
إتقان SMAW: اختيار معلمات اللحام المناسبة
ما الذي يجعل لحام القوس المعدني المحمي بالقوس المعدني (SMAW) فعالاً للغاية؟ تكمن الإجابة في اختيار معايير اللحام الصحيحة. هذه المقالة...
هل تعاني من اللحام في أوضاع محرجة؟ اكتشف النصائح الأساسية في اللحام بالقوس المعدني المحمي (SMAW) التي من شأنها تحسين تقنيتك في الأوضاع المسطحة والرأسية والأفقية والعليا. يغطي هذا الدليل الزوايا الصحيحة للقطب الكهربائي، وتقنيات الحركة، والنقاط الأساسية لضمان لحامات قوية ونظيفة في كل مرة. سواء كنت مبتدئًا أو عامل لحام متمرسًا، فإن إتقان هذه الاستراتيجيات سيعزز مهاراتك في اللحام ويمنع العيوب الشائعة. تعمق في تعلم كيفية تحقيق لحامات عالية الجودة في أي موضع.

تتمثل القاعدة المشتركة للتشغيل في أوضاع اللحام المختلفة في الحفاظ على زاوية القطب الصحيحة، وإتقان الإجراءات الثلاثة لحركة القطب، والتحكم في شكل ودرجة حرارة حوض اللحام، والتأكد من اكتمال التفاعلات المعدنية في معدن اللحام، والتخلص التام من الغازات والشوائب، وتحقيق اندماج جيد مع المادة الأساسية.
ترتبط درجة حرارة حوض اللحام بشكله وحجمه. يمكن التحكم في درجة حرارة حوض اللحام لضمان جودة اللحام من خلال المراقبة الدقيقة لتغيراته والضبط المستمر لزاوية القطب وحركته.
تنتقل القطرات المعدنية من القطب الكهربائي بشكل أساسي إلى حوض اللحام عن طريق الجاذبية، مما يجعل من السهل الحفاظ على شكل حوض اللحام ومعدنه. عند لحام قطع العمل من نفس السُمك، يكون تيار اللحام في الوضع المسطح أعلى من المواضع الأخرى، مما يؤدي إلى زيادة إنتاجية اللحام. يمكن للخبث ومعدن اللحام أن يختلطا بسهولة، خاصةً أثناء اللحام بالشرائح، حيث يمكن أن يتقدم الخبث ويشكل شوائب خبث.
يمكن أن تؤدي معلمات وعمليات اللحام غير الصحيحة إلى حدوث عيوب مثل الاختراق غير الكامل أو التقليل من التقوية أو التعزيز الزائد. أثناء اللحام التناكبي المسطح، إذا تم اختيار معلمات اللحام أو تسلسله بشكل غير صحيح, تشويه اللحام يمكن أن يحدث بسهولة. عند إجراء اللحام من جانب واحد مع التشكيل على الوجهين، قد يؤدي اللحام الأول إلى اختراق غير متساوٍ وتشكيل ضعيف في الجانب الخلفي.
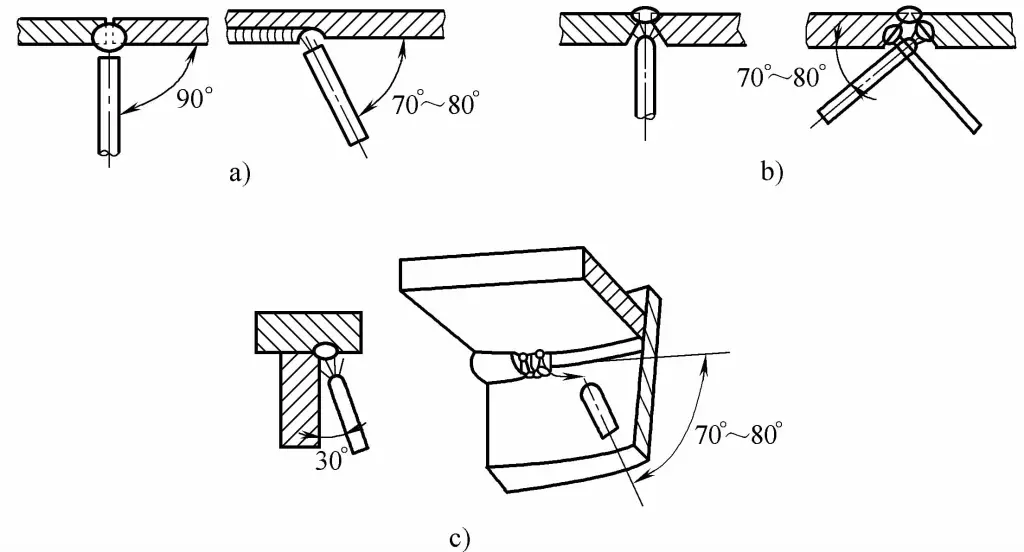
يمكن تقسيم اللحام المسطح المسطح إلى لحام مسطح بالمفصل التناكبي، ولحام فيليه مفصل اللفة، ولحام فيليه مفصل T، ولحام على شكل قارب، ولحام مسطح على شكل قارب، ولحام مسطح مفصل الزاوية بناءً على شكل مفصل اللحام. يوضح الشكل 5-26 زاوية القطب للحام المسطح المسطح.
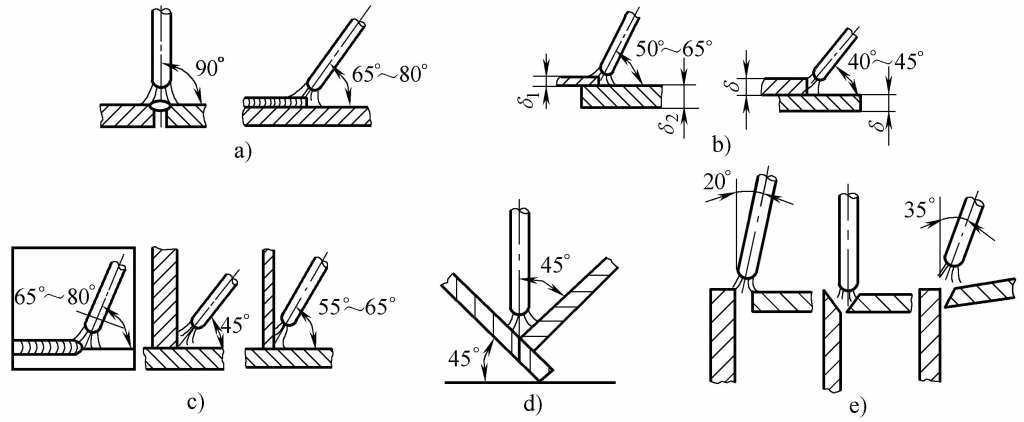
أ) اللحام المسطح التناكبي المشترك
ب) لحام فيليه الوصلة اللولبية
ج) لحام شرائح اللحام على شكل حرف T-مشترك
د) لحام القارب
ه) اللحام المسطح لمفصل الزاوية
ضع قطعة العمل في وضع اللحام المسطح، ويحمل عامل اللحام ملقط اللحام مع قضيب اللحام مثبتة عليه، ويكون الوجه محميًا بدرع للوجه (على شكل خوذة أو محمول باليد)، ويضرب قوسًا على قطعة العمل، ويستخدم درجة الحرارة العالية للقوس الكهربائي (6000 ~ 8000 كلفن) لصهر معدن قضيب اللحام والمعدن الأساسي، وتندمج الأجزاء المنصهرة من المعدنين معًا لتشكيل حوض منصهر. بعد تحريك قضيب اللحام بعيدًا، يبرد حوض اللحام المنصهر ليشكل خط لحام، والذي يجمع بقوة بين المادتين الأساسيتين المنفصلتين معًا، مما يحقق اللحام في الوضع المسطح.
1) اعتمادًا على سُمك الصفيحة، يمكن استخدام قضيب لحام أكثر سمكًا، ويتم لحامه بتيار لحام أكبر. تحت نفس ظروف سماكة الصفيحة نفسها، يكون تيار اللحام في الوضع المسطح أكبر من ذلك في الأوضاع الرأسية والأفقية والعليا.
2) من الأفضل استخدام اللحام بالقوس القصير، والذي يمكن أن يقلل من فقدان الحرارة في القوس ذي درجة الحرارة العالية ويزيد من عمق الحوض المنصهر. ويمنع الغازات الضارة حول القوس من دخول الحوض المنصهر، مما يقلل من أكسدة عناصر معدن اللحام وإمكانية حدوث مسامية في اللحام.
3) أثناء اللحام، يشكل قضيب اللحام وقطعة الشغل زاوية 40 درجة ~ 90 درجة، ويتحكم في فصل الخبث والمعدن المنصهر جيدًا، ويمنع الخبث من القيادة.
4) عندما يكون سمك الصفيحة ≤6 مم، يستخدم اللحام المسطح التناكبي عمومًا أخدودًا على شكل I، ويجب أن يستخدم اللحام الأمامي لحامًا بقوس قصير بقطر قضيب لحام يبلغ ф3.2 ~ ф4mm، يجب أن يصل عمق الاختراق إلى 2/3 من سمك قطعة العمل. قبل لحام التقطيع الخلفي، ليس من الضروري إزالة جذر اللحام (باستثناء المكونات المهمة)، ولكن يجب تنظيف الخبث، ويمكن أن يكون تيار اللحام أعلى.
5) عندما تكون هناك ظاهرة عدم اختلاط الخبث ومعدن الحوض المنصهر بوضوح أثناء اللحام المسطح التناكبي، يمكن إطالة القوس، وإمالة قضيب اللحام للأمام، واتخاذ إجراءات لدفع الخبث نحو الجزء الخلفي من الحوض المنصهر لمنع احتواء الخبث.
6) عند لحام اللحامات الأفقية المائلة، يجب استخدام اللحام المائل إلى أعلى لمنع تدفق الخبث إلى مقدمة الحوض المنصهر ولتجنب عيوب تضمين الخبث في اللحام.
7) عند استخدام اللحام متعدد الطبقات واللحام متعدد الممرات، يجب الانتباه إلى اختيار عدد وتسلسل ممرات اللحام.
8) في حالة اللحامات على شكل حرف T، ومفصل الزاوية، ولحامات اللحام على شكل حرف T، ومفصل الزاوية، ولحامات شرائح الوصلة، إذا كان سمك اللوحين مختلفًا، اضبط زاوية قضيب اللحام لتوجيه القوس نحو اللوح الأكثر سمكًا لضمان تسخين متساوٍ لكلا اللوحين.
1) بالنسبة لسمك الصفيحة <6 مم، اللحام المسطح التناكبي على شكل أخدود I-groove، باستخدام اللحام على الوجهين، يجب أن يستخدم اللحام الأمامي حركة قضيب مستقيمة، بطيئة قليلاً، ويجب أن يستخدم اللحام الخلفي أيضًا حركة قضيب مستقيمة، ويجب أن يكون تيار اللحام أعلى قليلاً من ذلك المستخدم في اللحام الأمامي، ويجب أن تكون حركة القضيب سريعة.
2) بالنسبة لسمك الصفيحة ≥6 مم، وفقًا لمتطلبات التصميم، يمكن استخدام أنواع أخرى من الأخاديد (على شكل V، شكل V مزدوج، شكل Y، إلخ) إلى جانب الأخدود I-الأخدود للحام المسطح التناكبي، ويمكن اعتماد اللحام متعدد الطبقات أو اللحام متعدد الطبقات متعدد الممرات.
يجب أن تستخدم الطبقة الأولى (الممر الجذري) قضيب لحام بقطر صغير، وتيار لحام منخفض، وحركة قضيب مستقيمة أو مسننة للحام. بالنسبة للطبقات اللاحقة، يمكن استخدام قضبان لحام بقطر أكبر وتيارات لحام أعلى مع لحام بقوس قصير. يجب أن تكون حركة قضيب سن المنشار متوقفة على جانبي الأخدود، ويجب أن يكون اتجاه اللحام للطبقات المتجاورة متعاكسًا، مع وصلات متداخلة.
3) بالنسبة للحامات الشرائح على شكل حرف T مع حجم ساق لحام أقل من 6 مم، يمكن استخدام اللحام أحادي الطبقة بحركات قضبان مستقيمة أو حلقة مائلة أو سن المنشار؛ أما بالنسبة لأحجام أرجل اللحام الأكبر، فيجب استخدام اللحام متعدد الطبقات أو اللحام متعدد الطبقات متعدد الممرات. يستخدم الممر الجذري دائمًا حركة قضيب مستقيمة، ويمكن للطبقات اللاحقة استخدام حركات قضيب مسننة مائلة أو حركة قضيب حلقة مائلة. يفضل أن يستخدم اللحام متعدد الطبقات متعدد الممرات حركة قضيب مستقيمة للحام.
4) بالنسبة للحامات الشرائحية لمفصل اللفة ومفصل الزاوية، تكون عملية حركة القضيب مماثلة لعملية اللحامات الشرائحية لمفصل T.
5) تشبه عملية اللحام على شكل سفينة عملية اللحام التناكبي المسطح مع الأخدود.
في اللحام الرأسي، يميل المعدن المنصهر والخبث إلى الانفصال بسبب الجاذبية. عندما تكون درجة حرارة حوض السباحة مرتفعة للغاية، يميل المعدن المنصهر إلى التدفق إلى أسفل، مما يشكل حبات اللحام والعيوب المتضمنة للخبث والخرز، مما يجعل خط اللحام غير متساوٍ. يكون جذر اللحام المشترك على شكل حرف T عرضة للاختراق غير الكامل.
من السهل التحكم في عمق الاختراق، وتستهلك أقطابًا كهربائية أكثر من اللحام المسطح، ومع ذلك فإن الإنتاجية أقل من اللحام المسطح. نظرًا لأن الحرارة من القوس في اللحام بزاوية عمودية يتم نقلها في ثلاثة اتجاهات إلى قطعة العمل، يكون التبريد سريعًا. ولذلك، في ظل نفس ظروف اللحام التناكبي العمودي، يمكن أن يكون تيار اللحام أعلى قليلاً لضمان اندماج اللوحين بشكل جيد.
تختلف أوضاع اللحام العمودي حسب سُمك قطعة العمل، بما في ذلك اللحام العمودي التناكبي للوحة الرقيقة واللحام العمودي التناكبي للوحة السميكة؛ حسب نوع الوصلة، يمكن تقسيمها إلى لحام عمودي تناكبي على شكل حرف I-أخدود ولحام بزاوية T-مشترك؛ حسب طريقة اللحام، يمكن تقسيمها إلى لحام عمودي تصاعدي ولحام عمودي تنازلي. تظهر زاوية القطب في وضع اللحام العمودي في الشكل 5-27.
أثناء اللحام الرأسي، بعد أن يتم تثبيت القطب بواسطة ملقط اللحام، يجب أن يكون الملقط والقطب في خط مستقيم، كما هو موضح في الشكل 5-28. يجب ألا يواجه جسم عامل اللحام اللحام مباشرة، ولكن يجب أن يكون إلى اليسار أو اليمين قليلاً (لمن يستخدمون اليد اليسرى)، لتسهيل تشغيل اليد اليمنى (لمن يستخدمون اليد اليسرى) التي تمسك ملقط اللحام.

في الإنتاج، يستخدم اللحام الرأسي لأعلى بشكل شائع، ويتطلب اللحام الرأسي لأسفل أقطابًا كهربائية خاصة لضمان جودة اللحام. عند اللحام الرأسي لأعلى، يجب أن يكون تيار اللحام من 10% إلى 15% أقل من ذلك في اللحام المسطح، ويجب استخدام قطر قطب كهربائي أصغر (أقل من 4 مم)، مع الحفاظ على زاوية القطب الصحيحة. استخدم قوسًا قصيرًا لتقليل المسافة من انتقال القطرة إلى حوض اللحام.
1) بالنسبة للحام الرأسي لأعلى للوصلات التناكبية ذات الأخدود الرأسي للوحة الرقيقة I-groove، يجب أن يكون الحد الأقصى لطول القوس المستخدم عادةً ≤6 مم، ويمكن استخدام اللحام بخط مستقيم أو متعرج أو التلاعب بالقطب الكهربائي على شكل هلال أو اللحام بالتخطي.
2) بالنسبة للأشكال الأخرى من اللحام الرأسي التناكبي الأخدودي، غالبًا ما تتم الطبقة الأولى من اللحام باستخدام اللحام التخطي أو التلاعب بالقطب الكهربائي على شكل هلال أو مثلث الشكل بسعة صغيرة، ويمكن أن تستخدم الطبقات اللاحقة طرق التلاعب بالقطب الكهربائي على شكل هلال أو متعرج.
3) بالنسبة للحام العمودي على شكل حرف T، يجب أن يكون للقطب الكهربائي وقت مكوث مناسب على كلا الجانبين والزاوية العلوية للحام، ويجب ألا تتجاوز سعة تأرجح القطب الكهربائي عرض اللحام. عملية التلاعب بالقطب الكهربائي مماثلة لتلك الخاصة بالأشكال الأخرى للحام الأخدود التناكبي.
4) عند لحام طبقة الغطاء، يجب اختيار طريقة معالجة القطب الكهربائي بناءً على متطلبات سطح اللحام. بالنسبة للمتطلبات الأعلى قليلاً لسطح اللحام، يمكن استخدام طريقة التلاعب بالقطب الكهربائي على شكل هلال، وإذا كانت هناك حاجة إلى سطح لحام أملس فقط، فيمكن استخدام طريقة التعرج.
يميل المعدن المنصهر إلى السقوط بسبب ثقله على الأخدود، مما يسبب عيوبًا في الجانب العلوي من الأخدود ويشكل لحامًا على شكل دمعة كما هو موضح في الشكل 5-29 ب. من السهل فصل المعدن المنصهر والخبث.
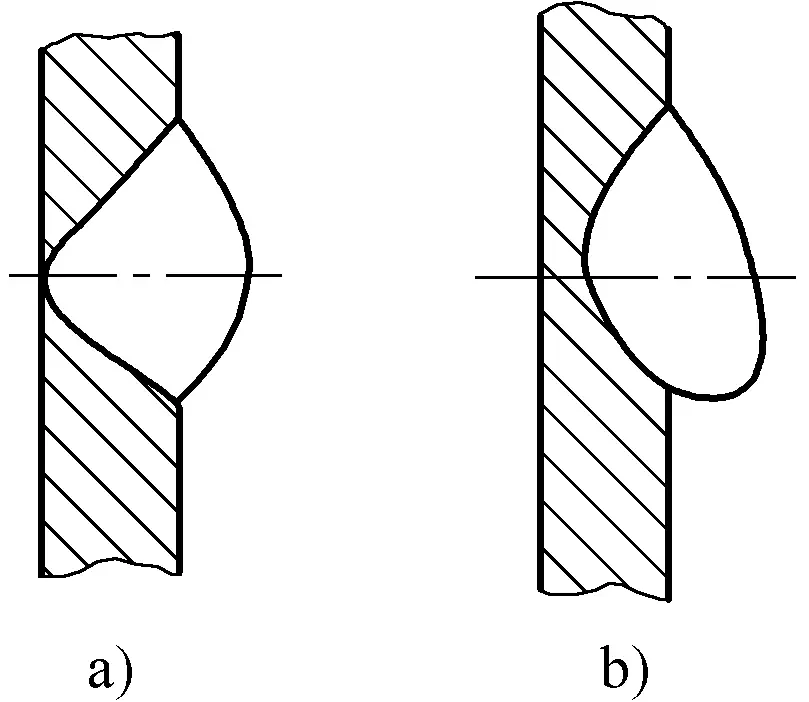
أ) التماس اللحام الأفقي العادي
ب) التماس اللحام الأفقي على شكل دمعة
أثناء اللحام الأفقي، من الأفضل أن يعمل اللحام أثناء الوقوف. إذا أمكن، فإن اليد أو الذراع التي تحمل درع الوجه هي أفضل دعم للحفاظ على ثبات جسم عامل اللحام أثناء الوقوف واللحام. يجب أن تكون نقطة بداية القوس أمام عامل اللحام مباشرةً.
أثناء اللحام، بعد الانتهاء من كل قطب كهربائي، يحتاج عامل اللحام إلى تحريك وضع الوقوف ليواجه دائمًا خط اللحام مباشرة. يجب أن يتحرك الجزء العلوي من جسم عامل اللحام إلى الأمام مع القوس، ولكن لا يزال يتعين على العينين الحفاظ على مسافة معينة من قوس اللحام. انتبه أيضًا إلى الحفاظ على الزاوية بين القطب الكهربائي وقطعة الشغل لمنع التقطير المفرط للمعدن المنصهر. زاوية القطب الكهربائي في وضع اللحام الأفقي موضحة في الشكل 5-30.
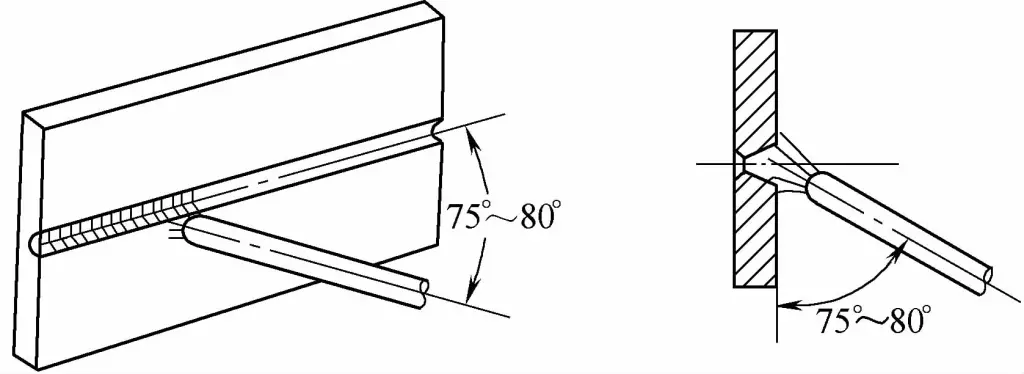
1) بالنسبة للحام الأفقي التناكبي، استخدم بشكل عام أخدودًا على شكل حرف V أو على شكل حرف K، وبالنسبة للوصلات التناكبية بسماكة لوحة من 3 إلى 4 مم، استخدم أخدودًا على شكل حرف I للحام على الوجهين.
2) استخدام قطب كهربائي بقطر صغير، يجب أن يكون تيار اللحام أصغر مما هو عليه في اللحام المسطح؛ يمكن لعملية القوس القصير التحكم بشكل أفضل في تدفق المعدن المنصهر.
3) عند لحام الألواح السميكة أفقيًا، يُنصح باستخدام لحام متعدد الطبقات ومتعدد الممرات طرق اللحام للحامات غير الممر الجذري.
4) أثناء اللحام متعدد الطبقات واللحام متعدد الممرات، يجب إيلاء اهتمام خاص لمسافة التداخل بين الممرات. يجب أن تبدأ كل تمريرة عند 1/3 من اللحام السابق لمنع حدوث تفاوت في اللحام.
5) اعتمادًا على الحالة المحددة، حافظ على زاوية قطب كهربائي مناسبة، ويجب أن تكون سرعة اللحام سريعة ومتساوية قليلاً.
1) عند إجراء اللحام التناكبي الأفقي مع أخدود I-groove، من الأفضل استخدام طريقة التلاعب بالقطب الكهربائي الترددي المستقيم للحام الوجه، وخط مستقيم أو شكل حلزوني طفيف مناسب للقطع الأكثر سمكًا قليلاً، وطريقة الخط المستقيم للحام الخلفي، مع زيادة تيار اللحام بشكل مناسب.
2) بالنسبة للحام التناكبي مع أنواع أخرى من الأخاديد واللحام الأفقي متعدد الطبقات، يمكن استخدام طريقة التلاعب بالقطب الكهربائي بخط مستقيم عندما تكون الفجوة صغيرة؛ أما بالنسبة للحام الممر الجذري عندما تكون الفجوة كبيرة، فينبغي استخدام طريقة الخط المستقيم الترددي، وبالنسبة للطبقات اللاحقة في اللحام متعدد الطبقات، يمكن استخدام الشكل الحلزوني، وينصح باستخدام طريقة الخط المستقيم في اللحام متعدد الطبقات ومتعدد الممرات.
بسبب الجاذبية، يميل المعدن المنصهر إلى السقوط، مما يجعل من الصعب التحكم في شكل وحجم حوض اللحام. يمثل التلاعب بالقطب الكهربائي تحديًا، ومن الصعب تحقيق سطح أملس على اللحام، مما يؤدي إلى عيوب مثل احتواء الخبث، والاختراق غير المكتمل، وحبات اللحام المقعرة، وسوء تشكيل اللحام. يكون المعدن المنصهر المتدفق عرضة للتناثر والانتشار، وإذا لم يكن محميًا بشكل صحيح، يمكن أن يتسبب بسهولة في حوادث الحرق. اللحام العلوي أقل كفاءة من اللحام في المواضع المكانية الأخرى.
اعتمادًا على المسافة من عامل اللحام إلى قطعة العمل، يمكن أن يتخذ عامل اللحام وضع الوقوف أو القرفصاء أو الجلوس، وفي بعض الحالات، وضع الاستلقاء، حيث يستلقي عامل اللحام على الأرض ووجهه لأعلى، ممسكًا ملقط اللحام فوق رأسه. عند اللحام فوق الرأس، تكون كثافة العمالة عالية وجودة اللحام غير مستقرة، وعادةً ما تُستخدم في إصلاحات الطوارئ، وهي غير مناسبة للإنتاج الصناعي بكميات كبيرة.
أثناء اللحام، يجب أن تكون ذراعا اللحام بعيدًا عن الجسم، وأن يكون الساعد منتصبًا، وأن يشكل أعلى الذراع والساعد بشكل طبيعي زاوية للدعم، وأن يكون مركز الثقل على المفصل عند قاعدة أعلى الذراع أو على المرفق، ويجب أن تتم حركة قضيب اللحام بواسطة المعصم، ويجب أن يرتفع أعلى الذراع تدريجيًا ويتحرك للأمام مع ذوبان قضيب اللحام، ويجب أن تتبع العينان حركة القوس لمراقبة اللحام، ويجب أن يميل الرأس والجزء العلوي من الجسم أيضًا للأمام قليلاً مع تحرك قضيب اللحام.
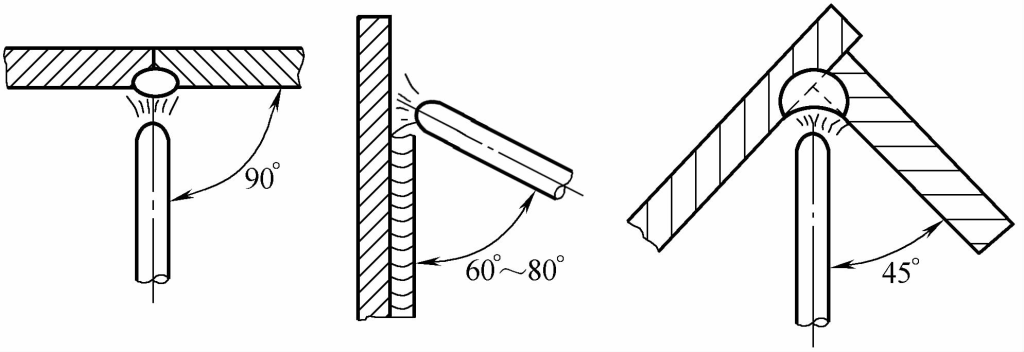
قبل اللحام العلوي، يجب أن يرتدي عامل اللحام الملابس الواقية اللازمة للحام العلوي، ويثبت الأزرار ويلف منشفة بإحكام حول الرقبة ويرتدي قبعة شال وحذاء مقاوم للحرارة لمنع سقوط الحديد المنصهر وتناثر المعدن من حرق الجلد. يمسك عامل اللحام بملقط اللحام ويغير زاوية قضيب اللحام وفقًا للحالة المحددة، ويمكنه أيضًا قلب الجزء المراد لحامه إلى وضع لحام مسطح أو أفقي. تظهر زاوية قضيب اللحام في الوضع العلوي في الشكل 5-31.
أ) لحام علوي بعقب أخدود I-أخدود I-التأخير
ب) اللحام العلوي الأخدودي التناكبي الأخدودي الآخر
ج) اللحام بزاوية علوية على شكل حرف T
1) عندما يكون سمك قطعة العمل ≤4 مم، يتم استخدام اللحام التناكبي I-groove للحام العلوي بقضيب لحام بقطر 3.2 مم، ويجب أن يكون تيار اللحام مناسبًا. عندما يكون سمك قطعة العمل ≥5 مم، يتم استخدام اللحام متعدد الطبقات متعدد الطبقات على شكل V-الأخدود على شكل حرف V.
2) عندما يكون إصبع اللحام أقل من 8 مم، يجب استخدام اللحام العلوي للحام على شكل حرف T-المفصل على شكل حرف T، وعندما يكون إصبع اللحام >8 مم، استخدم اللحام متعدد الطبقات متعدد الممرات.
3) لتسهيل انتقال القطرات وتقليل تنقيط المعدن وتناثره أثناء اللحام، يجب استخدام أقصر طول ممكن للقوس.
4) بالنسبة للحام الممر الجذري، استخدم قطبًا كهربائيًا بقطر صغير وتيار لحام منخفض لمنع حدوث تقصير وخبث على جانبي اللحام.
1) بالنسبة للفجوات الصغيرة، استخدم مناورة قطب كهربائي مستقيم للحام التناكبي على شكل أخدود I-التأخري؛ أما بالنسبة للفجوات الأكبر، فاستخدم مناورة قطب كهربائي مستقيم ذهابًا وإيابًا.
2) بالنسبة للأنواع الأخرى من اللحام العلوي متعدد الطبقات بعقب الأخدود في الأخدود، يجب اختيار طريقة معالجة القطب الكهربائي لتمريرة الجذر بناءً على حجم فجوة الأخدود، باستخدام إما طريقة مستقيمة أو مستقيمة ذهابًا وإيابًا. يمكن أن تستخدم الطبقات اللاحقة طريقة المعالجة المتعرجة أو الهلالية. وينبغي أن يستخدم اللحام متعدد الطبقات متعدد الممرات طريقة المعالجة المستقيمة، وبغض النظر عن الطريقة المستخدمة، يجب ألا يكون كل انتقال للمعدن المنصهر إلى الحوض مفرطًا.
3) بالنسبة للحام العلوي بمفصل T، إذا كان حجم الشرائح صغيرًا، يمكن استخدام طريقة المعالجة المستقيمة أو المستقيمة للقطب المستقيم ذهابًا وإيابًا، ويكتمل ذلك باللحام أحادي الطبقة؛ وإذا كان حجم الشرائح كبيرًا، يمكن استخدام اللحام متعدد الطبقات أو متعدد الممرات، مع استخدام الطبقة الأولى باستخدام المعالجة المستقيمة، ويمكن للطبقات اللاحقة استخدام طريقة المعالجة المثلثية المائلة أو طريقة المعالجة الحلقية المائلة.