Pembersihan Punch dan Die: Rahasia untuk Menyempurnakan Komponen
Bagaimana jika celah kecil dapat membuat atau menghancurkan proyek manufaktur Anda berikutnya? Dalam dunia pukulan dan mati...
Apa yang menentukan keberhasilan operasi pencetakan logam? Jawabannya terletak pada faktor yang tidak kentara namun sangat penting, yaitu jarak bebas cetakan. Artikel ini mengeksplorasi bagaimana jarak yang tepat antara punch dan die mempengaruhi kualitas dan daya tahan komponen yang dicap. Memahami prinsip-prinsip die clearance dapat membantu produsen mencapai kinerja optimal, mencegah cacat material, dan memperpanjang usia pakai alat. Selami topik penting ini untuk mempelajari kalkulasi dan praktik terbaik yang memastikan operasi pencetakan logam yang sempurna.
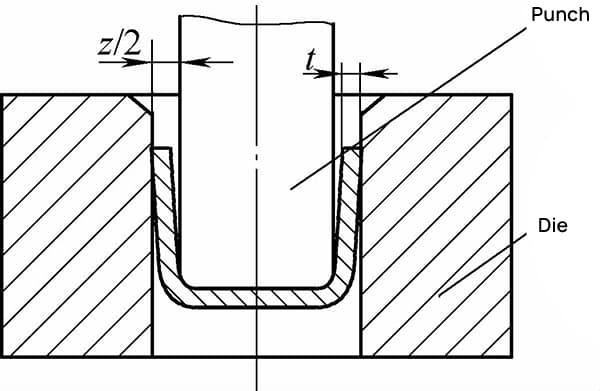
Jarak bebas antara punch dan die pada deep drawing mengacu pada perbedaan dimensi lateral antara keduanya, dengan jarak bebas bilateral dilambangkan sebagai z, seperti yang ditunjukkan pada Gambar 1.
Bila jarak bebasnya kecil, kebulatan benda yang digambar bagus, tetapi gaya penarikannya tinggi, yang dapat dengan mudah menyebabkan benda kerja sobek dan mengakibatkan keausan cetakan yang parah. Jika jarak bebas terlalu besar, gaya penarikan berkurang, dan meskipun umur cetakan diperpanjang, benda kerja berbentuk frustokonikal.
Hal ini terjadi karena selama proses menggambar, bagian bawah benda kerja selalu menempel pada punch, sedangkan mulutnya menempel pada die. Oleh karena itu, untuk benda kerja yang memerlukan kebulatan yang tinggi atau yang perlu disatukan, pertimbangan yang detail dan menyeluruh harus diberikan, dengan merujuk pada kurva deformasi material.
Setelah rasio t/D ditentukan, apakah blanko berkerut selama pembentukan tergantung pada gaya pemegang blanko dan radius die.
Jarak bebas dalam deep drawing tidak boleh negatif. Faktanya, jarak bebas antara punch dan die yang lebih kecil dari ketebalan material tidak memiliki kemampuan untuk menahan kerutan. Jika material berkerut pada tahap flens dan tidak dapat dihaluskan saat melewati radius die, maka hanya akan meningkatkan hambatan aliran material secara signifikan, yang menyebabkan benda kerja pecah.
Untuk benda kerja yang berbentuk setengah bola, jarak bebas antara punch dan die dapat dianggap sangat besar, yang mendukung pernyataan di atas. Dari perspektif lain, cetakan deep drawing biasa tidak memiliki fitur untuk mengontrol ketebalan material; dan jika jarak bebas antara punch dan die kurang dari ketebalan material, material dapat terperangkap dan tertahan di dalam jarak bebas atau, dalam kasus yang parah, meregangkan dan meretakkan die.
Oleh karena itu, dalam desain deep drawing dies, jarak bebas di setiap sisi antara punch dan die umumnya lebih besar daripada ketebalan material untuk mengurangi gesekan. Rumus untuk menghitung jarak bebas z/2 di setiap sisi adalah:
Dalam rumus,
Tabel 1: Dalam Menggambar Mati Koefisien Jarak Bebas K
| Ketebalan Bahan: t / mm | Presisi umum. | Gambar dalam yang presisi | Gambar dalam yang presisi | |
| Gambar dalam satu tahap | Gambar dalam multi-tahap | |||
| <0. 4 | 0. 07 ~ 0. 09 | 0. 08 ~ 0. 10 | 0. 04 ~ 0. 05 | 0 ~ 0. 04 |
| <1. 2 ~ 0. 4 | 0. 08 ~ 0. 10 | 0. 10 ~ 0. 14 | 0. 05 ~ 0. 06 | |
| <3 ~1. 2 | 0. 10 ~ 0. 12 | 0. 14 ~ 0. 16 | 0. 07 ~ 0. 09 | |
| ≥3 | 0. 12 ~ 0. 14 | 0. 16 ~ 0. 20 | 0. 08 ~ 0. 10 | |
Prinsip menentukan jarak bebas harus memperhitungkan efek toleransi lembaran logam serta fenomena penebalan pada dudukan kosong.
Pengalaman dengan deep drawing stainless steel menunjukkan bahwa dengan die deep drawing operasi tunggal, koefisien deep drawing sekitar 0,52, dan penebalan pada blank holder hanya 2-3%. Hal ini karena material mengalami deformasi tangensial tekan, sehingga menghasilkan penebalan yang minimal.
Pada produk perangkat keras, hanya wadah cairan dan wadah kosmetik yang memiliki persyaratan ketat untuk kebulatan benda kerja. Dalam kasus ini, diperlukan perhitungan yang tepat dan kontrol yang ketat terhadap jarak bebas dan toleransi manufaktur antara punch dan die untuk deep drawing.
Untuk peralatan dapur stainless steel, integritas penyegelan benda kerja bergantung pada segel silikon khusus, oleh karena itu jarak bebas antara punch dan die dalam cetakan gambar bagian silinder biasanya ditetapkan pada 1,1t atau lebih tinggi. Dalam gambar dalam multi-tahap, jarak bebas antara pukulan dan cetakan untuk semua kecuali tahap terakhir umumnya diatur antara 1,1t hingga 1,5t.
1) Untuk semua operasi penggambaran kecuali tahap akhir, arah jarak bebas tidak ditentukan.
2) Mengenai tahap akhir: ketika dimensi luar benda kerja harus tepat, dimensi die adalah standar, dan dimensi punch dikurangi dari dimensi die untuk mencapai jarak bebas yang diperlukan; sebaliknya, ketika dimensi bagian dalam benda kerja harus tepat, dimensi punch adalah standar, dan dimensi die dinaikkan dari dimensi punch untuk mendapatkan jarak bebas yang diperlukan.







