
Dasar-dasar Pengeboran dan Pemboran: Alat dan Teknik
Dalam artikel ini, Anda akan menemukan alat dan teknik penting yang digunakan dalam pengeboran dan pengeboran. Dari memilih bor yang tepat...
Bagaimana sebuah lembaran logam sederhana berubah menjadi komponen berkekuatan tinggi yang rumit? Artikel ini mengeksplorasi proses deep drawing yang menarik, dengan fokus pada perhitungan yang diperlukan untuk menentukan pekerjaan dan daya yang dibutuhkan untuk berbagai operasi. Memahami perhitungan ini sangat penting untuk memilih peralatan yang tepat dan mengoptimalkan efisiensi produksi. Selami untuk mengetahui bagaimana rumus empiris dan pengukuran yang tepat memastikan keberhasilan teknik manufaktur yang penting ini.

Gaya penarikan dalam merupakan dasar yang penting untuk menentukan tonase mesin press yang diperlukan untuk bagian yang ditarik dalam. Dalam produksi aktual, beberapa rumus empiris biasanya digunakan untuk menentukan gaya penarikan dalam.
Pmaks =πdp1tRmK1
Pmaks =πdp2tRmK2
Di mana dalam rumus
Tabel 1 Koefisien K 1 untuk gambar dalam pertama bagian silinder (08 ~ 15 baja)
| Ketebalan relatif t/D0 ×100 | Koefisien gambar dalam pertama m1 | |||||||||
| 0.45 | 0.48 | 0.5 | 0.52 | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | 0.8 | |
| 5 | 0.95 | 0.85 | 0.75 | 0.65 | 0.6 | 0.5 | 0.43 | 0.35 | 0.28 | 0.2 |
| 2 | 1.1 | 1 | 0.9 | 0.8 | 0.75 | 0.6 | 0.5 | 0.42 | 0.35 | 0.25 |
| 1.2 | 1.1 | 1 | 0.9 | 0.8 | 0.68 | 0.56 | 0.47 | 0.37 | 0.3 | |
| 0.8 | 1.1 | 1 | 0.9 | 0.75 | 0.6 | 0.5 | 0.4 | 0.33 | ||
| 0.5 | 1.1 | 1 | 0.82 | 0.67 | 0.55 | 0.45 | 0.36 | |||
| 0.2 | 1.1 | 0.9 | 0.75 | 0.6 | 0.5 | 0.4 | ||||
| 0.1 | 1.1 | 0.9 | 0.75 | 0.6 | 0.5 | |||||
Catatan: 1. Apabila radius punch rp = (4 ~ 6) t, koefisien K1 harus ditingkatkan sebesar 5% menurut nilai tabel.
2. Untuk bahan lain, koreksi nilai pencarian sesuai dengan perubahan plastisitas bahan (meningkat saat plastisitas menurun).
Tabel 2 Koefisien K 2 nilai untuk gambar dalam kedua bagian silinder (08 ~ 15 baja)
| Ketebalan relatif t/D0 ×100 | Koefisien m2 untuk gambar dalam pertama | |||||||||
| 0.7 | 0.72 | 0.75 | 0.78 | 0.8 | 0.82 | 0.85 | 0.88 | 0.9 | 0.92 | |
| 5 | 0.85 | 0.7 | 0.6 | 0.5 | 0.42 | 0.32 | 0.28 | 0.2 | 0.15 | 0.12 |
| 2 | 1.1 | 0.9 | 0.75 | 0.6 | 0.52 | 0.42 | 0.32 | 0.25 | 0.2 | 0.14 |
| 1.2 | 1.1 | 0.9 | 0.75 | 0.62 | 0.52 | 0.42 | 0.3 | 0.25 | 0.16 | |
| 0.8 | 1 | 0.82 | 0.7 | 0.57 | 0.46 | 0.35 | 0.27 | 0.18 | ||
| 0.5 | 1.1 | 0.9 | 0.76 | 0.63 | 0.5 | 0.4 | 0.3 | 0.2 | ||
| 0.2 | 1 | 0.85 | 0.7 | 0.56 | 0.44 | 0.33 | 0.23 | |||
| 0.1 | 1.1 | 1 | 0.82 | 0.68 | 0.55 | 0.4 | 0.3 | |||
Catatan:
1. 1. Ketika radius pukulan r p = (4~6)t, nilai K 2 dalam tabel harus ditambah 5%.
2. Untuk koefisien K 2 dari gambar dalam ke-3, ke-4, dan ke-5, m yang sesuai n dan t/D 0 Nilai ×100 ditemukan dari tabel yang sama, tetapi nilai yang lebih besar atau lebih kecil dalam tabel harus dipilih berdasarkan apakah ada proses anil antara:
Tanpa anil antara, K 2 mengambil nilai yang lebih besar (lebih dekat ke nilai di bawahnya);
Dengan anil menengah, K 2 mengambil nilai yang lebih kecil (lebih dekat ke nilai di atas).
3. Untuk bahan lain, koreksi nilai pencarian sesuai dengan perubahan plastisitas bahan (meningkat saat plastisitas menurun).
Pmaks =πdptRmKF
Pmaks =πdKtRmKF
Di mana dalam rumus
Tabel 3 Koefisien K F nilai untuk gambar pertama bagian yang ditarik bergelang (08 hingga 15 baja)
| dF/dP | Koefisien gambar d p /D 0 | ||||||||||
| 0.35 | 0.38 | 0.4 | 0.42 | 0.45 | 0.5 | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | |
| 3 | 1 | 0.9 | 0.83 | 0.75 | 0.68 | 0.56 | 0.45 | 0.37 | 0.3 | 0.23 | 0.18 |
| 2.8 | 1.1 | 1 | 0.9 | 0.83 | 0.75 | 0.62 | 0.5 | 0.42 | 0.34 | 0.26 | 0.2 |
| 2.5 | 1.1 | 1 | 0.9 | 0.82 | 0.7 | 0.56 | 0.46 | 0.37 | 0.3 | 0.22 | |
| 2.2 | 1.1 | 1 | 0.9 | 0.77 | 0. 64 | 0.52 | 0.42 | 0.33 | 0.25 | ||
| 2 | 1.1 | 1 | 0.85 | 0.7 | 0.58 | 0.47 | 0.37 | 0.28 | |||
| 1.8 | 1.1 | 0.95 | 0.8 | 0.65 | 0.53 | 0.43 | 0.33 | ||||
| 1.5 | 1.1 | 0.9 | 0.75 | 0.62 | 0.5 | 0.4 | |||||
| 1.3 | 1 | 0.85 | 0.7 | 0.56 | 0.45 | ||||||
Catatan: Saat melakukan flensing, nilai K F meningkat sebesar 10% menjadi 20%.
P maks =πd n (t n-1 -t n )R m K 3
Di mana dalam rumus
Pekerjaan deep drawing juga merupakan salah satu dasar penting untuk memilih mesin cetak. Beban tekanan mesin cetak dibatasi oleh kekuatan poros engkol atau roda gigi transmisi, sedangkan beban daya dibatasi oleh energi kinetik roda gila, kekuatan motor, atau tingkat kelebihan beban yang diijinkan. Oleh karena itu, ketika memilih mesin press, besarnya tekanan dan pekerjaan harus dipertimbangkan secara komprehensif.
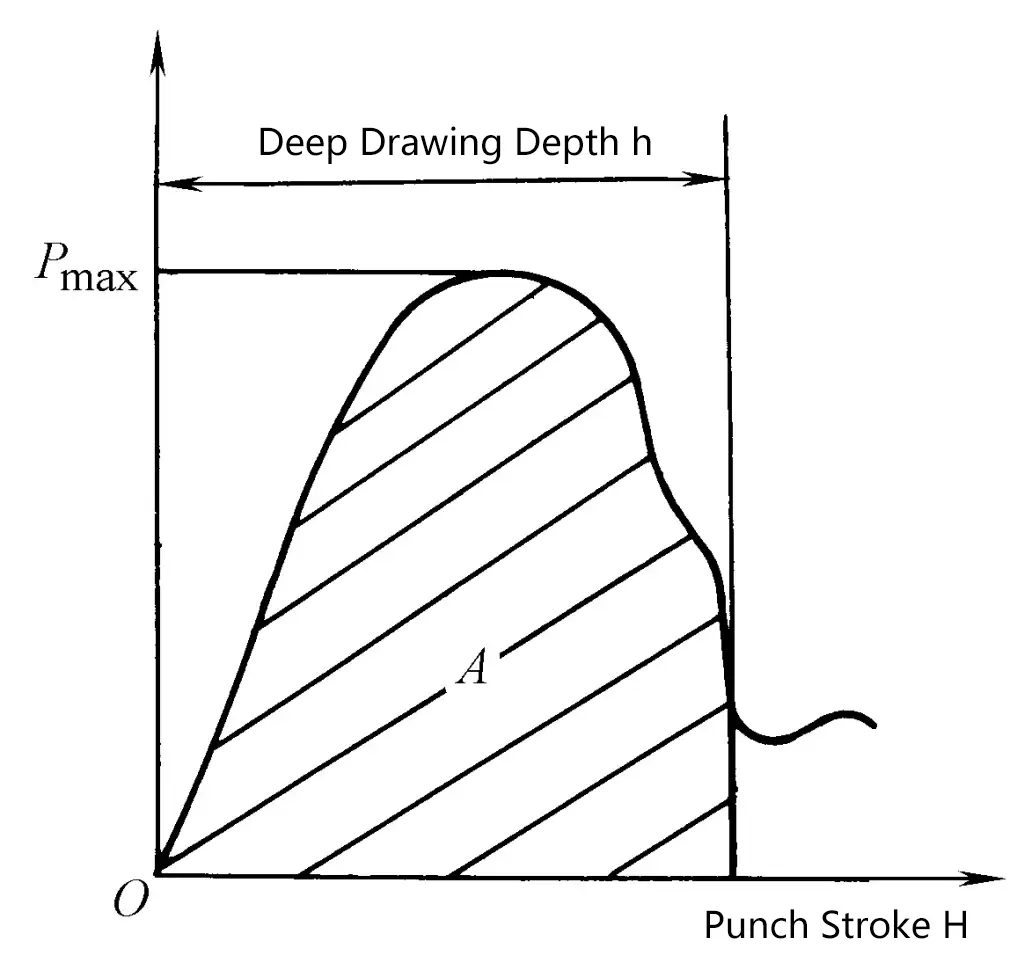
Hubungan antara gaya penarikan dalam dan langkah kerja pukulan ditunjukkan dalam Gambar 1. Kerja penarikan dalam haruslah area di bawah kurva (bagian yang diarsir). Untuk memudahkan perhitungan, rumus empiris berikut ini digunakan untuk menghitung pekerjaan deep drawing
A = cPmaksh × l0-3
Di mana dalam rumus
Tabel 4 Hubungan antara koefisien c dan koefisien gambar dalam
| Koefisien gambar dalam m | 0.55 | 0.6 | 0.65 | 0.7 | 0.75 | 0.8 |
| Koefisien c | 0.8 | 0.77 | 0.74 | 0.7 | 0.67 | 0.64 |
A = Pmaksh × 1,2 × l0-3
di mana
Daya motor press dihitung dengan rumus berikut ini
P = KA n /(1.36×60×750×η 1 ×η 2 )
di mana






