
التصحيح اليدوي: تقنيات الألواح الفولاذية الرقيقة والسميكة والمقاطع الجانبية
هل تساءلت يومًا لماذا لا تتوافق أجزاء الصفائح المعدنية معًا بشكل مثالي في بعض الأحيان؟ تستكشف هذه المقالة عالمًا رائعًا من...
هل تشعر بالفضول حول إتقان اللحام اليدوي بالتيغ؟ تقدم هذه المقالة نصائح لا تقدر بثمن لإتقان تقنيتك، بدءًا من إمساك مسدس اللحام بشكل صحيح إلى ضرب القوس وتغذية السلك بكفاءة. اكتشف كيفية تحقيق لحامات نظيفة ودقيقة والتعامل مع مختلف أوضاع اللحام بثقة. هل أنت مستعد لتحسين مهاراتك في اللحام؟ تعمق في هذه الاستراتيجيات الأساسية لتصبح بارعاً في اللحام اليدوي TIG.

امسك مسدس اللحام بيدك اليمنى، واقرص الجزء الأمامي من المسدس بإصبع السبابة والإبهام، ويجب أن تلامس الأصابع الثلاثة الأخرى نقطة الدعم على قطعة العمل، أو استخدم السبابة أو الإصبع الأوسط كنقطة دعم. تنفس بشكل متساوٍ، وأمسك مسدس اللحام بإحكام للحفاظ على ثباته، وحافظ على ثبات قوس اللحام. المفتاح هو منع قطب التنغستن من حدوث قصر في الدائرة الكهربائية مع قطعة العمل أو سلك اللحام أثناء عملية اللحام.
1) استخدم مولد نبضات عالية الجهد أو مذبذب عالي التردد لبدء اللحام بالقوس بدون تلامس. قم بإمالة مسدس اللحام بحيث تلامس حافة الفوهة قطعة العمل، مع إبقاء التنجستن بعيدًا قليلاً عن قطعة العمل وموجهًا نحو نقطة بداية اللحام. قم بتشغيل مفتاح مسدس اللحام، وابدأ تدفق غاز الأرجون، وبعد فترة زمنية معينة (2 ~ 7 ثوانٍ)، سيبدأ القوس تلقائيًا. بعد اشتعال القوس، ارفع مسدس اللحام واضبط الزاوية بين مسدس اللحام وقطعة العمل لبدء اللحام.
2) بدء اللحام بقوس التلامس المباشر، ولكن يتطلب صفيحة بدء القوس (صفيحة نحاسية نقية أو صفيحة جرافيت). يتم كشط لوحة بدء القوس قليلاً على لوحة بدء القوس لإشعال القوس، ثم الانتقال إلى نقطة بداية اللحام لبدء اللحام، مع تجنب الاحتراق في بداية اللحام. هذه الطريقة مناسبة للحام الألواح الرقيقة. يجب توفير الغاز قبل 5 ~ 10 ثوانٍ من بدء اللحام بالقوس.
انظر الجدول 5-95 للاطلاع على طرق تغذية الأسلاك ونقاط التشغيل الرئيسية. عند تغذية الأسلاك، انتبه أيضًا إلى النقاط التالية:
الجدول 5-95 طرق تغذية الأسلاك ونقاط التشغيل الرئيسية
| طريقة التعبئة | نقاط التشغيل الرئيسية | نطاق التطبيق |
| التغذية المستمرة بالأسلاك | استخدم الإبهام والسبابة والإصبع الوسطى من اليد اليسرى لتغذية السلك، مع إمساك إصبع البنصر والبنصر بالسلك للتحكم في الاتجاه، مما يتطلب أن يكون السلك مستقيماً إلى حد ما، مع الحد الأدنى من حركة الذراع، والتحرك للأمام عندما يكون السلك على وشك النفاد | يسبب الحد الأدنى من الاضطراب للطبقة الواقية، ومناسب لتغذية الأسلاك بكميات كبيرة، في ظل معايير لحام قوية |
| التغذية السلكية المتقطعة (التغذية بالتنقيط) | أمسك السلك بإحكام بإصبع الإبهام والسبابة والوسطى من اليد اليسرى، مع إبقاء طرف السلك دائمًا داخل منطقة حماية الأرجون؛ يجب أن تكون حركة تغذية السلك لطيفة، مع الاعتماد على الحركات المتكررة للذراع والمعصم لأعلى ولأسفل لإيصال القطرات المنصهرة من طرف السلك إلى الحوض المنصهر | مناسب للحام في جميع المواضع |
| يتبع السلك عن كثب الأخدود والحافة غير الحادة ليذوب فيها | قم بثني السلك على شكل قوس على شكل قوس بإحكام التركيب في فجوة الأخدود، مما يضمن أن يذيب القوس الحافة غير الحادة للأخدود مع صهر السلك أيضًا، مما يتطلب أن تكون الفجوة بين الوصلات أصغر من قطر السلك | يمنع سلك اللحام من إعاقة رؤية عامل اللحام، وهو مناسب للحام في المواضع الصعبة |
| تغذية الأسلاك المتذبذبة المستعرضة | يتأرجح سلك اللحام بشكل جانبي مع مسدس اللحام، ويجب أن تكون سعة كلاهما متسقة | تنطبق هذه الطريقة على اللحامات ذات طبقات اللحام العريضة. |
| تغذية الأسلاك الخلفية | يتم تغذية سلك اللحام من الجانب الخلفي لقطعة العمل، مما يتطلب معايير عالية لفجوة الأخدود وقطر السلك وتقنية التشغيل | تنطبق هذه الطريقة على اللحام العلوي. |
1) يجب الانتظار حتى يذوب جانبي الأخدود قبل إضافة السلك. عند إضافة السلك، يجب أن تكون الزاوية بين سلك اللحام وسطح قطعة العمل حوالي 15 درجة، والتقدم بسرعة من الحافة الأمامية لحوض اللحام المنصهر، ثم التراجع، وتكرار ذلك.
2) يجب أن تكون تغذية السلك موحدة، والسرعة مناسبة. يجب أن تتطابق سرعة تغذية السلك مع سرعة اللحام. عندما تكون فجوة الأخدود أكبر من قطر سلك اللحام، يجب أن يتأرجح السلك بشكل جانبي متزامن مع القوس.
اللحام باليد اليسرى مناسب للحام الأجزاء الرقيقة، حيث يتحرك مسدس اللحام من اليمين إلى اليسار، ويتجه القوس نحو الجزء غير الملحوم، والذي يسخن مسبقًا، مما يؤدي إلى سرعة لحام سريعة، ودرز لحام ضيق، ووقت مكوث قصير في درجة الحرارة العالية في الحوض المنصهر، وهو ما يفيد في صقل بلورات المعدن. يوجد سلك اللحام في مقدمة القوس، مما يسهل التحكم فيه. اللحام باليد اليمنى مناسب للحام الأجزاء السميكة، حيث يتحرك مسدس اللحام من اليسار إلى اليمين، ويتجه القوس نحو الجزء الملحوم، مما يساعد على حماية سطح اللحام من الأكسدة ذات درجة الحرارة العالية بالأرجون.
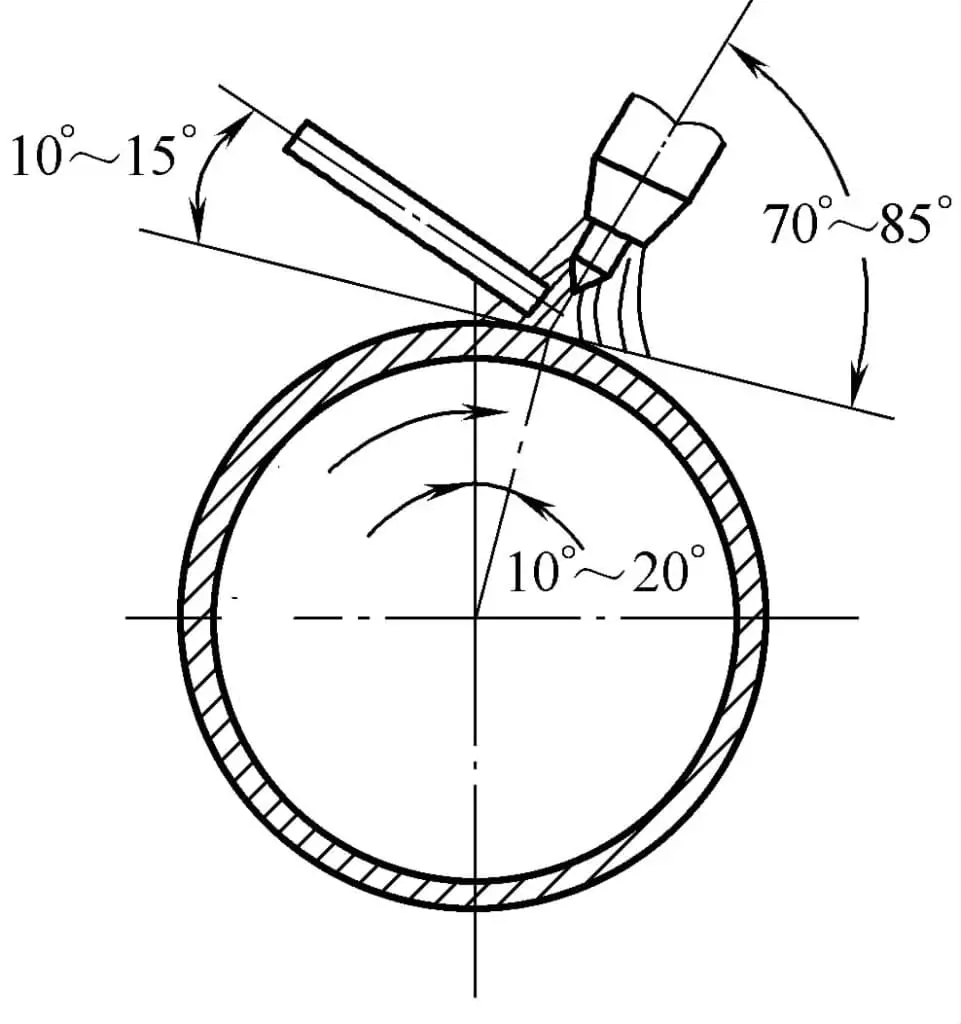
1) طول القوس (مع سلك الحشو) 3 ~ 6 مم. يبلغ طول قطب التنغستن البارز من الفوهة بشكل عام 5 ~ 8 مم. يجب أن يكون قطب التنغستن عموديًا قدر الإمكان على قطعة العمل أو يحافظ على زاوية أكبر (70° ~ 85°) مع سطح قطعة العمل. يجب ألا تتجاوز المسافة بين الفوهة وسطح قطعة العمل 10 مم.
2) بالنسبة للصفائح المعدنية التي يزيد سمكها عن 4 مم، يمكن إجراء اللحام الرأسي لأسفل ولأعلى على حد سواء، وبالنسبة لقطع العمل التي يزيد سمكها عن 4 مم، يتم استخدام اللحام الرأسي لأعلى بشكل عام.
3) لتحقيق العرض اللازم للحام، يمكن لمسدس اللحام أن يقوم مسدس اللحام بالتأرجح الجانبي المناسب بالإضافة إلى الحركة الخطية، ولكن لا ينبغي أن يقفز.
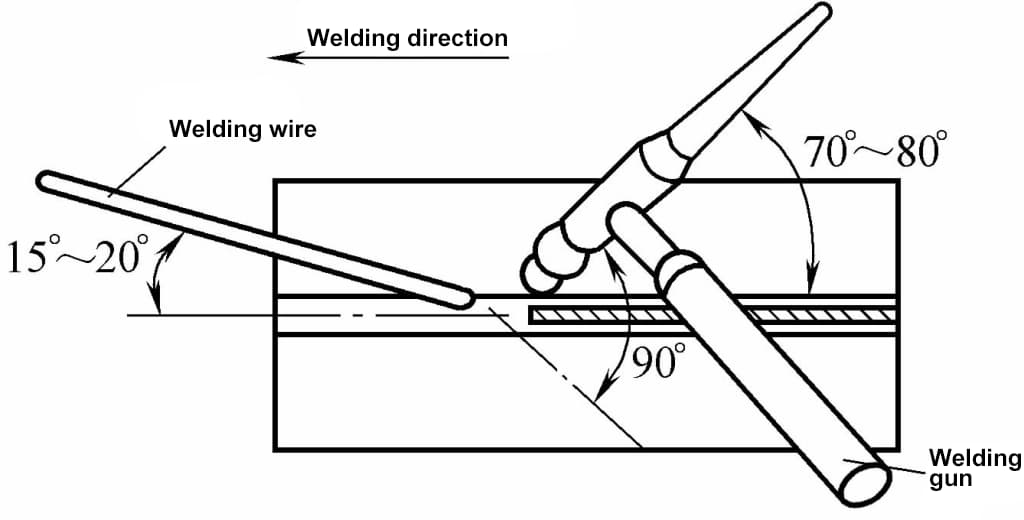
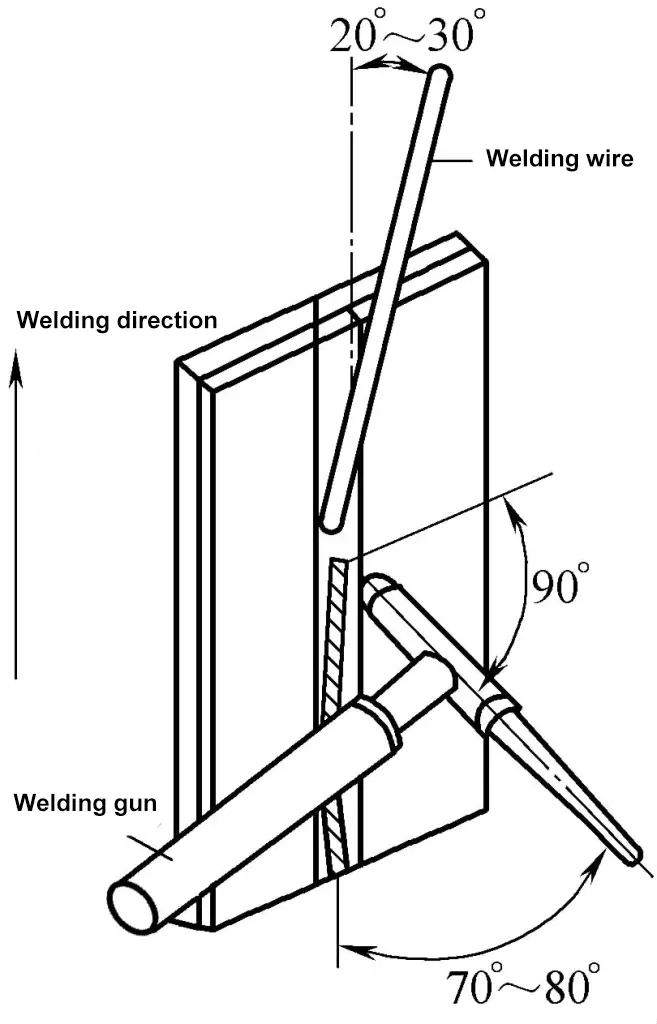
4) بالنسبة للحام المسطح واللحام الأفقي واللحام العلوي، يمكن استخدام تقنية اللحام باليد اليسرى أو اليمنى، وعمومًا يتم اعتماد تقنية اليد اليسرى. وترد زاوية مسدس اللحام وموضع سلك الحشو للحام المسطح في الشكل 5-62، وللحام الرأسي كما هو مبين في الشكل 5-63، وللحام الأفقي كما هو مبين في الشكل 5-64.
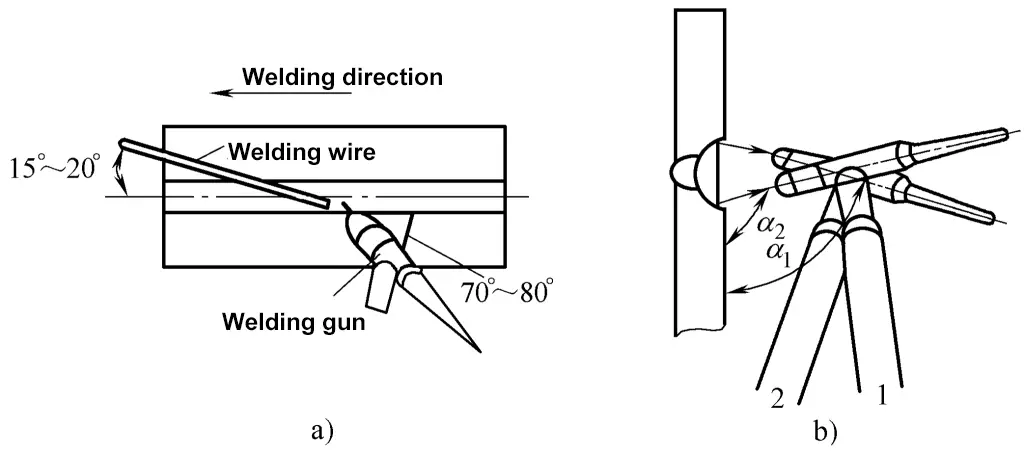
أ) زاوية مسدس تمرير جذر اللحام الأفقي وموضع سلك الحشو
ب) غطاء اللحام الأفقي بزاوية تمرير مسدس اللحام الأفقي α 1 =95°~105°, α 2 =70°~80°
5) انظر الجدول 5-96 للاطلاع على نقاط التشغيل الرئيسية لمواضع اللحام المختلفة في اللحام بقوس الأرجون بقطب التنجستن الكهربائي.
الجدول 5-96 نقاط التشغيل الرئيسية لمواضع اللحام المختلفة في اللحام بقوس الأرجون بقطب التنغستن الكهربائي
| طرق اللحام | خصائص اللحام | الاحتياطات |
| اللحام المسطح للوصلات التناكبية ذات الأخدود I-الأخدود I-التأريخي | اختر الطريقة المناسبة للإمساك بمسدس اللحام، وارتفاع الفوهة من 6 ~ 7 مم، وطول القوس 2 ~ 3 مم، وقم بإمالة مسدس اللحام للأمام، واستخدم طريقة اللحام باليد اليسرى، وضع طرف سلك اللحام عند الحافة الأمامية لحوض اللحام المنصهر. | لا ينبغي أن تكون زاوية حركة شعلة اللحام وتيار اللحام عاليًا جدًا؛ لمنع اهتزاز شعلة اللحام، من الأفضل استخدام شعلة لحام مبردة بالهواء. |
| اللحام المسطح بزوايا I-groove | طريقة إمساك شعلة اللحام هي نفسها المستخدمة في اللحام المسطح التناكبي. يبلغ ارتفاع الفوهة 6 ~ 7 مم، وطول القوس 2 ~ 3 مم. | يجب ألا يكون امتداد قطب التنجستن طويلًا جدًا، ويجب ألا ينحرف القوس كثيرًا عن مركز التماس، ويجب عدم إضافة سلك الحشو بشكل مفرط. |
| اللحام المسطح لوصلات اللفة | طريقة إمساك شعلة اللحام هي نفسها المستخدمة في اللحام المسطح التناكبي. يكون ارتفاع الفوهة وطول القوس هو نفس ارتفاع الفوهة وطول القوس كما في اللحام المسطح الزاوي، وعند عدم إضافة سلك يكون عرض اللحام ضعف قطر قطب التنغستن تقريبًا. | عندما تكون اللوحة رقيقة، قد لا يتم إضافة سلك حشو، ولكن يجب ألا يكون هناك فجوة في أسطح وصلة اللفة ويجب أن تتناسب اللوحتان بإحكام؛ طول القوس يساوي قطر قطب التنجستن، وعرض التماس حوالي ضعف قطر قطب التنجستن، يجب التحكم في سرعة اللحام بدقة؛ عند إضافة السلك، يكون عرض التماس 2.5 ~ 3 أضعاف قطر قطب التنجستن، ويمكن أن تمنع إضافة سلك من أعلى الحوض المنصهر من التقويض. |
| اللحام المسطح للمفاصل على شكل حرف T | طريقة إمساك شعلة اللحام وارتفاع الفوهة وطول القوس هي نفسها المستخدمة في اللحام المسطح التناكبي. | يجب أن يكون القوس بمحاذاة الزاوية العلوية؛ يجب ألا تكون زاوية انتقال شعلة اللحام وطول القوس كبيرين للغاية؛ قم بالتسخين المسبق أولاً حتى تذوب جوانب الشق عند نقطة البداية، مما يشكل حوضًا منصهرًا قبل البدء في إضافة سلك الحشو. |
| اللحام العمودي للوصلات التناكبية | الإمساك بمسدس اللحام كما في اللحام المسطح | منع التقويض على جانبي اللحام والترهل في المنتصف. |
| اللحام الرأسي التصاعدي للمفاصل على شكل حرف T | طريقة إمساك شعلة اللحام وارتفاع الفوهة هي نفسها المستخدمة في اللحام المسطح. أفضل موضع لسلك الحشو هو في مقدمة الحوض المنصهر، كما هو الحال في اللحام الرأسي التناكبي. | - |
| اللحام الأفقي للوصلات التناكبية | أفضل موضع لسلك الحشو هو عند الحافة الأمامية وفوق البركة المنصهرة. | لمنع حدوث تقصير في الجانب العلوي من اللحام وتكتلات اللحام في الجانب السفلي؛ وفي الوقت نفسه، يجب ألا تكون زاوية العمل بين مسدس اللحام والسطحين الرأسيين العلوي والسفلي متساوية، باستخدام قوة النفخ لأعلى من القوس لدعم المعدن السائل |
| اللحام الأفقي للمفاصل على شكل حرف T | كيفية حمل مسدس اللحام: طول القوس وارتفاع الفوهة هو نفسه طول القوس وارتفاع الفوهة مثل اللحام المسطح لمفصل T | - |
| اللحام العلوي للوصلات التناكبية | أفضل موضع لتغذية السلك هو عند الحافة الأمامية لحوض اللحام مباشرةً | - |
| اللحام العلوي للمفاصل على شكل حرف T | إذا كان ذلك ممكناً، استخدم سلك الردم على الجانب العكسي | ونظرًا لأن حوض اللحام يميل إلى الترهل، يجب أن يكون تيار اللحام منخفضًا ويجب أن تكون السرعة سريعة |
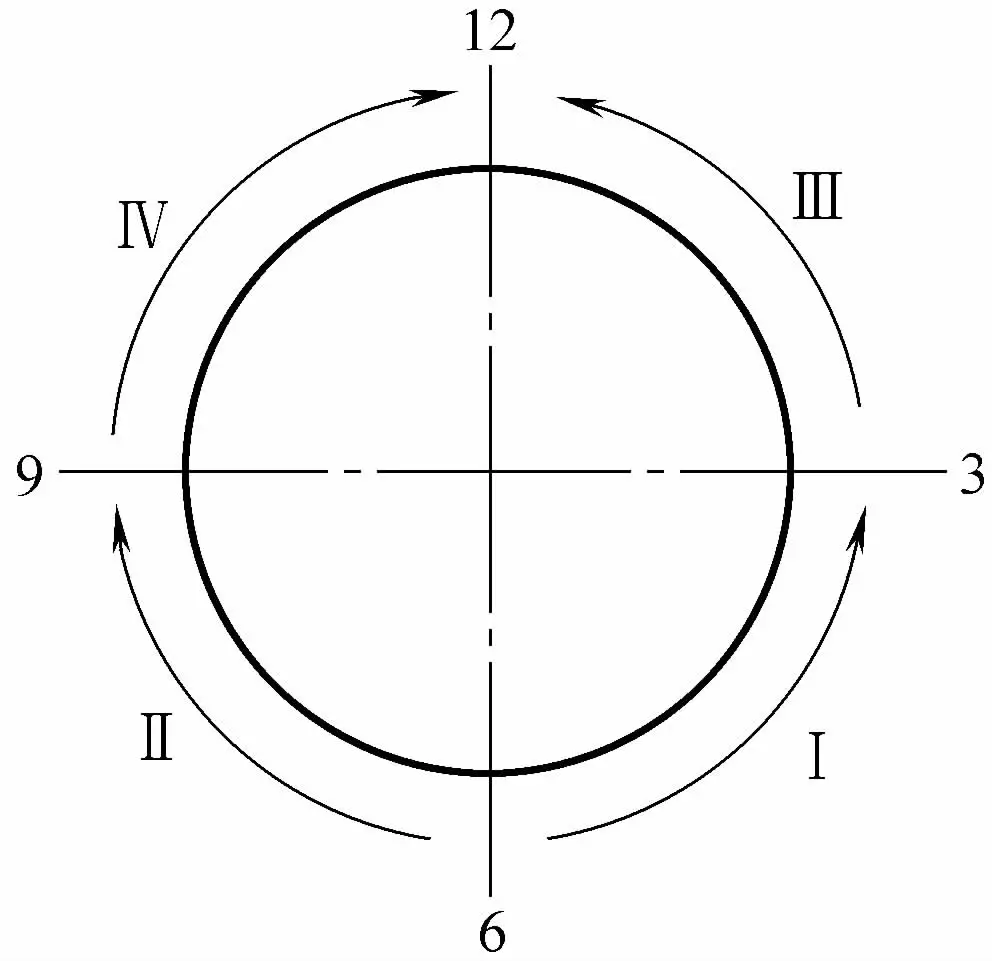
| الجمع بين اللحام المسطح والعمودي واللحام العلوي | يتم اختيار نقطة بداية اللحام بشكل عام عند موضع "الساعة 6" من الساعة، ثم يتم اللحام أولاً بعكس اتجاه عقارب الساعة إلى موضع "الساعة 3"، ثم يتم اللحام من موضع "الساعة 6" إلى موضع "الساعة 9"، ثم بدء اللحام بأقواس منفصلة من موضع "الساعة 3" و"الساعة 9"، واللحام إلى موضع "الساعة 12"، كما هو موضح في الشكل 5-65؛ عندما يكون قطر الأنبوب صغيرًا، يمكنك اللحام مباشرة من موضع "الساعة 6" إلى "الساعة 12" | يجب أن تكون الوصلة مطحونة أولاً لضمان الاختراق؛ يمكن ثني سلك اللحام مسبقًا في شكل معين للتغذية؛ يجب أن تظل الزاوية بين مسدس اللحام وقطعة العمل دائمًا دون تغيير، ويجب أن يكون موضع سلك اللحام مناسبًا |
6) يظهر تسلسل لحام الأنبوب في الشكل 5-65. ويبين في الشكل 5-66 الموضع النسبي لمسدس اللحام أو سلك اللحام بالنسبة لقطعة العمل أثناء اللحام التناكبي المسطح للأنبوب الدوار.
7) أثناء اللحام، يجب أن تكون نهاية سلك اللحام دائماً داخل منطقة حماية الأرجون، ويجب عدم وضع سلك اللحام مباشرة تحت القوس أو رفعه عالياً جداً، كما يجب عدم السماح للقطرات "بنقل القطرات" إلى حوض اللحام. يظهر موضع تعبئة السلك في الشكل 5-67.
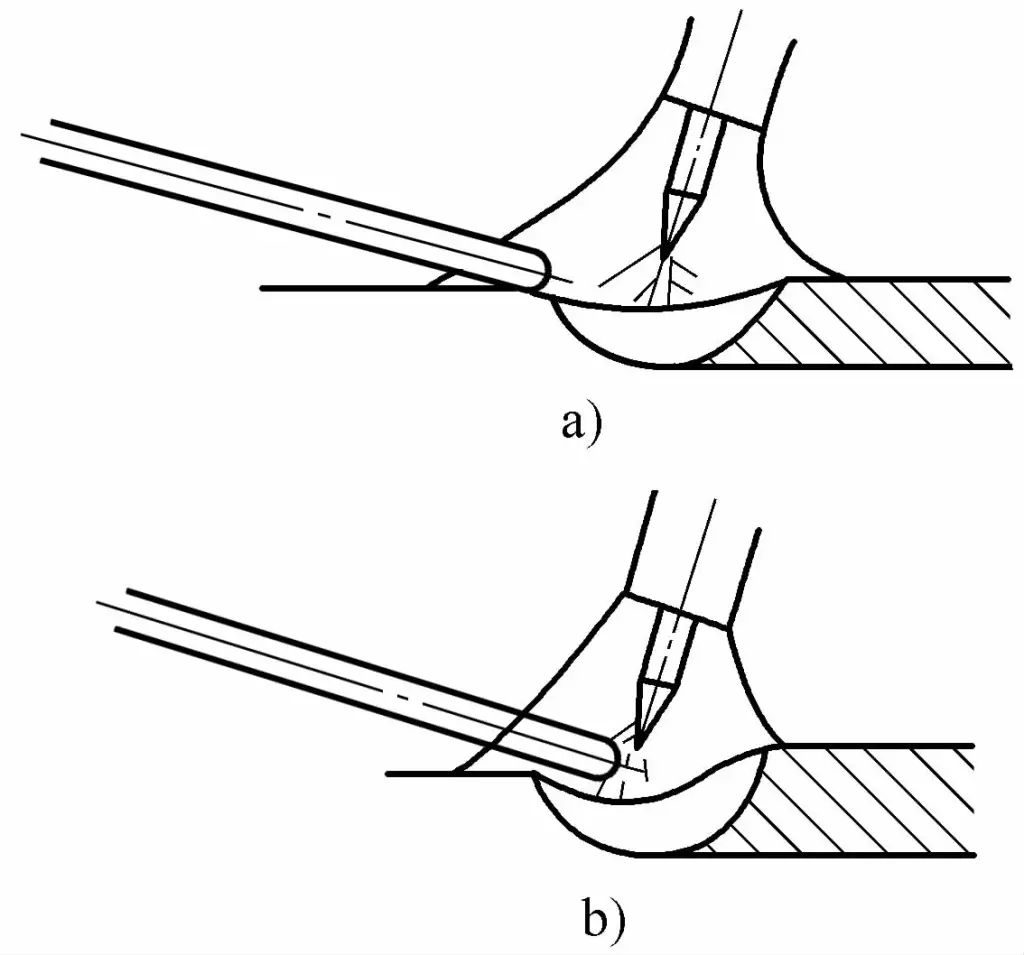
أ) صحيح
ب) غير صحيح
8) أثناء العملية، إذا لامس قطب التنجستن سلك اللحام عن طريق الخطأ، مما تسبب في حدوث ماس كهربائي لحظي، فسوف يلوث اللحام. أوقف اللحام على الفور، وقم بطحن المنطقة الملوثة بعجلة الطحن حتى يظهر بريق معدني، واقطع جزءًا من طرف سلك الحشو. يجب إعادة تشكيل قطب التنجستن الملوث قبل مواصلة اللحام.
1) يجب أن يكون المفصل منحدرًا وليس به زوايا ميتة.
2) يجب أن يكون موضع إعادة الإشعال خلف حفرة القوس الأصلي، مما يجعل اللحام متداخلًا بمقدار 20 إلى 30 مم، مع إضافة سلك حشو قليل أو بدون سلك حشو عند التداخل.
3) يجب أن تتغلغل البركة المنصهرة إلى جذر المفصل لضمان الاندماج الشامل في المفصل.
عند إنهاء القوس، استخدم جهاز اضمحلال التيار الأوتوماتيكي لتجنب تكوين حفرة قوس. إذا لم يتوفر هذا الجهاز، قم بتغيير زاوية مسدس اللحام وإطالة القوس وزيادة سرعة اللحام.
عند إغلاق خط اللحام على أنبوب، من الشائع تمديد القوس قليلاً، وتداخل خط اللحام بمقدار 20 إلى 40 مم، وإضافة سلك لحام قليل أو بدون سلك لحام إلى الجزء المتداخل. بعد إطفاء القوس، قم بتأخير إيقاف إمداد الغاز لمدة 10 ثوانٍ تقريبًا. للحصول على تفاصيل العملية والحالات القابلة للتطبيق لطريقة إطفاء القوس في الدليل اللحام بالتيغ (TIG)، انظر الجدول 5-97.
الجدول 5-97 تفاصيل التشغيل والحالات القابلة للتطبيق لطريقة إطفاء القوس الكهربائي في اللحام اليدوي TIG
| تقنيات إنهاء القوس الكهربائي | النقاط التشغيلية الرئيسية | الحالات القابلة للتطبيق |
| طريقة تقوية اللحام | في نهاية اللحام، تنخفض سرعة تحريك مسدس اللحام إلى الأمام، وتزداد إمالة مسدس اللحام إلى الخلف، وتزداد كمية تغذية السلك حتى يمتلئ الحوض المنصهر بشكل كافٍ ثم يتم إطفاء القوس. | تُستخدم هذه الطريقة على نطاق واسع وتنطبق بشكل عام على جميع الهياكل. |
| طريقة زيادة سرعة اللحام المتزايدة | في نهاية اللحام، تزداد سرعة تحريك مسدس اللحام إلى الأمام تدريجيًا، وتقل كمية تغذية السلك تدريجيًا، حتى لا تنصهر قطعة العمل، ويضيق خط اللحام من العريض إلى الضيق، وينتهي تدريجيًا. | هذه الطريقة مناسبة للحام بقوس الأرجون الأنبوبي وتتطلب مهارة عالية من عامل اللحام. |
| استخدام طريقة لوحة الجريان السطحي | قم بتوصيل صفيحة إخراج القوس الكهربائي خارج منطقة إطفاء القوس الكهربائي لقطعة العمل، وأطفئ القوس الكهربائي على صفيحة الإخراج بعد الانتهاء من قطعة العمل، ثم اقطع صفيحة الإخراج. | هذه الطريقة بسيطة نسبيًا ومناسبة للحام اللحام المسطح والطولي. |
| طريقة الاضمحلال الحالي | في نهاية اللحام، قم أولاً بقطع التيار الكهربائي أولاً، ودع سرعة دوران المولد تنخفض تدريجيًا، ويضعف تيار اللحام أيضًا، وبالتالي تحقيق اضمحلال القوس الكهربائي. | هذه الطريقة مناسبة للمناسبات التي تستخدم مولدات اللحام القوسي. في حالة استخدام مقوم لحام القوس السيليكوني، يلزم وجود جهاز بسيط إضافي لتقليل تيار الإثارة تدريجيًا. |







