
Penyambungan Logam: Penjelasan Pengelasan, Pemaku Keling, dan Penguliran
Bagaimana kita membangun mesin yang menggerakkan dunia kita? Selami seni penyambungan mekanis, di mana logam bertemu...
Bagaimana bagian-bagian mesin yang rumit seperti blok mesin dan badan pompa dibuat dari logam cair? Artikel ini menyelami dunia pengecoran yang memukau, mulai dari pengecoran pasir tradisional hingga teknik khusus yang inovatif. Dengan menjelajahi proses, bahan, dan metode yang digunakan, pembaca akan mendapatkan pemahaman yang komprehensif tentang bagaimana komponen logam yang rumit dibentuk dengan presisi dan efisiensi. Baik Anda ingin tahu tentang dasar-dasar pencetakan atau spesifikasi pengecoran investasi, panduan ini memberikan wawasan berharga tentang teknik-teknik penting yang membentuk lanskap industri kita.
Metode pembentukan coran (blanko atau komponen) dengan bentuk dan sifat tertentu dengan cara mencairkan logam, membuat cetakan, dan menuangkan logam cair ke dalam rongga cetakan, menunggunya hingga dingin dan mengeras, disebut pengecoran. Pengecoran banyak digunakan dalam industri manufaktur mesin dan merupakan salah satu metode utama untuk memproduksi komponen kosong atau suku cadang.
Proses pembentukan pengecoran memiliki karakteristik sebagai berikut:
Proses produksi pengecoran melibatkan banyak langkah, dan faktor-faktor yang memengaruhi kualitas coran sangat kompleks. Cacat pengecoran seperti penuangan yang tidak memadai, rongga penyusutan, porositas, lubang pasir, dan retakan mudah terjadi, yang mengakibatkan tingkat scrap yang tinggi.
Pembentukan pengecoran dibagi menjadi dua kategori utama: pengecoran pasir dan pengecoran khusus, berdasarkan bahan cetakan, metode pencetakan, dan kondisi penuangan. Pengecoran pasir adalah metode pengecoran tradisional dengan proses yang fleksibel dan biaya rendah. Pengecoran khusus mengacu pada metode pengecoran selain pengecoran pasir.
Performa pengecoran suatu paduan adalah performa proses yang ditunjukkan oleh paduan tersebut selama proses pembentukan pengecoran. Kualitas kinerja pengecoran secara langsung mempengaruhi kualitas internal dan eksternal pengecoran. Aspek utama dari kinerja pengecoran meliputi fluiditas, penyusutan, oksidasi, penyerapan gas, dan kecenderungan pemisahan dari paduan pengecoran.
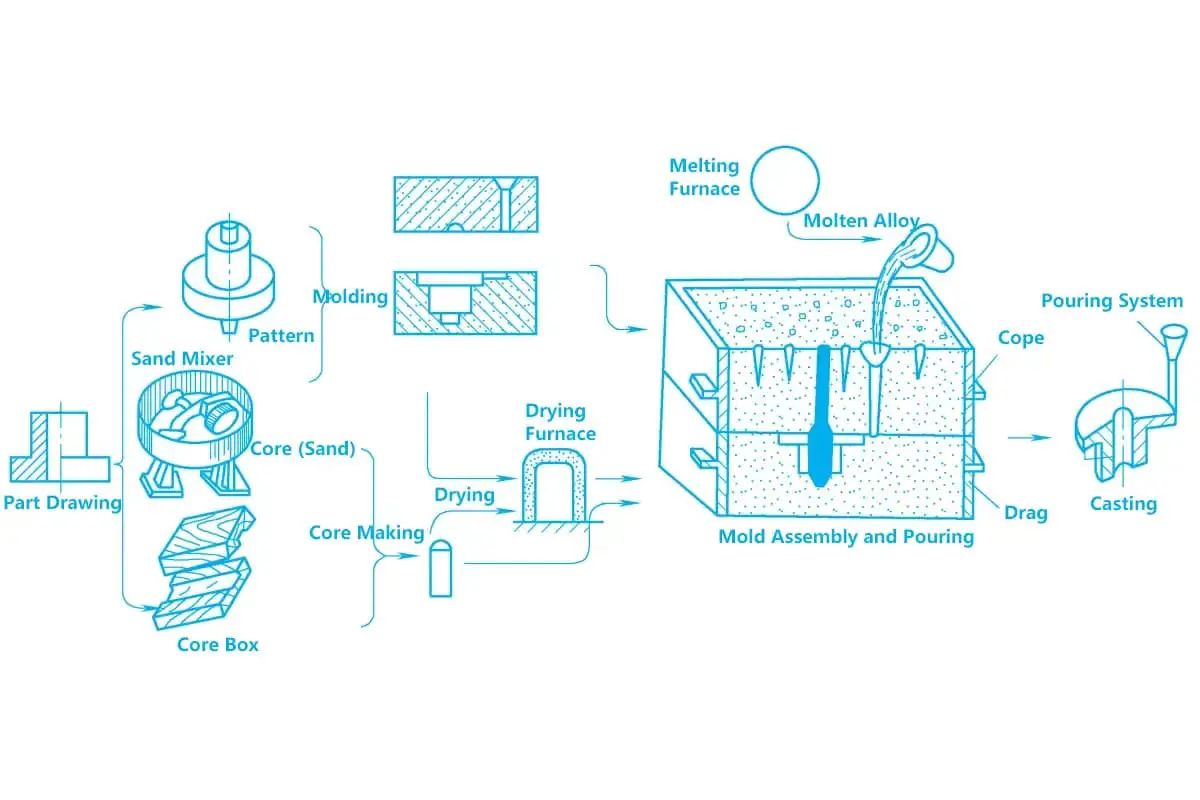
Metode pengecoran yang menggunakan pasir cetak sebagai bahan untuk menyiapkan cetakan disebut pengecoran pasir, yang melibatkan penuangan logam cair ke dalam rongga cetakan pasir dan mendapatkan hasil pengecoran setelah dingin dan mengeras.
Dalam produksi pengecoran, bagian yang digunakan untuk membentuk kontur eksternal pengecoran disebut cetakan, dan bagian yang digunakan untuk membentuk rongga internal atau bentuk lokal pengecoran disebut inti. Bahan yang digunakan untuk membuat cetakan disebut pasir cetak, dan bahan yang digunakan untuk membuat inti disebut pasir inti. Pasir cetak dan pasir inti secara kolektif disebut sebagai bahan cetakan. Proses pengecoran pasir ditunjukkan pada Gambar 1.
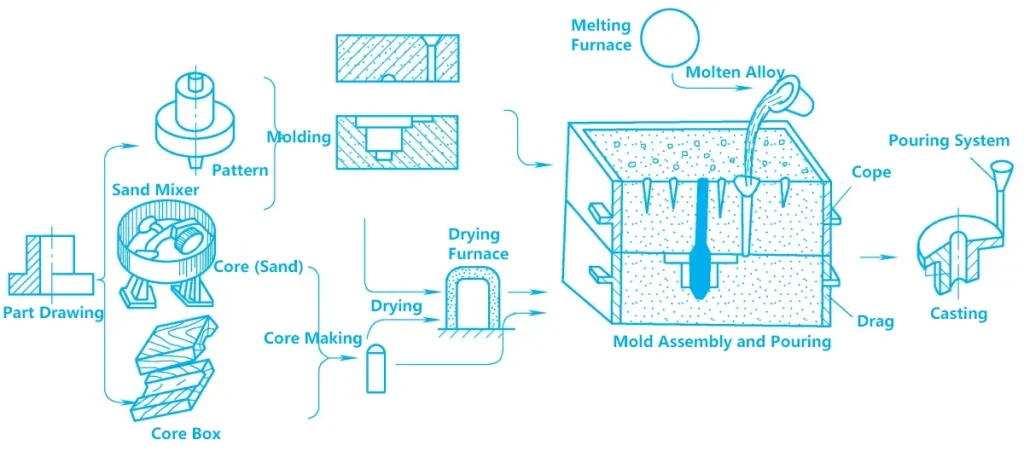
Pencetakan adalah proses pembentukan rongga internal cetakan pasir dengan menggunakan pola, yang membentuk kontur eksternal pengecoran setelah dituang. Ini adalah proses paling dasar dalam pengecoran pasir dan dibagi menjadi dua kategori: pencetakan manual dan pencetakan mesin. Pencetakan manual terutama digunakan untuk produksi satu bagian atau batch kecil, sedangkan pencetakan mesin terutama digunakan untuk produksi massal.
Ada banyak metode pencetakan manual. Menurut karakteristik kotak pasir, ada cetakan dua kotak, cetakan tiga kotak, dan cetakan lubang; sesuai dengan karakteristik model, ada cetakan pola padat, cetakan pola split, cetakan penggalian pasir, cetakan kotak palsu, cetakan potongan longgar, dan cetakan pengikis.
Dalam pengecoran, pengecoran yang sama dapat menggunakan metode pencetakan yang berbeda. Metode spesifik yang akan digunakan tergantung pada faktor-faktor seperti karakteristik struktural, ukuran, batch produksi, dan kondisi produksi pengecoran.
Pencetakan dengan mesin melibatkan penyelesaian semua operasi seperti mengisi cetakan dengan pasir (pengisian pasir), memadatkan pasir, dan menghilangkan pola menggunakan mesin cetak. Pencetakan dengan mesin memiliki intensitas tenaga kerja yang rendah, produktivitas tinggi, kualitas pengecoran yang stabil, dan tunjangan pemesinan yang kecil. Namun, pemadatan pasir dengan cetakan mesin tidak dapat menembus kotak tengah, sehingga tidak dapat digunakan untuk cetakan tiga kotak.
Pembuatan inti adalah proses pengisian pasir inti ke dalam kotak inti, pemadatan, pemangkasan, dan prosedur lainnya untuk membentuk inti. Karena inti mudah terkena dampak logam cair dan dikelilingi oleh logam cair bersuhu tinggi selama penuangan, maka inti diharuskan memiliki kekuatan, permeabilitas, refraktilitas, dan kolap yang lebih tinggi.
Untuk meningkatkan kekuatan inti, tulang inti dapat ditambahkan selama pembuatan inti. Tulang inti yang kecil sering kali menggunakan kawat besi atau paku, sedangkan tulang inti yang sedang dan besar sering kali menggunakan besi tuang untuk membentuk kerangka. Untuk meningkatkan permeabilitas inti, saluran ventilasi dapat digali di tengah-tengah inti untuk menghubungkan dengan bagian luar cetakan. Untuk inti yang lebih besar, garis lilin, kokas, terak, dll., Dapat ditempatkan di tengah inti.
Proses menuangkan logam cair ke dalam cetakan disebut penuangan. Penuangan adalah salah satu langkah penting untuk memastikan kualitas coran. Coran yang dibuang karena alasan penuangan mencapai 20% hingga 30% dari jumlah total coran yang dibuang. Oleh karena itu, suhu penuangan dan kecepatan penuangan harus dikontrol dengan ketat selama penuangan.
Proses mengeluarkan coran dari cetakan pasir disebut shakeout. Shakeout dibagi menjadi shakeout manual dan shakeout mesin. Yang pertama digunakan untuk produksi batch kecil satu bagian, sedangkan yang kedua digunakan untuk produksi massal.
Kunci untuk melakukan shakeout adalah memahami waktu yang tepat untuk membuka cetakan. Jika cetakan dibuka terlalu dini, pengecoran tidak akan cukup dingin, menyebabkan cacat seperti deformasi dan pengerasan permukaan, dan pengecoran akan membentuk tekanan dan retakan internal. Jika cetakan terlambat dibuka, maka akan menempati ruang produksi dan perkakas, sehingga mengurangi produktivitas. Waktu pengocokan terkait dengan ukuran dan bentuk pengecoran serta jenis paduan.
Proses pemotongan sistem gating, melepas inti, menghilangkan flash dan gerinda, serta membersihkan pasir yang menempel setelah goncangan disebut pembersihan, untuk membuat permukaan pengecoran memenuhi persyaratan.
Pengecoran pasir memiliki banyak keuntungan dan banyak digunakan, tetapi juga memiliki beberapa kelemahan, seperti akurasi dimensi coran yang rendah, permukaan kasarrendah, produktivitas rendah, kualitas tidak stabil, dan intensitas tenaga kerja yang tinggi.
Untuk lebih meningkatkan kualitas dan efisiensi produksi coran, beberapa metode pengecoran canggih yang secara signifikan berbeda dari pengecoran pasir biasa telah ditemukan. Metode pengecoran ini, yang secara signifikan berbeda dari pengecoran pasir biasa, secara kolektif disebut sebagai pengecoran khusus.
Ada banyak metode pengecoran khusus, seperti pengecoran investasi, pengecoran cetakan logam, pengecoran tekanan, pengecoran sentrifugal, pengecoran tekanan rendah, pengecoran cetakan cangkang, pengecoran cetakan keramik, pengecoran kontinu, pengecoran vakum, dan pengecoran cetakan magnetik. Di sini, kami memperkenalkan metode yang lebih banyak digunakan seperti pengecoran investasi, pengecoran cetakan logam, pengecoran tekanan, dan pengecoran sentrifugal.
Pengecoran investasi adalah metode pengecoran presisi yang paling umum digunakan. Metode ini menggunakan bahan yang dapat melebur (seperti lilin) untuk membuat pola (pola lilin), melapisi pola dengan beberapa lapisan pelapis tahan api, dan setelah mengeras dan mengeringkan, melelehkan pola dan mengalirkannya keluar dari cetakan untuk mendapatkan cetakan (cangkang) tanpa garis pemisah. Setelah pemanggangan dan penuangan suhu tinggi, pengecoran yang diinginkan diperoleh. Karena lilin sering digunakan untuk membuat pola lilin dalam pengecoran investasi, ini juga dikenal sebagai pengecoran lilin yang hilang.
Karakteristik dan Aplikasi Pengecoran Investasi:
Investment casting terutama digunakan untuk memproduksi komponen kecil dengan bentuk yang rumit, persyaratan presisi tinggi, dan pemesinan yang sulit, seperti bilah mesin, komponen kecil pada mobil, traktor, dan peralatan mesin. Ini juga banyak digunakan dalam industri telekomunikasi, permesinan, instrumentasi, dan manufaktur perkakas.
Metode menuangkan logam cair ke dalam cetakan yang terbuat dari logam untuk mendapatkan coran disebut pengecoran cetakan logam. Karena cetakan logam dapat terus digunakan kembali ratusan hingga ribuan kali, pengecoran cetakan logam juga disebut pengecoran cetakan permanen.
Karakteristik dan Aplikasi Pengecoran Cetakan Logam:
Pengecoran cetakan logam terutama cocok untuk produksi massal pengecoran paduan logam non-besi berukuran sedang dan kecil (seperti aluminium, magnesium, tembaga, dll.) Dengan ketebalan dinding yang relatif seragam, seperti piston aluminium, blok silinder, kepala silinder mobil, traktor, dan mesin pembakaran dalam, rumah motor, penutup kotak persimpangan, bushing paduan tembaga, dan selongsong. Ini juga dapat menghasilkan coran logam besi berbentuk sederhana.
Pengecoran bertekanan (disebut sebagai die casting) adalah metode di mana logam cair ditekan dengan cepat ke dalam cetakan logam di bawah tekanan tinggi dan dipadatkan di bawah tekanan untuk mendapatkan coran. Die casting adalah proses pembentukan yang berkembang pesat, rendah pemotongan, dan tanpa pemotongan dalam teknologi pemrosesan logam modern.
Karakteristik dan aplikasi die casting:
Die casting banyak digunakan dalam industri manufaktur mobil, traktor, instrumen, instrumen elektronik, industri pertahanan, peralatan medis, dll., Seperti blok silinder mesin, kepala silinder, rumah transmisi, penutup mesin, rumah dan braket instrumen dan kamera, sambungan pipa, roda gigi, dll.
Saat ini, ini terutama digunakan untuk pengecoran logam non-ferrous kecil (di bawah 10kg) dalam produksi massal, dengan die casting paduan seng dan paduan aluminium yang paling banyak digunakan.
Pengecoran sentrifugal adalah metode pengecoran di mana logam cair dituangkan ke dalam cetakan berputar berkecepatan tinggi, mengisi cetakan dan mengeras di bawah aksi gaya sentrifugal.
Karakteristik dan aplikasi pengecoran sentrifugal:
Pengecoran sentrifugal terutama digunakan untuk membuat coran berongga dari benda yang berputar, seperti liner silinder dan bushing. Selain itu, dapat membuat berbagai coran berbentuk padat dan berkekuatan tinggi, seperti impeler kecil dan alat pemotong berbentuk. Pengecoran sentrifugal cocok untuk berbagai bahan logam, menghasilkan coran dengan berat hingga beberapa ton atau dengan diameter lubang minimum 7mm.

