Memecahkan Masalah Cetakan Stamping Lembaran Aluminium
Pernahkah Anda bertanya-tanya mengapa aluminium menggantikan baja dalam pembuatan mobil? Ketika para produsen mobil berlomba-lomba membuat kendaraan yang lebih ringan dan...
Apa yang membuat perbedaan antara proses deep drawing yang mulus dan yang cacat? Memahami bentuk dan kiat pemilihan deep drawing dies sangat penting untuk manufaktur yang presisi. Artikel ini membahas berbagai jenis drawing dies, kegunaan spesifiknya, dan cara memilih yang tepat untuk proyek Anda. Baik Anda berurusan dengan baja tahan karat maupun bentuk yang rumit, menguasai prinsip-prinsip ini dapat secara signifikan meningkatkan efisiensi produksi dan kualitas produk Anda. Selami artikel ini untuk menemukan wawasan utama yang dapat meningkatkan proses manufaktur Anda.

Drawing dies dapat dikategorikan berdasarkan jenis flens menjadi yang memiliki pengikat dan yang tidak. Mereka juga diklasifikasikan berdasarkan urutan operasi menjadi cetakan gambar operasi pertama dan cetakan gambar operasi berikutnya. Secara struktural, mereka dapat dibagi menjadi drawing dies langsung, drawing dies terbalik, dan drawing dies penipisan.
Penggambaran langsung dan mundur umumnya digunakan dalam produksi produk baja tahan karat. Namun, karena konduktivitas termal yang buruk dari baja tahan karat, penipisan gambar, yang dapat menyebabkan penumpukan panas dan kondisi gambar yang memburuk dengan cepat, jarang digunakan dan tidak akan dibahas dalam buku ini.
Die drawing langsung dibagi lagi ke dalam jenis yang dipasang di atas dan yang dipasang di bawah. Die yang dipasang di atas, di mana punch berada di atas dan die di bawah, biasanya digunakan. Sebaliknya, die yang dipasang di bawah adalah tempat pengaturan ini terbalik.
Karena keselarasan drawing punch dengan blanking punch, drawing die yang dipasang di atas sering digunakan dalam operasi drawing progresif.
Cetakan gambar operasi pertama dibagi menjadi jenis yang dipasang di atas dan yang dipasang di bawah.
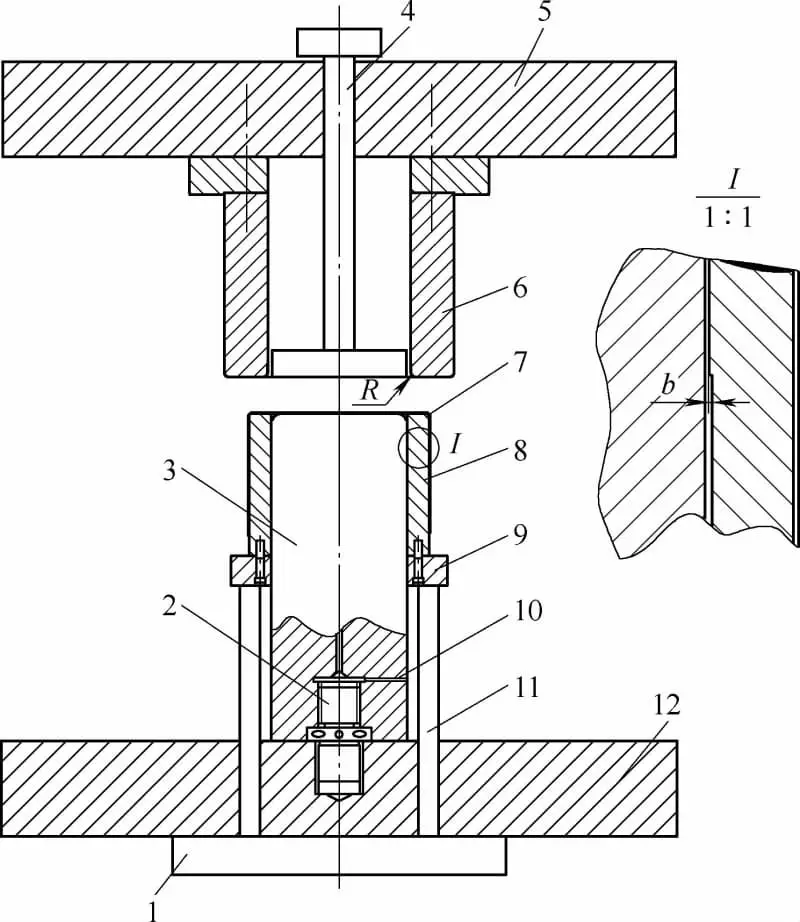
Untuk komponen tanpa flens yang tidak memerlukan pengikat, atau komponen yang memerlukan pengikat tetapi dengan gaya minimal, drawing die yang dipasang di atas digunakan untuk meningkatkan efisiensi dengan pelepasan yang lebih rendah dan nyaman, seperti yang ditunjukkan pada Gambar 4-10. Pada cetakan operasi tunggal, drawing die yang dipasang di atas hanya mengandalkan elemen elastis yang dipasang di sekeliling punch untuk memberikan tekanan.
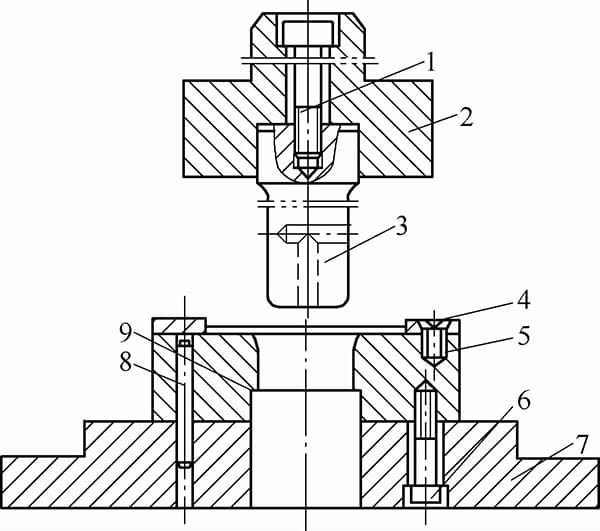
1, 5, 6 - Sekrup; 2 - Pegangan cetakan; 3 - Pukulan; 4 - Pelat penunjuk; 7 - Sepatu cetakan bagian bawah; 8 - Pin pena; 9 - Rongga cetakan
Oleh karena itu, baik gaya penahan blank maupun stroke cukup terbatas, dan ini biasanya digunakan untuk komponen dengan rasio gambar yang tinggi, tanpa pengikat, atau dengan pengikat, tetapi memerlukan gaya minimal.
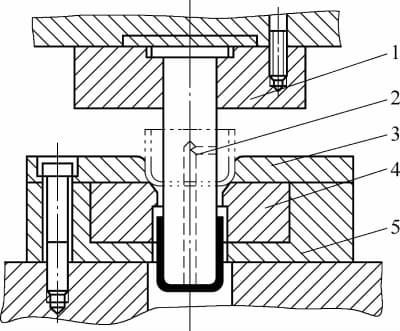
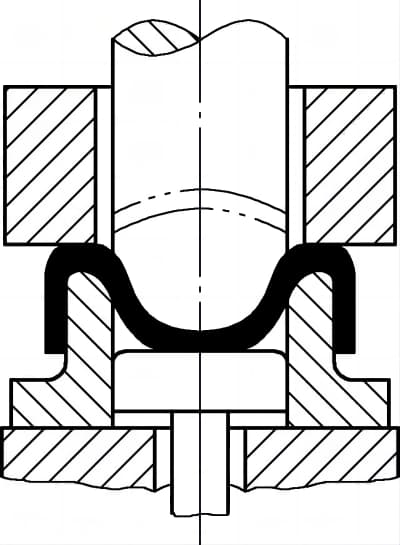
Untuk komponen yang tidak bergelang, metode pelepasan tipe tembus sering digunakan. Saat punch naik, sedikit pantulan pada tepi bagian yang dibentuk menyebabkannya mengembang dan tersangkut di tepi bawah cetakan, sehingga memudahkan pelepasan. Oleh karena itu, drawing die yang dipasang di atas sangat efisien, seperti yang ditunjukkan pada Gambar 4-11.
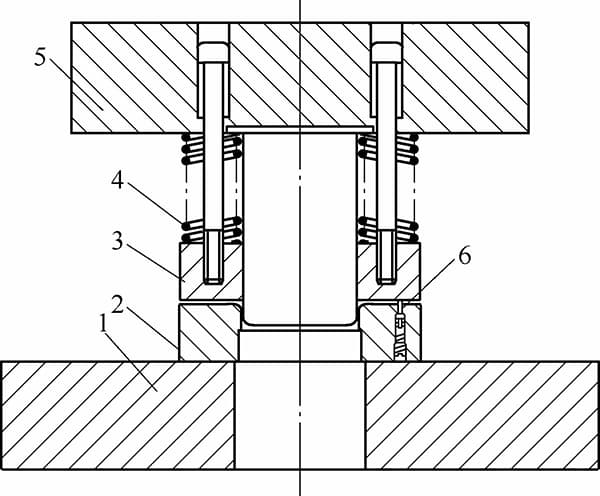
Komponen-komponennya adalah sebagai berikut: 1 - Sepatu cetakan bawah, 2 - Rongga cetakan, 3 - Dudukan kosong, 4 - Pegas, 5 - Sepatu cetakan atas, 6 - Pin pilot yang dapat digerakkan.
Dalam praktiknya, cetakan yang dipasang di bagian bawah lebih banyak digunakan daripada cetakan yang dipasang di bagian atas. Hal ini karena, apabila menggambar bagian bergelang pada mesin cetak, cetakan yang dipasang di bagian bawah lebih mudah dipasang, menawarkan lebih banyak ruang untuk elemen elastis, memberikan gaya penahan blanko yang lebih besar, dan memungkinkan penyetelan dudukan blanko yang lebih mudah, sehingga pengoperasian lebih nyaman.
Sebagian besar drawing dies operasi pertama yang dipasang pada mesin cetak hidraulik didesain sebagai bottom-mount, memanfaatkan silinder hidraulik bagian bawah untuk menyesuaikan gaya penahan blank. Terdapat juga beberapa kemudahan saat menguji cetakan yang dipasang di bagian bawah dibandingkan dengan cetakan yang dipasang di bagian atas, seperti yang digambarkan pada Gambar 4-12.
1-Dudukan die bawah 2-Batang pengangkat 3-Penunjuk lokasi kosong 4-Punch 5-Die 6-Dudukan die atas 7-Batang pelepas 8-Pelat pelepas 9-Dudukan kosong 10-Pelat penahan punch 11-Mekanisme pemisah
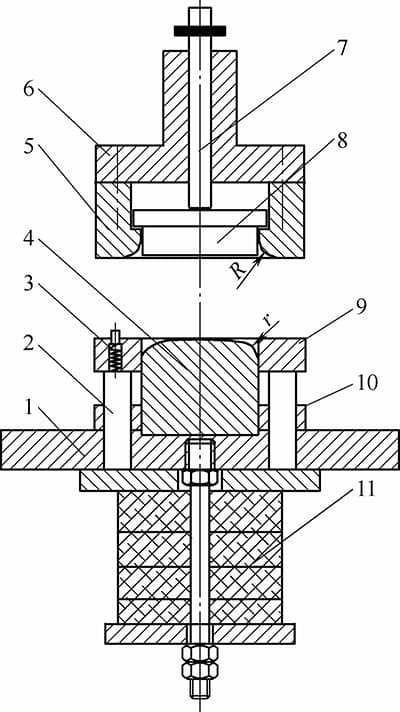
Merancang cetakan gambar operasi berikutnya sebagai cetakan yang dipasang di bagian bawah memastikan kualitas yang stabil dalam penampilan komponen. Cetakan ini terdiri dari cetakan, perangkat pengetuk, set cetakan, dan pelubang, seperti yang ditunjukkan pada Gambar 4-13.
Gambar 4-13 mengilustrasikan die draw terbalik yang menampilkan pelat atas silinder hidrolik standar, kancing penghubung universal, pelubang, batang dorong, dan pers hidrolik geser, cetakan, benda kerja, selongsong cetakan, pelat guling tengah, lubang ventilasi, batang pengangkat, dan meja kerja press hidrolik.
Drawing dies untuk operasi selanjutnya tanpa pengikat harus memiliki rasio drawing lebih besar dari 0,8 dan umumnya digunakan untuk material dengan ketebalan kecil dan produk dengan diameter kecil, seperti pada operasi drawing kontinu, seperti yang ditunjukkan pada Gambar 4-14.
Pelat Penahan 1 - Pukulan, 2 - Pukulan, 3 - Pelat Pencari, 4 - Die, dan 5 - Pelat Penahan Die.
Ketika beberapa operasi gambar diperlukan untuk suatu bagian, operasi pertama menggunakan gambar langsung, dan operasi berikutnya bergantian antara gambar terbalik dan langsung untuk memfasilitasi pembentukan, seperti yang ditunjukkan pada Gambar 4-15.
Penarikan mundur melibatkan penempatan produk setengah jadi dari operasi penarikan pertama ke cetakan berlubang, dan punch masuk dari permukaan luar untuk penarikan lebih lanjut. Gaya yang diberikan oleh punch pada blank berlawanan arah dengan operasi penarikan sebelumnya, sehingga memungkinkan permukaan bagian dalam dan luar material saling bertukar, yang dapat meningkatkan deformasi dan meningkatkan efisiensi produksi.
Gambar terbalik memiliki beberapa karakteristik:
1) Dengan gambar terbalik, sudut bungkus yang besar antara blanko dan cetakan mengurangi resistensi gesekan dan resistensi tekukan, sehingga mengurangi kemungkinan kerutan. Jika dinding cetakan lebih tipis dari 28t, pengikat mungkin tidak diperlukan.
2) Karena arah gaya dan pembengkokan berlawanan dengan operasi sebelumnya, maka pengerasan kerja produk setengah jadi lebih kecil daripada pengerasan kerja pada gambar langsung.
3) Jumlah jari-jari sudut dalam dan luar cetakan tidak boleh melebihi ketebalan dinding cetakan. Karena keterbatasan ukuran benda kerja, diameter kosong (d) tidak boleh kurang dari 30t, dan jari-jari sudut bagian dalam harus lebih besar dari 4t.
4) Rasio gambar untuk gambar terbalik tidak boleh terlalu besar, karena dapat mengurangi kekuatan cetakan. Umumnya, rasio gambar bisa 10% hingga 15% lebih kecil dari rasio gambar langsung.
5) Gambar terbalik merupakan tantangan untuk komponen kecil karena jari-jari cetakan yang diperlukan lebih besar, sehingga lebih cocok untuk komponen silinder sedang hingga besar.
6) celah antara punch dan die dalam gambar terbalik bisa 15% hingga 30% lebih besar daripada gambar langsung.
7) Ketebalan dinding cetakan tidak boleh kurang dari 10t, dan nilai mutlaknya tidak boleh kurang dari 6mm.
Gambar terbalik menawarkan keuntungan yang cukup besar untuk membentuk bagian dengan area besar yang tidak didukung. Blank yang digunakan dalam reverse drawing dilengkapi dengan bagian atas yang datar atau bulat. Selama menggambar, kontak antara blanko bagian atas yang bulat dan punch dilakukan secara bertahap, sehingga lebih menguntungkan untuk membentuk bagian yang berbentuk setengah bola, kerucut, atau parabola.
Setelah menerima cetak biru, kita harus mengkategorikan bagian yang digambar dalam secara luas. Bentuk struktural cetakan deep drawing terutama mempertimbangkan bentuk benda kerja, dengan faktor tambahan sebagai berikut:
1) Rasio ketebalan bahan dengan ukuran kosong maksimum.
2) Rasio ukuran kosong terhadap dimensi akhir yang terbentuk.
3) Rasio aspek atau rasio lebar-ke-tinggi maksimum.
4) Rasio dimensi bagian bawah ke ujung terbuka.
5) Presisi permukaan.
6) Koefisien kekuatan tarik material.
Setelah semua data ini terkumpul, kita bisa menentukan bentuk struktur yang sesuai untuk deep drawing die.
Pemilihan die untuk deep drawing harus didasarkan pada kondisi berikut ini:
1) Untuk d0-d1/2 ≤ 7t, gunakan cetakan pelepasan langsung tanpa cincin pengikat.
2) Untuk 7 <d0-d1/2 <14t, gunakan cetakan ceruk berbentuk kerucut untuk pelepasan tanpa cincin pengikat.
3) Untuk d0-d1/2 ≥ 14t, gunakan cetakan ceruk datar dengan cincin pengikat.
4) Bagian silinder operasi tunggal harus menggunakan cetakan gambar dalam terbalik. Bagian silinder panjang tanpa flensa atau dengan persyaratan kerataan rendah untuk flensa juga dapat menggunakan cetakan terbalik untuk beberapa operasi penarikan dalam, tetapi anil perantara harus diatur jika pengerasan kerja material sangat parah.
5) Untuk bagian deep drawing multi-tahap yang membutuhkan kerataan flensa yang tinggi, bergantian antara deep drawing positif dan negatif untuk meminimalkan efek defleksi tuas pada kerataan flensa.
6) Untuk bagian dengan lebih dari tiga tahap gambar dalam, pertimbangkan untuk menyelingi 1-2 tahap dengan cetakan ceruk berbentuk kerucut.
7) Untuk bagian kerucut dengan kedalaman sedang, pertimbangkan untuk mengombinasikan gambar dalam positif dan negatif.
8) Dalam pembuatan peralatan makan dari baja tahan karat, untuk bagian silinder panjang di mana kinerja penyegelan tidak terlalu penting, pertimbangkan untuk menggunakan pipa yang dilas ditambah sambungan bawah sebagai alternatif untuk deep drawing.
9) Bagian parabola harus menggunakan gambar yang dalam diikuti dengan cetakan yang keras.
10) Untuk bagian yang ramping dan mudah berkerut di bagian perut, pertimbangkan untuk menarik dalam dari dalam ke luar.
11) Untuk bagian dengan area pengikat yang tidak mencukupi setelah tahap deep drawing kedua, pertimbangkan untuk memperbesar radius fillet dari cetakan deep drawing pertama dan menggunakan metode deep drawing dari dalam ke luar.
12) Untuk bagian di mana permukaan deformasi utama memotong garis profil, gunakan cincin pengikat melengkung.
13) Jika bahan dasar sangat menipis setelah tahap deep drawing berikutnya, atau tidak ada sumber material selama pembentukan, dan jika pelubangan diperbolehkan, tambahkan lubang proses pelubangan untuk menarik material dari area yang dilubangi; jika pelubangan tidak diperbolehkan, pastikan bahwa material ini berada pada tempatnya selama tahap deep drawing pertama.
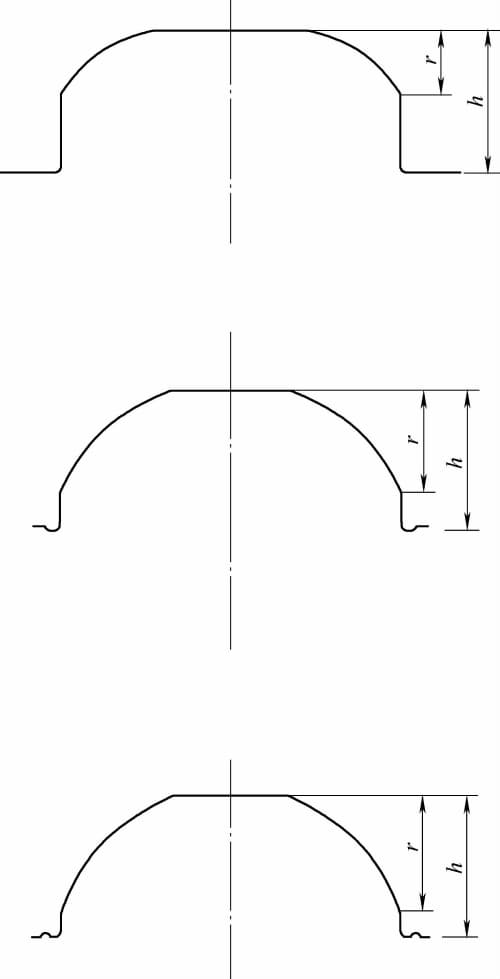
14) Untuk bagian yang digambar dalam pada benda putar, tidak diperlukan tindakan khusus untuk permukaan atau ketinggian kerucut yang kurang dari setengah tinggi keseluruhan; untuk yang lebih besar dari setengah tetapi kurang dari dua pertiga tinggi keseluruhan, gunakan langkah penggambaran yang dalam; untuk yang lebih besar dari dua pertiga, gunakan rusuk penggambaran yang dalam, seperti yang ditunjukkan pada Gambar 4-16.
15) Hindari penarikan dalam pada bagian kerucut yang tinggi jika memungkinkan; jika memungkinkan, pilihlah blanking berbentuk kipas dan tekuk untuk membentuk silinder berbentuk kerucut yang diikuti dengan pengelasan.