الثني اليدوي: المهارات الأساسية لعمال المعادن
هل تساءلت يوماً كيف تحصل الأشياء اليومية على أشكالها الفريدة؟ من علب المشروبات الغازية إلى قطع غيار السيارات، يعد ثني المعادن أمرًا بالغ الأهمية...
كيف يقوم المهندسون بثني المقاطع الجانبية إلى أشكال معقدة بدقة؟ تستكشف هذه المقالة أربع طرق أساسية: الثني بالضغط، والثني باللف، والتشكيل باللف، والثني بالتمدد. كل تقنية لها مزاياها الخاصة وتطبيقاتها المحددة، من الأشكال البسيطة إلى المنحنيات المعقدة. بحلول نهاية هذه القراءة، ستفهم الخصائص الفريدة وأفضل الاستخدامات لكل طريقة من طرق الثني، مما يساعدك على اختيار التقنية المناسبة لمشروعك القادم.

تُستخدم المقاطع الجانبية على نطاق واسع في السيارات والطائرات والآلات الكيميائية والهياكل المعدنية المختلفة، والتي يتم تشكيلها بشكل أساسي عن طريق طرق الانحناء. في الوقت الحالي، في الإنتاج، تشمل طرق ثني المقاطع الجانبية الشائعة الكبس والدرفلة واللف والسحب.
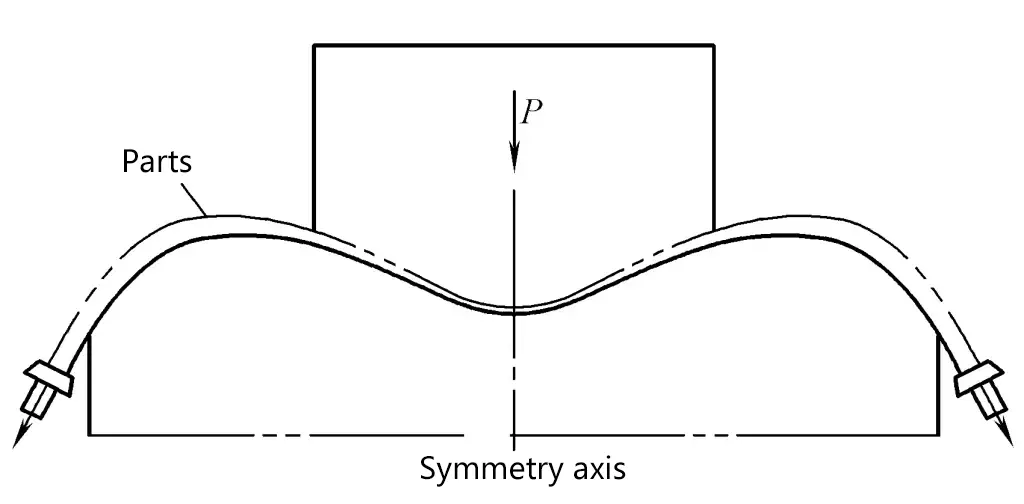
تُسمى عملية ثني المقاطع الجانبية باستخدام قوالب الثني على أدوات ماكينات المعالجة بالضغط مثل المكابس والمكابس الهيدروليكية بالثني بالضغط، كما هو موضح في الشكل 1. ولتحسين جودة الأجزاء المثنية بالضغط، غالبًا ما تُستخدم القوالب المقعرة المزودة بأجهزة التأرجح في قوالب الثني بالضغط.
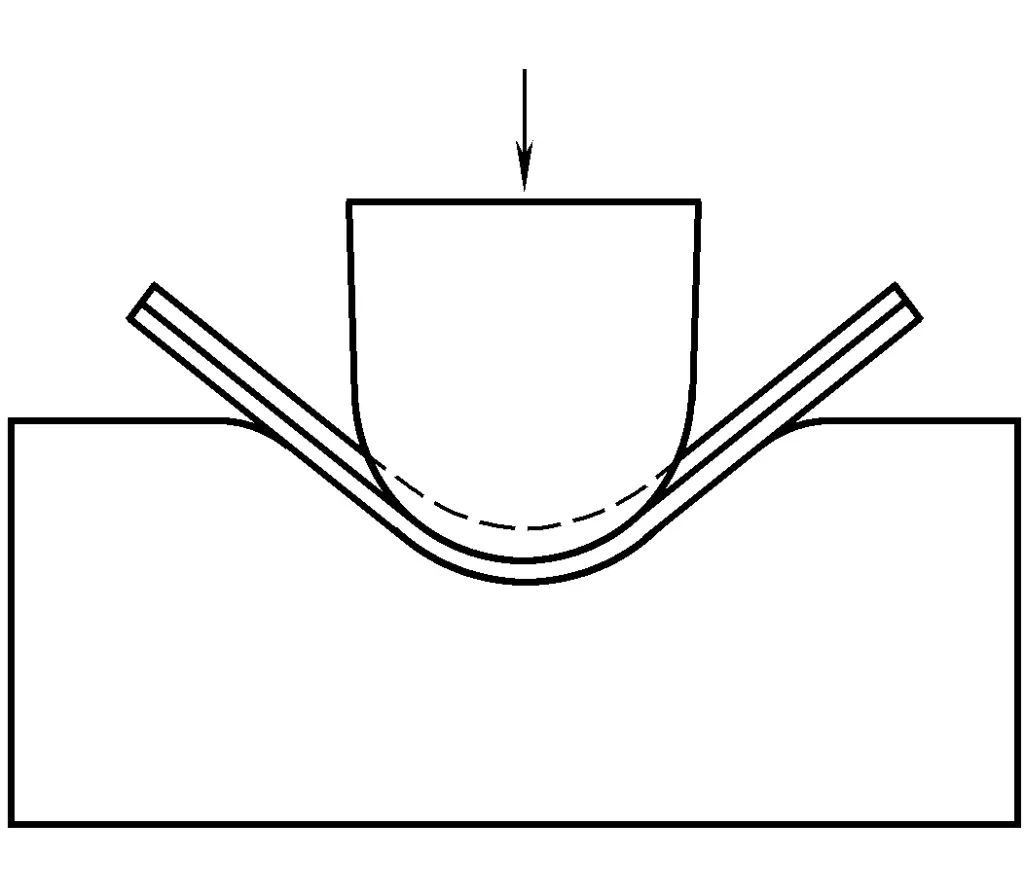
تتمثل أكبر ميزة لعملية الثني بالضغط في بساطتها وسهولة تشغيلها، وعدم الحاجة إلى معدات تشكيل خاصة، واستثمار أقل في المعدات والقوالب، وكفاءة إنتاج عالية. ومع ذلك، فإن دقة الأجزاء المثنية بالضغط ضعيفة بشكل عام، وغالبًا ما يحدث انهيار خطير في ثني الأجزاء، وليس من السهل التحكم في الارتداد الزنبركي. تُستخدم هذه الطريقة عمومًا للأجزاء البسيطة الشكل والقصيرة والانحناء المسطح للملامح ذات الجدران السميكة، ويجب ألا تكون زاوية الانحناء كبيرة جدًا، وعادة لا تتجاوز 120 درجة.
تُسمى عملية التشكيل التي يتم فيها دفع المقاطع الجانبية إلى الأمام وتخضع لتشوه الانحناء تحت ضغط واحتكاك البكرات أو أعمدة البكرات بالثني بالدلفنة. ينقسم ثني البكرات إلى ثني ثلاثي البكرات، وثني رباعي البكرات، وثني متعدد البكرات وفقًا لعدد البكرات وترتيبها، كما هو موضح في الشكل 2.
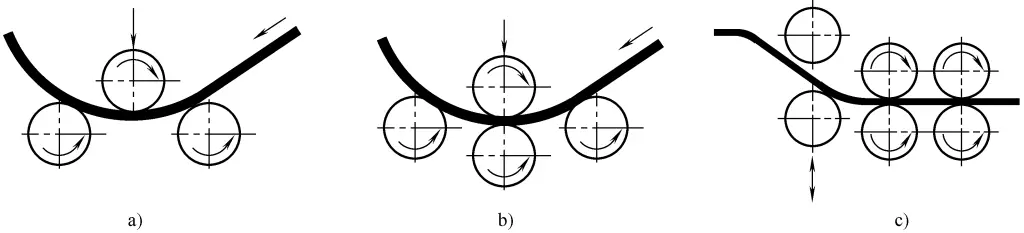
بأخذ الانحناء ثلاثي الأسطوانات كمثال، يتم وضع المظهر الجانبي بين بكرات الثني، وتدفع الأسطوانة الدافعة المظهر الجانبي للأمام، ويمكن أن يختلف عزم الانحناء باختلاف المسافة بين البكرات. يعتمد نصف قطر انحناء المظهر الجانبي بشكل أساسي على المسافة المركزية الرأسية بين الأسطوانة العلوية والبكرتين السفليتين والمسافة الأفقية بين البكرتين السفليتين.
يُعد ثني البكرات متعدد الاستخدامات، ويمكن تعويض مقدار الانزلاق الخلفي عن طريق ضبط موضع بكرات الثني بالتتابع. يمكن للثني بأربع بكرات تحسين دقة شكل المقطع العرضي للملف الجانبي لأنه يمكن أن يدعم الجزء السفلي من الملف الجانبي.
يُعد الثني بالدلفنة مناسبًا لتشكيل الأجزاء الجانبية ذات نصف قطر انحناء أكبر وأشكال مقاطع عرضية بسيطة، خاصةً لتشكيل المقاطع الجانبية ذات الانحناء المتساوي والمقاطع العرضية المتماثلة. ميزة الثني بالدلفنة هي بساطة المعدات. العيب هو أنه لا يمكن ثني نهايات المظهر الجانبي، وبالإضافة إلى ذلك، فإن قطعة العمل تفتقر إلى الدعم الموثوق به أثناء التشكيل، والجدار الداخلي عرضة للتجعد وعدم الاستقرار، والمقطع العرضي عرضة للتشويه؛ عند ثني المقاطع العرضية غير المتماثلة، من السهل أن تلتوي وتتشوه في مستوى الانحناء.
يشير الثني باللف إلى عملية الضغط على المظهر الجانبي بعجلة أو كتلة ضغط جانبية، وثنيها تدريجيًا حول قالب الثني كما هو موضح في الشكل 3. يتم تثبيت المظهر الجانبي بواسطة منزلق التثبيت على قالب الثني القابل للدوران، ويتم ثني المظهر الجانبي تحت الحركة المشتركة لدوران القالب وكتلة الضغط الجانبية المتحركة.
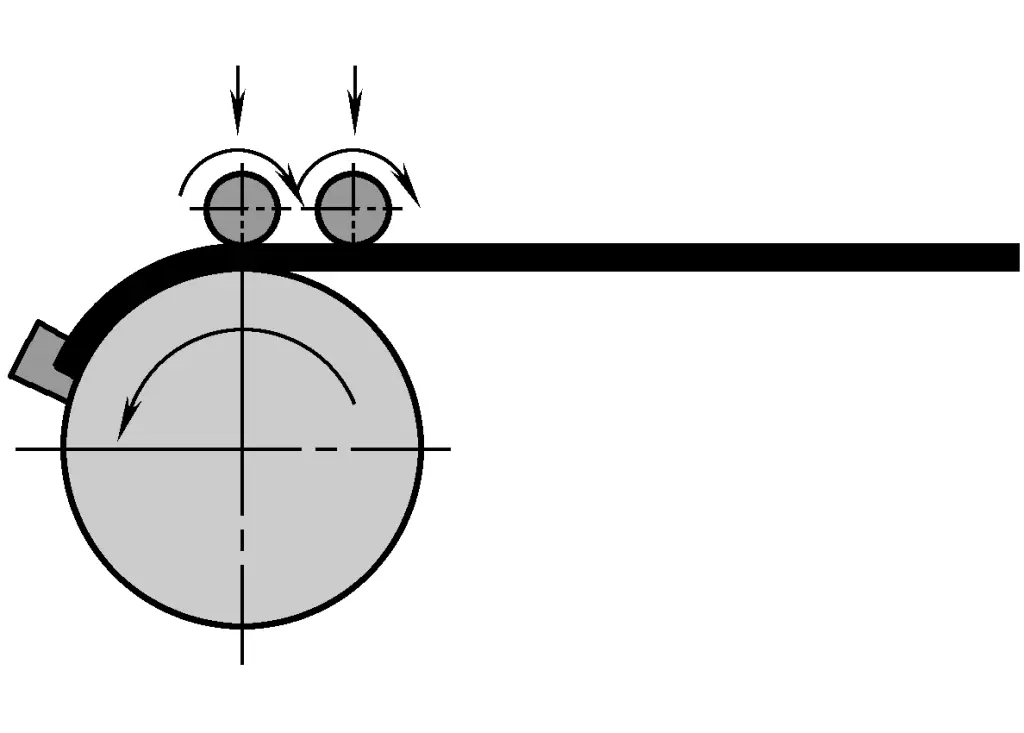
عند الانحناء بهذه الطريقة، يمكن تطبيق قوة الشد على ذيل المظهر الجانبي، ليصبح الانحناء تحت تأثير قوة الشد. يمكن أن يؤدي التحكم في قوة الشد المحورية إلى تجنب التجاعيد على الجدار الداخلي بشكل فعال وتقليل الانثناء بعد التشكيل، وبالتالي تحقيق تشكيل الانحناء للملامح ذات نصف قطر الانحناء الأصغر. عند تطبيق التوجيه لأعلى ولأسفل في اتجاه مستوى الانحناء العمودي، يمكن أيضًا إجراء تشكيل الانحناء ثلاثي الأبعاد.
هناك طريقة أخرى لعملية ثني اللف وهي أن المظهر الجانبي يتم تثبيته على قالب الثني الثابت بواسطة قالب التثبيت أو منزلق التثبيت، ويتم ثني المظهر الجانبي عن طريق تدوير قالب الدوران أو تحريك كتلة الضغط حول قالب الثني. تتميز هذه الطريقة بكفاءة إنتاج عالية، ويمكن أن تصل زاوية الانحناء إلى حوالي 180 درجة. ومع ذلك، فإن نصف قطر الانحناء يجب ألا تكون صغيرة للغاية، وإلا فقد تحدث تجاعيد على السطح الداخلي للجزء المثني.
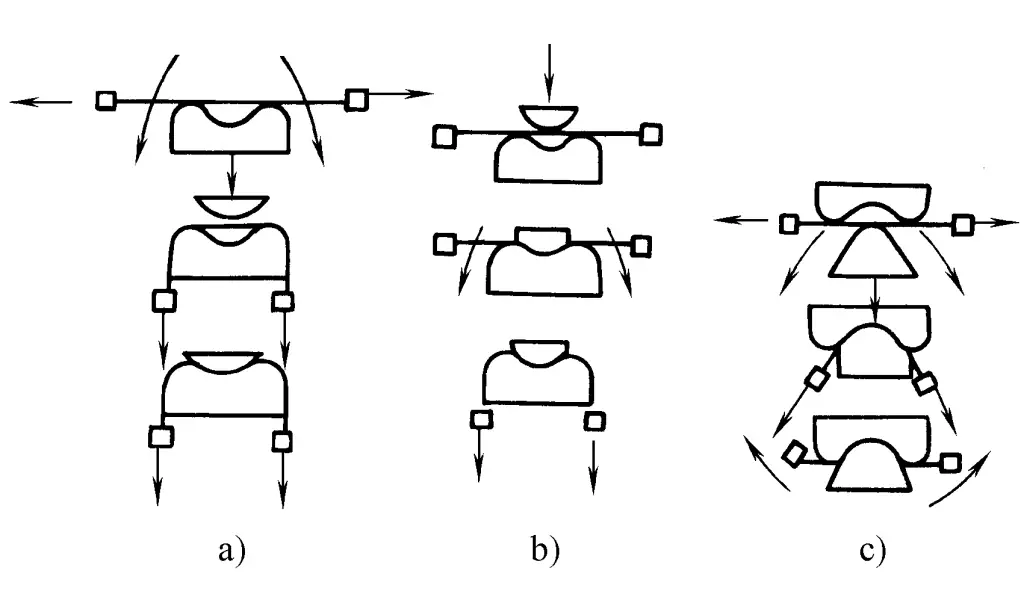
الثني بالتمدد هو طريقة معالجة تقوم بتثبيت طرفي المظهر الجانبي في جهاز تثبيت (مشبك) وثنيه حول القالب أثناء تطبيق قوة الشد. من من منظور المعدات المستخدمة، يمكن عادةً تقسيم تشكيل الثني بالتمدد إلى ثلاثة أنواع: تشكيل الثني بالتمدد على الطاولة المستقيمة، وتشكيل الثني بالتمدد بالذراع المتأرجح، وتشكيل الثني بالتمدد على القرص الدوار، كما هو موضح في الشكل 4.
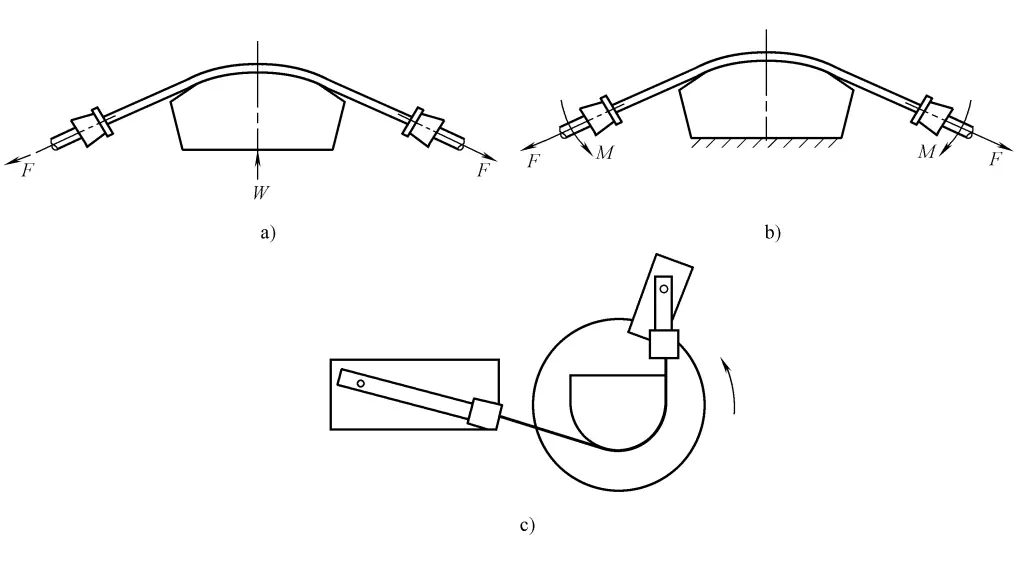
أ) ثني امتداد الطاولة المستقيمة من خلال طاولة مستقيمة
(ب) ثني الذراع المتأرجح الممدود
ج) ثني الطاولة الدوارة
مزايا التشكيل بالثني هي الارتداد الصغير للأجزاء، والإجهاد المتبقي المنخفض، وكفاءة الإنتاج العالية. وهي تستخدم على نطاق واسع في معالجة ثني المقاطع الطويلة. تُستخدم عملية الثني في الغالب في تشكيل المقاطع الجانبية المفتوحة، ولكن يمكن استخدامها أيضًا في تشكيل المقاطع الجانبية المغلقة. يمكن أن تنتج أجزاء منحنية متساوية الانحناء وكذلك معالجة أجزاء منحنية متغيرة الانحناء. الحد الأقصى لزاوية الانحناء القصوى لعملية التشكيل بالثني أقل من 180 درجة بشكل عام.
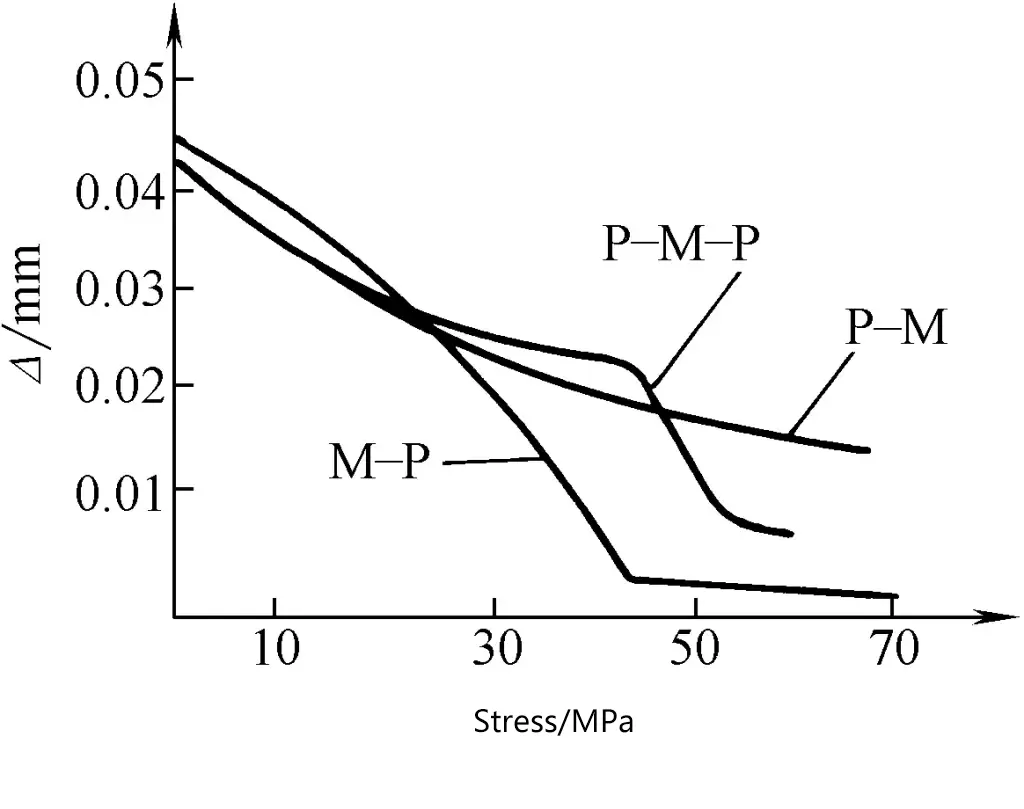
هناك طرق ثني مختلفة وفقًا لطرق وتسلسلات التحميل المختلفة.
أولاً، قم بتطبيق الشد المحوري المسبق على طرفي المظهر الجانبي، ثم قم بتطبيق عزم الانحناء تحت الشد حتى يتوافق مع القالب.
أولاً، قم بتطبيق عزم الانحناء على المظهر الجانبي لجعله ينحني حتى يتوافق مع القالب، ثم قم بتطبيق الشد التكميلي المحوري.
هذه الطريقة الأكثر استخدامًا. أولاً، تطبيق الشد المحوري المسبق على طرفي المظهر الجانبي، ثم تطبيق عزم الانحناء تحت الشد حتى يتوافق مع القالب، وأخيراً تطبيق الشد التكميلي المحوري.
والغرض من الشد المسبق هو التخلص من التشوه الالتوائي الأولي للملف الجانبي في حالة التوريد وإنتاج تشوه شد أولي معين، والذي يمكن أن يمنع عدم استقرار وتجعد الشبكة الداخلية للملف الجانبي أثناء الثني. ويتمثل الغرض من الشد الإضافي في زيادة تقليل الارتداد الزنبركي وتحسين دقة التشكيل.
يوضح الشكل 5 المقارنة بين ارتداد الزنبرك بعد التفريغ لثلاثة أنواع من الانحناء، حيث
Δ = 1 - ص/ر
حيث
في ظل فرضية تلبية دقة تشكيل الانحناء بالتمدد، يجب أن تكون كمية التمدد للملف الشخصي صغيرة قدر الإمكان. استنادًا إلى نصف قطر الانحناء النسبي وحجم زاوية الانحناء لأجزاء المظهر الجانبي، حدد عدد عمليات الثني بالتمدد ومقدار التمدد لكل عملية.
الانحناء بالتمدد الفردي
الانحناء بالتمدد الأحادي مناسب للثني بالتمدد للأجزاء الجانبية المتوسطة والصغيرة الحجم ذات التشوه الصغير. يظهر في الجدول 1 الحد الأدنى لنصف قطر الانحناء النسبي لمقاطع سبائك الألومنيوم النموذجية في الثني بالتمدد الأحادي. يظهر معدل التمدد الإضافي للثني بالتمدد الأحادي في الجدول 2.
الجدول 1 الحد الأدنى لنصف قطر الانحناء النسبي للانحناء الأولي ل 2024O، 7075O
| زاوية الانحناء α/(°) | 30 | 60 | 90 | 120 | 150 | 180~220 | 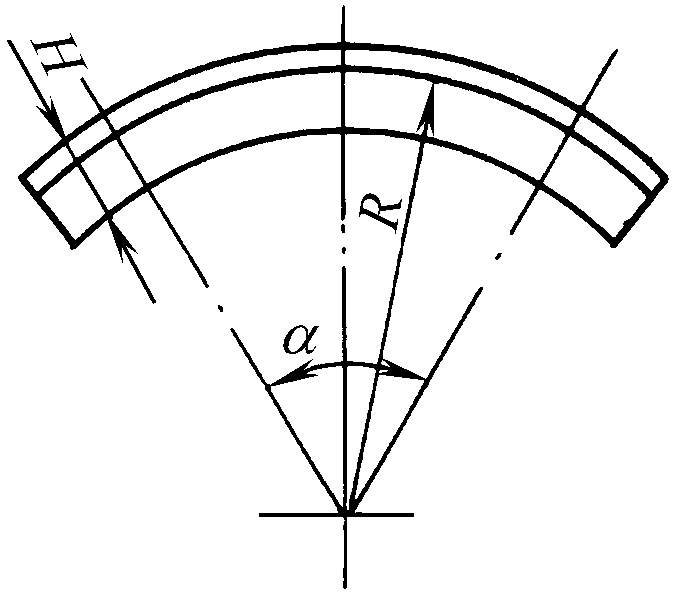 |
| نصف قطر الانحناء النسبي R/H | 10 | 15 | 23 | 27 | 34 | 38 |
الجدول 2 نسبة تمدد الانحناء الأولي A (%)
| ص/هـ | المواد | ≥100 | 75 | 50 | 40 | 35 | 30 | 24 |
| α (90°) | 2024 | 3 | 3.2 | 3.8 | 4.2 | 4.5 | 4.9 | 5.6 |
| 7075 | 1.5 | 2.6 | 2.8 | 3 | 3.1 | 3.3 | 4.4 | |
| α (120°) | 2024 | 3.5 | 3.9 | 4.4 | 4.8 | 5.2 | 5.6 | |
| 7075 | 3 | 3.2 | 3.4 | 3.6 | 3.7 | 3.9 | ||
| α (150°) | 2024 | 4.1 | 4.4 | 5 | 5.5 | 5.8 | ||
| 7075 | 3.6 | 3.7 | 4 | 4.2 | 4.4 | |||
| α/(أعلى من 180 درجة) | 2024 | 4.7 | 5 | 5.7 | 6.1 | |||
| 7075 | 4.2 | 4.3 | 4.6 | 4.8 |
الانحناء الثانوي
بالنسبة للمقاطع الجانبية المصنوعة من سبائك الألومنيوم، إذا كان نصف قطر الانحناء النسبي للجزء صغيرًا، أو إذا كانت هناك متطلبات أعلى لدقة وجودة سطح الجزء، أو إذا كانت صلابة الجزء الجانبي كبيرة، فإن طريقة التصنيع المعقولة هي استخدام نفس القالب للثني مرتين. يستخدم الثني الأول المواد الخام الملدنة للقطعة الجانبية الملدنة، والتي يتم تحميلها بطريقة "التمدد ثم الثني"، ويتم ثنيها مسبقًا بحوالي 1%، ثم ثنيها. تتم إزالة المواد الخام مباشرةً بعد التركيب القالب، ثم أُرسلت للتبريد.
في الحالة المروية حديثًا، يتم تشكيل الانحناء الثاني بطريقة التحميل "الانحناء ثم التمدد". في هذا الوقت، يتم ثني الجزء المشكل مسبقًا أولاً، وبعد تركيب القالب، يتم تطبيق الشد. في نهاية الانحناء الثاني، يمكن التحكم في استطالة المادة بالقرب من المشبك في نطاق 1.5% إلى 3%. بعد ثنيتين، تقل معظم الأجزاء بشكل كبير من مقدار الارتداد الزنبركي، ويمكن تسليمها للفحص بعد الحد الأدنى من التصحيح اليدوي أو حتى بدون تصحيح يدوي.
يتميز الانحناء الثانوي بمزايا الدقة العالية، والحد الأدنى من التصحيح اليدوي، وانخفاض الإجهاد المتبقي. يجب إكمال الثني الثاني بعد التسقية خلال فترة حضانة التسقية الجديدة للمادة. لإطالة فترة الحضانة بعد التسقية، يجب وضع الأجزاء المسقية حديثًا في معدات التبريد. تظهر نسبة التمدد بعد التسقية في الجدول 3.
الجدول 3 الاستطالة A (%) بعد تبريد 2024، 7075
| ص/هـ | 30 – 15 | 10 | 8 | 6 | 5 |
| α (90°) | 1.3 | 1.7 | 1.8 | 2 | 2.4 |
| α (120°) | 1.4 | 1.8 | 2 | 2.2 | 2.5 |
| α (150°) | 1.5 | 1.9 | 2.1 | 2.3 | 2.6 |
| α / (180°) | 1.6 | 2 | 2.2 | 2.4 | 2.8 |
يمكن حساب طول المادة الخام للأجزاء المثنية بالصيغة التالية
LM = 0.99 (ل+2أ) +2ب
حيث في الصيغة
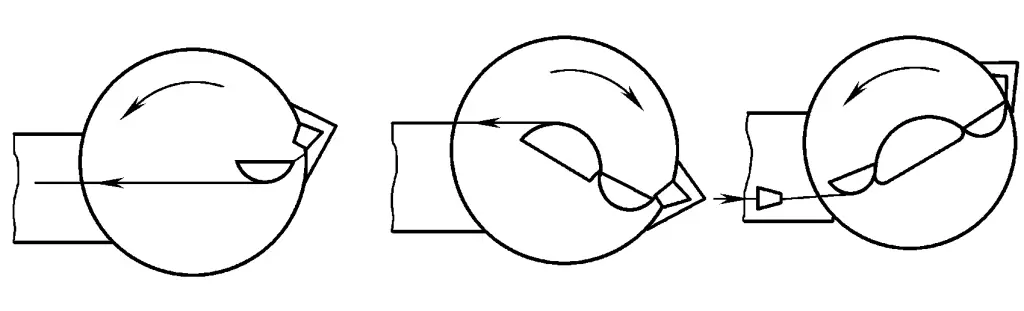
يمكن تنفيذها على ماكينة ثني الكابولي أو ماكينة ثني القرص الدوار. عند التنفيذ على ماكينة ثني الكابولي، تنقسم عادةً إلى حالتين: الثني بدون جهاز ضغط جانبي والثني بجهاز ضغط جانبي، كما هو موضح في الشكل 6 والشكل 7 على التوالي.
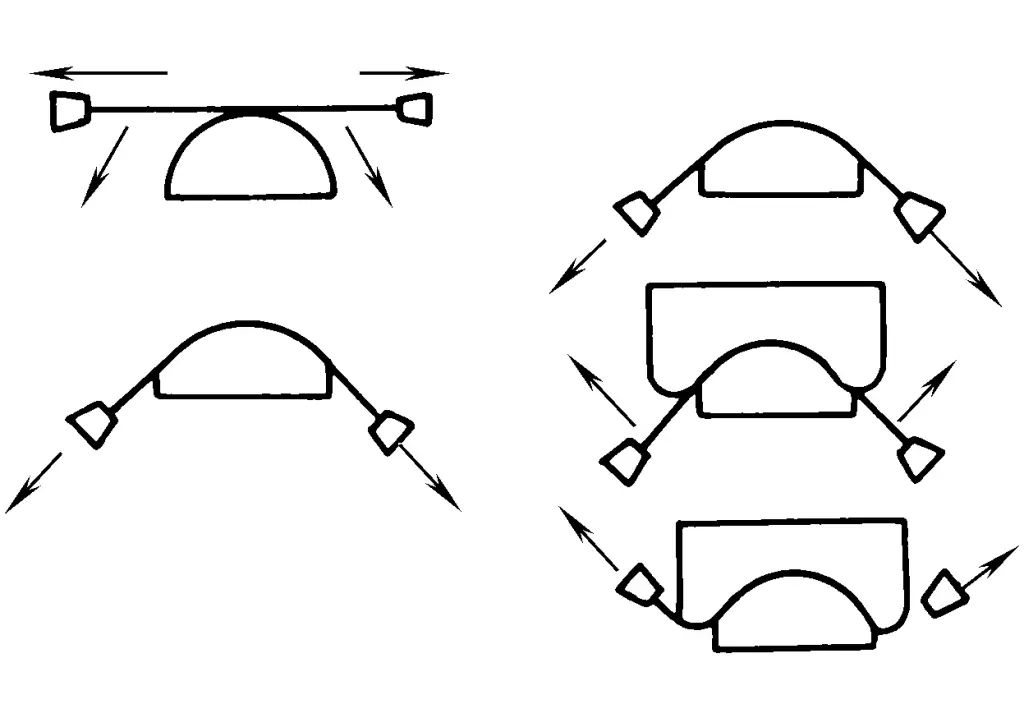
تدفق العملية النموذجي للثني بدون جهاز ضغط جانبي هو سحب الانحناء الأول أولاً، ثم تثبيت قالب الثني العكسي، وعكسه لتشكيل الانحناء الثاني، وأخيرًا السحب مرة أخرى. هناك ثلاث طرق نموذجية للثني باستخدام جهاز ضغط جانبي:
1) السحب أولًا ثم الثني، يليه الثني مع ضغط أسطوانة الضغط الجانبي على القالب المحدب، وأخيرًا السحب مرة أخرى، كما هو موضح في الشكل 7 أ. يمكن استخدام هذه الطريقة فقط للأجزاء ذات المسافة البادئة الوسطى الصغيرة.
2) السحب المسبق أولًا، ثم الثني باستخدام أسطوانة الضغط الجانبي التي تضغط على القالب المحدب المساعد، ثم الثني مرة أخرى باستخدام قالب الثني، وأخيرًا السحب مرة أخرى، كما هو موضح في الشكل 7 ب.
3) السحب أولًا ثم الثني، يتم الضغط على القالب المقعر بواسطة أسطوانة الضغط الجانبية لتثبيت المادة، ثم الثني وفقًا للقالب المقعر (عكس الكابولي أو قلب الجزء)، وأخيرًا السحب مرة أخرى، كما هو موضح في الشكل 7 ج.
يتمثل التدفق النموذجي للعملية على ماكينة ثني القرص الدوار في إكمال ثني الأجزاء ذات الانحناء العكسي في خطوات منفصلة من خلال الدوران الأمامي والخلفي لمنضدة العمل، كما هو موضح في الشكل 8.
بالنسبة للأجزاء ذات زوايا المقطع الجانبي المتغيرة، يمكن اتخاذ الإجراءات التالية وفقًا لحجم تغيير الزاوية:
1) إذا كان تغيير الزاوية أقل من 3 درجات، يمكن سحبها مباشرة أثناء الانحناء. للتأكد من أن الزاوية تفي في النهاية بالمتطلبات الفنية، يمكن إجراء قدر معين من التصحيح اليدوي بعد الثني.
2) إذا كان تغيير الزاوية يتجاوز 3 درجات، لضمان جودة تشكيل الانحناء وتقليل مقدار التصحيح اليدوي للزاوية، يمكن تصنيع شطبة مسبقة الصنع قبل الانحناء وفقًا لتغيرات الزاوية المختلفة؛ مع الأخذ في الاعتبار أن الزاوية ستتغير ضمن نطاق معين أثناء عملية الانحناء، يجب اختيار الشطبة مسبقة الصنع وفقًا للجدول 4 لأنواع مختلفة من الأجزاء. لجعل زاوية الجزء تتطابق مع قالب الثني، يمكن تعديل الجزء عن طريق النقر على القالب قبل التفريغ في نهاية الثني.
الجدول 4 اختيار الحواف المسبقة الصنع قبل الثني
| شكل الانحناء | الحافة في | الحافة للخارج | ||
| شكل شطبة جزئية | شطبة مفتوحة | شطبة مغلقة | شطبة مفتوحة | شطبة مغلقة |
| اتجاه انحراف الزاوية الجاهزة مسبقًا | صغير جداً | كبير جداً | كبير جداً | صغير جداً |
3) في ماكينة الثني من النوع البرجي، من الممكن إنتاج حواف للقطع أثناء الثني، بدقة تصل إلى ±30'.
جنرال لواء ثني الملف الشخصي تحت مقطع عرضي وسمك ثابتين، ولكن بالنسبة للأنواع التالية من المقاطع الجانبية المتغيرة السمك، يمكن أيضًا إجراء الانحناء باتخاذ التدابير اللازمة:
1) يمكن ثني مقطع عرضي ذو مقطع عرضي متزايد بشكل منتظم من الصغير إلى الكبير على ماكينة ثني القرص الدوار. ابدأ الثني من طرف المقطع العرضي الأصغر، في البداية باستخدام قوة سحب أصغر، ثم قم بزيادة قوة السحب تدريجيًا مع زيادة حجم المقطع العرضي حتى يتم تشكيل الشكل النهائي.
2) أجزاء على شكل حرف "S" سميكة بشكل موحد. يمكن استخدام طريقة الثني المركب المزدوج، ويستخدم الطرف ذو حجم المقطع العرضي الأصغر كنهاية مركبة، كما هو موضح في الشكل 9.