
كيفية حساب وزن الصفائح المعدنية: المعادلات الأساسية
هل تساءلت يومًا عن كيفية حساب وزن الصفائح المعدنية بسرعة؟ تكشف هذه المقالة النقاب عن معادلة بسيطة تأخذ...
تخيل أداة قوية للغاية يمكنها ربط المعادن بمجرد شرارة. اللحام بالقوس الكهربي، وهو حجر الزاوية في التصنيع الحديث، يفعل ذلك بالضبط. يشرح هذا المقال التقنيات الأساسية لهذه العملية الأساسية، بدءًا من ضرب القوس الكهربائي إلى التعامل مع القطب الكهربائي للحصول على اللحامات المثالية. سواءً كنت مبتدئًا أو متمرسًا في اللحام، ستجد نصائح عملية لصقل مهاراتك وتحقيق لحامات خالية من العيوب. هل أنت مستعد لإتقان اللحام بالقوس وإنشاء وصلات سلسة؟ دعنا نغوص في عالم اللحام بالقوس الكهربائي.

لبدء اللحام، تحتاج أولاً إلى ضرب القوس، ويمكن القيام بذلك إما بطريقة الخدش أو بطريقة الضربة المباشرة.
أولاً، قم أولاً بمحاذاة طرف القطب مع قطعة العمل، ثم قم بلف معصمك قليلاً لخدش القطب برفق على سطح قطعة العمل، على غرار ضرب عود ثقاب. لا تستخدم الكثير من القوة، ثم ارفع القطب الكهربائي 2 ~ 4 مم لتوليد قوس في الهواء.
بعد إشعال القوس، يجب ألا يكون القطب بعيدًا جدًا عن قطعة العمل، وعمومًا لا يتجاوز 10 مم، ويجب ألا يتجاوز منطقة اللحام. ثم قم بلف معصمك مرة أخرى إلى وضع مستوٍ، وحافظ على طول قوس معين، وابدأ اللحام. تظهر طريقة الخدش في الشكل 5-15أ.
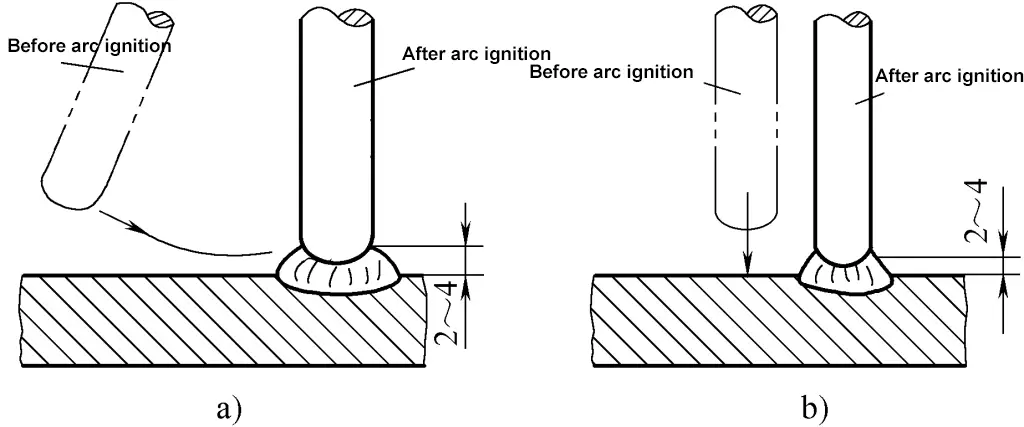
أ) طريقة الخدش
ب) طريقة الضربة المباشرة
أولاً، قم أولاً بمحاذاة نهاية القطب مع قطعة العمل، ثم قم بثني معصمك لأسفل قليلاً لملامسة قطعة العمل بالقطب برفق، ثم ارفعه بسرعة بمقدار 2 ~ 4 مم لتوليد قوس. بعد ضرب القوس، قم بتسوية معصمك وحافظ على ارتفاع قوس معين لبدء اللحام، كما هو موضح في الشكل 5-15 ب لطريقة الضرب المباشر.
من السهل على المبتدئين إتقان طريقة البدء بالخدش، ولكن التشغيل غير السليم يمكن أن يتلف سطح قطعة العمل. تعد طريقة الضرب المباشر أكثر صعوبة على المبتدئين في إتقانها، ويمكن أن يؤدي التشغيل غير السليم إلى التصاق القطب الكهربائي بقطعة العمل أو التسبب في سقوط قطع كبيرة من التدفق عند استخدام قوة كبيرة جدًا.
يجب أن تكون منطقة ضرب القوس نظيفة وخالية من الزيوت والصدأ وغيرها من الحطام لتجنب التأثير على التوصيل والتسبب في وجود أكاسيد في حوض اللحام، مما قد يؤدي إلى حدوث مسامية وخبث في اللحام. لتسهيل ضرب القوس، يجب أن يكشف القطب عن قلب اللحام للمساعدة في توصيل الكهرباء.
يجب ضرب القوس داخل خط اللحام لتجنب إتلاف سطح قطعة العمل عند ضرب القوس. يجب أن تكون نقطة ضرب القوس 10 ~ 20 مم قبل نقطة اللحام (أو نقطة النهاية السابقة للقوس). بعد إشعال القوس، قم بتحريك القطب إلى نقطة نهاية القطب السابق لبدء اللحام، مما يمكن أن يمنع المسامية وسوء المظهر بسبب انخفاض درجة حرارة القطرات القليلة الأولى من المعدن المنصهر من القطب الجديد، خاصة مع الأقطاب الكهربائية الأساسية.
عند اللحام باستخدام قوس مشتعل، يجب أن يقوم القطب بثلاث حركات أساسية لتحقيق التماس لحام جيد التشكيل وحرق قوس مستقر: دفع القطب نحو حوض اللحام، وتأرجح القطب بشكل جانبي، وتحريك القطب إلى الأمام. الحركات الثلاث للتلاعب بالقطب الكهربائي موضحة في الشكل 5-16.
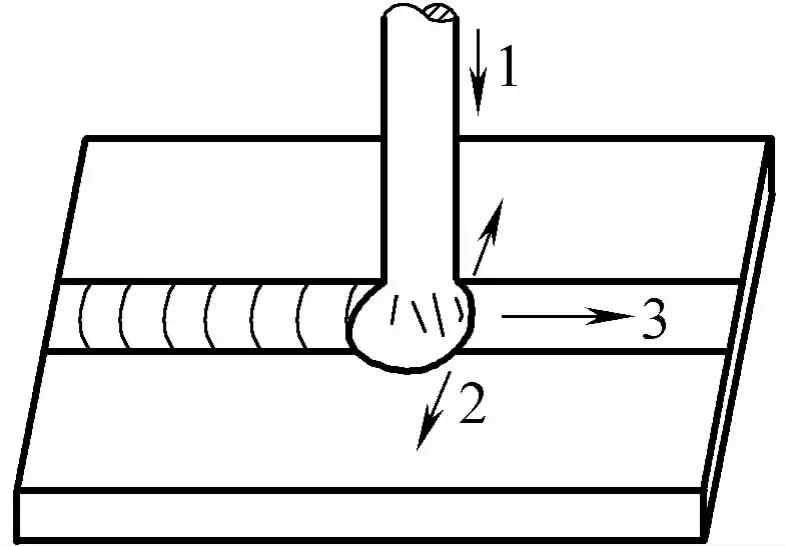
1-التغذية الكهربائية
2-الذبذبة الكهربائية
3-تقدم القطب الكهربائي
1) عمل تغذية القطب الكهربائي في الحوض المنصهر.
أثناء عملية اللحام، يذوب القطب الكهربائي تدريجياً ويقصر تحت حرارة القوس، مما يؤدي إلى زيادة طول القوس. للحفاظ على قوس مستقر وطول قوس معين، يجب تغذية القطب الكهربائي تدريجيًا في اتجاه البركة المنصهرة. ولتحقيق ذلك، يجب أن يكون معدل تغذية القطب مساويًا لمعدل انصهار القطب.
إذا كان معدل تغذية القطب سريعًا جدًا، فسوف يقصر طول القوس بسرعة، مما يتسبب في ملامسة القطب لقطعة العمل وإنشاء دائرة كهربائية قصيرة؛ وإذا كان معدل التغذية بطيئًا جدًا، فسوف يزداد طول القوس حتى ينكسر القوس. وقد أظهرت الممارسة العملية أن معدل تغذية القطب الكهربائي المنتظم وطول القوس الثابت هما شرطان مهمان للحصول على لحامات ممتازة.
2) عمل التأرجح الجانبي للقطب الكهربائي.
أثناء عملية اللحام، للحصول على عرض معين للحام وتحسين الجودة الداخلية للحام، يجب أن يكون للقطب الكهربائي تذبذب جانبي مناسب. وترتبط سعة التذبذب بالعرض المطلوب للحام وقطر القطب الكهربائي؛ فكلما زاد التذبذب كلما كان اللحام أوسع.
يقلل التذبذب الجانبي حتمًا من سرعة اللحام ويزيد من مدخلات الحرارة في اللحام. يكون العرض الطبيعي للحام بشكل عام من 2 إلى 5 أضعاف قطر القطب الكهربائي. بالنسبة لبعض المواد التي تتطلب مدخلات حرارة منخفضة، مثل الفولاذ الأوستنيتي المقاوم للصدأ والصلب منخفض الحرارة 3.5 نيوتن منخفض الحرارة، لا يُنصح بالتذبذب الجانبي للحام بتمريرة واحدة.
3) الحركة الأمامية للقطب الكهربائي.
أثناء عملية اللحام، يجب أن تكون سرعة تحرك القطب الكهربائي للأمام مناسبة. إذا كان القطب يتحرك بسرعة كبيرة، لا يمكن للقوس صهر ما يكفي من القطب والمعدن الأساسي، مما يسبب عيوب اللحام مثل المقطع العرضي للحام الصغير جدًا والاختراق غير الكامل. إذا كان القطب الكهربائي يتحرك ببطء شديد، يتراكم الكثير من المعدن المنصهر، مما يتسبب في حدوث فائض وتكوين لحام ضعيف، وبسبب الحرارة المركزة، تكون قطع العمل الرقيقة عرضة للاحتراق، بينما قد ترتفع درجة حرارة قطع العمل السميكة، مما يقلل من الأداء الكلي لمعدن اللحام.
لذلك، يجب التحكم في سرعة تحرك القطب الكهربائي للأمام بشكل صحيح بناءً على عوامل مختلفة مثل حجم التيار، وقطر القطب الكهربائي، وسمك قطعة العمل، وفجوة التجميع، وموضع اللحام، ومواد قطعة العمل.
يشير ما يسمى بطريقة معالجة القطب الكهربائي إلى تقنية تحريك القطب الكهربائي بواسطة عامل اللحام أثناء عملية اللحام. وهي تشكل، إلى جانب زاوية القطب والحركات الثلاث لحركة القطب، تقنية عملية اللحام. تُعد طريقة مناولة القطب الكهربائي عاملاً مهمًا في الحصول على لحامات ممتازة ومؤشرًا مهمًا لمهارات اللحام التشغيلية.
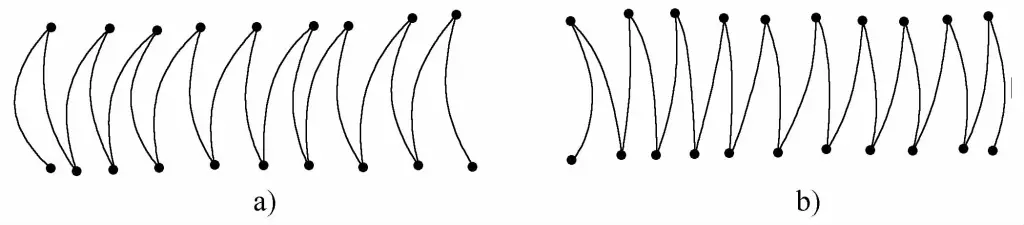
1) طريقة معالجة القطب الكهربائي المستقيم.
أثناء اللحام، حافظ على طول قوس معين وتحرك للأمام في اتجاه اللحام دون تأرجح، كما هو موضح في الشكل 5-17 أ. نظرًا لأن القطب الكهربائي لا يتأرجح بشكل جانبي، فإن القوس يكون أكثر استقرارًا، وهذه الطريقة يمكن أن تحقق عمق اختراق أكبر وسرعة لحام أسرع، وهي مفيدة للحام قطع العمل المحمومة بسهولة والألواح الرقيقة، ولكن تشكيل اللحام أضيق، ومناسبة للحام التناكبي للألواح بسماكة 3 ~ 5 مم بدون شطبة والطبقة الأولى من اللحام متعدد الطبقات واللحام متعدد الممرات.

أ) الخط المستقيم
ب) الخط المستقيم الترددي
2) طريقة التلاعب بالقطب الكهربائي الترددي بخط مستقيم.
أثناء عملية اللحام، تتحرك نهاية القطب الكهربائي ذهاباً وإياباً في خط مستقيم على طول اتجاه اللحام، كما هو موضح في الشكل 5-17 ب. في العملية الفعلية، يختلف طول القوس الكهربائي.
عند اللحام، حافظ على قوس قصير، بعد لحام مقطع قصير، يطول القوس ويقفز إلى الأمام، وينتظر حتى يتصلب الحوض المنصهر قليلاً، ويعود القطب إلى الحوض المنصهر للحام المتقطع. تتميز هذه الطريقة بسرعة لحام سريعة، وتماس لحام ضيق، وتبديد سريع للحرارة، ومناسبة للألواح الرقيقة ولحام الطبقة السفلية مع وجود فجوات أكبر في المؤخرة.
3) طريقة تذبذب سن المنشار.
أثناء عملية اللحام، بينما يتحرك طرف القطب الكهربائي إلى الأمام، فإنه يقوم باستمرار بعمل تذبذب سن المنشار بشكل جانبي، كما هو موضح في الشكل 5-18.

أ) سن المنشار العادي
ب) سن المنشار المائل
عند استخدام طريقة ذبذبة سن المنشار، يتم التوقف قليلاً على كلا الجانبين، وتعتمد مدة التوقف على شكل قطعة العمل وحجم التيار وعرض اللحام وموضع اللحام، وذلك بشكل أساسي لضمان انصهار جيد على جانبي الأخدود ولمنع التقليل من القطع. والغرض من التذبذب الجانبي للقطب الكهربائي هو بشكل أساسي التحكم في تدفق المعدن المنصهر في اللحام والحصول على عرض اللحام اللازم لتشكيل اللحام بشكل جيد.
ونظرًا لسهولة تشغيل هذه الطريقة، فإنها تُستخدم على نطاق واسع في الإنتاج، ومعظمها للحام ألواح الصلب السميكة. وتشمل تطبيقاتها المحددة اللحام المسطح، واللحام العمودي، واللحام العمودي، والوصلات التناكبية العلوية، والوصلات الرأسية.
4) طريقة التذبذب الهلالي.
أثناء عملية اللحام، تقوم نهاية القطب الكهربائي بعمل ذبذبة جانبية على شكل هلال على طول اتجاه اللحام (على غرار شكل سن المنشار)، كما هو موضح في الشكل 5-19. يجب تحديد سرعة التذبذب بناءً على موضع اللحام ونوع الوصلة وعرض اللحام وحجم تيار اللحام. لضمان الانصهار الجيد على جانبي اللحام وتجنب التقويض، انتبه إلى وقت السكون عند طرفي الهلال.
أ) شكل هلالي
ب) شكل الهلال العكسي
باستخدام طريقة النسيج الهلالي للحام، يكون وقت تسخين الحوض المنصهر طويلًا نسبيًا، ويذوب المعدن جيدًا، مما يسهل على الغازات في الحوض المنصهر الهروب والخبث الطافي لأعلى، مما يمكن أن يزيل المسامية واحتواء الخبث، مما يؤدي إلى جودة لحام أفضل. ومع ذلك، نظرًا لأن المعدن المنصهر يتركز نحو المركز، فإنه يزيد من الارتفاع الزائد للحام، وبالتالي فهو غير مناسب للحامات العمودية الضيقة.
عند لحام فيليه المفصل التناكبي، لتجنب زيادة معدن اللحام ولضمان الاختراق على كلا الجانبين، يتم أحيانًا استخدام طريقة النسيج الهلالي العكسي، كما هو موضح في الشكل 5-19 ب. تُعد طريقة النسيج الهلالي مناسبة للحام الشرائح المسطحة والرأسية والعلوية والمفصلية على شكل حرف T لألواح الصلب السميكة.
5) طريقة النسيج المثلث.
أثناء عملية اللحام، يتحرك طرف القطب الكهربائي إلى الأمام أثناء القيام بحركات مثلثة مستمرة. يمكن تقسيم طريقة نسج المثلث إلى نوعي المثلث المنتظم والمثلث المائل، اعتمادًا على التطبيق، كما هو موضح في الشكل 5-20.

أ) مثلث منتظم
ب) المثلث المائل
لا تنطبق طريقة نسج المثلث متساوي الأضلاع إلا على اللحامات التناكبية ذات الأخاديد المفتوحة واللحامات الرأسية للمفاصل على شكل حرف T. وتتمثل خصائصها في أنها يمكن أن تلحم مقطع لحام أكثر سمكًا في وقت واحد، وليس من السهل إنتاج مسام اللحام وإدراج الخبث، مما يساعد على تحسين إنتاجية اللحام. عندما تكون الطبقة الداخلية مقيدة بالأسطح المائلة على جانبي الأخدود ويكون العرض صغيرًا، من الضروري التوقف قليلاً عند طية المثلث لتسهيل الانصهار الكامل على كلا الجانبين وتجنب احتواء الخبث.
إن طريقة النسيج المثلث المائل مناسبة للحامات المسطحة وذات الوضع العلوي على شكل حرف T واللحامات المستعرضة ذات الأخاديد. ومن خصائصها أنه يمكنها التحكم في تدفق المعدن المنصهر عن طريق تأرجح قضيب اللحاممما يساعد على تشكيل لحام جيد، وتقليل المسام الداخلية وخبث التضمين في اللحام، كما أنه مفيد لتحسين الجودة الجوهرية للحام.
يجب أن يتم تحديد تطبيق طريقتي نسج المثلثين وفقًا للحالة المحددة للحام، مثل التوقف مؤقتًا عند طية المثلث أثناء اللحام العمودي؛ ويجب أن تكون سرعة النسج عند الجزء الدائري من المثلث المائل أبطأ. إذا تم تنسيق هذه الإجراءات بشكل جيد، يمكن تحقيق تشكيل جيد للحام.
6) طريقة النسيج الدائري.
أثناء عملية اللحام، يقوم طرف قضيب اللحام بحركات دائرية مستمرة ويتحرك للأمام باستمرار، كما هو موضح في الشكل 5-21.
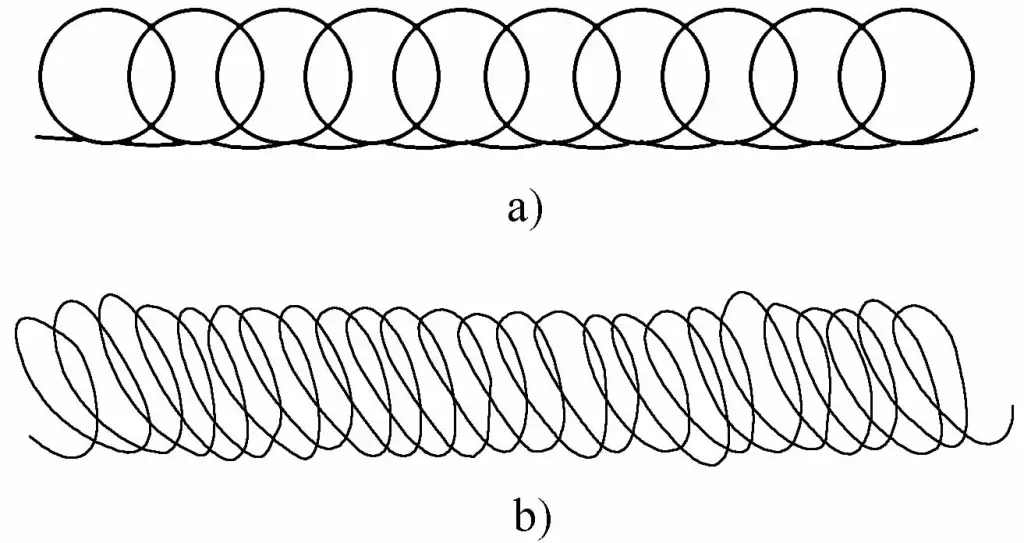
أ) شكل دائري منتظم
ب) شكل دائري مائل
طريقة النسج الدائري المنتظم الموضحة في الشكل 5-21أ مناسبة فقط للحامات المسطحة لقطع العمل السميكة. وتتمثل ميزتها في أن معدن حوض اللحام يحتوي على حرارة كافية للحفاظ على وجود حوض اللحام لفترة أطول، مما يسهل ترسيب الغازات مثل اﻷكسجين والنيتروجين في الحوض، ويسهل أيضاً تعويم الخبث، وهو أمر مفيد لتحسين الجودة الجوهرية للحام.
إن طريقة النسيج الدائري المائل الموضحة في الشكل 5-21 ب مناسبة للحامات العرضية المسطحة والعلوية الموضعية على شكل حرف T واللحامات العرضية التناكبية. ومن خصائصها أنها تساعد على التحكم في ظاهرة تدفق المعدن المنصهر إلى أسفل بسبب الجاذبية، مما يساعد على تشكيل اللحام. وفي الوقت نفسه، يمكن أن يبطئ معدل تبريد حوض اللحام، مما يسمح للغازات في الحوض بالخروج والخبث بالطفو، وهو أمر مفيد لتحسين الجودة الجوهرية للحام.
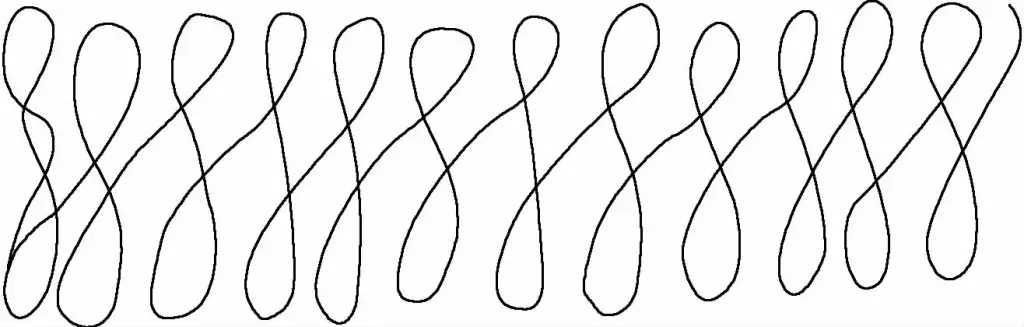
7) الشكل 8 طريقة النسيج.
أثناء عملية اللحام، تتحرك نهاية القطب الكهربائي باستمرار في نمط الشكل 8 وتستمر في التحرك إلى الأمام، كما هو موضح في الشكل 5-22. طريقة النسيج هذه صعبة نسبيًا لإتقانها وهي مناسبة للحامات التناكبية العريضة واللحامات السطحية العمودية. عند لحام الطبقة السطحية للحام العمودي التناكبي بهذه الطريقة، يجب أن تكون تقنية النسيج مرنة، ويجب أن تكون سرعة النسيج أسرع، مما يمكن أن يحقق سطح لحام أدق وموحدًا وممتعًا من الناحية الجمالية.
طرق النسيج المقدمة أعلاه ليست سوى عدد قليل من الطرق الأساسية. في الإنتاج الفعلي، غالبًا ما يتبنى اللحامون طرق نسج مختلفة وفقًا لعاداتهم وخبراتهم الخاصة عند لحام نفس شكل الوصلة ويمكنهم تحقيق نتائج لحام مرضية.
يشير بدء اللحام إلى العملية في بداية اللحام. وبما أن درجة حرارة قطعة العمل تكون منخفضة قبل اللحام، فإن القوس لا يمكن أن يستقر القوس مباشرة بعد بدء اللحام بالقوس، لذلك غالباً ما يكون لجزء البداية عيوب مثل الاختراق الضحل، والمسامية، والاندماج غير الكامل، والعرض غير الكافي، وتراكم اللحام المفرط.
لتجنب هذه الظواهر وتقليلها، يجب إطالة القوس قليلاً بعد بدء القوس، ويجب تسخين نهاية اللحام بشكل مناسب، ويجب تكرار النسج عدة مرات لتحقيق العمق والعرض المطلوبين قبل التعديل إلى طول القوس المناسب للحام العادي.
بالنسبة لبدء اللحام الدائري، نظرًا لأن نهاية اللحام سيتم الانتهاء منها هنا، فإن الأبعاد الخارجية غير مطلوبة، ولكن المطلوب بشكل أساسي أن يكون هناك اختراق واندماج جيد، ويجب أن تكون البداية أرق لتسهيل الانتقال الجيد عند الانتهاء.
بالنسبة لقطع الشغل المهمة واللحامات الحرجة، إذا سمحت الظروف، يُنصح باستخدام لوحة بدء لقيادة الجزء غير المقبول من اللحام خارج قطعة العمل، والتي تتم إزالتها بعد اللحام.
في عمليات اللحام بالقوس المعدني اليدوي، لا مفر من وصلات اللحام. لا تؤثر جودة وصلة اللحام على مظهر اللحام فحسب، بل تؤثر أيضًا على جودته. يوضح الجدول 5-11 تقنية وصلات اللحام في الجدول 5-11.
الجدول 5-11 تقنيات وصلات اللحام
| الطريقة المشتركة | مخطط تخطيطي | تقنيات التشغيل |
| الوصلة الوسيطة |  | ابدأ القوس أمام الحفرة بحوالي 10 مم، مع جعل طول القوس أطول قليلاً من طول قوس اللحام العادي، ثم تحرك إلى الحفرة وخفض القوس وتمايل قليلاً، ثم تحرك للأمام لتلحم بشكل طبيعي |
| مفصل ظهر لظهر |  | ابدأ اللحام على مستوى منخفض قليلاً في بداية اللحام، يجب أن يبدأ اللحام اللاحق باللحام قبل نقطة بداية اللحام السابق بقليل، ثم قم بإطالة القوس قليلاً، ثم قم بإطالة القوس قليلاً، وقم بتوجيهه تدريجياً إلى بداية اللحام السابق وقم بتغطية هذه البداية، ثم قم باللحام بشكل مسطح، ثم تحرك في اتجاه اللحام |
| المفصل المقابل |  | عند اللحام من خط اللحام الخلفي إلى فوهة خط اللحام الأول، قم بإبطاء سرعة اللحام، واملأ فوهة خط اللحام الأول، ثم قم باللحام للأمام بشكل أسرع قليلاً قبل إطفاء القوس. |
| مفصل خلفي مجزأ |  | عندما يقترب خط اللحام الخلفي من بداية خط اللحام الأمامي، قم بتغيير زاوية القطب بحيث يشير نحو بداية خط اللحام الأمامي، وقم بإطالة القوس لتشكيل تجمع منصهر، ثم قم بخفض القوس والعودة إلى التجمع المنصهر الأصلي لإطفاء القوس. |
يشير إلى طريقة ملء الحفرة المستخدمة عند انتهاء خط اللحام. تختلف عملية ملء فوهة اللحام عن إطفاء القوس الكهربائي بعد استخدام كل قطب كهربائي. عادةً ما يترك كل قطب كهربائي مستهلك فوهة قوس كهربائي مهيأة للقطب الكهربائي التالي لمواصلة اللحام. أثناء عملية ملء الحفرة لدرزة اللحام، حافظ على درجة الحرارة العادية لحوض اللحام المنصهر وقم بإجراء تأرجح اللحام الموضعي حركة دون حركة خطية. املأ الحوض المنصهر تدريجيًا ثم اسحب القوس إلى جانب واحد للإطفاء.
يجب ملء كل فوهة لحام في النهاية، حيث إن الحفرة العميقة جدًا لا تؤثر على المظهر فحسب، بل تسبب أيضًا تجاويف الانكماش وتركيز الإجهاد والتشققات عند ملء فوهة اللحام. تُستخدم الطرق الثلاثة التالية بشكل عام لملء الحفرة في اللحام بالقوس المعدني المحمي:
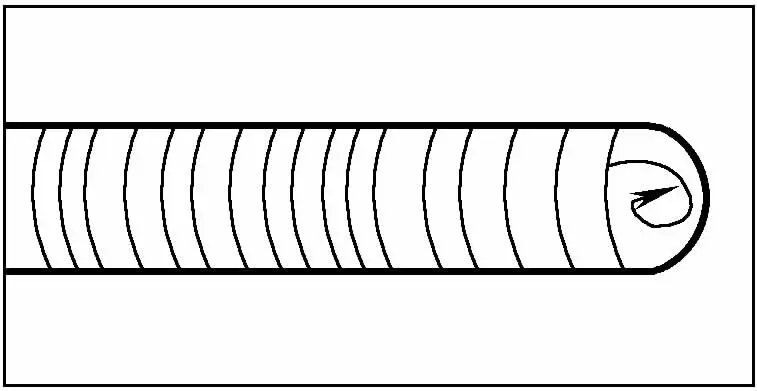
1) طريقة ملء الحفرة الدائرية.
عندما يتحرك قوس اللحام إلى نهاية خط اللحام، يقوم طرف القطب بحركة دائرية حتى يتم ملء الحفرة ثم ينكسر القوس، كما هو موضح في الشكل 5-23. هذه الطريقة مناسبة لملء فوهة الصفيحة السميكة.
2) طريقة تكرار كسر القوس وإنهاء القوس.
عندما يصل اللحام إلى نهاية التماس، أطفئ القوس وأعد إشعال القوس عدة مرات عند الحفرة حتى تمتلئ، كما هو موضح في الشكل 5-24. هذه الطريقة مناسبة للألواح الرقيقة واللحام بالتيار العالي، ولكن ليس للأقطاب الكهربائية الأساسية.
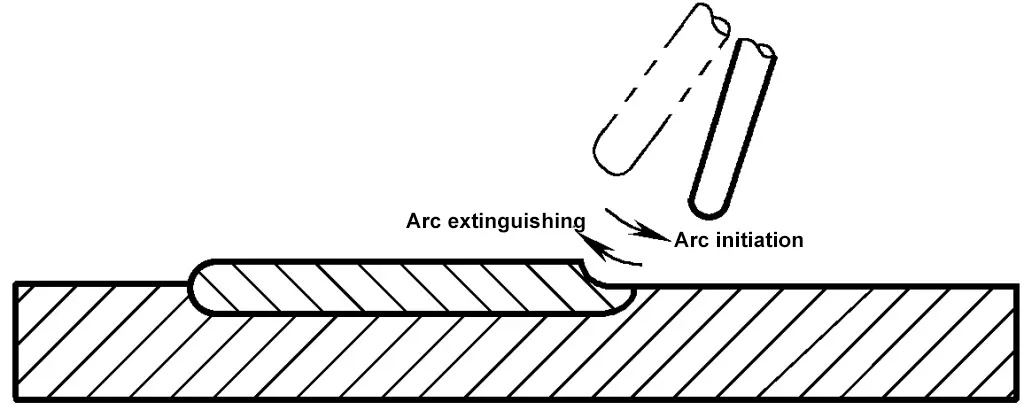
3) طريقة نهاية قوس اللحام الخلفي.
حرِّك قوس اللحام إلى نهاية خط اللحام، ثم توقف لفترة وجيزة، ثم غيِّر زاوية القطب الكهربائي لإعادة لحام جزء قصير قبل كسر القوس، مما يجعل النهاية بداية جديدة، كما هو موضح في الشكل 5-25. هذه الطريقة مناسبة للحام بالأقطاب الكهربائية الأساسية.
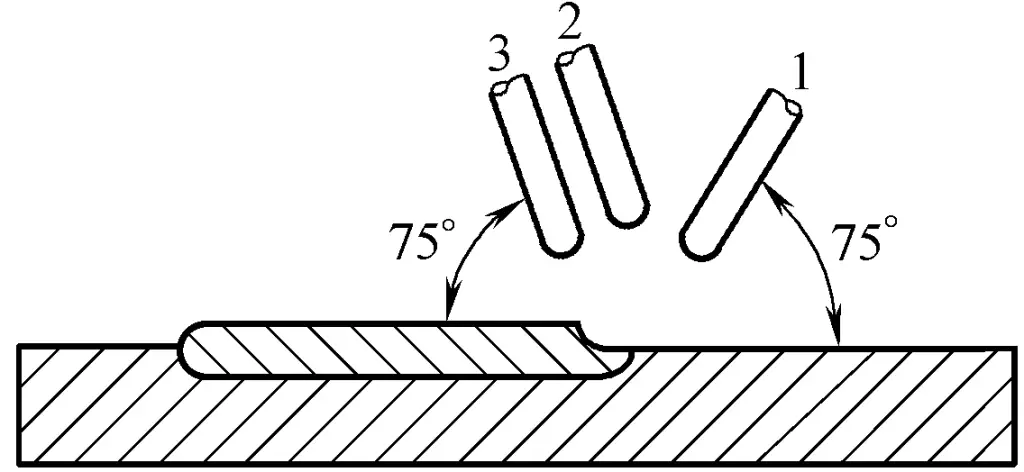
1، 2-تغيير الموضع المناسب
3-الموقع الأصلي







