
كيفية حساب وزن الصفائح المعدنية: المعادلات الأساسية
هل تساءلت يومًا عن كيفية حساب وزن الصفائح المعدنية بسرعة؟ تكشف هذه المقالة النقاب عن معادلة بسيطة تأخذ...
هل سبق لك أن رأيت سقفاً معدنياً منحنياً بشكل مثالي وتساءلت كيف يتم صنعه؟ التقوس على البارد هو السر! تتعمق هذه المقالة في حيل ثني المعدن المسطح إلى أقواس ملساء. سوف نلقي نظرة على طرق الدفع بالقضيب والقوالب، بالإضافة إلى الأشياء الرئيسية التي يجب الانتباه لها. ستكتسب تقديرًا جديدًا للأشكال المعدنية المنحنية من حولنا. هل أنت مستعد لثني عقلك؟

تُسمى عملية استخدام قضيب دفع أو قالب لتمديد الجزء المركزي للبلاطة المسطحة، وتجعيد الحافة الخارجية لتشكيل سطح منحني ثنائي الاتجاه عملية ثني القوس. أثناء عملية الثني المقوس، يزداد سُمك جدار الحافة الخارجية للجزء بينما يزداد سُمك المركز.
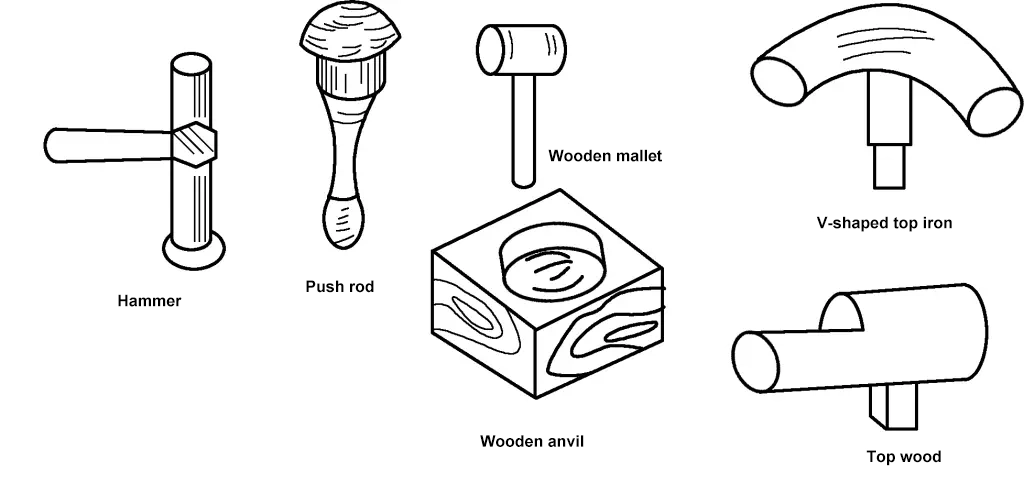
تشمل أدوات ثني القوس اليدوي المطارق الخشبية والمطارق المعدنية والسندان وقضبان الدفع والقوالب، كما هو موضح في الشكل 1.
وفقًا للأدوات المختلفة المستخدمة، تشمل الطرق الرئيسية لثني القوس ثني القوس بقضيب الدفع وثني القوس بالقالب.
يمكن أن يؤدي ثني قوس قضيب الدفع إلى تشكيل الأجزاء مباشرةً أو يمكن استخدامه كعملية لاحقة لثني القوس الأخرى. على سبيل المثال، عندما يصل تشكيل ثني قوس القالب إلى نقطة لا يمكن فيها للمطرقة أن تستمر، يجب وضعها على قضيب الدفع للاستمرار. بالنسبة للأجزاء المنحنية القوسية ذات القطر الكبير، يمكن أن يوفر تجعيد الحافة الخارجية على قضيب الدفع القوالب الكبيرة، ويمكن إجراء عمليات تصحيح وتلميع السطح الخارجي على قضيب الدفع.
عند ثني جزء على شكل نصف كروي يدويًا بقضيب دفع كما هو موضح في الشكل 2أ، يمكن استخدام طريقة الانكماش والتمدد بالتناوب. أولاً، يتم عمل تجاعيد على حافة الصفيحة باستخدام كماشة تجعيد، ثم يتم تسطيح التجاعيد على قضيب الدفع لجعل الصفيحة تنحني للداخل، كما هو موضح في الشكل 2ب. ثم يتم النقر برفق وبشكل متساوٍ على المركز بمطرقة خشبية لجعل الفراغ المركزي يمتد ويتقوس لأعلى.
يجب أن يكون موضع الضرب بعيدًا قليلاً عن نقطة الدعم، ويجب أن يكون موضع الضرب دقيقًا؛ وإلا فمن السهل إحداث انبعاجات أو حتى الكسر. يجب أن تكون القوة خفيفة ومتساوية أثناء الضرب، ويجب أن تكون نقاط الضرب كثيفة، مع تدوير الفراغ أثناء الضرب. قم بتعديل وضع الضرب في أي وقت بناءً على الفحص البصري لجعل السطح أملس ومتساوي. يجب عدم الضرب على المناطق المرتفعة مرة أخرى، وإلا فكلما زاد الضرب عليها كلما برزت أكثر.
عند وصول الضرب إلى منتصف الفراغ، يجب تدويره بشكل مستمر وعدم تركيزه في بقعة واحدة لتجنب الامتداد والنتوء المركزي المفرط. قم باستدقاق الحواف وضرب الجزء المركزي بالتتابع، مع التدقيق فيما بينهما حتى يتحقق الشكل المطلوب. يجب مراعاة التشوه النابض أثناء التنعيم النهائي، لذا يجب أن تكون درجة ثني القوس (بما في ذلك النابض) أكبر قليلاً.
بعد الانتهاء من ثني القوس، استخدم مطرقة مسطحة الرأس على القضيب المستدير لتلميع الجزء المشكل كما هو موضح في الشكل 2ج. ثم ضع العلامات والقطع وفقًا للمتطلبات، مع صقل الحواف بشكل سلس. أثناء المعالجة، إذا تم الكشف عن تصلب العمل البارد للفراغ، يجب إجراء التلدين على الفور لمنع التشقق.
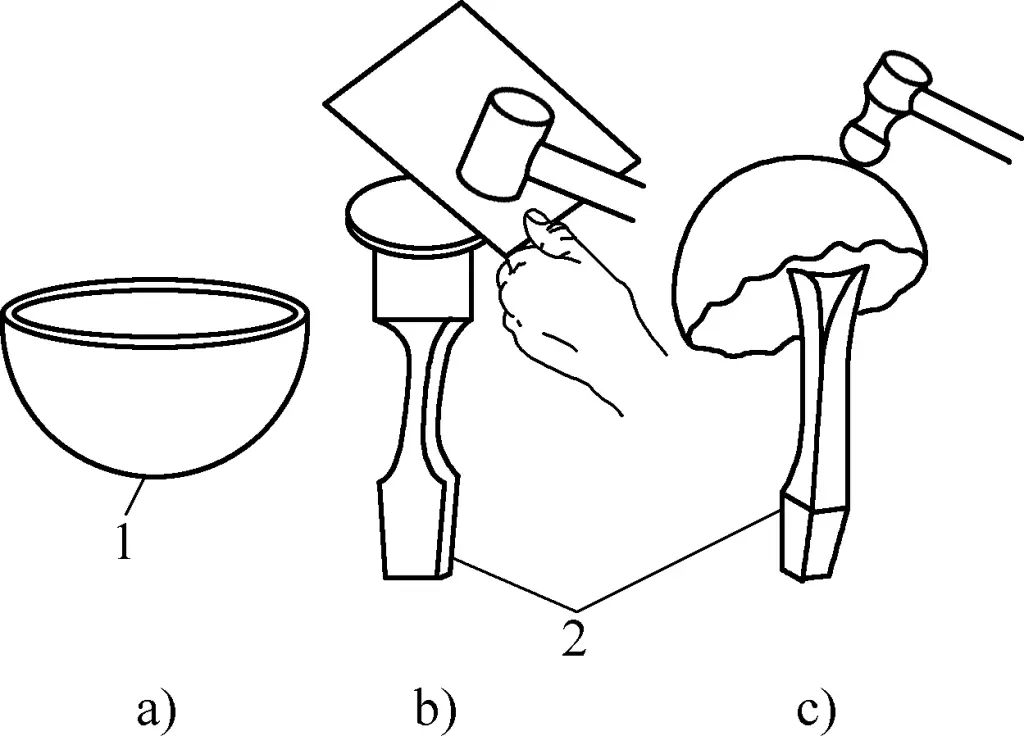
1-الجزء الأول
2-قضيب الدفع
كما هو موضح في الشكل 3، قم بشد الفراغ على القالب، واستخدم مطرقة خشبية للنقر تدريجيًا من حافة تجويف القالب نحو المركز، مما يجعل الفراغ مقعرًا حتى يتوافق تمامًا مع تجويف القالب. إذا كان تشوه ثني القوس كبيرًا، فيجب أن يتم ذلك على عدة مراحل، باستخدام قالب مختلف في كل مرة. يظهر شكل القالب بخطوط منقطة مزدوجة في الشكل.
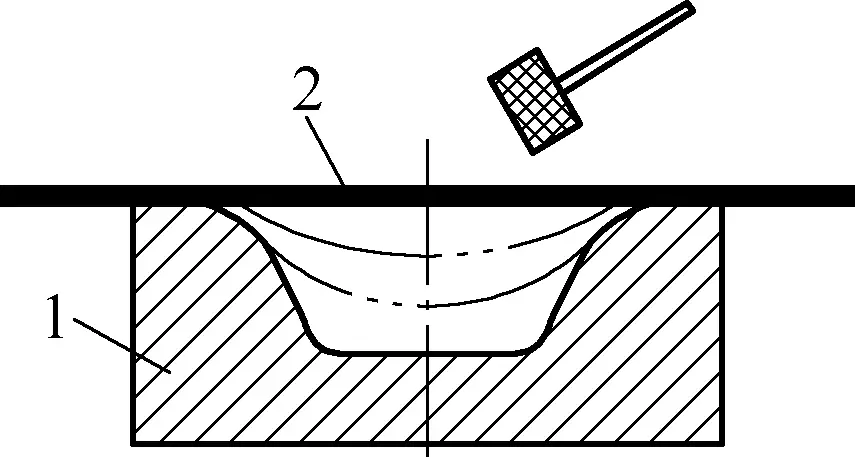
1-القالب
2-بلانك
أثناء عملية ثني القوس، يمكن تبطين المطاط أو أكياس الرمل أو الفلين للمساعدة في تمديد الفراغ، مما يؤدي إلى تمدد أسرع وسطح أكثر سلاسة للأجزاء المثنية بالقوس. يُعد ثني القوس القالب مناسبًا لإنتاج أجزاء أكبر حجمًا وأقل عمقًا.
عند إجراء عملية ثني قوس القالب، انتبه إلى: النقر برفق وبشكل متساوٍ لضمان التمدد المنتظم للسطح المعالج بالكامل، وتشكيل شكل محدب؛ يجب ألا تكون العملية متسرعة للغاية ويجب أن تتم على عدة خطوات للسماح للفراغ بالتوافق التدريجي الكامل مع القالب؛ وأخيرًا استخدام مطرقة مسطحة الرأس على قضيب الدفع لتنعيم النتوءات والنقر عليها.
يجب ملاحظة العناصر التالية أثناء عمليات ثني القوس:
1. لضمان التقدم السلس في ثني القوس، يجب أن يخضع الفراغ لعملية تلدين لتخفيف الضغط قبل الاستخدام. إذا تم اكتشاف تصلب الشغل على البارد أثناء ثني القوس، يلزم التلدين الفوري.
2. تعتمد جودة الأجزاء المنحنية المقوسة إلى حد كبير على الحساب الدقيق للحجم غير المطوي، وغالبًا ما يتم تحديده من خلال المقارنة العملية وطرق الحساب.
① طريقة المقارنة العملية.
اضغط على الورقة في طيات وفقًا لشكل الجسم أو القالب ولفها حول الجسم أو القالب. قم بقص الورق على طول حافة الجسم أو القالب، ثم يمكن الحصول على حجم الفراغ غير المطوي بإضافة هامش مناسب بناءً على حجم الورق غير المطوي.
إذا كانت كمية المنتج كبيرة، فيمكن تعديل الأبعاد التي تم الحصول عليها من خلال التصنيع التجريبي، ويمكن عمل قالب فارغ للقطع على دفعات. هذه الطريقة ليست دقيقة للغاية ولها تفاوت كبير.
② طريقة الحساب.
يتم إجراء طريقة الحساب بناءً على الشكل الموسع للجزء. بالنسبة للجزء المنحني المقوس نصف الكروي الموضح في الشكل 4، يكون شكله الموسع دائريًا، ولا يلزم سوى قطر الفراغ للقطع. يمكن حساب قطر الفراغ باستخدام الصيغة التالية:
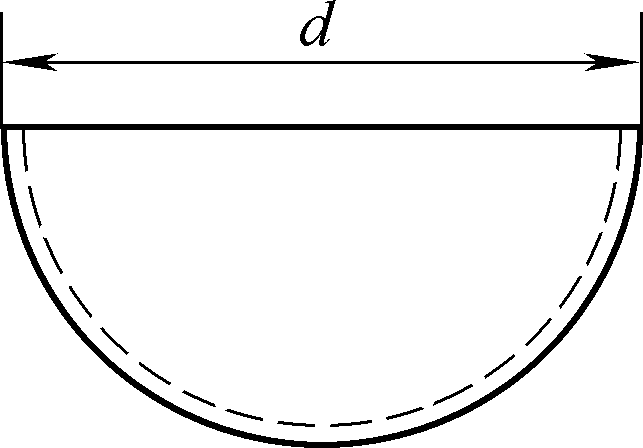
D=√(2d2)=1.414d
في الصيغة
تستخدم هذه الخوارزمية قيمًا تقريبية ولا تأخذ في الحسبان تمدد المواد أثناء ثني القوس، لذا يلزم تشذيب الحواف بعد ثني القوس، حيث يكون الفائض هو بدل التشذيب.







