Tekan Kalkulator Tonase Rem
Bagaimana Anda bisa memastikan pembengkokan logam yang tepat dan aman di toko Anda? Artikel ini mengupas tentang hal-hal penting dalam menghitung...
Mengapa bagian logam Anda tidak sesuai dengan cetakan setelah ditekuk? Fenomena springback, di mana material sedikit mundur setelah dibengkokkan, adalah penyebabnya. Artikel ini membahas faktor-faktor utama yang memengaruhi springback, seperti sifat material dan gaya tekukan, serta menawarkan langkah-langkah praktis untuk mengendalikannya, guna memastikan ketepatan dalam proyek pembengkokan Anda. Baik Anda berurusan dengan baja berkekuatan tinggi atau menyesuaikan struktur cetakan, memahami prinsip-prinsip ini akan meningkatkan akurasi manufaktur Anda. Baca terus untuk mempelajari teknik terbaik untuk meminimalkan springback dan mencapai sudut tekukan yang diinginkan.

Seperti disebutkan sebelumnya, deformasi plastis dan deformasi elastis hidup berdampingan ketika menekuk, dan setelah beban eksternal dihilangkan, benda kerja memantul, sehingga dimensinya tidak konsisten dengan dimensi cetakan (lihat Gambar 1).
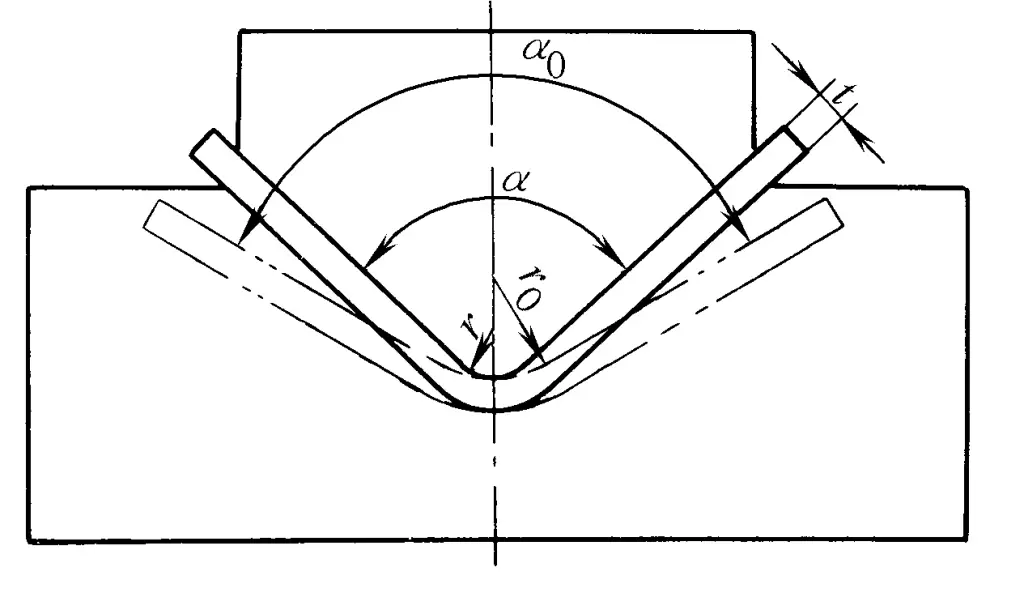
Springback pada umumnya diwakili oleh perubahan sudut: apabila menekuk dengan radius kelengkungan yang besar, selain menghitung sudut springback, juga perlu menghitung perubahan radius kelengkungan.
Semakin tinggi kekuatan luluh σ s semakin kecil modulus elastisitas E, dan semakin intens pengerasan kerja (nilai k dan n yang lebih tinggi), maka semakin besar pula springback.
Apabila r/t kecil, deformasi tangensial keseluruhan pada permukaan luar blanko tekukan menjadi besar. Meskipun nilai numerik deformasi elastis juga meningkat, namun proporsi deformasi elastis dalam deformasi total menurun. Oleh karena itu, rasio sudut pegas ke tekukan sudut △α/α dan rasio pegas kelengkungan terhadap jari-jari kelengkungan △ρ/ρ, keduanya berkurang seiring dengan berkurangnya radius tekukan.
Semakin besar sudut tekukan α, semakin panjang zona deformasi, dan dengan demikian, semakin besar pula sudut springback, tetapi tidak memengaruhi pantulan jari-jari kelengkungan.
Metode pembengkokan dan struktur cetakan yang berbeda memiliki dampak signifikan pada proses pembengkokan, kondisi tegangan, dan pengaruhnya terhadap area blank yang terdeformasi dan yang tidak terdeformasi, sehingga nilai springback juga bervariasi.
Dalam produksi aktual, metode pembengkokan dengan komponen koreksi tertentu sering digunakan, yang memungkinkan pers mengerahkan gaya yang lebih besar daripada yang dibutuhkan untuk deformasi pembengkokan. Pada saat ini, keadaan tegangan dan sifat regangan pada area deformasi tekukan memiliki perbedaan tertentu dari tekukan murni, dan semakin besar gaya yang diterapkan, semakin signifikan perbedaan ini. Ketika gaya koreksi sangat besar, itu dapat sepenuhnya mengubah sifat status tegangan di area deformasi kosong dan menyebabkan area non-deformasi juga menjadi area deformasi.
Gesekan antara permukaan blanko pembengkokan dan permukaan cetakan dapat mengubah status tegangan berbagai bagian blanko pembengkokan, terutama saat membengkokkan menjadi beberapa bagian dengan kelengkungan yang berbeda, dampak gesekan menjadi lebih signifikan.
Secara umum diyakini bahwa gesekan dapat meningkatkan tegangan tarik pada area deformasi tekukan dalam banyak kasus, sehingga membuat bentuk komponen menjadi lebih dekat dengan cetakan. Namun, selama pembengkokan regangan, dampak gesekan sering kali merugikan.
Jika terdapat deviasi ketebalan yang besar pada blank, untuk cetakan tertentu, celah kerja aktual bervariasi, sehingga nilai springback juga berfluktuasi.
Pada tekukan bebas, rumus yang disederhanakan untuk memperkirakan sudut springback ditunjukkan pada Tabel 1.
Tabel 1 Rumus perkiraan untuk menghitung sudut springback pada tekukan bebas
| Metode pembengkokan | Rumus perhitungan sudut pegas β (satu sisi) |
| Membengkokkan bagian berbentuk V | tanβ = 0.375l/Kt-σs/E |
| Membengkokkan bagian berbentuk U | tanβ = 0,375l1/ Kt-σs/E |
Catatan:
K --- koefisien, ditentukan oleh posisi lapisan netral;
l --- jarak titik tumpu, yaitu lebar bukaan cetakan;
l 1 --lengan tuas pembengkok, l 1 = rpukulan + rmati + 1.25t.
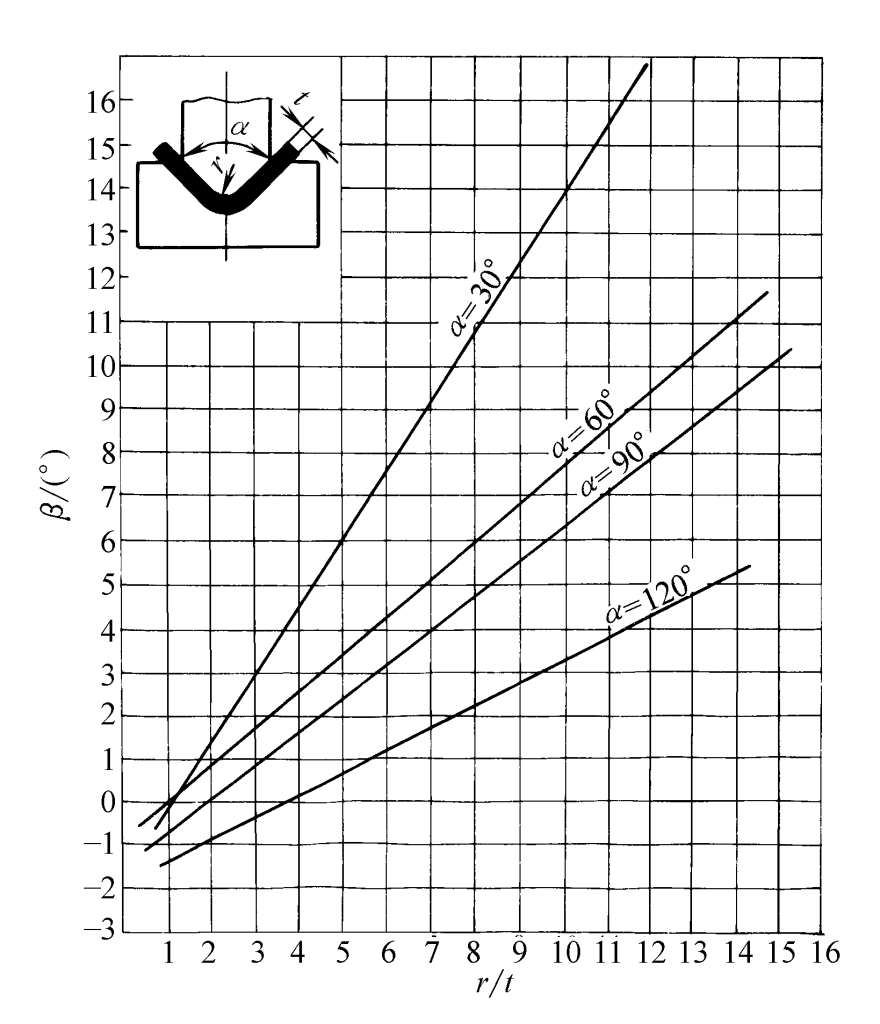
Dalam pembengkokan dengan bantalan tekanan, nilai springback tidak hanya bergantung pada nilai r/t, l/t, dan α, tetapi juga pada penyesuaian penekanan dan tingkat pengerasan kerja dingin logam.
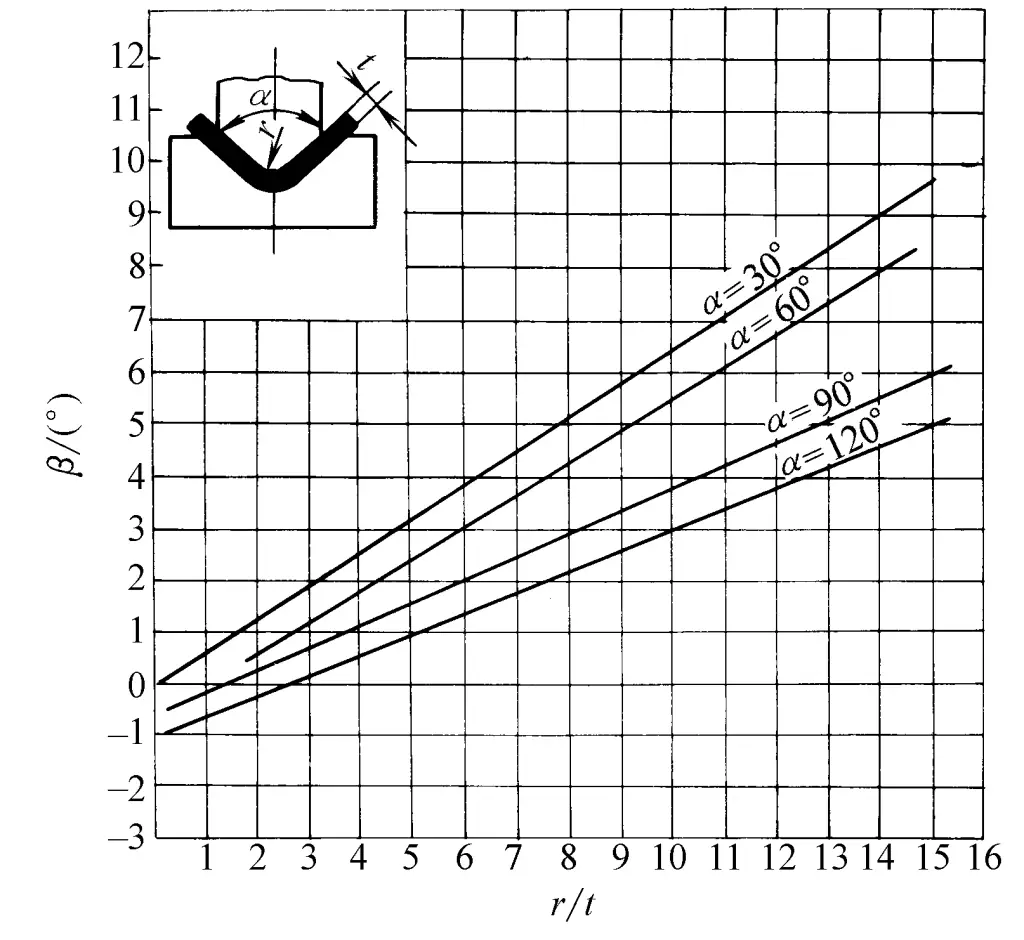
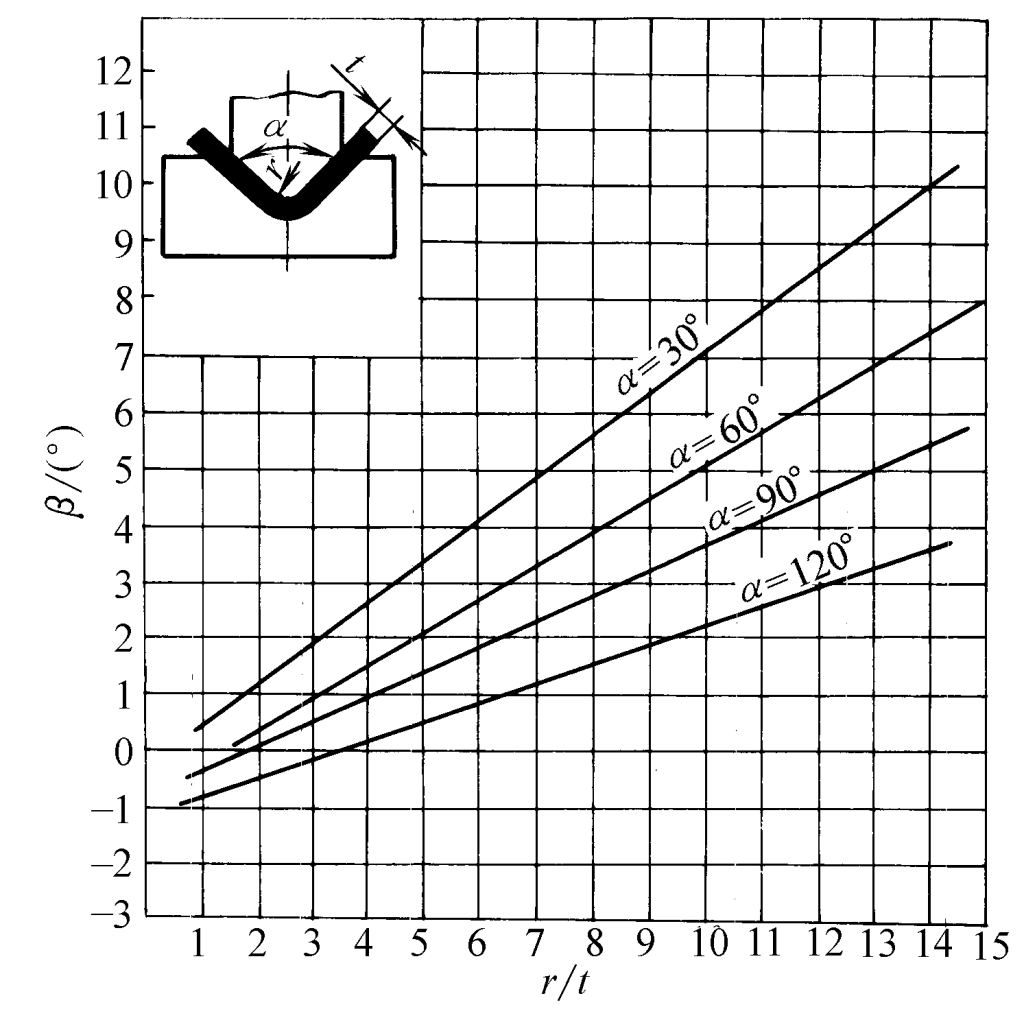
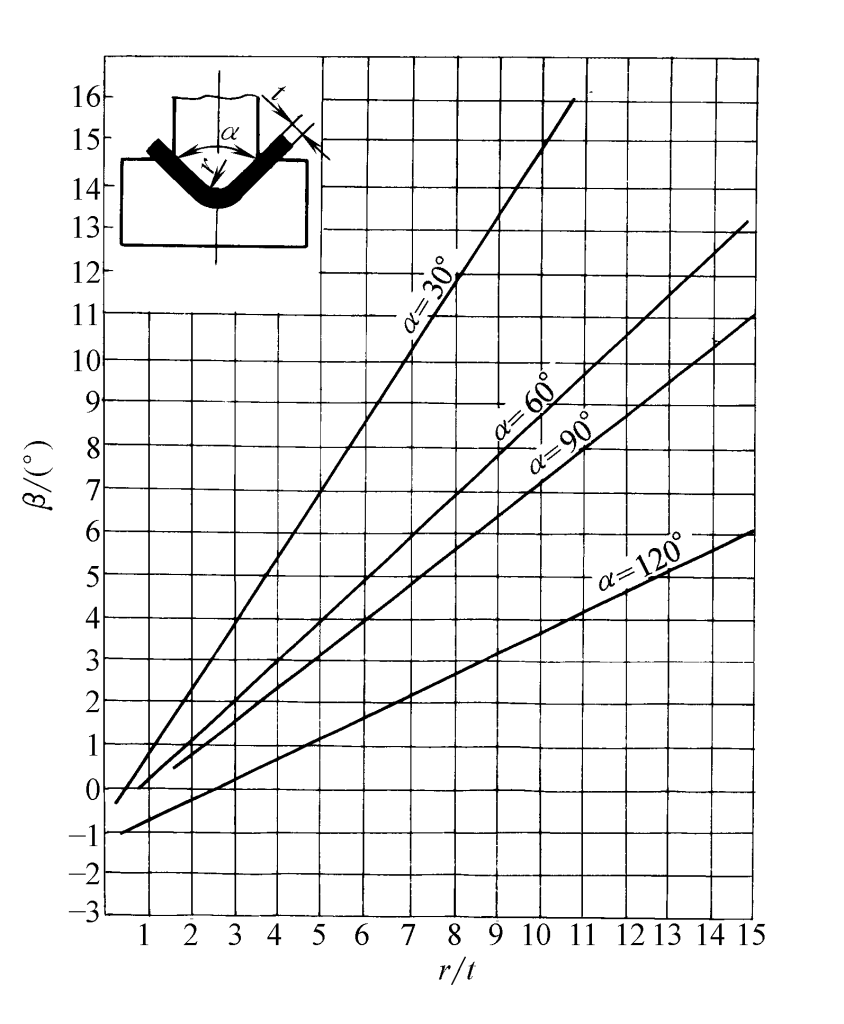
Untuk pelat baja karbon yang mengalami pembengkokan V, hubungan antara sudut puntir β dan r/t ditunjukkan pada Gambar 2 hingga 5.
1. Dalam kondisi yang mendekati pembengkokan murni, koreksi yang diperlukan dapat dilakukan pada bentuk bagian kerja cetakan pembengkokan berdasarkan perhitungan nilai pegas atau data empiris.
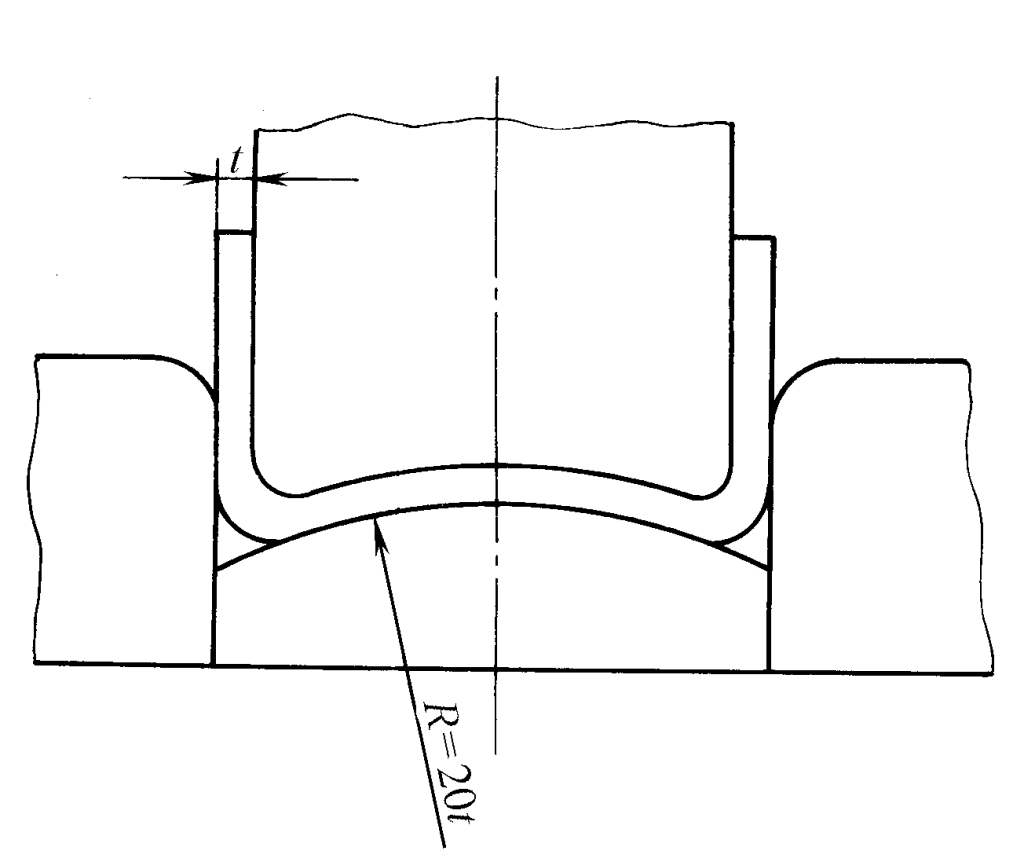
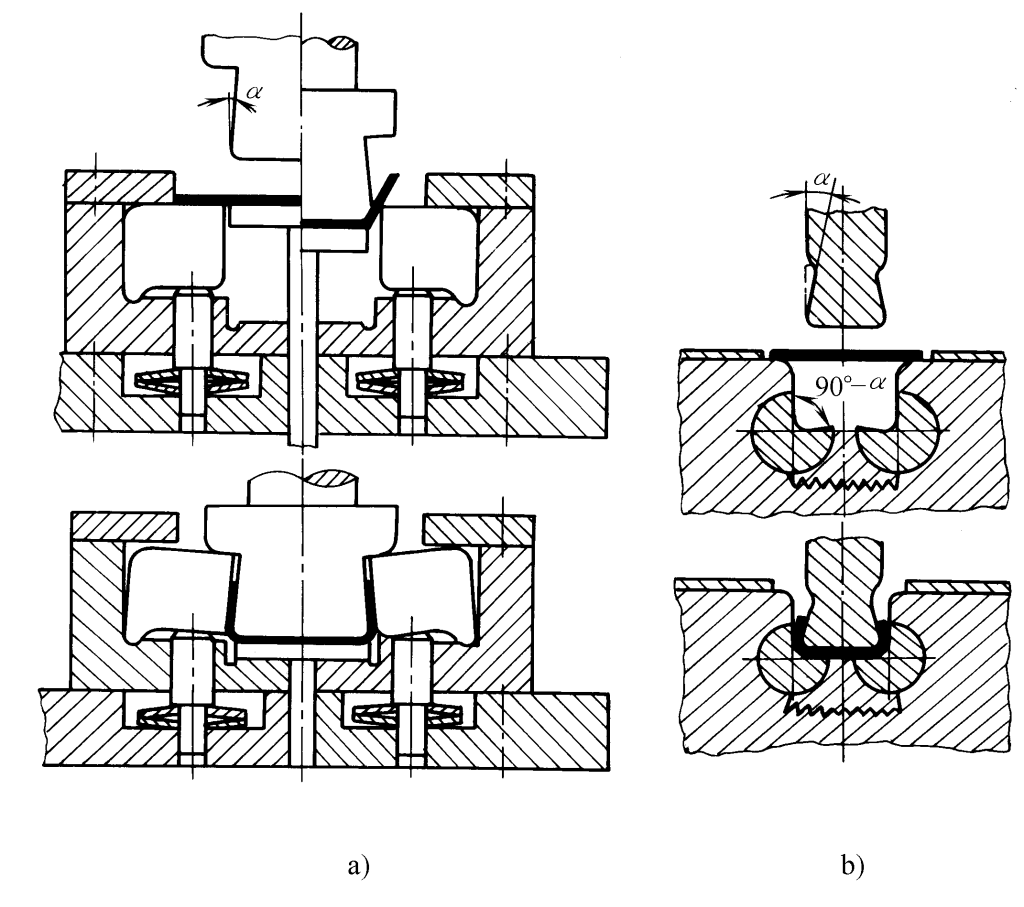
2. Dengan memanfaatkan pola bahwa bagian yang berbeda dari blanko tekukan memiliki arah springback yang berbeda, berbagai faktor yang memengaruhi (radius sudut bundar cetakan, jarak bebas, lebar bukaan, gaya koreksi, gaya penekanan, dll.) Dapat disesuaikan secara tepat untuk membatalkan springback ke arah yang berlawanan. Seperti yang ditunjukkan pada Gambar 6, springback yang dihasilkan di bagian bawah bagian digunakan untuk mengimbangi springback pada dua sudut yang membulat.
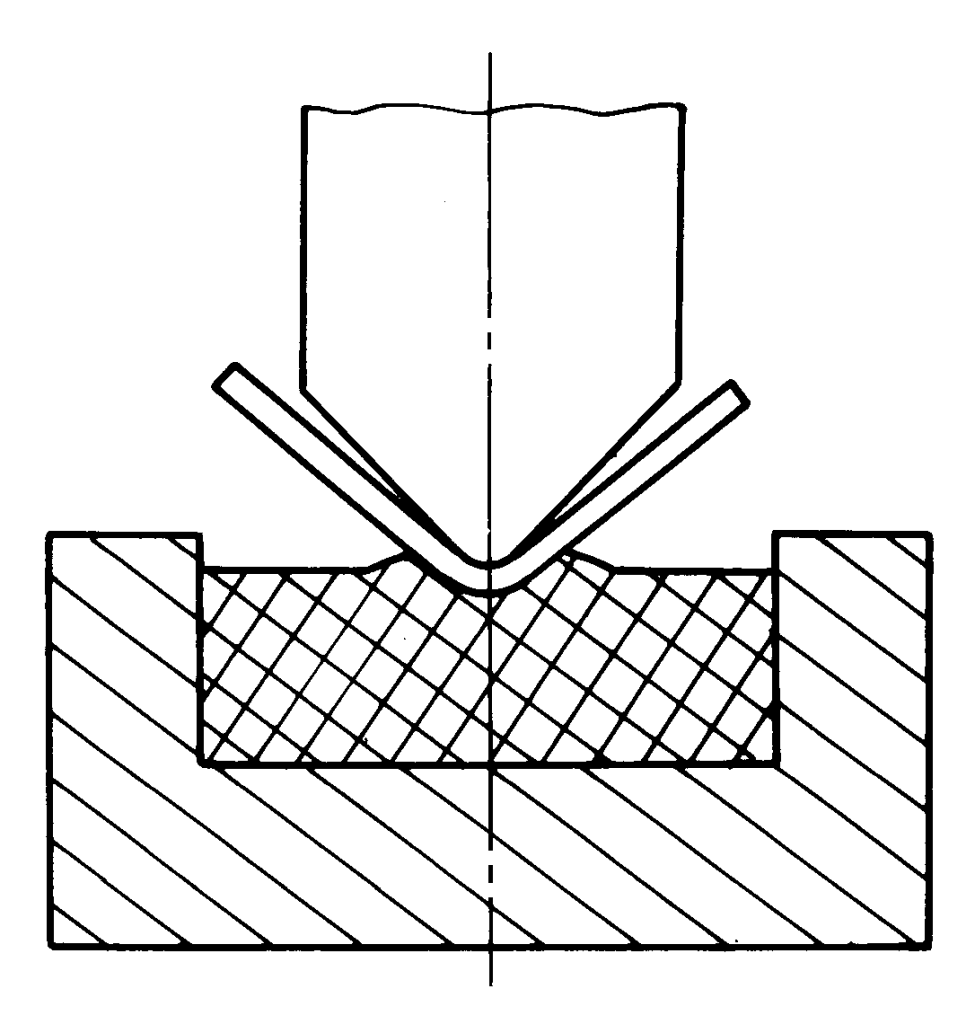
3. Gunakan cetakan cekung lunak yang terbuat dari karet poliuretan, bukan cetakan cekung logam yang kaku untuk membengkokkan, seperti yang ditunjukkan pada Gambar 7.
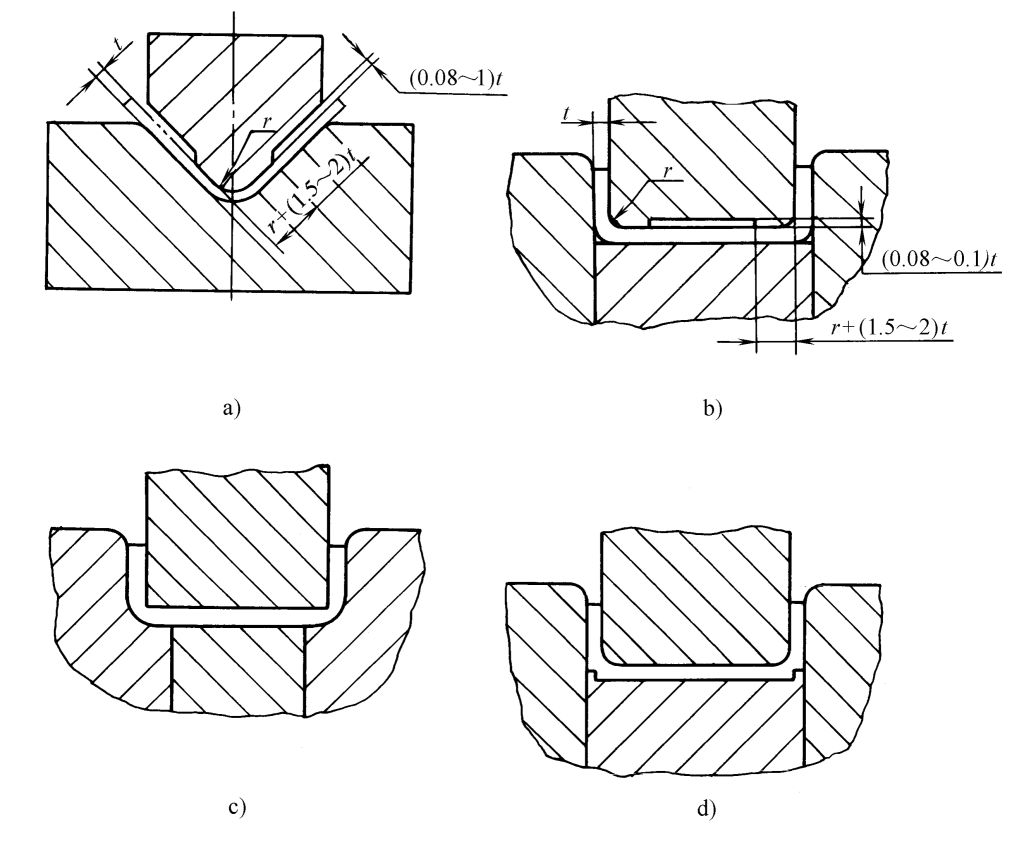
4. Buatlah pukulan lentur atau pelat penekan menjadi bentuk dengan tonjolan lokal, atau kurangi celah cetakan di sudut-sudut yang membulat, sehingga kekuatan pukulan terkonsentrasi di area deformasi lentur yang menyebabkan springback, mengubah kondisi tegangannya, seperti yang ditunjukkan pada Gambar 8.
5. Gunakan struktur cetakan cekung dengan blok ayun, seperti yang ditunjukkan pada Gambar 9.
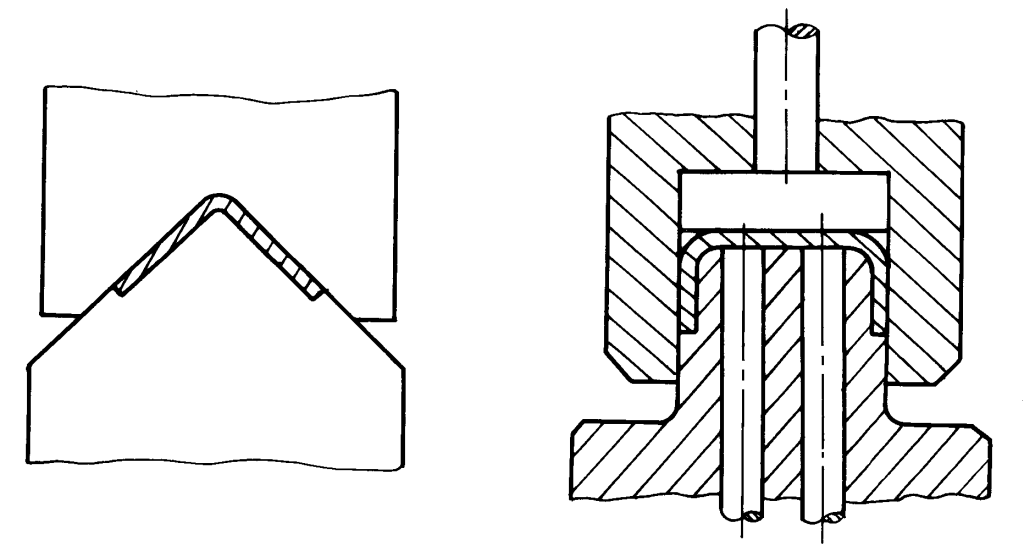
6. Gunakan metode pengepresan longitudinal, setelah proses pembengkokan selesai, gunakan bahu cetakan yang menonjol untuk menekan blanko pembengkokan secara longitudinal, sehingga semua tegangan pada penampang blanko di area deformasi pembengkokan menjadi tegangan tekan, seperti yang ditunjukkan pada Gambar 10.
7. Gunakan metode tekukan tarik, terutama untuk komponen dengan panjang dan radius kelengkungan yang besar.
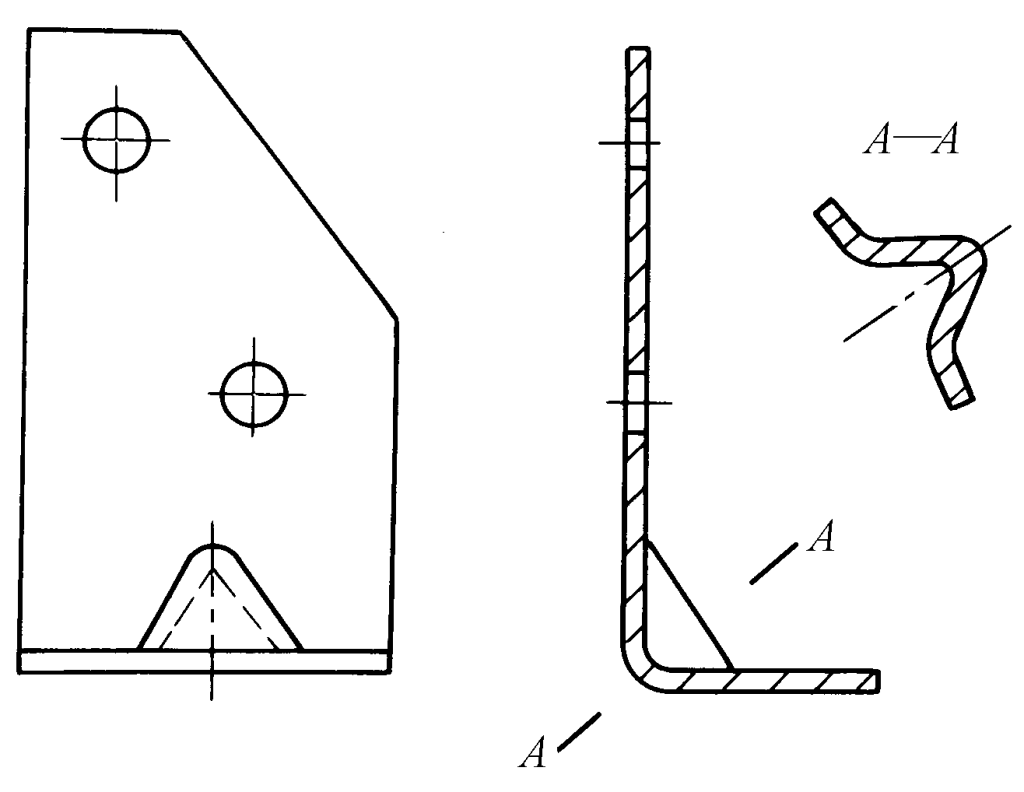
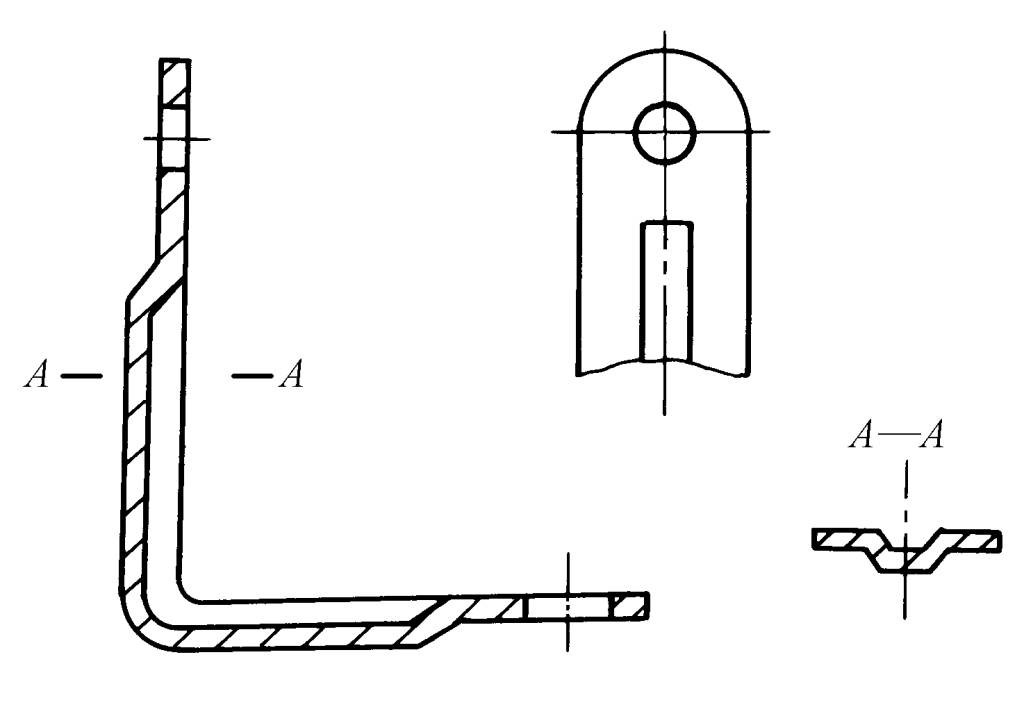
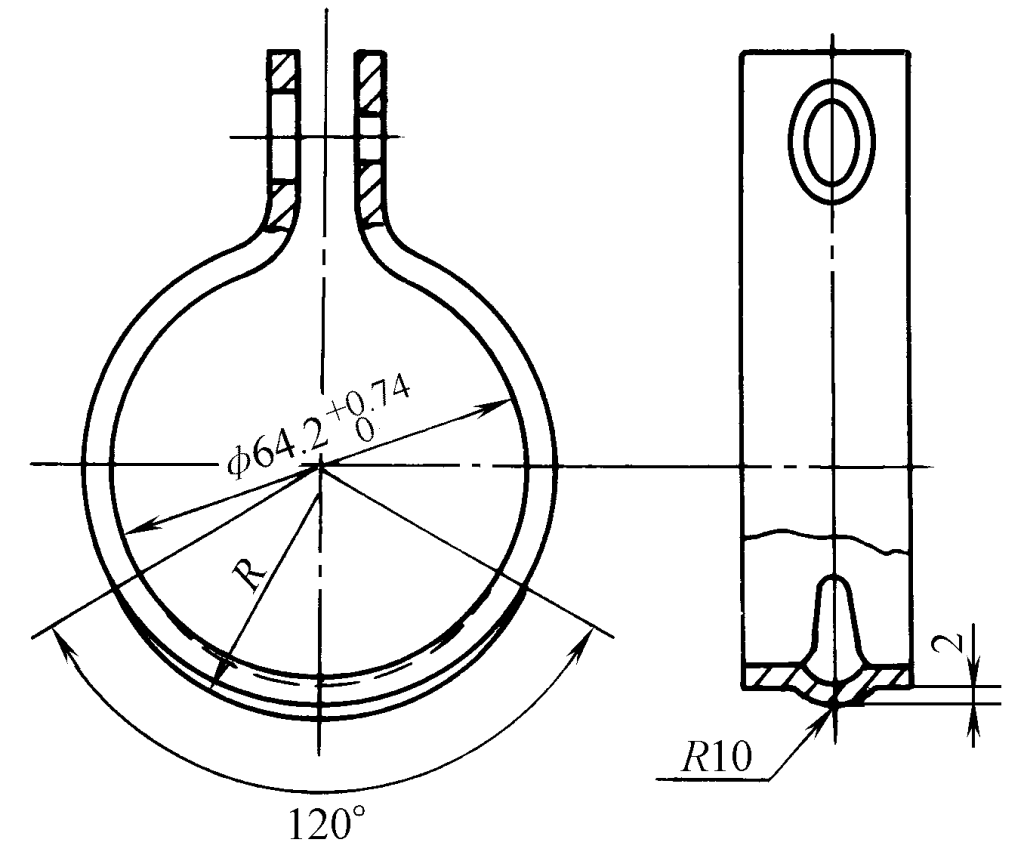
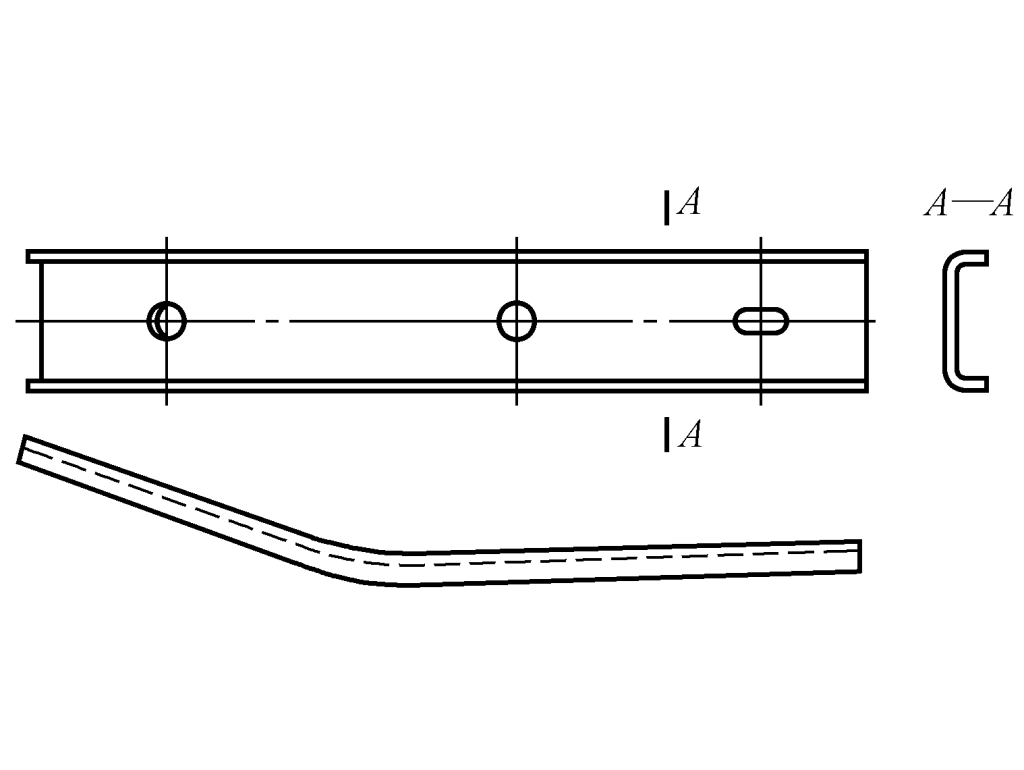
8. Gunakan metode untuk meningkatkan kekakuan struktural komponen, seperti yang ditunjukkan pada Gambar 11 hingga 14.