
كيفية حساب وزن الصفائح المعدنية: المعادلات الأساسية
هل تساءلت يومًا عن كيفية حساب وزن الصفائح المعدنية بسرعة؟ تكشف هذه المقالة النقاب عن معادلة بسيطة تأخذ...
يُعد ثني المعادن مهارة بالغة الأهمية في الأشغال المعدنية التي تتيح لنا ابتكار تصميمات وظيفية وجمالية. تستكشف هذه المقالة الأدوات والتقنيات وأفضل الممارسات لثني المعادن. ستتعرف على العملية خطوة بخطوة، والتحديات الشائعة، والنصائح الشائعة لتحقيق انحناءات دقيقة في مشاريعك. دعنا نغوص في عالم ثني المعادن!

ثني الصفائح المعدنية هو شكل آخر من أشكال تشكيل الصفائح المعدنية، وذلك بشكل أساسي من خلال ماكينة ثني الصفائح المعدنية لإجراء الثني الخطي للصفائح المعدنية، وهي مناسبة لمعالجة الأجزاء الخطية الضيقة والطويلة. وتعتمد عملية الثني لماكينة الثني على قوالب الثني العلوية والسفلية المثبتة على الكبش والطاولة لإكمالها.
وفقًا لطرق الثني المختلفة، فإن آلة ثني الصفائح المعدنية لها شكلين: الثني والثني بالضغط، ويشار إليها عادةً بآلات الثني وآلات الكبح بالضغط، على التوالي. حاليًا، آلة الثني الأكثر استخدامًا هي آلة ثني الصفائح المعدنية الهيدروليكية.
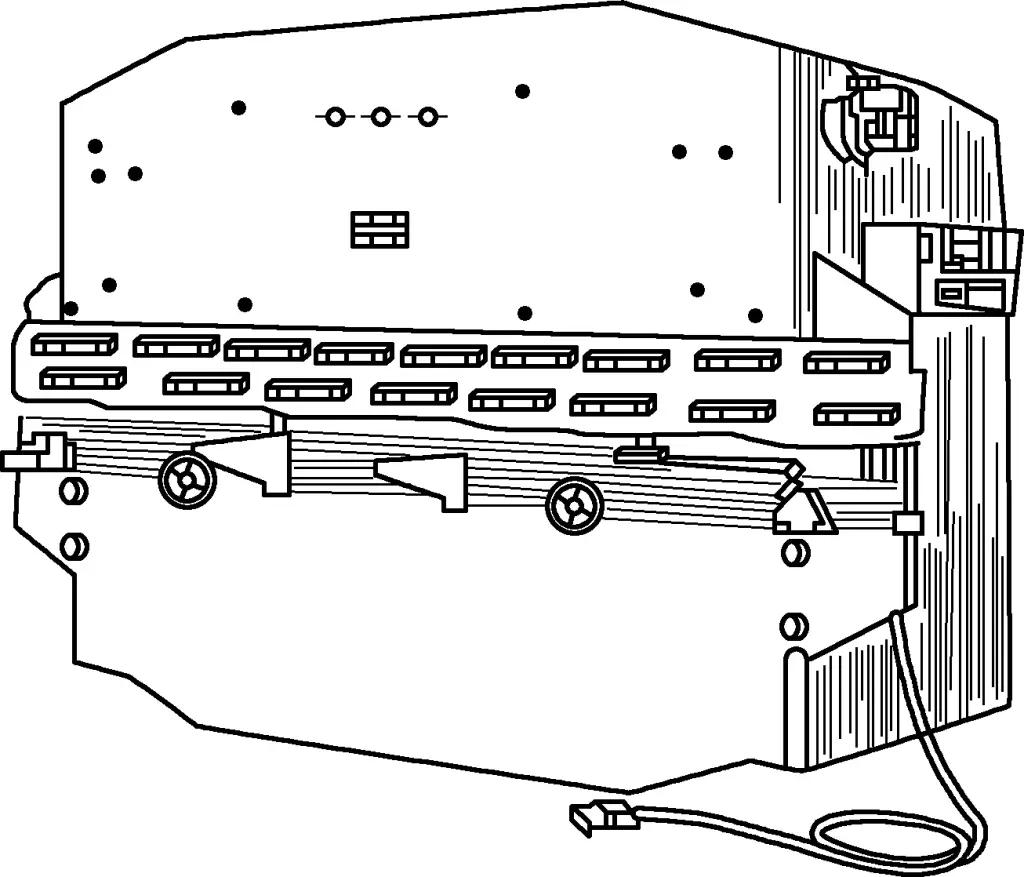
كما هو مبين في الشكل 1، فإن هيكل ماكينة ثني الصفائح المعدنية من النوع W67Y-160 كما يلي: يشير W إلى ماكينة الثني، ويشير الرقم 67 إلى مكبس ثني الصفائح المعدنية، ويمثل Y رمز ناقل الحركة الهيدروليكي، ويشير 160 إلى أن الضغط الاسمي للمكبس 160 كيلو نيوتن. تتكون ماكينة ثني الصفائح المعدنية من إطار، وكبش، ومنضدة عمل، وأسطوانة هيدروليكية. أثناء التشغيل، يتم استخدام الزيت عالي الضغط كطاقة، باستخدام الأسطوانة الهيدروليكية والمكبس لتحريك المكبس والقالب، وبالتالي إكمال عملية الثني بالكبس للصفائح المعدنية.
مع تطور تكنولوجيا التحكم بالكمبيوتر، فإن ماكينات ثني الصفائح المعدنية تمت ترقيتها تدريجيًا إلى نظام التحكم الرقمي باستخدام الحاسب الآلي. يعتمد ضبط شوط المكبس وضبط موضع السدادة الخلفية في الغالب على الضبط الكهربائي السريع والضبط اليدوي الدقيق، وغالبًا ما تكون مجهزة بأجهزة عرض رقمية، وأنظمة CNC اختيارية لتحقيق التحكم الآلي في السدادة الخلفية وشوط المكبس.
يمكن أن تصل دقة تحديد الموضع لآلية التحكم الرقمي هذه إلى ± 0.1 مم أو أعلى بشكل عام، مما يتيح الثني السريع المستمر لقطع العمل بزوايا ثني متعددة ومختلفة، مما يحسن كفاءة الإنتاج بشكل كبير.
وبغض النظر عن نوع المعدات المستخدمة في ثني الصفائح المعدنية، فإن المعالجة تتم في المقام الأول من خلال قوالب الثني المثبتة على ماكينة الثني. يمكن تقسيم قوالب الثني المثبتة على ماكينة الثني إلى فئتين: القوالب العامة والخاصة. يوضح الشكل 2 أشكال الوجه النهائي لقوالب الثني العامة.
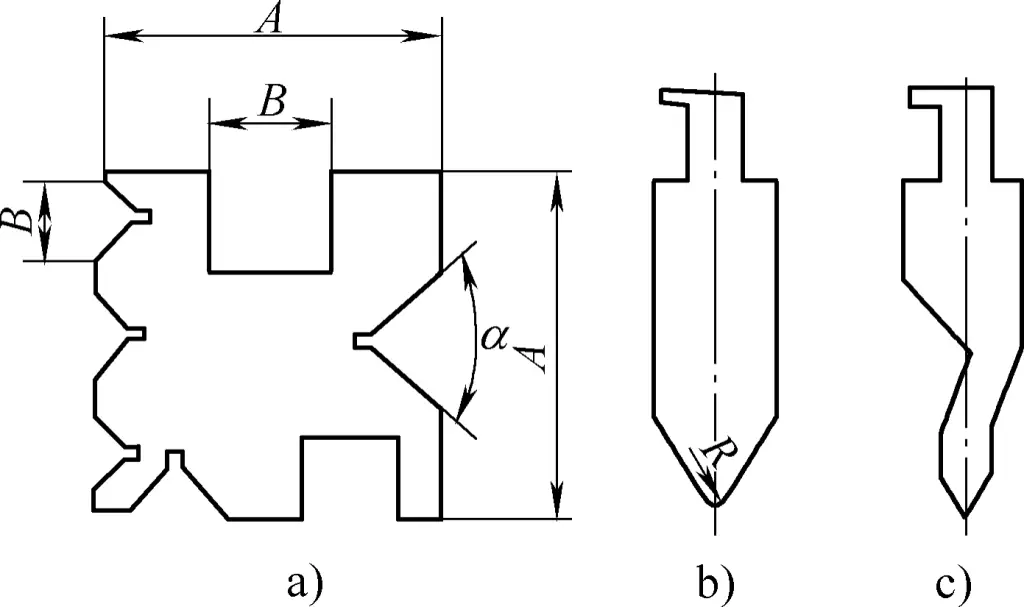
أ) القالب المقعر العام
ب) لكمة الذراع المستقيمة
ج) لكمة الذراع المنحنية
يكون القالب العلوي بشكل عام على شكل حرف V، مع نوعين: ذراع مستقيم وذراع منحني. يُصنع القالب العلوي بزاوية شريحة أصغر بزاوية 15 درجة، ويتكون نصف قطر الشريحة للقالب العلوي من عدة أبعاد ثابتة لتشكيل مجموعة، والتي يمكن استبدالها وفقًا لاحتياجات قطعة العمل.
يحتوي القالب السفلي عادةً على عدة أخاديد ثابتة على الجوانب الأربعة للتكيف مع ثني الأجزاء بواسطة أداة الماكينة، وعادةً ما تكون على شكل حرف V، ولكن بعضها مستطيل، والذي يمكنه ثني الأجزاء المنفرجة وحادة الزاوية. عادةً ما يكون طول القالب السفلي مساويًا أو أطول قليلاً من طاولة العمل. يجب تحديد ارتفاع القوالب العلوية والسفلية بناءً على ارتفاع إغلاق أداة الماكينة. عند استخدام قوالب الثني، عادةً ما تكون زاوية ثني الأجزاء المثنية أقل من 18 درجة.
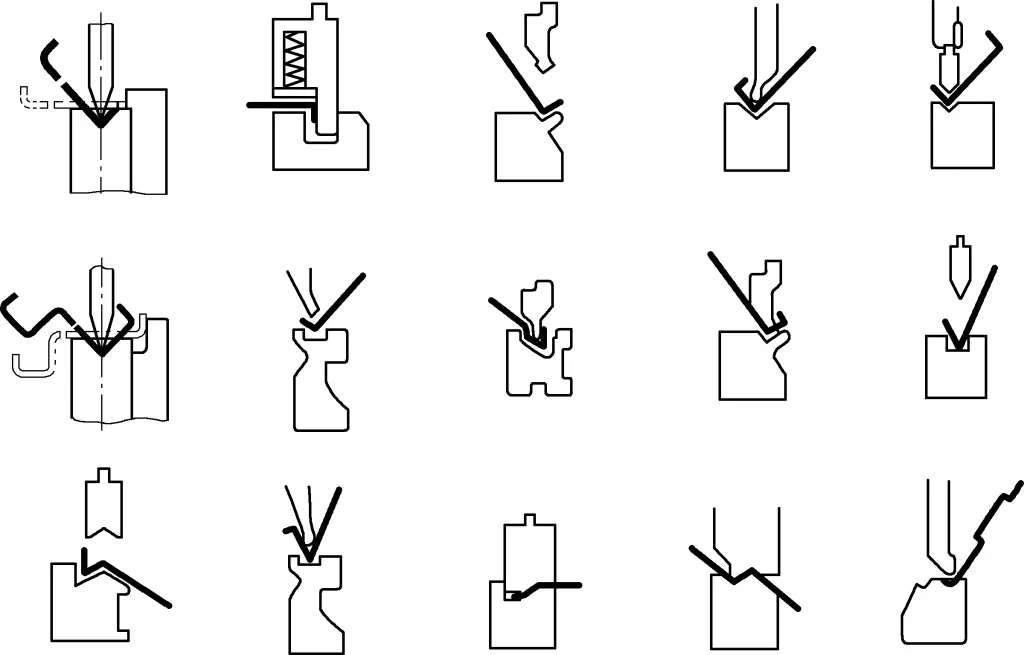
بالنسبة لـ ثني الأجزاء مع حجم الإنتاج الكبير أو الأشكال الخاصة، يجب استخدام قوالب ثني خاصة. يمكن استخدام قوالب الثني الخاصة مع قوالب الثني العامة أو لثني الأجزاء الفردية. يوضح الشكل 3 قوالب الثني الخاصة المستخدمة في ماكينات الثني.
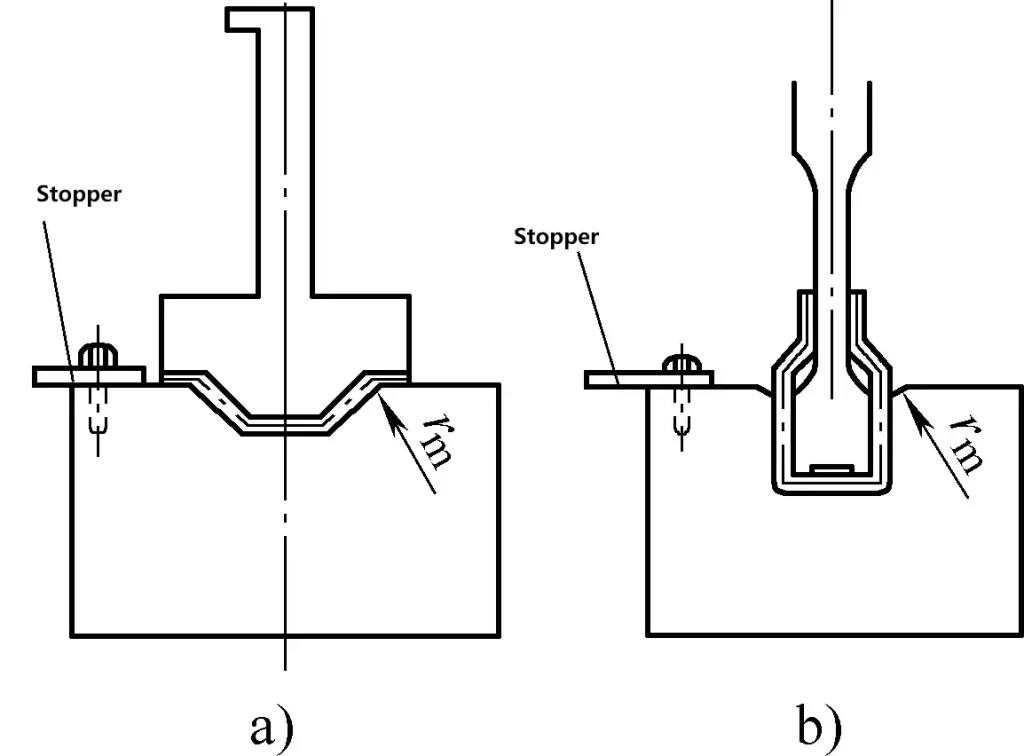
يمكن أن يحقق استخدام القالب الخاص الموضح في الشكل 3 أ تشكيل نقاط ثني متعددة لمرة واحدة، وهو أمر ذو كفاءة عالية. القالب الموضح في الشكل 3ب هو قالب ثني خاص يستخدم في العملية الأخيرة. ونظرًا لأن الجزء يحتوي على فتحة صغيرة، فإن قالب الثني العام يمكنه فقط إكمال ثني العمليات السابقة.
بغض النظر عن نوع ماكينة الثني أو قالب الثني المستخدم، يجب اتباع طرق التشغيل التالية أثناء معالجة الثني.
قبل تشغيل ماكينة الثني، يجب القيام بالاستعدادات، بما في ذلك ما يلي: إزالة العوائق من على طاولة العمل وحول أداة الماكينة، وتشحيم أداة الماكينة، والتحقق مما إذا كانت جميع أجزاء أداة الماكينة تعمل بشكل صحيح، وإصلاح أي مشاكل على الفور، وخاصة التأكد من مرونة دواسة القدم. إذا كانت هناك ظاهرة تشغيل مستمر، فلا تستخدمها.
بصفة عامة، يمكن تشغيل آلة الثني وفقًا للطرق والخطوات التالية:
1) اخفض ذراع ماكينة الثني إلى أدنى موضع، واضبط أدنى نقطة للكبش بحيث يكون ارتفاع الإغلاق على طاولة العمل أكبر بمقدار 20-50 مم من الارتفاع الكلي لقوالب الثني العلوية والسفلية.
2) ارفع المكبس وقم بتركيب القالبين العلوي والسفلي. يتمثل الإجراء العام في وضع القالب السفلي على طاولة العمل أولاً، ثم خفض المكبس وتركيب القالب العلوي. عند تركيب القالب العلوي، أبقِ كلا الطرفين متوازيين، وادفع القالب العلوي إلى الموضع الأوسط من الكبش من أحد طرفي فتحة القالب في الكبش أثناء الحركة، مع ضمان قوة متوازنة على أداة الماكينة، وثبتها بإحكام باستخدام البراغي.
لمنع القالب العلوي من السقوط وإصابة القالب السفلي أو اليدين أثناء التركيب، ضع عدة كتل خشبية على القالب السفلي، ويفضل أن تكون عدة قضبان خشبية من نفس القطر. هذا لا يمنع فقط الحوادث المذكورة أعلاه، ولكن أيضًا، عندما يكون القالب العلوي مدعومًا بالقضبان الخشبية، يكون موازيًا عند دفع القالب العلوي، مما يوفر الجهد ويضمن السلامة.
3) قم بتنشيط آلية ضبط الكبش، مما يسمح للقالب العلوي بالدخول إلى فتحة القالب السفلي، وحرّك القالب السفلي لمحاذاة الخط المركزي للقالب العلوي مع الخط المركزي لفتحة القالب السفلي، ثم قم بتثبيت القالب السفلي.
في الوقت الحالي، في بعض ماكينات الثني، للتركيب والتعديل المريح للقوالب العلوية والسفلية، يتم تصميم القالب السفلي أيضًا على شكل وسادة قالب سفلي ومجموعة القالب السفلي، متصلة بواسطة شق على شكل حرف U. على الرغم من أن هذا الشكل مناسب لاستبدال القالب لاحقًا، إلا أن التركيب والتعديل الأولي يجب أن يتبع الخطوات المذكورة أعلاه.
4) ارفع الكبش، واضبط آلية السدادة في الجزء الخلفي من طاولة العمل وفقًا لحجم الانحناء، مما يجعل فتحة القالب العلوي تتطابق مع خط ثني الصفائح المعدنية. إذا كانت المعدات مزودة بشاشة رقمية أو وظيفة CNC، فيمكن اعتماد الضبط الكهربائي، مع عرض حجم الموضع مباشرة أو التحكم فيه عن طريق البرمجة. إذا لم يكن الجهاز مزودًا بوظيفة الضبط الكهربائي، فيمكن استخدام الضبط اليدوي لتحديد حجم الموضع أثناء التشغيل الفارغ.
يظهر هيكل آلية المقياس الخلفي لماكينة الثني في الشكل 4، حيث يتم تثبيت الكتيفة 5 في فتحة T على جانب طاولة العمل بواسطة مقبض التثبيت 6 ويمكن ضبطها لأعلى ولأسفل. يمكن أن يتحرك المكبس 2 ذهابًا وإيابًا على طول الحامل 5 للتكيف مع الموضع المطلوب. إذا كان مقدار الضبط صغيرًا، يمكن أيضًا ضبط لوحة المقياس الخلفي 1 ذهابًا وإيابًا بواسطة صامولة الضبط الدقيقة 4 وتثبيتها بمقبض التثبيت 3.
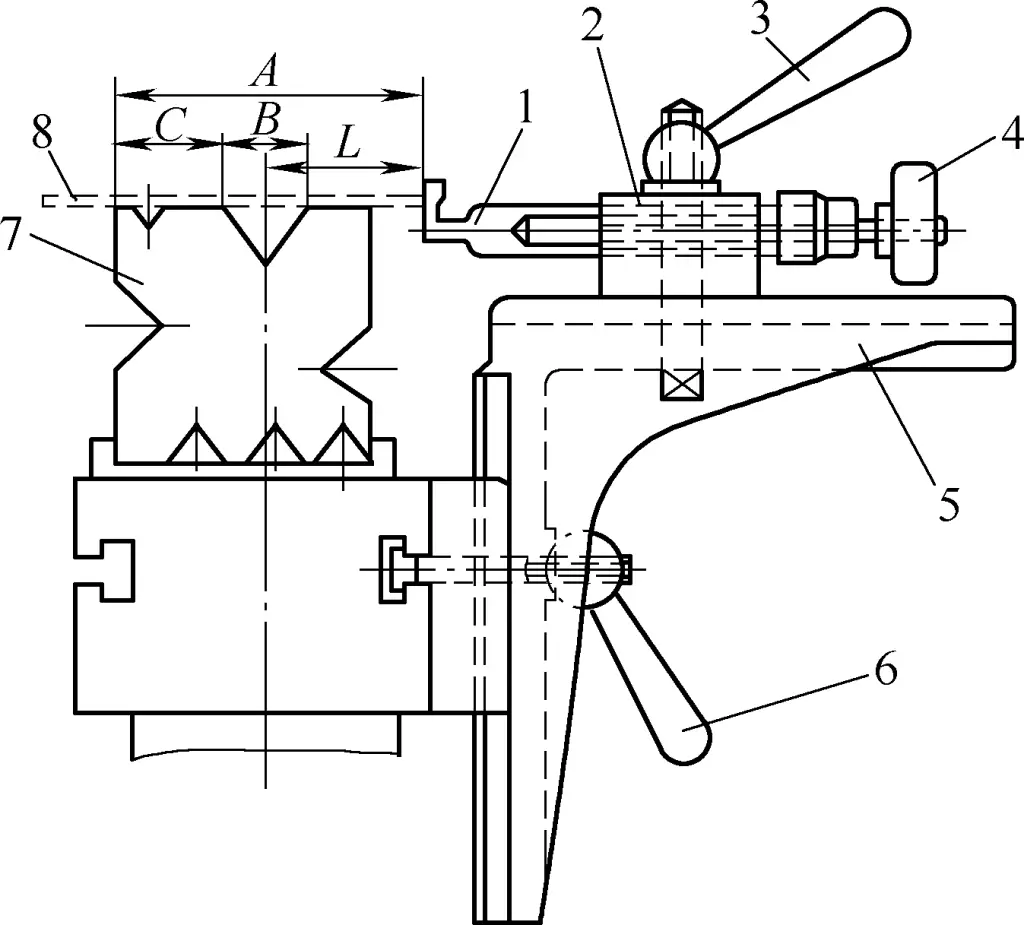
1-سدادة المقياس الخلفي 1 - سدادة المقياس الخلفي
2-رام
3، 6 - مقبض التثبيت 3، 6 - مقبض التثبيت
4-ضبط الصامولة
5-المضرب 5
7-الموت السفلي
8-بلانك
أثناء التشغيل، حدد بشكل عام قيمة القياس A [A=L+B/2+C، حيث A هي المسافة (مم) من جانب القالب السفلي إلى لوحة القياس الخلفية؛ B هي عرض أخدود القالب السفلي (مم)؛ C هي المسافة (مم) من جانب القالب السفلي إلى حافة أخدود القالب السفلي؛ L هي المسافة (مم) من خط الانحناء إلى حافة الفراغ]. يجب ضبط القيمة A بشكل صحيح بعد الانحناء التجريبي، ولا يمكن تحديد حجم الانحناء إلا بعد التأهل في الفحص الأول والفحص الذاتي والفحص الخاص.
5) اضبط زاوية الانحناء حسب الحاجة. لتلبية المتطلبات، من السهل ضبط زاوية الانحناء عن طريق ضبط عمق القالب العلوي في القالب السفلي. بشكل عام، يمكن للثني التجريبي عدة مرات باستخدام مواد النفايات تحديد ذلك.
بالنسبة للأجزاء التي تتطلب عدة ثنيات لتشكيلها، يتم إجراء تسلسل الثني بشكل عام من الخارج إلى الداخل، أي ثني الزوايا عند الأطراف أولًا، ثم ثني الأجزاء الوسطى. وعلاوة على ذلك، يجب أن يراعي الانحناء السابق توفير موضع موثوق به للانحناء اللاحق، ويجب ألا يؤثر الانحناء اللاحق على الجزء المشكل سابقًا، كما هو موضح في الشكل 5.

إن استخدام ماكينة ثني عامة مع بعض القوالب الخاصة للثني ليس فقط سريعًا في الإنتاج ولكنه أيضًا اقتصادي للغاية. ولذلك، فهي تستخدم على نطاق واسع في الإنتاج.
يوضح الشكل 6 الأجزاء المثنية وقوالب الثني الخاصة بها لثني الحافة المشتركة.
انتبه إلى الأمور التالية أثناء عمليات الثني:
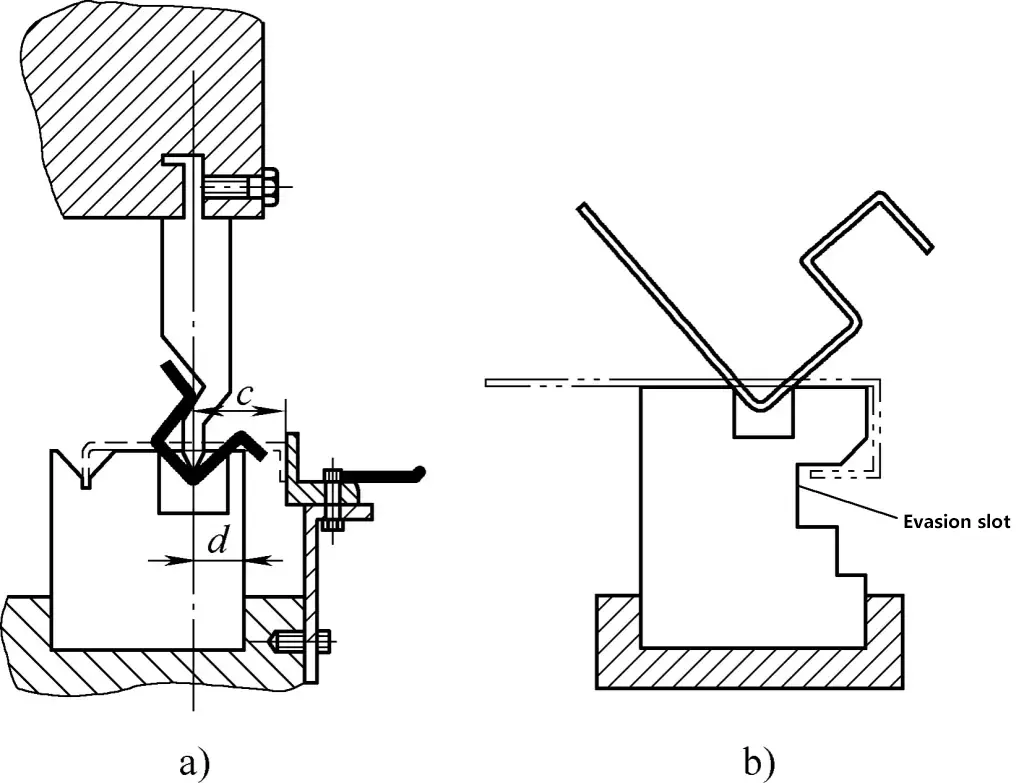
1) عند ثني الفراغات التي تحتوي بالفعل على انحناءات حافة، يجب ألا تكون المسافة من مركز أخدود القالب السفلي إلى حافته أكبر من طول الحافة المستقيمة للجزء المثني، كما هو موضح في الشكل 7 أ، يجب أن يكون البعد d أصغر من البعد c؛ وإلا لا يمكن وضع الفراغ. عند ثني المنتجات شبه المصنعة التي تم ثنيها في شكل خطاف، يجب استخدام قالب سفلي مع أخدود تنفيس، كما هو موضح في الشكل 7ب.
2) يجب أن يعتمد اختيار القالب العلوي أيضًا على متطلبات الشكل والحجم للجزء. يجب أن يكون نصف قطر الطرف المستدير من القالب العلوي أصغر قليلاً من نصف قطر الانحناء للجزء. وبوجه عام، يتم استخدام نوع مستقيم الذراع، ولكن عند حدوث تداخل مع نوع مستقيم الذراع، يجب استخدام قالب علوي من النوع المنحني الذراع.
3) عند ثني القِطع المعقدة ذات الزوايا المتعددة باستخدام القوالب العامة، يلزم إجراء تعديلات على لوحة المقياس الخلفي وتغيير القوالب العلوية والسفلية بناءً على عدد الانحناءات ونصف قطر الانحناء وشكل القِطع.
تسلسل الثني مهم للغاية، حيث أنه لا يؤثر فقط على هيكل القالب وكمية الأجزاء المثنية ولكنه يحدد أيضًا في بعض الأحيان ما إذا كان يمكن صنع الجزء. المبدأ العام هو الثني من الخارج إلى الداخل بالتسلسل، أي ثني الزوايا الخارجية أولاً ثم الزوايا الداخلية. يجب أن يراعي الانحناء السابق توفير موضع موثوق به للانحناء اللاحق، ويجب ألا يؤثر الانحناء اللاحق على شكل الانحناء السابق.
4) عند استخدام قالب الثني العام لثني الأجزاء على ماكينة الثني، يجب أن يكون عرض أخدود القالب السفلي B (انظر الشكل 2) أكبر من ضعف مجموع نصف قطر الثني الداخلي R وسمك المادة t، بالإضافة إلى خلوص 2 مم، أي B>2(t+R)+2، بحيث لا يتم إعاقة الفراغ أو إحداث فجوات وخدوش أثناء الثني.
وفي الوقت نفسه، لتقليل قوة الانحناء، يجب اختيار أخدود أوسع للمواد الصلبة، بينما يجب اختيار أخدود أضيق للمواد الأكثر ليونة، حيث يمكن للأخدود الكبير أن يثني الحافة المستقيمة إلى شكل قوس.







