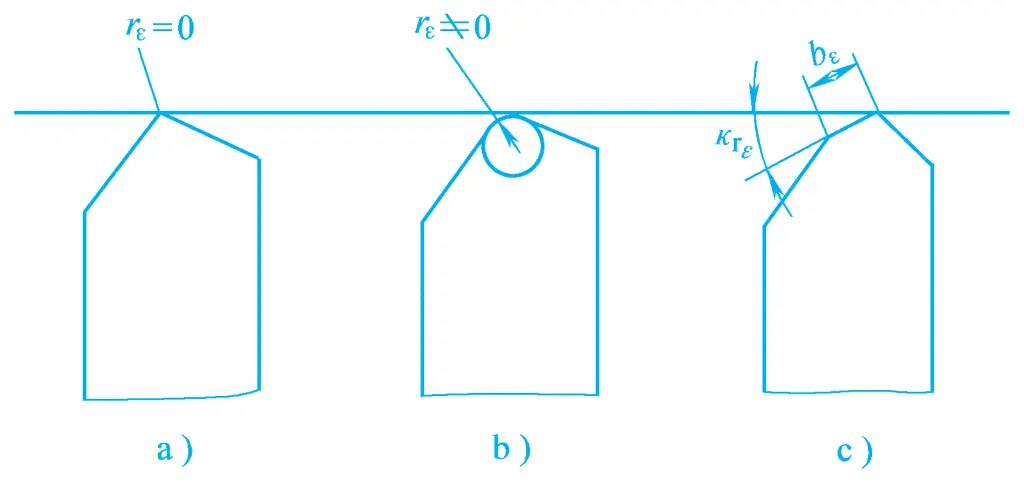
أ) طرف الأداة الحاد
ب) طرف الأداة المستدير
ج) طرف الأداة المشطوف
قد تحتوي الأنواع المختلفة من الأدوات على أعداد مختلفة من أوجه الأدوات وحواف القطع، ولكن الوحدة الأساسية لجزء القطع في الأداة تتكون من وجهي أداة (Aγ , Aα ) وحافة قطع رئيسية واحدة. يمكن تحليل أي أداة معقدة متعددة الحواف عن طريق تحليلها إلى وحدات أساسية.
من أجل تحليل المواضع المكانية لأوجه الأداة وحواف القطع لجزء القطع من الأداة، ولتسهيل تصميم الأداة وتصنيعها وطحنها وقياسها، يجب إنشاء نظام مرجعي لمستوى الإحداثيات المكانية يسمى النظام المرجعي للزاوية الثابتة للأداة.
ولتسهيل تحليل دور الزوايا الهندسية للأداة أثناء عملية القطع، يجب أن يستند إنشاء المستويات الإحداثية في النظام المرجعي للزاوية الثابتة للأداة إلى حركة القطع.
أولاً، يتم إعطاء ظروف العمل المفترضة، والتي تشمل ظروف الحركة المفترضة وظروف التركيب المفترضة، ثم يتم إنشاء نظام مرجعي. تسمى زوايا هندسة الأداة المحددة في هذا النظام المرجعي بالزوايا الثابتة للأداة، أي الزوايا المشروحة.
1) ظروف الحركة المفترضة
يؤخذ اتجاه الحركة الرئيسية اللحظية للنقطة المختارة على حافة القطع (عندما تقع في مستوى مركز دوران الشُّغْلَة) بالنسبة لقطعة العمل كاتجاه الحركة الرئيسية المفترضة؛ يؤخذ اتجاه حركة التغذية اللحظية للنقطة المختارة على حافة القطع بالنسبة لقطعة العمل كاتجاه حركة التغذية المفترضة، مع تجاهل تأثير مقدار حركة التغذية بشكل عام، أي بافتراض معدل التغذية f=0.
2) ظروف التركيب المفترضة
من المفترض أن يتم تركيب أداة المخرطة بشكل صحيح تمامًا، أي عند تركيب أداة المخرطة يجب أن يكون طرف الأداة عند نفس ارتفاع مركز دوران قطعة العمل، ويجب أن يكون المستوى المتماثل لساق أداة المخرطة عموديًا على محور دوران قطعة العمل.
1) المستوى الأساسي pr
يسمى المستوى المار عبر النقطة المحددة على حافة القطع والعمودي على اتجاه الحركة الرئيسية المفترضة بالمستوى الأساسي. بالنسبة لأداة المخرطة، يكون مستوى القاعدة موازيًا للسطح السفلي لساق أداة المخرطة.
2) قطع المستوى ps
يسمى المستوى الذي يمر بالنقطة المحددة على حافة القطع، والمماس لحافة القطع الرئيسية، والعمودي على مستوى القاعدة بمستوى القطع.
3) المستوى المتعامد عo
المستوى المار بالنقطة المحددة على حافة القطع والعمودي على كل من مستوى القاعدة ومستوى القطع.
فيما يلي عرض للنظام المرجعي الثابت المتعامد المستوي المتعامد المستخدم بشكل شائع والتعليق التوضيحي للزاوية.
يتكوَّن النظام المرجعي للمستوى المتعامد من المستوى الأساسي pr، ومستوى القطع ps، والمستوى المتعامد p. تُشكِّل هذه المستويات الإحداثية الثلاثة المتعامدة المتبادلة النظام، كما هو موضَّح في الشكل 5.
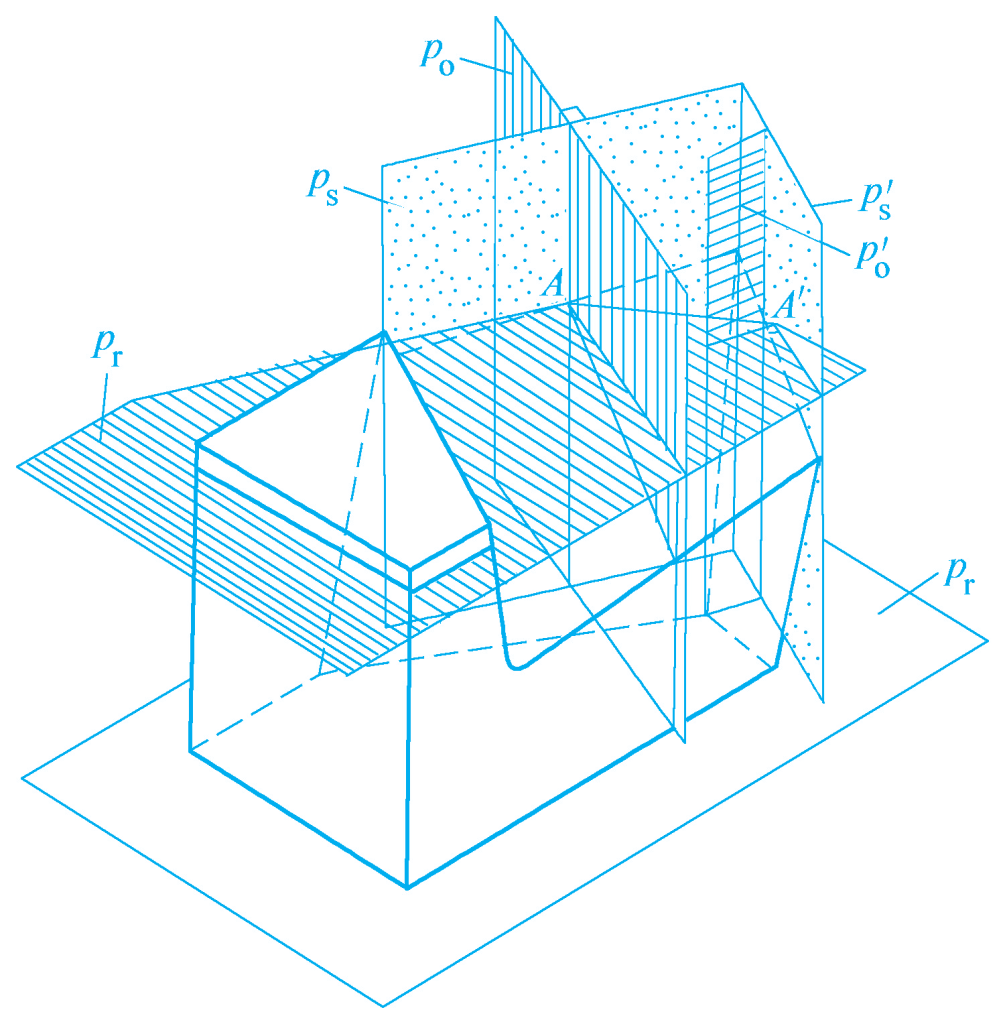
يمكن توضيح الزوايا التالية في هذا النظام المرجعي، كما هو موضح في الشكل 6.
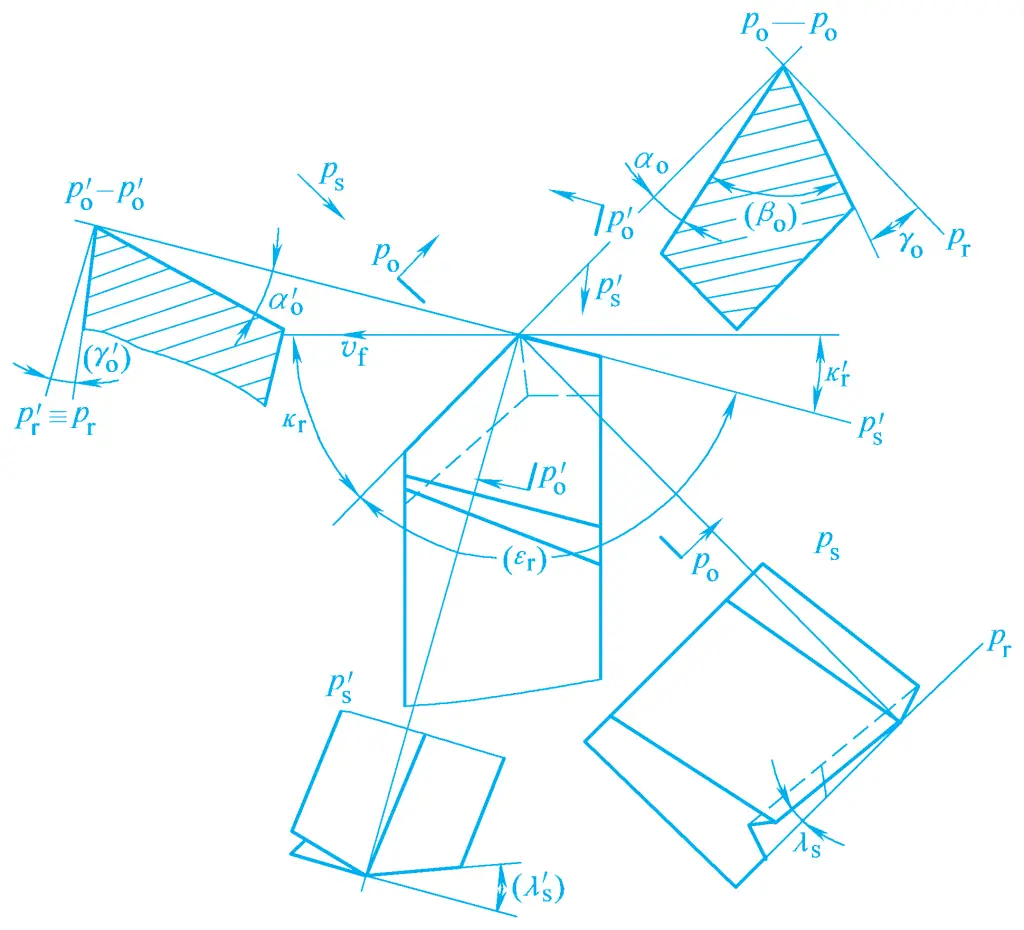
1) زاوية الانحراف الرئيسية kr
يُطلق على الزاوية بين حافة القطع الرئيسية واتجاه حركة التغذية المفترضة المقاسة في مستوى القاعدة زاوية الانحراف الرئيسية.
2) زاوية ميل حافة القطع λs
تُسمى الزاوية بين حافة القطع الرئيسية ومستوى القاعدة التي تمر عبر طرف الأداة مقيسة في مستوى القطع بزاوية ميل حافة القطع.
3) زاوية التدوير γo
الزاوية بين وجه أشعل النار ومستوى القاعدة مقيسة في المستوى المتعامد تسمى زاوية أشعل النار.
4) زاوية الخلوص αo
تسمى الزاوية بين وجه الخلوص ومستوى القطع مقيسة في المستوى المتعامد بزاوية الخلوص.
يمكن تحديد اتجاه وجه أشعل النار، ووجه الخلوص، وحافة القطع الرئيسية باستخدام الزوايا الأربع المذكورة أعلاه. زاوية أشعل النار γo وزاوية ميل حافة القطع λs تحديد اتجاه وجه أشعل النار، وزاوية الانحراف الرئيسية kr وزاوية الخلوص αo تحديد اتجاه وجه الخلوص، وزاوية الانحراف الرئيسية kr وزاوية ميل حافة القطع λs تحديد اتجاه حافة القطع الرئيسية.
وبالمثل، من خلال تحديد نقطة على حافة القطع الإضافية، فإن مستوى القاعدة الإضافية p'r مستوى القطع الإضافي p''s والمستوى المتعامد الإضافي المتعامد p'o يمكن تحديدها أيضًا. يتم تحديد المواضع المقابلة لوجه أشعل النار المساعد ووجه الجناح المساعد من خلال زاوية الميل المساعدة k'r ، زاوية ميل الحافة الإضافية λ''s ، زاوية الانحناء الإضافية γ''o ، وزاوية الخلوص الإضافية α''o .
بما أن كل من حافة القطع المساعدة وحافة القطع الرئيسية على نفس وجه أشعل النار، فبمجرد أن تكون الزاويتان γo و λs يتم تحديد موضع وجه أشعل النار ثابتًا. وبناءً على ذلك، فإن الزوايا γ'o و λ's يتم تحديدها أيضًا. ولذلك، لتحديد موضع وجه الجناح المساعد، عادةً ما يكون من الضروري فقط تحديد زاوية الميل المساعدة k'r وزاوية الخلوص الإضافية α''o من خلال حافة القطع الإضافية.
5) زاوية الميل الإضافية k'r
تسمى الزاوية بين حافة القطع المساعدة واتجاه التغذية المفترض قياسها في مستوى القاعدة بزاوية الميل المساعدة.
6) زاوية الخلوص الإضافية α''o
تُسمى الزاوية بين وجه الجناح الإضافي ومستوى القطع الإضافي مقيسة في المستوى المتعامد الإضافي بزاوية الخلوص الإضافي.
ولذلك، فإن أداة الخراطة الخارجية الموضحة في الشكل 6 لها ثلاثة أوجه وحافتا قطع، مع وجود ست زوايا مستقلة فقط تحتاج إلى تحديدها: γo , αo , kr , k'r , λs , α'o . من بينها، كr و ك'r في المستوى الأساسي، γo و αo محددان في المستوى المتعامد، λ s محدد في مستوى القطع، و"αo في المستوى المتعامد المساعد.
غالبًا ما تُستخدم الزاويتان المشتقتان التاليتان عند تحليل الأدوات (الزاويتان الموجودتان بين قوسين في الشكل 6):
7) زاوية الوتد βo
يُطلق على الزاوية المحصورة بين وجه أشعل النار ووجه الجناح مقيسة في المستوى المتعامد اسم زاوية الوتد.
βo = 90° - (γo + αo )
8) زاوية طرف الأداة εr
تسمى الزاوية بين حواف القطع الرئيسية والإضافية المقيسة في مستوى القاعدة زاوية طرف الأداة.
εr = 180° - (kr + k'r )
كما هو موضح في الشكل 7 أ، عندما يكون وجه أشعل النار موازيًا لمستوى القاعدة، تكون زاوية أشعل النار صفرًا؛ وعندما تكون الزاوية بين وجه أشعل النار ومستوى القطع أقل من 90 درجة، تكون زاوية أشعل النار موجبة؛ وعندما تكون أكبر من 90 درجة، تكون زاوية أشعل النار سالبة. عندما تكون الزاوية بين وجه الجناح ومستوى القاعدة أقل من 90 درجة، تكون زاوية الخلوص موجبة؛ وعندما تكون أكبر من 90 درجة، تكون زاوية الخلوص سالبة.
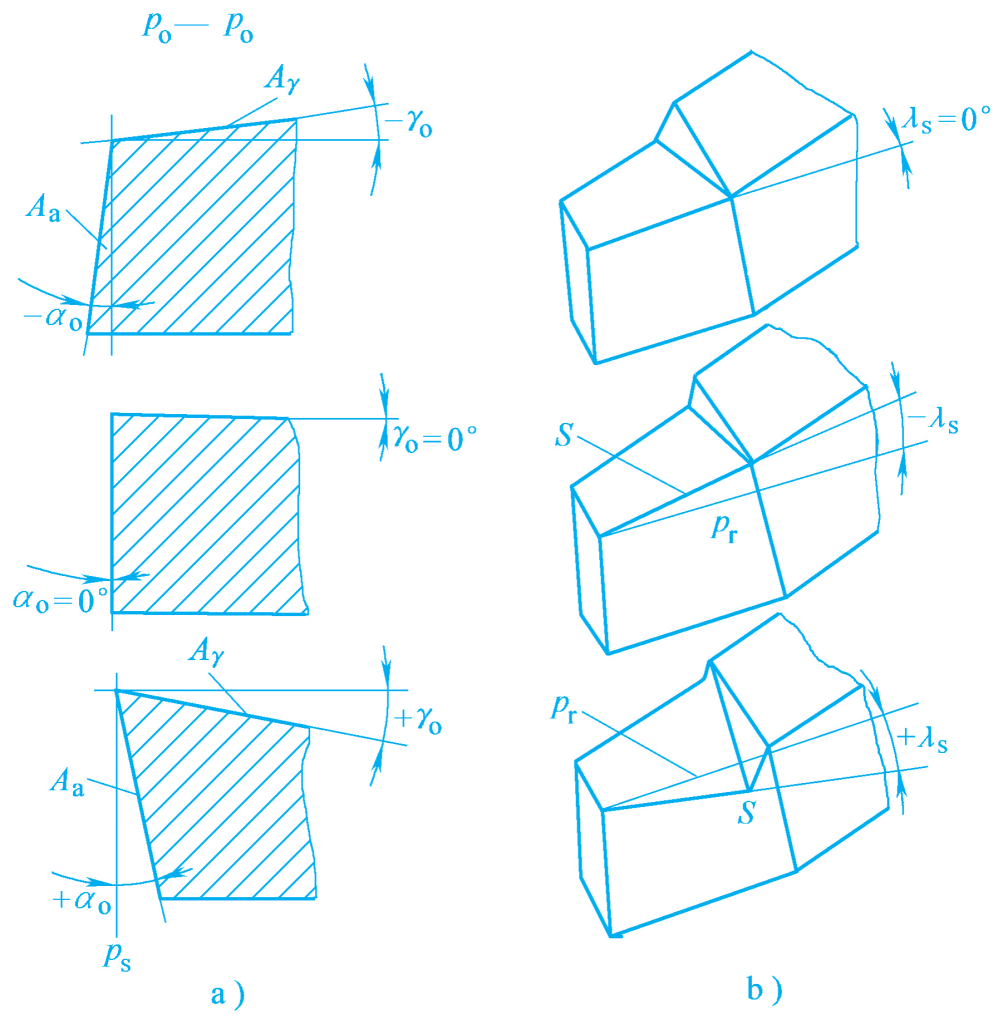
أ) زوايا الاستدارة والخلوص
ب) زاوية ميل الحافة
كما هو موضح في الشكل 7 ب، عندما يكون طرف الأداة عند أعلى نقطة من حافة القطع، تكون زاوية ميل الحافة موجبة؛ وعندما يكون طرف الأداة عند أدنى نقطة من حافة القطع، تكون زاوية ميل الحافة سالبة؛ وعندما تتطابق حافة القطع مع مستوى القاعدة، تكون زاوية ميل الحافة صفرًا.
تتراوح زوايا الميل الرئيسية والمساعدة بين 0 درجة و90 درجة.
تنقسم عناصر القطع إلى فئتين رئيسيتين: عناصر كمية القطع وعناصر طبقة القطع.
أثناء عملية القطع، يجب اختيار عناصر كمية القطع المناسبة بناءً على مواد الشغل المختلفة، ومواد الأداة، وعوامل تقنية واقتصادية أخرى. تسمى سرعة القطع ومعدل التغذية وعمق القطع بالعناصر الثلاثة لكمية القطع، والمعروفة أيضًا بعناصر عملية القطع (انظر الشكل 8). تُستخدم عناصر كمية القطع لضبط أداة الماكينة بشكل صحيح لضمان جودة المعالجة والإنتاجية العالية وتكاليف المعالجة المنخفضة.
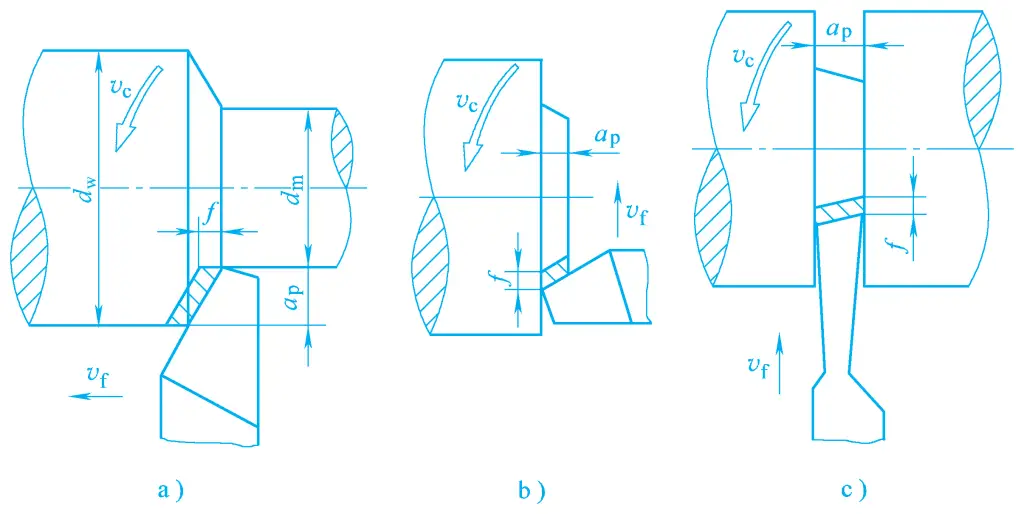
أ) الدوران الخارجي
ب) المواجهة
ج) الحفر
سرعة القطع هي السرعة اللحظية لنقطة على حافة القطع للأداة بالنسبة للسطح المراد تشكيله في اتجاه الحركة الرئيسية. عند تدوير أسطوانة خارجية، تكون معادلة الحساب كما يلي:
vc = 𞸍w n / 1000
المكان
تختلف سرعة القطع عند نقاط مختلفة على حافة القطع. عند الحساب، يجب استخدام سرعة القطع القصوى. على سبيل المثال، عند تدوير الدائرة الخارجية، يتم استخدام قطر السطح المراد تشكيله في الحساب لأن السرعة تكون الأعلى هنا، وتتآكل الأداة بشكل أسرع.
معدل التغذية هو إزاحة الأداة بالنسبة لقطعة العمل في اتجاه حركة التغذية. يمكن التعبير عنها بالإزاحة لكل دورة أو لكل شوط للأداة أو الشُّغْلَة. عندما تكون الحركة الرئيسية دورانية، تكون وحدة f هي mm/r.
بالنسبة للأدوات متعددة الأسنان مثل قواطع التفريز والمثاقب، فإن التغذية لكل سن و z يتم تحديدها أيضًا، وهي الإزاحة النسبية للأداة متعددة الأسنان لكل سن يمر بالنسبة لقطعة العمل في اتجاه حركة التغذية، بالملم/ض. غالبًا ما يتم التعبير عن معدل التغذية أيضًا على أنه سرعة التغذية v f ، وهي السرعة اللحظية للنقطة المحددة على حافة القطع بالنسبة لقطعة العمل في اتجاه حركة التغذية، بوحدة مم/دقيقة.
vf = fn
هذا هو
vf = fz زن
في المعادلة، z هو عدد الأسنان.
يشير عمق القطع بشكل عام إلى المسافة الرأسية بين السطح المراد تشكيله والسطح المشغول على قطعة العمل. عند تدوير الدائرة الخارجية:
ap=(dw-dm)/2
المكان
الطبقة المعدنية المقطوعة من السطح المراد تشكيله بواسطة حافة قطع الأداة في تغذية واحدة تسمى طبقة القطع. عند تدوير الدائرة الخارجية، تدور قطعة العمل مرة واحدة، وتتحرك الأداة من الموضع I إلى الموضع II، وتتقدم بمعدل تغذية واحد. الجزء المظلل في الشكل 9 هو طبقة القطع.
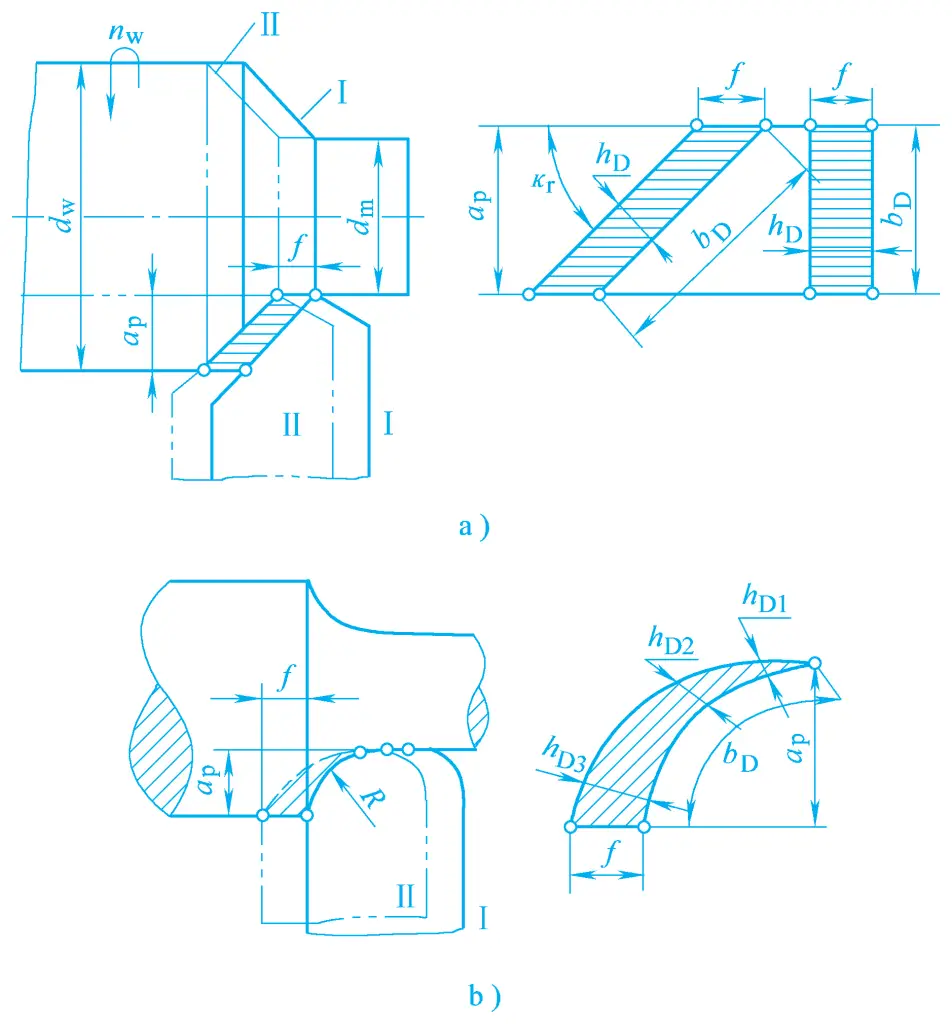
أ) بالنسبة للحواف المستقيمة
ب) للحواف المنحنية
حجم أبعاد المقطع العرضي هو معلمة طبقة القطع، والتي تحدد الحمل على الأداة وحجم طبقة القطع. كما أنه يؤثر على قوة القطع، وتآكل الأداة، وجودة سطح الشُّغْلة، والإنتاجية.
يمكن التعبير عن حجم طبقة القطع بالمعايير الثلاثة التالية:
يشير السُمك الاسمي لطبقة القطع إلى المسافة بين السطوح الانتقالية للموضعين اللحظيين لحافة القطع.
يشير العرض الاسمي لطبقة القطع إلى حجم طبقة القطع المقيسة على طول السطح الانتقالي.
تشير مساحة المقطع العرضي الاسمي لطبقة القطع إلى مساحة المقطع العرضي لطبقة القطع.







