Panduan Komprehensif untuk Memahami Berbagai Jenis Pompa
Bayangkan sebuah dunia tanpa pompa-air tidak akan mengalir dari keran Anda, mobil tidak akan berjalan, dan proses industri akan terhenti...
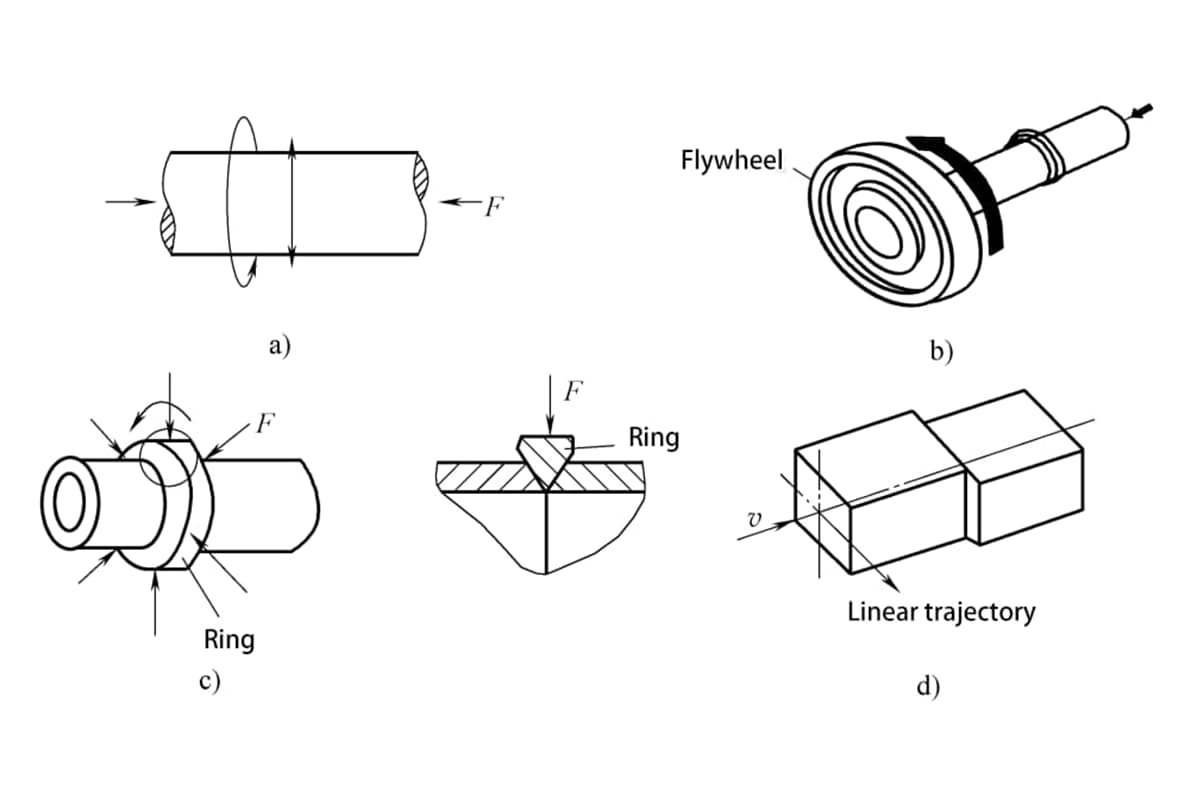
Pengelasan gesekan diklasifikasikan menurut bentuk gerakan relatif, dibagi menjadi pengelasan gesekan putar dan pengelasan gesekan aduk.
Karakteristik pengelasan gesekan putar adalah setidaknya satu benda kerja (atau cincin) berputar mengelilingi sumbu yang tegak lurus dengan permukaan sambungan selama proses pengelasan. Jenis pengelasan gesekan ini terutama digunakan untuk pengelasan benda kerja berpenampang melingkar (dan juga dapat digunakan untuk benda kerja berpenampang non-lingkaran melalui kontrol fase), dan saat ini merupakan bentuk pengelasan gesekan yang paling banyak digunakan dan bervariasi.
Berdasarkan karakteristik rotasi benda kerja, pengelasan gesekan putar dapat dibagi lagi menjadi pengelasan gesekan penggerak kontinu, pengelasan gesekan inersia, dan pengelasan gesekan putar hibrida, dll.
1) Pengelasan Gesekan Penggerak Terus Menerus.
Pengelasan gesekan penggerak kontinu adalah jenis pengelasan gesekan yang paling umum digunakan. Karakteristiknya adalah benda kerja yang berputar terhubung langsung ke chuck spindel, dan benda kerja yang tidak berputar dipasang pada chuck pelat penyangga tailstock hidraulik. Selama pengelasan, pelat penyangga tailstock dimajukan, membuat benda kerja bersentuhan di bawah tekanan konstan atau meningkat.
Ketika spindel yang berputar memanaskan benda kerja ke suhu pengelasan melalui gesekan, spindel berhenti berputar, dan penempaan dimulai, menyelesaikan pengelasan. Pada pengelasan gesekan penggerak kontinu, benda kerja terus berputar di bawah aksi perangkat yang berputar dan penggerak kontinu hingga tepat sebelum dimulainya penempaan, seperti yang ditunjukkan pada gambar 5-166a.
2) Pengelasan Gesekan Inersia.
Prinsip pengelasan gesekan inersia mirip dengan pengelasan gesekan penggerak kontinu, kecuali bahwa pengelasan yang berputar tidak terhubung langsung ke spindel, tetapi terhubung ke spindel melalui roda gila.
Pada awal pengelasan, roda gila dan ujung lasan yang berputar pertama-tama dipercepat ke kecepatan tertentu, kemudian roda gila dilepaskan dari motor utama, dan pada saat yang sama, ujung lasan yang bergerak bergerak maju. Setelah lasan bersentuhan, pemanasan gesekan dimulai. Selama proses pemanasan gesekan, roda gila direm oleh torsi gesekan, secara bertahap mengurangi kecepatannya hingga mencapai nol, di mana proses pengelasan berakhir.
Pengelasan gesekan inersia menggunakan metode penyimpanan energi inersia (seperti roda gila) untuk mengakumulasi energi untuk pemanasan sambungan, seperti yang ditunjukkan pada Gambar 5-166b, di mana energi kinetik roda gila yang berputar bebas menyediakan semua panas yang diperlukan untuk pengelasan.
3) Pengelasan Gesekan Putar Hibrida.
Pengelasan gesekan putar hibrida adalah kombinasi pengelasan gesekan penggerak kontinu dan pengelasan gesekan inersia. Jenis mesin las ini dicirikan oleh kemampuan untuk menerapkan dan tidak menerapkan gaya pengereman setelah memutuskan sumber penggerak.
Pengelasan gesekan aduk adalah teknologi penyambungan solid-state baru yang ditemukan pada tahun 1991, yang dianggap sebagai pencapaian ilmiah dan teknologi yang signifikan mulai dari penelitian dasar hingga aplikasi praktis. Awalnya digunakan untuk pengelasan paduan aluminium, pengelasan friction stir welding telah banyak digunakan dalam pengelasan non-ferrous logam seperti paduan magnesium dan titanium, serta bahan yang berbeda.
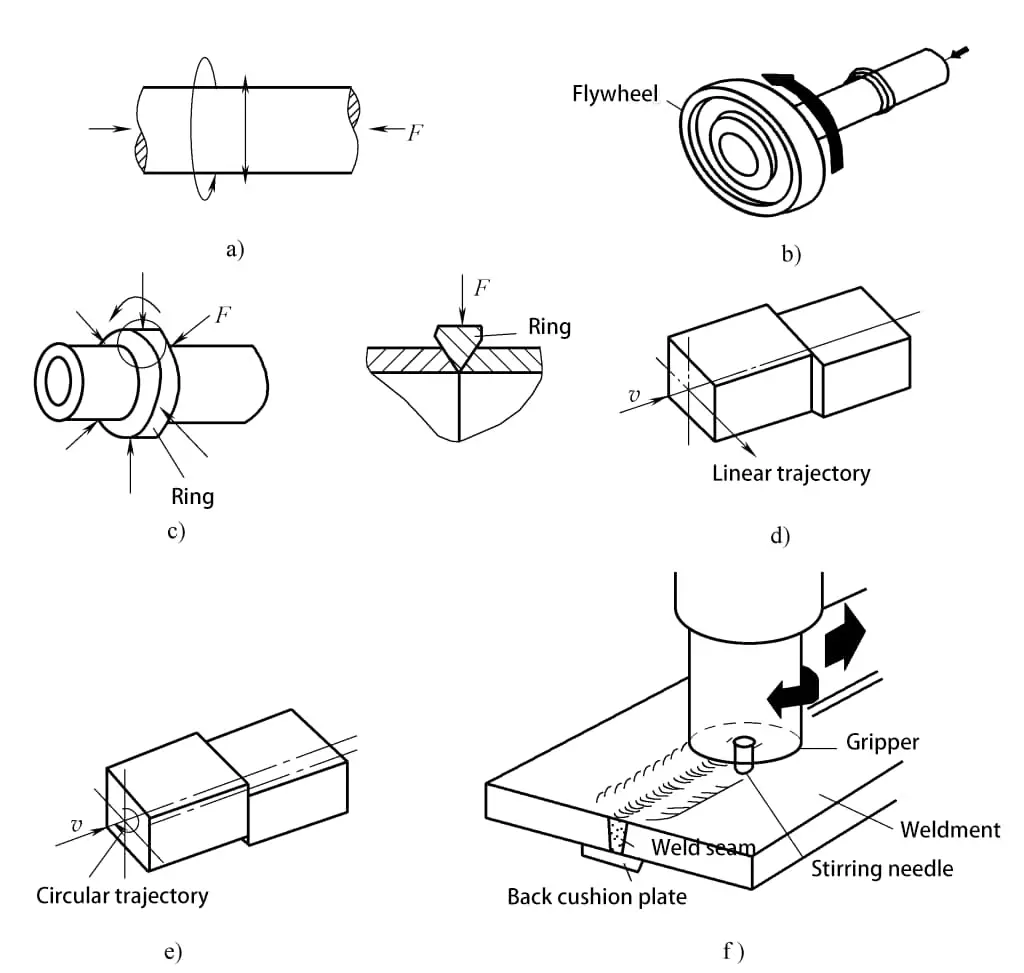
Gambar 5-166f adalah diagram skematik pengelasan gesekan. Selama pengelasan gesekan aduk, benda kerja dipasang, dan pengelasan terutama diselesaikan oleh kepala pengaduk. Kepala pengaduk terdiri dari pin pengaduk, dudukan, dan silinder.
Pada awal pengelasan, kepala pengaduk berputar dengan kecepatan tinggi, dan pin pengaduk dengan cepat mengebor ke dalam lapisan pelat las. Logam yang bersentuhan dengan pin pengaduk menghasilkan panas akibat gesekan, membentuk lapisan termoplastik yang sangat tipis.
Apabila jarum pengaduk menembus di bawah permukaan lasan, sebagian logam diekstrusi dari permukaan. Karena efek penyegelan bahu depan dan bantalan belakang, di satu sisi, bahu bergesekan dengan permukaan pelat yang dilas, menghasilkan panas tambahan; di sisi lain, logam termoplastik yang terus menerus terbentuk di depan kepala pengaduk dipindahkan ke bagian belakang kepala pengaduk, mengisi rongga di belakang.
Sepanjang proses pengelasan, pembentukan dan pengisian rongga berlangsung terus menerus, dan logam di zona pengelasan mengalami proses seperti ekstrusi, pemanasan gesekan, deformasi plastis, transfer, difusi, dan rekristalisasi.
Karakteristik pengelasan gesek tipe lintasan adalah bahwa setiap titik pada permukaan sambungan las bergerak pada lintasan yang sama relatif terhadap titik pada permukaan sambungan las lainnya. Lintasan gerakan bisa linier atau non-linier.
Selama proses pengelasan, satu sisi lasan bergerak relatif terhadap permukaan sisi lainnya, yang dijepit, di bawah aksi mekanisme tipe lintasan, dan tekanan aksial diterapkan. Saat gerakan gesekan berlangsung, permukaan gesekan dibersihkan dan menghasilkan panas gesekan, logam pada permukaan gesekan secara bertahap mencapai kondisi viskoplastik dan berubah bentuk, kemudian gerakan berhenti dan gaya tempa diterapkan untuk menyelesaikan pengelasan.
Pengelasan gesekan tipe track mematahkan batasan pengelasan gesekan putar tradisional yang hanya dapat mengelas pengelasan bagian silinder, dan pengelasan gesekan tipe ini dapat mengelas pengelasan bagian persegi, lingkaran, dan poligonal.
Berdasarkan lintasan gerak yang berbeda, pengelasan gesekan tipe lintasan dibagi menjadi pengelasan gesekan linier dan pengelasan gesekan lintasan, seperti yang ditunjukkan pada Gambar 5-166d dan e.
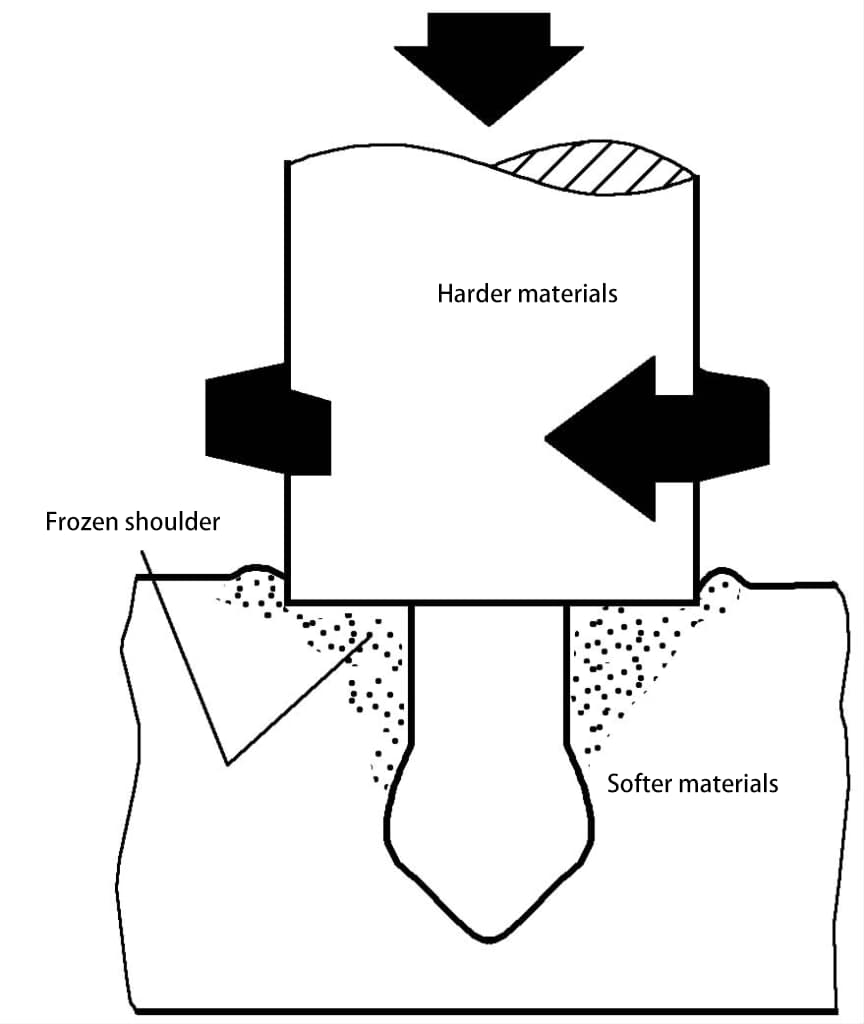
Pengelasan gesekan tertanam menggunakan prinsip pengelasan gesekan untuk menanamkan material yang relatif lebih keras ke dalam material yang lebih lunak.
Gambar 5-167 menunjukkan prinsip kerja pengelasan gesekan tertanam. Selama operasi, panas gesekan yang dihasilkan oleh gerakan relatif antara dua lasan menyebabkan deformasi plastis lokal pada material lunak, dan material plastik bersuhu tinggi mengalir ke dalam ceruk material keras yang telah diproses sebelumnya. Bahu penahan memaksa material plastik bersuhu tinggi untuk membungkus sambungan material keras dengan erat. Ketika rotasi berhenti dan lasan mendingin, sambungan yang andal terbentuk, dan kedua sisi lasan saling bertautan secara mekanis.
Pengelasan gesekan tertanam saat ini terutama digunakan pada sambungan material yang sangat penting dalam industri seperti aplikasi daya, vakum, dan kriogenik, seperti aluminium-tembaga, aluminium-baja, dan baja-baja. Pengelasan gesekan tertanam juga dapat digunakan untuk membuat dudukan katup mesin, ujung sambungan, tutup tekanan, dan sambungan transisi lembaran tabung, dan juga dapat digunakan untuk menyambungkan bahan termoseting dan bahan termoplastik.
Gambar 5-168 menunjukkan prinsip kerja pengelasan gesekan benda ketiga. Material ketiga dengan titik leleh rendah menghasilkan panas dan deformasi plastis melalui gesekan pada celah antara bagian yang disambung di bawah torsi tekanan aksial. Gerakan gesekan relatif dapat menghasilkan efek pembersihan yang memadai, tanpa memerlukan fluks dan atmosfer pelindung yang dapat dikontrol. Setelah pendinginan, material bodi ketiga mengeras, sehingga mengunci kedua bagian untuk membentuk sambungan yang andal.
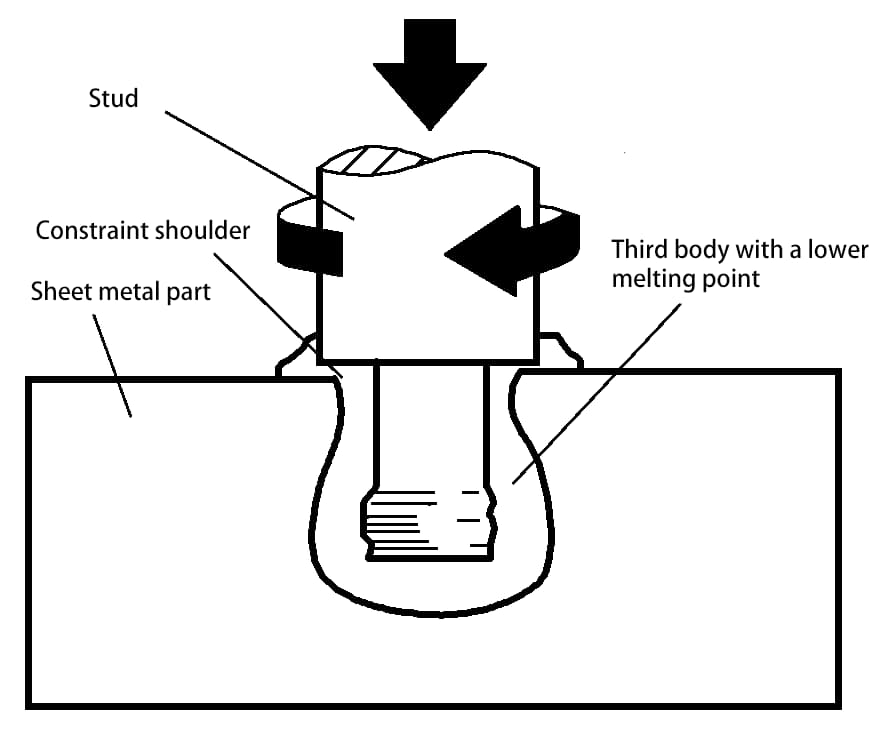
Metode pengelasan gesekan bodi ketiga terutama digunakan untuk material yang sulit dilas, seperti keramik-keramik, logam-keramik, komposit termoset-termoplastik, dll., dan dapat digunakan untuk membentuk sambungan berkekuatan tinggi.
Pengelasan gesekan yang dikontrol fase melibatkan kontrol fase pengelasan setelah pengelasan selama proses pemanasan gesekan, melalui pin sinkron mekanis pas atau sistem penggerak sinkron, untuk menyelaraskan tepi belakang lasan, mengoreksi arah, atau memenuhi persyaratan fase. Ini digunakan untuk mengelas komponen dengan persyaratan posisi tertentu seperti baja heksagonal, baja segi delapan, dan rak kontrol otomotif.
Pengelasan gesekan putar yang disebutkan di atas melibatkan tekanan aksial selama proses pengelasan, sedangkan pengelasan gesekan radial menggunakan tekanan radial. Pengelasan gesekan radial melibatkan kemiringan ujung dua tabung yang akan dilas, memasukkan mandrel ke dalam, menyelaraskan dan menjepitnya, dan kemudian menempatkan cincin padat dengan komposisi yang mirip dengan tabung ke dalam kemiringan sambungan. Cincin ini memiliki permukaan kerucut internal, dan sebelum pengelasan, permukaan kerucut internal harus terlebih dahulu menyentuh bagian bawah bevel.
Selama pengelasan, benda kerja tetap diam, ring berputar dengan kecepatan tinggi dan memberikan tekanan gesekan radial ke kedua ujung tabung. Setelah pemanasan gesekan selesai, rotasi cincin berhenti, dan tekanan tempa atas diterapkan pada cincin untuk mengelasnya dengan kuat ke kedua ujung tabung, seperti yang ditunjukkan pada Gambar 5-166c.
Prinsip permukaan gesekan ditunjukkan pada Gambar 5-169. Batang logam permukaan berputar relatif terhadap benda kerja n, dan material induk (material dasar) juga berputar pada kecepatan n2. Di bawah aksi tekanan P, batang dan material dasar menghasilkan panas akibat gesekan. Karena material dasar memiliki volume yang besar dan cepat dingin, maka logam permukaan bertransisi ke material dasar membentuk lasan permukaan.
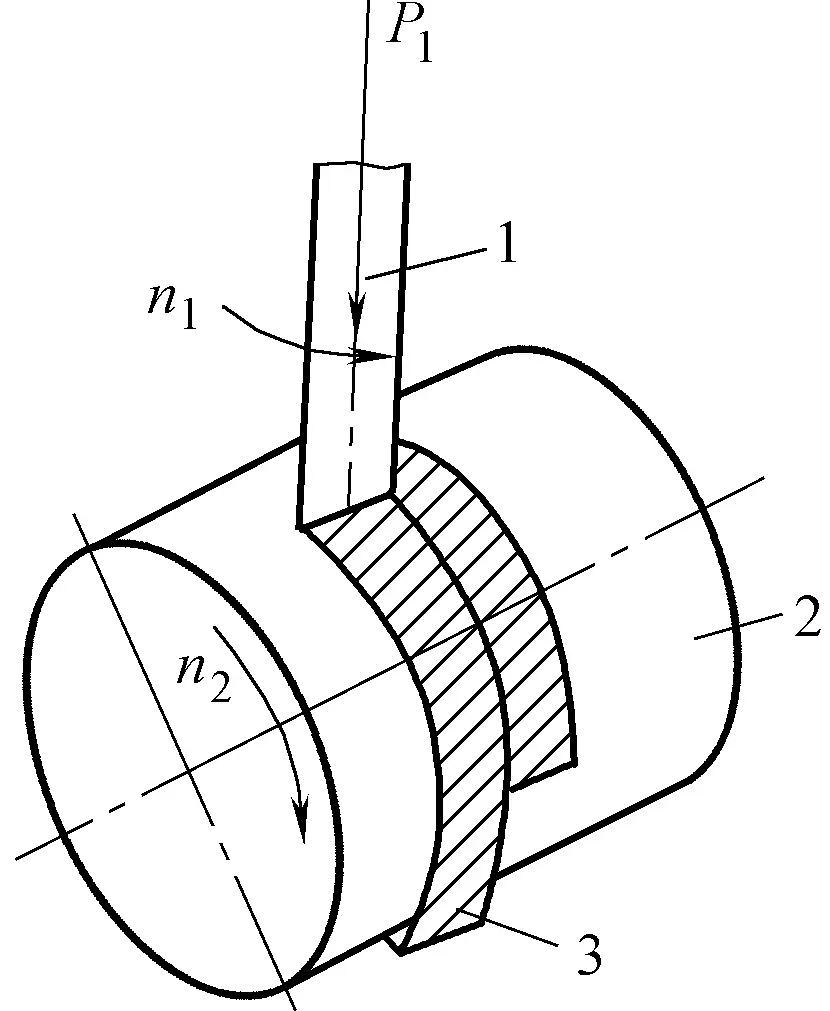
1-Memperlihatkan batang logam 2-Memperlihatkan benda kerja 3-Memperlihatkan las
Permukaan gesekan cocok untuk menyambung material yang berbeda, terutama karena logam las permukaan memiliki distorsi kisi yang tinggi, butiran halus, dan ketangguhan yang baik, sehingga cocok untuk permukaan permukaan.
Pengelasan gesekan superplastik diklasifikasikan menurut karakteristik proses pengelasan. Ini melibatkan langkah-langkah pengendalian untuk mempertahankan zona las dalam keadaan superplastis selama proses pengelasan. Keuntungannya adalah dapat menghindari pembentukan senyawa intermetalik yang keras dan rapuh pada suhu tinggi dan mempertahankan kondisi perlakuan panas material yang dilas. Sangat cocok untuk menyambung logam yang berbeda yang sulit dilas dan juga dapat digunakan untuk penyambungan logam khusus yang efektif.