
Alat Ukur Presisi: Panduan Penting untuk Ahli Mesin
Artikel ini membahas tentang alat penting yang digunakan dalam pengukuran presisi. Dari kaliper hingga mikrometer, temukan instrumen yang memastikan...
Pernahkah Anda bertanya-tanya bagaimana para insinyur mencapai pengukuran yang begitu tepat dalam pekerjaan mereka? Alat ukur adalah pahlawan tanpa tanda jasa dalam bidang teknik, yang memastikan akurasi dalam setiap proyek. Artikel ini membahas berbagai jenis alat ukur, fungsinya, dan mengapa alat ukur sangat diperlukan dalam teknik mesin. Anda akan mendapatkan wawasan tentang alat seperti kaliper, mikrometer, dan perangkat pengukuran laser, serta memahami peran penting mereka dalam inovasi dan jaminan kualitas.

Kaliper adalah alat ukur serba guna yang banyak digunakan dengan fitur-fitur seperti struktur yang sederhana, kemudahan penggunaan, dan rentang pengukuran yang besar. Kaliper digunakan untuk mengukur diameter dalam, diameter luar, lebar, ketebalan, jarak lubang, tinggi, dan kedalaman benda kerja. Jenis yang umum digunakan termasuk jangka sorong, jangka sorong digital, dan jangka sorong dial.
Kaliper jangka sorong yang umum ditunjukkan pada Gambar 1.
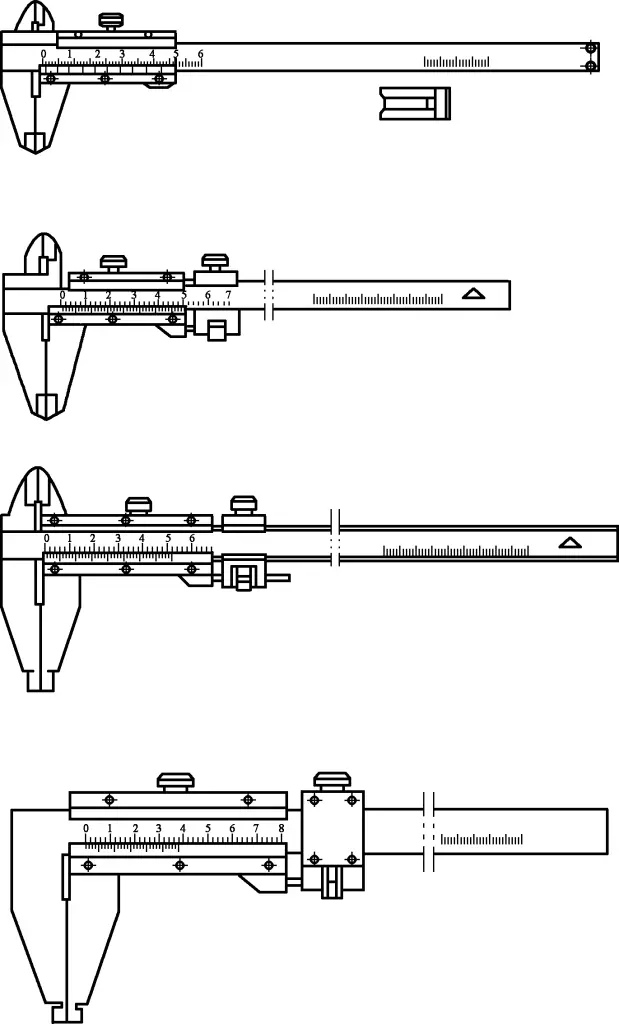
1) Sebelum digunakan, amati apakah garis nol dan garis akhir skala vernier sejajar dengan garis yang sesuai pada skala utama, dan sesuaikan jika perlu. Untuk kesalahan yang tidak dapat disesuaikan, lakukan koreksi kesalahan yang sesuai selama pengukuran.
2) Saat mengukur, posisikan dengan rahang tetap dan gerakkan rahang geser untuk menemukan posisi yang tepat untuk membaca. Kedua rahang tidak boleh dimiringkan selama pengukuran.
3) Untuk kaliper dengan batang kedalaman, posisikan permukaan ujung skala utama, lalu dorong penggeser untuk membuat permukaan pengukuran batang kedalaman menyentuh permukaan yang sedang diukur. Pastikan batang kedalaman sejajar dengan arah dimensi yang sedang diukur dan tidak miring ke arah mana pun.
4) Karena jangka sorong tidak memiliki perangkat gaya pengukur, kendalikan gaya pengukur dengan hati-hati. Untuk kaliper dengan perangkat penyetelan halus, kencangkan sekrup pengencang pada perangkat penyetelan halus sebelum memutar mur penyetelan halus. Penyetelan yang berlebihan atau penyetelan yang kurang pada rahang dapat dengan mudah menyebabkan kesalahan dalam pengukuran.
5) Gunakan rahang luar ujung pisau untuk mengukur diameter luar tabung bengkok dan diameter alur pahat berbentuk busur.
6) Saat menggunakan jangka sorong dua sisi untuk mengukur dimensi internal, tambahkan ukuran sebenarnya dari rahang bagian dalam ke pembacaan pada jangka sorong untuk mendapatkan dimensi internal benda kerja yang sedang diukur.
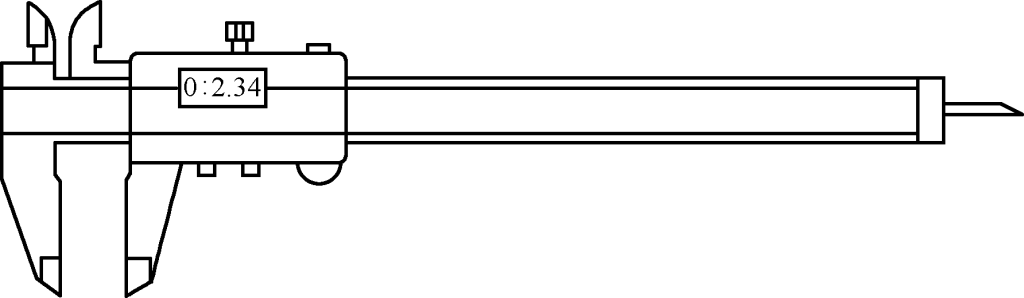
Kaliper digital ditunjukkan pada Gambar 2.
1) Jangan membongkar timbangan digital, menjatuhkannya, atau menggunakan tenaga eksternal yang berlebihan.
2) Jangan menekan tombol dengan benda tajam, karena akan memengaruhi sensitivitas tombol.
3) Jangan gunakan atau simpan timbangan digital di bawah sinar matahari langsung atau di lingkungan yang terlalu dingin atau panas.
4) Jangan gunakan timbangan digital di lingkungan dengan tegangan tinggi atau medan magnet yang kuat.
5) Jangan berikan tegangan pada alat ukur digital untuk menghindari kerusakan pada sirkuit.
6) Sebelum mengukur, seka permukaan pengukuran dengan kain lembut, tekan tombol "nol" untuk menetapkan posisi nol, kemudian lanjutkan dengan pengukuran.
7) Untuk mengurangi kesalahan pengukuran, gaya yang digunakan selama pengukuran harus sedekat mungkin dengan gaya yang digunakan sewaktu mengkalibrasi posisi nol.
8) Saat mengukur, posisikan dengan rahang tetap dan gerakkan rahang geser untuk menemukan posisi yang tepat untuk membaca. Kedua rahang tidak boleh dimiringkan selama pengukuran.
9) Untuk kaliper dengan batang kedalaman, posisikan permukaan ujung skala utama, lalu dorong penggeser untuk membuat permukaan pengukuran batang kedalaman menyentuh permukaan yang sedang diukur. Pastikan batang kedalaman sejajar dengan arah dimensi yang sedang diukur dan tidak miring ke arah mana pun.
10) Keluarkan baterai bila tidak digunakan dalam waktu lama.
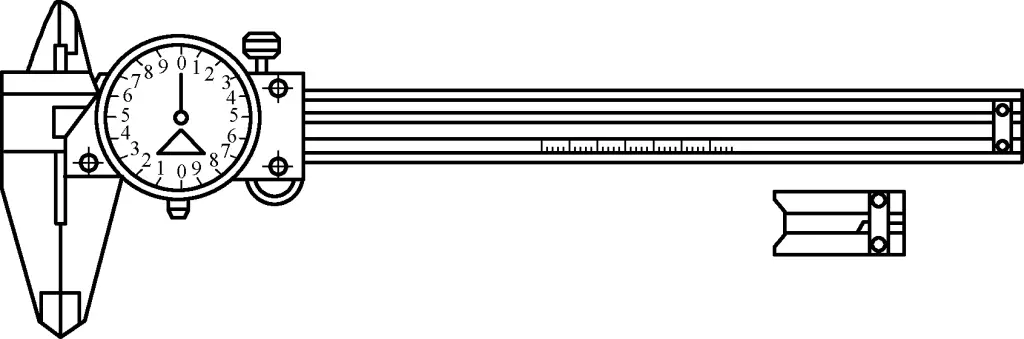
Kaliper dial ditunjukkan pada Gambar 3.
1) Jangan membongkar kaliper dial, menjatuhkannya, atau menggunakan tenaga eksternal yang berlebihan.
2) Jangan gunakan kaliper dial di lingkungan dengan medan magnet yang kuat.
3) Sebelum mengukur, periksa kebenaran dial dan penunjuk, pastikan tidak ada kelonggaran, dan periksa kelancaran dan stabilitas putaran penunjuk.
4) Saat mengukur, posisikan dengan rahang tetap dan gerakkan rahang geser untuk menemukan posisi yang tepat untuk membaca. Kedua rahang tidak boleh dimiringkan selama pengukuran.
5) Untuk kaliper dengan batang kedalaman, posisikan permukaan ujung skala utama, lalu dorong penggeser untuk membuat permukaan pengukuran batang kedalaman menyentuh permukaan yang sedang diukur. Pastikan batang kedalaman sejajar dengan arah dimensi yang sedang diukur dan tidak miring ke arah mana pun.
Mikrometer adalah alat ukur presisi yang harus ditangani dengan hati-hati dan gerakan yang lembut untuk menghindari benturan.
Ulir di dalam mikrometer sangat presisi. Saat menggunakan, perhatikan: Sebelum mengukur, putar perangkat gaya pengukur mikrometer untuk menyatukan kedua permukaan pengukur, dan periksa apakah garis nol pada bidal sejajar dengan selongsong tetap. Jika ada kesalahan, sesuaikan selongsong tetap ke angka nol.
Saat mengukur, putar alat pengukur gaya dengan tangan. Jangan gunakan tenaga yang berlebihan saat memutar bidal dan alat pengukur gaya. Saat memutar bidal untuk mendekatkan spindel ke objek yang sedang diukur, selalu ganti memutar perangkat gaya pengukur alih-alih memutar bidal untuk menekan spindel ke objek.
Jangan pernah memutar bidal secara paksa ketika permukaan pengukur telah mencengkeram objek yang diukur atau ketika perangkat pengunci dikencangkan. Beberapa mikrometer memiliki perangkat insulasi pada bingkai untuk mencegah kesalahan kecil yang disebabkan oleh suhu tangan yang menyebabkan pemuaian bingkai.
Apabila menggunakan, pegang perangkat insulasi dan minimalkan kontak dengan bagian logam rangka. Apabila menggunakan mikrometer untuk mengukur dimensi yang sama, umumnya ulangi pengukuran beberapa kali dan ambil rata-rata sebagai hasil pengukuran. Setelah digunakan, bersihkan mikrometer dengan kain kasa, sisakan celah kecil di antara landasan dan spindel, dan letakkan di dalam wadahnya.
Jika tidak digunakan dalam waktu lama, oleskan gemuk atau minyak pelumas dan simpan di tempat yang kering. Hindari kontak dengan gas korosif. Mikrometer dapat diklasifikasikan berdasarkan tujuan dan strukturnya menjadi: mikrometer luar, mikrometer dalam, mikrometer kedalaman, mikrometer ulir, mikrometer tabung, dll.
Mikrometer luar ditunjukkan pada Gambar 4.
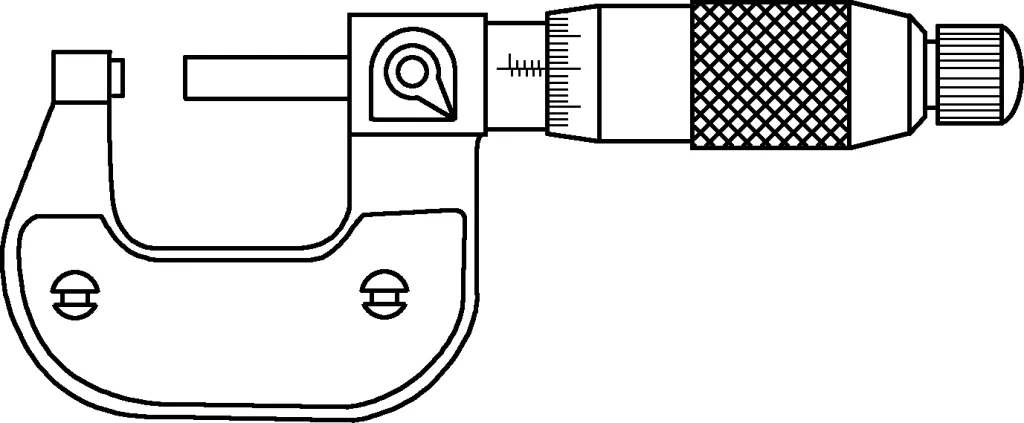
1) Pilih ukuran mikrometer luar yang sesuai berdasarkan benda kerja yang sedang diukur. Bidal harus bergerak dengan lancar di seluruh rentang pengukuran.
2) Bersihkan permukaan pengukuran blok referensi mikrometer luar.
3) Sebelum mengukur, kalibrasi berulang kali posisi nol mikrometer luar. Periksa juga posisi nol standar sesering mungkin selama penggunaan untuk memastikan akurasi pengukuran.
4) Saat mengukur, pastikan bagian benda kerja yang diukur bersih, dan permukaan pengukur mikrometer luar menyentuh benda kerja dengan benar pada diameternya.
5) Setelah mengukur, segera bersihkan bingkai dan permukaan pengukur, lalu letakkan dalam wadah khusus. Simpan di tempat yang ditentukan sesuai dengan persyaratan penyimpanan, dan jangan dicampur dengan alat pemotong atau alat lainnya.
6) Jika terjadi ketidaknormalan selama penggunaan, segera kirimkan mikrometer luar ke departemen terkait untuk diperbaiki.
Mikrometer dalam dan mikrometer dalam tiga titik ditunjukkan pada Gambar 5.
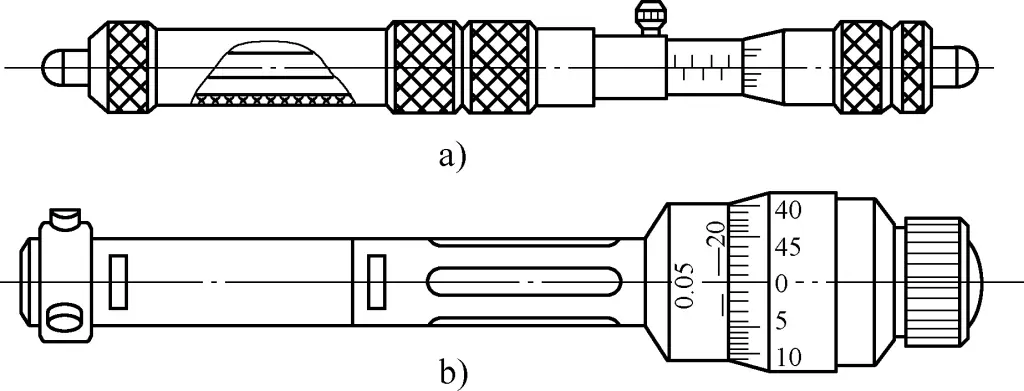
a) Mikrometer bagian dalam
b) Mikrometer tiga titik di dalam
1) Pilih ukuran mikrometer dalam yang sesuai berdasarkan benda kerja yang sedang diukur. Bidal harus bergerak dengan mulus di seluruh rentang pengukuran.
2) Bersihkan permukaan pengukuran blok referensi mikrometer bagian dalam.
3) Sebelum mengukur, kalibrasi berulang kali posisi nol mikrometer bagian dalam. Juga sering-seringlah memeriksa posisi nol standar selama penggunaan untuk memastikan akurasi pengukuran.
4) Saat mengukur, pastikan bagian benda kerja yang diukur bersih, dan permukaan pengukur mikrometer bagian dalam menyentuh benda kerja dengan benar pada diameter maksimum dalam arah radial dan minimum dalam arah aksial (ukuran lubang yang sebenarnya).
5) Setelah mengukur, segera bersihkan bingkai dan permukaan pengukur, lalu letakkan dalam wadah khusus. Simpan di tempat yang ditentukan sesuai dengan persyaratan penyimpanan, dan jangan dicampur dengan alat pemotong atau alat lainnya.
6) Jika terjadi ketidaknormalan selama penggunaan, segera kirimkan mikrometer bagian dalam ke departemen terkait untuk diperbaiki.
Mikrometer kedalaman ditunjukkan pada Gambar 6.
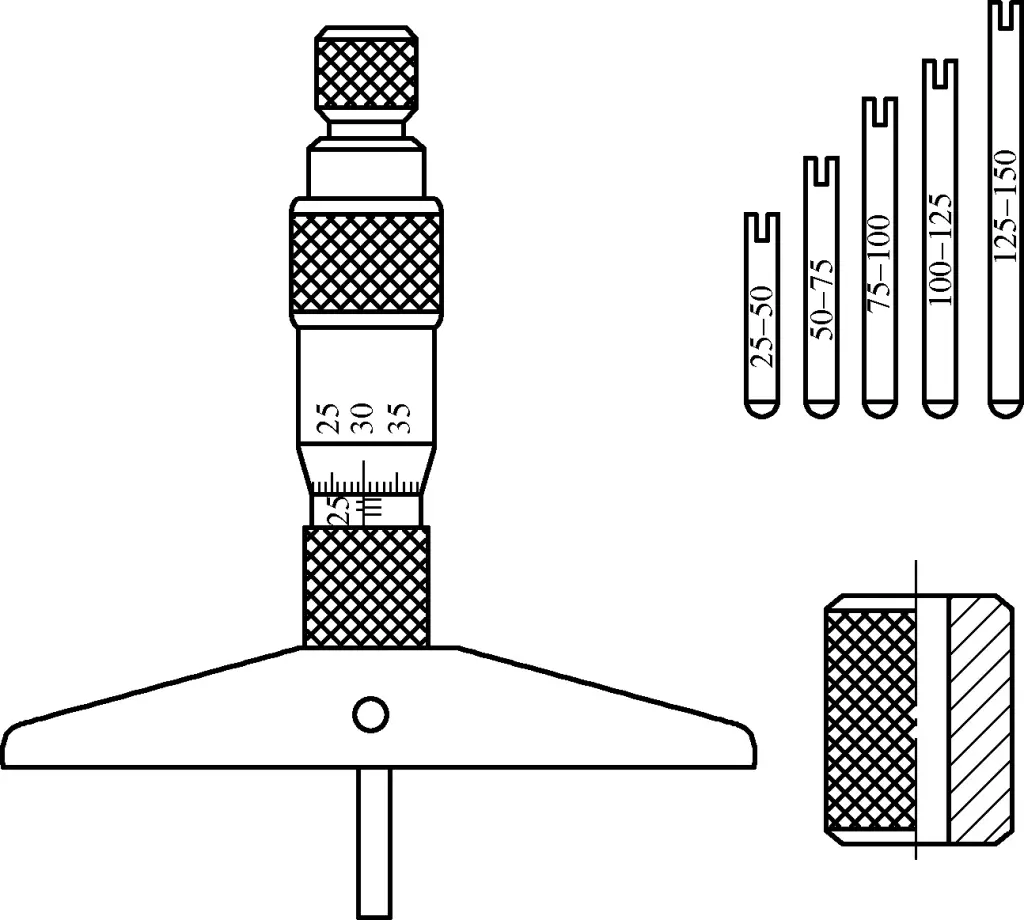
1) Pilih ukuran mikrometer kedalaman yang sesuai berdasarkan benda kerja yang sedang diukur. Bidal harus bergerak dengan mulus di seluruh rentang pengukuran.
2) Bersihkan permukaan pengukuran blok referensi mikrometer kedalaman.
3) Sebelum mengukur, kalibrasi berulang kali posisi nol mikrometer kedalaman. Periksa juga posisi nol standar sesering mungkin selama penggunaan untuk memastikan akurasi pengukuran.
4) Saat mengukur, pastikan bagian benda kerja yang diukur bersih, dan batang pengukur mikrometer kedalaman sejajar dengan arah kedalaman yang diukur.
5) Setelah mengukur, segera bersihkan bingkai dan permukaan pengukur, lalu letakkan dalam wadah khusus. Simpan di tempat yang ditentukan sesuai dengan persyaratan penyimpanan, dan jangan dicampur dengan alat pemotong atau alat lainnya.
6) Jika terjadi ketidaknormalan selama penggunaan, segera kirimkan mikrometer kedalaman ke departemen terkait untuk diperbaiki.
Mikrometer ulir ditunjukkan pada Gambar 7.
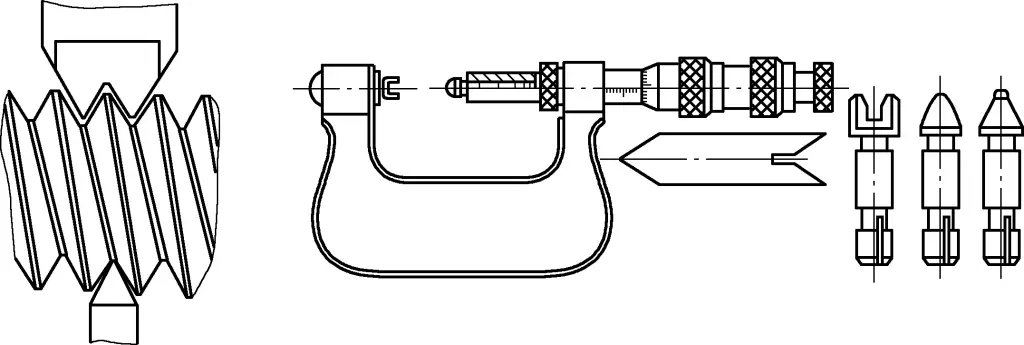
1) Pilih ukuran mikrometer ulir dan spesifikasi kepala pengukur yang sesuai berdasarkan diameter pitch, pitch ulir, dan profil gigi benda kerja yang sedang diukur. Bidal harus bergerak dengan lancar di seluruh rentang pengukuran.
2) Bersihkan permukaan pengukuran blok referensi mikrometer ulir.
3) Sebelum mengukur, periksa berulang kali keakuratan posisi nol mikrometer ulir. Sering-seringlah memeriksa posisi nol standar selama penggunaan untuk memastikan akurasi pengukuran.
4) Saat mengukur, pastikan profil ulir yang diukur pada benda kerja bersih dan bebas dari gerinda, dan kedua kepala pengukur mikrometer ulir menyentuh sisi ulir benda kerja dengan benar.
5) Setelah mengukur, segera bersihkan bingkai dan permukaan pengukur, lalu letakkan dalam wadah khusus. Simpan di tempat yang ditentukan sesuai dengan persyaratan penyimpanan, dan jangan dicampur dengan alat pemotong atau alat lainnya.
6) Jika terjadi ketidaknormalan selama penggunaan, segera kirimkan mikrometer ulir ke departemen terkait untuk diperbaiki.
Mikrometer tabung ditunjukkan pada Gambar 8.
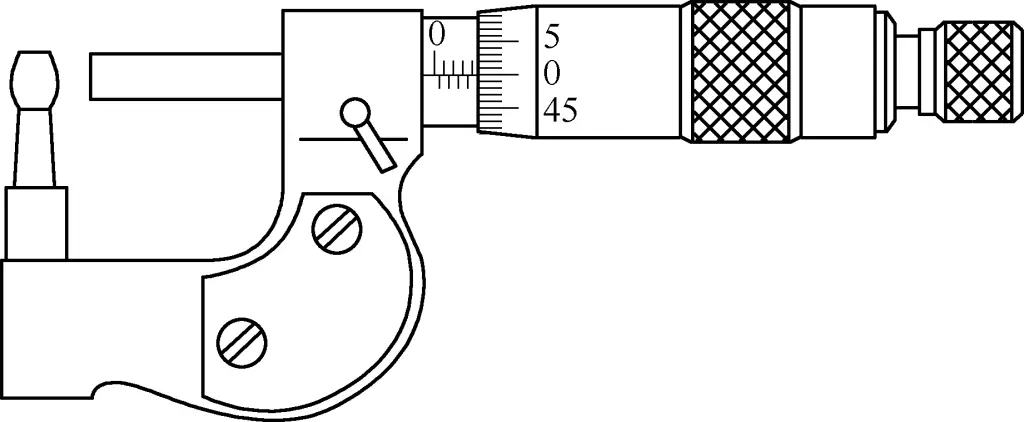
1) Pilih ukuran mikrometer tabung yang sesuai berdasarkan benda kerja yang sedang diukur. Bidal harus bergerak dengan lancar di seluruh rentang pengukuran.
2) Permukaan pengukuran blok kalibrasi mikrometer ketebalan dinding harus dibersihkan.
3) Sebelum pengukuran, kalibrasi berulang kali keakuratan posisi nol mikrometer ketebalan dinding. Selama penggunaan, sering-seringlah memeriksa posisi nol standar untuk memastikan akurasi pengukuran.
4) Saat mengukur, pastikan bagian benda kerja yang diukur bersih. Pastikan kedua permukaan pengukur mikrometer ketebalan dinding sejajar dengan permukaan benda kerja yang diukur. Pada umumnya, ukur ketebalan pada tiga titik untuk mengecek kesejajaran.
5) Setelah pengukuran, segera bersihkan badan mikrometer dan permukaan pengukur, letakkan di dalam kotak khusus, dan simpan di tempat yang ditentukan menurut persyaratan penyimpanan. Jangan mencampurnya dengan alat pemotong atau alat lainnya.
6) Jika terjadi ketidaknormalan selama penggunaan, mikrometer ketebalan dinding harus segera dikirim ke departemen terkait untuk diperbaiki.
Indikator dial adalah alat ukur presisi dengan dial indikator, yang menampilkan struktur sederhana, kemudahan penggunaan, dan biaya rendah. Alat ini terutama digunakan untuk pengukuran relatif panjang dan pengukuran relatif penyimpangan bentuk dan posisi. Ini juga dapat digunakan untuk penentuan posisi dan indikasi pada beberapa peralatan mesin atau alat ukur. Indikator dial yang umum termasuk indikator dial tipe jam dan indikator dial tipe tuas.
Indikator dial tipe jam ditunjukkan pada Gambar 9.
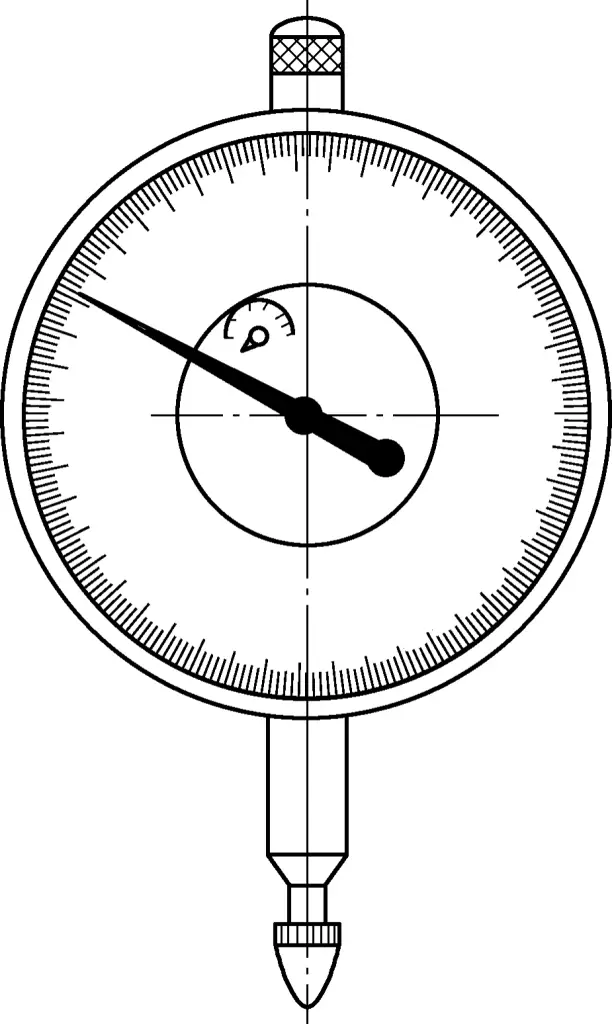
1) Pilih indikator dial dengan guratan yang berbeda menurut benda kerja yang akan diukur.
2) Sebelum pengukuran, periksa kelonggaran apa pun pada dial dan penunjuk, serta periksa kelancaran dan kestabilan putaran penunjuk.
3) Selama pengukuran, batang pengukur harus tegak lurus dengan permukaan benda kerja. Saat mengukur silinder, batang pengukur harus sejajar dengan garis tengah silinder. Ketika kepala pengukur menyentuh permukaan benda kerja, batang pengukur harus memiliki pra-kompresi 0,3 hingga 1 mm untuk mempertahankan gaya pengukuran awal tertentu, mencegah penyimpangan negatif agar tidak terdeteksi.
4) Setelah pengukuran, segera bersihkan bodi indikator dan batang pengukur, letakkan di kotak khusus. Simpan di tempat yang ditentukan sesuai dengan persyaratan penyimpanan, dan jangan mencampurnya dengan alat pemotong atau alat lainnya.
5) Jika terjadi ketidaknormalan selama penggunaan, indikator dial harus segera dikirim ke departemen terkait untuk diperbaiki.
Indikator dial tipe tuas ditunjukkan pada Gambar 10.
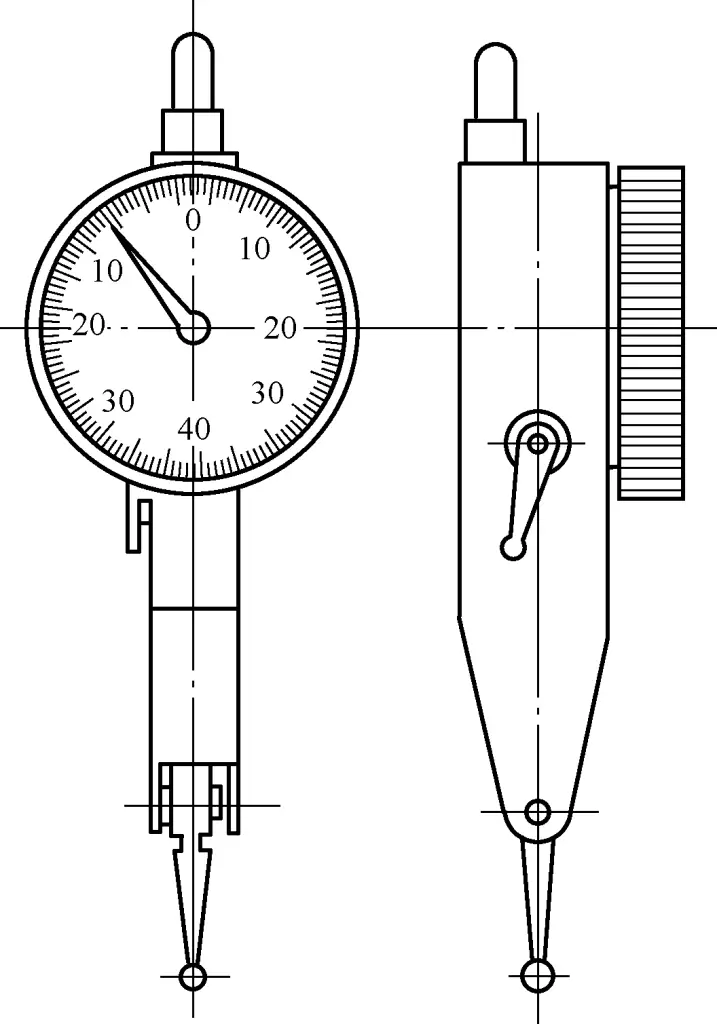
1) Sebelum pengukuran, periksa kelonggaran apa pun pada dial dan penunjuk, serta periksa kelancaran dan kestabilan putaran penunjuk.
2) Menurut kebutuhan pengukuran benda kerja, kepala pengukur tuas dapat digerakkan untuk mengubah arah pengukuran.
3) Selama pengukuran, sumbu batang pengukur harus sejajar dengan permukaan benda kerja yang diukur. Semakin kecil sudutnya, semakin kecil kesalahannya. Apabila sudutnya lebih besar dari 15°, hasil pengukuran harus dikoreksi.
4) Setelah pengukuran, segera bersihkan badan indikator dan batang pengukur, letakkan di dalam kotak khusus, simpan di tempat yang ditentukan sesuai dengan persyaratan penyimpanan, dan jangan mencampurnya dengan alat pemotong atau alat lainnya.
5) Jika terjadi ketidaknormalan selama penggunaan, indikator dial harus segera dikirim ke departemen terkait untuk diperbaiki.
Busur derajat universal vernier, juga dikenal sebagai pengukur sudut, busur derajat vernier, atau pengukur sudut universal, adalah alat pengukur sudut yang menggunakan prinsip skala vernier untuk mengukur sudut benda kerja secara langsung atau untuk penggambaran. Alat ini cocok untuk mengukur sudut internal dan eksternal dalam pemrosesan mekanis, yang mampu mengukur sudut eksternal dari 0° hingga 320° dan sudut internal dari 40° hingga 130°. Tipe I memiliki rentang pengukuran 0° hingga 320°, sedangkan Tipe II memiliki rentang 0° hingga 360°.
Berikut ini memperkenalkan penggunaan dan tindakan pencegahan untuk busur derajat universal vernier.
Gambar 11 dan 12 menunjukkan diagram busur derajat universal vernier yang mengukur benda kerja.
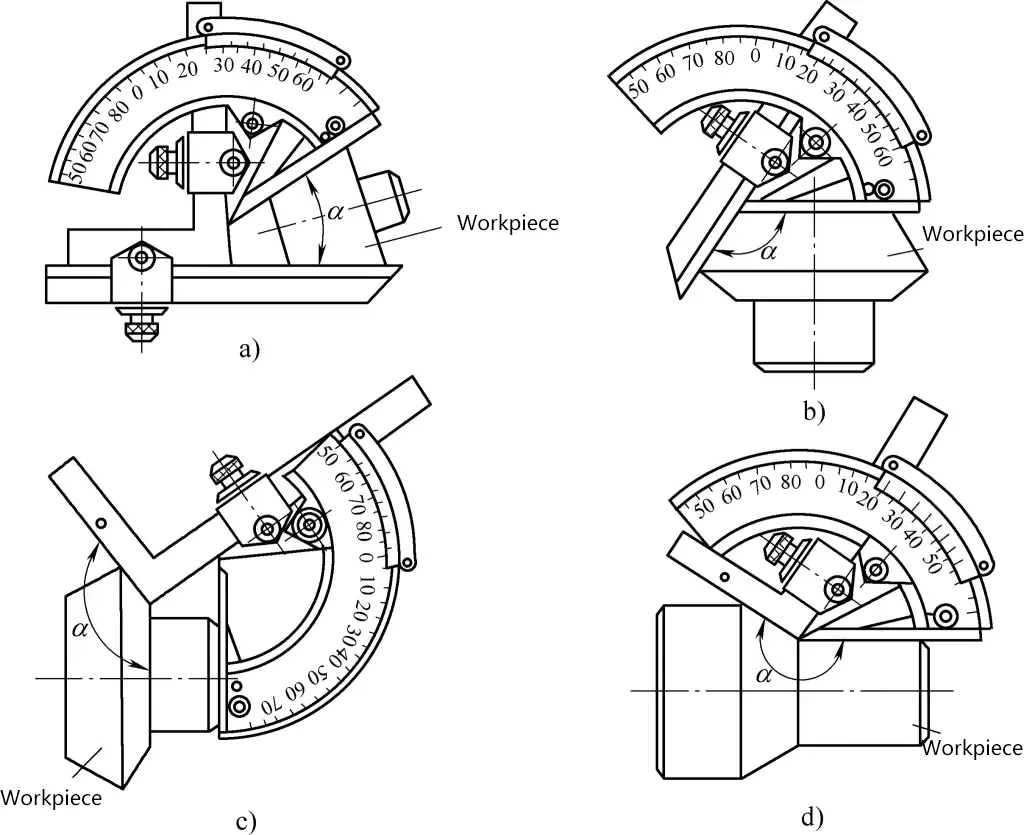
a) Mengukur 0° hingga 50°
b) Mengukur 50° hingga 140°
c), d) Mengukur 140° hingga 230°
1) Sebelum digunakan, amati apakah garis nol dan garis akhir skala vernier sejajar dengan garis yang sesuai pada skala utama, dan sesuaikan jika perlu. Untuk kesalahan yang tidak dapat disesuaikan, lakukan penambahan atau pengurangan kesalahan yang sesuai selama pengukuran.
2) Selama pengukuran, pastikan bahwa kedua permukaan pengukur busur derajat universal vernier mempertahankan kontak yang baik dengan permukaan benda kerja yang diukur di sepanjang panjangnya, kemudian kencangkan mur pada rem sebelum membaca.
3) Untuk busur derajat universal vernier Tipe I, saat mengukur sudut dari 0° hingga 50°, pasang penggaris sudut dan penggaris lurus; dari 50° hingga 140°, pasang penggaris lurus saja; dari 140° hingga 230°, pasang penggaris sudut saja; dari 230° hingga 320°, jangan pasang penggaris sudut atau penggaris lurus.
4) Setelah pengukuran, segera bersihkan timbangan utama, penggaris lurus, penggaris sudut, dll., letakkan di dalam kotak khusus, simpan di tempat yang ditentukan sesuai dengan persyaratan penyimpanan, dan jangan mencampurnya dengan alat pemotong atau alat lainnya.
5) Jika terjadi ketidaknormalan selama penggunaan, segera kirimkan ke departemen terkait untuk diperbaiki.
Mikrometer tuas (lihat Gambar 13) adalah mikrometer yang menggunakan mekanisme transmisi tuas untuk mengubah gerakan aksial relatif dari dua permukaan pengukuran pada bingkai menjadi gerakan rotasi penunjuk indikator, membaca perpindahan kecil di antara dua permukaan pengukuran pada tingkat mikrometer menggunakan indikator.
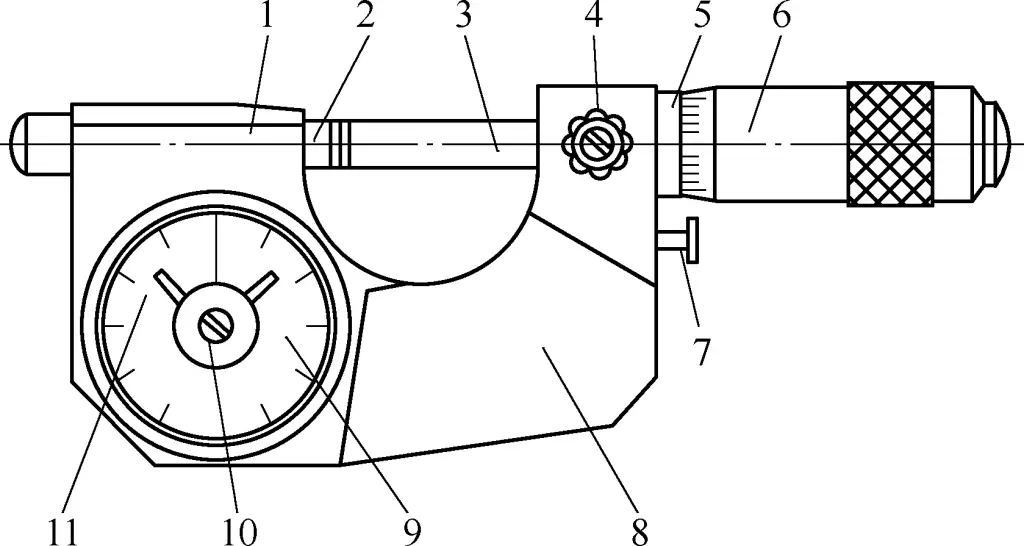
1-Bingkai
Landasan 2-bergerak
Spindel 3-Mikrometer
Perangkat 4-pengunci
5-Lengan tetap
6-Thimble
7-Tombol
8-Perangkat insulasi panas
9-Indikator
Mekanisme penyesuaian 10-Nol
Indikator 11-Toleransi
Penggunaannya mirip dengan mikrometer luar biasa, tetapi cocok untuk memeriksa komponen presisi dalam jumlah besar. Mikrometer tuas dengan indikator dial dengan kelulusan 0,001mm dapat mengukur dimensi dengan tingkat toleransi 6; mikrometer tuas dengan kelulusan 0,002mm dapat mengukur dimensi dengan tingkat toleransi 7.
Tempatkan benda kerja yang akan diukur pada posisi yang benar di antara landasan yang dapat digerakkan dan poros mikrometer tuas. Sesuaikan bidal sehingga salah satu garisnya sejajar dengan garis longitudinal pada selongsong tetap, dan penunjuk pada dial memiliki pembacaan yang sesuai. Kemudian, tekan tombol beberapa kali untuk menstabilkan pembacaan. Pada titik ini, pembacaan pada thimble ditambah pembacaan pada dial adalah ukuran aktual benda kerja yang sedang diukur.
Blok pengukur dapat digunakan sebagai standar untuk menyesuaikan tuas mikrometer, sehingga penunjuk dial kembali ke angka nol. Kemudian, gunakan perangkat pengunci untuk mengunci spindel dan membaca dari dial. Hal ini dapat menghindari pengaruh kesalahan dalam pembacaan kepala mikrometer dan meningkatkan akurasi pengukuran.
Saat mengukur, pertama-tama tekan tombol dengan tangan Anda untuk menarik kembali landasan yang dapat digerakkan, kemudian letakkan benda kerja di antara dua permukaan pengukuran. Lepaskan tombol, tekan sekali atau dua kali, dan pembacaan yang stabil adalah nilai deviasi benda kerja yang sedang diukur.
Pengukur jepret tuas (lihat Gambar 14) adalah alat ukur dengan bingkai berbentuk kaliper. Alat ini dibuat dengan menggunakan prinsip pembesaran tuas-roda gigi, dengan kelulusan umum 0,001 mm dan 0,002 mm. Alat ini dapat digunakan untuk mengukur dimensi eksternal komponen presisi dengan metode perbandingan, dan juga dapat mengukur kesalahan bentuk geometris (seperti kebulatan, silindris). Sangat cocok untuk memeriksa sejumlah besar komponen presisi dengan spesifikasi ukuran yang seragam.
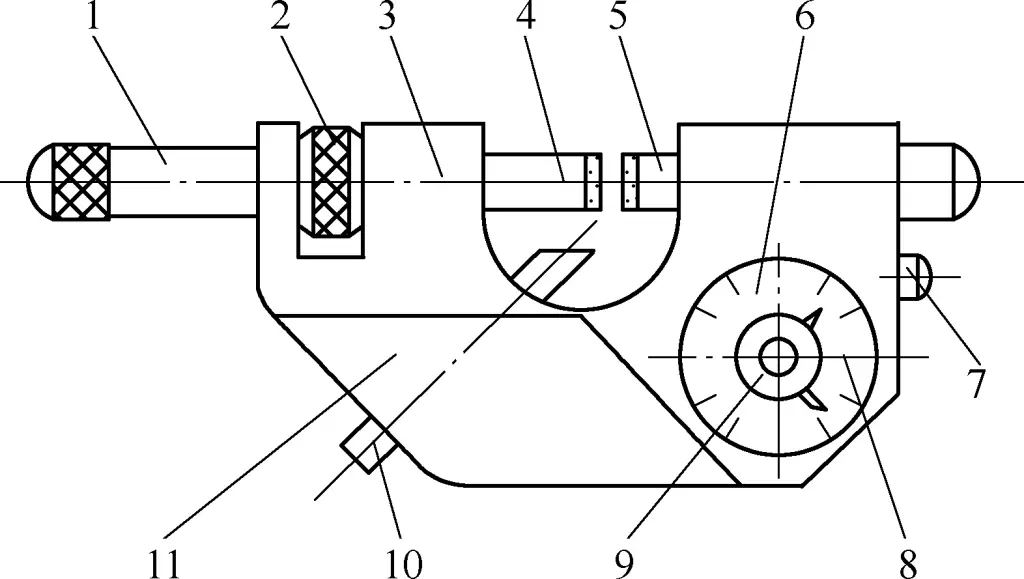
Gagang rem 1
2-Mur penyesuaian
3-Bingkai
4-Batang pengukur yang dapat disesuaikan
5-Kepala pengukur yang dapat digerakkan
Perangkat 6-Indikator
7-Tombol
Indikator 8-Toleransi
9-Perangkat pengaturan nol
10-Posisi pin
11-Perangkat insulasi panas
Metode pengukuran pengukur jepret tuas mirip dengan pengukuran relatif mikrometer tuas, menggunakan blok pengukur sebagai standar untuk menetapkan posisi nol.
Saat mengukur, pertama-tama tekan tombol dengan tangan Anda untuk menarik kepala pengukur yang dapat digerakkan, kemudian letakkan benda kerja di antara dua permukaan pengukur. Lepaskan tombol agar kepala pengukur yang dapat digerakkan menyentuh permukaan yang diukur dengan lembut, tekan sekali atau dua kali, dan setelah pembacaan stabil, amati posisi penunjuk pada mekanisme indikator dan baca nilainya. Pembacaan adalah nilai deviasi benda kerja yang sedang diukur.
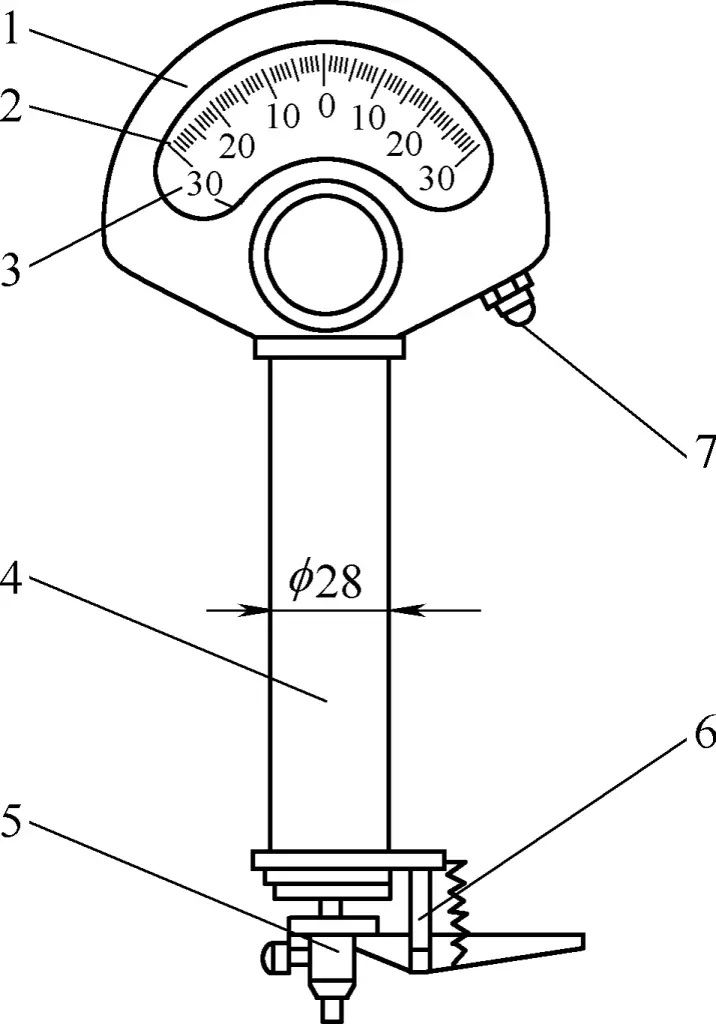
Komparator roda gigi tuas (lihat Gambar 15) adalah alat ukur yang menggunakan sistem transmisi tuas dan roda gigi untuk mengubah perpindahan linear batang pengukur menjadi perpindahan sudut penunjuk pada dial berbentuk busur, dan pembacaan diambil dari dial. Alat ini juga disebut mikrometer roda gigi tuas.
1-Pointer
2-Panggilan
3-Case
Perangkat pengaturan 4-nol
Selongsong 5-poros
6-Garpu
Tip 7-Mengukur
8-Batang pengukur
9-Tubuh
Indikator 10-Toleransi
Pembanding roda gigi tuas dapat mengukur akurasi bentuk dan posisi dimensi eksternal (seperti runout radial, runout aksial, dll.). Blok pengukur digunakan sebagai standar untuk pengukuran komparatif dimensi panjang, dan umumnya dipasang pada dudukan atau meja kerja khusus untuk digunakan. Kelulusan yang umum adalah 0,001mm dan 0,002mm.
1) Pembanding harus dipasang pada meja kerja pengukuran atau penyangga stabil lainnya untuk pengukuran. Sebelum mengukur, sesuaikan tegak lurus antara bidang meja kerja dan sumbu batang pengukur pembanding.
2) Selama pengoperasian, batang pengukur harus turun perlahan, sehingga ujung pengukur dapat menyentuh benda kerja atau blok pengukur dengan lembut, menghindari benturan pada batang pengukur yang dapat menyebabkan deformasi atau kerusakan pada penunjuk.
3) Apabila mengukur, cobalah untuk menggunakan bagian tengah graduasi dial untuk meningkatkan akurasi pengukuran.
4) Saat memeriksa benda kerja batch, indikator toleransi pada dial dapat digunakan untuk meningkatkan efisiensi pemeriksaan.
5) Apabila mengukur benda kerja dengan ukuran dan bentuk yang berbeda-beda, meja kerja yang sesuai dapat dipilih.
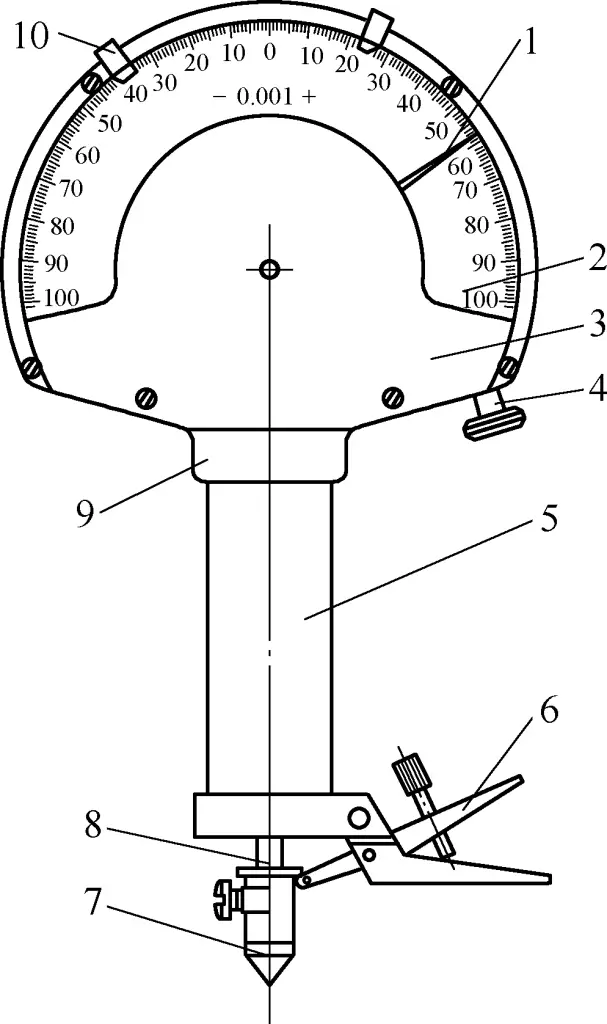
Pembanding pegas torsi (lihat Gambar 16), juga dikenal sebagai mikrometer pegas torsi, adalah alat ukur yang menggunakan elemen pegas torsi sebagai mekanisme konversi dan pembesaran dimensi. Alat ini mengubah perpindahan linear batang pengukur menjadi perpindahan sudut penunjuk pada dial berbentuk busur, dengan pembacaan yang diambil dari dial.
1-Kasus
2-Panggilan
3-Pointer
4-Lengan
Tip 5-Mengukur
6-Garpu
Perangkat pengaturan 7-nol
Ini dapat digunakan untuk memeriksa dimensi eksternal dan akurasi bentuk komponen presisi tinggi. Memiliki akurasi tinggi dan sensitivitas yang baik, tanpa gesekan atau jarak bebas pada mekanisme transmisi, tetapi penggunaan yang tidak tepat dapat dengan mudah merusak penunjuk dan pegas torsi. Kelulusan yang umum termasuk 0,002mm, 0,001mm, 0,0005mm, dan 0,0002mm.
Metode penggunaannya pada dasarnya mirip dengan komparator roda gigi tuas, tetapi karena rentang indikasi yang lebih kecil dari komparator pegas torsi, diperlukan lebih banyak perhatian saat menyesuaikan kontak antara ujung pengukur dan benda kerja. Ujung pengukur tidak boleh bertabrakan dengan benda kerja atau permukaan meja kerja, dan jangan menekan ujung atau batang pengukur secara paksa untuk menghindari kerusakan pada pembanding.
Waterpas (lihat Gambar 17) adalah jenis alat ukur sudut, terutama digunakan untuk mengukur kerataan, kelurusan, dan ketegaklurusan selama pemasangan peralatan, dan juga dapat mengukur sudut kemiringan bagian yang kecil. Waterpas biasa yang digunakan dalam industri permesinan dibagi menjadi tipe batang dan tipe rangka. Kelulusan waterpas biasa adalah 0,02 mm/m dan 0,05 mm/m.
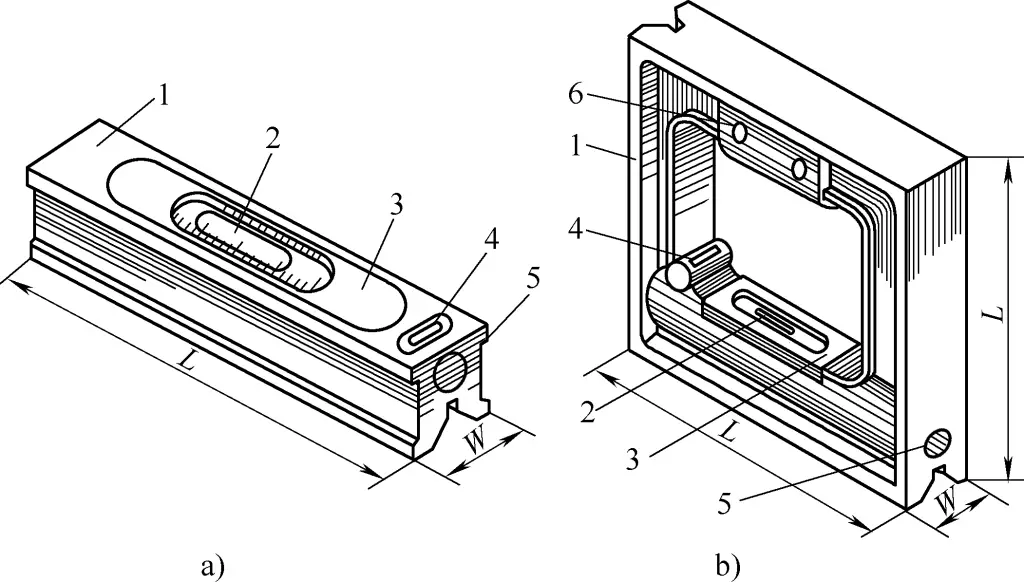
a) Waterpas tipe batang
b) Waterpas tipe rangka
1-Badan utama
Botol gelembung 2 utama
Piring 3-penutup
Botol gelembung 4-sekunder
5-Mekanisme penyesuaian
Pegangan berinsulasi 6
Sebelum mengukur, periksa apakah posisi nol waterpas sudah benar. Jika tidak, untuk waterpas yang dapat disesuaikan, posisi nol harus disesuaikan.



