
10 Produsen Mesin Penggulung Pelat Teratas pada tahun 2024
Mengapa beberapa produsen mendominasi industri mesin penggulung pelat sementara yang lainnya kesulitan? Artikel ini membahas 10 besar...
Bagaimana industri membentuk pelat logam menjadi silinder dan busur yang presisi? Mesin penggulung pelat adalah jawabannya. Mesin serbaguna ini mengubah lembaran logam datar menjadi berbagai bentuk lengkung, yang penting untuk manufaktur dalam pembuatan kapal, kedirgantaraan, dan lainnya. Panduan ini mempelajari jenis, proses, dan aplikasi mesin penggulung pelat, menyoroti efisiensi dan kemampuan beradaptasi. Pada akhirnya, Anda akan memahami bagaimana mesin ini meningkatkan kemampuan produksi dan mempertahankan standar kualitas tinggi dalam fabrikasi logam.

Menekuk pelat logam menjadi bentuk silinder atau busur tunggal atau multi-kelengkungan, biasanya dapat dilakukan dengan menekan atau menggulung.
Pembengkokan tekan dilakukan pada mesin press hidrolik atau mesin press tekuk dengan bantuan cetakan, terutama mengandalkan pembengkokan plastik lateral untuk mencapainya, dan proses pembengkokannya adalah pembengkokan titik demi titik atau tersegmentasi yang tidak kontinu; penggulungan dilakukan pada mesin penggulung pelat dengan mengubah posisi relatif dan gerakan rotasi dari gulungan yang bekerja, menyebabkan pelat mengalami pembengkokan kontinu tiga titik dan menghasilkan deformasi plastis dalam keadaan bebas.
Pengerolan dibandingkan dengan pembengkokan tekan memiliki karakteristik sebagai berikut:
(1) Proses pembengkokannya adalah pembengkokan elastoplastik kontinu dengan gaya tarik tertentu, dengan springback yang lebih sedikit, sehingga menghasilkan pembentukan yang akurat, kualitas pembengkokan yang tinggi, dan efisiensi kerja yang tinggi.
② Tidak perlu cetakan, biaya penggunaan rendah.
③ Gaya yang diperlukan untuk penggulungan sering kali lebih kecil daripada gaya untuk pembentukan tekan, sehingga biaya mesin penggulung pelat lebih rendah daripada mesin press hidrolik.
④ Dilengkapi dengan alat bantu peletakan, alat ini dapat menggulung bagian yang berbentuk kerucut dan dapat merealisasikan pembengkokan dan penggulungan pipa dan profil.
Oleh karena itu, mesin penggulung pelat banyak digunakan di industri seperti boiler, pembuatan kapal, perminyakan, kimia, hidroelektrik, struktur logam, dan manufaktur mesin lainnya. Pembengkokan dan penggulungan pelat logam pada mesin penggulung piring didasarkan pada prinsip pembentukan lingkaran dengan tiga titik, menggunakan perubahan posisi relatif dan gerakan rotasi gulungan kerja untuk menghasilkan pembengkokan elastis-plastik yang terus menerus pada pelat untuk mendapatkan benda kerja dengan bentuk yang telah ditentukan.
Pelat diumpankan di antara gulungan atas dan bawah, dan gulungan atas atau bawah digerakkan dengan kuat untuk menghasilkan deformasi plastis dan pembengkokan pelat. Ketika gulungan kerja penggerak berputar, karena gaya gesekan antara permukaan gulungan kerja dan pelat yang ditekuk, pelat ditekuk sepanjang arah longitudinalnya. Pelat secara berturut-turut memperoleh deformasi tekukan plastis dengan kelengkungan yang sama. Prinsip pelat proses penggulungan ditunjukkan pada Gambar 5-6-1.
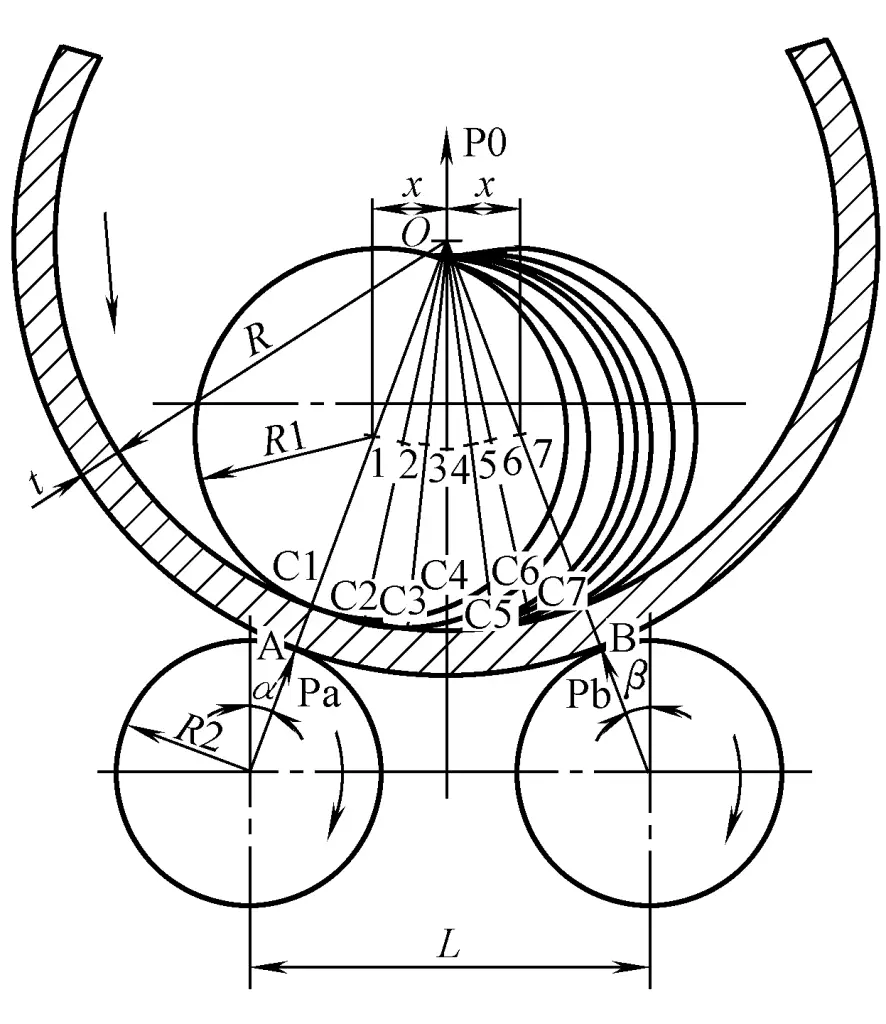
Dengan menyesuaikan posisi relatif gulungan kerja, radius tekukan yang berbeda dapat diperoleh. Namun, jika garis amplop yang dibentuk oleh perpindahan gulungan kerja tertentu bertepatan dengan permukaan bagian dalam atau luar drum, seperti ketika bagian tengah gulungan atas bergerak secara sewenang-wenang antara posisi 1 hingga 7, maka kelengkungan silinder tidak berubah.
Perlu dicatat bahwa hanya apabila garis sumbu gulungan atas dan bawah serta garis tengah silinder berada pada bidang yang sama, yaitu, apabila gulungan atas dijepit pada titik C1 atau C7, maka ujung kiri atau kanan silinder dapat ditekuk dengan baik.
Deformasi tekukan maksimum pelat yang melewati roll kerja setiap kali dibatasi oleh gaya penyambungan. Oleh karena itu, untuk benda kerja dengan ukuran yang relatif kecil radius lentur (rasio radius tekukan terhadap ketebalan pelat, yaitu, R / t), perlu untuk menyesuaikan posisi relatif gulungan kerja beberapa kali, membuat pelat melewati sumbu gulungan beberapa kali, meningkatkan derajat pembengkokan setiap kali, sampai benda kerja yang digulung yang diperlukan diperoleh.
Faktanya, radius tekukan minimum tidak hanya dibatasi oleh diameter gulungan atas dan jumlah pegas, tetapi juga oleh kekakuan poros gulungan, kekuatan mesin, dan batasan pengerasan kerja dingin logam. Untuk pelat baja dengan ketebalan relatif (rasio ketebalan pelat dengan dua kali radius tekukan t / 2R) lebih besar dari 3%, penggulungan hangat atau penggulungan panas biasanya digunakan.
Mesin penggulung pelat yang biasa disebut dengan mesin penggulung pelat rol yang bagian kerja utamanya adalah rol yang sejajar satu sama lain.
Mesin penggulung pelat diklasifikasikan ke dalam beberapa jenis berdasarkan jumlah gulungan yang bekerja, pengaturannya, dan metode penyesuaian posisinya, seperti yang ditunjukkan pada Gambar 2.
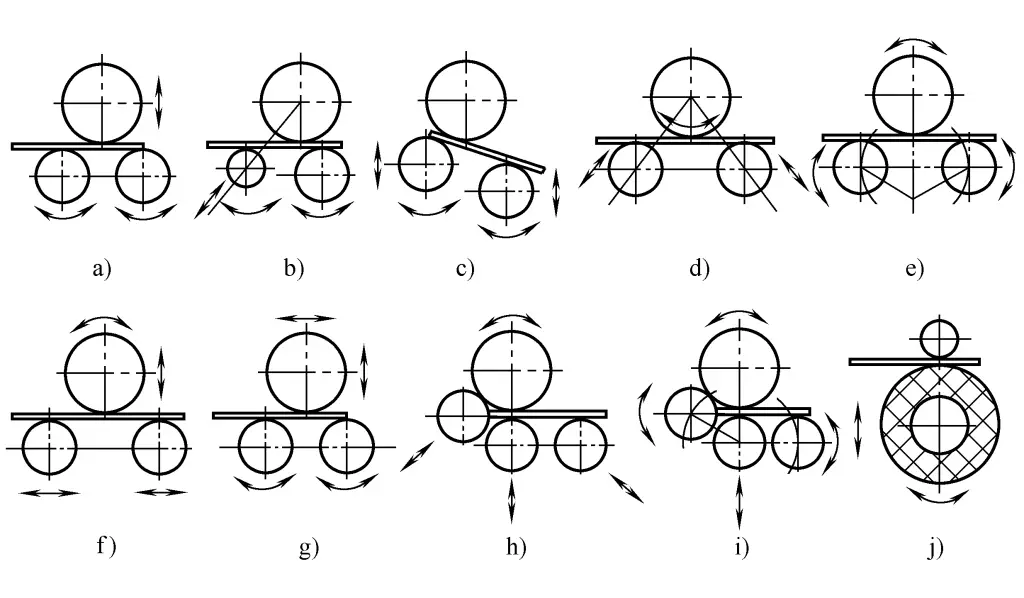
a) Simetris mesin penggulung pelat tiga gulungan
b) Mesin penggulung pelat tiga gulungan asimetris
c) Mesin penggulung pelat tiga gulungan penyesuaian vertikal ke bawah
d) Mesin penggulung pelat tiga gulungan miring ke bawah
e) Busur penyesuaian ke bawah mesin penggulung pelat tiga gulungan
f) Mesin tekuk pelat tiga rol penyetelan bawah horisontal
g) Mesin penggulung pelat tiga gulungan gerakan silang gulungan atas
h) Penyesuaian miring ke bawah mesin penggulung pelat empat gulungan
i) Mesin tekuk pelat empat rol gaya busur-bawah
j) Mesin tekuk pelat dua rol
(1) Mesin tekuk pelat tiga rol yang dapat disetel ke atas secara simetris
Tiga rol yang bekerja dari mesin tekuk pelat tiga rol yang dapat diatur ke atas disusun secara simetris dalam bentuk "品" (lihat Gambar 2a). Rol atas dapat bergerak ke atas dan ke bawah untuk mengakomodasi kebutuhan radius tekukan yang berbeda dan dapat memberikan tekanan tekukan pada pelat. Rol bawah berputar ke arah yang sama untuk mengumpankan pelat.
Saat menekuk pelat, bagian tengah dari dua rol bawah dipasang, sehingga ada tepi lurus yang tersisa di kedua ujung pelat kira-kira sama dengan setengah jarak antara bagian tengah kedua rol bawah. Bagian silinder memerlukan pembengkokan awal ujung pelat dengan peralatan dan cetakan khusus sebelum digulung.
(2) Mesin tekuk pelat tiga rol yang dapat disetel ke bawah secara asimetris
Mesin tekuk pelat tiga rol penyetel asimetris ke bawah dicirikan oleh pengaturan asimetris dari rol yang bekerja (lihat Gambar 2b). Bidang vertikal yang dibentuk oleh sumbu rol kerja atas dan bawah memiliki jarak offset yang relatif kecil, dan rol kerja bawah dapat bergerak secara vertikal, sedangkan rol kerja samping dapat dimiringkan dan bergerak secara vertikal.
Selama pengoperasian, ujung pelat sebelum atau sesudah titik penjepitan rol atas dan bawah sangat pendek, dengan tepi lurus yang tersisa umumnya hanya mencapai dua kali ketebalan pelat nominal, sehingga menghasilkan efek pembengkokan awal yang baik. Namun demikian, ujung pelat yang sudah ditekuk sebelumnya harus dibalik.
(3) Mesin tekuk pelat tiga rol yang dapat disetel ke bawah
Tipe penyetelan bawah adalah modifikasi dan pengembangan dari tipe penyetelan bawah asimetris. Menurut metode penyetelan roller bawah, ada empat jenis: penyetelan turun vertikal, penyetelan turun miring, penyetelan turun garis tunggal, dan penyetelan turun horizontal (lihat Gambar 2c, 2d, 2e, 2f).
1) Penyetelan vertikal ke bawah dan penyetelan miring ke bawah adalah jenis mesin pembengkok pelat yang serupa. Rol atas dipasang untuk berputar, hanya lintasan gerak dari dua rol bawah yang berbeda, yang satu bergerak secara vertikal dan yang lainnya bergerak dengan cara miring. Dengan menyesuaikan posisi relatif dari dua rol bawah ke rol atas, benda kerja dapat dimuat dan dibongkar sekali untuk menyelesaikan pembengkokan dan pra-pembengkokan ujung pelat depan dan belakang.
2) Penyetelan busur ke bawah adalah struktur baru yang mengintegrasikan penyetelan vertikal ke bawah dan penyetelan miring ke bawah. Rol atas dipasang untuk berputar, dua rol bawah adalah rol penggerak dan bergerak dalam busur di sekitar sumbu tetap, membuat gaya tekukan pelat masuk akal. Benda kerja dapat dimuat dan dibongkar sekali untuk menyelesaikan pembengkokan dan pra-pembengkokan ujung pelat depan dan belakang.
3) Rol atas dari penyetelan bawah horizontal dapat bergerak ke atas dan ke bawah, dan dua rol bawah dapat bergerak secara horizontal baik secara individual maupun simultan, dengan ketiga rol yang berfungsi sebagai rol penggerak atau dua rol bawah sebagai rol penggerak.
Selama proses penggulungan, dua rol bawah bergerak secara horizontal, setiap rol bawah secara bergantian melakukan fungsi rol bawah dan rol samping, yaitu, mereka secara berturut-turut membentuk mesin pembengkok pelat tiga rol asimetris, sehingga hanya satu bongkar muat benda kerja yang diperlukan untuk menyelesaikan pekerjaan pra-tekukan ujung pelat depan dan belakang. Ini tidak hanya cocok untuk mesin penggulung pelat menengah dan kecil, tetapi juga untuk mesin penggulung pelat besar.
4) Mesin penggulung pelat tiga rol tipe bergerak silang roller atas. Rol atas dari mesin penggulung pelat tiga rol tipe bergerak silang rol atas dapat bergerak ke atas dan ke bawah secara vertikal, dan juga dapat bergerak secara horizontal
(lihat gambar 2g). Pembengkokan awal dicapai dengan menggerakkan rol atas secara horizontal, membuat rol atas tersusun secara asimetris relatif terhadap rol bawah. Mesin ini hanya perlu menyesuaikan rol atas saat beroperasi, yang relatif sederhana. Ini terutama digunakan untuk mesin penggulung pelat menengah dan kecil.
5) Mesin penggulung pelat empat rol. Mesin penggulung pelat empat rol umumnya memiliki rol atas sebagai penggerak utama, tetapi juga memiliki rol atas dan bawah sebagai penggerak utama, atau bahkan keempat rol sebagai penggerak utama, dengan rol atas dipasang untuk rotasi, dan rol bawah dapat bergerak ke atas dan ke bawah secara vertikal. Menurut lintasan pengangkatan rol samping, bentuk utama mesin penggulung pelat empat rol ada dua jenis: penyetelan miring ke bawah dan penyetelan busur ke bawah (lihat gambar 2h, 2i). Saat menyetel salah satu dari dua rol samping masing-masing, ini membentuk mesin penggulung pelat tiga rol penyetelan asimetris ke bawah. Saat menggulung pelat yang lebih tebal, rol yang bekerja juga dapat bekerja dalam pengaturan simetris. Oleh karena itu, ini dapat dianggap sebagai kombinasi mesin penggulung pelat tiga rol penyetelan simetris dan asimetris ke bawah.
Mesin penggulung pelat empat rol secara kasar dapat meratakan material pelat. Pada saat yang sama, penyesuaian posisi kedua rol samping dengan memiringkan dapat dengan mudah menggulung silinder berbentuk kerucut. Selain itu, rol samping juga dapat berperan dalam memberi makan material. Saat menekuk dan menggulung pelat bundar sebelumnya, tidak perlu memutar kepala untuk pembentukan satu kali, dan tepi lurus yang tersisa dari pelat yang telah ditekuk sebelumnya kecil; rol atas dan bawah dapat menjepit pelat baja, yang dapat mencegah tergelincir, memfasilitasi pembengkokan dan pembengkokan benda kerja elips, dan mudah untuk mencapai kontrol numerik.
6) Mesin penggulung pelat dua rol. Mesin penggulung pelat dua rol menekuk pelat logam dengan menekannya secara radial ke dalam deformasi cekung pada rol elastis dengan rol kaku, dan kemudian kedua rol bergulir untuk mencapai pembengkokan pelat (lihat gambar 2j).
Keuntungannya adalah: presisi penggulungan tinggi, efisiensi tinggi; dapat menekuk ujung pelat terlebih dahulu; dapat menggulung berbagai bahan, dan dapat menekuk pelat yang telah dilubangi, dilas pantat, diembos, serta berbagai jenis baja, pelat baja berlapis banyak, baja bergelombang, jaring kawat logam, dll. Kerugiannya adalah ketika menggulung pelat dengan diameter berbeda, umumnya perlu mengganti roller atas atau selongsong roller yang sesuai; dan umumnya hanya dapat menggulung pelat tipis kurang dari 6 ~ 10mm.
7) Mesin penggulung pelat tiga rol tertutup (laut). Dalam industri pembuatan kapal dan kedirgantaraan, mesin penggulung pelat tertutup (kelautan) biasanya digunakan, karena lebar penggulungan pelatnya biasanya mencapai 8 ~ 16m, atau bahkan lebih dari dua puluh meter, sehingga rol atas dan bawahnya sering kali memiliki rol dan balok penyangga, dengan rol atas dalam struktur tertutup, tanpa mekanisme pembuangan pembuangan.
Ini dapat menggulung berbagai kelengkungan bentuk busur dan berbagai benda kerja berbentuk kerucut, dan penggulungan seluruh benda kerja melingkar dapat diproses dengan menyambungkan dua atau lebih potongan busur menjadi satu. Saat ini, jenis utama mesin penggulung pelat tertutup termasuk tipe penyesuaian simetris ke atas, tipe penyesuaian horizontal ke bawah, tipe penggerak silang rol atas, dll.
Pengaturan dan karakteristik roller penyetel ke atas yang simetris dan karakteristiknya sama dengan mesin penggulung pelat tiga rol penyetel ke atas yang simetris. Saat menggulung benda kerja dengan jari-jari kelengkungan yang lebih kecil, ujung pelat harus ditekuk terlebih dahulu, tetapi strukturnya sederhana dan biayanya rendah. Jenis penyetel horizontal ke bawah dapat mencapai pembengkokan busur dan kerucut serta pra-pembengkokan ujung pelat dalam satu kali pengumpanan. Ini memiliki kekakuan struktural yang baik, pengoperasian yang sederhana, perawatan yang mudah, dan akurasi kerja yang tinggi.
Jenis penggerak silang rol atas (laut) tertutup (laut) adalah penerapan struktur mesin penggulung pelat tiga rol yang bergerak silang rol atas pada mesin penggulung pelat tertutup, yang dapat mencapai pembengkokan busur dan kerucut serta pra-pembengkokan ujung pelat dalam satu kali pengumpanan. Untuk mencapai pra-pembengkokan pelat, roller kerja atas dan roller pendukung, palang atas, rangka kiri dan kanan, dll., Harus bergerak bersama secara keseluruhan, menghasilkan pusat gravitasi yang tinggi dan kekakuan struktural yang relatif buruk.
8) Mesin penggulung pelat vertikal. Sumbu rol dari mesin penggulung pelat vertikal tegak lurus dengan bidang horizontal, dan menurut jumlah rol, terutama ada mesin penggulung pelat tiga rol dan empat rol vertikal.
Keunggulannya adalah:
Pelat baja menekuk dalam keadaan vertikal, beratnya sendiri berdampak kecil pada akurasi, yang bermanfaat untuk menggulung benda kerja berdinding tipis berdiameter besar dan benda kerja yang sempit dan panjang; pengarsipan karat dan besi selama penggulungan tidak akan berguling ke antara pelat baja dan penggulung, membentuk lekukan, yang secara efektif melindungi permukaan pelat; itu menempati area kecil, dan tidak perlu menempati banyak ruang saat mengeluarkan produk yang digulung; setelah digulung, bisa langsung dilas pada tempatnya dengan pengelasan electroslag.
Kerugiannya adalah:
Untuk melepas benda kerja, perlu untuk menambah ketinggian bengkel; karena gesekan antara bagian bawah pelat baja dan permukaan penyangga, mudah untuk membentuk bentuk kerucut. Selain bentuk-bentuk di atas, dalam beberapa tahun terakhir, ada juga mesin penggulung pelat khusus untuk truk tangki dan mesin penggulung pelat pembentuk multi-titik yang fleksibel.
Yang pertama cocok untuk penggulungan pelat tipis super lebar (rasio ketebalan pelat terhadap lebar sangat kecil) bagian silinder truk tangki multi-kelengkungan, jenis baru mesin penggulung pelat tiga rol yang dapat disesuaikan ke bawah simetris atau horizontal dengan rol penyangga rol atas dan balok melintang, ketiga rol adalah penggerak utama, dengan mekanisme pelepasan jungkit, yang mampu menggulung bagian silinder tertutup dengan lebar 8-12 m; yang terakhir menggabungkan teknologi pembentukan fleksibel multi-titik dengan teknologi pembentukan penggulungan pelat tradisional untuk mencapai peralatan penggulungan pelat yang fleksibel untuk pembentukan pelat yang fleksibel pada permukaan lengkung tiga dimensi.
(1) Parameter dasar dalam JB/T8797-1998 "Jenis dan Parameter Dasar Mesin Penggulung Pelat Tiga Rol Berukuran Kecil dan Menengah" ditunjukkan pada Tabel 1.
Tabel 1 Parameter dasar dari mesin penggulung pelat tiga rol simetris yang dapat disetel ke atas (JB/T8797-1998)
| Spesifikasi teknis | Ketebalan pelat maksimum/mm | Lebar pelat maksimum/mm | Diameter mandrel minimum pada ukuran maksimum/mm | Batas hasil pelat/MPa | Diameter rol atas / mm | Diameter rol bawah / mm | Jarak antara pusat rol bawah/mm | Kecepatan penggulungan pelat/(m/menit) | Daya motor penggerak utama / kW |
| 20×2000 | 20 | 2000 | 700 | 245 | 280 | 220 | 360 | 5.5 | 15 |
| 16×2500 | 16 | 2500 | |||||||
| 12×3200 | 12 | 3200 | |||||||
| 25×2000 | 25 | 2000 | 850 | 340 | 280 | 440 | 5 | 30 | |
| 20×2500 | 20 | 2500 | |||||||
| 16×3200 | 16 | 3200 | |||||||
| 30×2500 | 30 | 2500 | 1100 | 440 | 360 | 580 | 4 | 37 | |
| 40×3200 | 40 | 3200 | 1500 | 550 | 420 | 700 | 4 | 45 | |
| 50×3200 | 50 | 3200 | 1800 | 580 | 470 | 725 | 3 | 55 | |
| 70×3200 | 70 | 3200 | 2000 | 760 | 620 | 900 | 3 | 75 | |
| 100×3500 | 100 | 3500 | 2500 | 800 | 680 | 1000 | 3 | 110 | |
| 120×3500 | 120 | 3500 | 3000 | 900 | 720 | 1200 | 3 | 180 | |
| 140×3000 | 140 | 3000 | 3500 | 950 | 760 | 1350 | 3 | 220 |
(2) Lihat Tabel 2 untuk parameter teknis mesin tekuk pelat tiga gulungan busur ke bawah.
Tabel 2 Parameter Teknis Mesin Tekuk Pelat Tiga Rol yang Dapat Disetel Ulang (JB / T 10924-2010)
| Spesifikasi Teknis | 6×2000 | 12×2500 | 20×2500 | 30×2500 | 50×3200 | 60×3200 | 70×3200 | |
| Ketebalan Pelat Maks / mm | Bergulir | 6 | 12 | 20 | 30 | 50 | 60 | 70 |
| Pra-pembengkokan | 3 | 8 | 16 | 20 | 40 | 50 | 60 | |
| Lebar Pelat Maks / mm | 2000 | 2500 | 2500 | 2500 | 3200 | 3200 | 3200 | |
| Min Roller Dia. pada Spesifikasi Maks / mm | 550 | 650 | 800 | 1200 | 4600 | 2000 | 2000 | |
| Batas Hasil Pelat / MPa | 245 | |||||||
| Dia Rol Atas. / mm | 220 | 280 | 330 | 460 | 640 | 680 | 720 | |
| Dia Roller Bawah. / mm | 220 | 280 | 330 | 460 | 590 | 630 | 670 | |
| Kecepatan putar/ (m/menit) | 5 | 5 | 5 | 4 | 3 | 3 | 3 | |
| Daya motor penggerak utama/ kW | 5.5 | 15 | 18.5 | 22 | 55 | 55 | 75 | |
(3) Parameter teknis mesin tekuk tiga gulungan horisontal yang dapat disetel ke bawah ditunjukkan pada Tabel 3.
Tabel 3 Parameter teknis mesin tekuk tiga gulungan horisontal yang dapat disetel ke bawah (JB/T 11195-2011)
| Spesifikasi teknis | Ketebalan pelat maksimum / mm | Lebar pelat maks / mm | Min roll dia. pada spesifikasi maksimum / mm | Batas hasil pelat/ MPa | Gulungan atas dia./mm | Rol bawah dia./mm | Kecepatan penggulungan pelat/(m/menit) | Daya motor penggerak utama / kW | |
| Bergulir | Pra-pembengkokan | ||||||||
| 80×3200 | 80 | 70 | 3200 | 2000 | 245 | 780 | 480 | 3 | 112 |
| 100×3200 | 100 | 90 | 3200 | 2000 | 860 | 480 | 3 | 155 | |
| 120×3200 | 120 | 100 | 3200 | 2500 | 950 | 500 | 3 | 210 | |
| 140×4000 | 140 | 130 | 4000 | 3000 | 1100 | 600 | 3 | 4×30 | |
| 160×3500 | 160 | 140 | 3500 | 3000 | 1200 | 600 | 3 | 4×55 | |
| 200×3500 | 200 | 180 | 3500 | 3000 | 1300 | 1050 | 3 | 4×55 | |
| 250×3000 | 250 | 230 | 3000 | 3000 | 1320 | 800 | 3 | 4×55 | |
| 300×3200 | 300 | 250 | 3200 | 4500 | 1400 | 850 | 3 | 4×55 | |
| 350×3500 | 350 | 330 | 3500 | 5000 | 1500 | 1200 | 3.5 | 4×90 | |
(4) Parameter teknis mesin penggulung pelat tiga rol yang bergerak silang roller atas ditunjukkan pada Tabel 4.
Tabel 4 Parameter teknis mesin penggulung pelat tiga rol yang bergerak silang roller atas (JB/T 10292-2010)
| Spesifikasi teknis | 32×4000 | 40×4000 | 60×4000 | 100×4000 | 110×4000 | 120×4000 | |
| Ketebalan pelat maksimum / mm | Bergulir | 32 | 40 | 60 | 100 | 110 | 120 |
| Pra-pembengkokan | 28 | 35 | 55 | 85 | 90 | 100 | |
| Lebar pelat maks / mm | 4000 | 4000 | 4000 | 4000 | 4000 | 4000 | |
| Batas hasil pelat/ MPa | 245 | ||||||
| Tekanan rol atas/kN | 4300 | 5400 | 9300 | 16000 | 20000 | 24000 | |
| Diameter rol atas / mm | 580 | 630 | 780 | 940 | 980 | 1030 | |
| Diameter rol bawah / mm | 290 | 340 | 440 | 560 | 580 | 630 | |
| Kecepatan penggulungan pelat/(m/menit) | 4.5 | 4.5 | 4 | 3.5 | 3.5 | 3 | |
| Daya motor penggerak utama / kW | 55 | 55 | 75 | 90 | 110 | 150 | |
(5) Lihat Tabel 5 untuk parameter teknis mesin tekuk pelat empat gulungan.
Tabel 5 Parameter teknis mesin tekuk pelat empat gulungan (JB/T 8778-1998)
| Spesifikasi teknis | Lebar pelat maks / mm | Ketebalan pelat maksimum / mm | Ketebalan pelat pra-pembengkokan maksimum/mm | Min pada spesifikasi maksimal Diameter rol / mm | Batas hasil pelat/MPa | Diameter rol atas / mm | Kecepatan penggulungan pelat/(m/menit) | Daya motor / kW |
| 30×3200 | 3200 | 30 | 25 | 1100 | 245 | 560 | 4.5 | 37 |
| 40×3200 | 3200 | 40 | 32 | 1200 | 245 | 660 | 4.5 | 45 |
| 50×3200 | 3200 | 50 | 40 | 1200 | 245 | 680 | 4.5 | 55 |
| 60×3200 | 3200 | 60 | 50 | 1500 | 245 | 700 | 4 | 55 |
| 70×3200 | 3200 | 70 | 60 | 2000 | 245 | 720 | 3.5 | 75 |
| 80×3200 | 3200 | 80 | 70 | 2500 | 245 | 800 | 3.5 | 90 |
| 100×3200 | 3200 | 100 | 85 | 3000 | 245 | 930 | 3.5 | 100 |
| 120×3200 | 3200 | 120 | 100 | 3000 | 245 | 950 | 3 | 150 |
| 160×4000 | 4000 | 160 | 140 | 4000 | 245 | 1260 | 3 | 350 |
(6) Parameter teknis mesin tekuk pelat tiga rol tertutup (untuk kapal) lihat Tabel 6.
Tabel 6 Parameter mesin tekuk pelat tiga rol tertutup (untuk kapal) (JB/T 10927-2010)
| Spesifikasi teknis | 20×8000 | 25×9000 | 20×10000 | 20×12000 | 30×13500 | 32×16000 | 35×21000 |
| Lebar pelat maksimum/mm | 8000 | 9000 | 10000 | 12000 | 13500 | 16000 | 21000 |
| Ketebalan pelat maksimum/mm | 20 | 25 | 20 | 20 | 32 | 32 | 35 |
| Ketebalan pelat pra-pembengkokan maksimum/mm | 30 | 32 | |||||
| Radius silinder minimum pada spesifikasi maksimum/mm | 500 | 400 | 500 | 600 | 600 | 750 | 750 |
| Batas hasil pelat/MPa | 245 | 245 | 245 | 245 | 350 | 355 | 355 |
| Diameter rol atas / mm | 360 | 380 | 420 | 420 | 480 | 500 | 520 |
| Diameter rol bawah / mm | 300 | 320 | 350 | 350 | 400 | 420 | 420 |
| Gaya tekan maksimum roller atas/kN | 2800 | 4500 | 3300 | 3800 | 13000 | 18000 | 21000 |
| Kecepatan penggulungan pelat / m / mnt | 4 | 4 | 3 | 3 | 3 | 3.4 | 3 |
| Daya motor / kW | 45 | 55 | 2×22 | 2×22 | 2×55 | 2×75 | 2×90 |
Komponen-komponen mesin penggulung pelat yang umum meliputi: rangka, rol yang berfungsi, penggerak utama, mekanisme jungkit, sistem pelumasan, sistem kontrol, dan aksesori, dll.
Rangka dan alasnya terbuat dari pelat baja tuang atau pelat baja yang dilas, rol yang bekerja terbuat dari baja karbon sedang berkualitas tinggi, baja struktural paduan, atau baja gulung, dan dikeraskan atau dikeraskan permukaannya. Penopang di kedua ujung roller yang berfungsi menggunakan bantalan geser material komposit yang dapat melumasi sendiri atau bantalan gelinding. Penggunaan bantalan gelinding dapat mengurangi torsi gesekan dan meningkatkan daya dukung mesin secara keseluruhan.
Mekanisme pengangkatan dipasang di sisi penggerak mesin, mesin penggulung pelat menengah dan kecil sering menggunakan mekanisme jungkit manual dan mekanisme pengangkatan; mesin penggulung pelat besar sering menggunakan mekanisme pengangkatan yang digerakkan oleh hidraulik (lihat Gambar 3), dan mekanisme jungkit tipe rel geser yang digerakkan oleh hidraulik dipasang di sisi pelepasan mesin (lihat Gambar 4).
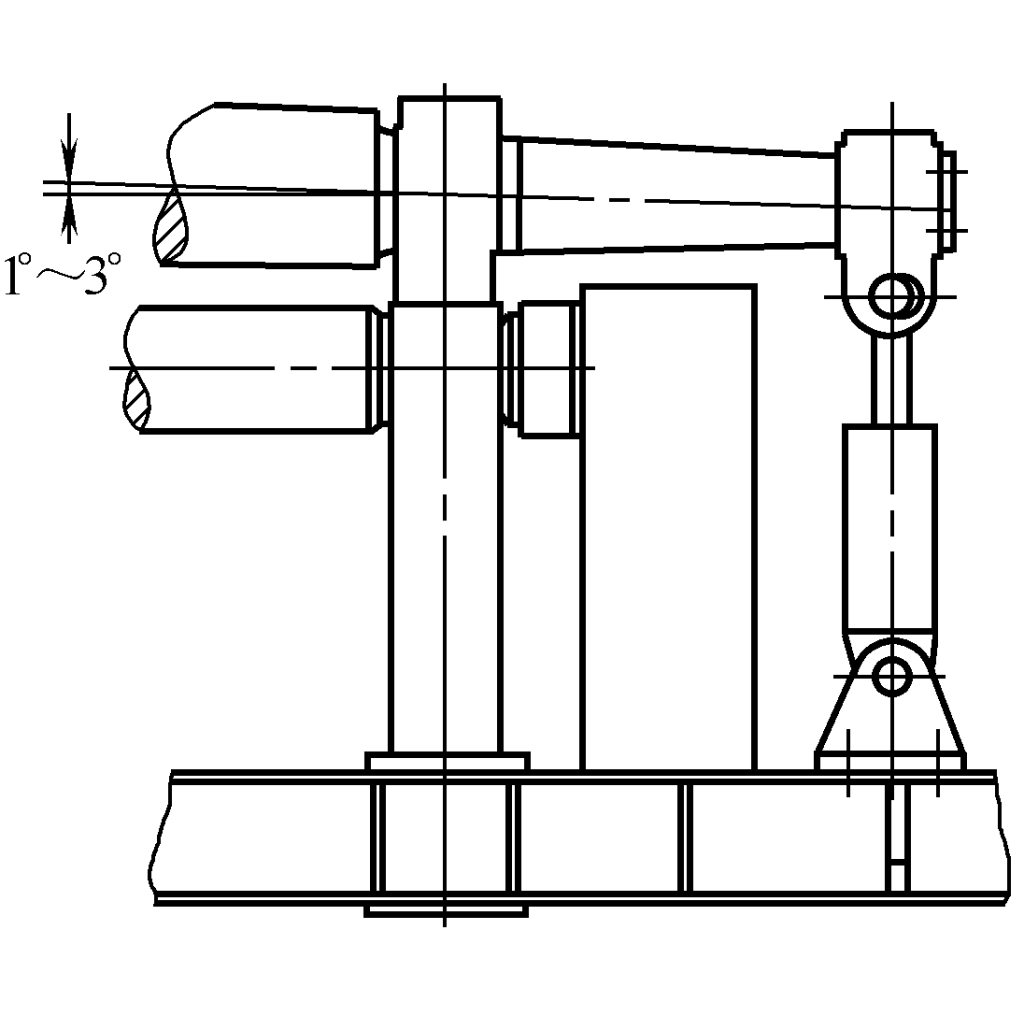
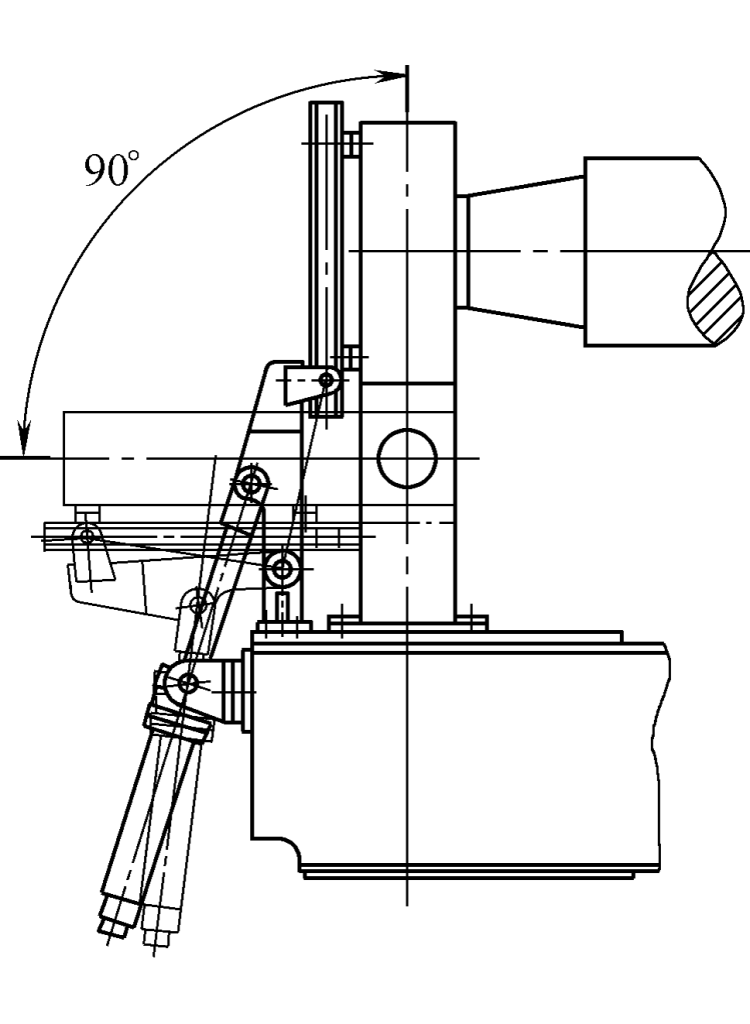
Gambar 5 menunjukkan mekanisme keseimbangan pegas cakram. Mekanisme pengangkatan di sisi penggerak dan mekanisme jungkit bantalan di sisi pelepasan digunakan untuk membongkar benda kerja silinder yang telah dibentuk gulungan. Mekanisme jungkit dapat memiringkan badan bantalan sebesar 85 ° ~ 90 °, dan mekanisme pengangkatan dapat mengangkat rol kerja atas sebesar 1 ° ~ 3 °.
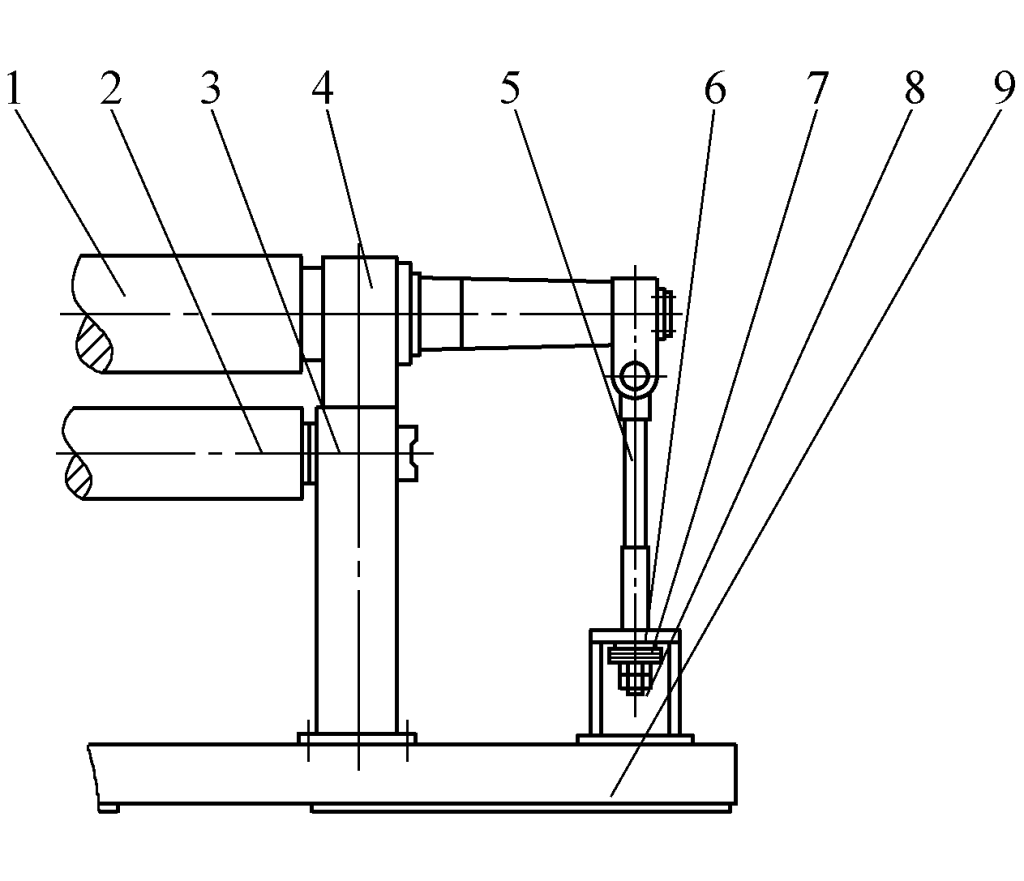
Rol 1-Atas
Rol 2-Bawah
3-Bingkai
Rumah 4-Bantalan
5-Tie Rod
6-Dukungan
Pegas 7-Cakram
8-Menyesuaikan Mur
Basis 9-Mesin
Untuk mesin yang menggulung pelat yang lebih lebar, untuk meningkatkan presisi benda kerja yang digulung dan memperluas kisaran diameter gulungan minimum, desain telah menetapkan kompensasi beban yang seragam untuk defleksi gulungan atas sekitar 70% dari gaya maksimum pada gulungan atas, sehingga membuat bodi gulungan berbentuk barel (lihat Gambar 6); beberapa mesin penggulung pelat juga menambahkan perangkat tekanan balik di kedua ujung gulungan atas untuk menghasilkan defleksi balik tertentu terlebih dahulu, untuk mengimbangi defleksi di bawah beban kerja. Mesin penggulung pelat yang besar dan lebar mungkin memiliki satu atau lebih set gulungan penyangga untuk gulungan bawah untuk meningkatkan kekakuan gulungan yang bekerja.
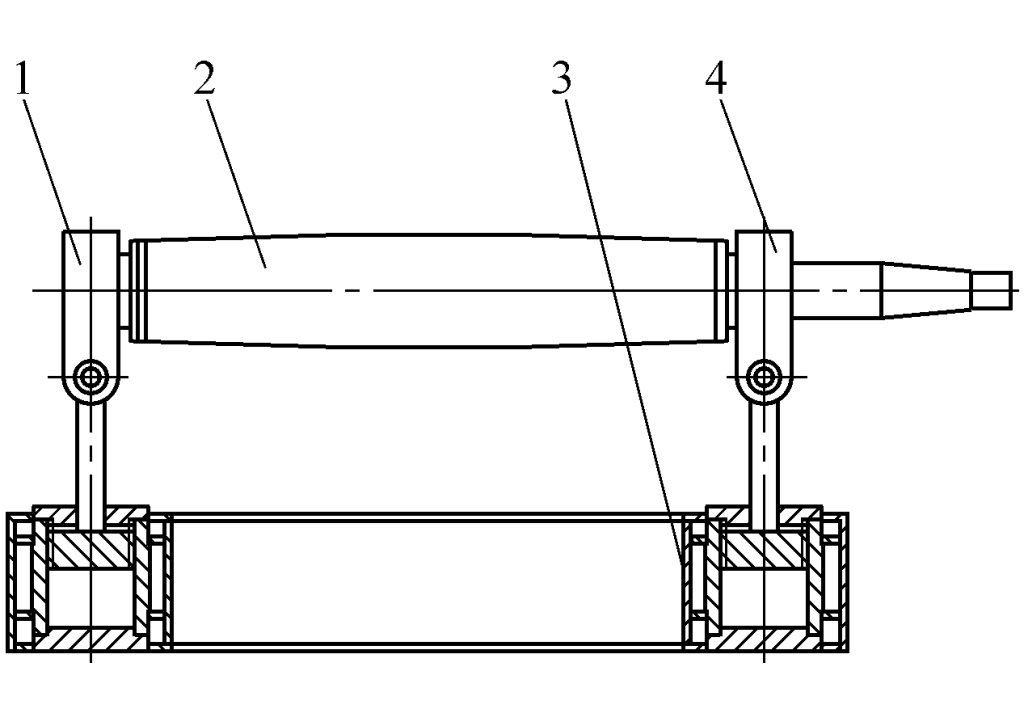
Rumah bantalan 1-miring
Gulungan 2-atas
3-Silinder hidraulik dasar dan utama
Rumah bantalan 4-kanan
Untuk membuat generatrix benda kerja sejajar dengan sumbu gulungan kerja selama pengumpanan, alur pemusatan dapat dibuka pada badan gulungan bawah, atau perangkat pelurus material dapat ditambahkan.
Aksesori untuk menggulung benda kerja berbentuk kerucut dapat dipasang di sisi miring ujung gulungan atas atau pada rangka. Karena pengembangan benda kerja berbentuk kerucut adalah sebuah sektor, penggulungan dapat dicapai dengan menekan ujung kecil dengan kuat pada blok gesekan atau roda gesekan untuk mengurangi kecepatan, mewujudkan kecepatan garis yang lebih cepat di ujung besar dan lebih lambat di ujung kecil, sehingga membentuk kerucut.
Pengerolan panas dan pengerolan hangat dapat meningkatkan kapasitas kerja mesin penggulung pelat. Ketika ada persyaratan untuk penggulungan panas dan hangat, bahan gulungan kerja umumnya harus baja yang digunakan untuk gulungan kerja penggulungan panas, dan bantalan dengan ketahanan panas yang baik, kapasitas beban suhu tinggi yang cukup, jarak bebas yang lebih besar harus dipilih, langkah-langkah isolasi termal harus diambil untuk bantalan dan komponen lainnya, bagian penyegelan harus memiliki ketahanan panas yang baik, dan pilihan gemuk harus masuk akal.
Kisaran suhu untuk penggulungan panas pelat baja umumnya 850 ~ 1050 ℃, dan suhu kerapuhan merah harus dihindari; kisaran suhu untuk penggulungan hangat umumnya 400 ~ 600 ℃, dan suhu kerapuhan biru harus dihindari, di bawah suhu rekristalisasi.
Metode kontrol mesin penggulung pelat saat ini terutama mencakup kontrol listrik yang kuat, kontrol NC, dan kontrol CNC. Untuk kontrol listrik yang kuat, pengangkatan dan pemindahan rolnya umumnya menggunakan transmisi mekanis, dan pengoperasiannya manual; untuk kontrol NC, pengangkatan dan pemindahan rolnya umumnya menggunakan transmisi hidrolik, perpindahan diukur dengan sensor presisi tinggi, dikontrol oleh PLC, secara otomatis diratakan, ditampilkan di layar, dengan akurasi leveling dan pemosisian ± 0,2 mm, dan mampu melakukan fungsi penyimpanan dan pengeditan data yang sederhana.
Untuk kontrol CNC, pengangkatan dan pergerakan rolnya digerakkan oleh hidraulik, perpindahannya diukur oleh sensor presisi tinggi, dikendalikan oleh PLC dan komputer industri, ditampilkan pada monitor warna atau layar sentuh.
Dengan memasukkan parameter seperti ketebalan pelat, lebar pelat, diameter drum, batas luluh, faktor koreksi (terkait dengan batas luluh, dll.) dari keyboard atau layar sentuh, komputer dapat secara otomatis menghitung dan mengoptimalkan jumlah waktu penggulungan, jumlah pengangkatan setiap rol, perpindahan, radius pembentukan teoretis setiap pengangkatan, dan beban pada setiap rol.
Selama pra-pembengkokan, ini dapat menghasilkan nilai tepi lurus minimum yang tersisa secara teoritis, dan di bawah petunjuk layar, secara sewenang-wenang memilih jumlah pembengkokan dan panjang tepi lurus yang sudah dibengkokkan. Saat menggulung kerucut, ini dapat menghasilkan jumlah kemiringan roller atas. Operator dapat mengedit dan menyimpan parameter proses yang dihitung.
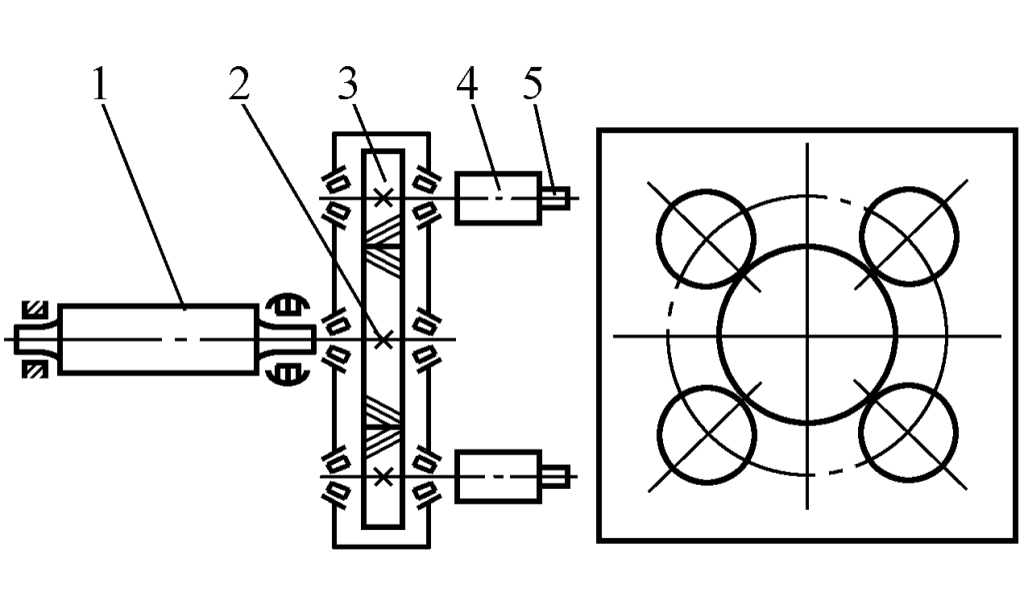
Sesuai dengan kebutuhan gaya dan kekakuan selama penggulungan pelat, mesin jenis ini memiliki rol atas yang lebih tebal dan rol bawah yang lebih tipis. Mesin yang menggulung pelat yang lebih lebar dilengkapi dengan rol penyangga untuk meningkatkan kekakuan rol bawah. Model jenis ini memiliki dua rol bawah sebagai rol penggerak utama, dan rol atas sebagai rol pasif. Apabila dilengkapi dengan alat penggulung kerucut, alat ini dapat menggulung bagian yang berbentuk kerucut. Karena strukturnya yang sederhana dan pengoperasiannya yang mudah, ini banyak digunakan.
Untuk jenis mesin ini, diameter rol atas dan bawah umumnya sama, dan diameter rol samping sedikit lebih tipis. Umumnya, rol kerja atas dan bawah adalah penggerak utama, dan rol samping pasif; ada juga mesin di mana roller bawah dan roller samping adalah penggerak, dan roller atas pasif. Untuk mencapai pengangkatan rol bawah dan samping, permukaan pemandu geser vertikal dan miring dipasang pada rangka, membuat struktur lebih kompleks.
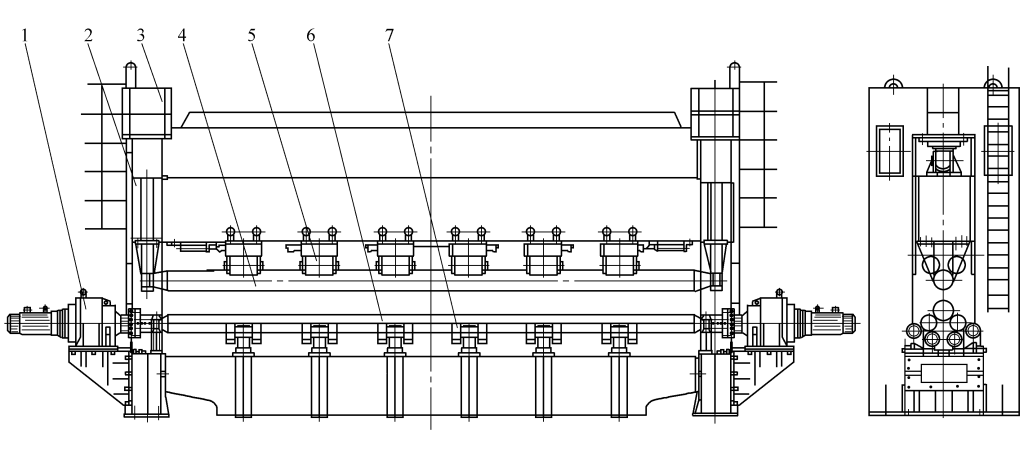
Gambar 7 menunjukkan mesin tekuk pelat tiga rol horisontal W11XCNC-300/420×3200 yang dapat disesuaikan ke bawah yang dirancang dan diproduksi oleh Perusahaan Mesin Tempa Baja & Besi (Grup) Changzhi (Pabrik Alat Mesin Tempa Changzhi). Mesin ini memiliki struktur horizontal yang tidak terpisahkan. Badan bantalan terhubung ke batang piston silinder hidrolik utama yang dipasang di pangkalan, dipasang di dalam bingkai besar kiri dan kanan.
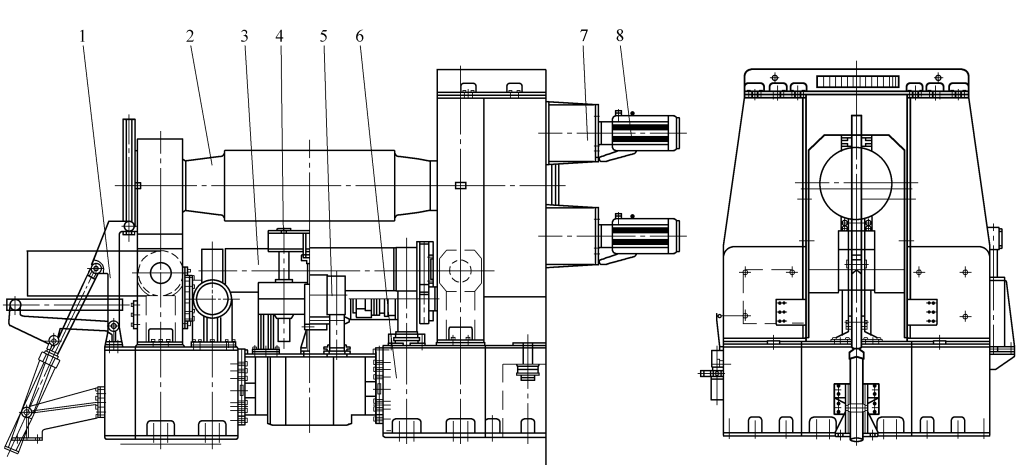
Perangkat 1-miring
2-Bagian rol atas
3-Bagian rol bawah
Perangkat penyelarasan 4-bahan
5-Bagian rol pendukung
Bagian 6-Bingkai
Peredam 7-Planet
8-Motor listrik
Rol bawah dan bingkai kecil kiri dan kanan yang bergerak secara horizontal dipasang pada alas integral. Salah satu ujung mesin dilengkapi dengan mekanisme jungkit, dan ujung lainnya dilengkapi dengan sistem transmisi untuk tiga rol yang bekerja dan mekanisme keseimbangan pegas cakram untuk memfasilitasi pembongkaran benda kerja. Pengangkatan rol atas (lihat Gambar 6) dan gerakan horizontal rol bawah (lihat Gambar 8) digerakkan secara hidrolik.
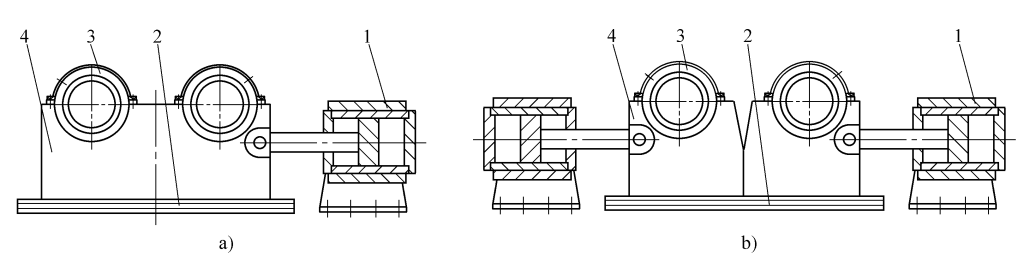
a) Mekanisme gerakan horizontal individual untuk dua rol bawah
b) Mekanisme gerakan horizontal simultan untuk dua rol bawah
Silinder hidrolik roller 1-rendah
Rol pemandu berbentuk 2-T
Rol 3-bawah
Rangka rol 4-lebih rendah
Ada dua bentuk gerakan horisontal untuk roller bawah, satu adalah tipe penyetelan simultan (lihat Gambar 8b): yang lainnya adalah tipe penyetelan individual (lihat Gambar 8a). Yang pertama, karena jarak tengahnya yang dapat disesuaikan, sehingga memperluas rentang kapasitas pemrosesan mesin; yang kedua, dengan kedua rol bawah yang dipasang pada rangka yang sama, memungkinkan gaya komponen horizontal saling meniadakan satu sama lain selama penggulungan, sehingga menghasilkan kondisi gaya yang lebih baik.
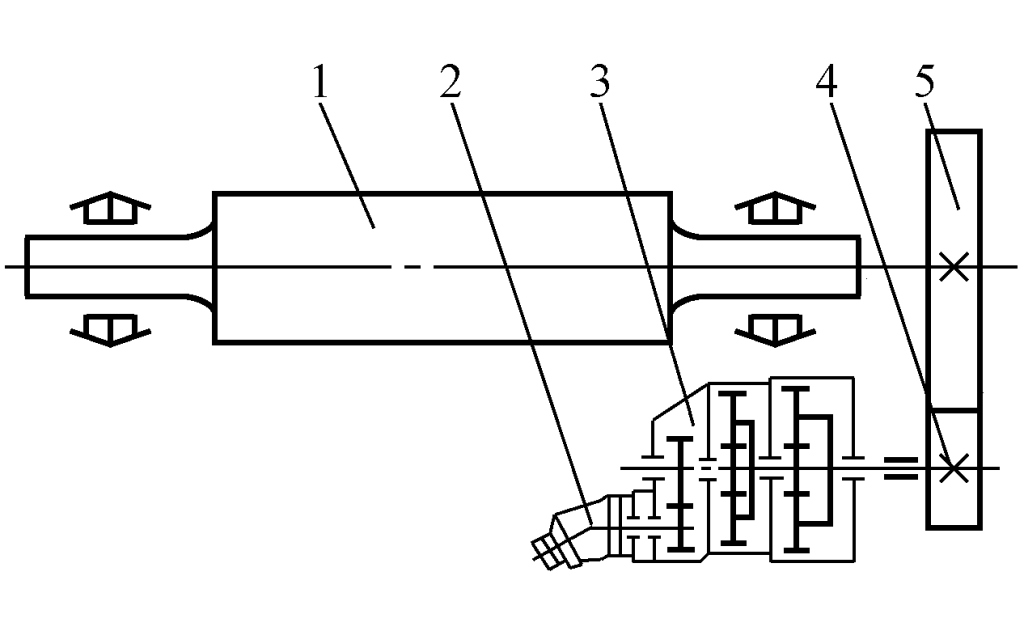
Mesin ini adalah penggerak penuh tiga gulungan dengan rol atas dan bawah. Gerakan rotasi rol atas digerakkan oleh empat motor listrik atau motor hidrolik melalui peredam roda gigi planet. Sistem transmisi ini dipasang di dalam dan di luar kotak yang dilas pelat baja, dan bergerak ke atas dan ke bawah di sepanjang permukaan pemandu bingkai besar bersama dengan roller atas (lihat Gambar 9).
Rol 1-atas
Roda gigi 2-besar
3-Gigi kecil
Peredam 4-Planet
5-Motor listrik
Gerakan putar roller bawah digerakkan oleh motor hidraulik melalui peredam roda gigi planetary (untuk model kecil, dapat juga digerakkan secara langsung oleh motor hidraulik torsi tinggi berkecepatan rendah) seperti yang ditunjukkan pada Gambar 10. Sistem penggerak ini dipasang pada rangka roller bawah dan bergerak secara horizontal dengan mekanisme pergerakan roller bawah. Terdapat perangkat pengereman pada tahap kecepatan tinggi pada sistem penggerak rol atas dan bawah.
Rol 1-bawah
2-Motor
Peredam 3-Planet
4-Gigi kecil
5-Gigi besar
Mesin penggulung full-drive tiga rol tidak mudah tergelincir saat menggulung pelat tipis dan diameter silinder kecil, sehingga memperluas jangkauan penggulungan mesin.
Sistem penggerak utama memutar dua rol bawah melalui roda gigi multi-tahap yang digerakkan oleh motor listrik atau motor hidrolik, dan rol atas digerakkan oleh transmisi rantai. Untuk menyesuaikan kecepatan linier rol atas dan bawah selama proses pembengkokan, perangkat kopling pengaman dipasang dalam mekanisme transmisi rantai.
Untuk mencapai pemosisian yang tepat ketika menekuk pelat, perangkat pengereman disiapkan pada tahap kecepatan tinggi sistem transmisi. Selain itu, metode transmisi di mana masing-masing dari ketiga rol yang bekerja digerakkan secara independen oleh peredam motor juga dapat diadopsi. Karena ketiga rol yang bekerja adalah rol yang digerakkan, tergelincir dapat dihindari saat menggulung diameter silinder kecil dan pelat tipis.
Pengangkatan busur roller bawah, pemasangan dan kemiringan bantalan miring, serta pembalikan dan pengaturan ulang perangkat penanganan material ditenagai oleh stasiun pompa hidraulik dan dikontrol melalui grup katup. Mekanisme pengangkatan busur roller bawah ditunjukkan pada Gambar 11. Gaya silinder hidraulik ditingkatkan melalui lengan pemutar, yang dapat mengurangi volume sebesar 1/4 dibandingkan dengan silinder hidraulik pengangkat yang dapat disesuaikan ke bawah dengan spesifikasi yang sama. Untuk memastikan keakuratan mesin, lengan pemutar harus memiliki kekuatan dan kekakuan yang memadai.
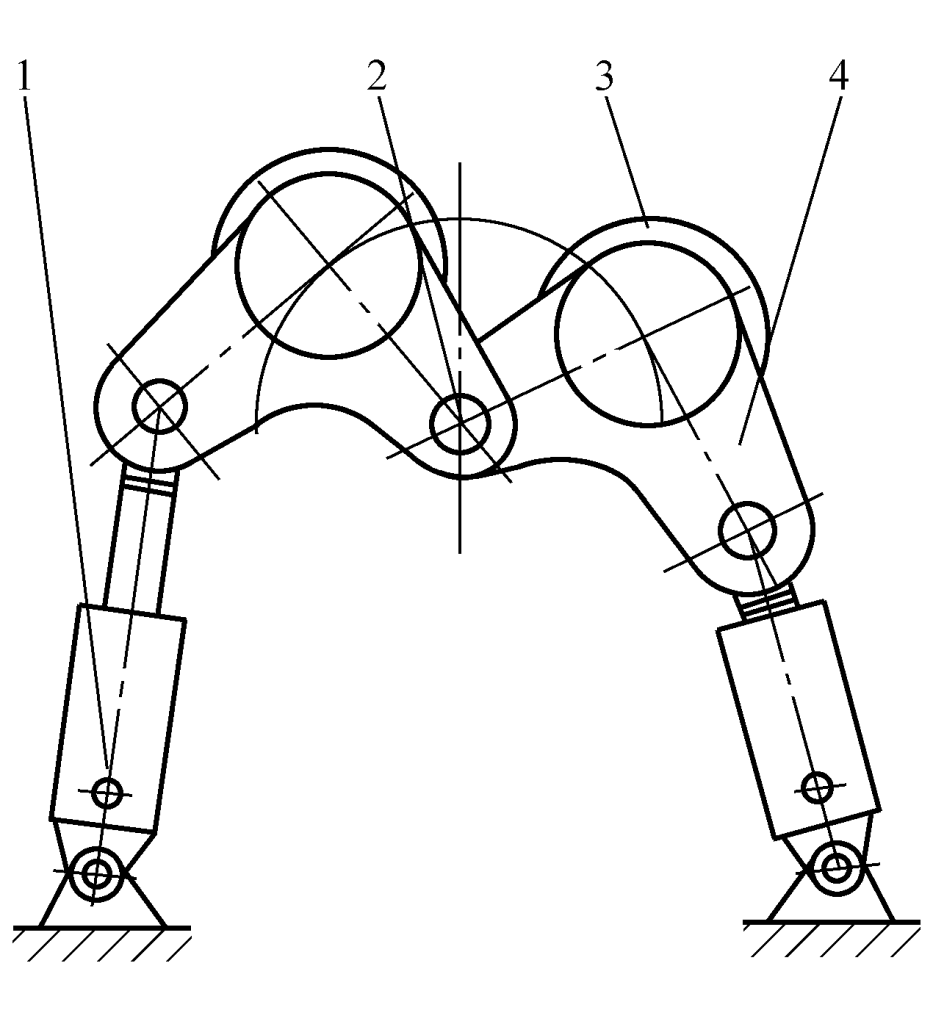
Silinder 1-Hidrolik
Sumbu 2-tengah
Rol 3-bawah
4-Lengan putar
Mekanisme penyeimbangan rol atas mengadopsi gaya penekanan atas, yang memastikan bahwa rol atas tetap horisontal setelah rumah bantalan sisi miring jatuh. Mekanisme ini terdiri dari bantalan semak, bantalan gelinding, sekrup penyetel, sekrup pengunci, dll. Aksesori untuk benda kerja berbentuk kerucut yang digulung dipasang di ujung rol atas pada sisi miring.
Rol atas dari mesin tekuk pelat empat rol memiliki diameter yang lebih besar, diameter rol bawah umumnya sedikit lebih kecil dari atau sama dengan rol atas, dan rol samping berdiameter lebih kecil dari pada rol atas. Rol bawah dan rol samping dihubungkan bersama melalui badan bantalan dan silinder hidrolik di kedua ujungnya, dipasang dalam dua bingkai. Alur pemandu geser diatur dalam rangka, digerakkan oleh silinder hidrolik atau transmisi mekanis untuk menggerakkan rol kerja bawah dan rol kerja samping dalam garis lurus di alur pemandu.
Bagian bawah rumah bantalan rol bawah dan samping mengadopsi struktur penyelarasan otomatis berbentuk busur untuk mengakomodasi kemiringan dan pengangkatan rol yang bekerja. Penggerak utama umumnya digerakkan oleh motor listrik atau motor hidrolik melalui peredam planet atau peredam roda gigi silinder dan transmisi roda gigi tahap pertama (lihat gambar 12). Ketika digerakkan oleh motor hidrolik melalui peredam planet, struktur dengan peredam planet yang terhubung langsung ke ujung poros rol atas dan dilengkapi dengan lengan torsi biasanya diadopsi.
Perangkat 1-miring
Rol 2-atas
Perangkat penggulung 3 kerucut
Rol 4-lebih rendah
Rol 5 sisi
6-Basis
Silinder hidrolik roller 7-lebih rendah
Silinder hidrolik rol 8 sisi
9-Bingkai
Peredam 10-Planet
11-Motor hidrolik
Rangka terdiri dari rangka tertutup dan rangka terbuka, terbuat dari komponen yang dilas pelat baja. Pada mesin tekuk empat gulungan berukuran besar dan sedang, perangkat roller pendukung dipasang di tengah roller bawah untuk meningkatkan gaya dukungan roller bawah saat menekuk ujung pelat dan untuk mengimbangi deformasi defleksi roller bawah. Rol penyangga dipasang pada silinder hidrolik, dan penyesuaian gaya penyangga diwujudkan dengan penggerak hidrolik.
Gambar 13 menunjukkan prinsip kerja mesin tekuk pelat dua gulungan. Selama pembengkokan, gulungan atas bertindak sebagai pukulan berputar, dan gulungan bawah bertindak sebagai cetakan yang dapat digerakkan. Kedalaman gulungan atas yang menekan ke dalam gulungan bawah, yaitu jumlah deformasi lapisan elastis, adalah parameter proses utama yang menentukan radius tekukan yang terbentuk. Semakin besar jumlah pengepresan, semakin kecil radius tekukan, tetapi ketika jumlah pengepresan mencapai nilai tertentu, radius tekukan tidak lagi dipengaruhi oleh jumlah pengepresan dan cenderung stabil.
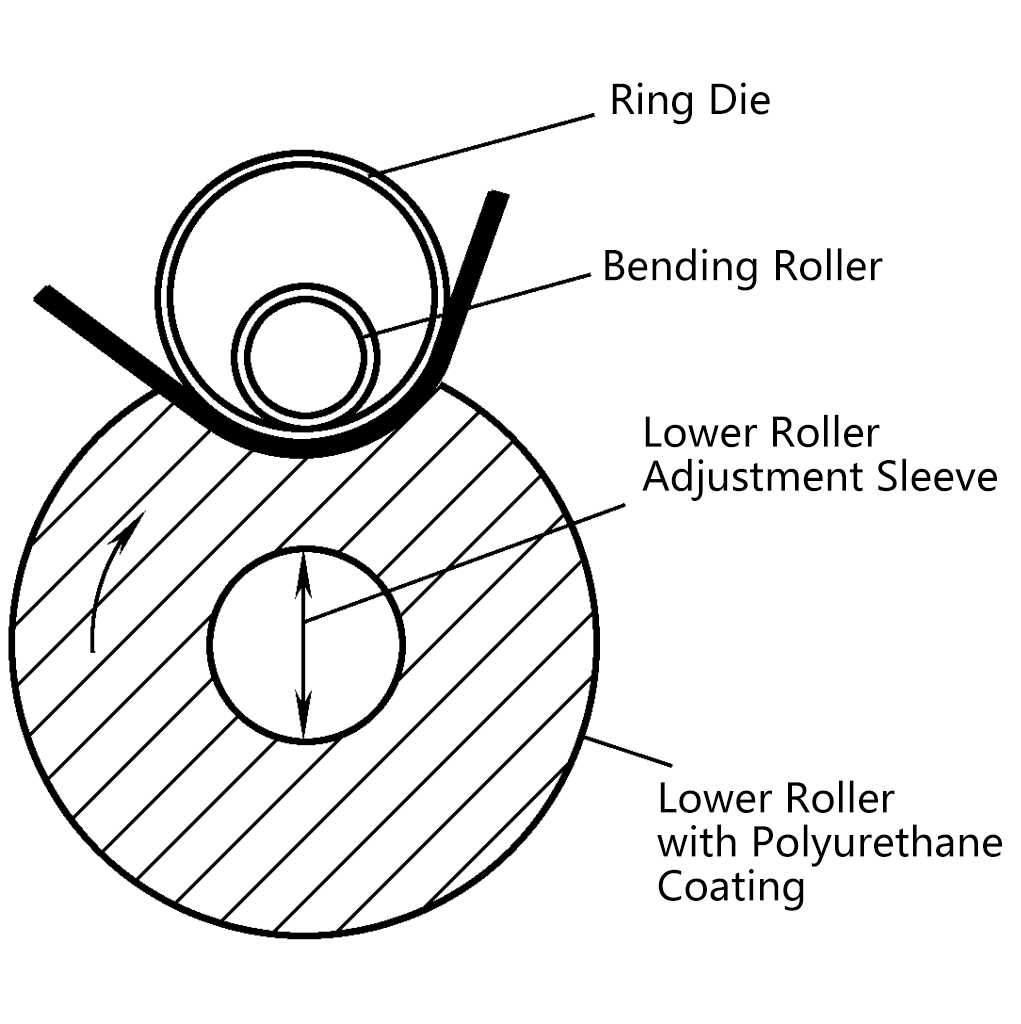
Dalam "kisaran stabil", besarnya tekanan yang diterapkan pada gulungan adalah dasar utama untuk menentukan diameter gulungan, menghitung momen lentur, dan daya penggerak. Bahan kelongsong gulungan elastis umumnya adalah polimer poliuretan.
Mesin ini terdiri dari rangka (rangka kiri dan kanan, alas, balok penghubung, dll.), Balok melintang atas, gulungan kerja atas, gulungan penyangga atas, gulungan kerja bawah, gulungan penyangga bawah, perangkat pengangkat gulungan atas, pelumasan, hidraulik, elektrik, dan bagian lainnya. Umumnya, dua gulungan bawah adalah gulungan penggerak.
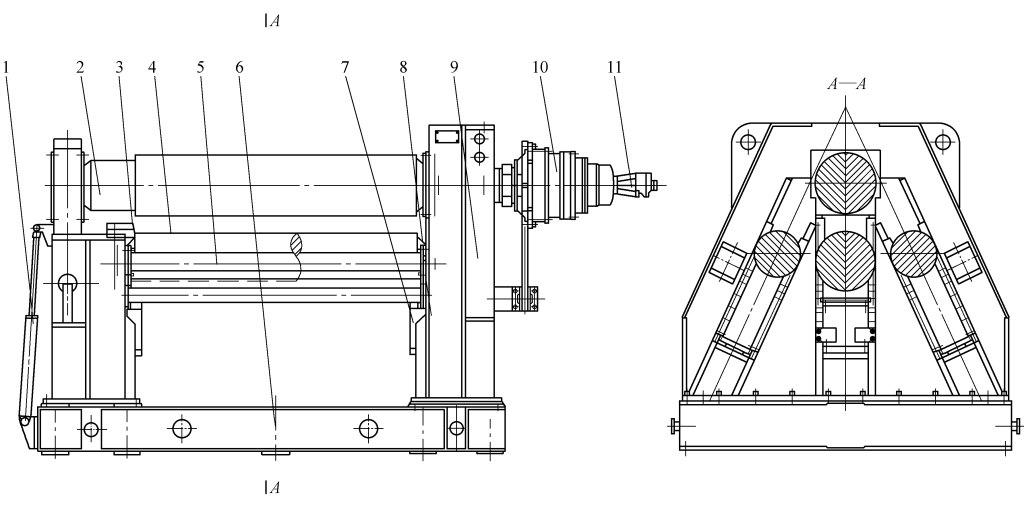
Gambar 14 adalah tampilan luar mesin tekuk pelat tiga gulungan tertutup (laut) W11TNC-32×13500. Dua gulungan bawah mesin ini digerakkan oleh motor listrik atau motor hidrolik melalui reduksi dari kedua ujungnya. Mesin ini memiliki struktur yang sederhana, mudah dioperasikan, dan paling banyak digunakan.
1-Penggerak utama
2-Rak
Silinder hidraulik 3-utama
Rol 4-atas
5-Penopang rol atas
Rol 6-bawah
7-Penopang rol bawah
Mesin tekuk pelat tiga rol horizontal yang dapat disetel ke bawah yang tertutup (kelautan) mencakup dua struktur: dua rol bawah dapat disetel secara independen (dengan jarak tengah yang dapat disesuaikan) dan dua rol bawah dapat bergerak secara horizontal pada saat yang sama (dengan jarak tengah yang tetap).
Gambar 15 adalah struktur baru dari mesin tekuk pelat horisontal horizontal tertutup yang dapat disesuaikan yang dikembangkan oleh Changzhi Steel & Iron (Group) Forging Machinery Manufacturing Co, Ltd. (Pabrik Alat Mesin Tempa Changzhi), model W11TXNC-22000kN × 16000mm. Mesin ini secara fleksibel dapat digunakan sebagai mesin pembengkok pelat untuk membengkokkan dan membengkokkan busur atau benda kerja berbentuk kerucut dalam kisaran tertentu; itu juga dapat digunakan sebagai tekan remmenekuk pelat baja dengan bantuan cetakan pembengkok.
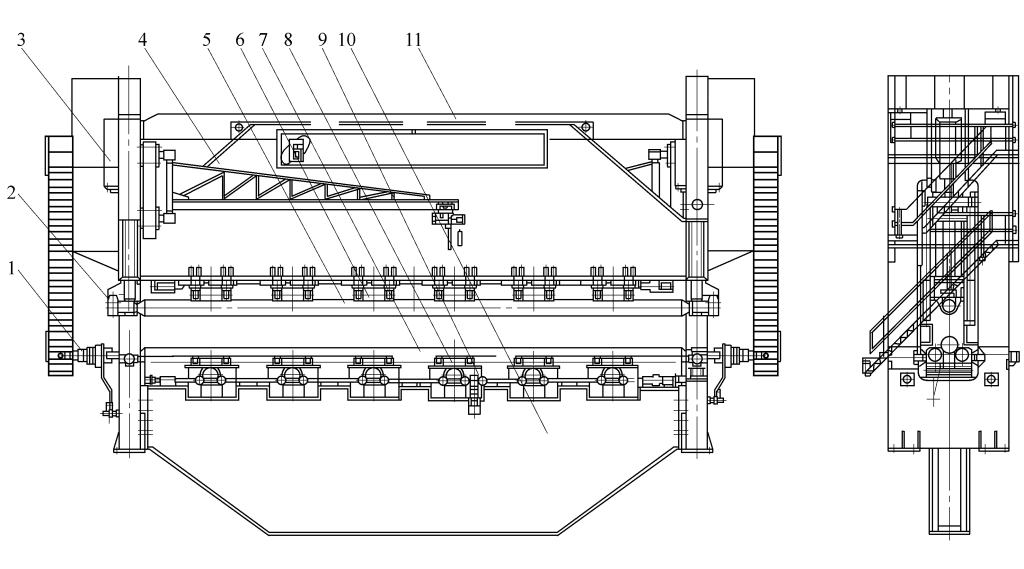
1-Sistem penggerak utama
2-Bingkai
Silinder hidraulik 3-utama
4-Balok melintang atas
Gulungan kerja 5-atas
Gulungan penyangga 6-atas
Gulungan kerja 7-lebih rendah
Gulungan penyangga 8-lebih rendah
Perangkat pemindah lateral 9-gulungan bawah yang lebih rendah
10-Balok melintang yang lebih rendah
11-Balok penghubung
Mesin ini dilengkapi dengan perangkat pra-tekukan hidraulik yang dapat disesuaikan, yang mendorong rol pendukung dengan mekanisme baji dengan kemiringan berbeda melalui silinder hidraulik, menyebabkan rol kerja atas dan bawah menekuk terlebih dahulu dan mengimbangi deformasi balok atas dan bawah. Posisi garis tengah memanjang dari dua rol kerja bawah dan rol pendukungnya dapat disesuaikan secara relatif, dan gerakan horizontal dari rol kerja yang sama dan rol pendukung yang sesuai disinkronkan melalui peredam motor dan mekanisme pengangkatan sekrup.
Pengangkatan vertikal dan miring dari roller kerja atas, roller pendukung, dan balok atas digerakkan oleh silinder hidrolik utama yang dipasang di bagian atas rangka dan dua silinder hidrolik balik yang dipasang di bagian dalam rangka, baik silinder hidrolik utama dan silinder balik mengadopsi struktur silinder pendorong. Dua rol kerja bawah mesin adalah rol penggerak, masing-masing digerakkan oleh motor hidrolik independen dan peredam planet di kedua arah.
Mesin ini dikendalikan oleh komputer mikro, dan dapat mengatur parameter seperti tekanan rol atas, posisi horizontal rol bawah, dan jumlah kompensasi balok atas dan bawah berdasarkan parameter proses seperti ketebalan pelat, lebar pelat, batas luluh, dan radius penggulungan minimum selama penggulungan atau pembengkokan, dan memiliki fungsi seperti pengeditan dan penyimpanan.
Unit pemrosesan fleksibel penggulungan pelat umumnya terdiri dari mesin penggulung pelat CNC yang dilengkapi dengan pra-perawatan bahan pelat di bagian depan dan peralatan pengangkut produk jadi di bagian belakang, dikendalikan oleh sistem kontrol yang terdiri dari satu atau beberapa komputer, membentuk unit pemrosesan penggulungan pelat otomatis. Unit ini mengintegrasikan aliran informasi dan aliran material ke dalam sistem mesin penggulung pelat CNC, yang mampu mewujudkan otomatisasi pemrosesan batch kecil, menjadikannya sistem manufaktur presisi tinggi, efisiensi tinggi, dan fleksibilitas tinggi yang ideal.
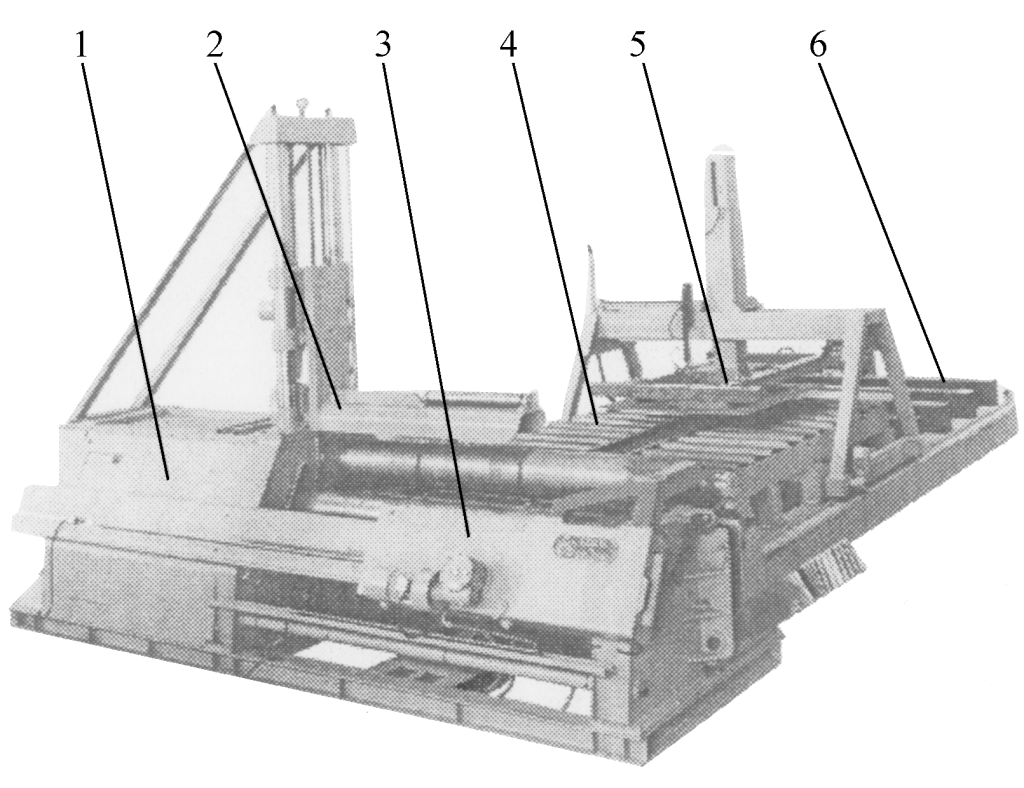
Gambar 16 dan 17 menunjukkan tata letak unit pemrosesan fleksibel penggulungan pelat. Unit ini terutama terdiri dari platform penyimpanan pelat, stasiun kerja pemuatan lengan robot pemuatan, perangkat pendukung, dan perangkat pembongkaran. Selama penggulungan pelat, lengan robot pemuatan mengambil material dari platform penyimpanan pelat ke stasiun kerja pemuatan, di mana lengan robot menyelaraskan material pelat dan memasukkannya ke dalam mesin penggulung pelat.
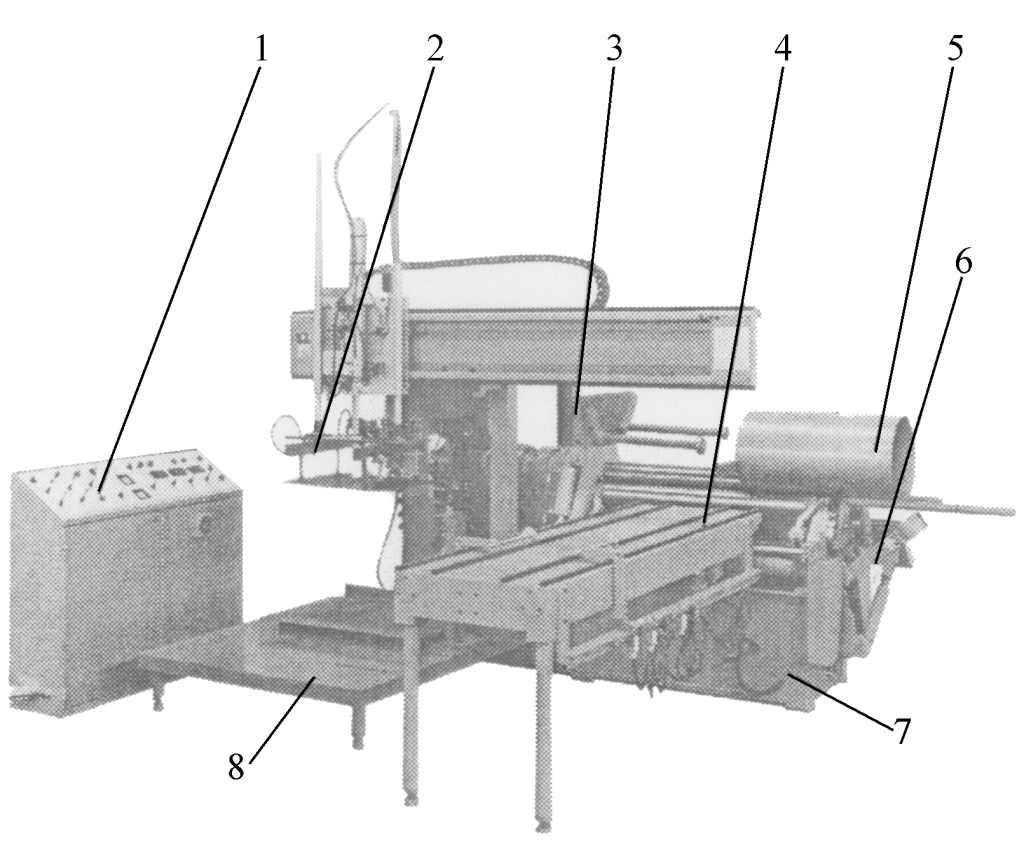
1-Kabinet listrik
Lengan robot 2-memuat
3-Perangkat pendukung
Meja kerja dengan 4 pemuatan
5-Benda Kerja
6-Membongkar perangkat
Rangka utama mesin penggulung 7-pelat
Meja susun logam 8 lembar
Rangka utama mesin penggulung 1-pelat
2-Perangkat pendukung
3-Membongkar perangkat
Konveyor rol 4-pengumpanan
Robot dengan 5 pemuatan
Meja susun logam 6 lembar
Selama proses penggulungan, sesuai dengan bentuk, ketebalan, dan diameter silinder benda kerja yang digulung, lengan robot selalu menempel di bagian dalam atau di dalam dan di luar benda kerja (pengaturan otomatis penuh), dan terus menerus menopang dan melekat pada benda kerja saat kelengkungannya berubah, hingga benda kerja terbentuk.
Selanjutnya, rumah bantalan dari mekanisme kemiringan mesin utama miring ke bawah, lengan robot bongkar muat mendorong benda kerja, lengan robot pemakaian mengambil benda kerja dan mengirimkannya ke meja kerja produk jadi, dan mesin utama dan lengan robot pada berbagai posisi kembali ke posisi semula, siap untuk menggulung benda kerja berikutnya. Selain konfigurasi di atas, beberapa unit pemrosesan penggulungan pelat fleksibel juga dapat dilengkapi dengan fasilitas untuk penyelarasan lembaran logam, inspeksi silinder, pengelasan, dll.







