
Dasar-dasar Pemasangan: Teknik, Alat, dan Prosedur
Bagaimana Anda memastikan presisi ketika merakit komponen mekanis dengan tangan? Seni pemasangan melibatkan penggunaan berbagai perkakas tangan...
Apa rahasia untuk menciptakan desain logam yang memukau? Memahat! Artikel ini mengeksplorasi seni dan ilmu pengetahuan dalam membentuk logam. Anda akan belajar tentang alat dan teknik utama yang digunakan oleh para ahli. Kita akan membahas jenis pahat, metode pemahatan, dan kiat-kiat untuk mendapatkan potongan yang bersih. Baik Anda baru mengenal pengerjaan logam atau ingin meningkatkan kemampuan, panduan ini akan meningkatkan keterampilan Anda dan menginspirasi proyek Anda berikutnya.

Metode pemotongan benda kerja logam dengan menggunakan palu untuk memukul pahat disebut memahat.
Memahat terutama digunakan di area yang tidak nyaman untuk pemrosesan mekanis, tetapi nyaman untuk pemrosesan manual, seperti melepaskan flensa dan gerinda dari coran, memotong bahan, memahat permukaan datar dan alur. Melalui latihan penggunaan palu pada pekerjaan memahat, akurasi pemalu dapat ditingkatkan, meletakkan dasar yang kokoh untuk merakit dan membongkar peralatan mekanis.
Alat utama yang digunakan untuk memahat adalah pahat dan palu.
1) Jenis dan Penggunaan Pahat
Pahat adalah alat potong yang digunakan dalam memahat, umumnya terbuat dari baja perkakas karbon.
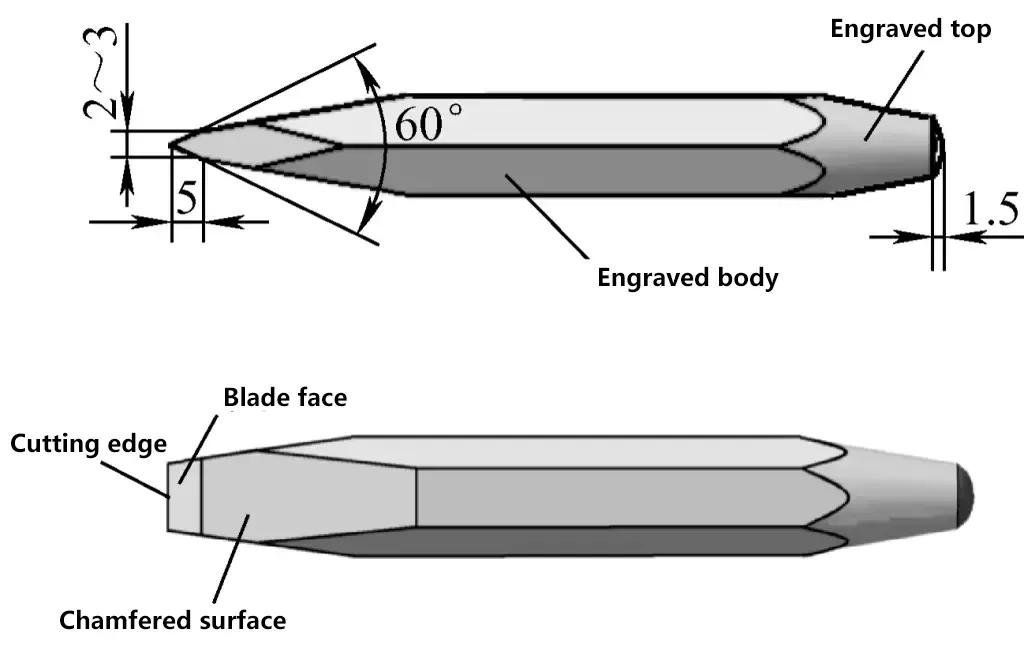
Pahat terdiri atas tiga bagian: kepala, bagian pemotongan, dan badan, seperti ditunjukkan pada Gambar 1. Kepala pahat memiliki lancip tertentu, dengan bagian atas yang agak bulat, sehingga memudahkan gaya untuk melewati garis tengah pahat selama memalu, dan menjaga kestabilan pahat. Sebagian besar badan pahat sekarang berbentuk heksagonal untuk mencegah rotasi selama memahat.
Pahat dibagi ke dalam tiga jenis: pahat datar, pahat alur, dan pahat alur minyak. Penggunaannya adalah sebagai berikut:
① Pahat Datar
Pahat pipih, juga dikenal sebagai pahat lebar, terutama digunakan untuk memahat permukaan datar, memotong baja bundar berukuran kecil, baja pipih, dan pelat baja tipis. Gambar 1 menunjukkan dimensi dan nama setiap bagian pahat datar. Lebar bilah pahat datar umumnya 10-20mm.
② Pahat Alur
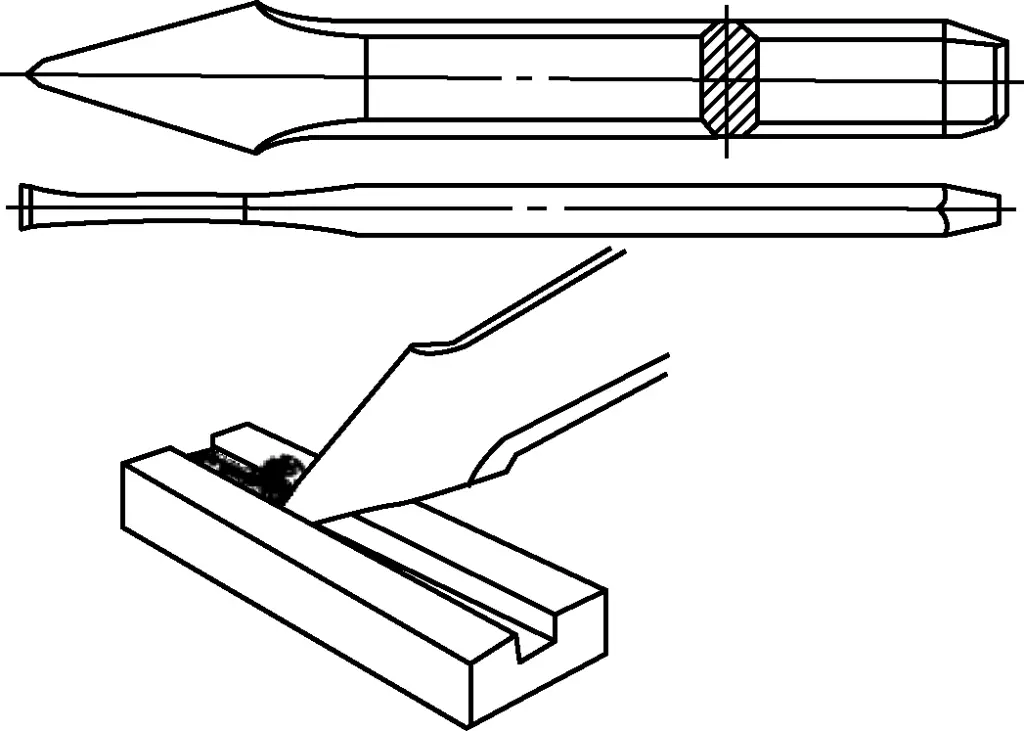
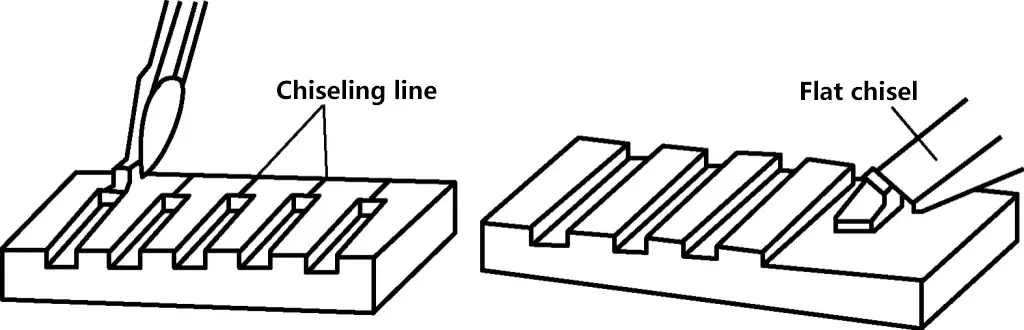
Pahat alur, juga dikenal sebagai pahat runcing atau pahat sempit, terutama digunakan untuk mengukir alur, alur pasak pada permukaan logam, dan memotong lembaran logam yang melengkung. Lebar bilah pahat alur ditentukan oleh lebar alur, umumnya sekitar 5mm, seperti yang ditunjukkan pada Gambar 2. Saat memahat permukaan datar yang besar, pertama-tama gunakan pahat alur untuk membuat alur, kemudian gunakan pahat datar untuk meratakan, seperti yang ditunjukkan pada Gambar 3.
③ Pahat Alur Minyak
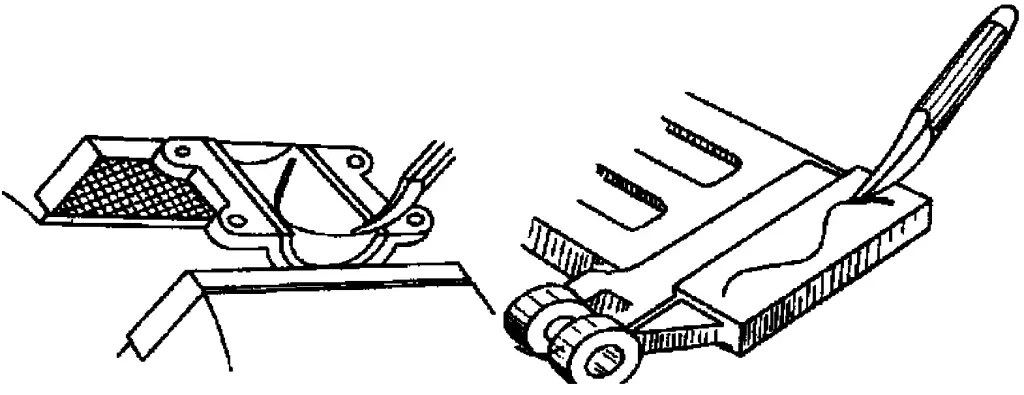
Pahat alur oli terutama digunakan untuk memahat alur oli, seperti memahat alur oli pada bantalan poros dan permukaan geser lainnya. Ujung tombaknya harus digiling menjadi bentuk busur yang sesuai dengan bentuk alur oli, dengan lebar yang sama dengan lebar alur oli, dan alur oli dipahat di sepanjang garis yang digoreskan pada benda kerja. Alur oli harus dipahat secara mulus dan dengan kedalaman yang konsisten. Metode pemahatan ditunjukkan pada Gambar 4.
2) Sudut Kerja Pahat
Faktor utama yang memengaruhi kualitas dan efisiensi pemahatan adalah sudut baji pahat dan sudut belakang selama pemahatan.
Pemilihan sudut baji β: Pahat adalah jenis alat potong yang mata potongnya dibentuk oleh dua permukaan tepi, berbentuk seperti baji, sehingga sudut yang dibentuk oleh dua permukaan tepi disebut sudut baji, dilambangkan dengan β. Sudut baji yang kecil membuat mata potong pahat menjadi tajam, tetapi dengan kekuatan yang buruk dan mudah terkelupas. Sudut baji yang besar memberikan kekuatan yang baik pada pahat, tetapi dengan ketahanan pahat yang tinggi dan kesulitan dalam pemotongan, seperti yang ditunjukkan pada Gambar 5. Ukuran sudut baji harus dipilih berdasarkan kekerasan benda kerja.
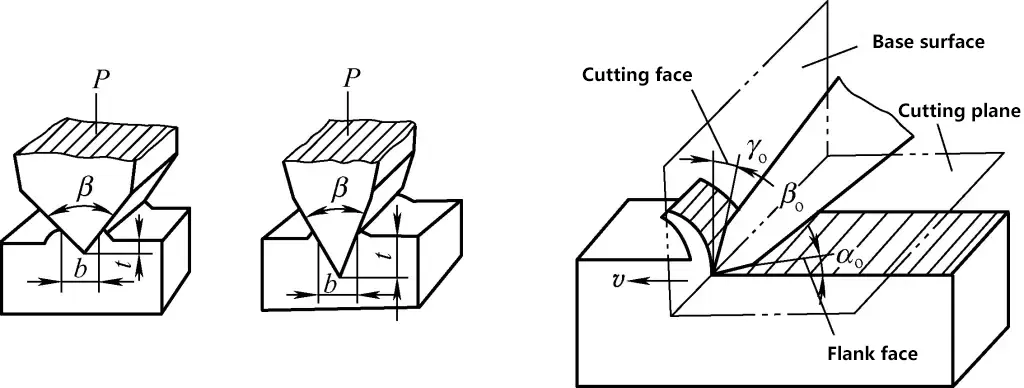
Pada umumnya, untuk memahat bahan yang rapuh dan keras, sudut baji harus lebih besar; untuk bahan yang lebih lunak, sudut baji harus lebih kecil. Sudut baji untuk material keras adalah 60°-75°; untuk material dengan kekerasan sedang, 50°-60°; untuk material tembaga dan besi tuang, 30°-50°.
Pemilihan sudut belakang αo: Sudut antara permukaan belakang pahat dan benda kerja disebut sudut belakang. Jika sudut belakang terlalu besar, pahat akan memotong terlalu dalam ke dalam benda kerja. Jika sudut belakang terlalu kecil, arah pahat akan terlalu datar, dan pahat dapat dengan mudah terlepas dari permukaan benda kerja, juga mencegah pemotongan, seperti yang ditunjukkan pada Gambar 6. Pada umumnya, sudut belakang 5°-8° adalah tepat. Selama proses pemahatan, sudut belakang harus dijaga sekonstan mungkin, jika tidak, permukaan mesin tidak akan rata.
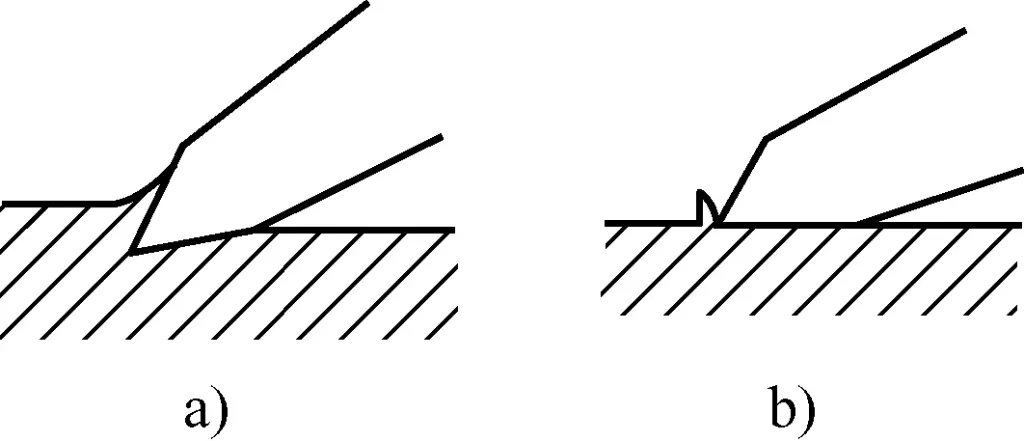
a) αo besar
b) αo kecil
1) Spesifikasi Palu
Palu yang ditunjukkan pada Gambar 7a, umumnya dikenal sebagai palu godam, adalah salah satu perkakas tangan yang paling sering digunakan dalam pekerjaan bangku dasar dan operasi pembongkaran.
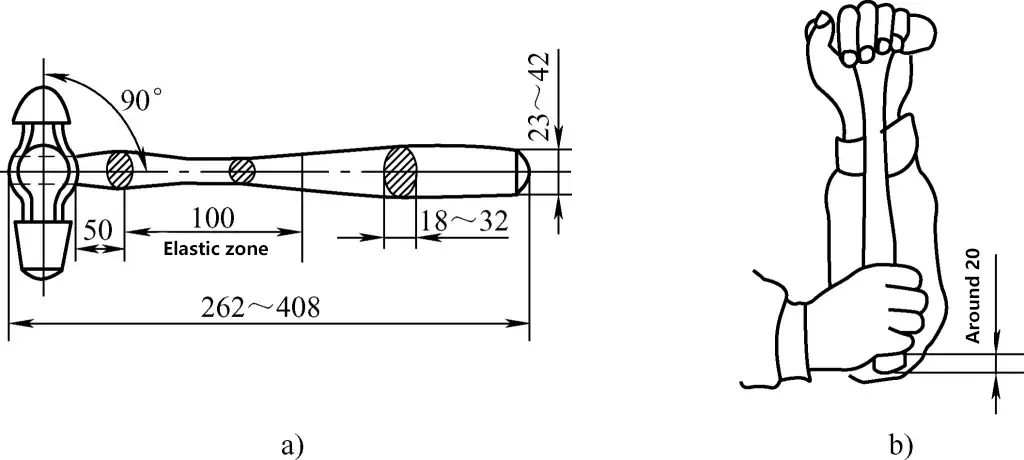
a) Palu dan Pegangan
b) Menentukan Panjang Gagang Palu
Palu terdiri dari dua bagian: kepala palu dan gagang kayu. Berat kepala palu digunakan untuk menunjukkan spesifikasi palu, dengan ukuran yang umum adalah 0,22 kg, 0,44 kg, 0,66 kg, 0,88 kg, 1,1 kg, dll. Kepala palu terbuat dari baja perkakas karbon (T7 atau T8) dan mengalami perlakuan pengerasan.
Gagang palu terbuat dari kayu yang kuat, dengan kayu sonokeling sebagai pilihan yang umum. Gagang palu biasanya memiliki panjang sekitar 300-350mm, dengan kepala palu yang lebih berat membutuhkan gagang yang lebih panjang. Contohnya, kepala palu seberat 1,1 kg harus dipasangi gagang sepanjang 350mm. Namun, hal ini juga dapat ditentukan berdasarkan panjang lengan bawah seseorang, seperti yang ditunjukkan pada Gambar 7b.
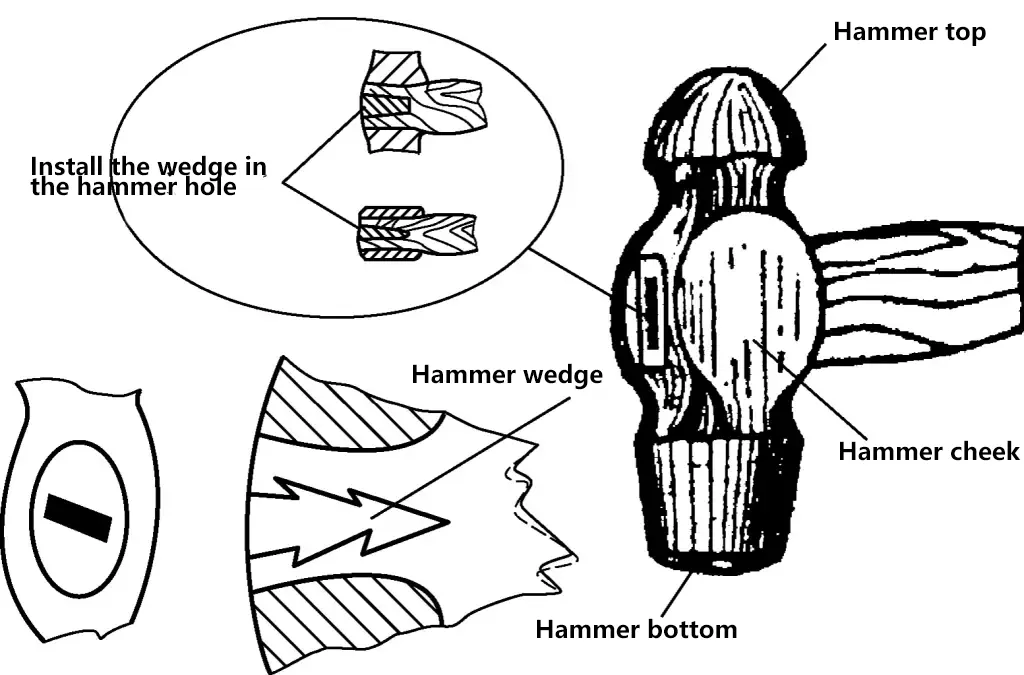
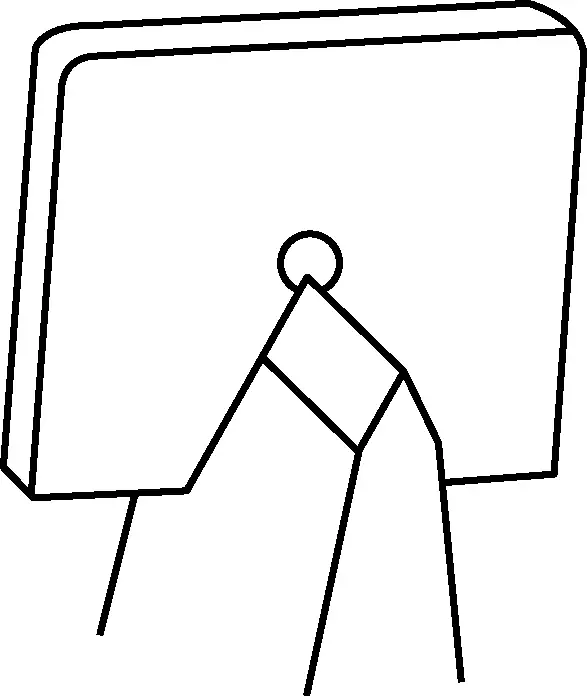
2) Instalasi Palu
Seperti yang ditunjukkan pada Gambar 8, saat memasang palu, pastikan garis tengah gagang tegak lurus dengan garis tengah kepala; gagang harus terpasang dengan aman di kepala untuk mencegah kecelakaan yang disebabkan oleh pelepasan. Untuk alasan ini, lubang untuk pegangan harus berbentuk oval. Setelah gagang dipasang dengan erat ke dalam lubang, baji dimasukkan ke ujungnya untuk mencegah kendor. Pegangannya juga harus berbentuk oval, sehingga memungkinkan pegangan yang kuat dan mencegah rotasi selama penggunaan, memastikan pukulan palu yang lebih akurat.
Seperti yang ditunjukkan pada Gambar 9, panaskan bagian pemotongan pahat, sekitar 20mm panjangnya, secara merata hingga 750-780 ° C (warna merah ceri), kemudian tempatkan pahat secara vertikal ke dalam air dingin (kedalaman pencelupan sekitar 4-6mm, yaitu, panjang ujung pahat), dan perlahan-lahan gerakkan pahat untuk memadamkannya.
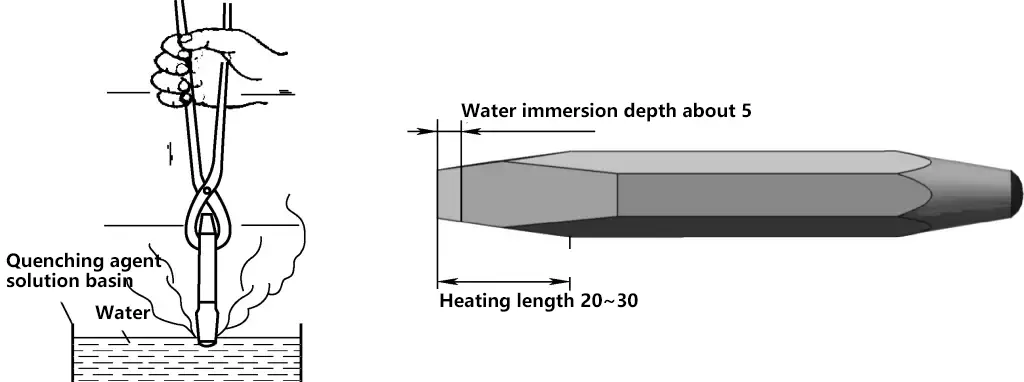
Jika dibiarkan diam, batas antara bagian yang dipadamkan dan yang tidak dipadamkan akan terlalu jelas, dan pahat dapat dengan mudah patah pada batas tersebut sewaktu digunakan setelah pendinginan.
Sewaktu bergerak selama pendinginan, apabila Anda mengamati bahwa bagian pahat di atas permukaan air telah berubah dari merah menjadi hitam, segera keluarkan pahat dari air, segera bersihkan kotoran dan kerak (gunakan sisa panas dari bagian atas pahat untuk melunakkan mata pahat).
Metode spesifiknya adalah mengeluarkan pahat dari air dan dengan cepat menggosoknya beberapa kali pada roda gerinda halus atau amplas yang sudah disiapkan sebelumnya (tindakannya harus cepat), sambil mengamati perubahan warna mata pahat. Saat mata potong menguning, rendam seluruh pahat di dalam air, yang dikenal sebagai pendinginan pada "panas kuning".
Pahat yang dipadamkan pada "panas kuning" memiliki kekerasan yang tinggi, tetapi rapuh, dan mata pahat dapat pecah atau bahkan patah selama pemahatan. Apabila mata potong berubah menjadi biru, celupkan seluruh pahat ke dalam air, yang dikenal sebagai pendinginan pada "panas biru". Pahat yang dipadamkan pada "blue heat" memiliki kekerasan yang terlalu rendah, dan mata pahat dapat melengkung selama pemahatan.
Situasi yang ideal adalah ketika warna kuning memudar dan muncul warna ungu, segera masukkan seluruh pahat ke dalam air (karena warna ungu muncul dalam waktu yang sangat singkat, jika tidak segera dicelupkan ke dalam air, maka akan membiru, dan menjadi "blue heat" yang disebutkan di atas). Pada saat ini, pahat yang dipadamkan, tidak saja memiliki kekuatan dan kekerasan yang relatif tinggi, tetapi juga ketangguhan benturan yang baik.
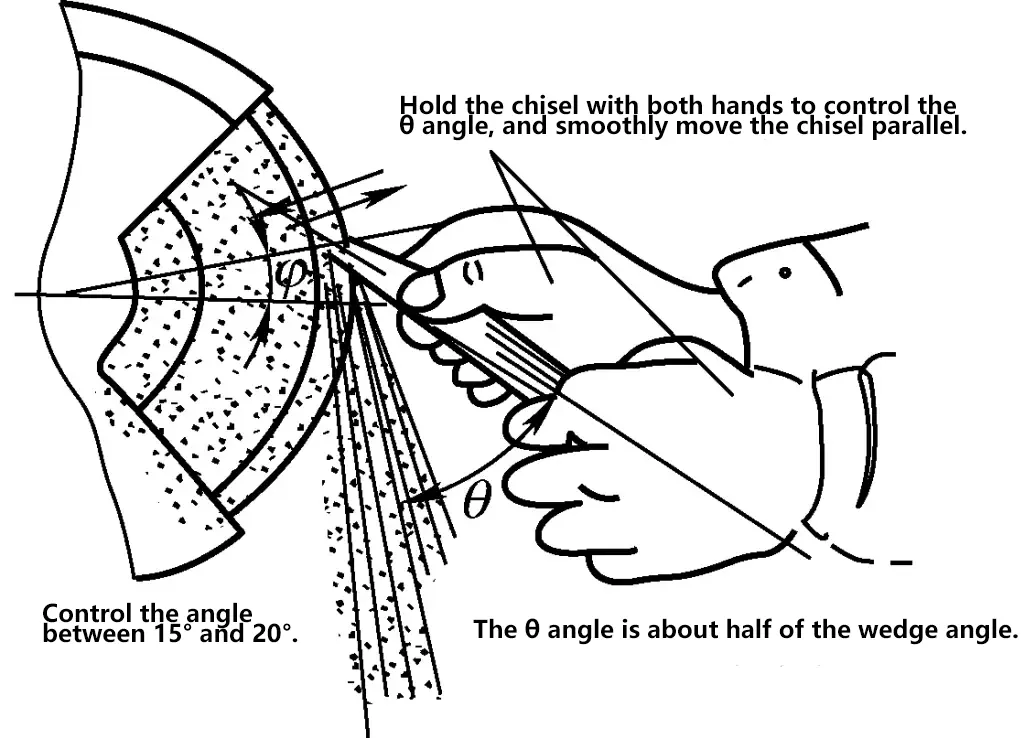
1) Persyaratan Umum untuk Mengasah Alat
2) Persyaratan Khusus untuk Mengasah Pahat
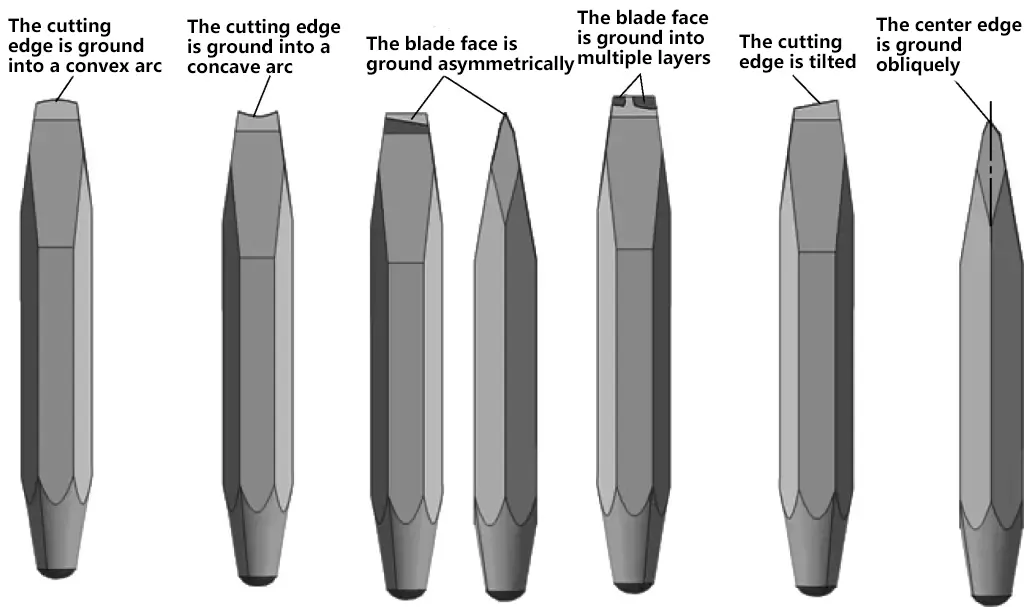
Selain memenuhi persyaratan umum di atas untuk mengasah pahat, pengasahan pahat juga harus mencapai hal-hal berikut ini:
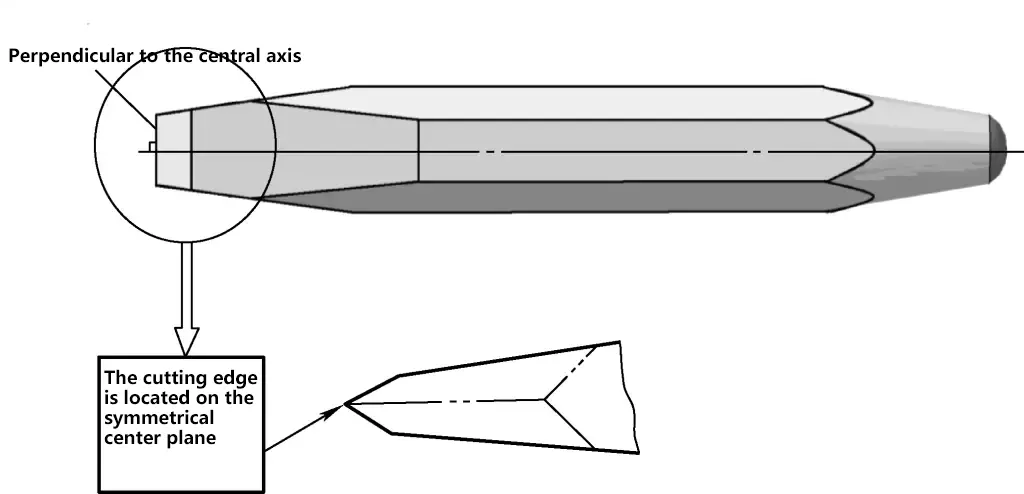
Metode dasar untuk mengasah pahat ditunjukkan pada Gambar 12.
Ada dua metode memegang palu: genggaman longgar dan genggaman erat.
1) Metode genggaman erat melibatkan jari telunjuk, jari tengah, jari manis, dan jari kelingking tangan kanan mencengkeram gagang palu dengan erat, dengan ibu jari ditekan ke jari telunjuk, menyisakan 15-30 mm gagang yang terbuka di ujungnya. Genggaman tetap tidak berubah sewaktu mengayun dan memukul. Metode genggaman erat jarang digunakan karena dapat dengan mudah menyebabkan lecet pada tangan akibat genggaman yang kuat, seperti yang ditunjukkan pada Gambar 14a.
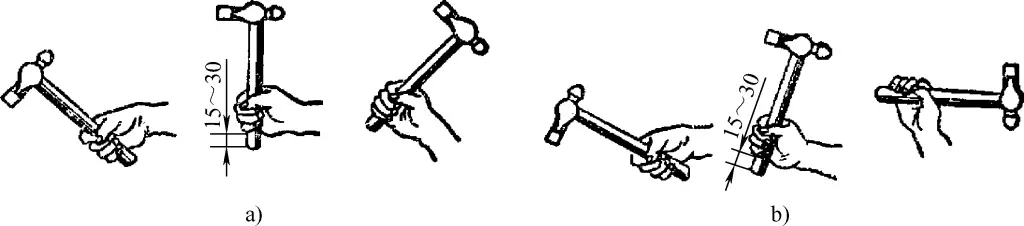
a) Metode genggaman erat
b) Metode pegangan longgar
2) Metode pegangan longgar adalah selalu memegang gagang palu dengan ibu jari dan jari telunjuk. Ketika palu diangkat ke belakang (selama proses ayunan), secara bertahap rilekskan jari kelingking, jari manis, dan jari tengah, secara alami menekan gagang palu.
Selama proses memalu, kencangkan jari-jari yang rileks secara bertahap dan percepat gerakan palu. Setelah dikuasai, metode ini tidak hanya dapat meningkatkan kekuatan palu, tetapi juga mengurangi kelelahan, sehingga metode genggaman longgar lebih baik daripada metode genggaman ketat, seperti ditunjukkan pada Gambar 14b.
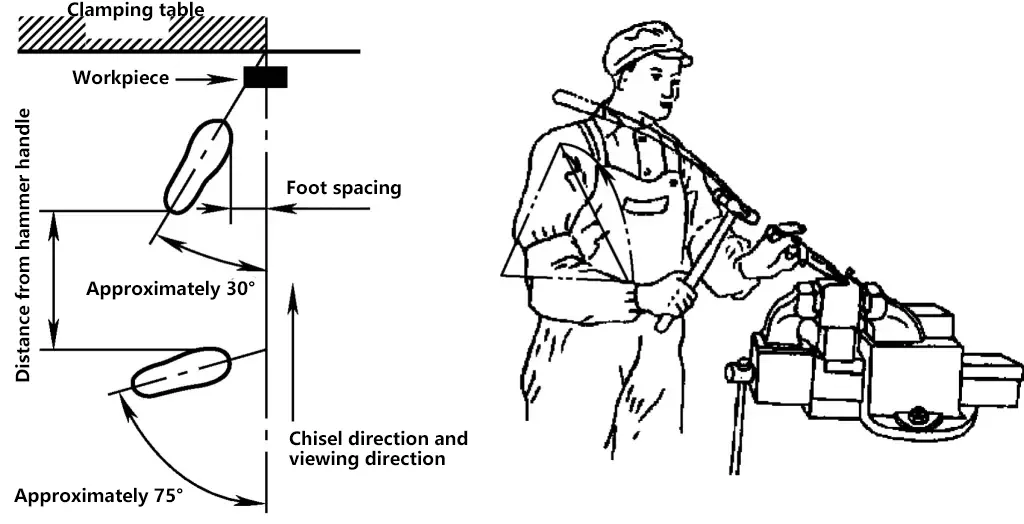
1) Postur tubuh berdiri
Postur berdiri yang benar adalah untuk memfasilitasi penerapan gaya selama memahat dan mencegah kelelahan di seluruh tubuh. Biasanya, kaki kiri setengah langkah ke depan, kaki kanan di belakang, jarak antara kedua kaki sekitar satu panjang gagang palu, dengan pusat gravitasi di kaki kiri, berdiri dengan stabil di dekat ragum bangku.
Jangan terlalu memaksakan tenaga pada kaki, tekuk sedikit lutut kiri, jaga agar kaki kanan tetap lurus dan stabil, dan posisikan kaki dalam bentuk "V". Jangan mencondongkan kepala ke depan atau ke belakang, hadapkan kepala ke benda kerja, dan lihatlah ujung pahat. Postur berdiri yang spesifik ditunjukkan pada Gambar 15.
2) Metode ayunan palu
Ada tiga metode ayunan palu: ayunan pergelangan tangan, ayunan siku, dan ayunan lengan, seperti yang ditunjukkan pada Gambar 16.
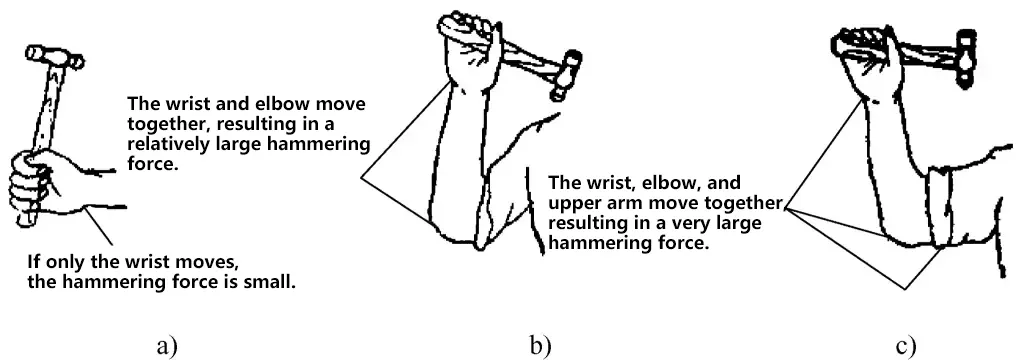
a) Ayunan pergelangan tangan
b) Ayunan siku
c) Ayunan lengan
Metode ayunan pergelangan tangan biasanya digunakan pada awal dan akhir pemahatan; ayunan siku paling banyak digunakan, cocok untuk memahat permukaan datar dan alur; ayunan lengan terutama digunakan untuk memotong logam dan melepas mur.
3) Poin-poin penting dari tindakan mengayunkan palu
① Mengangkat palu
Angkat bahu dan tarik siku, angkat palu di atas bahu; balik pergelangan tangan ke belakang, genggam gagang palu dengan longgar; permukaan palu harus menghadap ke atas.
② Mengayunkan palu
Fokuskan pandangan Anda pada ujung pahat dan area yang sedang dipahat, kencangkan genggaman pada gagang palu, gunakan tenaga dengan pergelangan tangan, ayunkan palu secara melengkung di dalam bidang vertikal (jangan sampai lengan terayun ke luar, dan jangan sampai palu jatuh pada suatu sudut), langsung mengenai bagian atas pahat.
③ Persyaratan palu
Frekuensi pemukulan harus sekitar 40 kali per menit; pukulan harus kuat dan akurat; tidak boleh ada fenomena "mengetuk" (mengetuk bagian atas pahat secara perlahan untuk membidik sebelum memukul dengan kuat).
1) Metode mencengkeram pahat
(1) Metode cengkeraman normal
Seperti yang ditunjukkan pada Gambar 17a, telapak tangan menghadap ke bawah, pegang badan pahat dengan ibu jari dan jari telunjuk terbuka secara alami, tiga jari lainnya secara alami ditekuk dan saling berdekatan, memegang badan pahat. Bagian atas pahat harus menonjol 10-15mm dari genggaman. Jika terlalu menonjol keluar, pahat bisa goyah, sehingga memengaruhi keakuratan pukulan palu. Genggaman tidak boleh terlalu ketat atau terlalu longgar, yang bertujuan untuk memudahkan pengoperasian dan meminimalkan kelelahan. Metode pencengkeraman ini adalah metode dasar, cocok untuk memahat permukaan yang rata.
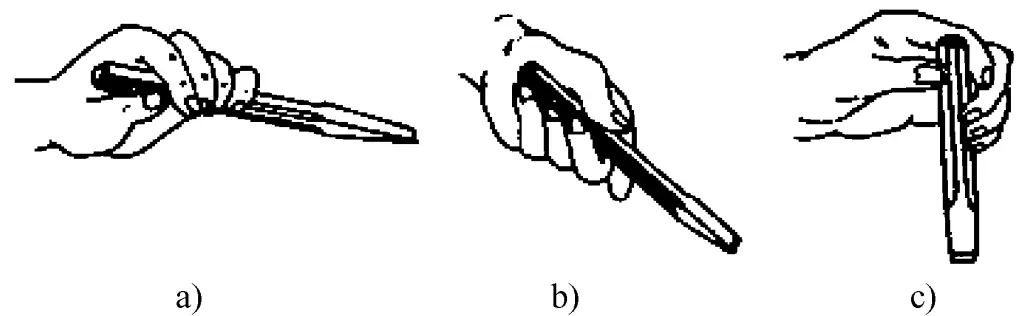
a) Metode pegangan normal
b) Metode pegangan terbalik
c) Metode pegangan vertikal
② Metode genggaman terbalik
Seperti ditunjukkan pada Gambar 17b, telapak tangan menghadap ke atas, jari-jari secara alami menjepit badan pahat, telapak tangan menggantung. Pegangan ini cocok untuk memahat permukaan datar atau permukaan samping yang kecil.
③ Metode pegangan vertikal
Seperti yang ditunjukkan pada Gambar 17c, ibu jari menghadap ke atas, ibu jari di satu sisi pahat, empat jari lainnya di sisi lain menjepit pahat. Pegangan ini cocok untuk memahat vertikal, seperti memotong bahan pada landasan.
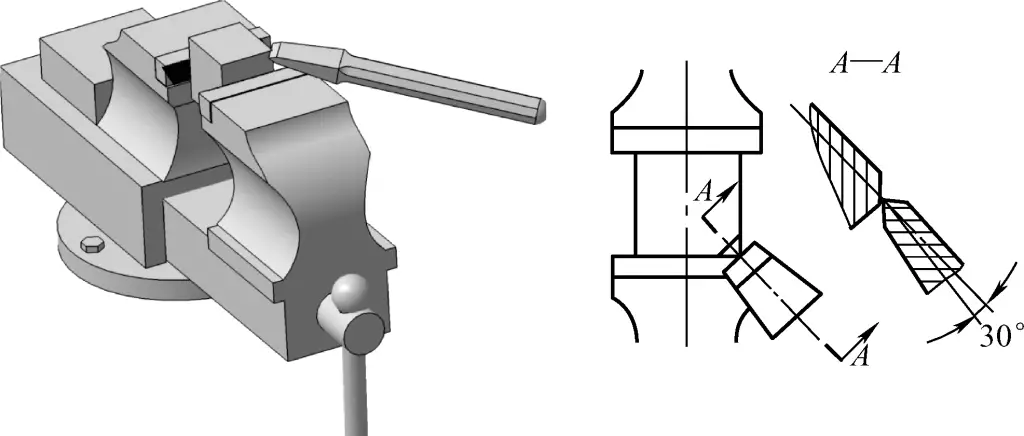
2) Poin-poin penting untuk operasi pemahatan permukaan datar
(1) Metode pemahatan awal dan akhir.
Seperti yang ditunjukkan pada Gambar 18, ketika memahat permukaan datar, umumnya menggunakan metode awal bersudut. Mulailah memahat dari sudut kanan benda kerja, pertama-tama pegang pahat pada sudut 45° ke kanan, kemudian miringkan bagian atas pahat ke bawah sekitar 30°. Setelah ujung pahat memotong sedalam 0,5-1,5 mm, naikkan bagian atas pahat ke sudut belakang yang diperlukan dan lanjutkan memahat.
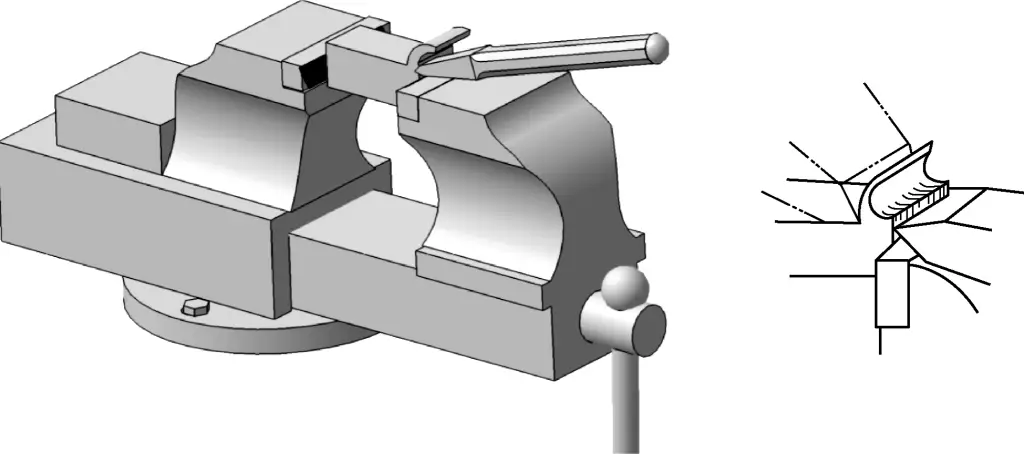
Seperti ditunjukkan pada Gambar 19, apabila pahat mencapai ujung benda kerja (sekitar 10mm dari tepi), berbaliklah untuk memahat bagian yang tersisa, jika tidak, tepi benda kerja bisa pecah.
② Ketebalan pahat.
Setelah menentukan jatah pahat dan menandai garis pemrosesan, pahatlah secara berlapis-lapis, dengan masing-masing lapisan biasanya setebal 0,5-1,5 mm.
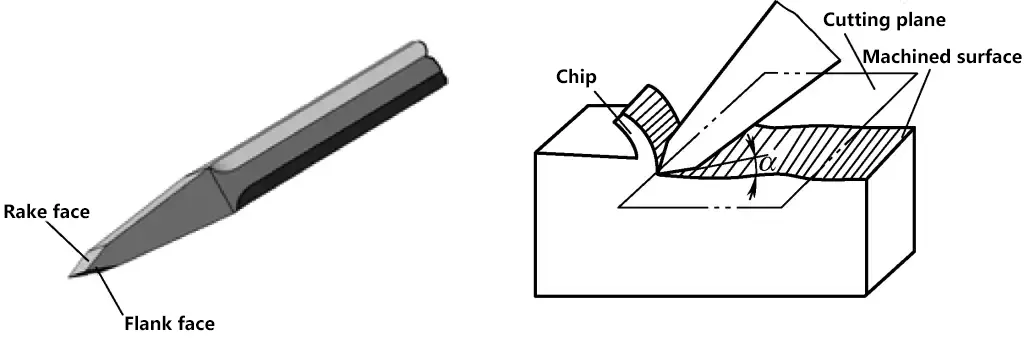
③ Memahat sudut belakang.
Seperti yang ditunjukkan pada Gambar 20, selama pemahatan, sudut antara permukaan belakang pahat dan bidang pemotongan (bidang yang bersinggungan dengan mata potong pada suatu titik di permukaan pemotongan) disebut sudut belakang pahat (dilambangkan dengan α). Sudut belakang pahat umumnya paling baik adalah 5°-8° dan harus tetap konstan selama proses pemahatan.
④ Selama proses pemahatan, setelah setiap beberapa kali pemahatan, Anda dapat menarik kembali pahat sedikit, berhenti sebentar, kemudian tekan ujung pahat pada area yang dipahat dan lanjutkan pemahatan. Dengan cara ini, Anda dapat mengamati kerataan permukaan yang dipahat dan mengendurkan otot secara berirama.
3) Metode pemotongan lembaran logam
Metode pemotongan lembaran logam yang benar ditunjukkan pada Gambar 21.
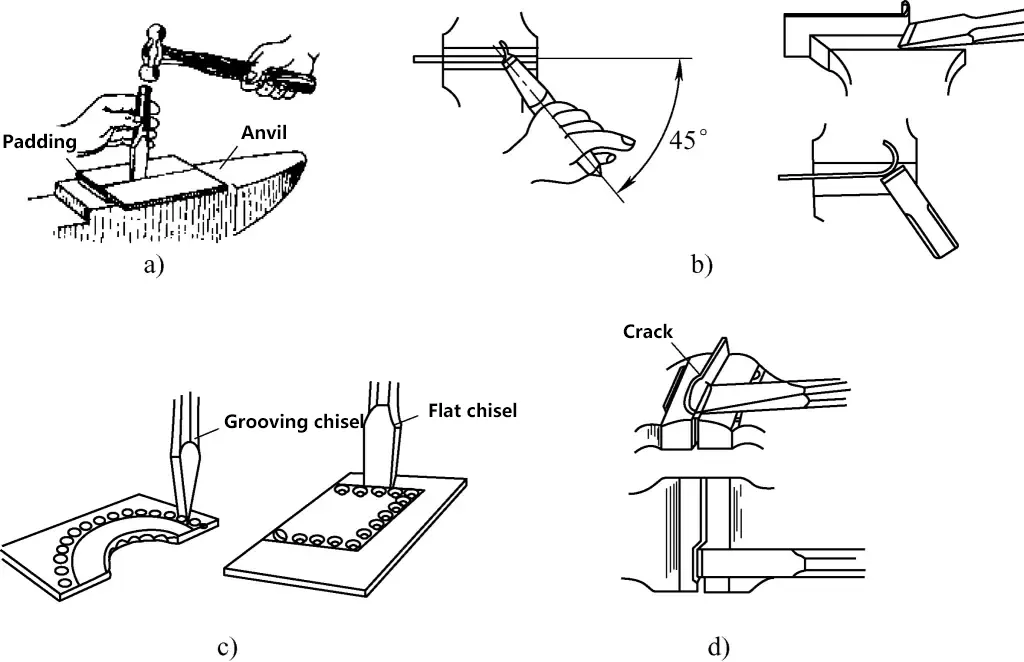
a) Memotong lembaran logam di atas landasan
b) Pertama-tama bor lubang, lalu gunakan pahat untuk memotong lembaran logam
c) Metode yang benar untuk memotong lembaran logam pada ragum bangku
d) Metode pemotongan lembaran logam yang salah
① Gambar 21a menunjukkan pemotongan lembaran logam yang diletakkan rata di atas landasan. Metode ini umumnya digunakan untuk memotong area yang lebih luas atau lembaran logam yang lebih tebal (lebih dari 4mm), serta lembaran logam yang tidak nyaman untuk dijepit dalam ragum bangku. Dengan metode ini, akan lebih sulit untuk mempertahankan potongan yang lurus.
Gambar 21b menunjukkan bahwa dengan menjepit lembaran logam pada rahang ragum bangku untuk memahat, maka akan lebih mudah mendapatkan mata potong yang lurus.
Ketika memahat benda kerja dengan kontur yang lebih rumit dan ketebalan yang lebih besar, untuk menghindari deformasi selama pemahatan, pertama-tama bor lubang pemisah di sepanjang garis tepi dengan menggunakan mata bor berdiameter lebih kecil, kemudian gunakan pahat runcing untuk menyambungkan lubang-lubang kecil tersebut, dan terakhir pahatlah hingga tembus. Dengan cara ini, bentuk yang diinginkan dapat dipahat, seperti yang ditunjukkan pada Gambar 21c.
Gambar 21d menunjukkan metode yang salah dalam memahat lembaran logam.