
Pembengkokan Pipa Generasi Berikutnya: Menjelajahi Proses Inovatif
Bayangkan merevolusi cara kita membengkokkan pipa, mendorong batas-batas efisiensi dan presisi. Generasi pembengkokan pipa berikutnya...
Apa yang membuat mesin pembengkok pipa sangat penting di seluruh industri? Mesin-mesin ini, yang sangat penting untuk membentuk pipa, tersedia dalam berbagai jenis seperti pembengkok hidrolik, CNC, dan multi-mode, yang masing-masing cocok untuk kebutuhan pembengkokan yang berbeda. Dari otomotif hingga kedirgantaraan, memahami fungsionalitasnya dapat mengoptimalkan efisiensi dan presisi dalam proses manufaktur. Selami panduan ini untuk menjelajahi mekanisme, jenis, dan aplikasi mesin pembengkok pipa, dan pelajari bagaimana mesin tersebut dapat meningkatkan kemampuan produksi Anda.

Ada banyak metode dan perangkat untuk membengkokkan pipa. Berdasarkan apakah zona deformasi secara langsung dipengaruhi oleh cetakan, dapat dibagi menjadi pembentukan cetakan dan pembentukan tanpa cetakan. Menurut suhu pembengkokan, dapat dibagi menjadi pembengkokan dingin dan pembengkokan panas. Metode pembengkokan dingin yang umum termasuk pembengkokan tekan (dorong), pembengkokan gulungan, pembengkokan bungkus, dan pembengkokan ekstrusi.
Pembengkokan tekan (dorong) dicapai dengan pembengkokan plastik lateral pada mesin pembengkokan tekan atau dorong; pembengkokan gulungan dicapai dengan menambahkan cetakan pada mesin mesin penggulung piring atau dengan pembengkokan plastik lateral titik demi titik secara kontinu pada mesin pembengkok profil; pembengkokan ekstrusi dicapai dengan pembengkokan ekstrusi pada mesin press atau mesin ekstrusi khusus; pembengkokan pembungkus dicapai pada mesin pembengkok pipa vertikal atau horisontal dengan cara menekuk dengan gaya tarik tertentu.
Metode utama pembengkokan pipa panas meliputi pembengkokan pipa frekuensi menengah dan pembengkokan api, yang merupakan proses pemanasan, pembengkokan, dan pendinginan pipa secara terus menerus pada peralatan khusus. Berdasarkan bentuk gaya yang diterapkan selama pembengkokan, dapat dibagi menjadi pembengkokan tarikan dan pembengkokan dorong. Selain itu, pembengkokan tanpa cetakan laser dapat dicapai dengan mengendalikan tekanan termal melalui pemanasan transien lokal dengan laser.
Wrap bending pada mesin bending pipa banyak digunakan di industri seperti boiler, pembuatan kapal, otomotif, dan dirgantara karena bentuknya yang presisi, kecil radius lentursudut tekukan lebih dari 180 derajat, ketahanan terhadap kerutan, kemampuan tekukan kontinu, dan kemudahan integrasi CNC. Di bawah ini, hanya mesin pipa pembengkok tarik bungkus (selanjutnya disebut sebagai mesin pembengkok pipa) yang diperkenalkan.
Seperti yang ditunjukkan pada Gambar 1, cetakan pembengkok pipa dengan alur setengah lingkaran diputar oleh silinder hidrolik melalui sproket, rantai, dan poros utama. Pipa ditempatkan di dalam cetakan pembengkok dan dijepit oleh cetakan penjepit. Alat pemandu (roller atau alur) digunakan untuk menekan permukaan luar pipa di area deformasi.
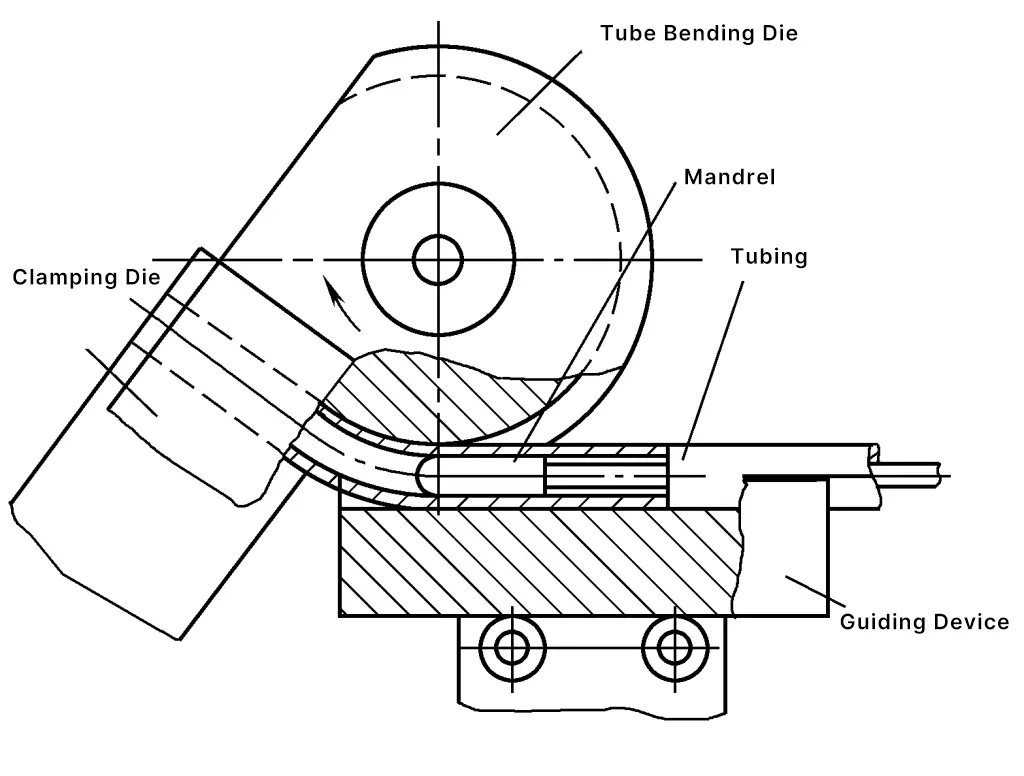
Kepala mandrel yang dipasang pada perangkat mandrel memanjang ke dalam lubang bagian dalam pipa, yang terletak di atau sedikit di depan garis tengah cetakan pembengkok. Ketika pipa dijepit oleh cetakan penjepit dan berputar bersama dengan cetakan pembengkok, pipa akan menekuk dengan kuat pada cetakan pembengkok.
Jika pipa memiliki diameter dan persyaratan radius tekukan yang berbeda, diperlukan cetakan tekukan yang berbeda. Sudut tekukan pipa dikontrol oleh blok penghenti mekanis (atau tampilan digital), dan ketika cetakan pembengkokan berputar ke sudut tertentu, cetakan tersebut mengenai blok penghenti (atau pemrogram) yang mengirimkan perintah untuk menghentikan silinder hidraulik, sehingga menghentikan cetakan pembengkokan dan menyelesaikan tekukan pipa yang diperlukan.
Bentuk umum dari mesin pembengkok pipa terutama meliputi: pembengkok pipa hidrolik (planar), pembengkok pipa CNC (tiga dimensi, mode tunggal), dan pembengkok pipa mode ganda (atau multi-mode) CNC. Selain itu, ada mesin tekuk dorong CNC, pembengkok pipa kepala ganda CNC, pembengkok pipa serpentin CNC, dan pembengkok pengaturan pipa.
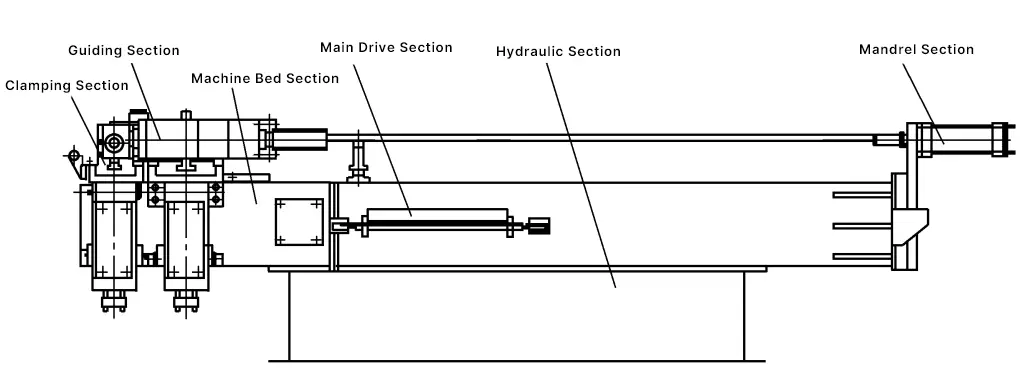
Gambar 2 menunjukkan komposisi struktural penyokong pipa hidraulik (planar). Mesin ini terdiri dari tempat tidur, penggerak utama, penjepit, pemandu, mandrel, dan sistem kontrol listrik dan hidrolik. Umumnya digunakan untuk membengkokkan bentuk pipa planar dua dimensi dengan radius kelengkungan tunggal. Dengan perangkat tambahan tambahan, alat ini juga dapat membengkokkan bentuk pipa spasial.
Jenis mesin ini dapat membengkokkan tabung radius kelengkungan tunggal dalam ruang tiga dimensi, dan komposisi strukturalnya mencakup struktur dasar penyok tabung hidraulik yang disebutkan di atas. Selain itu, strukturnya yang paling khas adalah bahwa mesin ini memiliki tiga sumbu koordinat gerak: sumbu Y untuk jarak umpan linier, sumbu B untuk sudut rotasi ruang tabung, dan sumbu C untuk sudut tekukan bidang tabung.
Ketiga sumbu koordinat dikontrol secara tepat oleh komputer, dengan sumbu Y dan B digerakkan dan dikontrol oleh motor servo AC atau motor servo hidrolik. Sumbu C digerakkan dan dikontrol oleh katup servo elektro-hidrolik. Pembengkok tabung CNC yang lebih kecil memiliki ketiga sumbu yang dikendalikan oleh servo listrik.
Gambar 3 menunjukkan posisi perakitan sumbu koordinat gerak dan cetakan penyokong tabung CNC. Sistem penyok tabung CNC dilengkapi terminal tampilan layar sentuh yang dapat memasukkan dan menampilkan berbagai data dan perintah penyok tabung. Layar dapat mengubah status kerjanya dan memiliki kemampuan pengeditan yang kuat, sehingga operator dapat dengan bebas memilih dan memanggil berbagai kecepatan gerak untuk setiap sumbu koordinat gerak dan menyimpannya dalam memori.
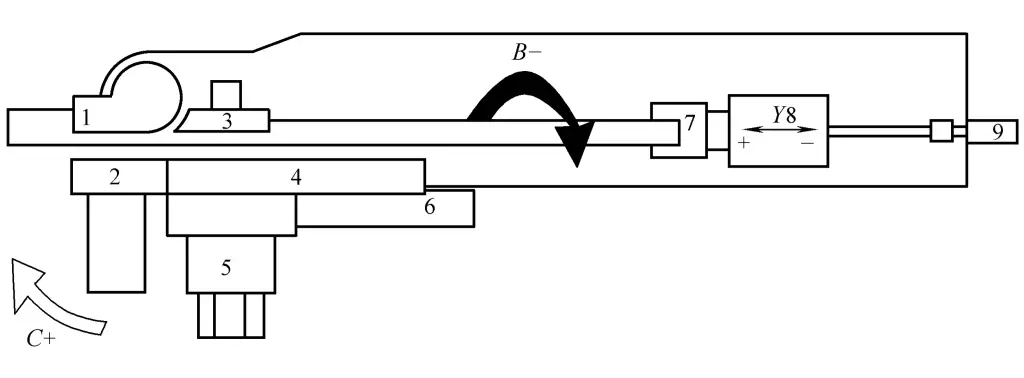
1-Membengkokkan cetakan
2-Penjepit
3-Piring anti-kerut
Pelat 4-pemandu
Penggeser 5-pemandu
Blok 6 silinder
7-Collet
8-Troli
Silinder hidrolik batang 9 inti
Kemampuan pengeditan yang baik dari alat berat ini memungkinkan operator untuk menambah atau memodifikasi data tabung dalam program. Kompensasi untuk springback yang terjadi selama pembengkokan tabung dapat dicapai. Komputer ini juga dilengkapi dengan kunci pengaman dan fungsi diagnostik, yang secara otomatis mengunci mesin dan menampilkan hasil diagnostik jika terjadi kesalahan operasional atau masalah lainnya.
Jenis mesin ini dapat membengkokkan tabung dengan dua atau lebih jari-jari kelengkungan dalam ruang.
Selain fitur struktural CNC dan penyokong tabung hidrolik, ini juga menambahkan gerakan "sumbu X" dan "sumbu Z". Sumbu X mengubah radius pembengkokan, yang dicapai dengan gerakan lateral kepala pembengkokan atau tailstock umpan. Penggerak dan kontrol sumbu X dilakukan oleh motor servo AC.
Sumbu Z-sumbu pengangkat vertikal. Poros inti, selongsong bergerak ke atas dan ke bawah untuk pemosisian pada cetakan yang digunakan selama pembengkokan. Digerakkan oleh servo hidrolik atau servo listrik.
Parameter mesin tekuk pipa hidrolik dan mesin tekuk pipa CNC diimplementasikan sesuai dengan standar JB / T2671.1-1998 "Parameter Mesin Tekuk Pipa" dan JB / T5761-1991 "Parameter Mesin Tekuk Pipa CNC".







