
Kalkulator Faktor K: Panduan untuk Pembengkokan Presisi dalam Fabrikasi Lembaran Logam
Bagaimana Anda bisa memastikan presisi dalam pembengkokan lembaran logam? Faktor-K adalah elemen penting dalam proses ini, yang menentukan...
Apakah Anda kesulitan untuk mendapatkan pengelasan TIG yang sempurna? Memilih parameter yang tepat dapat membuat perbedaan besar antara pengelasan yang kuat dan bersih dengan pengelasan yang lemah dan berantakan. Artikel ini membahas parameter pengelasan TIG yang penting, termasuk arus pengelasan, tegangan busur, diameter elektroda, dan laju aliran gas. Dengan memahami faktor-faktor ini, Anda akan dapat mengoptimalkan proses pengelasan Anda, memastikan hasil yang konsisten dan berkualitas tinggi. Selami artikel ini untuk mempelajari tips dan trik yang dapat meningkatkan keterampilan pengelasan Anda ke tingkat profesional.

Parameter utama untuk pengelasan TIG meliputi arus pengelasan, tegangan busur, kecepatan pengelasan, diameter elektroda tungsten dan bentuk ujungnya, diameter nosel dan aliran gas, jarak dari nosel ke permukaan benda kerja, dan sudut obor las.
Ada dua jenis arus pengelasan: arus searah dan arus bolak-balik. Arus searah memiliki dua metode sambungan yang berbeda: lurus dan terbalik. Pilihan jenis dan polaritas arus terutama tergantung pada jenis bahan yang dilas dan persyaratan untuk pengelasan.
Untuk mengurangi atau menghilangkan fluktuasi arus yang disebabkan oleh perubahan panjang busur, Pengelasan TIG memerlukan penggunaan sumber daya dengan karakteristik eksternal arus jatuh atau arus konstan. Karakteristik dan cakupan yang dapat diterapkan dari berbagai jenis arus dan polaritas sambungan dalam pengelasan TIG ditunjukkan pada Tabel 5-80.
Tabel 5-80 Karakteristik dan cakupan yang dapat diterapkan dari berbagai jenis arus dan polaritas sambungan dalam pengelasan TIG
| Jenis-jenis Arus | Arus searah, Elektroda Positif | Arus Searah, Elektroda Negatif | Arus Bolak-balik |
| Metode Koneksi | 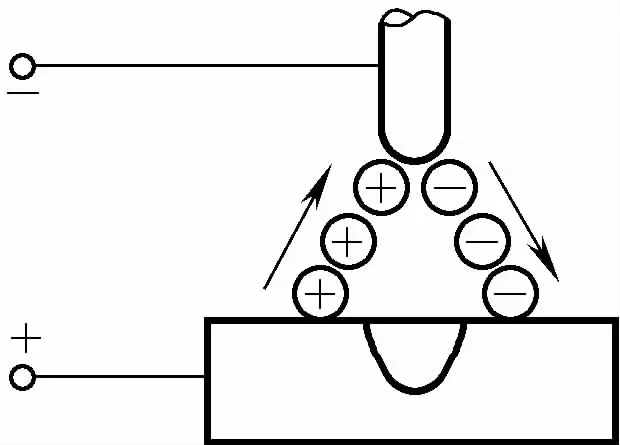 | 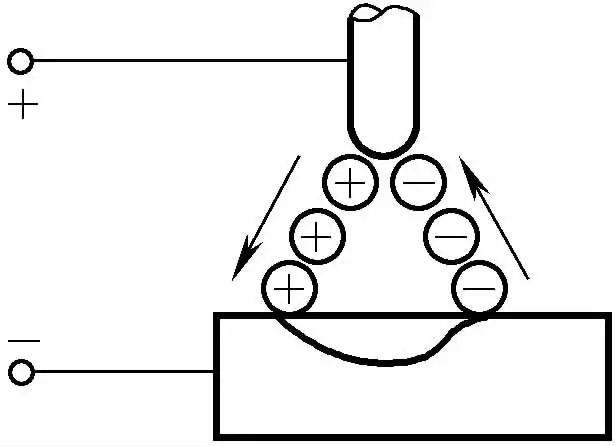 | 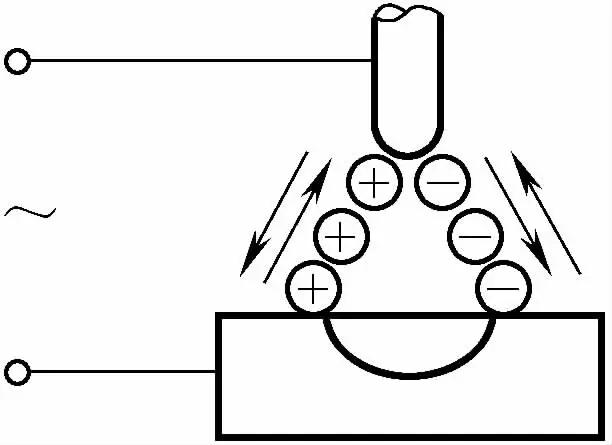 |
| Perkiraan Rasio Distribusi Panas | Benda kerja 70%, Elektroda 30% | Benda kerja 30%, Elektroda 70% | Benda kerja 50%, Elektroda 50% |
| Karakteristik Penetrasi | Dalam dan sempit | Dangkal dan lebar | Sedang |
| Tindakan Pembersihan Athodik | Tidak ada | Hadir | Hadir (ketika benda kerja negatif) |
| ф3.2W Elektroda Arus Maksimum yang Diizinkan | 400A | 420A | 250A |
| Bahan yang Berlaku | Kuningan, paduan tembaga, besi tuang, baja tahan karat, berbeda logam, titanium, perak | Umumnya tidak digunakan | Aluminium, magnesium, perunggu aluminium, perunggu berilium, aluminium cor |
Arus pengelasan biasanya dipilih berdasarkan bahan, ketebalan, dan posisi pengelasan. Diameter elektroda tungsten harus dipilih berdasarkan arus pengelasan. Kisaran arus pengelasan yang diijinkan untuk diameter elektroda tungsten yang berbeda ditunjukkan pada Tabel 5-81.
Tabel 5-81 Kisaran arus pengelasan yang diijinkan untuk diameter elektroda tungsten yang berbeda (unit: A)
| Diameter Elektroda / mm | Arus Bolak-balik | Arus Searah, Polaritas Lurus | Arus Searah, Polaritas Terbalik | |||
| Tungsten Murni | Tungsten Thoriated, Tungsten Ceriated | Tungsten | Tungsten Thoriated, Tungsten Ceriated | Tungsten | Tungsten Thoriated, Tungsten Ceriated | |
| 0.5 | 2~15 | 2~15 | 2~20 | 2~20 | - | - |
| 1 | 15~55 | 15~70 | 10~75 | 10~75 | - | - |
| 1.6 | 45~90 | 60~125 | 40 ~130 | 60~150 | 10~20 | 10 ~20 |
| 2 | 65~125 | 85~160 | 75~180 | 100~200 | 15~25 | 15~25 |
| 2.5 | 80~140 | 120~210 | 130~230 | 170~250 | 17~30 | 17~30 |
| 3.2 | 140 ~190 | 150~250 | 160 ~310 | 225~330 | 20~35 | 20~35 |
| 4 | 180~260 | 240~350 | 275~450 | 350~480 | 35~50 | 35~50 |
| 5 | 240~350 | 330~460 | 400~625 | 500 ~ 675 | 50~70 | 50 ~70 |
| 6.3 | 300~450 | 430~575 | 550~675 | 650~950 | 60~100 | 65~100 |
Tegangan busur adalah parameter utama yang menentukan lebar manik las. Tegangan busur yang lebih rendah digunakan dalam pengelasan TIG untuk mencapai perlindungan kolam cair yang baik. Ketika mengelas di bawah perlindungan helium, karena ionisasi helium yang lebih tinggi, panjang busur yang sama memiliki tegangan busur yang lebih tinggi dibandingkan dengan busur argon.
Tegangan busur terkait dengan sudut ujung elektroda tungsten. Semakin tajam ujung elektroda tungsten, semakin tinggi tegangan busurnya, dengan kisaran umum 10~20V.
Pilihan diameter elektroda tungsten tergantung pada jenis, polaritas, dan ukuran arus pengelasan yang akan digunakan. Pada saat yang sama, ketajaman ujung elektroda tungsten memengaruhi kedalaman dan lebar pengelasan. Lihat Tabel 5-82 untuk bentuk ujung elektroda tungsten dan rentang arus.
Tabel 5-82 Bentuk ujung elektroda tungsten dan rentang arus
| Diameter Elektroda Tungsten / mm | Diameter Ujung / mm | Sudut Ujung / (°) | Elektroda Arus Searah Positif | |
| Arus DC Konstan / A | Arus Pulsa / A | |||
| 1 | 0.125 | 12 | 2~15 | 2~25 |
| 1 | 0.25 | 20 | 5~30 | 5~60 |
| 1.6 | 0.5 | 25 | 8~50 | 8~100 |
| 1.6 | 0.8 | 30 | 10~70 | 10~140 |
| 2.4 | 0.8 | 35 | 12~90 | 12~180 |
| 2.4 | 1.1 | 45 | 15 ~150 | 15~250 |
| 3.2 | 1.1 | 60 | 20~200 | 20~300 |
| 3.2 | 1.5 | 90 | 25~250 | 25~350 |
Kecepatan pengelasan pengelasan TIG tergantung pada ketebalan benda kerja dan arus pengelasan. Karena elektroda tungsten dapat menahan arus yang lebih rendah, kecepatan pengelasan biasanya di bawah 20m / jam. Kecepatan pengelasan maksimum pengelasan TIG mekanis dapat melebihi 35m / jam, tetapi pada saat ini, efek kecepatan pengelasan pada bentuk laminar gas pelindung harus dipertimbangkan.
Aliran gas minimum yang diperlukan untuk melindungi area pengelasan secara efektif terkait dengan bentuk dan ukuran nosel obor las. Diameter nosel bergantung pada ketebalan benda kerja dan jenis sambungan, dan saat diameter nosel meningkat, aliran gas juga perlu ditingkatkan.
Diameter nozzle dapat dipilih menurut rumus berikut ini:
D = (2,5 ~ 3,5) d w
Dalam rumus:
Setelah diameter nosel ditentukan, laju aliran argon dapat dihitung sebagai berikut:
Q = (0,8 ~ 1,2) D
Dimana:
Ketika D kecil, ambil batas bawah untuk Q; ketika D besar, ambil batas atas untuk Q.
Umumnya, ketika bukaan nosel adalah 8 ~ 12mm, laju aliran gas pelindung adalah 5 ~ 15L / menit; ketika diameter nosel meningkat menjadi 14 ~ 22mm, laju aliran gas adalah 10 ~ 20L / menit. Saat mengelas pelat tebal aluminium dan paduan aluminium, laju aliran gas harus mencapai 25 ~ 35L / menit.
Selain itu, laju aliran gas juga tergantung pada lingkungan pengelasan. Ketika melakukan pengelasan di area dengan pergerakan udara, laju aliran gas harus ditingkatkan sesuai dengan kecepatan udara, dan laju aliran juga dapat dipilih melalui pengelasan percobaan. Ketika laju aliran sesuai, warna permukaan las dapat digunakan untuk mengidentifikasi.
Hubungan antara warna dan efek perlindungan las baja tahan karat ditunjukkan pada Tabel 5-83.
Tabel 5-83 Hubungan antara warna dan efek perlindungan las baja tahan karat
| Warna Jahitan Las | Perak-putih, kuning keemasan | Biru | Merah-abu-abu | Abu-abu | Hitam |
| Efektivitas Perlindungan | Luar biasa | Bagus. | Adil | Miskin | Terburuk |
Hubungan antara warna dan efek perlindungan las titanium dan paduan titanium ditunjukkan pada Tabel 5-84.
Tabel 5-84 Hubungan antara warna las titanium dan paduan titanium dengan efek perlindungan
| Warna Jahitan Las | Perak-Putih | Emas | Ungu-Biru | Biru-abu-abu | Kuning-Putih |
| Efektivitas Perlindungan | Luar biasa | Bagus. | Adil | Miskin | Terburuk |
Lihat Tabel 5-85 untuk laju aliran argon, bukaan nosel, dan jarak ke benda kerja.
Tabel 5-85 Laju aliran argon, bukaan nosel, dan jarak ke benda kerja
| Metode Pengelasan | Laju Aliran Argon yang Sesuai (L/menit) | Diameter Nozzle (mm) | Jarak Antara Nozzle dan Benda Kerja (mm) |
| Pengelasan Gas Tungsten Inert (TIG) | 3~25 | 5 ~20 | 5 ~12 |
| Pengelasan Gas Inert Logam (MIG) | 10~50 | ≤30 | 8~15 |
Lihat Tabel 5-86 untuk hubungan antara arus pengelasan, diameter nosel, dan laju aliran gas.
Tabel 5-86 Hubungan antara arus pengelasan, diameter nosel, dan laju aliran gas
| Arus Pengelasan / A | Pengelasan DC | Pengelasan AC | ||
| Diameter Nozzle / mm | Laju Aliran Gas / (L/menit) | Diameter Nozzle / mm | Laju Aliran Gas / (L/menit) | |
| 10 ~100 | 4~9.5 | 4 ~5 | 8~9.5 | 6~8 |
| 101 ~150 | 4 ~9.5 | 4~7 | 9.5~11 | 7 ~10 |
| 151~200 | 6~13 | 6~8 | 11 ~13 | 7 ~10 |
| 201~300 | 8~13 | 8~9 | 13 ~ 16 | 8 ~15 |
| 301~500 | 13 ~16 | 9~12 | 16 ~19 | 8~15 |
Catatan: Arus pengelasan maksimum yang diijinkan untuk nozel logam adalah 500A, dan untuk nozel keramik adalah 300A.
Parameter pengelasan TIG otomatis mencakup parameter pengelasan busur argon elektroda tungsten manual dan kecepatan pengumpanan kawat. Kecepatan pengumpanan kawat harus sesuai dengan kecepatan pengelasan dan arus pengelasan. Dampak parameter pengelasan TIG pada pembentukan las dan kualitas pengelasan jarang independen dalam produksi aktual, seperti dalam proses pengelasan TIG manual, hanya arus pengelasan dan laju aliran argon yang ditentukan.
Selama pengelasan TIG otomatis, parameter pengelasan yang perlu dikontrol meliputi arus pengelasan, tegangan busur, kecepatan pengelasan, laju aliran argon, diameter kawat, dan kecepatan pengumpanan kawat. Selain itu, apabila mengelas logam yang sangat reaktif, seperti titanium, perlindungan yang lebih baik pada zona suhu tinggi diperlukan, dan tindakan perlindungan yang ketat harus dilakukan.
Tabel 5-87 Parameter Pengelasan TIG Manual untuk Aluminium dan Paduan Aluminium, Baja Tahan Karat
| Bahan | Ketebalan Pelat / mm | Jenis Alur | Jumlah Lapisan Las (Depan/Belakang) | Diameter Elektroda Tungsten / mm | Diameter Kawat Las / mm | Suhu Pemanasan Awal/°C | Arus Pengelasan / A | Laju Aliran Argon/(L/menit) | Bukaan Nosel / mm |
| Aluminium dan Paduan Aluminium | 1 | Tepi Miring | Depan 1 | 2 | 1.6 | - | 45 ~ 60 | 7~9 | 8 |
| 1.5 | Miring atau alur-I | Depan 1 | 2 | 1.6~2.0 | - | 50~80 | 7~9 | 8 | |
| 2 | I-groove | Depan 1 | 2 ~3 | 2~2.5 | - | 90 ~120 | 8 ~12 | 8~12 | |
| 3 | Alur Y | Depan 1 | 3 | 2~3 | - | 150 ~180 | 8~12 | 8~12 | |
| 4 | 1~2/1 | 4 | 3 | - | 180 ~200 | 10~15 | 8~12 | ||
| 5 | 1~2/1 | 4 | 3~4 | - | 180~240 | 10~15 | 10 ~12 | ||
| 6 | 1~2/1 | 5 | 4 | - | 240~280 | 16~20 | 14 ~16 | ||
| 8 | 2 /1 | 5 | 4~5 | 100 | 260~320 | 16~20 | 14 ~16 | ||
| 10 | 3~4/1~2 | 5 | 4~5 | 100 ~150 | 280~340 | 16~20 | 14 ~16 | ||
| 12 | 3~4/1~2 | 5 ~6 | 4~5 | 150~200 | 300~360 | 18~22 | 16~20 | ||
| 14 | 3 ~4/1~2 | 5 ~6 | 5~6 | 180~200 | 340~380 | 20~24 | 16 ~20 | ||
| 16 | 4~5/1~2 | 6 | 5~6 | 200 ~220 | 340~380 | 20~24 | 16~20 | ||
| 18 | 4~5/1~2 | 6 | 5~6 | 200~240 | 360~400 | 25~30 | 16~20 | ||
| 20 | 4~5/1~2 | 6 | 5~6 | 200~260 | 360~400 | 25~30 | 20~22 | ||
| 16 ~20 | Alur X | 2~3/2~3 | 6 | 5~6 | 200~260 | 300~380 | 25~30 | 16~20 | |
| 22~25 | 3 ~4/3 ~4 | 6 ~7 | 5~6 | 200~260 | 360~400 | 30~35 | 20~22 | ||
| Baja tahan karat | 1 | Sendi Pantat | 1 | 2 | 1.6 | - | 7~28 | 3~4 | 12~47① |
| 1.2 | Sendi Pantat | 1 | 2 | 1.6 | - | 15 | 3~4 | 25① | |
| 1.5 | Sendi Pantat | 1 | 2 | 1.6 | - | 5 ~19 | 3~4 | 8~32① |
(1) Kecepatan pengelasan, dalam cm/menit.
Tabel 5-88 Parameter Pengelasan TIG Manual untuk Baja Karbon, Baja Paduan Rendah
| Ketebalan Pengelasan / mm | Arus Pengelasan / A | Diameter Kawat / mm | Kecepatan Pengelasan / (mm/menit) | Laju Aliran Gas/(L/menit) |
| 0.9 | 100 | ф1.6 | 300~370 | 4~5 |
| 1.2 | 100~125 | ф1.6 | 300~450 | 4~5 |
| 1.5 | 100 ~140 | ф1.6 | 300~450 | 4~5 |
| 2.5 | 140~180 | ф2 | 300 ~450 | 5~6 |
| 3.2 | 150 ~200 | ф3 | 250~300 | 5~6 |
Tabel 5-89 Parameter Pengelasan TIG Manual untuk Tembaga dan Paduan Tembaga
| Bahan | Ketebalan Las / mm | Jenis Alur | Elektroda Tungsten | Diameter Elektroda / mm | Diameter Kawat Pengisi / mm | Arus Pengelasan / A | Diameter Nozzle / mm | Laju Aliran Gas/(L/menit) | Suhu Pemanasan Awal/°C |
|---|---|---|---|---|---|---|---|---|---|
| Tembaga | <1.5 | Single-V | Thoriated | 2.4 | 2 | 140-180 | 8 | 6-8 | - |
| 2-3 | Single-V | Thoriated | 3.2 | 3 | 160-280 | 8-10 | 6-10 | - | |
| 4-5 | Alur-V | Thoriated | 4 | 3-4 | 250-350 | 10-12 | 8-12 | 100-150 | |
| 6-10 | Alur-V | Thoriated | 5 | 4-5 | 300-400 | 10-12 | 10-14 | 300-500 | |
| Kuningan | 1.2 | Sendi pantat | Thoriated | 3.2 | - | 160-180 | 8 | 7 | - |
| Timah Kuningan | 2 | Single-V | Thoriated | 3.2 | 3 | 180-200 | 8 | 7 | - |
| Timah Fosfor | <1.6 | Single-V | Thoriated | 3.2 | 1.6 | 90-150 | 10-12 | 8-12 | - |
| Perunggu | 1.6-3.2 | Single-V | Thoriated | 3.2 | 2-3 | 100-220 | 10-12 | 8-12 | - |
| Perunggu Aluminium | <1.6 | Single-V | Ceriasi | 1.6 | 1.6 | 25-80 | 10-12 | 9-10 | - |
| 3.2 | Single-V | Ceriasi | 3.2 | 2-3 | 160-210 | 10-12 | 10-12 | - | |
| 9.5 | Alur-V | Ceriasi | 4 | 4 | 210-330 | 10-12 | 12-13 | - | |
| Perunggu Silikon | 1.6 | Single-V | Ceriasi | 1.6 | 1.6 | 100-120 | 8 | 7 | - |
| 3.2 | Single-V | Thoriated | 2.4 | 2 | 130-150 | 8 | 7 | - | |
| 6.4 | Alur-V | Thoriated | 3.2 | 3 | 200-250 | 10 | 9 | - | |
| 9.5 | Alur-V | Thoriated | 3.2 | 3 | 230-280 | 10 | 9 | - | |
| Perunggu Nikel | <3.2 | Single-V | Thoriated | 3.2 | 2-3 | 250-300 | 12-14 | 12-14 | - |
| 3.2-9.5 | Alur-V | Thoriated | 4 | 3 | 280-320 | 12-14 | 12-14 | - |
Tabel 5-90 Parameter pengelasan TIG manual titanium dan paduan titanium (sambungan positif DC, sambungan pantat)
| Ketebalan Pelat / mm | Jenis Kemiringan | Jumlah Lapisan Las | Diameter Elektroda Tungsten / mm | Diameter Kawat / mm | Arus Pengelasan / A | Laju Aliran Argon/(L/menit) | Diameter Nozzle / mm | Catatan | ||
| Nosel Utama | Seret Perisai | Sisi Belakang | ||||||||
| 0.5 | Kemiringan V Tunggal | 1 | 1.5 | 1.0 | 30 ~50 | 8~10 | 14~16 | 6~8 | 10 | Celah sambungan pantat 0.5mm, titanium juga tidak boleh ditambahkan Celah kawat 1.0mm |
| 1 | 1 | 2.0 | 1.0~2.0 | 40~60 | 8~10 | 14~16 | 6~8 | 10 | ||
| 1.5 | 1 | 2.0 | 1.0~2.0 | 60~80 | 10~12 | 14~16 | 8~10 | 10 ~12 | ||
| 2 | 1 | 2.0~3.0 | 1.0~2.0 | 80~110 | 12~14 | 16~20 | 10~12 | 12 ~14 | ||
| 2.5 | 1 | 2.0~3.0 | 2.0 | 110~120 | 12~14 | 16~20 | 10~12 | 12 ~14 | ||
| 3 | Bevel Y Tunggal | 1 ~2 | 3.0 | 2.0~3.0 | 120~140 | 12~14 | 16~20 | 10~12 | 14 ~18 | Celah kemiringan 2 ~ 3mm, tepi tumpul 0,5mm Bagian belakang lasan dilapisi dengan pelat pendukung baja Sudut kemiringan 60°~65° |
| 3.5 | 1~2 | 3.0~4.0 | 2.0~3.0 | 120~140 | 12~14 | 16~20 | 10~12 | 14 ~18 | ||
| 4 | 2 | 3.0~4.0 | 2.0~3.0 | 130~150 | 14~16 | 20~25 | 12~14 | 18 ~20 | ||
| 4 | 2 | 3.0~4.0 | 2.0~3.0 | 200 | 14~16 | 20~25 | 12~14 | 18 ~20 | ||
| 5 | 2~3 | 4.0 | 3.0 | 130~150 | 14~16 | 20~25 | 12~14 | 18~20 | ||
| 6 | 2~3 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 18~20 | ||
| 7 | 2~3 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 8 | 3 ~4 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 10 | Kemiringan Y Ganda | 4~6 | 4.0 | 3.0~4.0 | 160~200 | 14~16 | 25~28 | 12~14 | 20~22 | Sudut kemiringan 60°, tepi tumpul 1mm Sudut kemiringan 55°, tepi tumpul 1,5-2,0mm Sudut kemiringan 55°, tepi tumpul 1,5 ~ 2,0mm, celah 1,5mm |
| 13 | 6~8 | 4.0 | 3.0~4.0 | 220~240 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 20 | 12 | 4.0 | 4.0 | 200~240 | 12~14 | 20 | 10~12 | 18 | ||
| 22 | 6 | 4.0 | 4.0~5.0 | 230~250 | 15~18 | 18~20 | 18~20 | 20 | ||
| 25 | 15~16 | 4.0 | 3.0~4.0 | 200~220 | 16~18 | 26~30 | 20~26 | 22 | ||
| 30 | 17~18 | 4.0 | 3.0~4.0 | 200~220 | 16~18 | 26~30 | 20~26 | 22 | ||
Tabel 5-91 Parameter pengelasan TIG otomatis untuk aluminium dan paduan aluminium
| Bahan | Ketebalan Pelat / mm | Jumlah Lapisan Las | Diameter Elektroda Tungsten / mm | Diameter Kawat / mm | Arus Pengelasan / A | Laju Aliran Argon/(L/menit) | Bukaan Nosel / mm | Kecepatan Pengumpanan Kawat / (cm/menit) |
| Aluminium dan paduan aluminium | 1 | 1 | 1.5 ~2 | 1.6 | 120 ~160 | 5~6 | 8~10 | - |
| 2 | 1 | 3 | 1.6~2 | 180 ~220 | 12 ~14 | 8 ~10 | 108 ~117 | |
| 3 | 1~2 | 4 | 2 | 220~240 | 14 ~18 | 10 ~14 | 108~117 | |
| 4 | 1~2 | 5 | 2~3 | 240~280 | 14 ~18 | 10 ~14 | 117 ~ 125 | |
| 5 | 2 | 5 | 2~3 | 280 ~320 | 16 ~ 20 | 12 ~16 | 117 ~ 125 | |
| 6~8 | 2~3 | 5~6 | 3 | 280 ~320 | 18~24 | 14 ~18 | 125~133 | |
| 8~12 | 2~3 | 6 | 3~4 | 300 ~340 | 18~24 | 14 ~18 | 133 ~142 | |
| Baja tahan karat | 1.5 | 1 | 2 | 1.6 | 125 ~130 | 8~10 | 260 | |
| 2 | 1 | 3 | 1.6 | 138~142 | 6~8 | 260 |
Tabel 5-92 Parameter pengelasan TIG otomatis untuk titanium dan paduan titanium (DC positif, sambungan pantat)
| Ketebalan Pelat / mm | Jenis Kemiringan | Jumlah Lapisan Pengelasan | Dimensi Strip Pendukung dalam Alur Pembentuk | Diameter Elektroda Tungsten / mm | Diameter Kawat / mm | Arus Pengelasan / A | Tegangan Busur / V | Kecepatan Pengelasan / (cm/menit) | Laju Aliran Argon / (L/menit) | |||
| Lebar / mm | Kedalaman / mm | Nosel Utama | Perisai Jejak | Sisi Belakang | ||||||||
| 1 | I-grove | 1 | 5 | 0.5 | 1.6 | 1.2 | 70~100 | 12~15 | 30~37 | 8~10 | 12~14 | 6~8 |
| 1.2 | I-grove | 1 | 5 | 0.7 | 2 | 1.2 | 100~120 | 12~15 | 30~37 | 8~10 | 12~14 | 6~8 |
| 1.5 | I-grove | 1 | 5 | 0.7 | 2 | 1.2~1.6 | 120~140 | 14~16 | 37~40 | 10~12 | 14~16 | 8~10 |
| 2 | I-grove | 1 | 6 | 1 | 2.5 | 1.6~2.0 | 140~160 | 14~16 | 33~37 | 12~14 | 14~16 | 10~12 |
| 3 | I-grove | 1 | 7 | 1.1 | 3 | 2.0~3.0 | 200~240 | 14~16 | 32~35 | 12~14 | 16~18 | 10~12 |
| 4 | Kemiringan Tunggal dengan Celah 2mm | 2 | 8 | 1.3 | 2 | 3 | 200~260 | 14~16 | 32~33 | 14~16 | 18~20 | 12~14 |
| 6 | Alur Y 60° | 3 | - | - | 4 | 3 | 240~280 | 14~18 | 30~37 | 14~16 | 20~24 | 14~16 |
| 10 | Alur Y 60° | 3 | - | - | 4 | 3 | 200~260 | 14~18 | 15~20 | 14~16 | 18~20 | 12~14 |
| 13 | Alur Y Ganda 60° | 4 | - | - | 4 | 3 | 220~260 | 14~18 | 33~42 | 14~16 | 18~20 | 12~14 |
Tabel 5-93 Parameter pengelasan TIG untuk pipa baja tahan karat austenitik (pengelasan tersuspensi)
| Ketebalan/mm | Bentuk Kemiringan | Arus Pengelasan / A | Kecepatan Pengelasan / (mm/menit) | Catatan |
| 1.5 |  | 100 ~110 | 460 ~480 | Digunakan untuk pengelasan tabung bulat dan persegi di atas kepala, dengan perlindungan gas argon di dalam tabung untuk melindungi bagian belakang las. |
| 2 | 120 ~130 | 400 ~410 | ||
| 3 | 190~200 | 300 ~310 |
Tabel 5-94 Parameter pengelasan untuk lintasan akar pengelasan TIG multi-lapis pada pipa berdinding tebal baja tahan karat
| Diameter Kawat / mm | Diameter Elektroda Tungsten / mm | Polaritas Saat Ini | Arus Pengelasan / A | Tegangan Busur / V | Kecepatan Pengelasan / (cm/menit) | Metode Menenun | Gas Pelindung | |
| Jenis | Laju Aliran / (L/menit) | |||||||
| 2.0(1.6) | 1.6 | Arus searah | 50~130 | 9~16 | 4~14 | Osilasi Melintang | Kemurnian argon (fraksi volume) lebih besar dari 99,9% | 8~15 |
| 2.4 | 2.4 | Tangen | ||||||