
قابلية تصنيع المعادن: الخصائص والعمليات
هل تساءلت يومًا كيف تؤثر مادة الجزء المعدني على قابليته للتصنيع؟ تستكشف هذه المقالة العلاقة المعقدة بين...
ماذا لو كان بإمكانك لحام المعادن بدقة وكفاءة لا يمكن أن تضاهيها الطرق التقليدية؟ يوفر اللحام بالليزر ذلك بالضبط. تستكشف هذه المقالة المعلمات الرئيسية مثل الطاقة والبُعد البؤري والسرعة، وهي معلمات حاسمة لتحسين عمليات اللحام بالليزر. اكتشف كيف يؤثر تعديل هذه المتغيرات على جودة اللحام وأدائه، مما يضمن وصلات أقوى وأكثر موثوقية. وفي النهاية، ستفهم كيفية ضبط إعداد اللحام بالليزر للحصول على أفضل النتائج.

يتسم تشغيل آلات اللحام بالليزر بالمرونة والقابلية للتطبيق على نطاق واسع، مما يجعلها مرغوبة للغاية في المعالجة الصناعية. ويشيع استخدام اللحام بالليزر في لحام المواد المعدنية. تقوم آلة اللحام بالليزر بإشعاع السطح المعدني بشعاع ليزر عالي الكثافة، مما يتسبب في ذوبان المعدن ثم يبرد ويتصلب.
مقارنة بماكينات اللحام التقليدية, ماكينات اللحام بالليزر توفر جودة معالجة فائقة، وأقل قدر من التشوه، وكفاءة مضاعفة.
لتحقيق نتائج لحام أفضل، وتقليل تأثير الحرارة، وضمان القوة والصلابة، سنستخدم مثال آلة اللحام بالليزر بقوة 1500 واط لتقديم العوامل التي تؤثر على نتيجة اللحام بالليزر.
تحدد سماكة المادة قوة آلة اللحام بالليزر المطلوبة. أثناء عملية اللحام بالليزر، إذا كانت طاقة الخرج إما عالية جدًا أو منخفضة جدًا، فسيؤثر ذلك على عمق الانصهار.
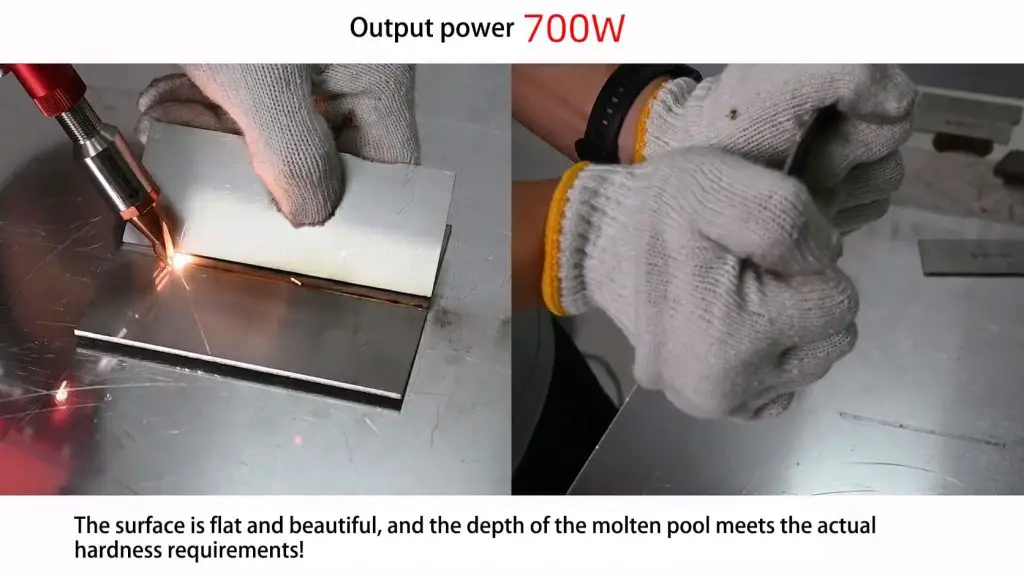
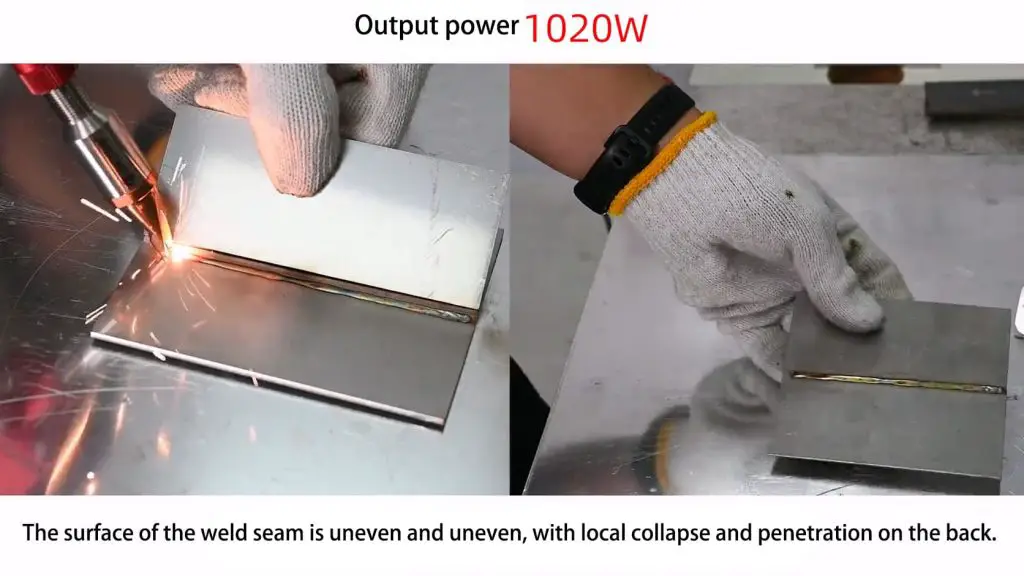
كما يتبين من الصورة أعلاه، تؤثر طاقة الخرج بشكل كبير على سماكة الصفيحة، ولا تؤثر فقط على جودة المظهر بل تؤثر أيضًا على الخواص الميكانيكية لعملية اللحام. ولذلك، أثناء عملية التصحيح، يوصى أولاً بتأكيد نطاق الطاقة الفعال لتعديل المعلمة بشكل أفضل.
يشير البُعد البؤري إلى المسافة من سطح المادة إلى أصغر بقعة من شعاع الليزر المركز أثناء اللحام. نظرًا لأن بؤرة الليزر هي مركز بقعة الضوء، إذا كانت كثافة الطاقة عالية جدًا، فمن السهل أن تتبخر في حفرة. وبعيدًا عن بؤرة الليزر، يكون توزيع كثافة الطاقة موحدًا نسبيًا.
ولذلك، أثناء عملية اللحام، نحتاج إلى تغيير المسافة من البؤرة إلى سطح المادة (المعروفة أيضًا باسم إلغاء الضبط البؤري) لتحقيق نتائج لحام أفضل. يمكن أن يؤدي حجم إلغاء الضبط البؤري إلى تغيير كثافة الطاقة وبقعة الضوء، مما يؤثر بشكل معين على جودة اللحام.
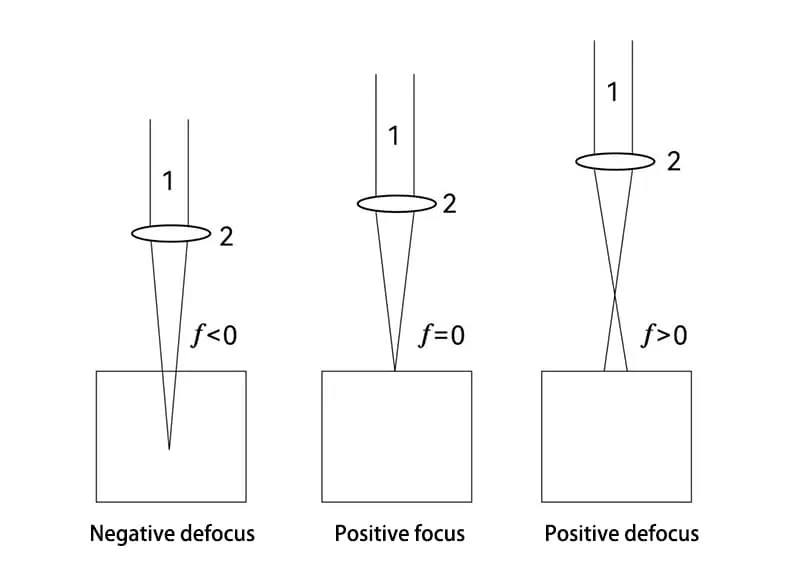
ينقسم إلغاء الضبط البؤري إلى إلغاء الضبط البؤري الإيجابي وإلغاء الضبط البؤري السلبي. عند استخدام إلغاء الضبط البؤري الإيجابي، يتم تقليل عمق الاندماج، ويزداد عرض الاندماج قليلاً، ويقل ترشيش اللحام. عند استخدام إلغاء الضبط البؤري السالب، يزداد عمق الاندماج، ويزداد عرض الاندماج قليلاً، ويقل ترشيش اللحام.
عندما يكون إلغاء الضبط البؤري F=0 (في البؤرة)، تزداد كثافة طاقة الليزر، وسيكون هناك تناثر أثناء اللحام. في التطبيقات الفعلية، عند لحام الألواح الرقيقة، يكون عمق الانصهار صغيرًا، لذلك من المناسب استخدام إلغاء التركيز الإيجابي.
عندما يكون عمق الاندماج أكبر، يتم استخدام إلغاء الضبط البؤري السالب (إذا كان إلغاء الضبط البؤري بعيدًا جدًا، فلن يكون التأثير واضحًا ومن المرجح أن تتشتت الطاقة).
يشير العرض إلى العرض المحدد الذي يتكون من شعاع الليزر الذي ينعكس ذهابًا وإيابًا بسرعة معينة على المرآة العاكسة بزاوية دوران محددة. عندما يكون العرض صغيرًا، يمكن الحصول على طاقة ليزر مركزة وعالية الكثافة. وعندما يكون العرض كبيرًا، يمكن الحصول على مساحة أكبر من طاقة الليزر.

يؤثر عرض خط اللحام بشكل مباشر على أداء خط اللحام ويسبب بعض التغييرات في نسبة العمق إلى العرض. عند سرعة ثابتة وتردد تذبذب ثابت، عندما ينخفض العرض، ينخفض عرض خط اللحام والمنطقة المتأثرة بالحرارة على سطح المادة، ويزداد عمق الانصهار، ويكون أداء اللحام مستقرًا.
عندما يزداد العرض، يزداد عرض درز اللحام والمساحة المتأثرة بالحرارة على سطح المادة، ولا يتركز توزيع الطاقة، ويقل عمق الاندماج. بالنسبة للمواد السميكة، كلما كانت نسبة العمق إلى العرض أفضل، كان أداء خط اللحام أفضل.

يؤثر التردد بشكل أساسي على مظهر وجودة خط اللحام. عندما تكون السرعة ثابتة، إذا تم تقليل تردد الليزر، ينخفض معدل تداخل نقاط اللحام، ويكون سطح خط اللحام خشنًا نسبيًا. إذا كان تردد الليزر مرتفعًا جدًا، فمن المحتمل أن تحدث مشاكل الخبث أو الاختراق.
أثناء عملية اللحام، وفقًا لمواد المعالجة ومتطلبات اللحام، يمكن اختيار تردد لحام مناسب لضمان معدل تداخل معين، وسيكون خط اللحام أكثر سلاسة ونظافة.

استخدام أرتيزونو اللحام بالليزر المحمول باليد الماكينة كمثال، عندما يكون تردد التذبذب 20 هرتز، يكون شكل خط اللحام أنيقًا ويكون تأثير اختراق خط اللحام ضحلًا. يمكن أن يحقق تردد التذبذب المناسب نتائج لحام جيدة.
أثناء عملية اللحام ، إذا لم تكن هناك متطلبات محددة للمظهر والأداء ، باستخدام آلة اللحام بالليزر الخاصة بشركتنا ، نقترح ضبط نطاق التردد إلى 14 هرتز - 20 هرتز.

فيما يتعلق بالسرعة، فإن اللحام عالي السرعة سيجعل عمق الانصهار أكثر ضحالة. بشكل عام، عند لحام الألواح الرقيقة أو المواد ذات الأداء الأفضل، يوصى باستخدام اللحام عالي السرعة، والعكس صحيح.
أثناء عملية اللحام، ستؤثر السرعة أيضًا على جماليات خط اللحام. اللحام منخفض السرعة عرضة للترهل، في حين أن اللحام عالي السرعة يمكن أن يسبب طبقات لحام غير متساوية.
بالإضافة إلى ذلك، يتأثر تأثير اللحام بالليزر أيضًا بعوامل مختلفة مثل الغاز ومعدل امتصاص المواد وشكل الموجة. في حالات اللحام الفعلية، يمكننا تعديل المعلمات الرئيسية للحام بالليزر بمرونة وفقًا لاحتياجات المعالجة وإجراء تجارب متعددة لتحقيق نتائج لحام أفضل.
لا تلبي الأجزاء والمكونات المصنعة باستخدام تقنية اللحام بالليزر متطلبات الأداء الممتاز للتطبيقات فحسب، بل إنها تحسن أيضًا من كفاءة الإنتاج بشكل كبير.
بالمقارنة مع تكنولوجيا اللحام التقليدية، على الرغم من أن التكلفة الاستثمارية الأولية للحام بالليزر أعلى، إلا أنه لا يمكن تجاهل تأثير اللحام الخاص به. إن النضج التدريجي لتكنولوجيا اللحام بالليزر سيجلب المزيد من الإمكانيات للابتكار والارتقاء في القطاع الصناعي.







