Penyambungan Logam: Penjelasan Pengelasan, Pemaku Keling, dan Penguliran
Bagaimana kita membangun mesin yang menggerakkan dunia kita? Selami seni penyambungan mekanis, di mana logam bertemu...
Bayangkan mengubah lembaran logam datar menjadi bentuk silinder yang presisi. Menarik, bukan? Proses ini, yang dikenal sebagai pengerolan, merupakan landasan manufaktur modern, membentuk segala sesuatu, mulai dari kaleng soda hingga komponen pesawat terbang. Dalam panduan ini, kita akan menjelajahi mekanisme di balik pengerolan, dari teknik pra-pembengkokan hingga mencapai kebulatan yang sempurna. Pada akhirnya, Anda akan memahami bagaimana proses yang tampaknya sederhana ini memainkan peran penting dalam menciptakan permukaan melengkung yang halus yang sangat penting dalam aplikasi yang tak terhitung jumlahnya. Siap untuk menyingkap rahasia penggulungan? Mari kita selami!

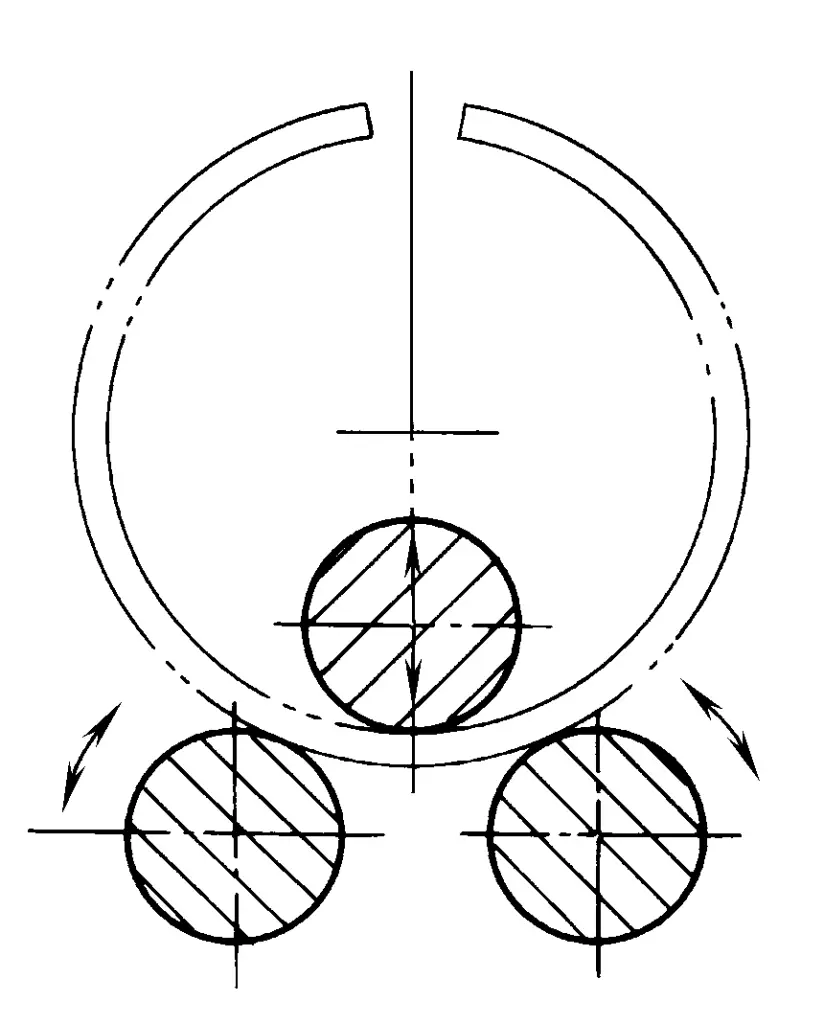
Pembengkokan (penggulungan pelat) adalah metode pemrosesan yang menempatkan material lembaran di antara 2 hingga 4 poros rol, dan saat poros rol berputar, material lembaran dibengkokkan di sepanjang poros rol ke dalam bentuk tertentu, seperti yang ditunjukkan pada Gambar 1.
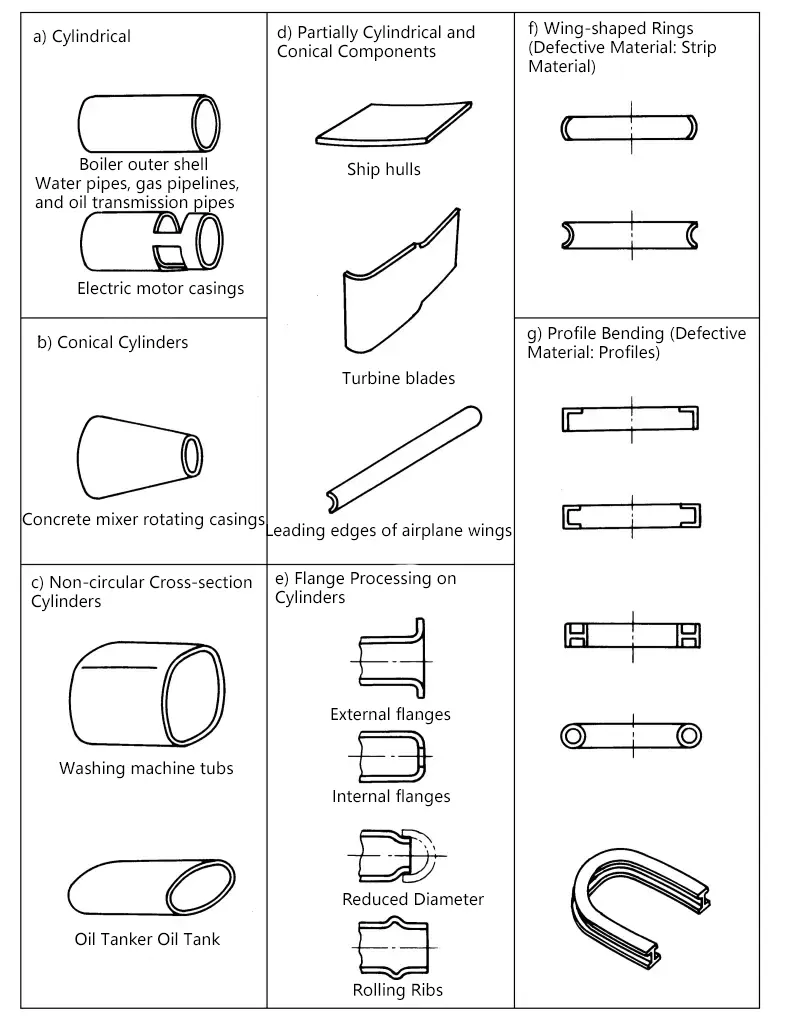
Pembengkokan umumnya digunakan untuk bagian dengan radius pembengkokan yang besar dan banyak digunakan dalam pemrosesan bagian silinder dan kerucut. Selain itu, karena posisi poros rol dapat diubah secara tepat relatif terhadap jumlah umpan bahan lembaran, maka dimungkinkan juga untuk menghasilkan bagian silinder berpenampang segiempat, elips, dan bagian silinder berpenampang non-melingkar lainnya, dan juga dapat digunakan untuk pemrosesan flens pada bagian silinder berpenampang silindris dan non-melingkar, seperti yang ditunjukkan pada Gambar 2.
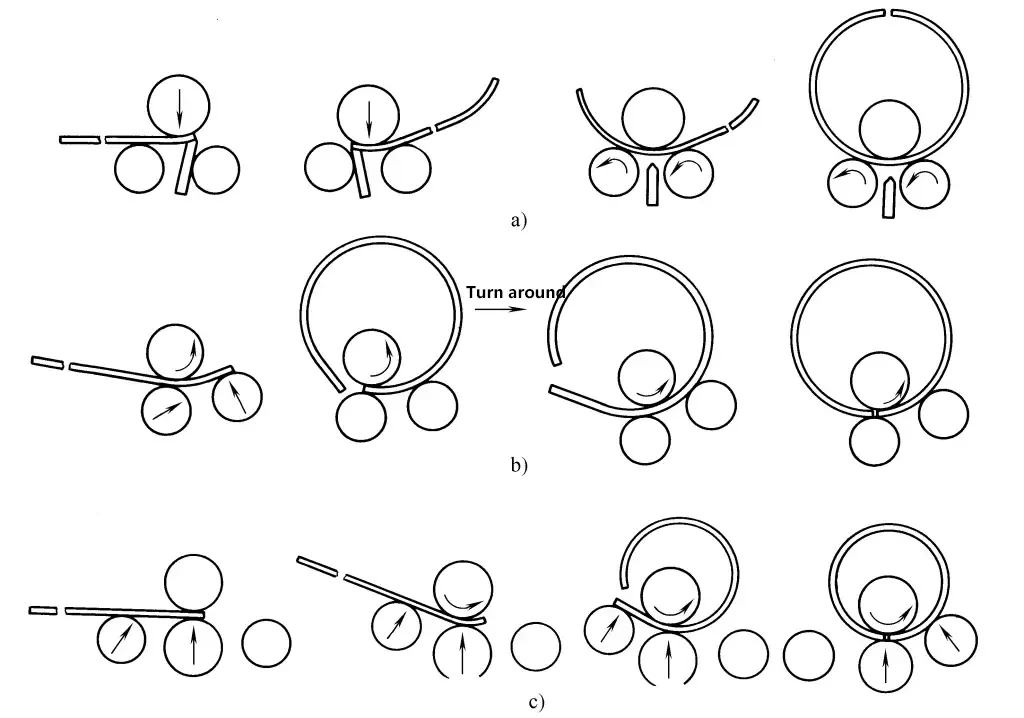
Saat membengkokkan pelat datar menjadi bentuk silinder pada mesin penggulung pelat tiga gulungan dan empat gulungan, ujung yang masuk dan keluar dari bahan lembaran mempertahankan bagian yang lurus karena deformasi yang tidak memadai. Sulit untuk sepenuhnya menghilangkan tepi lurus selama pembulatan. Oleh karena itu, umumnya perlu menekuk terlebih dahulu ujung bahan lembaran untuk menghilangkan tepi lurus. Metode pra-pembengkokan yang umum ditunjukkan pada Gambar 3.
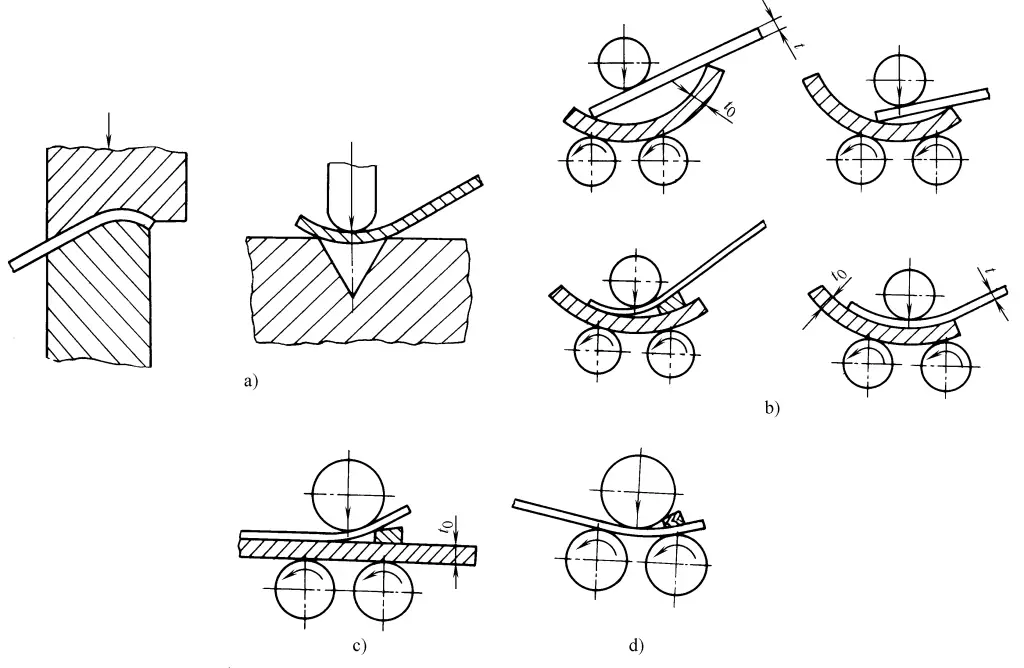
a) Cocok untuk berbagai ketebalan pelat
b) Cocok untuk t 0 ≥2t, t≤24, tidak melebihi 60% dari kapasitas peralatan
c) Cocok untuk t 0 ≥2t, t≥24, tidak melebihi 60% dari kapasitas peralatan
d) Cocok untuk pelat tipis
Proses penggulungan berbagai mesin penggulung pelat ditunjukkan pada Gambar 4.
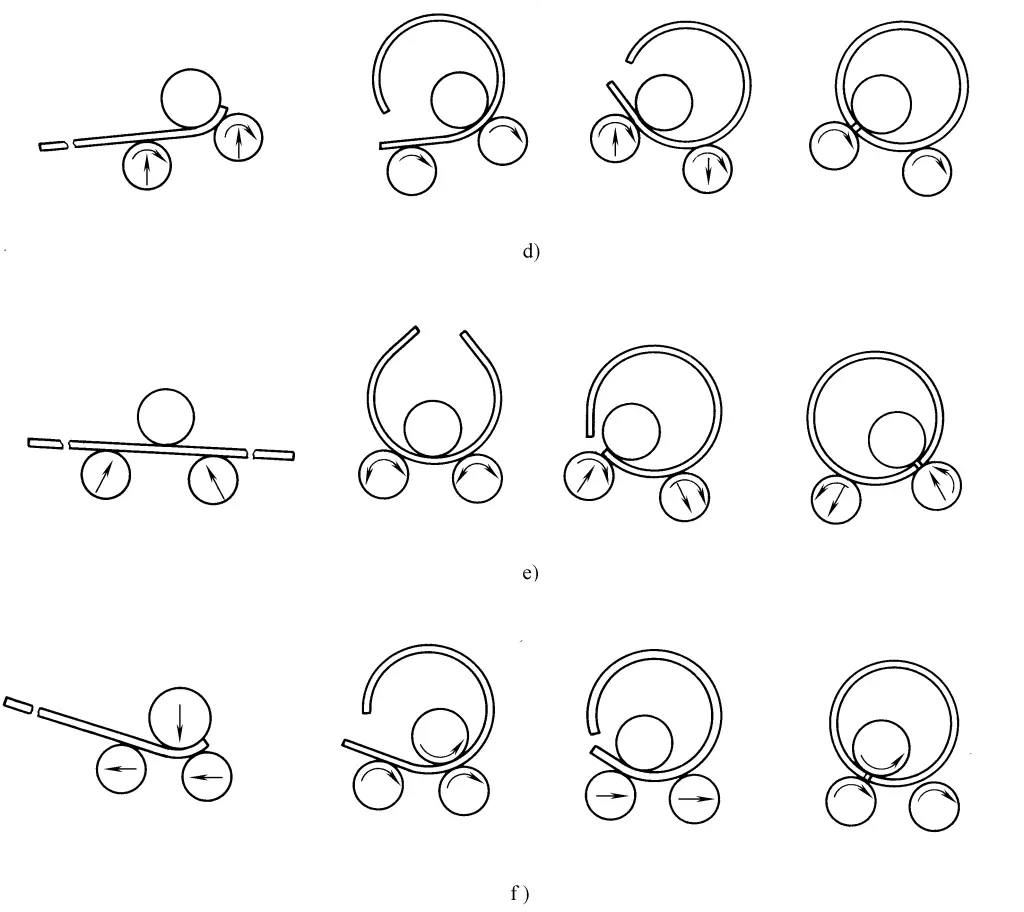
a) Tiga gulungan simetris mesin penggulung piring dengan bantalan tepi lentur
b) Asimetris mesin penggulung pelat tiga gulungan
c) Mesin tekuk pelat empat rol
d) Mesin tekuk pelat tiga rol eksentrik
e) Mesin tekuk pelat tiga rol dengan penyetelan bawah simetris
f) Mesin tekuk pelat tiga rol penyetelan bawah horisontal
Sesuaikan roller ke posisi kelengkungan pelurusan maksimum yang diperlukan, gulung 1-2 lingkaran untuk membuat seluruh kelengkungan lingkaran seragam, kemudian secara bertahap lepaskan beban, sehingga benda kerja dapat digulung beberapa kali dengan beban pelurusan yang dikurangi secara bertahap untuk meluruskannya.
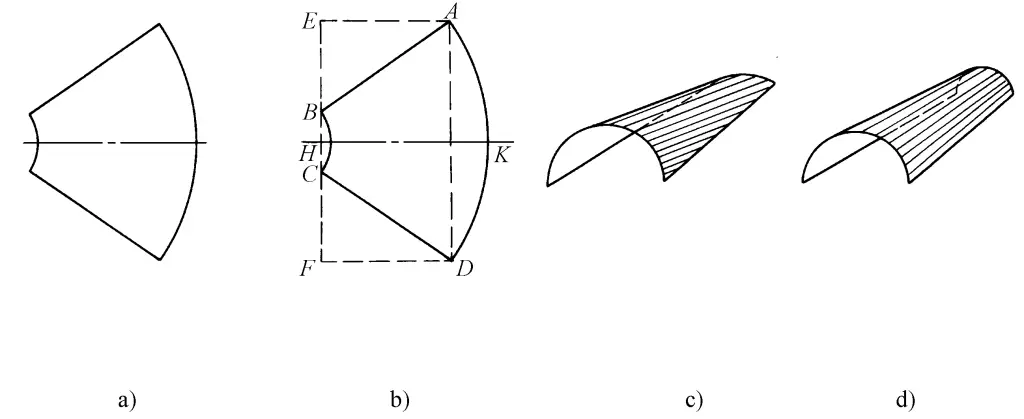
Untuk menggulung benda berbentuk kerucut, pelat kosong harus dipotong terlebih dahulu ke dalam bentuk kipas yang tidak terlipat. Dengan membuat rol atas dan rol samping berpotongan pada suatu sudut (tidak paralel) dan menjaga agar garis tekanan rol selalu bertepatan dengan generatrix blanko berbentuk kipas, maka, kerucut dapat digulung.
Dalam metode umum pembengkokan kerucut, metode yang lebih akurat meliputi metode perlambatan bukaan kecil, metode penggulungan empat rol berkecepatan ganda, dan metode pengumpanan putar, sedangkan metode perkiraan meliputi metode penggulungan tersegmentasi dan metode pengumpanan persegi panjang.
Terdiri dari tiga silinder untuk memperkirakan permukaan kerucut (lihat Gambar 5): pertama, gulung menjadi bentuk silinder c dengan roller atas sejajar dengan garis HK, kemudian tekuk kedua sisi dengan roller atas sejajar dengan garis AB dan CD masing-masing untuk mendapatkan perkiraan permukaan kerucut d.
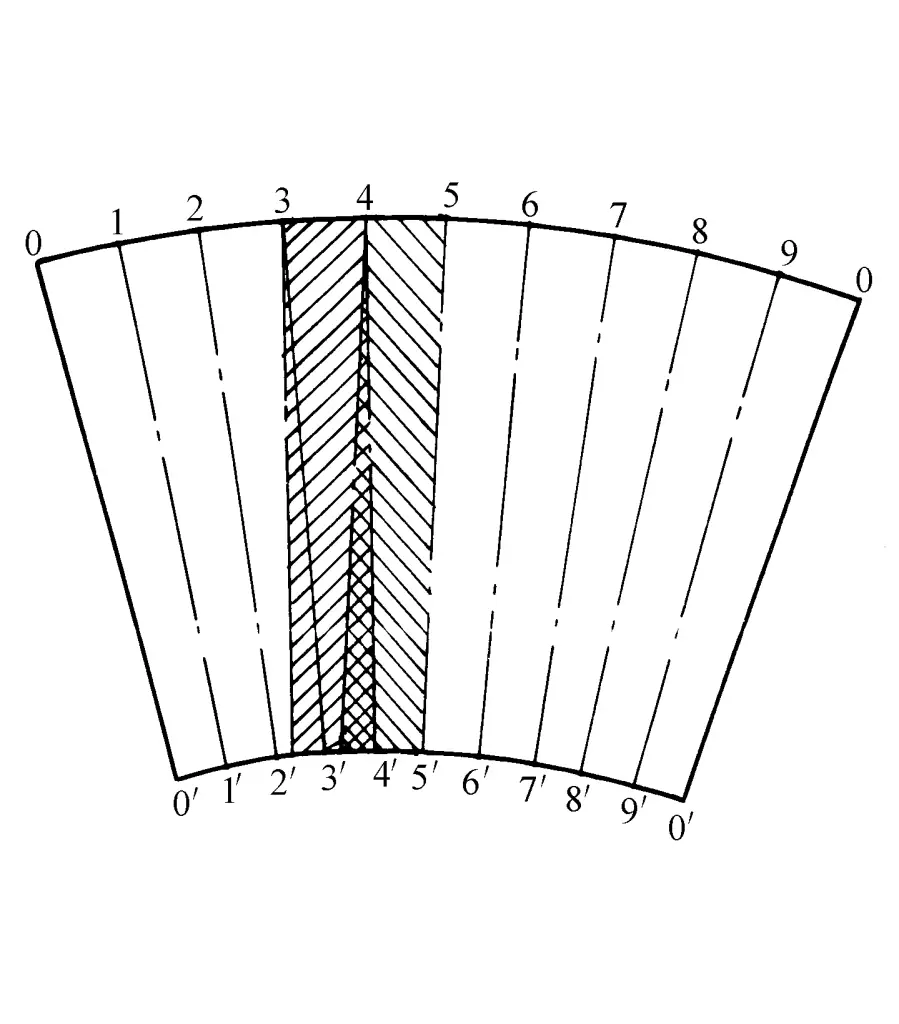
Seperti ditunjukkan pada Gambar 6, pergerakan melintasi zona digunakan untuk memperkirakan penyesuaian kecepatan. Langkah-langkahnya adalah:
(1) Gulung tekuk dengan rol atas sejajar dengan garis 5-5′ sampai ujung yang lebih besar mencapai 4;
(2) Gulung tekuk dengan rol atas sejajar dengan garis 4-4′ sampai ujung yang lebih besar mencapai 3;
(3) Ikuti langkah-langkah di atas untuk membengkokkan setiap zona.
Seperti ditunjukkan pada Gambar 7, roda pemandu ditambahkan ke tepi blanko yang lebih besar dan lebih kecil untuk memutar dan mengumpankannya, membuat garis pengepresan gulungan pada dasarnya bertepatan dengan generatrix.
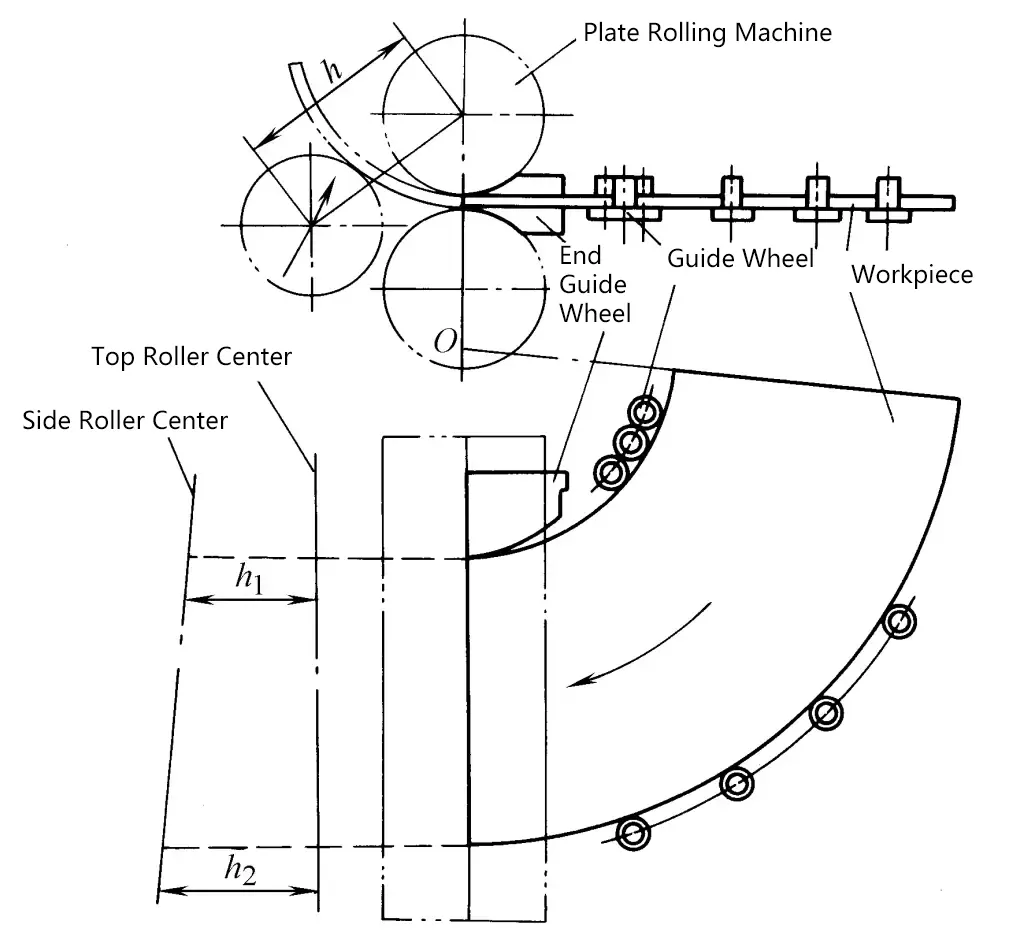
Seperti ditunjukkan pada Gambar 8, perangkat deselerasi gesekan ditambahkan pada ujung kecil blanko, meningkatkan resistensi umpan ujung kecil dan perlambatan.
(lihat Gambar 9)
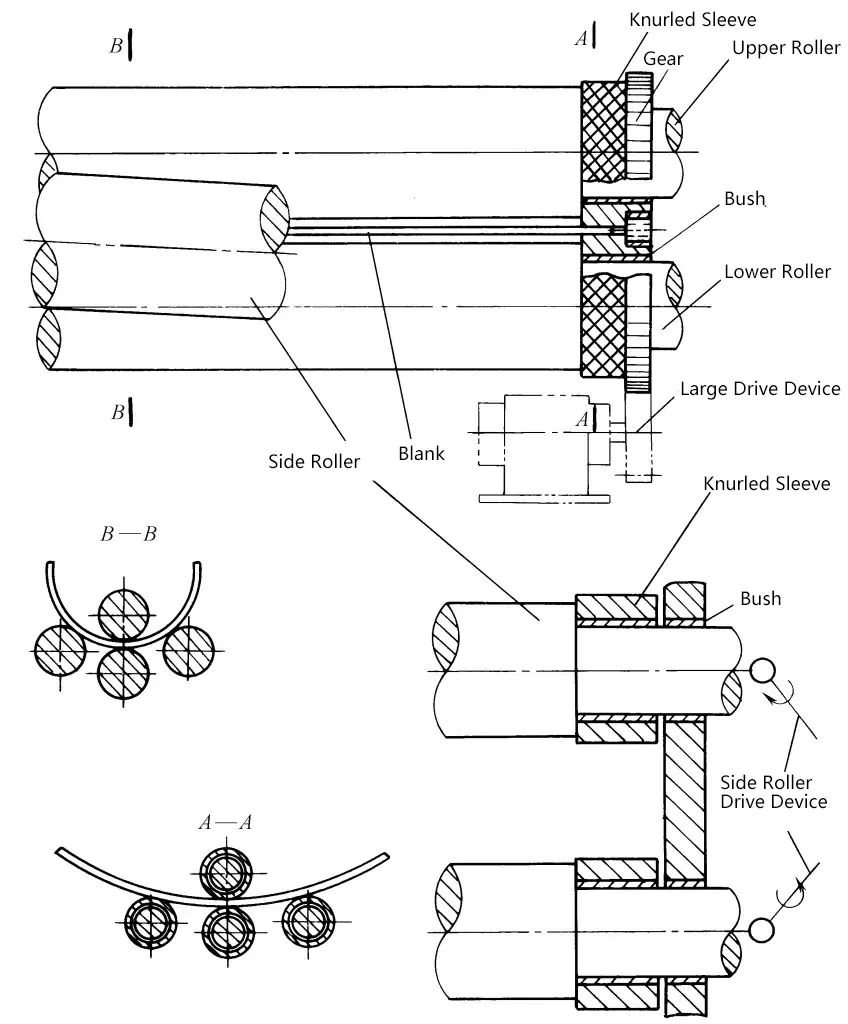
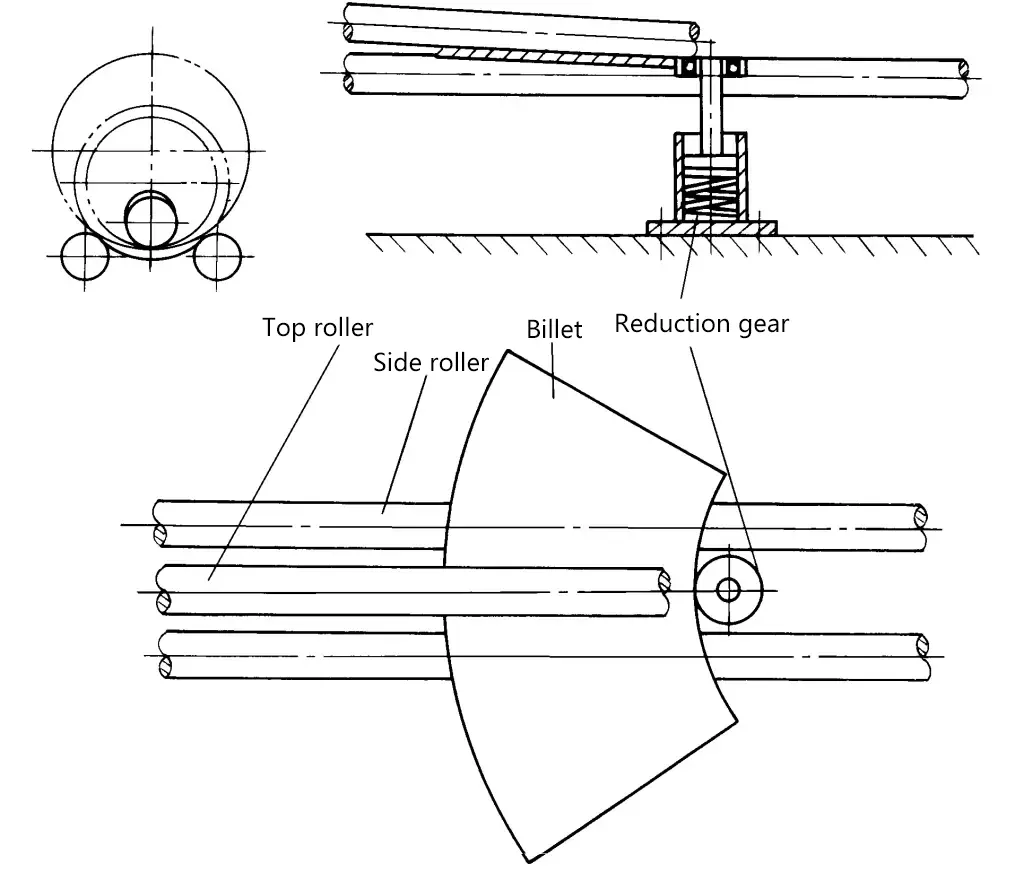
Rol atas, bawah, dan samping dari mesin tekuk pelat empat rol digerakkan oleh dua set perangkat transmisi, dengan rol atas dan bawah menggerakkan diameter blanko yang lebih besar dan rol samping menggerakkan diameter yang lebih kecil. Dengan menyesuaikan kecepatan perangkat transmisi secara tepat, kecepatan sudut dari diameter yang lebih besar dan lebih kecil yang diumpankan dibuat sama, menghasilkan bentuk kerucut yang lebih akurat.
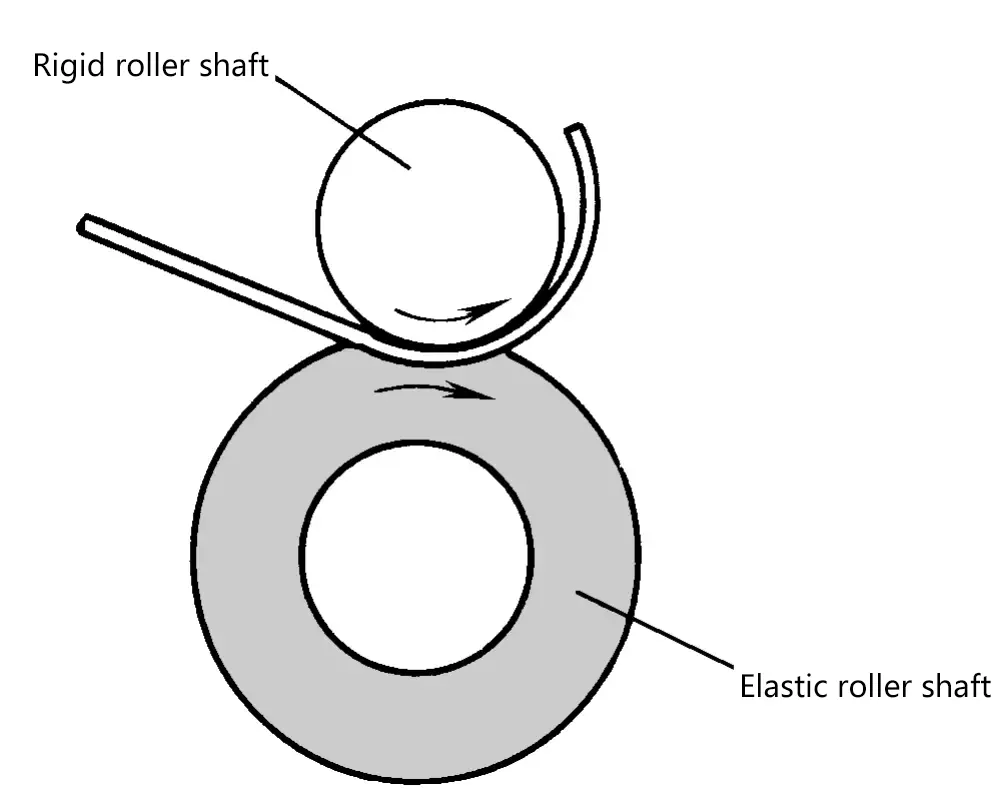
Mesin tekuk pelat dua rol bekerja dengan satu rol kaku dan satu rol elastis. Ketika roller baja menekan ke dalam roller elastis, yang memiliki kekerasan tertentu dan elastisitas tinggi, roller elastis berubah bentuk secara radial ke dalam, dan bahan pelat yang diumpankan di antara dua rol ditekuk oleh gaya pantul dari deformasi bahan elastis, menggerakkan roller elastis, sehingga mencapai pembengkokan terus menerus dari bahan pelat, seperti yang ditunjukkan pada Gambar 10. Rol elastis terbuat dari karet poliuretan, dengan kekerasan 85 ~ 95HS Shore hardness.
Hubungan antara jumlah depresi poros rol dan diameter benda kerja ditunjukkan pada Gambar 11.
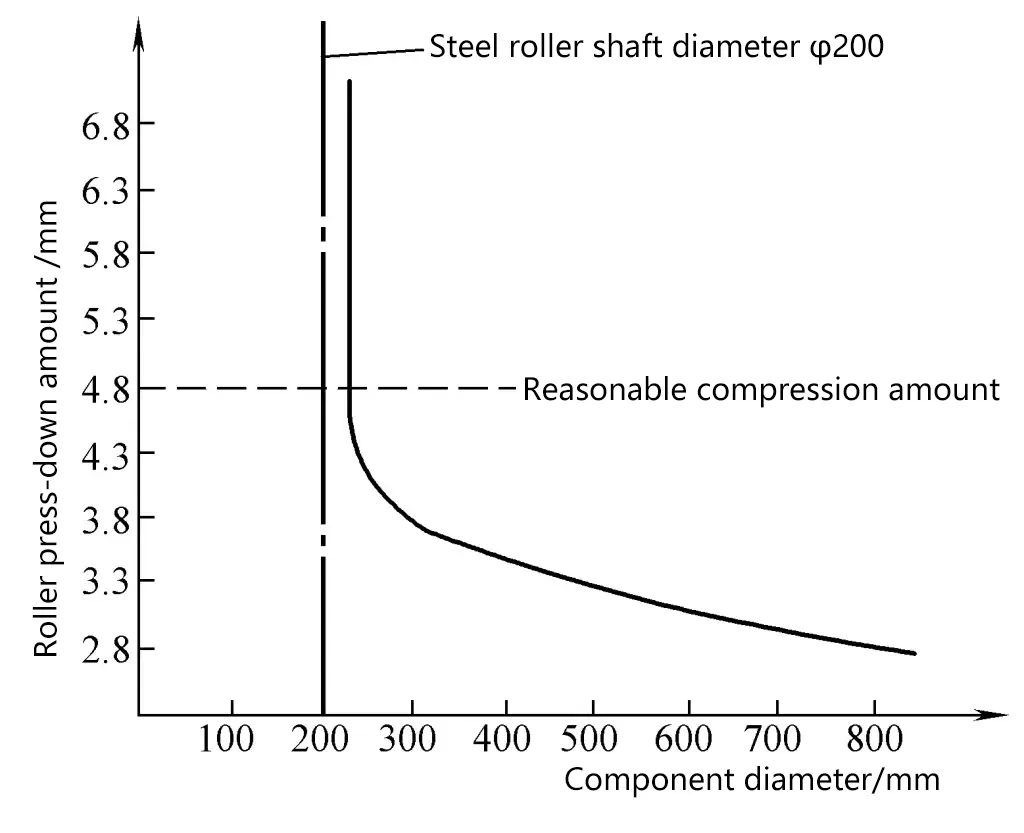
Apabila jumlah depresi mencapai nilai kritis tertentu, meskipun jumlah depresi ditingkatkan, perubahan diameter benda kerja sangat kecil. Oleh karena itu, jumlah deformasi yang sedikit lebih banyak daripada jumlah depresi kritis dianggap sebagai jumlah depresi yang wajar. Ketika jumlah depresi kurang dari nilai kritis, ukuran diameter benda kerja tidak stabil, sehingga umumnya tidak digunakan.
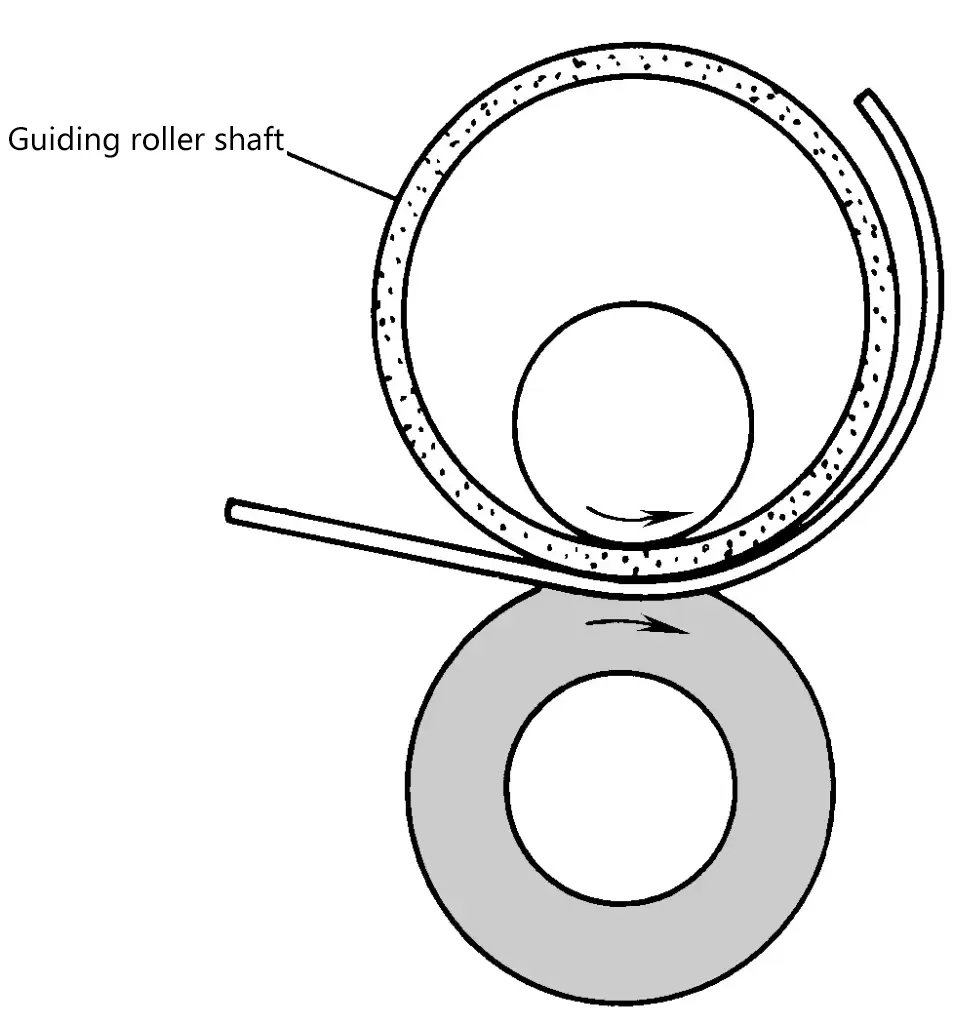
Untuk mengubah diameter bagian, roller pemandu dengan diameter yang sesuai dapat dilapiskan pada poros rol kaku untuk pemrosesan tekukan rol, seperti yang ditunjukkan pada Gambar 12.
Pengoperasian sebenarnya dari bagian pelat lentur pada mesin tekuk pelat dua gulungan dapat dilakukan dengan dua cara: untuk bahan dengan plastisitas yang baik (δ> 30%) atau pelat tipis (ketebalan kurang dari 1,5 ~ 4mm), bagian tersebut dapat ditekuk dalam sekali jalan; untuk bahan dengan plastisitas yang buruk atau pelat tebal, tekanan rol baja harus ditingkatkan untuk menekuk terlebih dahulu ujung saluran masuk dan keluar pelat, dan kemudian menekuk bagian tersebut dalam satu atau beberapa kali (anil perantara dapat dilakukan).
Keuntungan utama dari pembengkokan pelat dua gulungan dibandingkan dengan pembengkokan pelat tiga gulungan atau empat gulungan adalah:
(1) Efisiensi produksi yang tinggi. Umumnya, dapat mencapai 100 ~ 350 lembar / jam, dan hingga 1000 lembar / jam.
(2) Presisi tinggi pada komponen dan kualitas permukaan yang baik.
(3) Sangat mengurangi bagian lurus pada ujung masuk dan keluar gulungan bagian yang bengkok. Bagian lurus pelat tipis tidak akan melebihi ketebalan material, dan bagian lurus pelat tebal juga tidak akan melebihi empat kali ketebalan material. Oleh karena itu, umumnya tidak perlu menekuk ujungnya terlebih dahulu sebelum menekuk gulungan.
(4) Meskipun blanko diproses dengan cara meninju, bentukan, pembentukan bergelombang, dll., hal ini tidak akan menyebabkan fraktur dan pembengkokan yang tidak beraturan.
Kerugian dari pembengkokan pelat dua gulungan adalah:
(1) Karena roller pemandu perlu dibuat untuk setiap perubahan diameter komponen relatif terhadap diameternya, maka roller pemandu tidak cocok untuk produksi batch kecil multi-variasi.
(2) Dimensi komponen tunduk pada batasan tertentu. Kisaran pemrosesan mesin tekuk dua gulungan yang ada adalah: ketebalan pelat dalam 6,3 mm (baja lunak), diameter tekukan dari ϕ76 hingga ϕ460 mm.