
البثق على البارد في التصنيع: الإيجابيات والسلبيات والتطبيقات
يعمل البثق على البارد على تغيير مشهد التصنيع، ولكن لماذا؟ تخيّل عملية تقلل من استخدام المواد الخام مع تعزيز الإنتاجية في الوقت نفسه - يبدو أن هذه العملية...
كيف تحقق الأجزاء المعدنية أشكالاً معقدة بدون تسخين؟ تكمن الإجابة في البثق على البارد، وهي عملية رائعة تقوم بتشكيل المعدن في درجة حرارة الغرفة باستخدام ضغط كبير. لا تعمل هذه التقنية على تشكيل المعدن فحسب، بل تعمل أيضًا على تحسين خواصه الميكانيكية، مما يجعلها حيوية لتصنيع المكونات عالية القوة. في هذه المقالة، سوف تستكشف المبادئ الأساسية للبثق على البارد، والأنواع المختلفة لطرق البثق وتطبيقاتها في مختلف الصناعات. اكتشف كيف تقوم هذه الطريقة بتحويل المعدن الخام إلى أجزاء مصممة بدقة بأقل قدر من الهدر وأقصى قدر من الكفاءة.

يستفيد البثق على البارد من مبدأ التشوه البلاستيكي للمواد المعدنية. تحت ظروف درجة حرارة الغرفة، يتم وضع الفراغ المعدني في الحالة الباردة في تجويف القالب المثبت على المكبس.
تحت ضغط كبير وسرعة معينة، يتم إجبار الفراغ المعدني على الخضوع لتدفق بلاستيكي. من خلال الفجوة بين الثقب والقالبأو مخرج القالب، تكون الأجزاء المجوفة عبارة عن أجزاء مقذوفة أو صلبة ذات مقطع عرضي أصغر من المقطع العرضي للفراغ.
يمكن لهذه العملية تحقيق الشكل والحجم المطلوبين مع الحفاظ على الخصائص الميكانيكية العالية للأجزاء المبثوقة. البثق على البارد هو أحد تقنيات معالجة الأجزاء غير المقطوعة أو الحد الأدنى من البُرادة وهي طريقة متقدمة في معالجة البلاستيك المعدني.
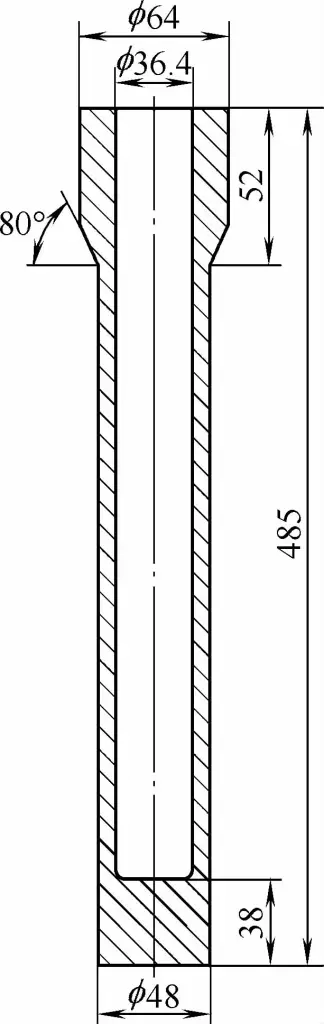
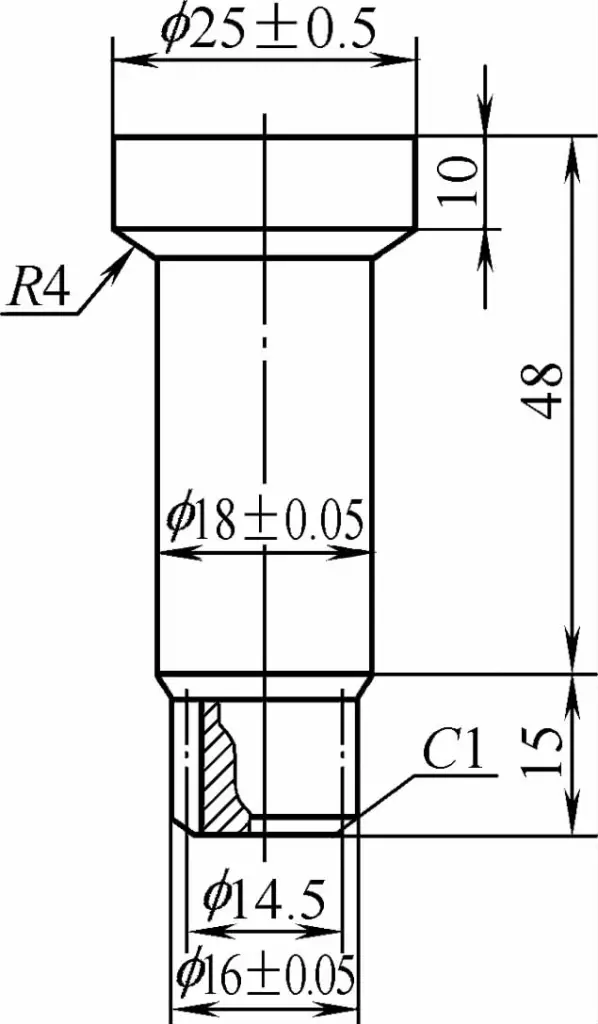
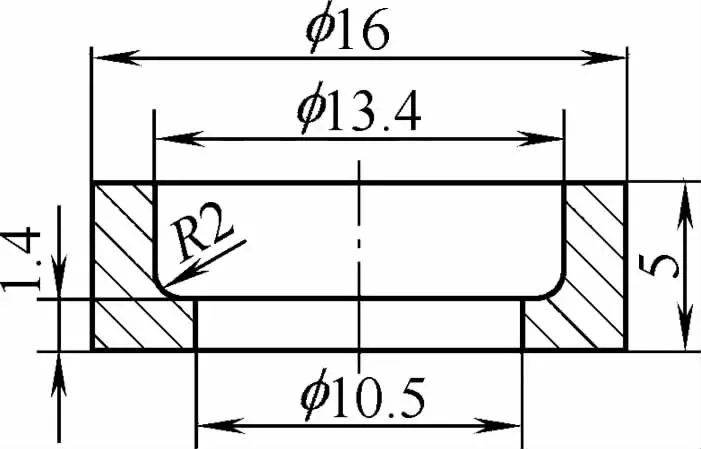
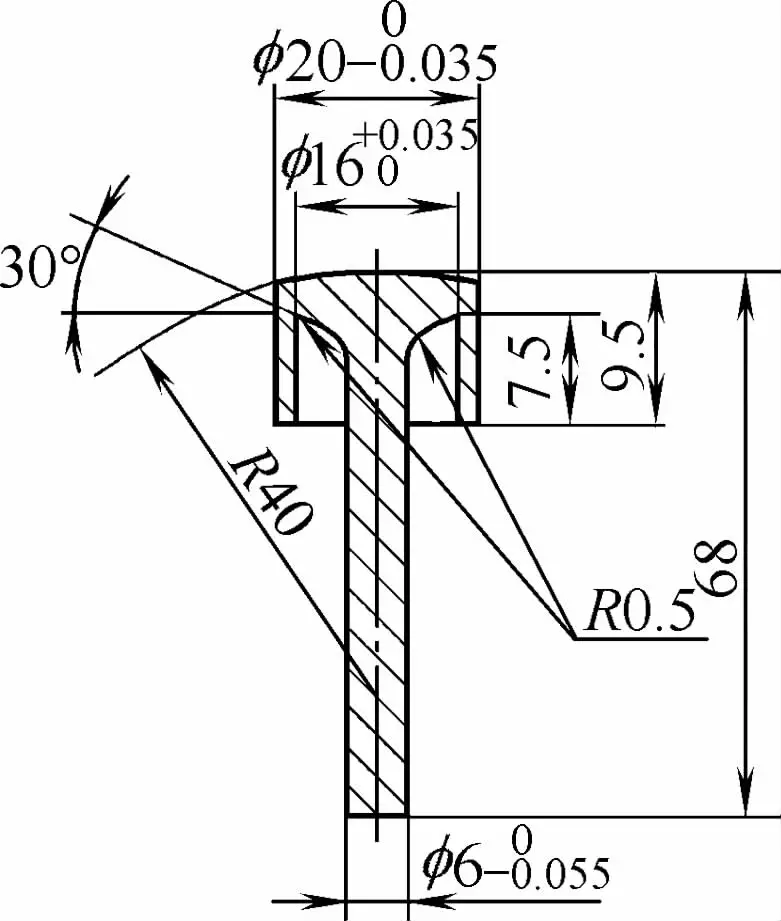
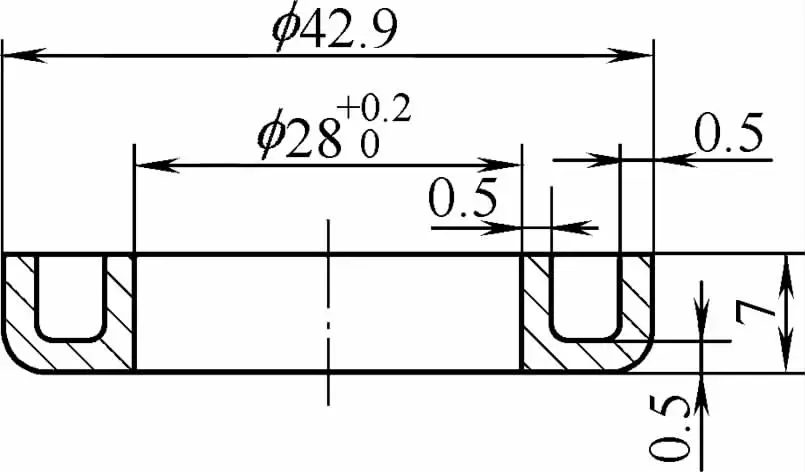
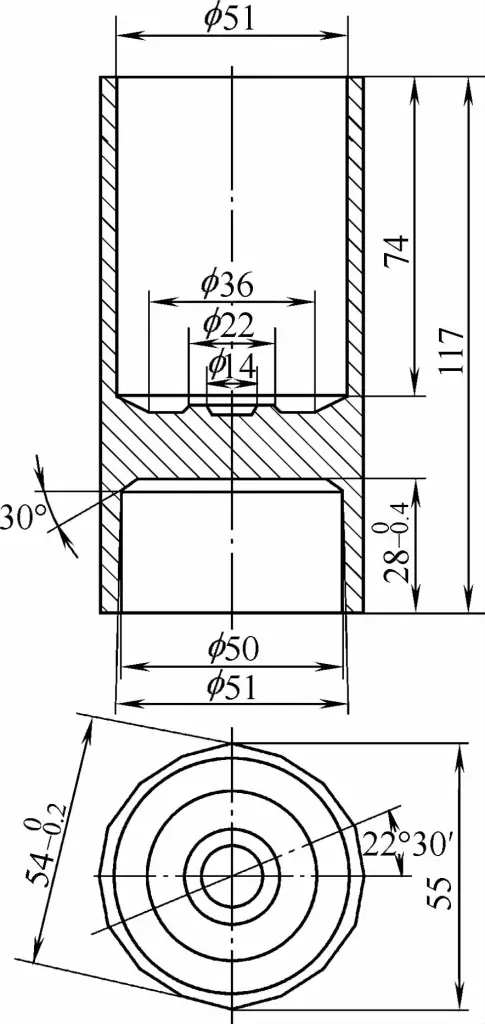
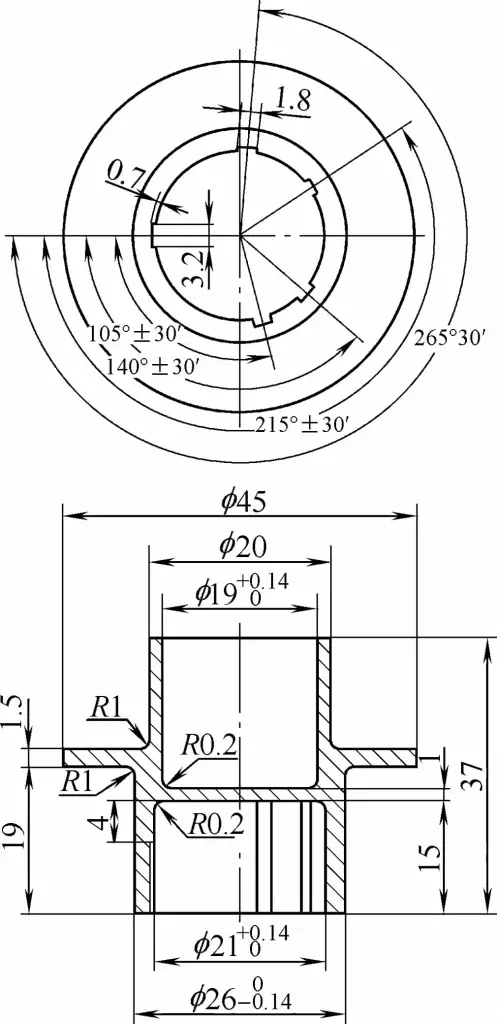
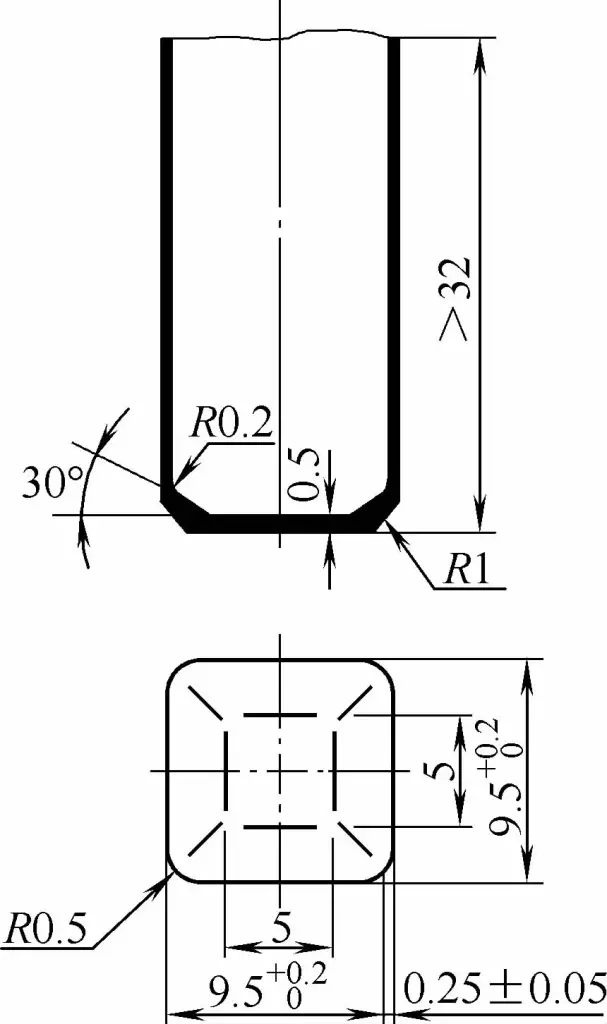
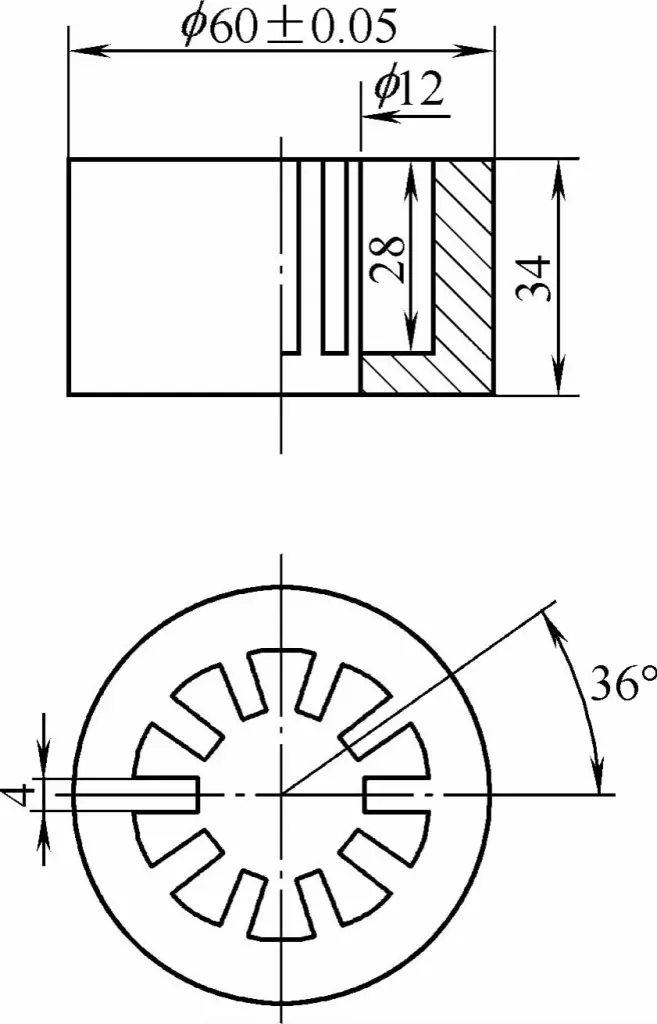
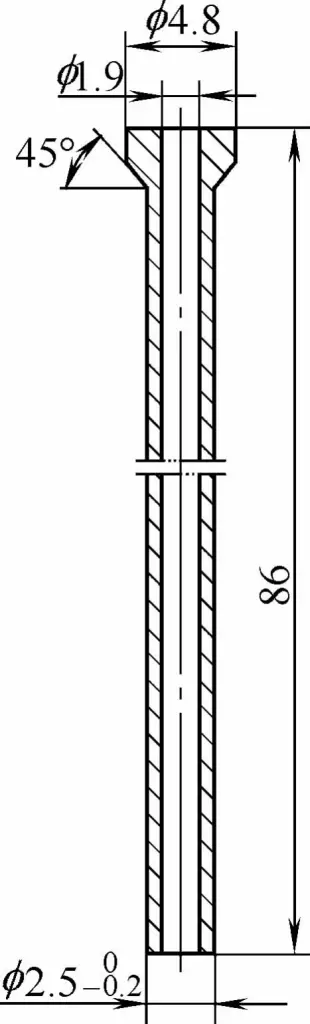
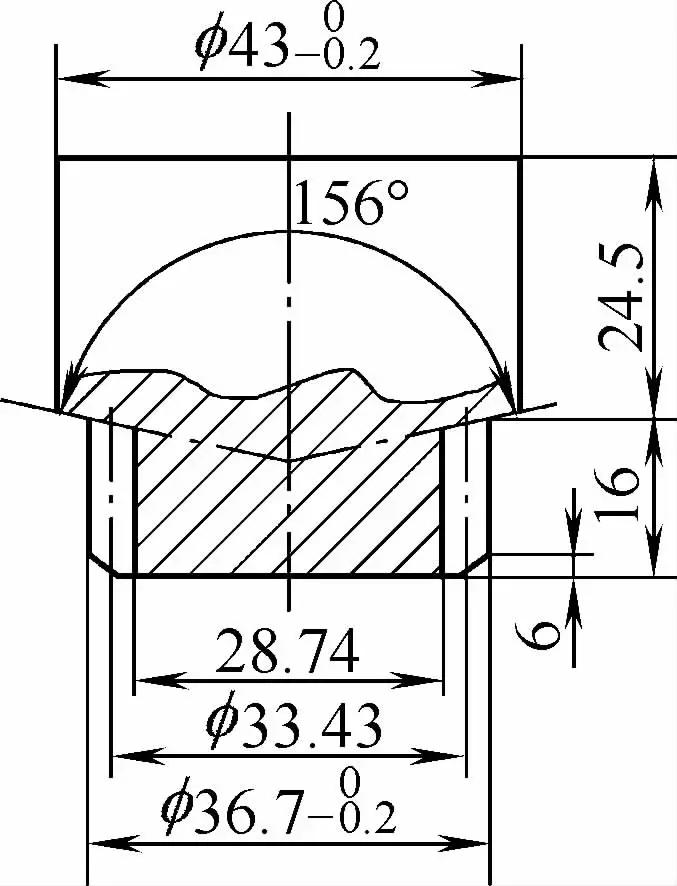
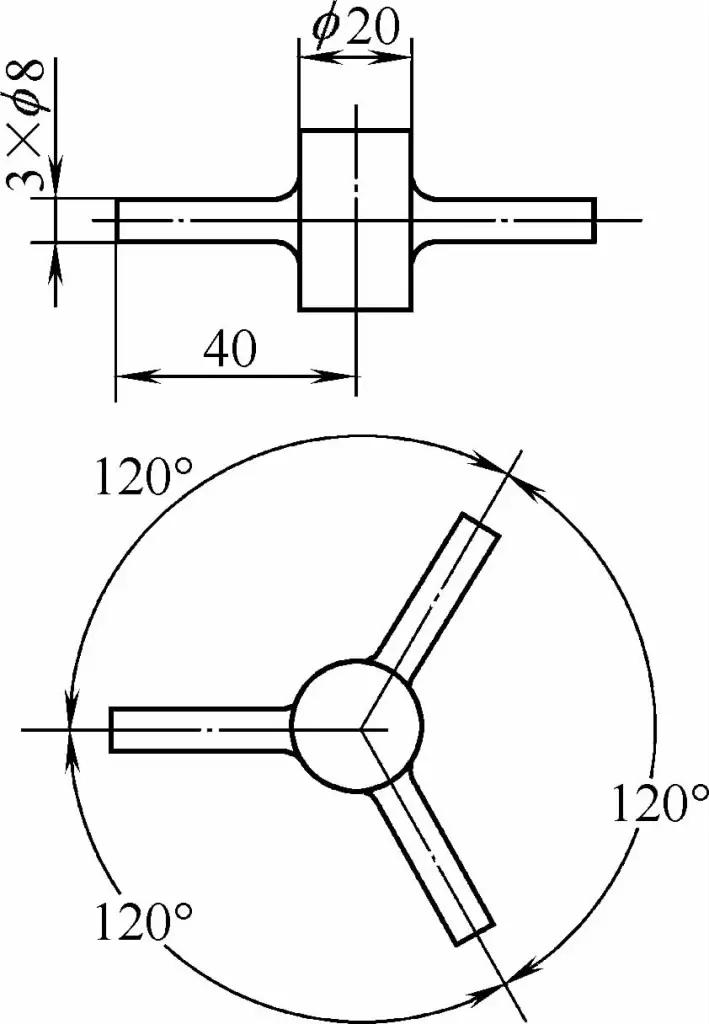
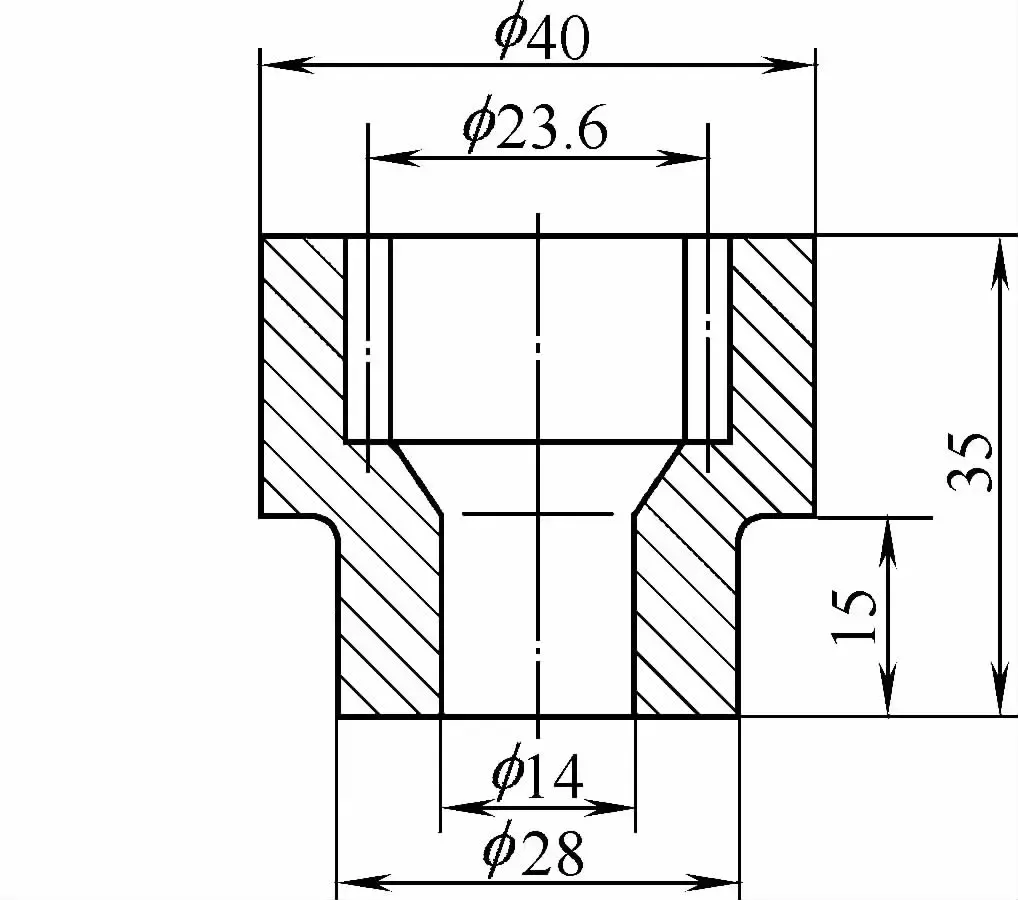
يتم إنتاج قلب مكوك مكوك ماكينة الخياطة الفولاذي الكربوني الشائع، والأسطوانة ذات الفتحة العميقة الفولاذية منخفضة الكربون، وعمود تروس ماكينة الغسيل الفولاذي الكربوني المتوسط، وغطاء التوصيل الفولاذي لأداة الكربون الموضح في الأشكال من 1-1 إلى 1-4، جميعها يتم إنتاجها عن طريق البثق على البارد.
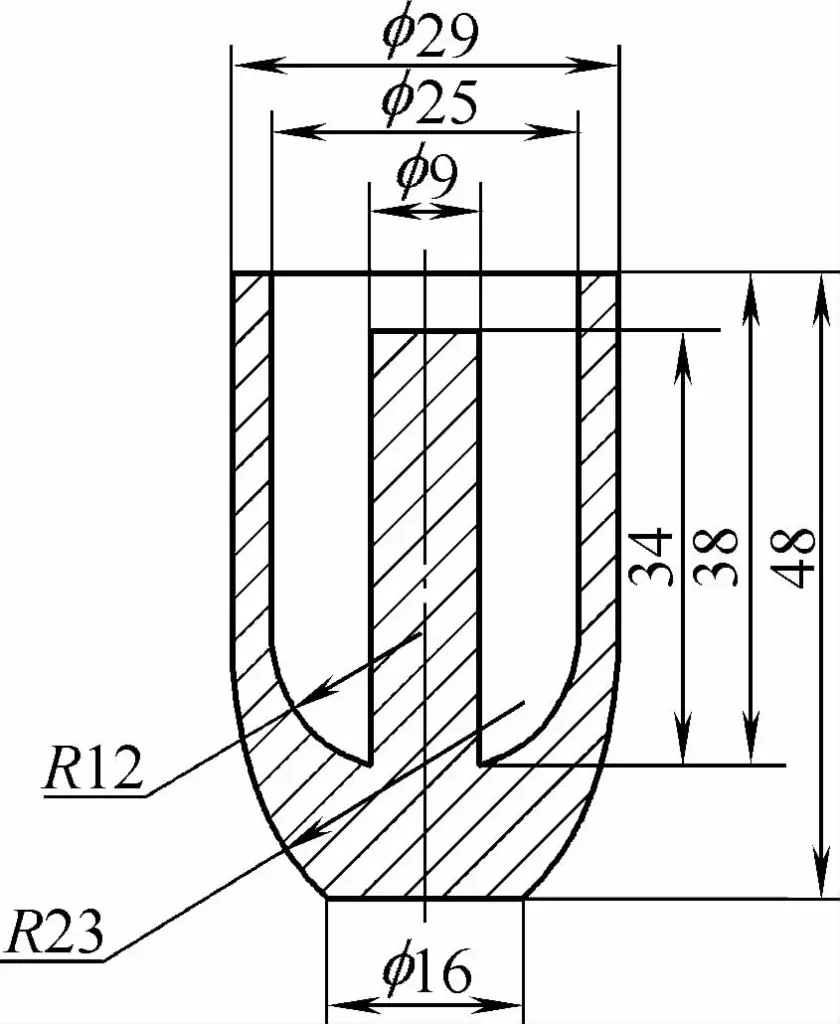
كما يتبين من صور المنتج أعلاه، يعتمد البثق على البارد على القالب للتحكم في تدفق المعدن ويعتمد على نقل حجم كبير من المعدن الملين لتشكيل الأجزاء المطلوبة. ولذلك، يرتبط نجاح عملية البثق على البارد أو فشلها ارتباطًا وثيقًا بتصميم هيكل القالب، ومواد القالب، ومعالجة التلدين للفراغ المعدني.
يمكن استخدام البثق على البارد لإنتاج الأجزاء المعدنية المجمعة وأيضًا لمعالجة تجاويف القوالب المختلفة. توضح الأشكال من 1-5 إلى 1-13 الأجزاء المبثوقة على البارد من الألومنيوم النقي والألومنيوم المقاوم للصدأ والألومنيوم الصلب والألومنيوم المطروق والنحاس النقي والنحاس الخالي من الأكسجين والنحاس الأصفر وفولاذ الكروم الموليبدينوم والفولاذ المحمل.
نطاق سرعة التشكيل في معالجة البثق على البارد واسع. يمكن أن تعمل المعدات المستخدمة على مكابس البثق على البارد المتخصصة أو المكابس الميكانيكية العامة أو الماكينات الهيدروليكية أو مكابس الاحتكاك أو المطارق عالية السرعة.
يمكن تصنيف البثق على البارد وفقًا لاتجاه تدفق المعدن، وسرعة تدفق المعدن، وما إلى ذلك.
بناءً على العلاقة بين اتجاه تدفق المعدن واتجاه حركة المثقاب، هناك سبعة أنواع من طرق البثق على البارد.
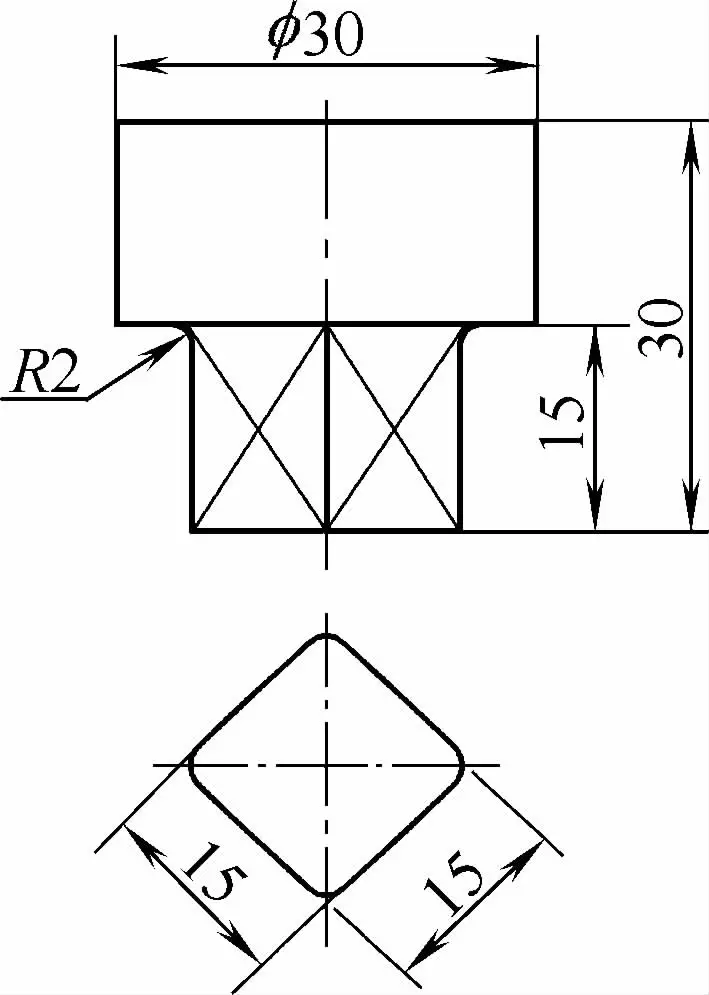
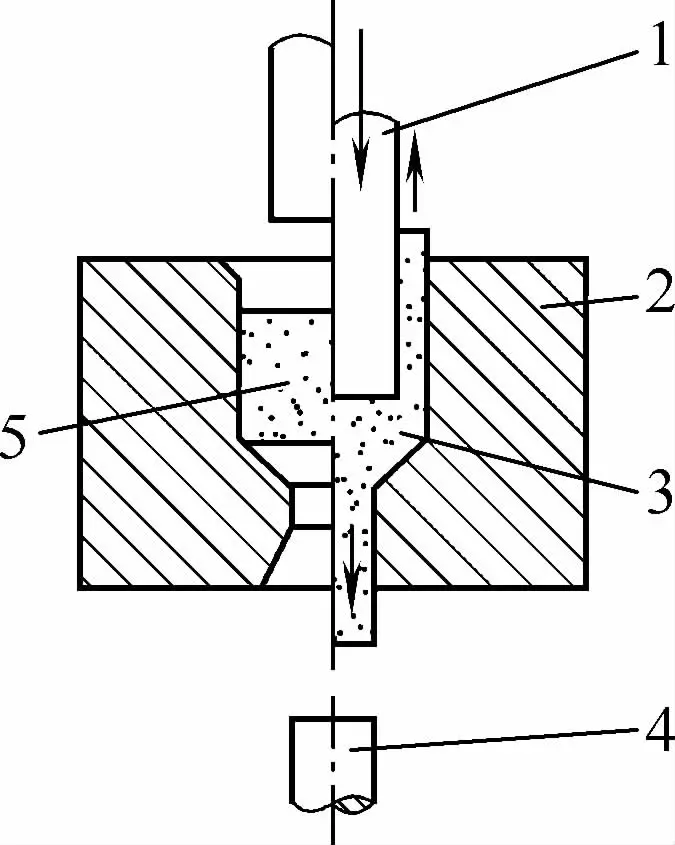
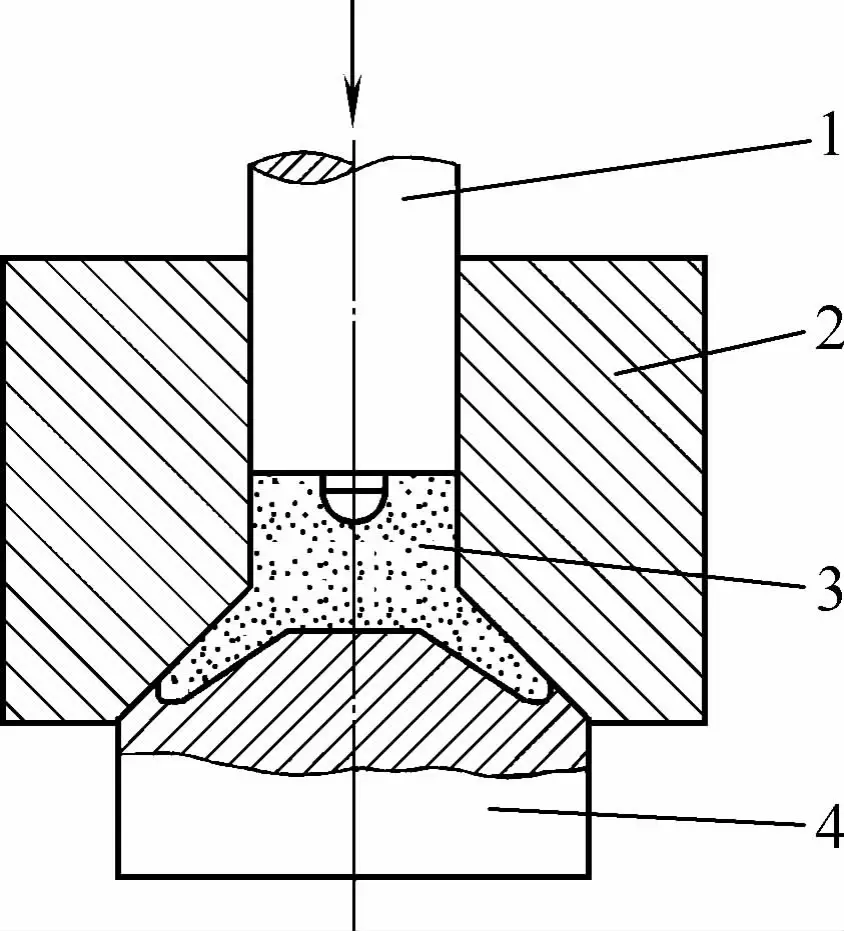
في البثق الأمامي، يكون اتجاه تدفق المعدن في البثق الأمامي هو نفس اتجاه حركة المثقاب. يوضح الشكل 1-14 حالة البثق الأمامي لقطعة عمل صلبة.
أثناء المعالجة، يتم وضع الفراغ أولاً في القالب، ويوجد ثقب في الجزء السفلي من القالب بنفس حجم القطر الخارجي للجزء المراد تصنيعه تقريبًا. بعد ذلك، يتم استخدام المثقاب للضغط وبثق الفراغ.
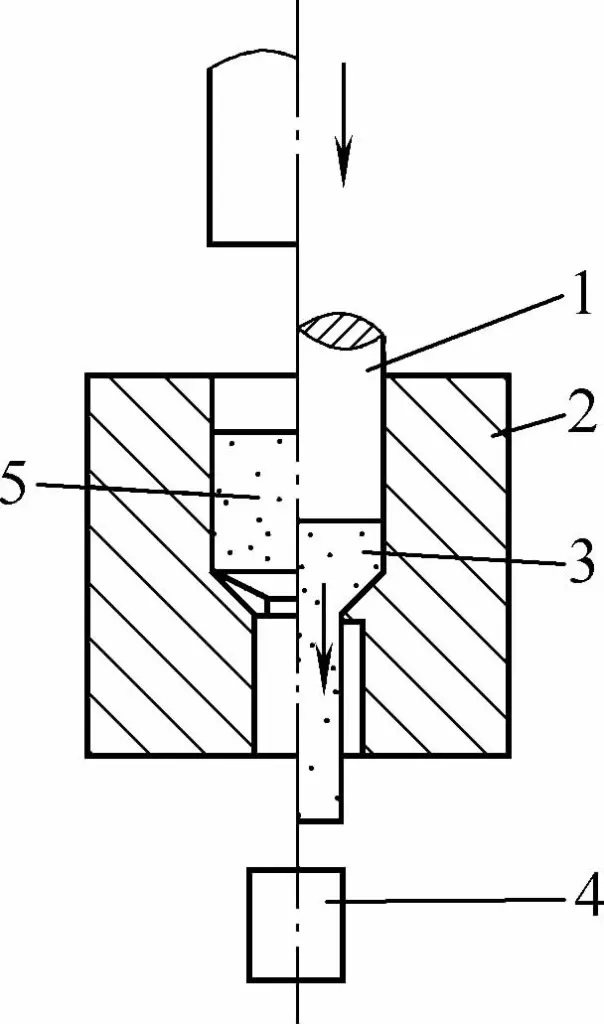
1 ـ اللكمة
2- الموت
3 - الجزء المبثوق
4- الكبش
5- البليت
يؤدي ضغط المثقاب إلى دخول المعدن في حالة بلاستيكية ويجبر المعدن على التدفق من الفتحة الصغيرة في القالب، وبالتالي تشكيل قطعة العمل المطلوبة.
وبصفة عامة، يمكن أن ينتج البثق الأمامي أجزاء صلبة بأشكال مختلفة (باستخدام فراغات صلبة)، ويمكنه أيضًا إنتاج أجزاء مجوفة بأشكال مختلفة (باستخدام فراغات مجوفة أو فراغات على شكل كوب).
يوضح الشكل 1-15 حالة البثق الأمامي لقطعة عمل مجوفة. وتشمل قطع العمل المجوفة أغلفة وأغلفة القذائف والبطانات، إلخ.
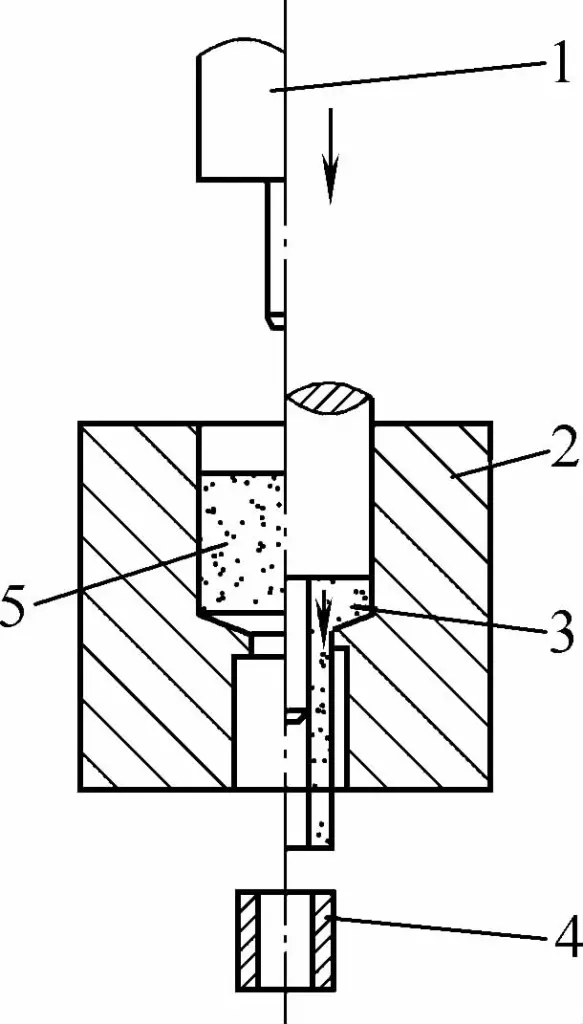
1 ـ اللكمة
2- الموت
3- الجزء المبثوق
4- الكبش
5- البليت
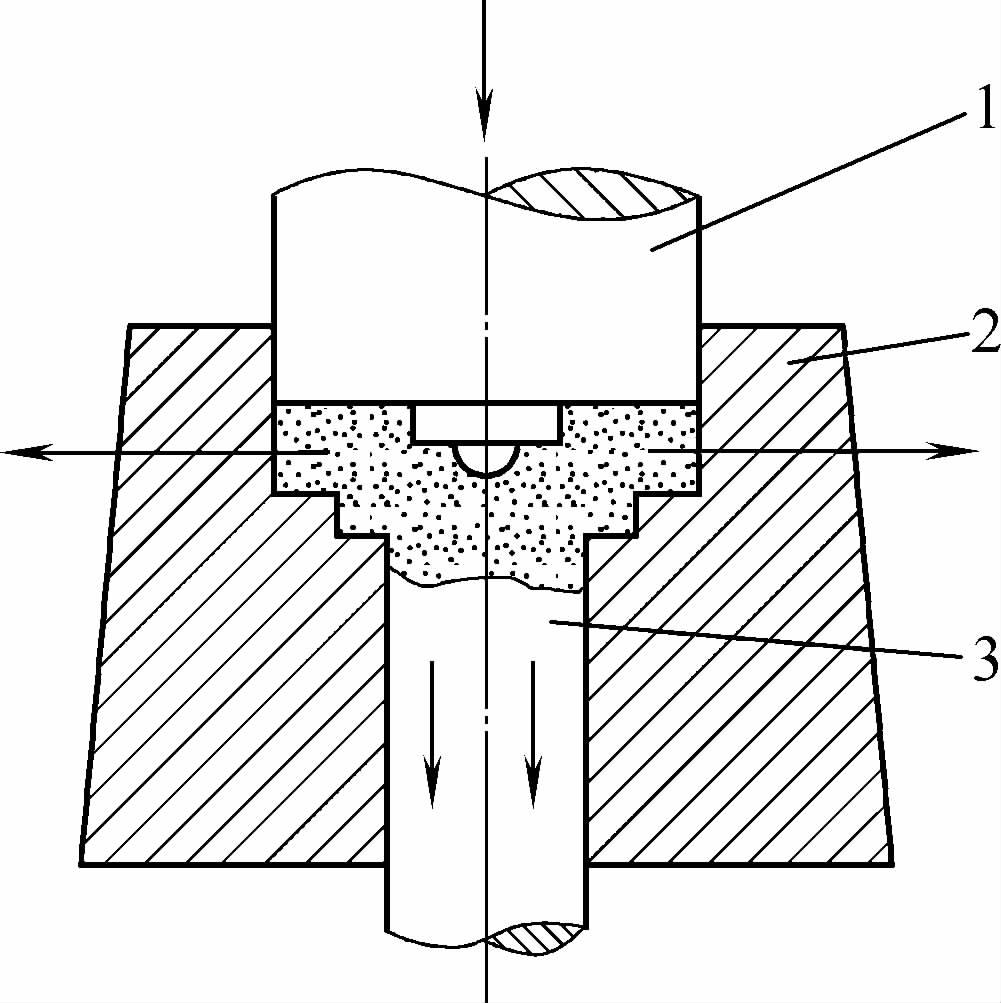
في البثق غير المباشر، يكون اتجاه تدفق المعدن معاكس لحركة المثقاب. يوضح الشكل 1-16 عملية البثق غير المباشر لجزء مجوف على شكل كوب. أثناء العملية، يتم وضع قالب مسطح على الجزء السفلي من القالب (الفجوة الشعاعية بين القالب واللكمة تساوي سُمك جدار الجزء على شكل كوب).
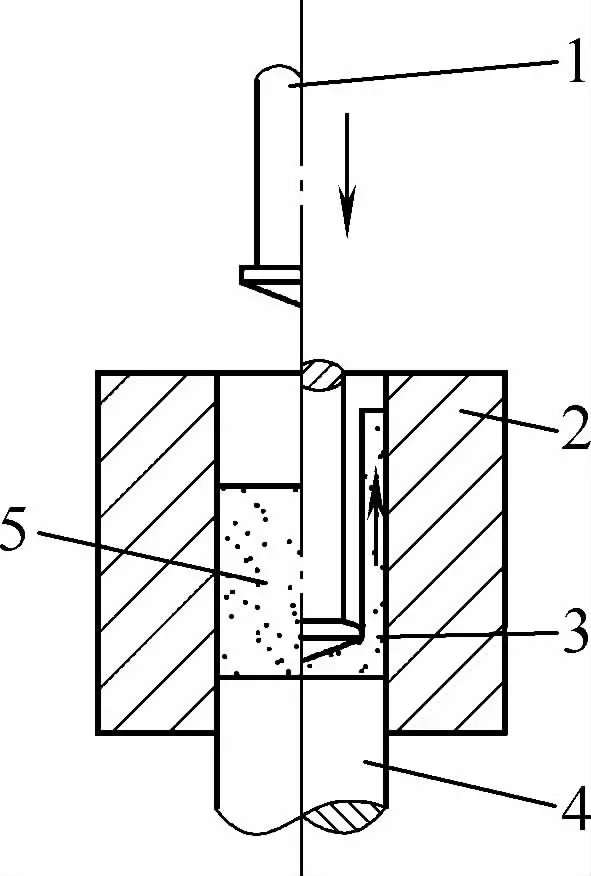
1- اللكمة
2- الموت
3 - الجزء المبثوق
4 -رام
5 -بيليت
عندما يضغط المثقاب على البليت، يتدفق المعدن لأعلى من خلال الفجوة بين المثقاب والقالب، وبالتالي تشكيل الجزء المجوف المطلوب على شكل كوب مجوف. يمكن أن ينتج البثق غير المباشر العديد من الأجزاء المجوفة على شكل كوب مجوف المقطع العرضي، مثل الأغطية والأغلفة والأكمام والأنابيب والدروع وقواعد المصابيح.
أثناء البثق المشترك، يتدفق بعض معدن البليت في نفس اتجاه حركة المثقاب، بينما يتدفق الباقي في الاتجاه المعاكس. يوضح الشكل 1-17 حالة عمل البثق المدمج.
1- اللكمة
2 -الموت
3 - الجزء المبثوق
4 -رام
5- البليت
تحت ضغط المثقاب، يتدفق المعدن في اتجاهين مختلفين، مما يسبب تشوه البثق ثنائي الاتجاه. هذه طريقة بثق تجمع بين البثق المباشر وغير المباشر.
استنادًا إلى التوليفات المختلفة للبثق الأمامي والخلفي، يمكن تقسيم البثق المركب إلى السيناريوهات الثلاثة التالية: البثق المركب للقضيب والقضيب (انظر الشكل 1-18أ)، وهو مزيج من قطع قضيب البثق الخلفي وقطع قضيب البثق الأمامي;
البثق المركب من الكوب-الكوب (انظر الشكل 1-18 ب)، وهو مزيج من قطع كوب البثق الخلفي وقطع كوب البثق الأمامي؛ البثق المركب من الكوب-قضيب البثق (انظر الشكل 1-17)، وهو مزيج من قطع كوب البثق الخلفي وقطع قضيب البثق الأمامي.
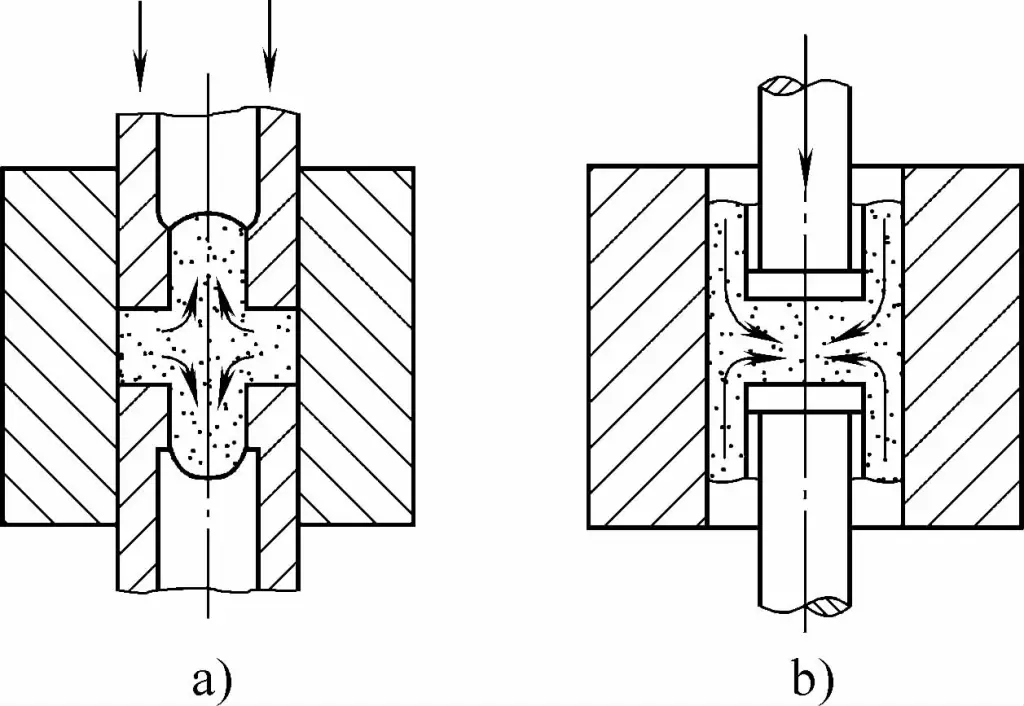
أ) قطعة قضيب-رود
ب) قطعة كوب-كوب-كوب
يمكن استخدام طرق البثق المركب لتصنيع الأجزاء ذات الأكواب المزدوجة (مثل دبابيس مكابس السيارات)، وكذلك الأجزاء ذات القضبان ذات الأكواب (مثل أنوية مكوك مكوك ماكينة الخياطة).
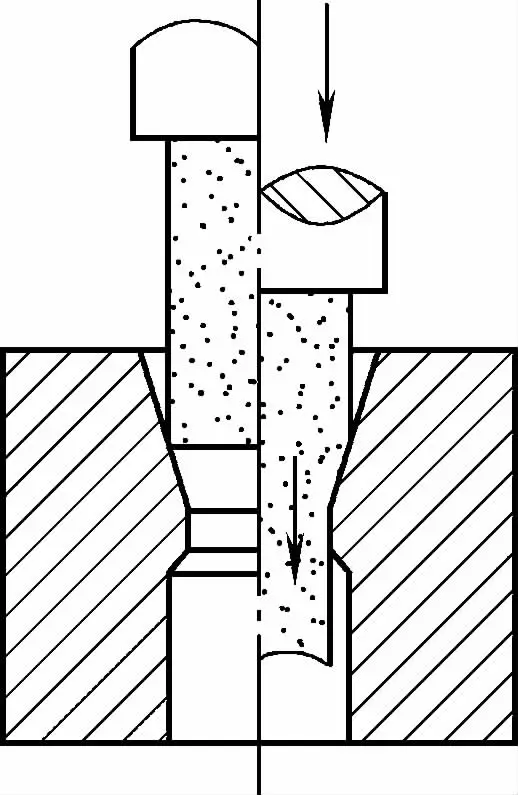
هذا هو شكل من أشكال البثق الأمامي بدرجة أقل من التشوه، حيث يتم تقليل المقطع العرضي للفراغ بشكل طفيف فقط. يوضح الشكل 1-19 عملية البثق المختزل.
يُستخدم البثق المخفض بشكل أساسي لتصنيع أجزاء الأعمدة المتدرجة ذات الاختلافات الصغيرة في القطر، ويمكن استخدامه أيضًا كعملية تشذيب لقطع الأكواب ذات الفتحات العميقة.
البثق الأمامي والبثق الخلفي والبثق الخلفي والبثق المركب والبثق المختزل هي طرق التشكيل الأربعة الأكثر استخدامًا في البثق على البارد. يكون اتجاه تدفق المعدن في هذه الطرق الأربعة موازيًا لمحور الثقب، ومن ثم يشار إليها مجتمعةً باسم البثق البارد المحوري.
في البثق الشعاعي، يكون اتجاه تدفق المعدن عموديًا على اتجاه حركة المثقاب. يوضح الشكل 1-20 عملية البثق الشعاعي. ينقسم البثق الشعاعي أيضًا إلى بثق بالطرد المركزي وبثق بالطرد المركزي، ويستخدم بشكل رئيسي لتصنيع فراغات التروس ذات الأكتاف وأجزاء العمود المتقاطعة.
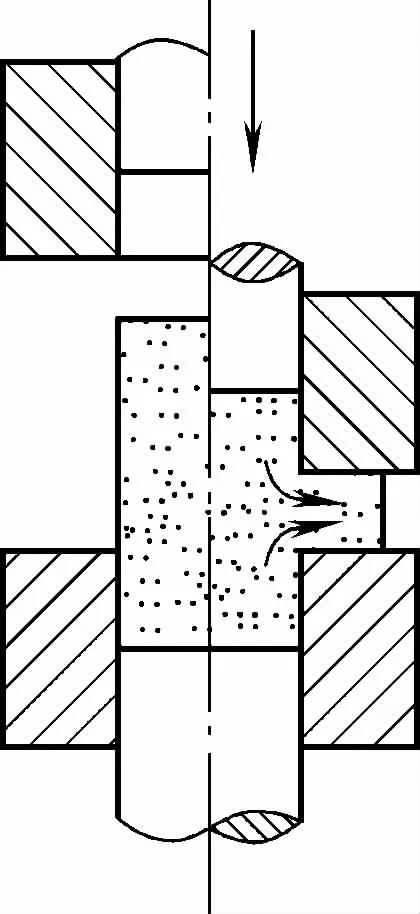
يوضح الشكل 1-21 إنتاج أجزاء الألومنيوم باستخدام طريقة البثق على البارد بالطرد المركزي الشعاعي، حيث يتدفق الفراغ المعدني إلى الخارج شعاعيًا تحت ضغط المثقاب.
يوضح الشكل 1-22 قرصًا من الألومنيوم في معدات الاتصالات، حيث يتم بثق الأسنان الداخلية والأرقام العربية على الدائرة الخارجية بالتتابع، مع معالجة الأسنان الداخلية باستخدام طريقة البثق الشعاعي المركزي.
أثناء البثق، يكون اتجاه تدفق المعدن مائلًا أو منحنيًا بالنسبة لاتجاه حركة المثقاب. يوضح الشكل 1-23 حالة عمل البثق المائل. يُستخدم البثق المائل في المقام الأول لتصنيع أجزاء مختلفة معقدة الشكل ذات فروع مائلة أو منحنية.
أثناء التشوه، يُظهر تدفق المعدن خصائص كل من البثق والاضطراب، أي أن جزءًا من المعدن يتدفق محوريًا على طول المثقاب، بينما يتدفق جزء آخر شعاعيًا. وتُعرف طريقة التشكيل هذه، التي تجمع بين البثق على البارد والبثق على البارد، باسم طريقة البثق المضطرب. يوضح الشكل 1-24 حالة عمل طريقة البثق المضطرب.
وتستخدم في المقام الأول لتصنيع أجزاء الرأس المنتفخة وأجزاء العمود المتدرجة. تتم معالجة القضيب الداعم الموضح في الشكل 1-25 باستخدام طريقة البثق المضطرب هذه، والتي تتضمن أولاً البثق العادي متبوعاً بقلب الرأس، والجمع بين البثق البارد والقلب البارد في نفس العملية.
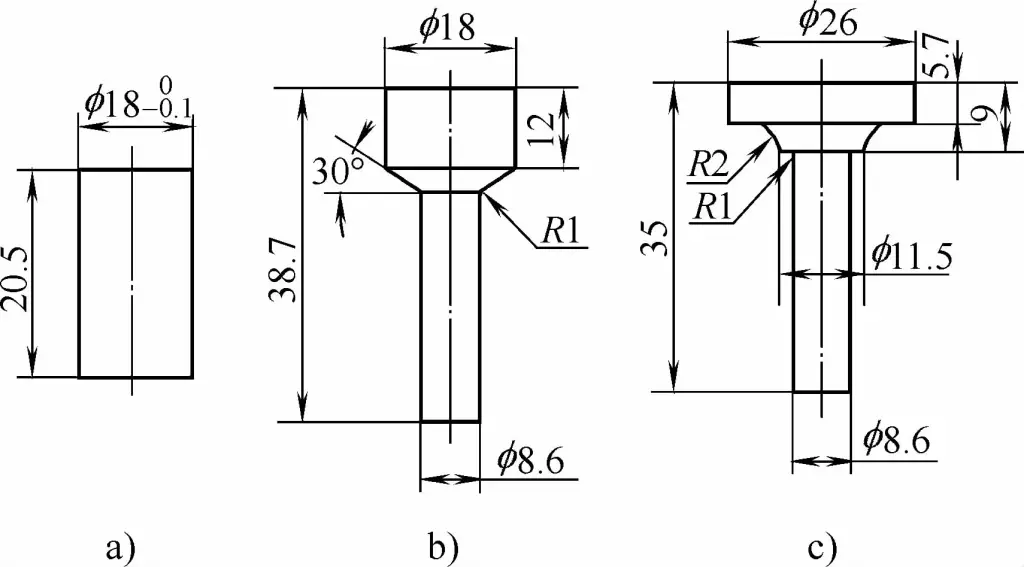
أ) فارغ
ب) البثق
ج) الإزعاج
يمكن تصنيف البثق على البارد إلى بثق عام السرعة، وبثق منخفض السرعة، وبثق عالي السرعة، اعتمادًا على سرعة تدفق المعدن الفارغ الذي يملأ تجويف القالب.
تتراوح سرعة البثق على البارد بين 0.5 و2 م/ثانية. تشمل المعدات مكابس عامة، ومكابس تبديل، ومكابس احتكاك، ومكابس بثق خاصة.
تشتمل المعدات المستخدمة على مكابس هيدروليكية بأحمال مختلفة تتراوح سرعتها بين 0.01 و0.1 متر/ثانية.
يمكن أن تصل سرعة انزلاق المعدات إلى 6-20 م/ثانية، مثل المطارق عالية السرعة، والمطارق المضادة للهب المضاد، والمطارق الهوائية.







