Pemotongan Lembaran Logam: Teknik, Peralatan, dan Praktik Terbaik
Terakhir diperbarui:
29 September 2024
Bagikan kesukaan Anda:
Daftar Isi
I. Metode pengosongan yang umum dan aplikasinya
Bentuk bahan yang digunakan dalam pemrosesan lembaran logam terutama mencakup pelat, baja profil, dan bahan pipa. Untuk memproses bentuk yang diperlukan dan persyaratan lain dari komponen lembaran logam, bahan baku harus terlebih dahulu dipotong menjadi kosong sesuai kebutuhan. Proses ini disebut blanking dan sering kali merupakan langkah pertama dalam pemrosesan lembaran logam.
Ada banyak metode pengosongan. Jenis utama yang digunakan dalam produksi termasuk geser, pelubangan, pemotongan, dan pemesinan. Tabel 1 menunjukkan metode blanking yang umum dan aplikasinya.
Digunakan untuk pemrosesan pelat lurus dan lengkung seperti baja karbon rendah, aluminium dan paduannya, tembaga dan paduannya, karton, bakelite, dan lembaran plastik dengan ketebalan t≤4mm. Bagian yang diproses memiliki presisi dan efisiensi produksi yang rendah tetapi berbiaya rendah.
Mesin geser lurus
Gunting guillotine
Digunakan untuk memotong material seperti baja karbon rendah, aluminium dan paduannya, tembaga dan paduannya, kardus, bakelite, dan lembaran plastik. Memiliki kekuatan geser yang tinggi, produktivitas tinggi, dan digunakan untuk pemrosesan pelat berbentuk lurus.
Gunting miring
Digunakan untuk material geser seperti baja karbon rendah, aluminium dan paduannya, tembaga dan paduannya, kardus, bakelite, dan lembaran plastik. Memiliki gaya geser yang lebih rendah, cocok untuk bentuk lurus sedang atau besar, busur besar, dan kemiringan pelat, dengan ketebalan geser hingga 40mm.
Geser langkah kecil
Gunting bergetar
Digunakan untuk menggeser material seperti baja karbon rendah, aluminium dan paduannya, tembaga dan paduannya, kardus, bakelite, dan lembaran plastik. Cocok untuk lekukan, perforasi, dan takik yang rumit, dan juga dapat menggeser paduan titanium.
Gunting penggulung cakram
Gunting gulung lingkaran lurus
Digunakan untuk menggeser material seperti baja karbon rendah, aluminium dan paduannya, tembaga dan paduannya, karton, bakelite, dan lembaran plastik. Cocok untuk memotong strip, garis lurus, dan busur dengan presisi yang relatif rendah. Terdapat gerinda pada tepi potong, cocok untuk produksi batch kecil komponen berukuran kecil dan menengah, dengan ketebalan geser hingga 30mm.
Gunting gulung miring ke bawah
Geser garis lurus dan busur (R kecil), dengan presisi yang relatif rendah, dan gerinda pada tepi potongan, dengan ketebalan geser hingga 30mm.
Gunting gulung miring penuh
Lekukan yang rumit, dengan presisi yang relatif rendah, dan gerinda pada tepi potongan, dengan ketebalan geser hingga 20mm, presisi ±1mm.
Meninju
Meninju
Tekan
Umumnya digunakan untuk mengosongkan, melubangi, memotong, dan membuat bentukan bahan dan profil lembaran dengan t≤10mm. Presisi tinggi (blanking IT10, punching IT9), produktivitas tinggi, cocok untuk produksi batch menengah dan besar.
Pemotongan
Pemotongan api
Mesin pemotong gas, obor
Dapat digunakan untuk mengosongkan dan memotong pelat dan profil yang terbuat dari besi murni, baja karbon rendah, baja karbon sedang, dan beberapa baja paduan rendah, dengan presisi ±1mm dan biaya rendah.
Pemotongan plasma
Peralatan potong, obor
Digunakan untuk memotong bentuk baja karbon, baja tahan karat, baja paduan tinggi, paduan titanium, aluminium dan paduannya, tembaga dan paduannya, dan bahan non-logam dengan potongan sempit dan ketebalan hingga 200mm, presisi ±0,5mm, juga mampu memotong di bawah air. 200mm, presisi ±0,5mm, juga mampu melakukan pemotongan di bawah air.
Mencungkil busur karbon
Tukang las DC, penjepit pencungkil
Digunakan untuk memotong, memangkas, memiringkan, dan menghilangkan gerinda besar dari material seperti baja paduan tinggi, aluminium dan paduannya, tembaga dan paduannya.
Pemotongan kawat pelepasan listrik
Mesin pemotong kawat pelepasan listrik
Digunakan untuk pemotongan yang presisi dari berbagai bahan konduktif, dengan ketebalan pemotongan melebihi 300mm, presisi ±0,01mm. Mampu memotong segala bentuk kurva datar dan kemiringan dinding samping ≤30°, terutama cocok untuk pembuatan cetakan stamping.
Pemotongan yang tepat dari berbagai bahan, dengan ketebalan pemotongan melebihi 10mm, lebar pemotongan 0,15 hingga 0,5mm, presisi ≤0,1mm, tetapi peralatan yang mahal.
Pemotongan air bertekanan tinggi
Tekanan sangat tinggi (≥400MPa) Mesin pemotong jet air
Dapat digunakan untuk berbagai logam dan non-logam (seperti kaca, keramik, batu), dapat dilengkapi dengan abrasif buatan, presisi tinggi, dapat memotong keramik lebih tebal dari 10mm, peralatan mahal
Pemotongan
Pengoperasian manual
Mesin gergaji busur
Digunakan untuk memotong berbagai profil, batang, pipa, pelat, dan bahan logam / non-logam lainnya, dapat melihat alur dan bahan keras, alat tidak mahal, pengoperasiannya sederhana, tetapi intensitas tenaga kerja tinggi dan produktivitas rendah
Gergaji listrik genggam, gergaji yang dikendalikan dengan tangan
Digunakan untuk memproses berbagai profil, batang, pipa, lembaran logam dan non-logam yang tidak dikeraskan, produktivitas tinggi, tidak berisik
Mesin pemotong pipa listrik
Digunakan untuk memproses pipa logam dan plastik dengan diameter ϕ200 ~ ϕ1000mm
Bingkai pemotongan pipa
Pemrosesan pipa berdiameter kecil dan menengah
Mesin pemotong roda gerinda yang dikendalikan dengan tangan
Memproses berbagai macam logam dan non-logam (kecuali logam non-besi, karet, dan bahan plastik) profil, batang, dan bahan pipa
Pengoperasian peralatan mesin
Mesin gergaji
Pemrosesan profil, batang, dan bahan pipa dari logam yang tidak dikeraskan, serta plastik dan kayu, dengan produktivitas tinggi
Mesin penggilingan tepi, planer
Digunakan untuk memotong, memangkas, memotong talang, dan pemrosesan lainnya pada profil, batang, dan bahan pipa dari logam yang tidak dikeraskan serta pelat plastik dan kayu, dengan presisi tinggi
Mesin penggilingan lembaran logam, mesin penggilingan
Digunakan untuk memotong dan memangkas profil, batang, dan bahan pipa dari logam yang tidak dikeraskan serta pelat plastik dan kayu dengan presisi tinggi, dapat memotong lekukan yang rumit
Mesin bubut, mesin bor
Digunakan untuk memotong, memotong, dan memotong batang dan bahan pipa dari berbagai bahan, presisi pemrosesan tinggi
Perlu dicatat bahwa metode pemotongan harus dipilih sesuai dengan peralatan pemrosesan yang ada di perusahaan, kapasitas produksi, persyaratan presisi bagian lembaran logam yang sedang diproses, batch produksi, dan keekonomisan pemrosesan.
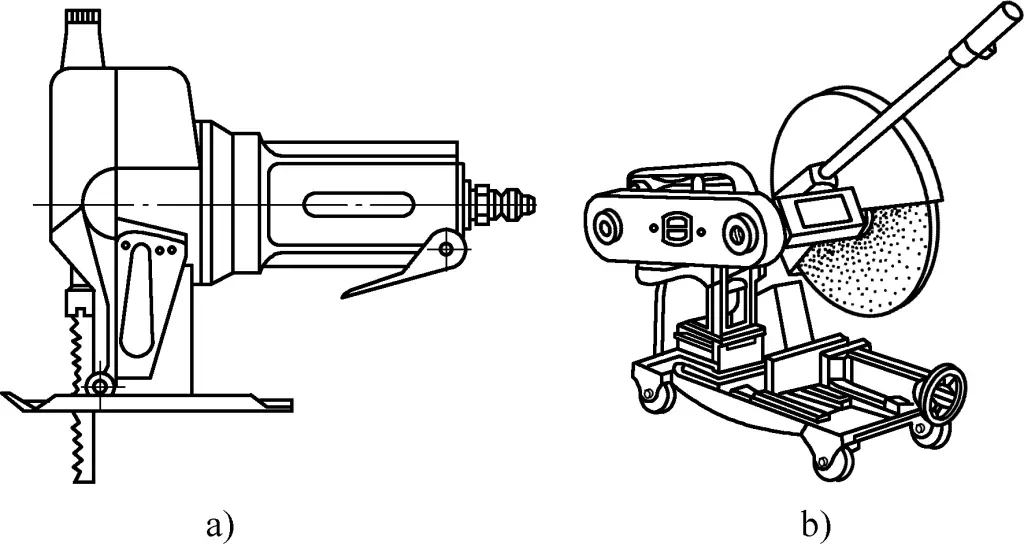
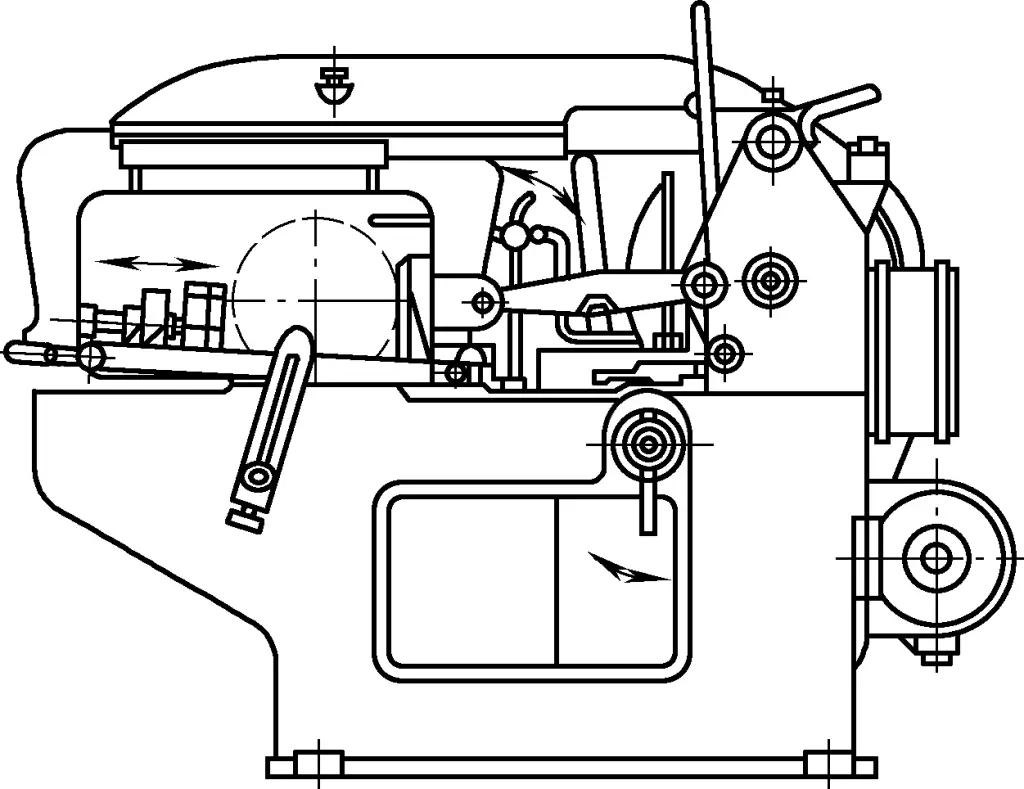
Di antara metode pemotongan umum yang disebutkan di atas, yang paling sering digunakan dalam produksi adalah: pemotongan dengan mesin gesermeninju, pemotongan api oksi-asetilen, pemotongan plasma, pemotongan laser, dan beberapa proses pemotongan. Gambar 1a dan 1b menunjukkan gergaji pneumatik genggam dan mesin pemotong roda gerinda yang umum digunakan untuk pemotongan manual. Gambar 2 menunjukkan mesin gergaji busur pemotong alat mesin yang umum.
Gambar 1 Peralatan pemotongan manual
Gambar 2 Mesin gergaji busur
II. Geser
Geser adalah metode pemrosesan di mana pelat, profil, dan batang dipisahkan di sepanjang garis lurus atau lengkung yang telah ditentukan dengan menggunakan peralatan atau perkakas geser khusus, sehingga mendapatkan berbagai garis lurus dan lengkung yang kosong (terkadang juga bentuk internal). Metode ini cocok untuk semua jenis material kecuali baja yang dikeraskan dan material yang rapuh dan keras (seperti besi tuang, keramik, kaca, karbida yang disemen, dll.).
1. 1. Teknik geser manual
Geseran manual adalah bagian penting dari keterampilan lembaran logam, yang mencakup pengumpanan, membuang bahan berlebih, dll. Hampir semua bentuk bagian lembaran tipis dapat digunting secara manual. Geseran manual bersifat fleksibel dan nyaman, hampir tanpa batasan.
(1) Alat untuk geser manual
Alat untuk menggunting secara manual meliputi gunting lurus, gunting lengkung, gunting lurus pneumatik, dan gunting pelubang pneumatik (lihat Gambar 3).
Gambar 3 Alat gunting tangan
a) Gunting lurus b) Gunting melengkung c) Gunting lurus pneumatik d) Gunting tinju pneumatik
Gunting lurus adalah gunting yang dioperasikan dengan tangan dengan ujung tajam yang lurus, digunakan untuk memotong garis lurus pada pelat, mampu memotong pelat aluminium hingga setebal 1.5mm dan pelat baja hingga setebal 1mm. Gunting lengkung memiliki ujung tajam yang mengikuti kurva, digunakan untuk memotong garis lengkung pelat, mampu memotong pelat aluminium hingga setebal 2mm dan pelat baja hingga setebal 0,8mm. Gunting pneumatik portabel adalah gunting tangan semi-mekanis, yang mampu memotong hingga ketebalan 2,5mm.
(2) Operasi geser manual
1) Teknik untuk geser manual
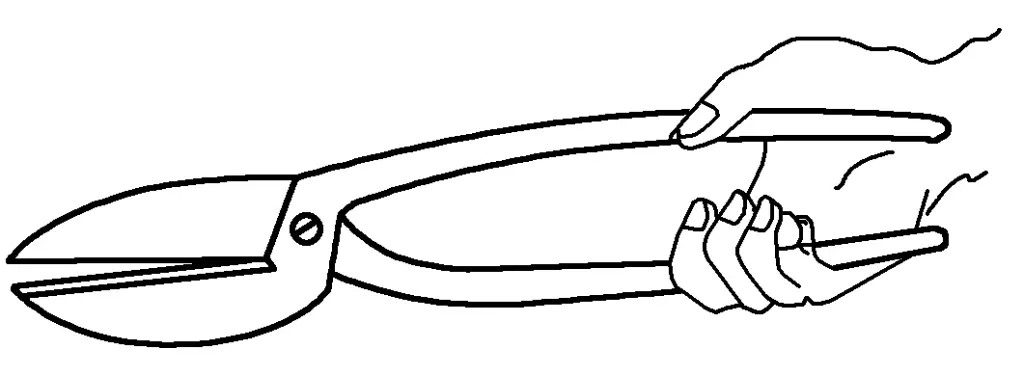
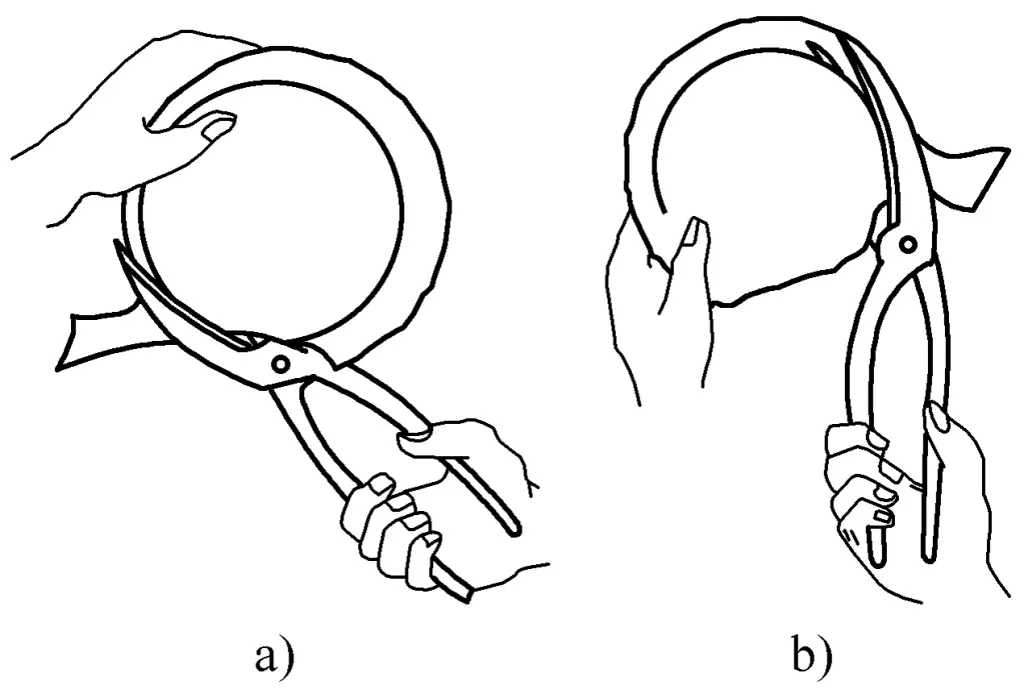
Pada umumnya, apabila memotong pelat tipis secara manual, biasanya memegang gunting dengan tangan kanan dan bahan dengan tangan kiri. Gambar 4 menunjukkan cara memegang gunting yang benar; gagang gunting tidak boleh terlalu panjang dari telapak tangan untuk memudahkan mengerahkan tenaga pada gagang, dan ujung ekor gunting tidak boleh dipegang di dalam telapak tangan agar tidak merepotkan genggaman tangan kanan.
Gambar 4 Cara memegang gunting yang benar
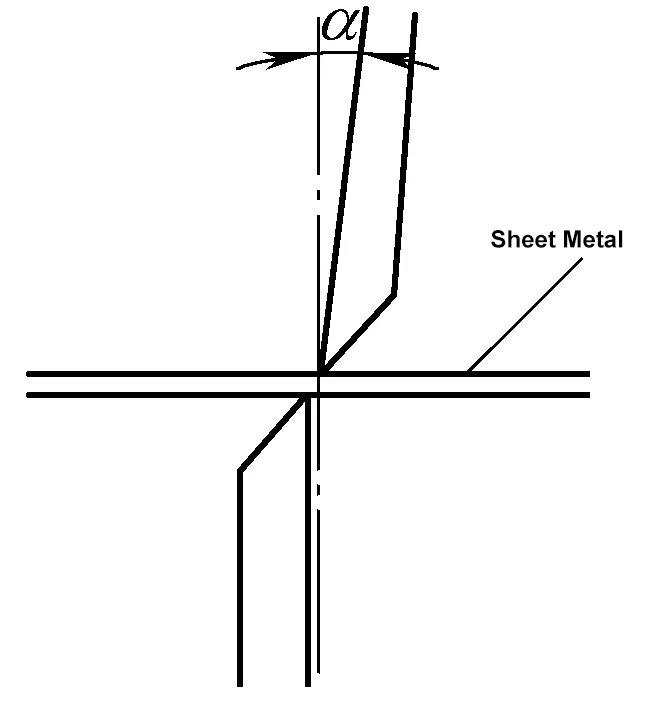
Tangan kiri memegang material dan mengumpankannya ke arah geser, menyelaraskan bilah atas dengan garis geser (garis singgung pada garis lurus atau lengkung). Selama pemotongan, bilah atas harus menekan material dengan kuat, dan sudut bilah harus disesuaikan untuk memfasilitasi gaya, seperti yang ditunjukkan pada Gambar 5.
Gambar 5 Status bilah
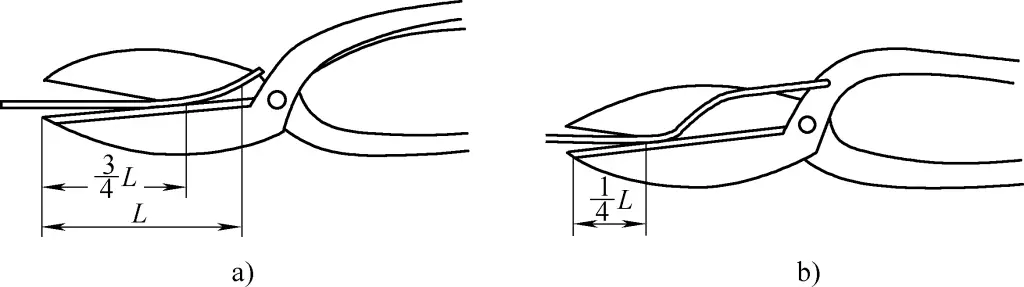
Pada awal pemotongan, kedua mata pisau hanya boleh membuka hingga 3/4 dari panjang mata pisau. Pada akhir setiap pemotongan, mata pisau tidak boleh menutup sepenuhnya, menyisakan 1/4 dari panjang mata pisau. Dengan kata lain, gunting hanya boleh membuka dan menutup sebagian dari posisi 1/4 ke posisi 3/4 panjang mata pisau, dengan setiap panjang potongan sekitar 1/2 panjang pisau, seperti yang ditunjukkan pada Gambar 6.
Gambar 6 Kondisi kerja blade
a) Memulai pemotongan b) Ujung geser
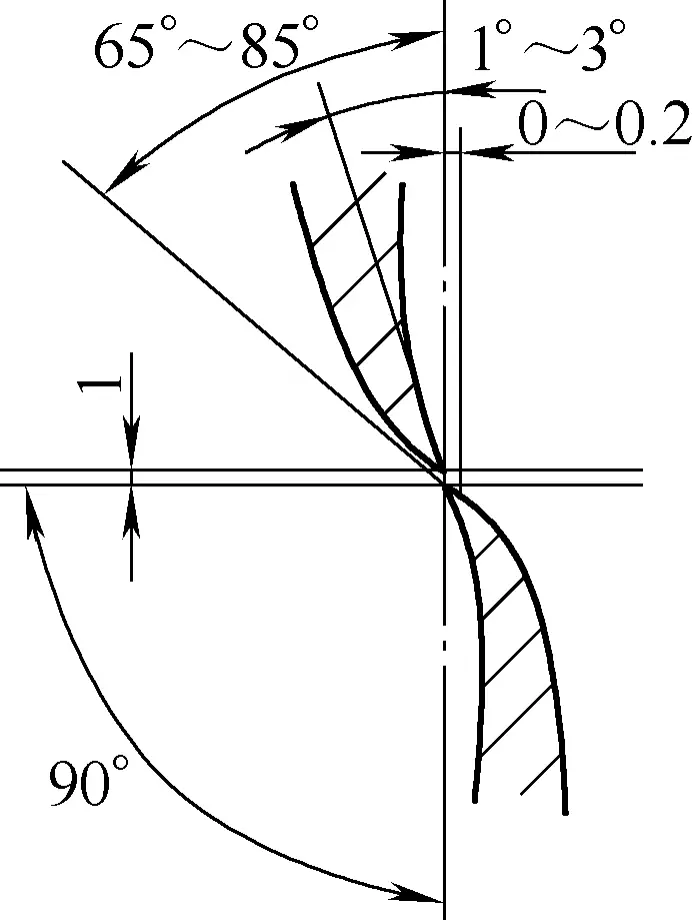
Selama penutupan mata pisau, tekanan terus menerus harus diterapkan di sepanjang garis pemotongan, dan ujung-ujung mata pisau harus tumpang tindih. Celah 0 hingga 0,2 mm harus dipertahankan di antara kedua mata pisau, dengan nilai yang lebih kecil untuk bahan yang lebih tipis dan nilai yang lebih besar untuk bahan yang lebih tebal, seperti yang ditunjukkan pada Gambar 7.
Gambar 7 Celah Mata Pisau
2) Metode Pemotongan Garis Lurus
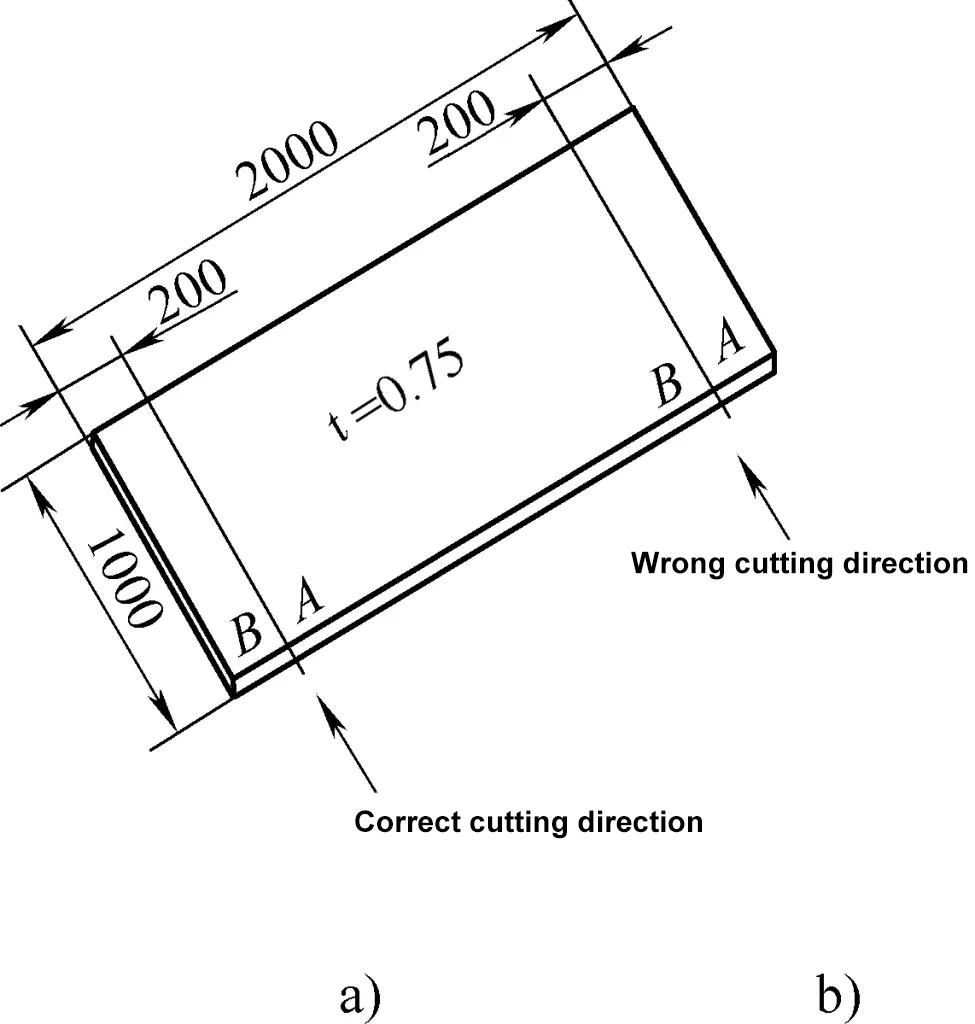
Gambar 8a dan 8b, masing-masing menunjukkan arah yang benar dan salah untuk memotong garis lurus.
Gambar 8 Memotong Garis Lurus
Gambar 8a menunjukkan arah yang benar karena selama proses pemotongan, tangan kanan memegang badan gunting, kaki kanan menginjak titik A, tangan kiri memegang titik B. Ketika potongan semakin dalam, tangan kiri harus terangkat untuk membantu merobek titik potong dan memberi ruang untuk badan gunting bagian bawah. Karena pelat B kecil, maka dapat dengan mudah diangkat, sehingga arahnya benar. Di sisi lain, pada Gambar 8b, area dan berat titik B lebih besar, sehingga sulit untuk mengangkat bahan dan memotong lebih dalam, oleh karena itu, ini adalah arah yang salah.
3) Metode Pemotongan Sudut Cekung dan Bahan Sudut
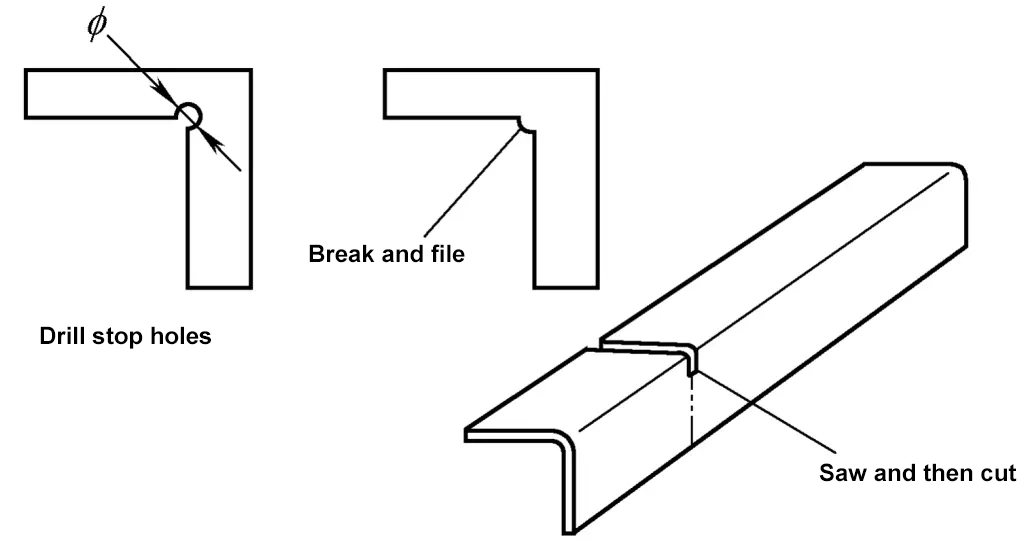
Jika garis pemotongan pada lembaran logam membentuk bentuk cekung untuk benda kerja, yang disebut sudut cekung, lubang penghenti retak harus dibor di persimpangan garis pemotongan cekung atau jarak tertentu harus dibiarkan tidak terpotong.
Tujuan pengeboran lubang penghenti retak adalah untuk memastikan bahwa posisi ujung garis potong di kedua sisi jatuh pada lubang penghenti retak selama pemotongan, atau untuk menyisakan jarak tertentu yang tidak terpotong agar ujung geser tidak meninggalkan bekas pada persimpangan benda kerja, sehingga mencegah titik konsentrasi tegangan.
Umumnya, jarak tertentu dibiarkan tidak terpotong pada persimpangan garis pemotongan, sambungan kemudian dipatahkan dengan tangan, dan akhirnya, kikir digunakan untuk mencapai bentuk dan dimensi yang diperlukan. Untuk memotong bagian yang berbentuk diagonal, akarnya dapat digergaji terlebih dahulu, dan kemudian garisnya dapat dipotong dengan gunting seperti yang ditunjukkan pada Gambar 9.
Gambar 9 Memotong Sudut Cekung dan Material Sudut
4) Metode Pemotongan Kurva
Bila garis potong berupa kurva, arah gerakan gunting harus mengikuti kurva tanpa menutupi garis potong agar operator dapat mengontrol mata pisau bagian atas agar tetap bersinggungan dengan kurva, seperti yang ditunjukkan pada Gambar 10.
Gambar 10 Arah Pemotongan
a) Arah Searah Jarum Jam b) Arah Berlawanan Arah Jarum Jam
Metode untuk memotong lubang internal adalah pertama-tama membuat lubang proses pada lembaran logam, kemudian secara bertahap memperbesarnya di sepanjang garis pemotongan dengan menggunakan gunting melengkung dalam bentuk spiral. Untuk lubang internal yang lebih besar, pemotongan geser yang bergetar lebih disukai.
(3) Cacat Pemotongan yang Umum dan Penanggulangannya
Selama operasi pemotongan lembaran logam, masalah seperti pemotongan yang tidak sempurna, deviasi dimensi, garis pemotongan yang terputus dan tidak lurus, pemotongan, dan gerinda yang berlebihan sering terjadi. Di bawah ini, kami menganalisis masalah-masalah ini dan memberikan solusi yang sesuai.
1) Pemotongan Lembaran Logam Tidak Lengkap
Alasan utama untuk pemotongan yang tidak sempurna adalah:
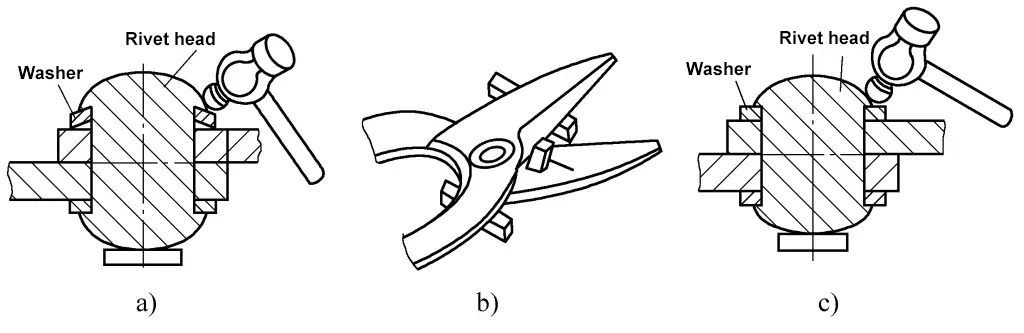
① Celah antara bilah atas dan bawah terlalu besar. Celah yang berbeda cocok untuk ketebalan lembaran logam yang berbeda. Celah yang terlalu kecil dapat menyebabkan keausan mata pisau dan meningkatkan gaya potong, sedangkan celah yang terlalu besar dapat menyebabkan pembubutan material dan pemotongan yang tidak sempurna. Solusinya adalah menyesuaikan celah mata pisau dengan tepat.
Gambar 11 menunjukkan metode untuk menyesuaikan celah. Pada Gambar 11a, metode untuk mempersempit celah adalah dengan memukul tepi kepala paku keling, memberikan tekanan pada mesin cuci cembung gunting, menyebabkan sebagian logam bergerak ke bawah dan mengurangi celah pisau. Jangan gunakan tenaga yang berlebihan; biasanya, dua atau tiga ketukan ringan di sekitar tepi sudah cukup.
Gambar 11 Penyetelan Celah Blade
Pada Gambar 11b, metode untuk memperlebar celah adalah dengan menempatkan penyangga tetap di bawah salah satu bilah dan gagangnya (semakin dekat ke poros, semakin baik), kemudian ketuk bilah yang lain (sekali lagi, semakin dekat ke poros, semakin baik). Jangan menggunakan tenaga yang berlebihan; biasanya, dua atau tiga ketukan ringan sudah cukup.
Jika washer cembung telah menjadi rata (seperti yang ditunjukkan pada Gambar 11c), tidak ada jumlah palu yang akan menyesuaikan celahnya. Solusi dalam kasus ini adalah mengganti paku keling dan washer cembung.
Mata pisau tumpul. Solusinya adalah menajamkan mata pisau.
③ Lembaran logam terlalu tebal, melebihi kisaran pemotongan dengan tangan.
2) Penyimpangan Dimensi dalam Pemotongan
Alasan utama penyimpangan dimensi adalah, bilah atas gunting tidak sejajar dengan garis pemotongan pada lembaran logam. Untuk garis pemotongan lurus, bilah atas harus sejajar dan menekan ke bawah di sepanjang garis. Untuk garis lengkung, gunting harus menghindari menutupi garis yang digambar, dan bilah atas harus menekan lembaran logam dan tetap bersinggungan dengan garis selama pemotongan.
3) Garis Pemotongan Terputus dan Tidak Lurus
Hal ini disebabkan oleh:
(1) Sambungan yang longgar antara gunting dan lembaran logam selama pemotongan beruntun. Menyejajarkan mata pisau bagian atas dengan garis secara terus-menerus dapat mencegah fenomena ini.
② Penggunaan jangka panjang yang menyebabkan mata pisau bengkok, membentuk lengkungan ke luar atau ke dalam. Solusinya adalah meluruskan mata pisau atau mengganti gunting.
4) Pemotongan
Alasan utama terjadinya cacat pemotongan adalah:
(1) Tidak mengebor lubang penghenti retak pada sudut cekung benda kerja atau membiarkan geseran melebihi garis, sehingga menyisakan garis yang tidak terpotong yang menjadi titik konsentrasi tegangan, yang pada akhirnya akan menimbulkan berbagai keretakan. Satu-satunya solusi adalah mengebor lubang penghenti retak atau menyisakan margin kikir sesuai kebutuhan.
② Celah mata pisau bagian atas dan bawah terlalu kecil, menyebabkan seluruh mata pisau menutup dan menjepit bagian tersebut selama pemotongan. Solusinya adalah menyesuaikan celah mata pisau dan menghindari menutup penuh mata pisau selama pemotongan, menyisakan seperempat dari panjang mata pisau dan kemudian melakukan pemotongan lebih lanjut.
5) Gerinda yang Berlebihan
Alasan utama terjadinya gerinda yang berlebihan adalah:
(1) Celah mata pisau yang tidak tepat, apakah terlalu besar atau terlalu kecil, sehingga menyebabkan gerinda yang besar. Solusinya adalah menyesuaikan celah dan melakukan uji potong beberapa kali untuk menemukan celah yang optimal.
② Mata pisau tumpul. Mata pisau yang tumpul juga menyebabkan gerinda yang berlebihan, sehingga mengasah mata pisau secara teratur akan meningkatkan kualitas produk dan efisiensi pemrosesan.
(4) Tindakan Pencegahan Selama Operasi Pemotongan
Selama pemotongan lembaran logam, perhatikan hal-hal berikut ini:
1) Selama pemotongan manual pada lembaran logam tipis, permukaan pemotongan pisau harus tetap tegak lurus terhadap permukaan lembaran untuk mempertahankan pisau pada posisi pemotongan yang paling efektif. Dilarang memiringkan permukaan pemotongan ke permukaan lembaran karena dapat menyebabkan gerinda yang berlebihan atau bahkan pemotongan yang tidak sempurna atau penjepitan benda kerja di antara bidang poros mata pisau.
2) Gaya pemotongan yang diterapkan oleh mata pisau pada benda kerja harus kontinu dan halus. Apabila memotong lembaran yang lebih tebal, hindari memalu bagian belakang gunting untuk meningkatkan gaya pemotongan karena dapat merusak tepi mata pisau dan mengubah lekukan menjadi garis putus-putus, sehingga memengaruhi kualitas potongan. Sebaliknya, panjangkanlah panjang gagang gunting, misalnya, dengan memasang pipa baja, untuk meningkatkan gaya pemotongan.
2. Teknik Memahat Manual
Seperti halnya pemotongan manual, pahat manual adalah keterampilan pemotongan lembaran logam yang penting, biasanya digunakan untuk memotong lembaran yang lebih tebal dari 3mm. Pemahatan diselesaikan dengan menggunakan alat pahat dan palu godam.
Memahat memanfaatkan gerakan pemotongan mata pahat untuk memproses benda kerja. Fitur utama pahat manual adalah, bahwa pahat ini tidak dibatasi oleh posisi kerja atau bentuk komponen, sehingga pengoperasiannya sederhana dan fleksibel.
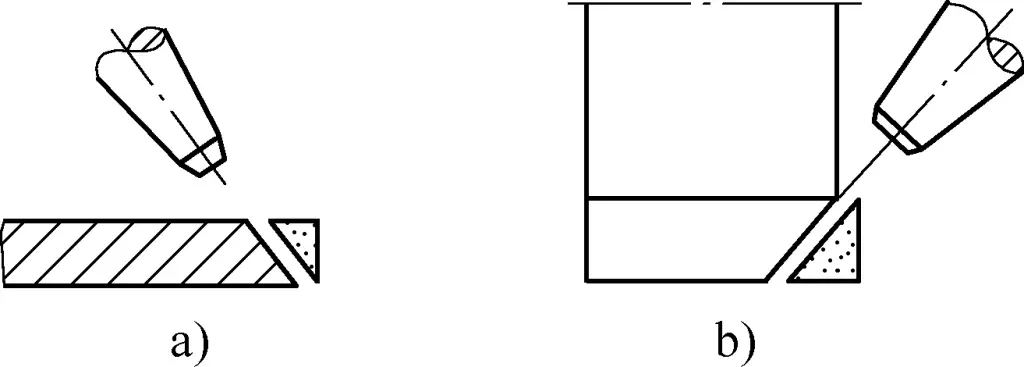
(1) Alat pemotong tangan
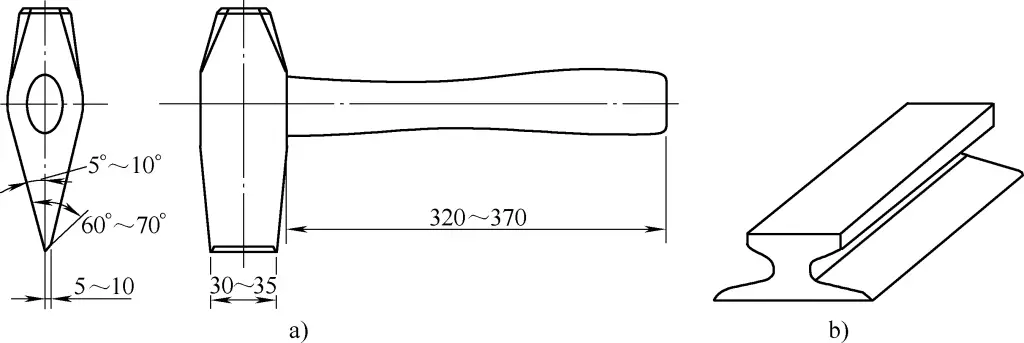
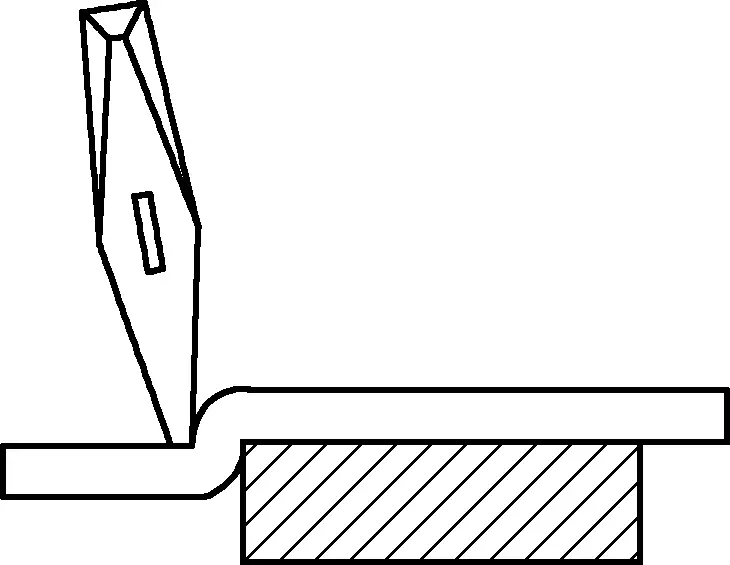
Umumnya digunakan alat pemotong tangan - Kezi, dibagi menjadi kezi atas dan kezi bawah, seperti yang ditunjukkan pada Gambar 12. Di antara mereka, kezi bawah biasanya dibuat dari bilah gunting bekas atau diproses dari rel baja (lihat Gambar 12b).
Gambar 12 Alat pemotong
a) Dimensi kezi bagian atas b) Kezi yang lebih rendah
Bagian mata pisau dari kezi atas memiliki bentuk baji asimetris. Saat memotong, sisi kiri ujung mata pisau (lihat Gambar 12a) adalah bagian blanko, dan sisi kanan adalah bagian limbah. Di bawah gaya palu di bagian atas, ujung mata pisau kezi terjepit ke dalam bahan bagian sepanjang sumbu kezi.
Ketika ujung pisau terjepit ke sebagian besar lembaran logam, karena gaya tekan yang signifikan pada sisi limbah dari pisau berbentuk baji asimetris, lembaran logam robek di sepanjang garis ujung pisau sebelum ujung pisau mencapai bagian bawah lembaran, memisahkan material.
Seperti yang dapat dilihat pada Gambar 12a, penampang ujung mata pisau kezi berbeda dengan perkakas pada umumnya. Ujung mata pisau yang tebal dan lebar memastikan bahwa kezi tidak berubah bentuk atau patah akibat gaya tumbukan yang signifikan dan mencegah ujung mata pisau tertanam ke dalam material yang keras dan rapuh, yang dapat menyebabkan patah atau terlontar dan berpotensi menyebabkan cedera. Hal ini terutama memastikan fungsi kezi untuk memisahkan material (terutama lembaran logam).
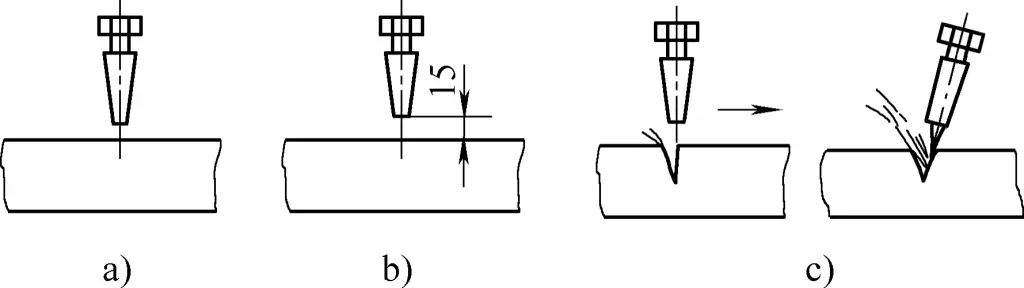
(2) Teknik pemotongan dengan tangan
Sebelum melakukan pemotongan tangan pada benda kerja, pertama-tama kita harus membiasakan diri dengan gambar bagian, memahami bentuk dan dimensi benda kerja. Kezi yang dipilih sebaiknya memiliki panjang gagang sekitar 320-370mm, dengan ketebalan mata pisau sekitar 5-10mm, seperti ditunjukkan pada Gambar 12a.
Apabila melakukan pemotongan dengan tangan, telapak tangan harus menghadap ke bawah, pegang gagang kezi dengan tangan yang berjarak sekitar 30-40mm dari ujung gagang kezi.
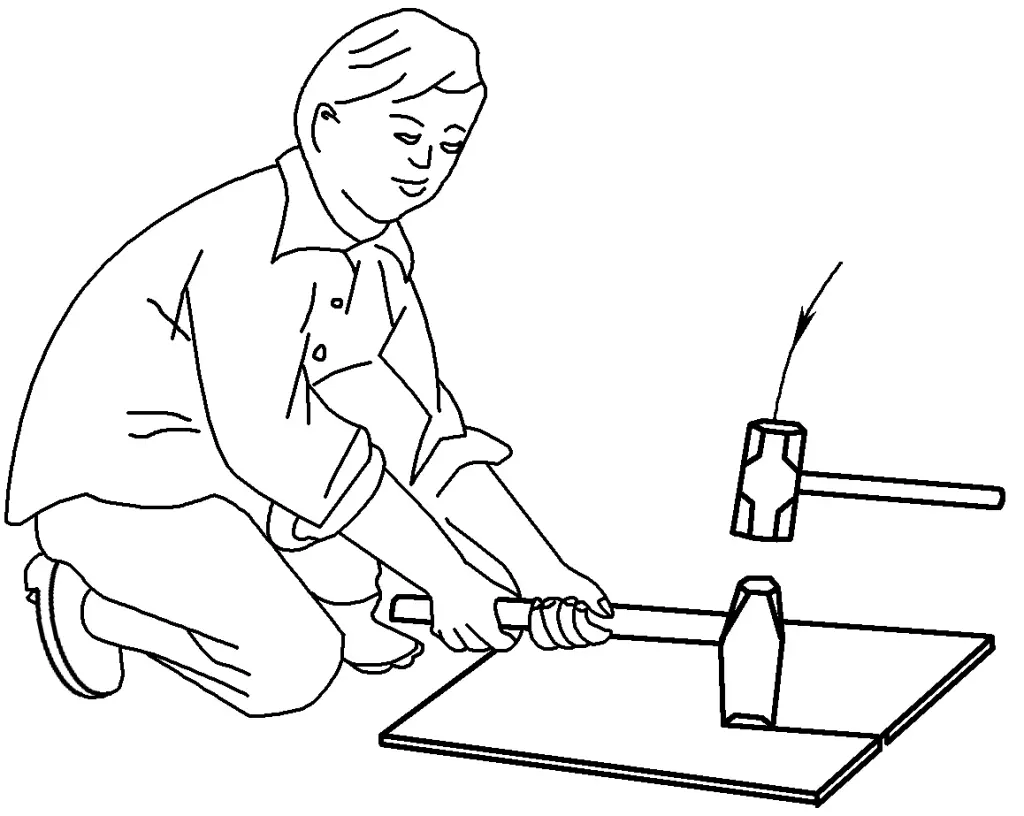
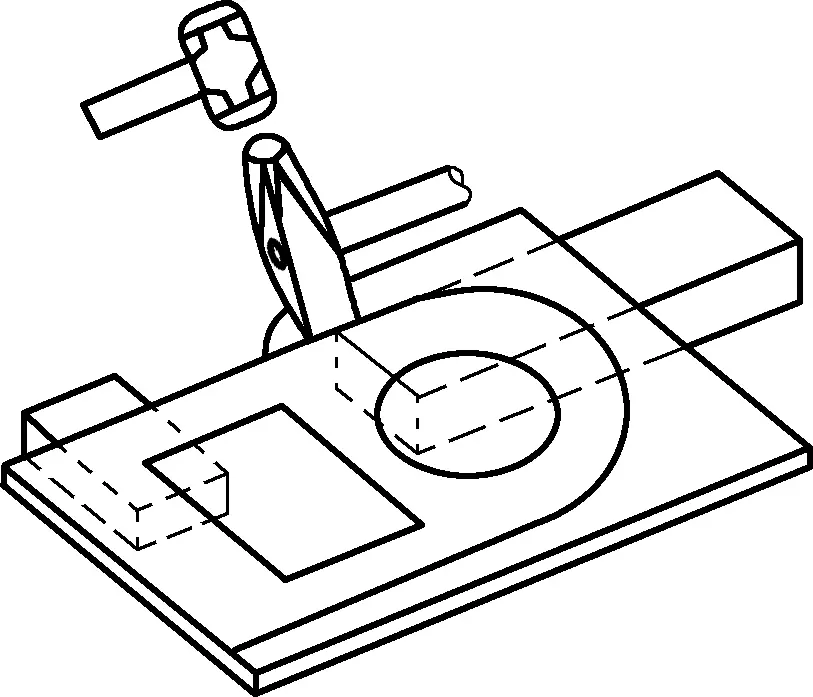
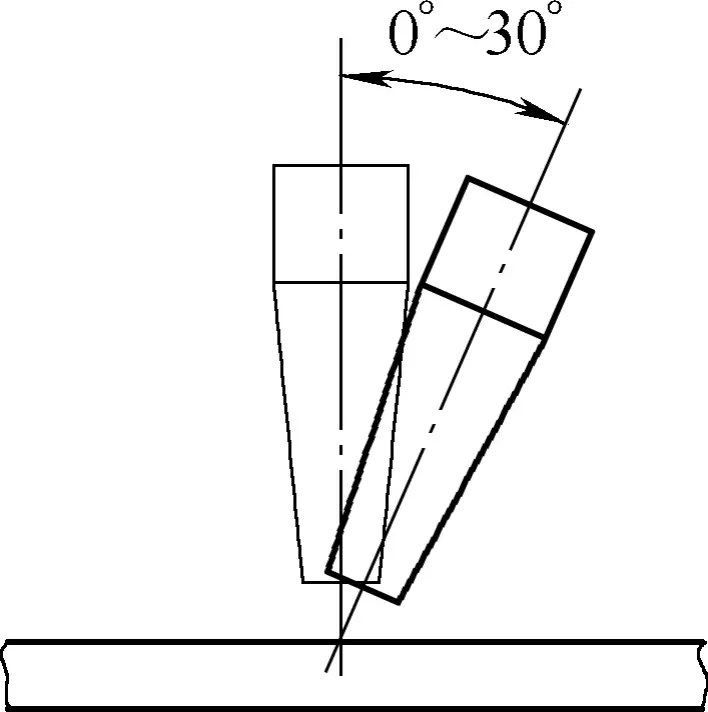
Pemotongan dilakukan oleh dua orang yang bekerja bersama. Orang yang memegang gagang kezi menggenggamnya erat-erat dengan kedua tangan, membuat kezi agak miring. Setelah menyelaraskan ujung mata pisau dengan garis pada lembaran logam, mereka meluruskan kezi, berdiri agak tegak, dan fokus pada ujung mata pisau. Orang lain kemudian memukul bagian atas kezi dengan palu godam, memastikan pukulannya lurus dan akurat. Ketika memotong pelat baja yang ditandai pada platform, orang yang memegang gagang kezi harus berjongkok, sedikit mencondongkan tubuh ke depan, tetapi kepala tetap tegak dan sedikit ke belakang.
Mencondongkan tubuh ke depan membantu menahan pegangan agar tetap stabil secara vertikal, dan menjaga kepala sedikit ke belakang memudahkan pengamatan garis, penyelarasan, dan menghindari kesalahan yang tidak disengaja dari pengguna palu. Kaki kiri harus melangkah sedikit ke depan, dengan betis vertikal ke tanah, paha di antara kedua lengan, dan kaki kanan harus sedikit condong ke belakang dengan telapak kaki menyentuh tanah, seperti yang ditunjukkan pada Gambar 13.
Gambar 13 Operasi pemotongan
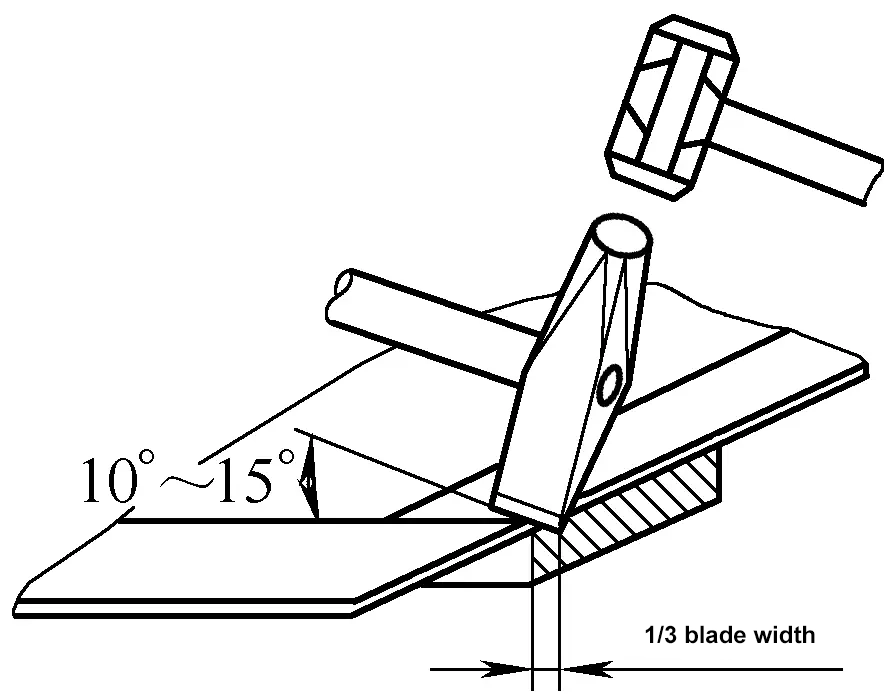
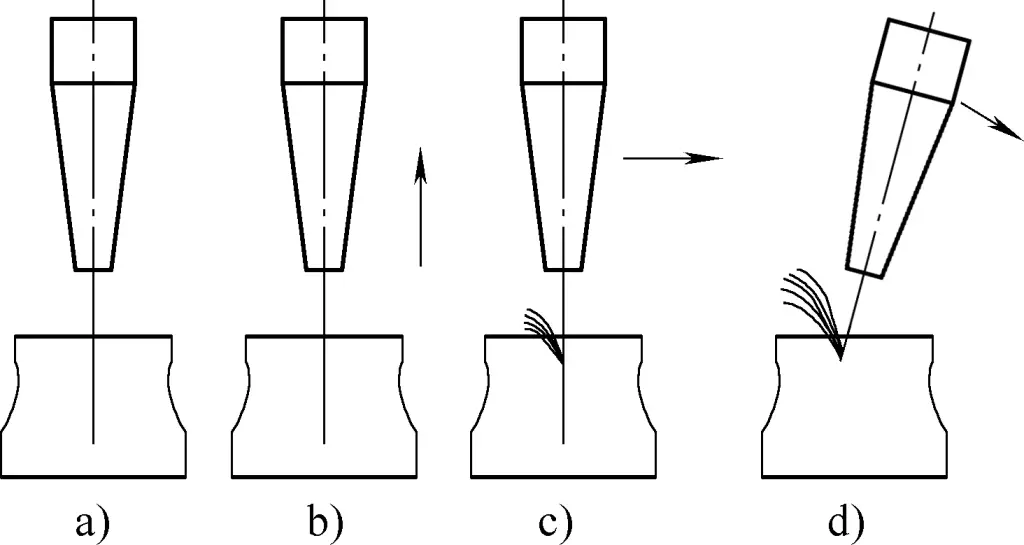
Selama pemotongan, sejajarkan ujung depan bilah kezi dengan garis kerja, pastikan kezi tidak sepenuhnya tertekan ke dalam lembaran logam. Pemotongan harus dimulai dari tepi lembaran logam, dengan 1/3 bilah kezi memanjang di luar tepi lembaran dan sejajar dengan bilah kezi bagian bawah.
Setelah tepi lembaran terpotong, sejajarkan mata pisau dengan garis untuk melanjutkan pemotongan ke arah bawah. Pada titik ini, ujung belakang mata pisau harus miring ke atas sebesar 10°-15° untuk memudahkan pengamatan garis, memfokuskan kekuatan palu pada bagian depan kezi, dan memastikan pemotongan lembaran secara kontinu, seperti yang ditunjukkan pada Gambar 14.
Gambar 14 Posisi dan sudut Kezi
Setelah memalu bagian atas kezi, dengan cepat miringkan ujung belakang mata pisau ke atas, biarkan ujung depan mata pisau bergeser ke belakang di sepanjang alur pemotongan sampai garis pemotongan benar-benar selesai. Untuk mendekati akhir pemotongan, palu dengan lembut agar tidak merusak mata pisau dan permukaan platform.
Selama proses pemotongan, karena aksi sisi ujung mata pisau, lembaran logam akan menekuk ke samping dan melengkung karena ekstrusi lokal, jadi koreksi yang diratakan harus diterapkan pada lembaran setelah pemotongan.
Setelah menyelesaikan operasi pemotongan, segera bersihkan area kerja.
(3) Langkah-langkah dan metode pemotongan dengan tangan
Meskipun terdapat beragam komponen lembaran logam untuk dipotong, namun langkah-langkah dan metode untuk proses pemotongan pada umumnya sama. Berikut ini penjelasan rinci mengenai langkah-langkah dan metode pemotongan dengan tangan melalui contoh.
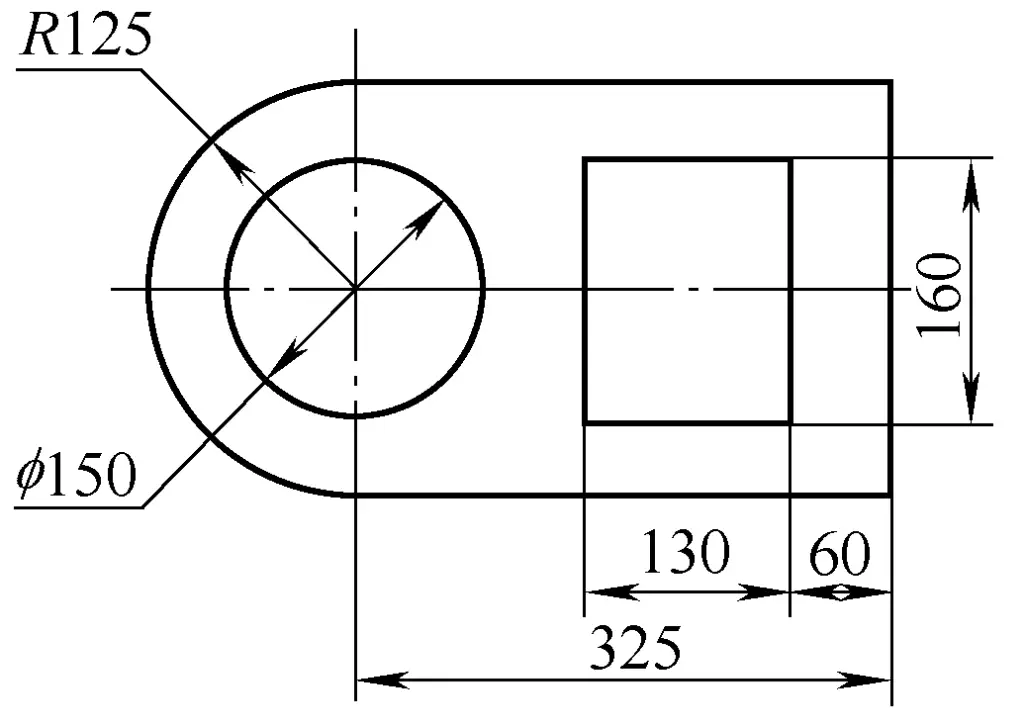
Benda kerja yang ditunjukkan pada Gambar 15 terbuat dari pelat baja Q235A setebal 4mm. Sudut lubang bagian dalam tidak boleh retak setelah pemotongan. Langkah-langkah dan metode pemotongan adalah sebagai berikut:
Gambar 15 Pemotongan benda kerja
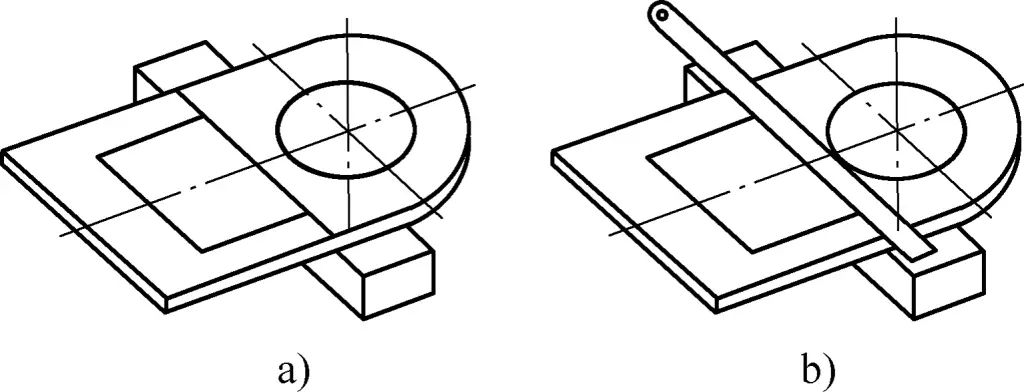
1) Menandai
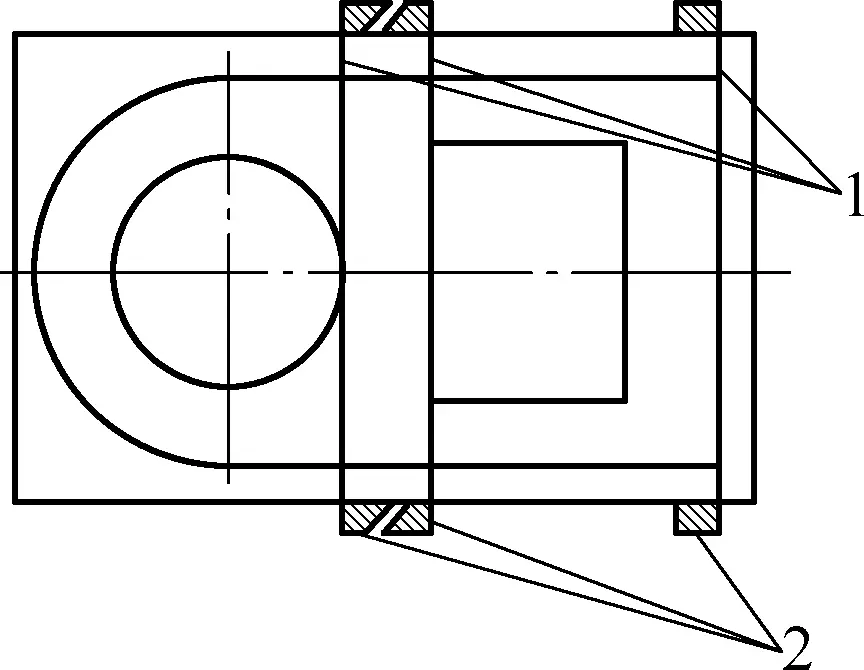
Siapkan lembaran logam yang akan diproses, gunakan templat untuk menandai atau langsung menggambar pola pada lembaran logam dengan skala 1:1. Untuk memudahkan penyelarasan yang akurat, tentukan titik awal pemotongan terlebih dahulu, kemudian tarik garis awal ke tepi lembaran logam untuk menyelaraskannya dengan bilah kezi bagian bawah, seperti yang ditunjukkan pada Gambar 16.
Gambar 16 Garis awal yang sejajar dengan bilah kezi bagian bawah
1-Barisan awal 2-Bilah kezi yang lebih rendah
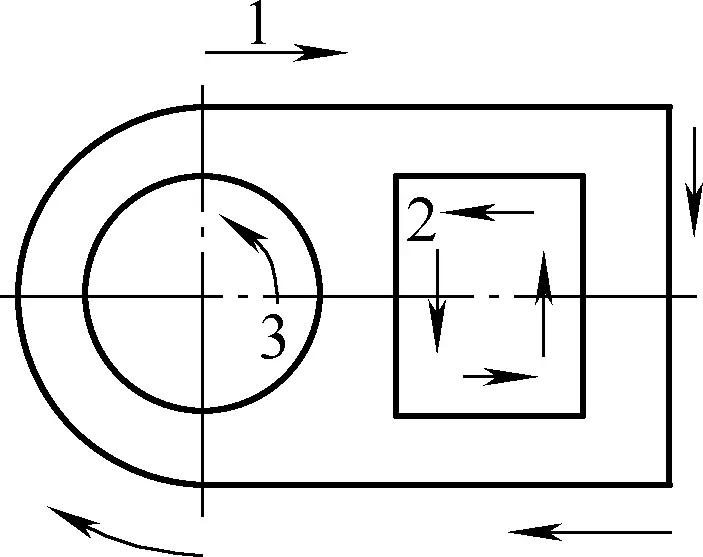
2) Tentukan urutan pemotongan
Menganalisis pola benda kerja dan menentukan urutan pemotongan. Umumnya, urutan pemotongan adalah: bentuk luar terlebih dahulu, kemudian lubang bagian dalam; garis lurus terlebih dahulu, kemudian lekukan; seluruh bagian terlebih dahulu, kemudian bagian. Urutan pemotongan untuk benda kerja yang ditunjukkan pada Gambar 15 disusun seperti yang ditunjukkan pada Gambar 17.
Gambar 17 Urutan Pemotongan
3) Pemotongan Bagian Lurus
Metode pemotongan untuk bagian lurus adalah:
① Mulai memotong.
Letakkan lembaran secara rata pada mata potong bawah, dengan kelebihan bahan yang menonjol di luar mata potong, sejajarkan secara akurat dengan garis pemotongan sehingga bertepatan dengan mata potong bawah. Posisi dan sudut pemotong seperti yang ditunjukkan pada Gambar 14.
Saat memulai pemotongan, gaya palu harus lebih ringan untuk memungkinkan penyesuaian jika pemotongan awal tidak akurat, sehingga mencegah kerusakan pada mata potong akibat benturan. Setelah pemotongan awal dipastikan akurat, lanjutkan dengan pemotongan lurus secara bertahap di sepanjang tepi mata potong bagian bawah.
② Pemotongan.
Selama proses pemotongan, pastikan garis pemotongan lembaran sejajar dengan tepi bawah, pertahankan sudut yang sesuai pada pemotong atas dan jaga agar kedua tepinya tetap rapat. Kegagalan dalam melakukan hal ini dapat mengakibatkan pemotongan yang tidak sempurna dan deformasi tekukan, seperti yang ditunjukkan pada Gambar 18.
Gambar 18 Deformasi Lentur Lembaran selama Pemotongan
Untuk meningkatkan kualitas selama pemotongan, selalu perbaiki penyimpangan apa pun dan sesuaikan kekuatan palu. Hal ini mengharuskan operator untuk tetap jeli dan terkoordinasi secara erat, dengan palu mengikuti perintah pemegang pemotong.
4) Pemotongan Bagian Melengkung
Metode pemotongan untuk bagian yang melengkung adalah:
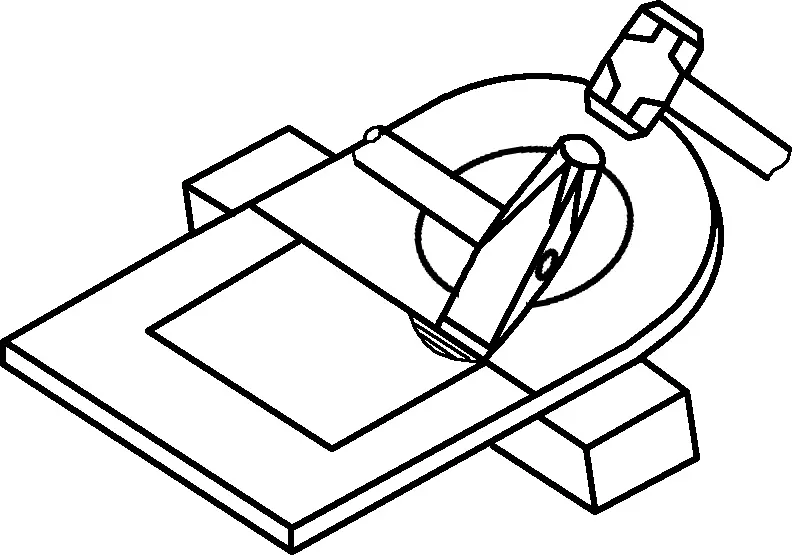
① Mulai memotong.
Ketika pemotongan mencapai bagian yang melengkung, pertama-tama potonglah kelebihan material dari bagian lurus yang sudah selesai untuk menghindari gangguan. Untuk meminimalkan deformasi, letakkan bagian melingkar di tepi bawah dan putar benda kerja secara terus menerus, selalu gunakan ujung tepi bawah untuk memotong (lihat Gambar 19).
Gambar 19 Memulai Pemotongan Bagian Melengkung
② Pemotongan.
Apabila memotong kurva, kedua tepi atas dan bawahnya lurus, jadi setiap potongan hanya menciptakan satu segmen. Inti pemotongan kurva adalah memotong segmen lurus di sepanjang garis singgung kurva, membentuk poligon yang mendekati kurva. Semakin pendek segmennya, semakin dekat ke kurva.
Persyaratan untuk memotong kurva adalah menjaga agar setiap potongan minimal dan sering memutar lembaran; pukulan palu harus pendek dan sesuai dengan kekuatannya.
5) Pemotongan Lubang Persegi Internal
Untuk memastikan bukaan yang akurat untuk lubang persegi internal, sejajarkan seperti yang ditunjukkan pada Gambar 20. Untuk memulai pemotongan, tekan perlahan tepi atas pada titik kontak dengan lembaran. Setelah potongan awal mencapai 2-3 kali lebar tepi, letakkan tepi atas rata dan potong seluruhnya (lihat Gambar 21). Setelah itu, metode pemotongannya sama dengan bagian yang lurus.
Gambar 20 Penyelarasan untuk Pembukaan Lubang Persegi Internal
a) Sejajarkan dengan Garis Penggaris b) Sejajarkan dengan Tepi Lurus di atas Garis
Gambar 21 Potongan Awal Lubang Persegi Internal
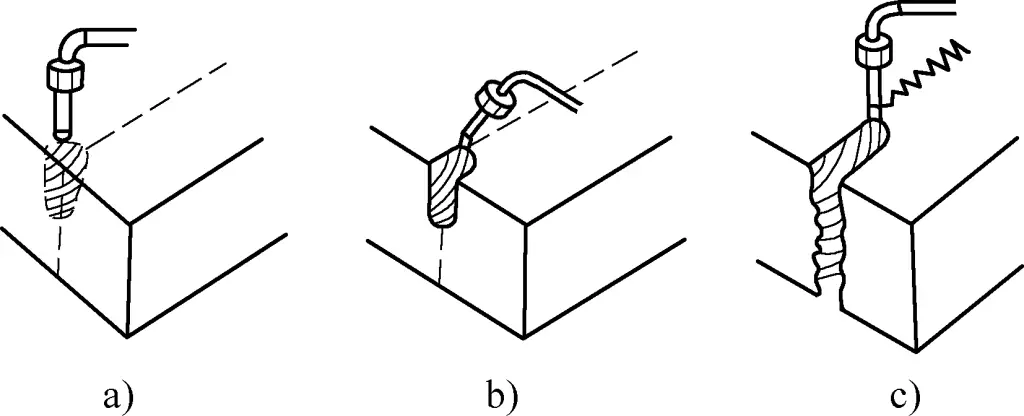
6) Pemotongan Lubang Melingkar Internal
Untuk memotong lubang melingkar internal, pertama-tama pilih titik awal. Untuk memudahkan memulai pemotongan, pilih titik yang memudahkan penjepitan dan sejajarkan garis singgung pada titik ini dengan tepi bawah (lihat Gambar 22). Metode pemotongannya mirip dengan bagian yang melengkung.
Gambar 22 Pemotongan Lubang Melingkar Internal
(4) Tindakan Pencegahan untuk Operasi Pemotongan Manual
Selama pemotongan manual, gaya pemotongan diterapkan oleh orang kedua yang memukul bagian atas pemotong dengan palu godam. Pada saat palu menyentuh pemotong, garis tengah palu dan pemotong harus sejajar dan tegak lurus dengan bidang lembaran.
Postur pemegang gagang harus benar, genggamannya stabil, dan penyelarasan pemotong harus cepat dan akurat. Pemukul harus memukul dengan lurus dan tepat, dengan kedua belah pihak tetap fokus dan terkoordinasi.
Periksa sekelilingnya untuk pejalan kaki selama pemotongan; mulailah dengan ketinggian palu yang rendah hingga akurasi dan stabilitasnya terjamin, kemudian tingkatkan ketinggian dan kekuatan palu.
Operator tidak boleh mengenakan sarung tangan saat memotong, terutama palu, karena sarung tangan mengurangi umpan balik taktil dan dapat menyebabkan hilangnya cengkeraman, yang menyebabkan kecelakaan. Sarung tangan harus dipakai untuk memotong benda kerja, menangani benda kerja, dan material yang berlebih untuk menghindari cedera.
Sering-seringlah memeriksa palu godam dan pemotong untuk mengetahui kekencangannya, pastikan pegangannya diamankan dengan ganjal untuk mencegah kendor akibat penggunaan dalam waktu lama. Selain itu, pertajam dan singkirkan gerinda dari bagian atas pemotong untuk mencegah cedera akibat serpihan yang beterbangan akibat palu.
Saat benda kerja hampir putus, potonglah dengan hati-hati atau gunakan palu tangan untuk menghindari kerusakan pada mata potong atau permukaannya.
3. Teknik Geser Mekanis
Geser mekanis menggunakan peralatan khusus untuk memotong dan memisahkan lembaran, yang banyak digunakan dalam pemotongan lembaran logam karena efisiensi dan presisi yang tinggi.
(1) Peralatan Geser Mekanis
Peralatan gunting mekanis meliputi gunting guillotine, gunting getaran, dan gunting putar.
Gunting guillotine terutama digunakan untuk memotong lembaran menjadi garis lurus, yang beroperasi dengan prinsip menggunakan bilah linier pada tepi geser atas dan bawah.
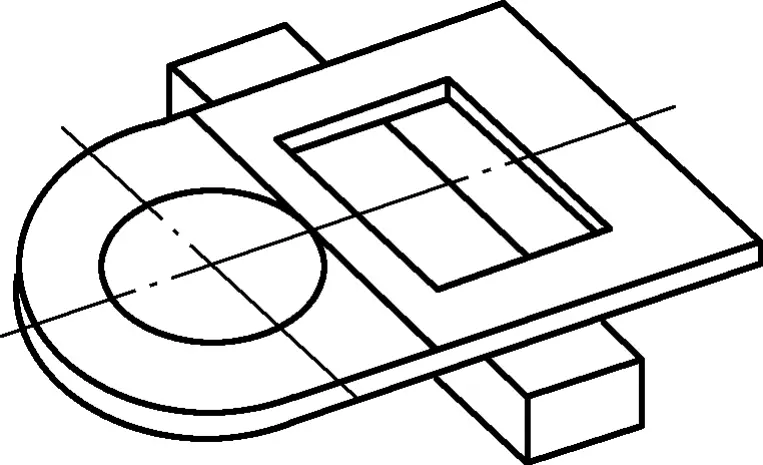
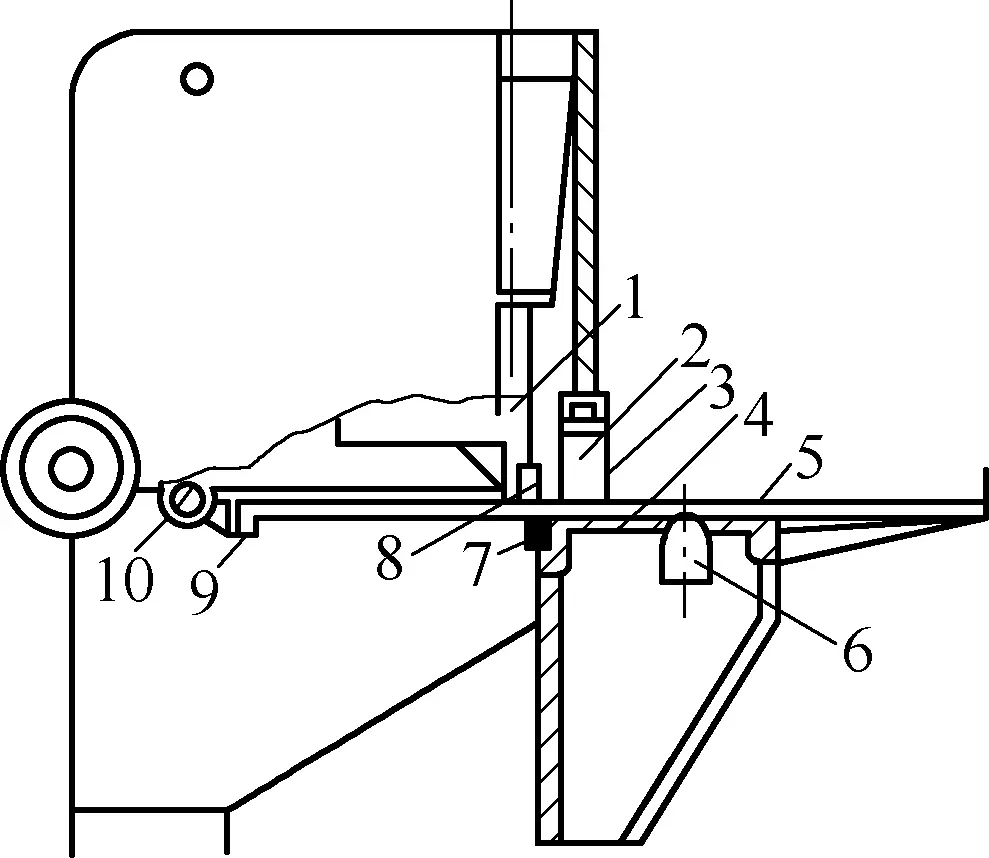
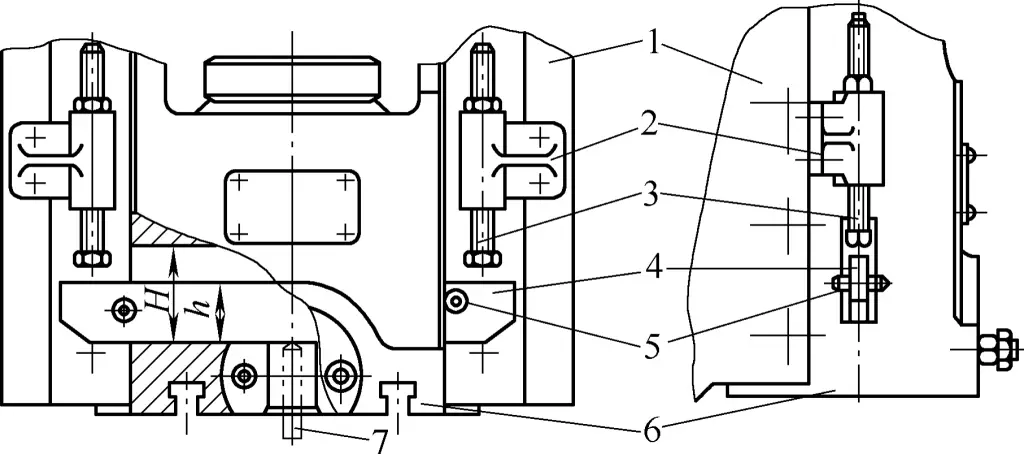
Gambar 23 menunjukkan skema prinsip geser guillotine. Bilah atas (8) dipasang pada dudukan bilah (1), bilah bawah (7) pada meja (4). Bola (6) memfasilitasi pergerakan lembaran, dengan pengukur belakang (9) diposisikan oleh pin pemosisian (10).
Silinder tekanan hidrolik 2 digunakan untuk menekan lembaran, mencegahnya membalik selama pemotongan. Pelat pelindung 3 adalah perangkat keselamatan untuk mencegah kecelakaan terkait pekerjaan. Selama pengoperasian, poros engkol menggerakkan penggeser geser geser, memotong material menggunakan gerakan relatif bilah geser atas dan bawah.
Mesin geser diklasifikasikan ke dalam mesin geser transmisi mekanis dan mesin geser transmisi hidraulik berdasarkan metode transmisinya. Mesin geser dengan ketebalan pelat kurang dari 10mm sebagian besar memiliki struktur transmisi mekanis, sedangkan mesin geser dengan ketebalan pelat lebih besar dari 10mm sebagian besar menggunakan struktur transmisi hidraulik.
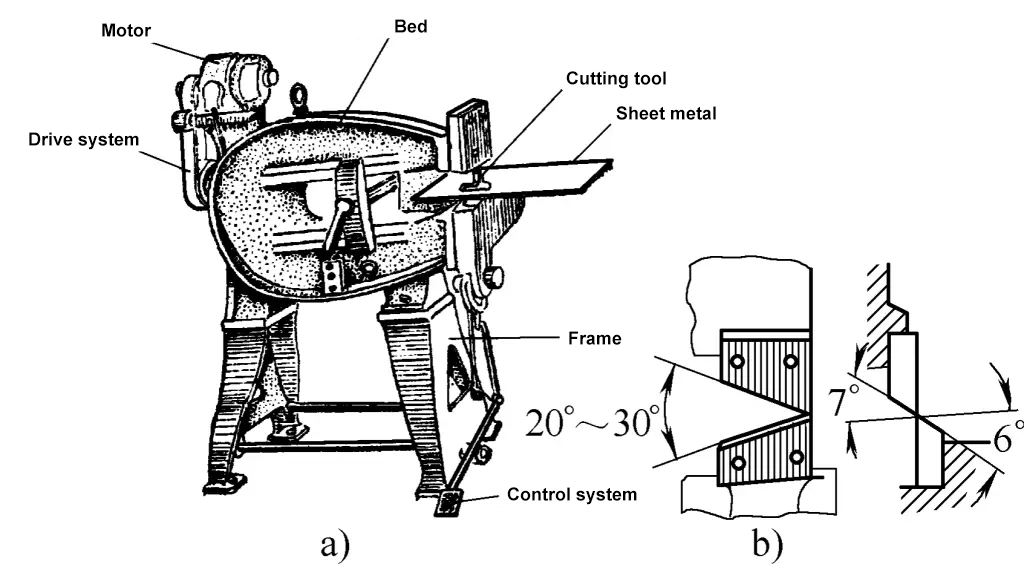
Alat geser getaran umumnya digunakan untuk memotong berdasarkan garis atau templat, biasanya digunakan untuk memproses lembaran dengan ketebalan kurang dari 2mm. Prinsip kerjanya melibatkan gerakan bolak-balik berkecepatan tinggi dari bilah atas terhadap bilah bawah melalui transmisi mekanis, memotong lembaran menjadi segmen-segmen kecil. Oleh karena itu, ini juga dapat digunakan untuk memotong profil luar dan dalam yang melengkung dengan jari-jari kelengkungan yang lebih besar. Struktur dan prinsip kerjanya diilustrasikan pada Gambar 24.
Gambar 24 Pemotong Getaran
a) Penampilan b) Bilah Atas dan Bawah
Mesin rolling shear dapat melakukan pemotongan garis lurus atau pemotongan di sepanjang kurva. Memanfaatkan karakteristik bahwa rolling shear dapat memotong bentuk melingkar atau melengkung, dapat menggantikan punch die untuk memotong atau memotong besar bagian stamping dalam produksi batch kecil, meskipun kualitas dan produktivitas geser tidak tinggi. Mesin rolling shear menggunakan sepasang bilah melingkar yang berputar berlawanan arah untuk menggeser lembaran.
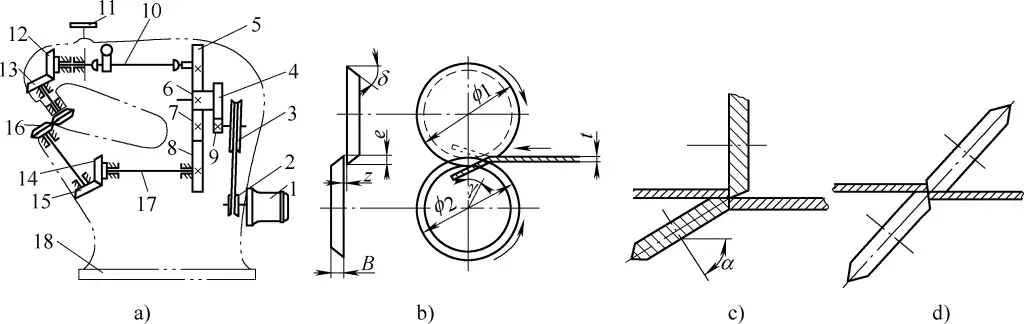
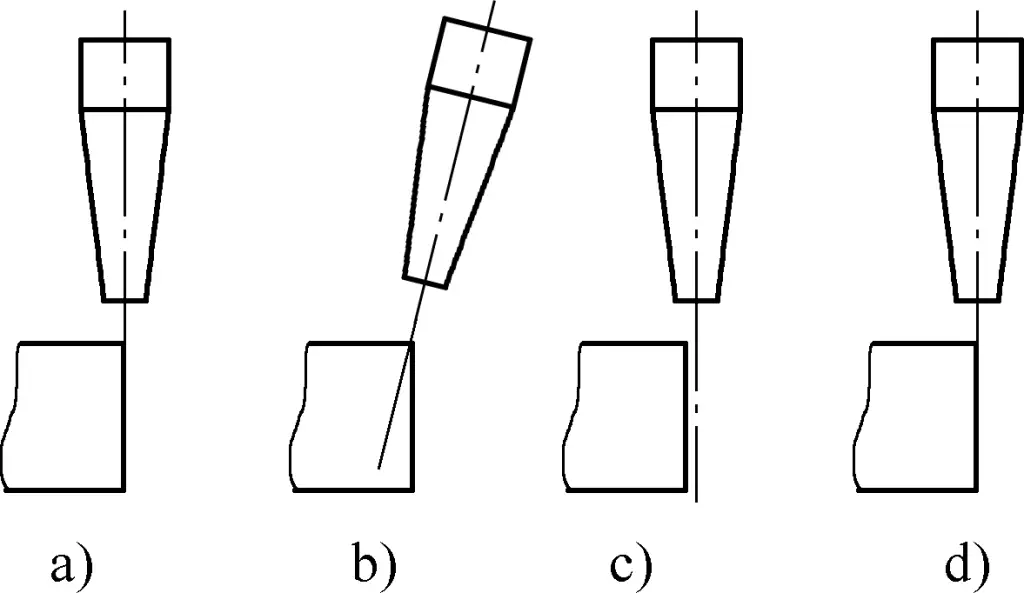
Gambar 25a menunjukkan struktur dan prinsip kerja mesin geser bergulir, dan Gambar 25b, c, dan d menunjukkan beberapa konfigurasi bilah melingkar.
Gambar 25 Mesin Geser Gulung
a) Struktur Mesin Geser Gulung b) Konfigurasi Lurus dari Bilah Melingkar c) Konfigurasi Lurus Cenderung dari Bilah Melingkar d) Konfigurasi Miring dari Bilah Melingkar 1-Motor 2, 3-Katrol 4-9-Gigi 10-Poros 11-Pegangan Operasi Roda Gigi 12-15-Bevel Bilah 16 Lingkaran Poros 17-Penggerak 18-Basis
(2) Metode Dasar Pemotongan dengan Mesin Geser
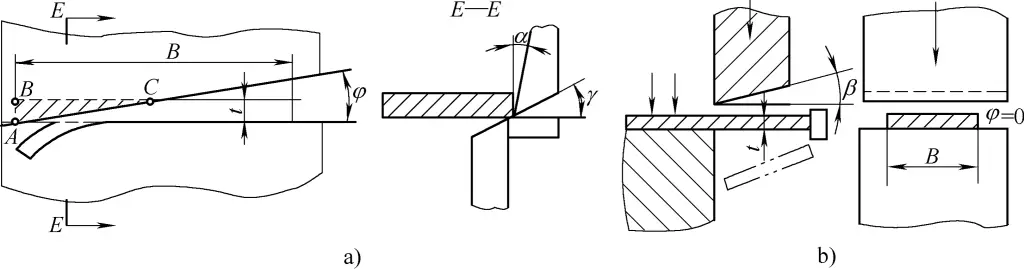
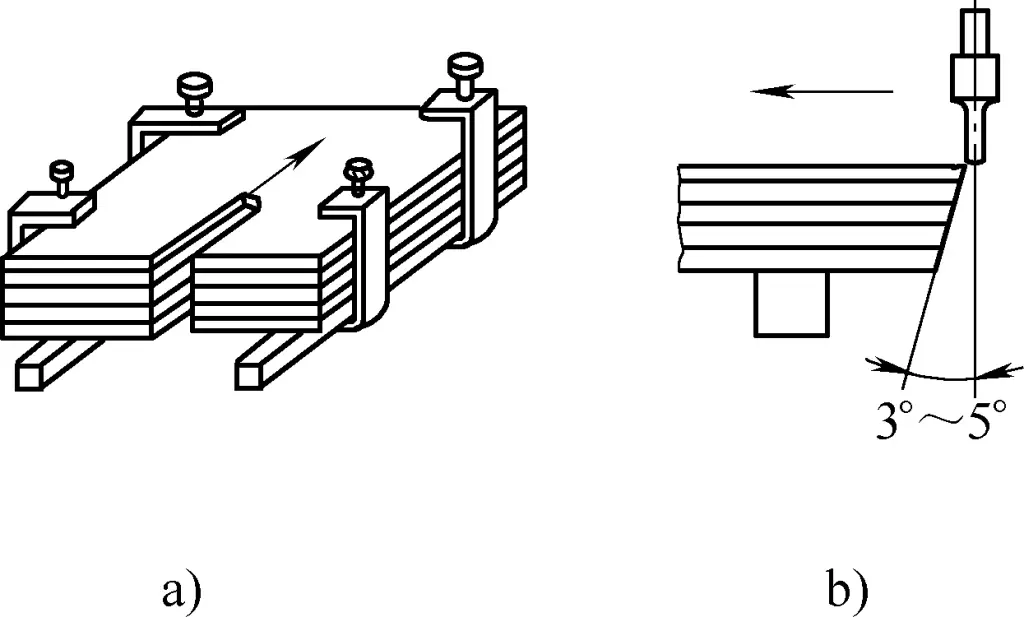
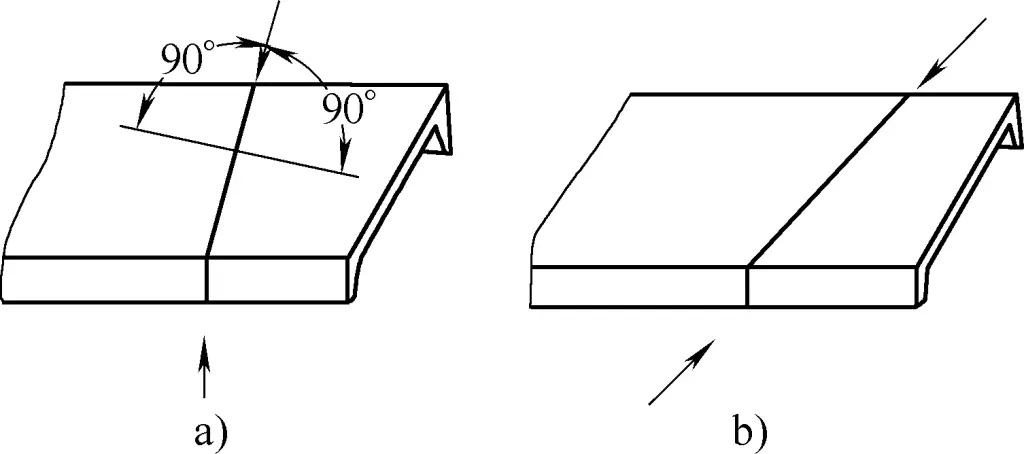
Mesin geser dibagi menjadi geser mata pisau datar dan geser mata pisau miring sesuai dengan perakitan yang berbeda dari mata pisau atas dan bawah. Geser bilah miring lebih hemat tenaga kerja daripada geser bilah datar dan sebagian besar digunakan untuk menggeser lembaran lebar dan tipis. Gambar 26a menunjukkan diagram skematik geser menggunakan bilah miring.
Geser bilah miring dapat mengurangi gaya geser secara signifikan. Pada mesin geser bilah miring, bilah bawah horizontal, dan bilah atas miring pada sudut tertentu ke bilah bawah. Karena bilah geser atas miring, panjang kontak antara bilah dan material selama pemotongan jauh lebih kecil daripada lebar lembaran, menghasilkan goresan yang lebih besar, gaya geser yang lebih kecil, dan pengoperasian yang lebih mulus, sehingga cocok untuk memotong lembaran tipis dan lebar.
Pada umumnya, sudut kemiringan φ bilah atas antara 1° dan 6°. Untuk ketebalan lembaran 3-10mm, φ = 1°-3°; untuk ketebalan 12-35mm, φ = 3°-6°. γ adalah sudut rake, yang membantu mengurangi rotasi material selama pemotongan; α adalah sudut jarak bebas, yang membantu mengurangi gesekan antara blade dan material. γ umumnya 15°-20°, dan α umumnya 1,5°-3°.
Gambar 26b menunjukkan diagram skematik geser bilah datar menggunakan mesin geser bilah datar. Karakteristik geser bilah datar adalah geser antara bilah atas dan bawah yang paralel. β pada umumnya 0°-15°. Mesin geser jenis ini memiliki langkah yang kecil tetapi gaya geser yang besar dan cocok untuk menggunting lembaran yang tebal dan sempit.
Gambar 26 Bentuk-bentuk Geseran
a) Geser Pisau Miring b) Geser Pisau Datar
(3) Metode Pengoperasian Mesin Geser
Mesin geser menggunakan bilah garis lurus atas dan bawah untuk menggeser lembaran kosong. Untuk memotong lembaran kosong menjadi bentuk dan ukuran tertentu, mesin geser dilengkapi dengan perangkat penghenti, yang terdiri dari penghenti depan, belakang, samping, dan penghenti sudut khusus.
Pelat penghenti depan, belakang, dan samping dapat dipasang dan dipasang pada meja kerja atau rangka ranjang mesin geser, dan dapat diatur posisinya ke depan dan belakang, kiri dan kanan melalui mekanisme penyetelan. Pelat penghenti sudut umumnya dipasang di slot-T pada permukaan meja dan dapat dipasang dan diamankan di berbagai posisi di atas meja sesuai dengan bentuk lembaran yang akan dipotong.
Meskipun ada banyak tampilan digital atau mesin geser CNC yang telah mencapai kontrol pemosisian otomatis dan tampilan pada beberapa pelat penghenti (seperti pelat penghenti belakang), yang sangat memudahkan pemotongan blok dan strip panjang tertentu, namun pemotongan bentuk yang lebih rumit masih memerlukan penyesuaian manual pada berbagai pelat penghenti.
Untuk pemotongan potongan berbentuk rumit, biasanya digunakan metode penyesuaian manual dengan menggunakan templat. Salah satu aspek penting dalam operasi pemotongan adalah menyesuaikan posisi berbagai pelat penghenti yang dipasang pada mesin geser untuk menyelesaikan pemotongan strip dan balok dengan lebar dan bentuk yang berbeda, memastikan dan mengontrol kualitas. Pemotongan menggunakan pelat penghenti diilustrasikan pada Gambar 27.
Gambar 27 Geseran Menggunakan Pelat Penghenti
a) Menggunakan Pelat Stopper Belakang b) Menggunakan Pelat Penghenti Depan c) Menggunakan Pelat Penghenti Sudut dan Belakang d) Menggunakan Dua Pelat Penghenti Sudut e) Menggunakan Pelat Penghenti Belakang dan Sudut f) Menggunakan Pelat Penghenti Sudut dan Depan
1) Geseran Strip dengan Lebar Umum
Untuk lembaran geser dengan lebar umum, pemosisian dapat dilakukan dengan menggunakan garis atau pelat penghenti belakang, menyesuaikan posisi pelat penghenti belakang dengan sekrup. Selama pemotongan, lembaran ditekan dengan kuat dengan pelat penekan, kemudian penggeser dengan bilah geser atas bergerak ke bawah, dan lembaran dipotong ketika bilah geser atas dan bawah saling tumpang tindih. Bagian yang dicukur biasanya tidak memerlukan pemrosesan lebih lanjut untuk memastikan kualitasnya, seperti yang ditunjukkan pada Gambar 27a.
2) Geser Strip yang Lebih Lebar
Untuk menggeser strip yang lebih lebar, jika lembaran diposisikan menggunakan pelat penghenti belakang, bagian yang menjorok akan melorot karena beratnya. Kesalahan pemosisian meningkat seiring dengan meningkatnya rasio panjang yang menjorok ke ketebalan lembaran (B/t). Oleh karena itu, apabila lebar strip melebihi 300-400mm, pelat stopper depan harus digunakan untuk pemosisian, seperti yang ditunjukkan pada Gambar 27b. Posisi stopper depan dapat ditentukan dengan menggunakan alat ukur atau templat umum.
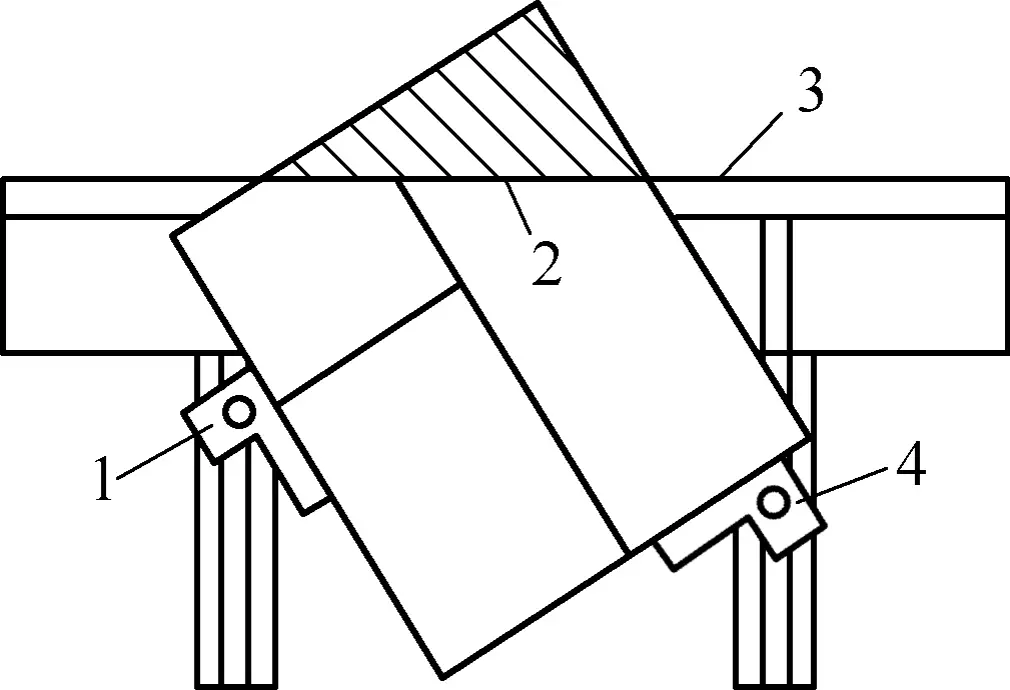
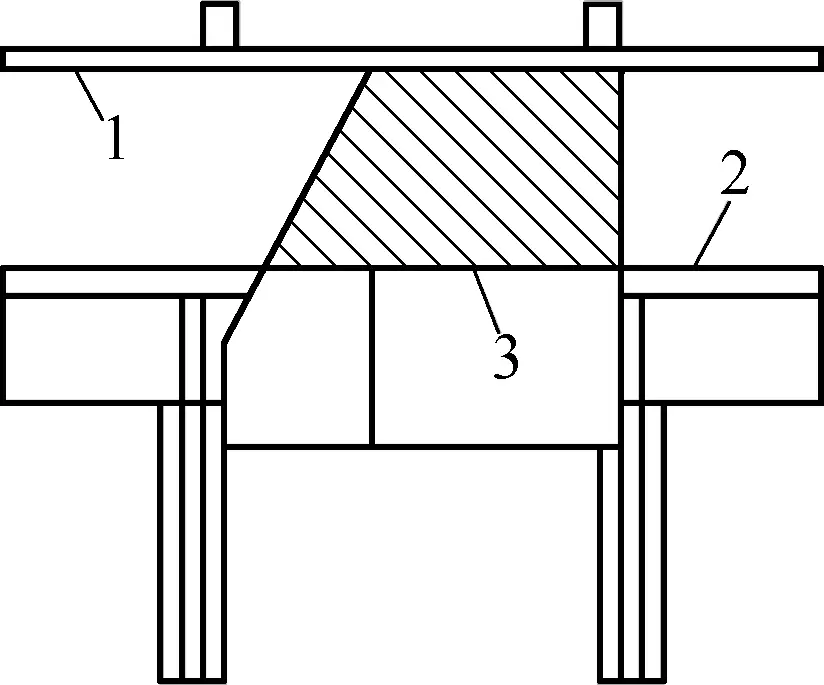
3) Geser Blok Trapesium dan Segitiga
Untuk menggeser blok trapesium dan segitiga, pelat penghenti samping dapat digunakan dalam koordinasi dengan pelat penghenti lainnya untuk penentuan posisi.
Selama pemasangan, letakkan templat di atas meja, sejajarkan dengan bilah bawah, kemudian sesuaikan dan kencangkan pelat penghenti samping. Setelah itu, setel pelat penghenti belakang dengan menggunakan templat, dan gunakan pelat penghenti samping dan belakang untuk pemosisian selama pemotongan, seperti yang ditunjukkan pada Gambar 27c. Demikian pula, metode lain untuk pemosisian sambungan dengan menggunakan pelat penghenti samping dan pelat penghenti lainnya diilustrasikan pada Gambar 27d, e, dan f.
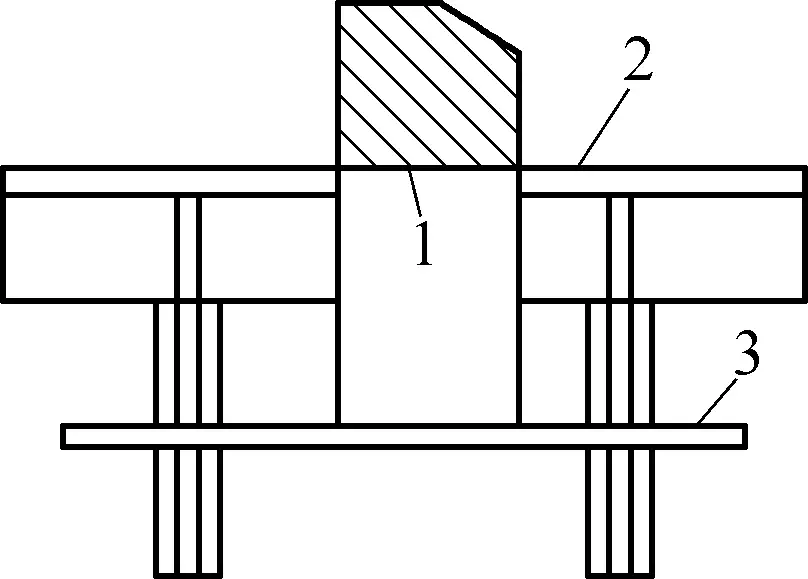
4) Potong bahan yang sempit.
Bila pelat terlalu jauh dari alat penekan dan tidak dapat ditekan, untuk geseran yang aman dan mulus, papan bantalan dengan ketebalan yang sama dengan pelat yang digeser dapat ditambahkan dan ditekan oleh alat penekan untuk geseran. Papan penekan bisa lebih tebal, seperti yang ditunjukkan pada Gambar 28. Untuk pelat tipis, tidak diperlukan bantalan, dan papan penekan dapat langsung menekan pelat.
Gambar 28: Memotong bahan yang sempit dengan papan bantalan
Perangkat 1-tekanan Pelat baja 2-geser 3-Papan penekan Papan 4-padding
4) Langkah-langkah pengoperasian mesin geser dan metode penyelarasan
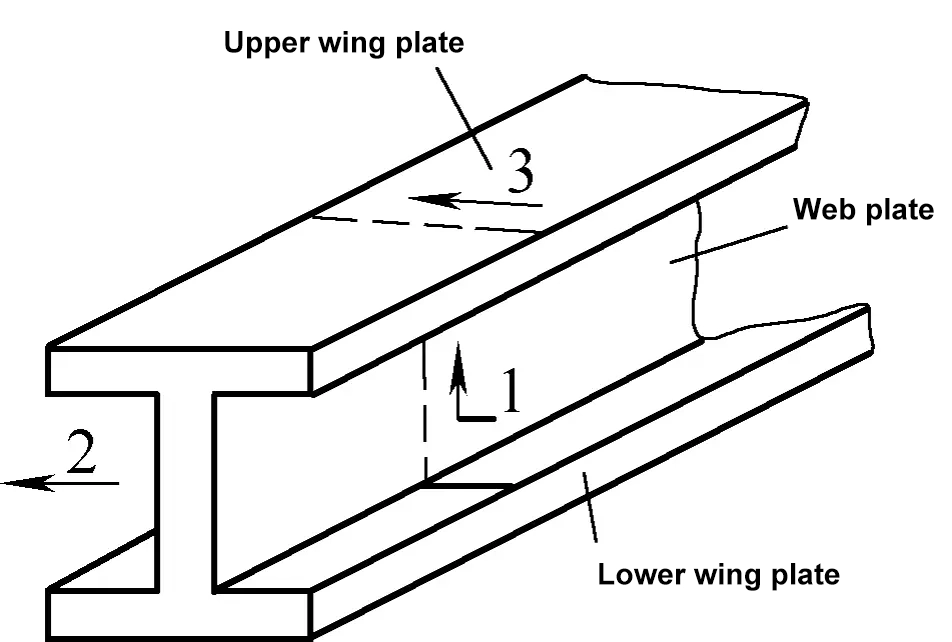
Selama di piring operasi geserPertama-tama, patuhi dengan ketat prosedur operasi keselamatan untuk pemotongan. Kedua, pastikan kelurusan dan kesejajaran permukaan pelat yang digeser dan minimalkan distorsi material untuk mendapatkan komponen berkualitas tinggi. Di bawah ini, sebuah contoh diberikan untuk mengilustrasikan langkah-langkah operasi geser dan metode penyelarasan secara rinci.
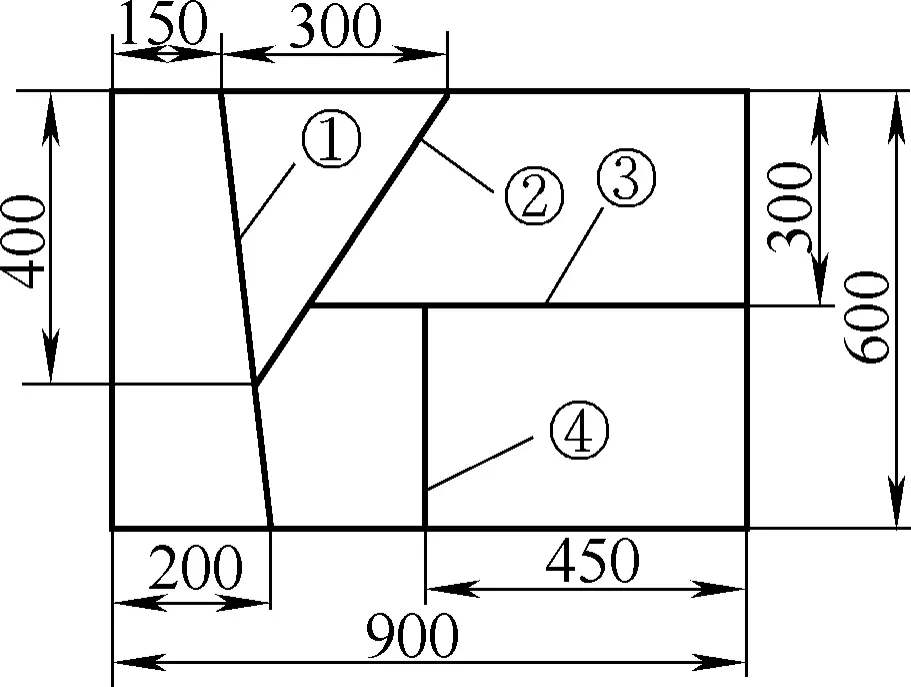
Benda kerja yang ditunjukkan pada Gambar 29 dibuat dari pelat baja setebal 25 mm. Toleransi setiap dimensi setelah pemotongan adalah ±1mm. Langkah-langkah operasi pemotongan dan metode penyelarasan menggunakan mesin geser miring gantry adalah sebagai berikut:
Gambar 29: Langkah-langkah operasi pemotongan benda kerja dan metode penyelarasan
1) Langkah-langkah operasi geser
Meskipun struktur benda kerja yang digeser dapat sangat bervariasi, namun langkah-langkah dasar operasi pemotongan pada umumnya sama dan dapat dilakukan sebagai berikut:
① Tentukan jumlah orang yang dibutuhkan untuk melakukan pencukuran.
Untuk pelat yang lebih besar, tidak disarankan bagi satu orang untuk beroperasi sendiri selama pemotongan. Dua hingga tiga orang harus dikoordinasikan untuk melakukan tugas tersebut dengan satu orang yang ditunjuk sebagai pemimpin, dan semua tindakan harus konsisten dan mengikuti perintah pemimpin.
② Tentukan urutan geseran.
Benda kerja sering kali memiliki beberapa garis geser. Ketika menggunakan mesin geser miring gantry, urutan pemotongan harus memastikan bahwa setiap pemotongan memisahkan pelat menjadi dua bagian. Gambar 29 menunjukkan urutan pemotongan untuk benda kerja, mengikuti urutan garis pemotongan.
Menganalisis dan menentukan metode penyelarasan untuk pemotongan benda kerja.
Ada beberapa metode untuk menyelaraskan benda kerja pada mesin geser miring gantry. Metode-metode ini harus diterapkan secara fleksibel berdasarkan analisis struktur benda kerja. Untuk benda kerja ini, metode penyelarasan yang digunakan adalah:
Garis geser ① disejajarkan dengan menggunakan penyelarasan visual langsung atau penyelarasan bayangan.
Garis geser ② disejajarkan dengan menggunakan papan penghenti sudut.
Garis geser ③ disejajarkan dengan menggunakan papan penghenti belakang.
Garis geser ④ disejajarkan dengan menggunakan papan penghenti depan.
④ Berdasarkan sifat dan ketebalan bahan geser, periksa dan sesuaikan celah bilah geser. Jika mesin geser dilengkapi dengan tabel data penyetelan celah bilah geser, setel celah sesuai dengan data tersebut. Atau, lihat Tabel 2 untuk menentukan celah bilah geser.
Tabel 2: Kisaran celah yang wajar untuk mesin geser (Satuan: mm)
Jenis bahan
Celah (t%)
Besi murni elektromagnetik Baja ringan (baja karbon rendah) Baja keras (baja karbon sedang atau baja berkekuatan tinggi) Baja silikon listrik Baja tahan karat Baja paduan rendah Aluminium keras, kuningan Aluminium anti karat
6~9 6~9 8~12 7~11 7~13 6~10 6~10 5~8
Catatan: Dalam tabel, t menunjukkan ketebalan pelat yang dicukur.
⑤ Setelah memeriksa dan menyetel celah bilah geser, jalankan mesin dalam kondisi tanpa muatan untuk memastikan bahwa mesin bekerja dengan baik sebelum memuat material. Sebelum memuat, bersihkan permukaan pelat dan periksa apakah garis-garis gesernya jelas dan akurat.
⑥ Lakukan pemotongan. Ikuti metode penyelarasan dan langkah-langkah pemotongan yang telah ditentukan.
Pemeriksaan kualitas. Ukur dimensi semua bagian benda kerja yang digunting untuk memastikannya memenuhi persyaratan desain dan periksa kualitas tepi yang digunting.
2) Pengoperasian metode perataan geser
Lakukan operasi pemotongan pada benda kerja yang ditunjukkan pada Gambar 28 dengan menggunakan metode penyelarasan yang telah ditentukan.
Garis geser ①.
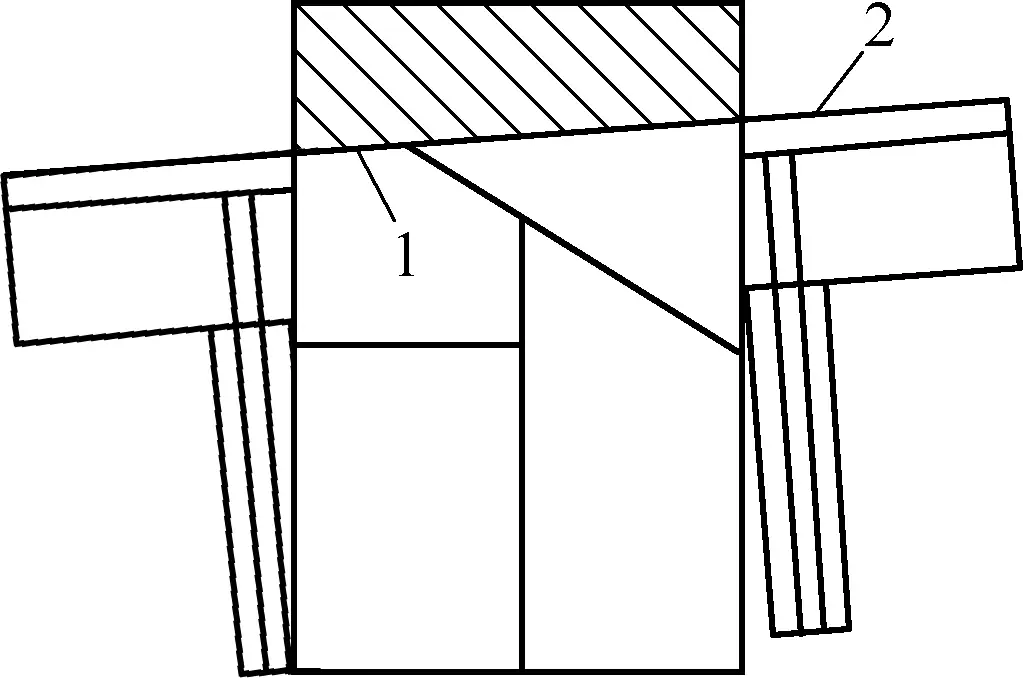
Letakkan pelat di atas meja mesin geser, dorong ke dalam bukaan geser, sejajarkan secara visual ujung garis geser dengan tepi bilah geser bawah, seperti yang ditunjukkan pada Gambar 30. Kemudian, lepaskan tangan Anda dari bukaan geser ke luar pelat penekan, dan tekan atau injak sakelar untuk menggeser pelat.
Gambar 30: Metode penyelarasan visual langsung untuk pemotongan
1-Garis geser ① 2-Tepi bilah geser yang lebih rendah
Garis geser ②.
Sesuaikan dan perbaiki papan penghenti pemosisian sudut, gunakan papan penghenti sebagai referensi pemosisian, letakkan pelat dengan benar pada mesin geser, dan geser sepanjang garis geser ②, seperti yang ditunjukkan pada Gambar 31.
Gambar 31: Pemosisian papan penghenti sudut untuk pemotongan
1, Papan penghenti 4 sudut Garis 2-Pemotongan ② Tepi Bilah 3-Bawah
Garis Pemotongan ③.
Ketika memposisikan garis pemotongan ③ dengan pengukur belakang, posisi pengukur belakang dapat ditentukan dengan dua cara: Metode pertama adalah pengukuran langsung dengan penggaris baja, memastikan bahwa jarak dari tepi mata pisau atas dan bawah ke permukaan pengukur belakang sama dengan lebar bahan yang akan dipotong. Setelah memasang pengukur belakang, ukur ulang untuk memastikan posisi yang akurat.
Metode kedua adalah metode pemosisian templat. Dengan menempatkan templat dengan lebar yang sama dengan bahan yang akan dipotong di antara tepi mata pisau bagian bawah dan pengukur belakang, posisi pengukur belakang dapat ditentukan. Setelah posisi pengukur belakang ditetapkan, garis potong ③ dapat diposisikan dan dipotong, seperti yang ditunjukkan pada Gambar 32.
Gambar 32 Pemosisian dan Pemotongan Pengukur Belakang
Pengukur 1-Belakang Tepi Bilah 2-Bawah Garis 3-Pemotongan ③
Garis Pemotongan ④.
Apabila memposisikan garis pemotongan ④ dengan pengukur depan, metode untuk menentukan posisi pengukur depan sama dengan pengukur belakang. Skenario untuk penentuan posisi dan pemotongan pengukur depan ditunjukkan pada Gambar 33.
Gambar 33 Pemosisian dan Pemotongan Pengukur Depan
Garis 1-Pemotongan ④ Tepi Bilah 2-Bawah Pengukur 3-Belakang
(5) Tindakan Pencegahan Operasional untuk Mesin Geser
Secara relatif, operasi pemrosesan blanking memiliki konten teknis yang lebih rendah, tetapi blanking geser dengan mesin geser rentan terhadap kecelakaan operasional. Untuk memastikan kualitas benda kerja blanking dan keamanan operasi blanking, tindakan pencegahan berikut ini harus diperhatikan selama proses blanking:
1) Sebelum memulai, periksa dengan cermat apakah sistem operasi, kopling, dan rem mesin geser berada dalam kondisi yang andal dan efektif, dan pastikan bahwa perangkat keselamatan sudah lengkap dan dapat diandalkan. Jika ditemukan kelainan, segera lakukan tindakan yang diperlukan. Dilarang mengoperasikan peralatan yang mengalami kerusakan. Pastikan tidak ada suara ketukan yang signifikan pada pin dan kunci pada kopling kaku selama pengoperasian.
2) Motor tidak boleh dihidupkan di bawah beban. Kopling harus dilepaskan sebelum menghidupkan mesin. Lakukan uji coba tanpa beban sebelum pengoperasian resmi untuk memeriksa kerusakan batang penarik dan kelonggaran sekrup, dan pastikan semua komponen normal sebelum melanjutkan pengoperasian resmi.
3) Berkonsentrasi selama operasi pemotongan. Jika ada beberapa orang yang mengoperasikan, sakelar pemotongan harus dikendalikan oleh orang yang ditunjuk. Dilarang keras mengulurkan tangan ke area pemotongan. Fokuslah selama pengumpanan, terutama untuk memastikan keamanan jari-jari operator. Ketika bahan lembaran dipotong sampai ke ujung, jangan gunakan jari untuk mendorong bahan dari bawah.
4) Mata pisau dan ujungnya harus tajam. Saat memotong lembaran tipis, mata pisau harus pas. Jaga agar mata pisau atas dan bawah tetap sejajar, jangan gunakan mata pisau yang tumpul, dan periksa apakah mata pisau sudah halus. Setelah menyesuaikan mata pisau, lakukan uji manual dan uji tanpa beban.
5) Saat memotong potongan kecil bahan, gunakan bantalan penekan untuk mencegah penekanan yang tidak tepat dan kecelakaan.
6) Jangan letakkan barang lain atau benda yang tidak terkait di atas meja kerja. Setiap penyetelan dan pembersihan harus dilakukan dengan mesin dalam keadaan mati.
7) Dilarang keras bagi dua orang untuk menggunting dua lembar yang berbeda pada mesin gunting yang sama secara bersamaan. Jangan menginjak pedal kaki atau menarik pengait udara sebelum benda kerja disejajarkan. Jangan sekali-kali meletakkan kepala atau tangan Anda di bawah mata pisau kapan pun atau dalam keadaan apa pun.
8) Jaga agar ruang kerja di sekitar lokasi tetap rapi, pastikan pengangkatan benda kerja atau lembaran secara vertikal tidak terhalang.
9) Dilarang menggunakan mesin geser untuk memproses benda kerja yang terlalu panjang atau terlalu tebal. Jangan gunakan mesin geser untuk memotong baja yang dipadamkan, baja berkecepatan tinggi, baja perkakas paduan, besi tuang, dan material yang rapuh.
Spesifikasi utama untuk mengkalibrasi mesin geser adalah t × B (t adalah ketebalan maksimum material yang diijinkan untuk digeser, dan B adalah lebar maksimum lembaran yang diijinkan). Mesin geser tidak boleh digunakan untuk memproses benda kerja yang melebihi lebar geser maksimum yang diijinkan, yaitu B dan ketebalan t.
Saat menggeser material berkekuatan tinggi (seperti baja pegas dan pelat baja paduan tinggi), pastikan ketebalan geser maksimum yang diizinkan tmaks. Hal ini dikarenakan desain mesin geser umumnya mempertimbangkan material dengan kekerasan sedang (kekuatan tarik sekitar 500 MPa dan jenis baja 25-30). Oleh karena itu, jika kekuatan tarik σb dari material yang akan digeser lebih besar dari 500 MPa, ketebalan geser maksimum yang diizinkan tmaks harus dihitung dengan rumus berikut:
tmaks=√(500t/σb)
Dalam rumus
t - Ketebalan geser maksimum yang diijinkan (mm) dari mesin geser yang dikalibrasi;
σb - Kekuatan tarik (MPa) dari bahan yang akan dicukur;
tmaks - Menghitung ketebalan geser maksimum yang diizinkan (mm) dari mesin geser.
Dengan menggunakan rumus ini, jika ketebalan geser maksimum yang dihitung kurang dari ketebalan material yang akan digunting, mesin geser tidak dapat digunakan. Tabel 3 mencantumkan spesifikasi teknis mesin geser.
Tabel 3 Spesifikasi Teknis Mesin Geser
Parameter
Model
Q11-1×1000
QY11-4 × 2000
Q11-4×2500
Q11-12×2000
Q11Y-16 × 2500
Ketebalan Lembar (mm)
1
4
4
12
16
Lebar Lembar (mm)
1000
2000
2500
2000
2500
Sudut Geser
1°
2°
1°30′
2°
1°~4°
Hitungan Stroke (kali/menit)
65
22
45
30
8~12
Jarak Pengukur Belakang
500
25~500
650
750
900
Daya (kW)
0.6
6.5
7.5
13
22
Bentuk Struktural
Penggerak Bawah Mekanis
Penggerak Bawah Hidraulik
Penggerak Mekanis
Penggerak Hidraulik
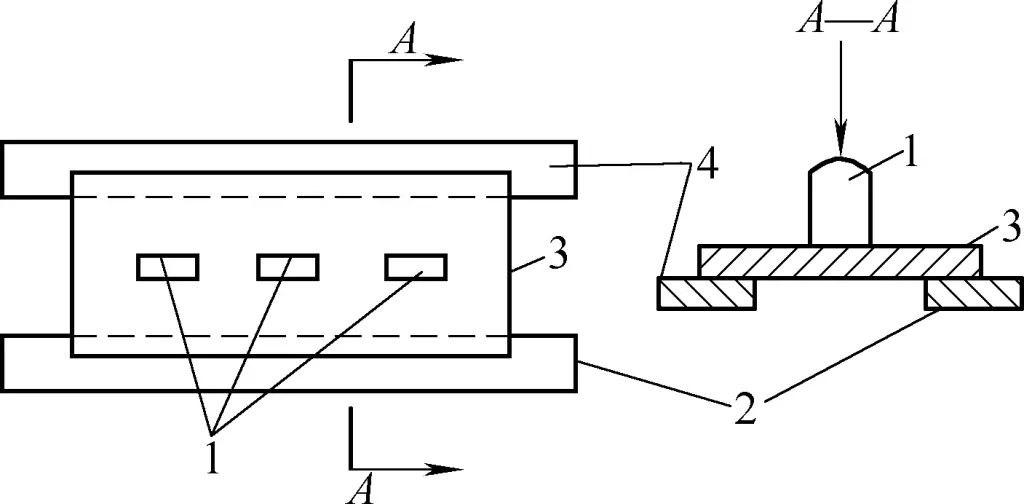
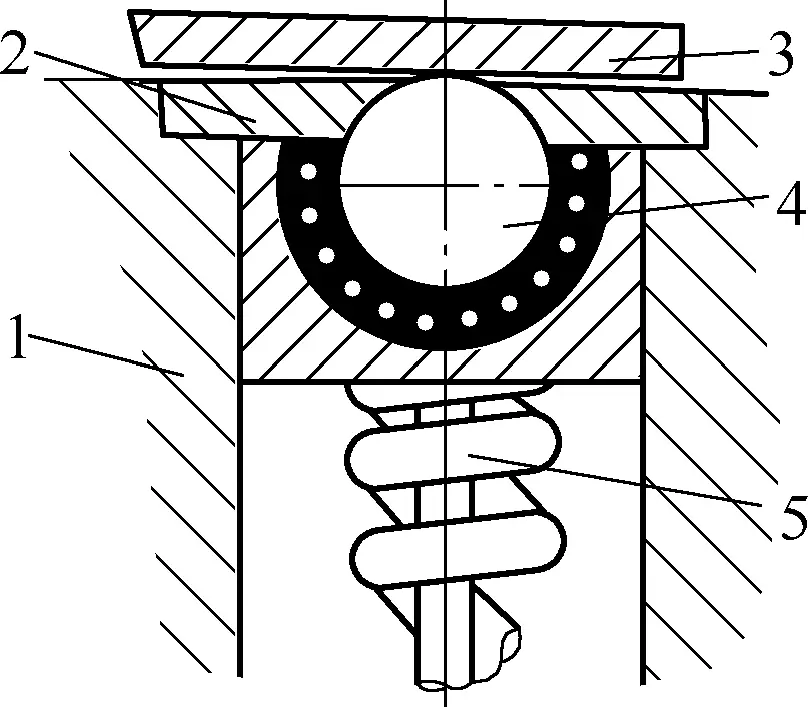
10) Saat memotong pelat panjang, penyangga tambahan harus tersedia; saat memotong pelat besar dan berat, untuk memudahkan pengumpanan dan mengurangi gesekan pada permukaan material yang dipotong, penyangga penggulung harus tersedia (yaitu penyangga dengan bola baja untuk menahan material, strukturnya seperti yang ditunjukkan pada Gbr. 34). Selain itu, alat pengangkat harus digunakan untuk mengangkat pelat, bersama dengan pekerja tambahan yang memadai, dan koordinasi dengan pekerja tambahan harus dipastikan.
Gbr. 34 Penyangga Bergulir
1-Dukungan Penutup 2-tekan Piring 3 potong Bola 4-Baja 5-Pegas
III. Mengosongkan
Mengosongkan adalah proses stamping yang menggunakan cetakan di bawah tekanan mesin press untuk memisahkan bagian dari lembaran atau bahan strip yang ditempatkan di antara tepi punch dan cetakan, sehingga mendapatkan bentuk dan ukuran blanko atau bagian datar yang diinginkan.
Metode pemotongan bentuk yang diperlukan dari bahan lembaran disebut blanking. Untuk produksi massal suku cadang, blanking dapat meningkatkan efisiensi produksi dan kualitas produk.
Selama blanking, material ditempatkan di antara punch dan die, dan di bawah aksi gaya eksternal, punch dan die menghasilkan gaya geser, memisahkan material di bawah aksi gaya geser (lihat Gbr. 35). Prinsip dasar blanking sama dengan prinsip geser, kecuali bahwa mata potong lurus pada geseran diubah menjadi mata potong melingkar tertutup atau bentuk mata potong lainnya.
Gbr. 35 Prinsip dasar pengosongan
1-Pukulan Bahan 2 lembar 3-Mati Meja 4-tekan
1. Elemen-elemen produksi dari pemrosesan blanking
Menurut prinsip pemrosesan blanking, blanking terutama diselesaikan dengan menempatkan bahan lembaran pada cetakan yang dipasang pada mesin cetak. Oleh karena itu, bahan lembaran, peralatan blanking, dan blanking die merupakan elemen produksi dasar pemrosesan blanking.
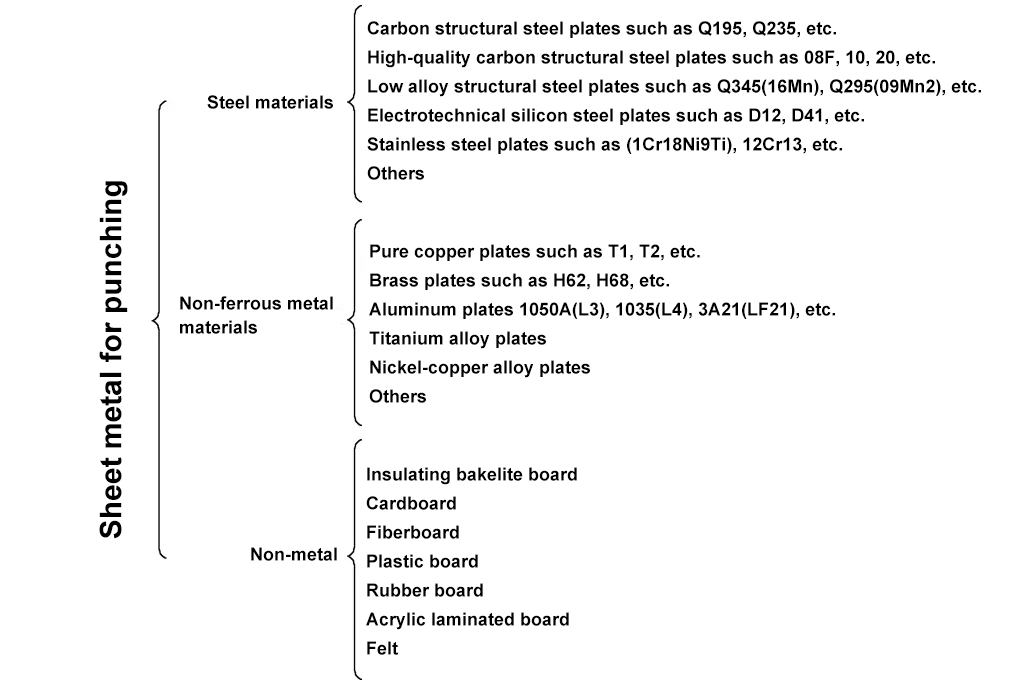
(1) Bahan baku untuk blanking
Bahan baku utama untuk blanking adalah bahan lembaran logam, dan beberapa profil (pipa) serta bahan non-logam juga dapat diproses. Bahan umum untuk blanking ditunjukkan pada Gbr. 36.
Gbr. 36 Bahan umum untuk blanking
Catatan: Angka-angka dalam tanda kurung adalah nilai standar lama.
Walaupun berbagai macam bahan baku digunakan untuk blanking, namun tidak semua bahan cocok untuk blanking. Bahan baku yang digunakan untuk blanking harus memiliki performa stamping yang bagus, kegunaan yang baik, dan kualitas permukaan yang baik agar sesuai dengan karakteristik proses blanking.
(2) Peralatan pengosongan
Peralatan utama untuk blanking adalah mesin cetak engkol, yang merupakan mesin tempa yang digerakkan oleh mekanisme engkol. Mesin press diklasifikasikan berdasarkan tekanan nominal ke dalam ukuran besar, sedang, dan kecil. Mesin press kecil memiliki tekanan nominal kurang dari 1000 kN, mesin press sedang memiliki tekanan nominal 1000 hingga 3000 kN, dan mesin press besar memiliki tekanan nominal lebih dari 3000 kN.
Menurut bentuk strukturnya, mesin press dapat dibagi menjadi mesin press terbuka dan tertutup. Press terbuka memiliki rangka berbentuk C yang memungkinkan operator mendekati meja kerja dari depan, kiri, dan kanan, sehingga mudah dioperasikan. Namun demikian, karena kekakuan rangka yang terbatas, mesin cetak terbuka hanya cocok untuk mesin cetak berukuran kecil dan sedang. Press tertutup memiliki rangka yang sepenuhnya tertutup dan kekakuan yang lebih besar, sehingga cocok untuk mesin cetak menengah dan besar untuk keperluan umum dan mesin cetak ringan dengan presisi tinggi.
Selain itu, mesin cetak engkol dapat dibagi menjadi mesin cetak poros engkol dan mesin cetak eksentrik berdasarkan struktur poros kerja utamanya.
1) Pengepresan poros engkol
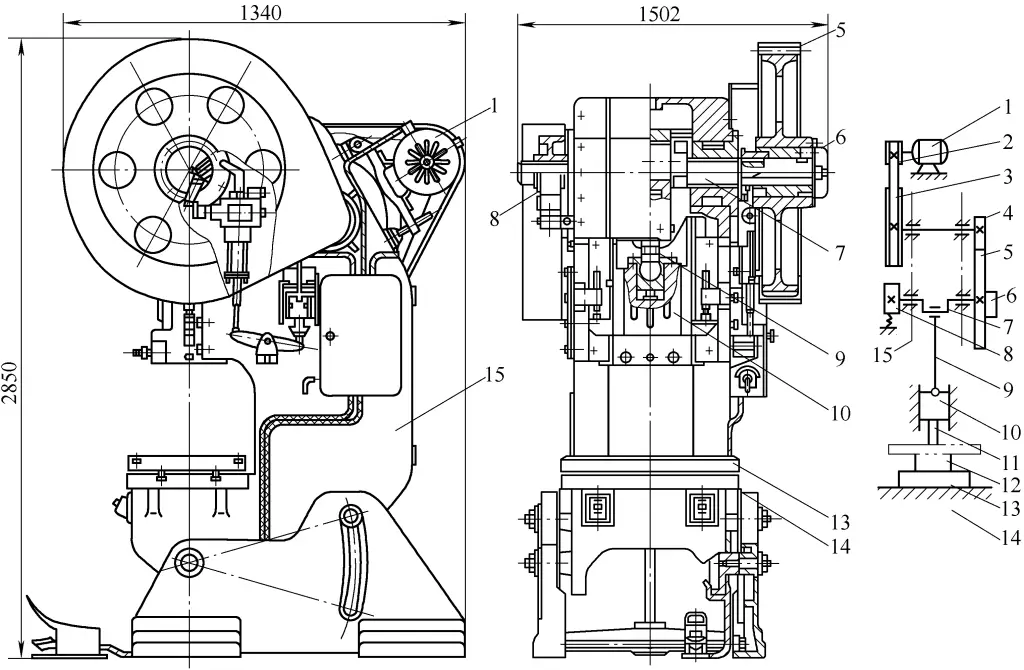
Mesin press engkol menggunakan mekanisme engkol yang dibentuk oleh poros engkol sebagai poros kerja utama untuk menyelesaikan pembesaran gaya dan transformasi gerak. Struktur dan prinsip kerja mesin cetak miring terbuka engkol JB23-63 dijelaskan di bawah ini (lihat Gbr. 37).
Gbr. 37 Struktur dan prinsip kerja engkol JB23-63 tekan miring terbuka
1-Motor 2-Katrol kecil Katrol 3-Besar Roda Gigi 4-Kecil Perlengkapan 5 Besar 6-Kopling 7-Poros Engkol 8-Rem Batang Penghubung 9 10-Slider 11-Die Atas 12-Die Bawah Pelat Belakang 13 14-Meja Kerja Badan 15-Mesin
Ketika mesin press beroperasi, motor 1 mentransmisikan gerakan ke katrol besar 3 melalui sabuk-V, dan kemudian melalui roda gigi kecil 4 dan roda gigi besar 5 ke poros engkol 7. Ujung atas batang penghubung 9 dipasang pada poros engkol, dan ujung bawah terhubung ke penggeser 10, mengubah gerakan rotasi poros engkol menjadi gerakan linier bolak-balik penggeser. Posisi tertinggi dari gerakan slider 10 disebut titik mati atas, dan posisi terendah disebut titik mati bawah.
Karena persyaratan proses produksi, slider terkadang bergerak dan terkadang berhenti, sehingga kopling 6 dan rem 8 dipasang. Karena mesin press beroperasi dalam waktu yang sangat singkat selama setiap siklus kerja, dan sebagian besar waktu bekerja tanpa beban, roda gila dipasang untuk membuat beban pada motor lebih seragam dan secara efektif memanfaatkan energi peralatan. Katrol besar juga berfungsi sebagai roda gila.
Saat mesin press bekerja, cetakan atas 11 dari cetakan bekas dipasang pada penggeser, dan cetakan bawah 12 langsung dipasang di atas meja kerja 14, atau pelat pendukung 13 ditambahkan ke meja kerja untuk mencapai ketinggian penutupan yang sesuai. Pada saat ini, menempatkan material di antara cetakan atas dan bawah dapat melakukan proses pelubangan atau proses pembentukan lainnya untuk menghasilkan benda kerja.
Seperti yang dapat dilihat dari Gambar 37, langkah penggeser 10 (yaitu, jarak dari titik mati atas ke titik mati bawah penggeser) sama dengan dua kali eksentrisitas poros engkol 7, yang ditandai dengan langkah besar pers yang tidak dapat disetel.
Namun demikian, karena poros engkol ditopang oleh dua atau lebih bantalan simetris pada mesin cetak, maka beban pada mesin cetak menjadi lebih seragam, sehingga mesin cetak bertenaga besar dan bertonase besar dapat diproduksi.
2) Pers Eksentrik
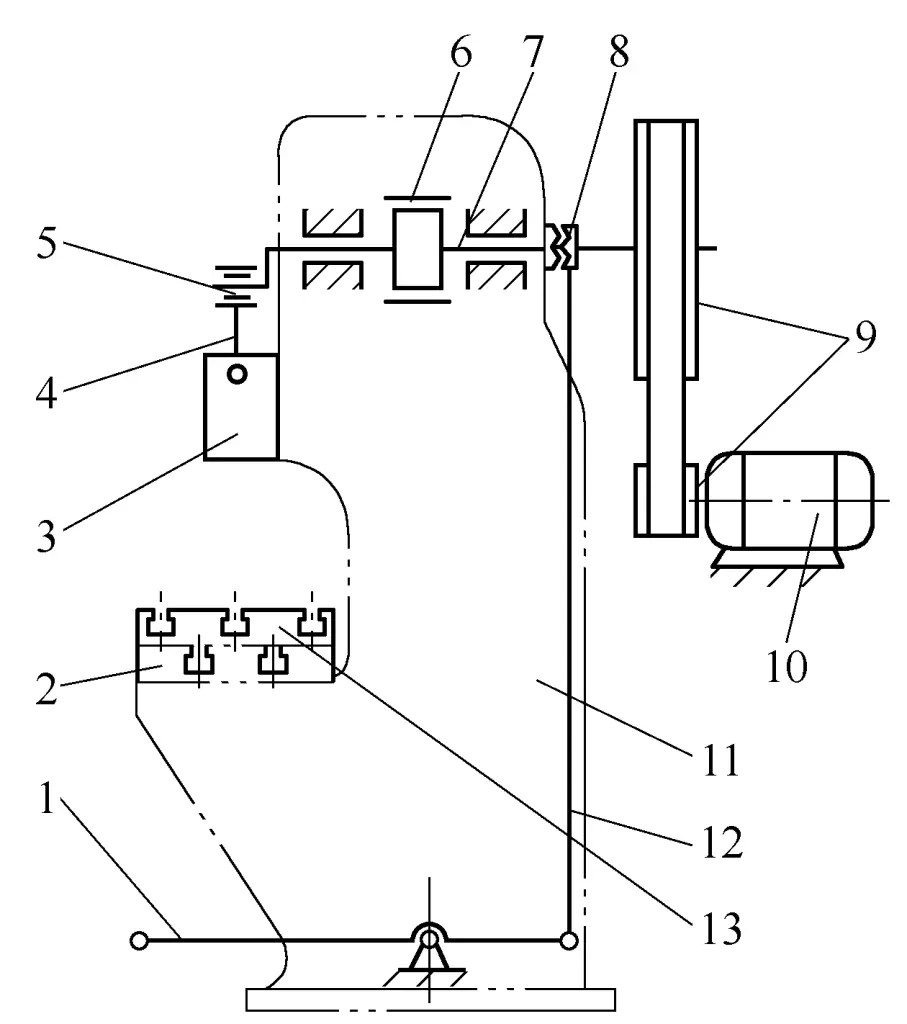
Mesin press eksentrik menggunakan mekanisme engkol yang dibentuk dengan menggunakan poros utama eksentrik sebagai poros utama yang bekerja untuk menyelesaikan penguatan gaya dan mengubah bentuk gerakan. Seperti ditunjukkan pada Gambar 38, langkah slider pers dapat disesuaikan dengan menyesuaikan posisi selongsong eksentrik 5 pada pers.
Gambar 38 Diagram Struktural Pers Eksentrik
1-Pedal 2-Meja Kerja 3-Slider Batang Penghubung 4 Lengan 5-Eksentrik 6-Rem Poros Utama 7-Eksentrik 8-Kopling 9-Pulley 10-Motor 11 Tempat Tidur Tuas Kontrol 12 Pelat Pendukung 13-Meja Kerja
Press jenis ini dicirikan oleh stroke yang kecil namun dapat disesuaikan, sehingga dapat digunakan untuk proses pelubangan pada cetakan yang tidak memerlukan stroke yang besar, seperti cetakan pelat pemandu.
(3) Meninju Mati
Cetakan pelubang yang umum digunakan untuk komponen lembaran logam adalah cetakan proses tunggal, yang menyelesaikan satu proses pelubangan (pelubangan atau pengosongan) per pukulan mesin cetak. Menurut proses meninju yang berbeda, cetakan tinju yang umum digunakan untuk bagian lembaran logam termasuk cetakan tinju, cetakan kosong, dll. Menurut metode pemandu yang berbeda, mereka dapat dibagi menjadi cetakan tinju terbuka, cetakan tinju berpemandu yang disetel mati, dan cetakan tinju pelat pemandu, dll.
1) Meninju Mati
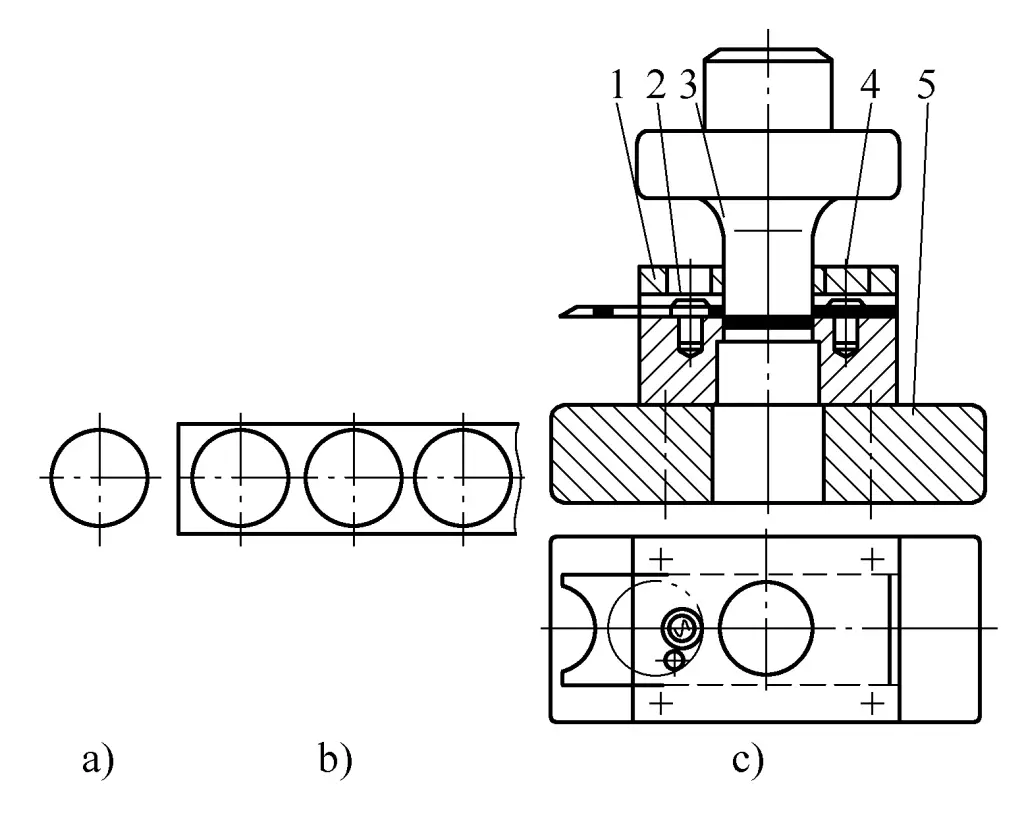
Seperti yang ditunjukkan pada Gambar 39b, diagram struktural punching die yang digunakan untuk memproses lubang pada bagian yang ditunjukkan pada Gambar 39a.
Gambar 39 Bagian Punching dan Die Punching Terbuka
a) Diagram Struktural Bagian b) Diagram Struktural Die 1-Die Atas Badan Elastis 2-Karet Pin 3-Posisi Pelat 4-Stripper 5-Perempuan Mati Pelat Mati 6-Bawah
Die ini adalah die punching tipe terbuka sederhana tanpa panduan. Kosong yang dicukur diposisikan oleh tiga pin pemosisian yang dipasang pada cetakan betina 5. Cetakan atas 1 dan cetakan betina 5 membuat lubang bundar bersama-sama, dan pelat pengupas 4, yang didukung oleh badan elastis karet terkompresi 2, mendorong bagian-bagian yang dijepit pada cetakan atas.
Jenis cetakan ini memiliki struktur yang sederhana, mudah dibuat dan berbiaya rendah, tetapi izin mati Penyesuaiannya merepotkan, kualitas komponen yang dilubangi buruk, dan pengoperasiannya tidak terlalu aman. Ini terutama digunakan untuk melubangi bagian dengan persyaratan akurasi rendah, bentuk sederhana, dan batch kecil.
2) Mengosongkan Mati
Blanking die adalah cetakan proses tunggal yang menyelesaikan proses pengosongan. Die blanking membutuhkan jarak yang wajar antara punch dan die, posisi yang akurat dari bahan strip dalam die, jatuhnya bagian yang dikosongkan dengan mulus, kerataan bagian yang dikosongkan, dan kualitas yang baik dari permukaan yang dicukur.
Gambar 40 menunjukkan blanking die dengan tiang pemandu geser. Die blanking yang dipandu oleh set die pos pemandu menggunakan pos pemandu dan selongsong pemandu sebagai komponen pemandu yang saling menyatu. Selama pengoperasian, mereka selalu pas dengan jarak bebas H6/h5 atau H7/h6, memastikan bahwa bagian yang bekerja (punch dan die) dari die diposisikan dengan benar dan memastikan kualitas bagian yang dikosongkan.
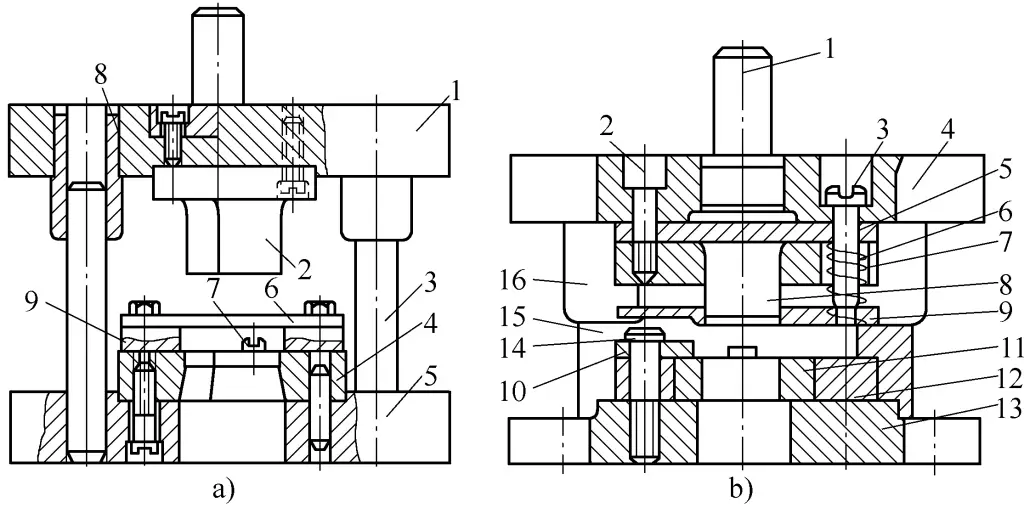
Gambar 40 Blanking die yang dipandu oleh satu set die
a) Mengosongkan cetakan dengan pelat stripper tetap b) Mengosongkan cetakan dengan pelat pengupas elastis
a) Pada gambar: 1-Penahan cetakan atas 2-Pukulan Pos 3-Panduan 4-Mati 5-Penahan cetakan bawah Pelat 6-Stripper Pin pemosisian 7 Selongsong pemandu 8 Penggaris 9-pemandu
b) Pada gambar: Betis 1-Die Sekrup tutup kepala soket segi enam 2 bagian dalam 3-Sekrup pengupasan 4-Penahan cetakan atas 5-Pelat belakang Pelat pemasangan 6-pukulan 7-Pegas 8-Pukulan Pelat 9-Stripper Pelat 10-Posisi 11-Mati Sisipan 12-Die 13-Penahan cetakan bawah 14-Sekrup 15-Pos panduan Selongsong pemandu 16
Seperti yang ditunjukkan pada Gambar 40a, cetakan blanking dengan pelat pengupas tetap digunakan terutama untuk menstempel bagian yang tebal (t>0,5 mm) dan kaku. Selama pengoperasian cetakan, material strip diumpankan oleh penggaris pemandu kiri dan kanan 9 dan diposisikan secara langsung oleh pin pemosisian 7 untuk memastikan bahwa material lembaran memiliki posisi yang benar pada cetakan.
Saat slide press turun, punch 2 dan die 4 secara bertahap menyentuh bahan lembaran dan memotongnya. Saat slide naik, punch 2 juga naik, dan pelat pengupas 6 yang dipasang pada penggaris pemandu 9 mengikis bahan strip yang melekat pada punch 2. Bagian yang dikosongkan jatuh langsung melalui lubang skrap di bawah dudukan cetakan bawah.
Seperti yang ditunjukkan pada Gambar 40b, cetakan blanking dengan pelat pengupas elastis digunakan terutama untuk mencap bagian yang tipis (t<0,5 mm) dan dapat mempertahankan kerataan bagian yang baik. Sistem pengupasan terdiri dari pelat pengupas 9, sekrup pengupas 3, dan pegas 7. Ketika punch 8 turun dengan pers untuk melubangi bahan lembaran, pelat stripper 9 juga turun dan menekan bahan lembaran, sementara pegas 7 mengompres.
Setelah meninju, produk jatuh langsung melalui lubang skrap di dudukan cetakan bawah, sementara limbah naik dengan bahan strip yang dililitkan dengan erat di sekitar punch 8. Pegas 7, melalui pengaturan ulang pelat pengupas 9, mengupas limbah. Sistem pengupasan elastis dapat menggunakan pegas sebagai elemen elastis atau elastomer karet, karet, dll.
Die yang dipandu oleh die set memiliki akurasi pemandu yang tinggi, umur die yang panjang, dan cocok untuk produksi massal komponen.
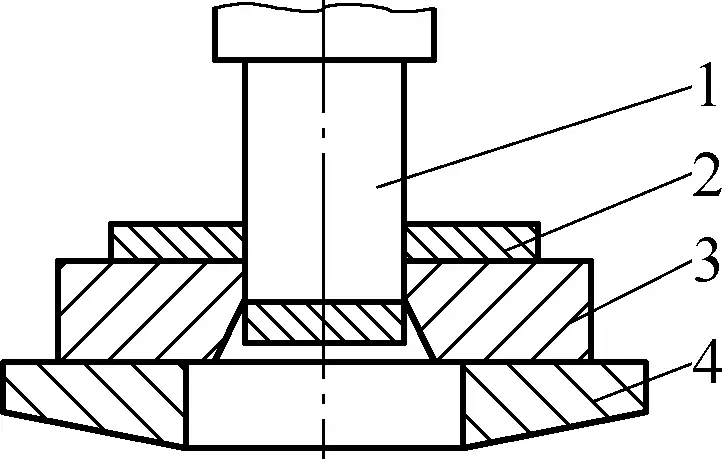
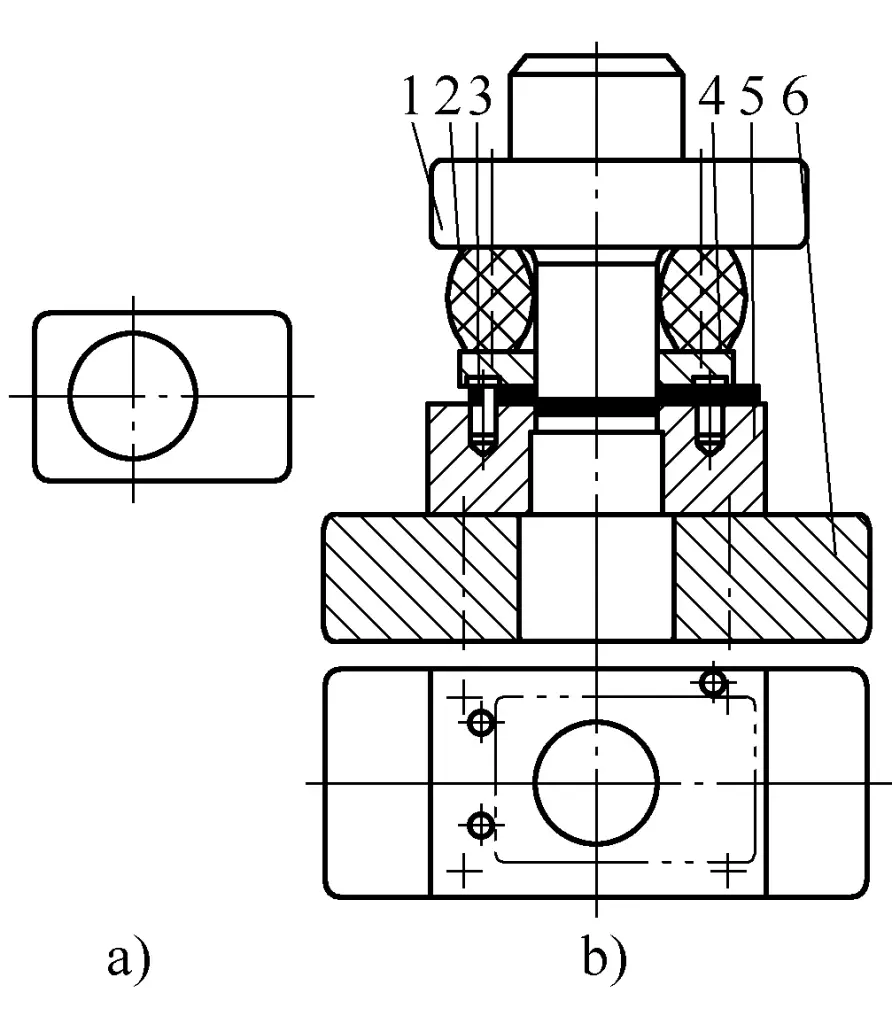
Seperti yang ditunjukkan pada Gambar 41c, cetakan blanking tipe pelat pemandu digunakan untuk memproses komponen bundar yang ditunjukkan pada Gambar 41a. Gambar 41b menunjukkan tata letak komponen.
Gambar 41 Bagian yang dikosongkan dan cetakan blanking tipe pelat pemandu
a) Diagram skematik struktur bagian b) Diagram skematik tata letak bagian c) Diagram skematik struktur die Piring pemandu 1 Pin 2-silinder 3-Dadu atas 4-Mati Templat 5-bawah
Jenis cetakan ini memiliki presisi yang lebih tinggi daripada cetakan tanpa pemandu, manufaktur yang rumit, tetapi lebih aman digunakan, mudah dipasang, dan umumnya digunakan untuk bentuk sederhana dan ukuran kecil cetakan blanking proses tunggal dengan ketebalan lembaran t>0,5 mm. Ini membutuhkan pukulan tekan yang kecil untuk memastikan bahwa punch tidak terpisah dari pelat pemandu selama pengoperasian.
Untuk bentuk yang rumit dan bagian yang lebih besar, jenis struktur ini tidak sesuai, dan lebih baik menggunakan struktur cetakan dengan tiang pemandu dan selongsong pemandu untuk memandu.
Saat pelat pemandu bekerja, pelat pemandu akan memandu melalui celah kecil di antara bagian kerja cetakan atas 3 dan pelat pemandu 1. Untuk bahan yang kurang dari 0,8mm, gunakan pas H6/h5; untuk bahan yang lebih besar dari 3mm, gunakan pas H8/h7.
Pelat pemandu juga berfungsi sebagai pengupas. Selama pelubangan, pastikan pelubang tidak meninggalkan pelat pemandu untuk menjaga akurasi pemandu, terutama untuk pelubang yang banyak atau kecil. Jika pelubang keluar dan masuk kembali ke pelat pemandu, ujung tajam pelubang dapat dengan mudah rusak dan lubang pemandu pada pelat pemandu dapat dengan mudah digerogoti, sehingga memengaruhi masa pakai pelubang dan akurasi pemandu antara pelubang dan pelat pemandu.
3) Komposisi struktur cetakan tinju
Meskipun ada banyak bentuk struktural punching dies, apa pun bentuknya, strukturnya terdiri dari bagian-bagian berikut ini.
(1)Pukulan dan mati.
Ini adalah bagian yang secara langsung menggeser bahan dan merupakan bagian inti dari punching die. Biasanya, punch dipasang pada template atas, dan die dipasang pada template bawah.
② Perangkat pemosisian.
Fungsinya untuk memastikan posisi yang benar dari bagian yang dilubangi di dalam die, biasanya terdiri dari bagian pemosisian seperti pelat pemandu atau pin pemosisian, yang dipasang pada dudukan die bagian bawah untuk mengontrol arah pengumpanan dan jumlah pengumpanan strip.
③ Perangkat pengupasan.
Fungsinya untuk memisahkan bahan lembaran atau bagian yang dilubangi dari cetakan, biasanya terdiri dari bagian-bagian seperti pelat pengupasan yang kaku atau elastis. Ketika pelubangan selesai dan punch bergerak ke atas, strip pada punch terhalang dan jatuh oleh pelat pengupasan. Selain itu, lubang lancip yang melebar ke bawah pada cetakan membantu mengeluarkan material yang dilubangi dari cetakan.
④ Perangkat pemandu.
Fungsinya adalah untuk memastikan posisi relatif yang benar antara bagian atas dan bawah cetakan, biasanya terdiri atas selongsong pemandu dan pilar pemandu, pelat pemandu, dll. Selama pengoperasian, pemandu memastikan kesesuaian yang benar antara punch dan die.
⑤ Perangkat penjepit dan pemasangan.
Fungsinya adalah untuk memastikan koneksi yang kokoh dan andal antara die dan mesin cetak, serta di antara bagian-bagian die, biasanya terdiri dari bagian-bagian seperti template atas, template bawah, betis die, pelat tekanan, baut, dan sekrup. Semua komponen ini menggabungkan dan merakit berbagai bagian cetakan dan memasangnya pada mesin cetak.
⑥ Perangkat penekan.
Fungsinya untuk mencegah kerutan pada bagian yang dilubangi dan meningkatkan kualitas bagian yang dilubangi, biasanya terdiri atas cincin penahan elastis, dll.
2. Penentuan parameter utama pelubangan
Untuk memastikan kualitas komponen yang dilubangi, parameter proses berikut ini harus ditentukan saat merumuskan proses pelubangan dan mendesain punch die.
(1) Penentuan tata letak
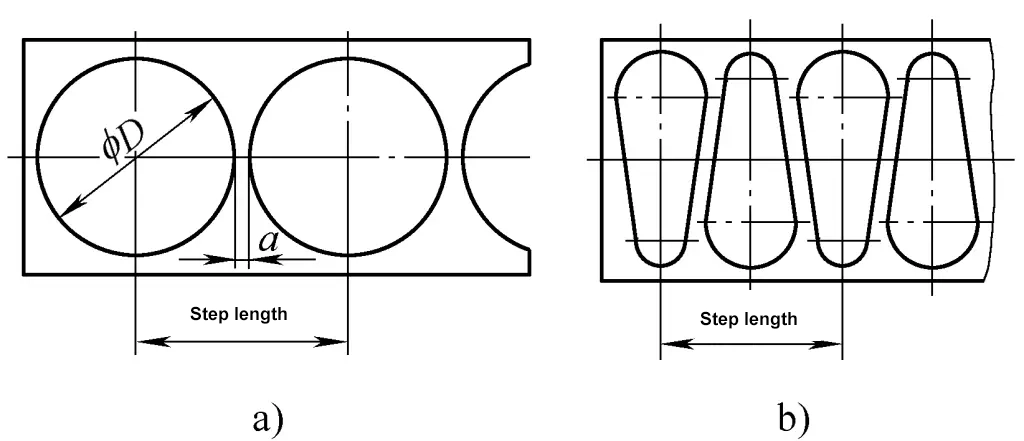
Metode pengaturan bagian yang dilubangi pada strip disebut tata letak. Prinsip dasar tata letak adalah untuk meningkatkan tingkat pemanfaatan material, memfasilitasi pengoperasian yang aman dan mudah bagi personel dengan intensitas tenaga kerja yang rendah, dan menyederhanakan struktur cetakan. Tugas utama pekerjaan tata letak adalah mendesain diagram tata letak, di mana nilai tumpang tindih, jarak langkah, dll. Harus ditentukan.
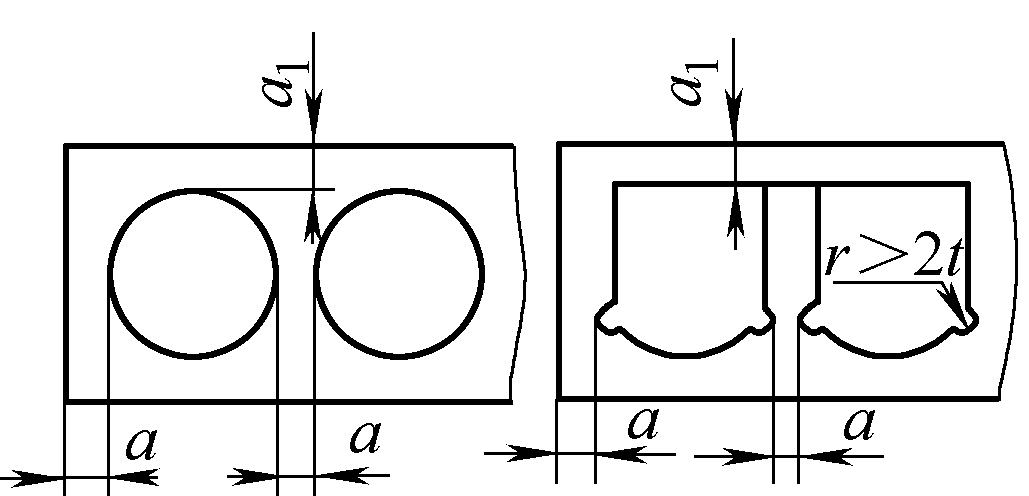
1) Penentuan nilai tumpang tindih
Selama tata letak, kelonggaran proses tertentu dibiarkan di antara bagian yang dilubangi dan di antara bagian yang dilubangi dan sisi strip, yang disebut tumpang tindih.
Tujuan pengaturan tumpang tindih adalah untuk mengkompensasi kesalahan pemotongan strip, kesalahan langkah pengumpanan, dan kesalahan kemiringan pengumpanan karena adanya celah antara strip dan pelat pemandu selama pelubangan. Selain itu, ini memastikan bahwa ujung tombak punch dan die dapat menahan gaya di kedua sisi, memberikan kekakuan tertentu pada strip selama pengumpanan terus menerus, menghindari bagian yang rusak seperti sudut yang hilang, dan meningkatkan masa pakai die serta kualitas bagian part.
Tumpang tindih yang berlebihan akan membuang material, sementara tumpang tindih yang terlalu sedikit tidak memenuhi tujuan yang dimaksudkan. Tumpang tindih yang tidak mencukupi dapat dengan mudah masuk ke dalam cetakan, meningkatkan keausan mata potong dan mempengaruhi umur cetakan.
Nilai tumpang tindih biasanya ditentukan oleh pengalaman. Tabel 4 menunjukkan nilai tumpang tindih untuk lembaran baja karbon rendah. Setelah nilai tumpang tindih ditentukan, lebar strip untuk geser dapat ditentukan berdasarkan metode tata letak.
Tabel 4 Nilai tumpang tindih a dan a1 untuk lembaran baja karbon rendah (satuan: mm)
Catatan:
Untuk bahan lain, kalikan nilai dalam tabel dengan koefisien berikut ini: baja karbon sedang 0,9; baja karbon tinggi 0,8; kuningan keras 1~1,1; aluminium keras 1~1,2; kuningan lunak, tembaga murni 1,2; aluminium 1,3~1,4; non-logam (kulit, kertas, papan serat, dll) 1,5~2.
2) Penentuan jarak langkah
Jarak strip bergerak maju setiap kali pada cetakan disebut jarak langkah umpan A. Jarak langkah adalah dasar untuk menentukan posisi pin blok.
Perhitungan jarak langkah terkait dengan metode tata-letak. Ukuran jarak langkah adalah jarak antara titik-titik yang sesuai dari dua bagian berlubang yang sesuai pada strip, seperti ditunjukkan pada Gambar 42.
Gambar 42 Penentuan jarak langkah
a) Diagram tata letak bagian melingkar b) Diagram tata letak bagian yang bentuknya tidak beraturan
(2) Perhitungan gaya tinju
Kekuatan meninju adalah dasar utama untuk memilih mesin press yang sesuai dan juga merupakan data yang diperlukan untuk mendesain die dan memeriksa kekuatan die. Untuk pelubangan bermata rata normal, rumus perhitungan gaya pelubangan adalah:
Dalam rumus
F = Ltσb
F - Kekuatan pukulan (N);
L - Keliling bagian yang dilubangi (mm);
t - Ketebalan lembaran (mm);
σb - kekuatan tarik material (MPa).
Dalam proses blanking, selain gaya blanking, ada juga gaya pengupasan, gaya dorong, dan gaya lontar. Gaya untuk melepaskan material yang menempel pada punch setelah blanking disebut gaya pengupasan, dilambangkan sebagai Fstripgaya untuk mendorong atau mengeluarkan material yang tertahan di die disebut gaya dorong dan gaya lontar, dilambangkan sebagai Fmendorong dan Fmengeluarkan masing-masing. Besarnya gaya ini pada umumnya adalah gaya blanking F dikalikan dengan suatu faktor (0,04 hingga 0,12). Pemilihan faktor yang spesifik dapat dirujuk dari materi perhitungan stamping yang terkait.
Tekanan blanking total yang diperlukan selama blanking adalah jumlah dari gaya blanking, gaya pengupasan, gaya dorong, dan gaya keluar. Apabila memilih mesin cetak, harus dipertimbangkan, apakah semua gaya ini perlu diperhitungkan, tergantung pada struktur cetakan yang berbeda-beda:
Untuk blanking dies yang menggunakan perangkat pengupasan kaku dan metode ejeksi bawah, tekanan blanking total Ftotal=Fkosong+Fmendorong;
Untuk blanking dies yang menggunakan perangkat pengupasan elastis dan metode ejeksi bawah, tekanan blanking total Ftotal=Fkosong+Fmendorong+Fstrip;
Untuk blanking dies yang menggunakan perangkat pengupasan elastis dan metode ejeksi atas, tekanan blanking total Ftotal=Fkosong+Fmendorong+Fmengeluarkan.
Apabila memilih mesin cetak berdasarkan tekanan blanking total dari blanking die, tekanan nominal mesin cetak secara umum harus memenuhi: tekanan nominal mesin cetak ≥ 1.2Ftotal.
(3) Penentuan jarak bebas pengosongan
Jarak bebas pengosongan Z mengacu pada perbedaan dimensi bagian yang bekerja antara punch dan die, yaitu, Z = Dmati-DpukulanZ adalah jarak dua sisi untuk pengosongan, Dmati dan Dpukulan adalah dimensi ujung tombak dari die dan punch, masing-masing.
Jarak kosong blanking memiliki dampak yang signifikan pada proses blanking; ukurannya secara langsung memengaruhi kualitas komponen blanking, dan juga memiliki dampak yang cukup besar pada masa pakai die. Jarak bebas blanking adalah parameter proses yang paling penting untuk memastikan pengosongan yang tepat. Dalam produksi aktual, nilai jarak blanking yang wajar ditentukan oleh metode eksperimental.
Nilai jarak bebas blanking yang wajar memiliki kisaran yang cukup luas, biasanya (5% hingga 25%) t. Karena tidak ada nilai jarak bebas blanking yang benar-benar masuk akal, dan persyaratan khusus untuk bagian blanking bervariasi di berbagai industri, masing-masing industri, dan bahkan setiap perusahaan memiliki tabel jarak bebas blanking sendiri. Saat menentukan nilai blanking clearance spesifik, tabel blanking clearance yang relevan sering direferensikan.
Secara umum, memilih jarak bebas blanking yang lebih kecil dan wajar, membantu meningkatkan kualitas komponen yang dicap, sementara memilih jarak bebas blanking yang lebih besar dan wajar, membantu meningkatkan masa pakai cetakan. Oleh karena itu, di bawah premis untuk memastikan kualitas komponen yang dicap, jarak kosong yang lebih besar dan wajar harus digunakan.
Di samping itu, jarak bebas blanking dua sisi Z juga dapat dihitung dengan menggunakan rumus berikut ini:
Z = mt
Dalam rumus:
m - koefisien, lihat Tabel 5 dan Tabel 6;
t - ketebalan lembaran (mm).
Tabel 5 Nilai m untuk industri manufaktur mesin dan otomotif, traktor
Nama bahan
nilai m
08 baja, 10 baja, kuningan, tembaga murni
0.08~0.10
Q235, 25 baja
0.1~0.12
45 baja
0.12~0.14
(4) Penentuan ukuran bagian kerja punch dan die
Dalam operasi blanking, dimensi dan akurasi bagian kerja cetakan adalah faktor utama yang memengaruhi tingkat toleransi dimensi bagian yang dikosongkan. Selain itu, jarak bebas pengosongan yang tepat dari cetakan juga bergantung pada dimensi dan toleransi bagian kerja cetakan. Oleh karena itu, saat menentukan dimensi dan toleransi manufaktur dari bagian kerja punch dan die, perlu untuk mempertimbangkan hukum deformasi blanking, tingkat toleransi bagian yang dikosongkan, keausan die, dan karakteristik manufaktur.
Tabel 6 Nilai m untuk industri peralatan dan instrumen listrik
Lembaran baja silikon, baja pegas, baja karbon tinggi
0.07
Bahan non-logam
Kain kertas, kulit, asbes, karet, papan keras plastik, papan perekat, papan kain perekat, lembaran mika
0.02 0.03
1) Prinsip dasar penghitungan ukuran punch dan die untuk blanking
Prinsip dasar penghitungan ukuran punch dan die untuk blanking adalah:
Apabila melubangi lubang, diameter lubang menentukan ukuran lubang, dan jarak blanking diperoleh dengan meningkatkan ukuran cetakan. Apabila mengosongkan, dimensi eksternal menentukan ukuran cetakan, dan jarak bebas pengosongan diperoleh dengan mengurangi ukuran punch.
Karena keausan die akan meningkatkan dimensi bagian yang dikosongkan, dan keausan punch akan mengurangi dimensi bagian yang dilubangi, untuk meningkatkan masa pakai die, saat membuat die baru, ukuran die harus cenderung ke arah batas bawah dimensi bagian yang dikosongkan, dan ukuran punch harus cenderung ke arah batas atas dimensi bagian yang dilubangi.
2) Metode untuk memastikan izin pengosongan
Apabila membuat blanking dies, dua metode berikut ini biasanya digunakan untuk memastikan jarak blanking yang wajar:
Salah satu metodenya adalah metode pemrosesan terpisah. Ukuran dan toleransi punch dan die ditentukan secara terpisah dan diproduksi secara individual. Ukuran dan toleransi produksi punch dan die memastikan jarak kosong yang diperlukan. Punch dan die yang diproses dengan metode ini dapat dipertukarkan, memiliki siklus produksi yang pendek, dan cocok untuk produksi batch.
Metode lainnya adalah metode pemrosesan single fit. Dalam metode ini, punch dan die dicocokkan secara individual untuk memastikan jarak kosong yang wajar. Setelah diproses, punch dan die harus dicocokkan dengan benar, dan tidak dapat dipertukarkan. Biasanya, cetakan dipilih sebagai cetakan referensi untuk bagian yang dikosongkan, dan punch dipilih sebagai cetakan referensi untuk bagian yang dilubangi.
Pada gambar bagian cetakan referensi, dimensi dan toleransi ditandai, dan pada gambar bagian cetakan non-referensi yang cocok, dimensi nominal yang sama dengan cetakan referensi ditandai, tetapi tanpa toleransi. Jarak bebas pengosongan dicocokkan sesuai dengan dimensi aktual dari cetakan referensi, memastikan nilai jarak bebas pengosongan berada dalam Zmin ke Zmaks. Metode pemrosesan single fit sebagian besar digunakan untuk pukulan dengan bentuk yang rumit dan jarak kosong yang kecil.
3) Perhitungan dimensi kerja saat memproses punch dan die secara terpisah
Dimensi kerja untuk memproses punch dan die secara terpisah mengacu pada dimensi yang memberikan deviasi manufaktur punch dan die. Penentuan dimensi kerja dapat dihitung dalam dua situasi berikut ini:
dcembung dan dcekung - masing-masing adalah dimensi nominal punch dan die;
D凹 dan Dcembung - masing-masing adalah dimensi nominal blanking die dan punch;
dmin - ukuran batas bawah dari bagian yang dilubangi;
δcembung dan δcekung - adalah toleransi produksi masing-masing dari punch dan die. Toleransi pukulan negatif, dan toleransi cetakan positif. Umumnya, dapat dipilih sebagai 1/3 hingga 1/4 dari toleransi bagian Δ. Untuk bentuk sederhana seperti lingkaran atau kotak, karena kesederhanaan manufaktur dan jaminan akurasi yang mudah, toleransi manufaktur dapat dipilih sesuai dengan level IT6 hingga IT8;
Zmin dan Zmaks - adalah nilai minimum dan maksimum dari jarak bebas dua sisi awal blanking die masing-masing, yang dipilih menurut tabel jarak bebas blanking yang relevan di berbagai industri atau perusahaan;
Δ - toleransi bagian yang dikosongkan;
x - koefisien keausan, nilainya berkisar antara 0,5 hingga 1, dan dapat dipilih sesuai dengan tingkat toleransi bagian yang dikosongkan. Jika toleransi bagian di atas IT10, ambil x = 1; jika toleransi bagian adalah IT11 hingga IT13, ambil x = 0,75; jika toleransi bagian di bawah IT14, ambil x = 0,5.
4) Langkah-langkah pemrosesan pencocokan tunggal untuk punch and die
Metode pemrosesan pencocokan tunggal sering digunakan untuk bagian yang dikosongkan dengan bentuk yang rumit dan bahan yang tipis. Prinsip untuk menentukan dimensi nominal punch dan die adalah untuk memastikan jumlah keausan maksimum dalam kisaran ukuran yang memenuhi syarat dari bagian kerja cetakan.
Langkah-langkah untuk menentukan dimensi manufaktur dari punch dan die yang diproses dengan pencocokan tunggal adalah:
① Pertama-tama, pilih cetakan referensi.
② Tentukan apakah setiap dimensi dalam cetakan referensi akan bertambah, berkurang, atau tetap tidak berubah setelah dipakai.
③ Menurut penentuan, peningkatan ukuran dihitung dengan ukuran batas atas bagian dikurangi xΔ, dengan toleransi positif untuk punch dan die, dan ukuran toleransi yang dipilih sebagai 1/3 hingga 1/4 dari toleransi ukuran Δ; penurunan ukuran dihitung dengan ukuran batas bawah bagian ditambah xΔ, dengan toleransi negatif untuk punch dan die, dan ukuran toleransi yang dipilih sebagai 1/3 hingga 1/4 dari toleransi ukuran Δ; ukuran yang tidak berubah dihitung dengan ukuran tengah bagian, dengan toleransi positif dan negatif simetris, dan ukuran toleransi yang dipilih sebagai 1/8 dari toleransi ukuran Δ.
④ Dimensi di luar cetakan referensi dicocokkan menurut dimensi aktual cetakan referensi untuk memastikan persyaratan jarak bebas pelubangan.
3. Penyesuaian pers selama pemasangan punching die
Penyetelan mesin press yang benar merupakan aspek penting dalam memasang punching die dan prasyarat penting untuk memproduksi komponen yang dicap yang berkualitas. Aspek utama dari penyetelan press adalah penyetelan stroke press dan ketinggian tutup press. Apabila terdapat stripper bar di dalam cetakan, posisi stripper bar juga perlu disesuaikan.
(1) Penyesuaian langkah pers
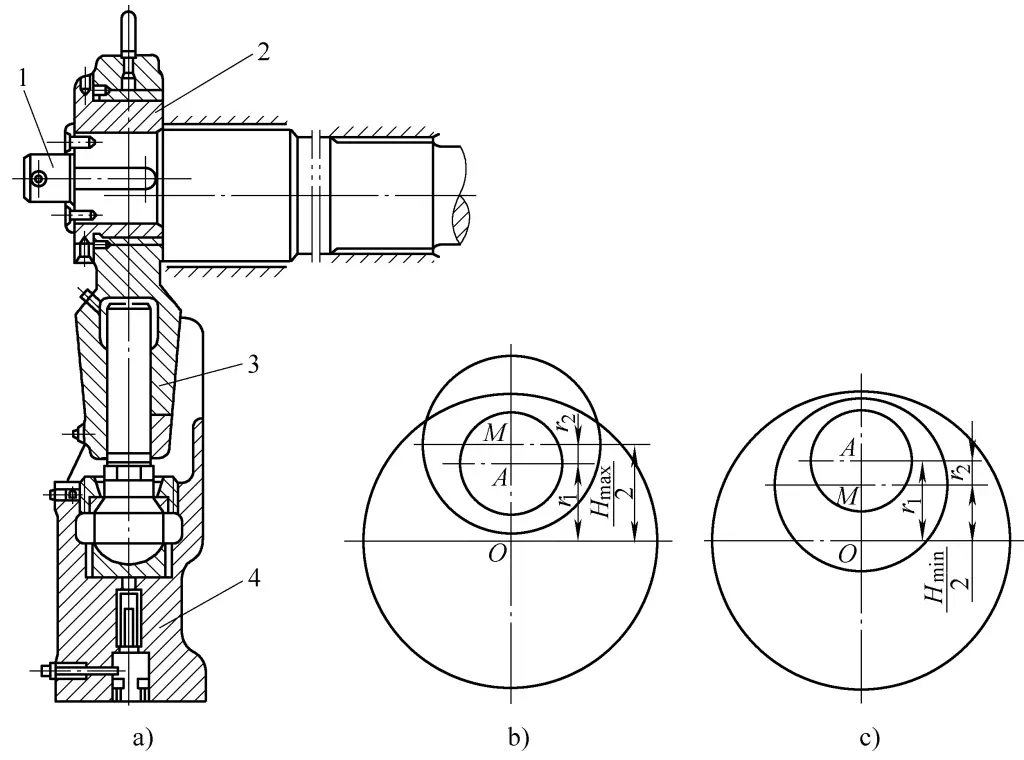
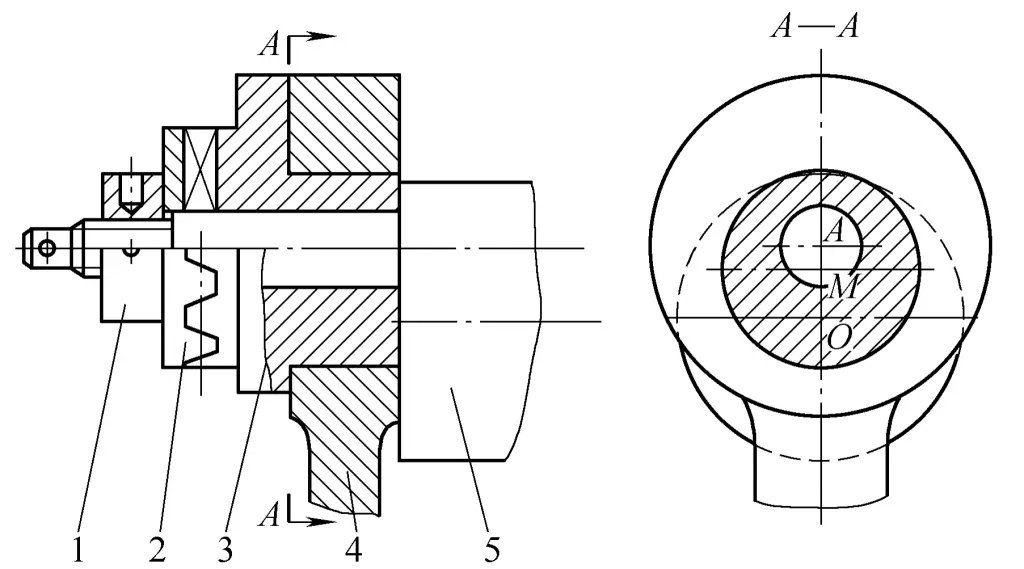
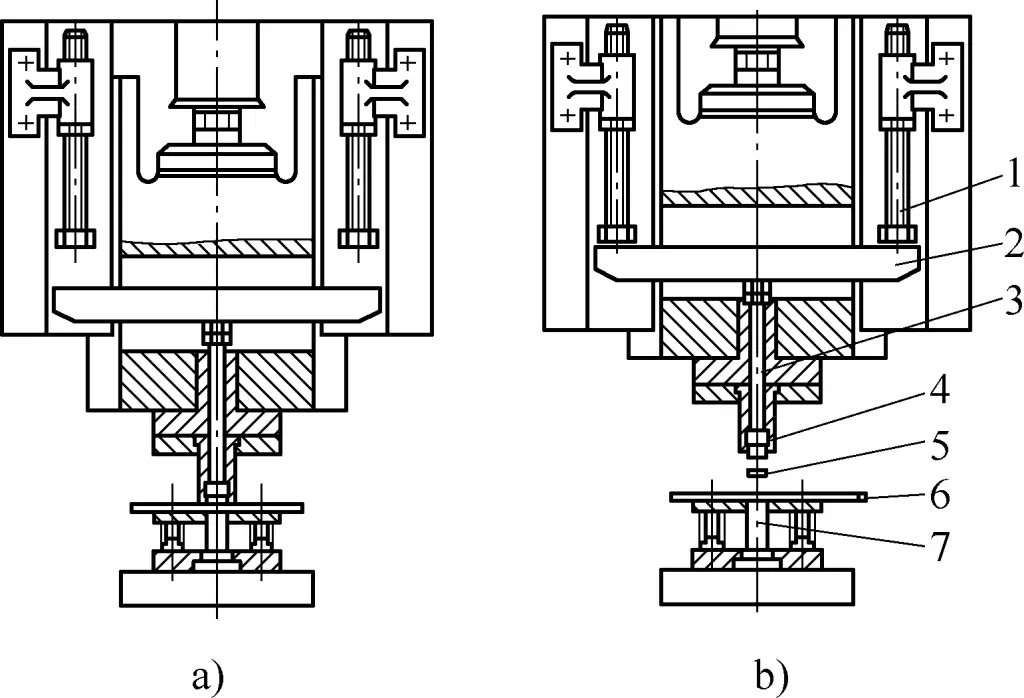
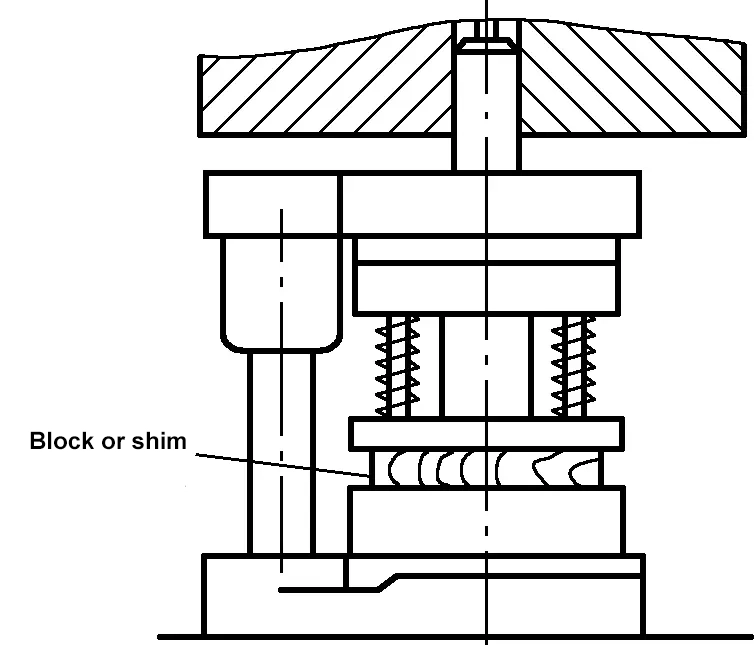
Langkah slider pada sebagian besar mesin cetak (seperti mesin cetak engkol) tidak dapat disesuaikan. Beberapa mesin cetak (seperti mesin cetak eksentrik, di mana poros utama mesin cetak adalah poros eksentrik seperti yang ditunjukkan pada Gambar 43) memiliki langkah slider yang dapat disesuaikan. Seperti ditunjukkan pada Gambar 43a, penggunaan poros eksentrik dan struktur selongsong memungkinkan langkah disesuaikan dengan memutar posisi selongsong eksentrik.
Gambar 43 Mekanisme langkah yang dapat disesuaikan dan penyesuaian langkah
a) Mekanisme stroke yang dapat disesuaikan b) Langkah operasi maksimum c) Langkah operasi minimum Poros 1-eksentrik 2-Lengan eksentrik 3-Batang penghubung 4-Slider Pusat poros O-Main A-Pusat bagian eksentrik dari poros utama yang eksentrik M-Tengah selongsong eksentrik
Apabila jarak eksentrik poros eksentrik dan selongsong eksentrik berada pada arah yang sama, maka nilai langkah pengoperasian adalah maksimum, seperti ditunjukkan pada Gambar 43b,
Hmaks=2(r1+r2)
Di mana
Hmaks-Langkah pengoperasian maksimum pers (mm);
r1Jari-jari eksentrik poros eksentrik (mm);
r2Jari-jari eksentrik selongsong eksentrik (mm).
Apabila jarak eksentrik poros eksentrik dan selongsong eksentrik berlawanan arah, maka nilai langkah pengoperasian adalah minimum, seperti ditunjukkan pada Gambar 43c,
Hmin=2(r1-r2)
Dimana Hmin-Langkah pengoperasian minimum pers (mm).
Gambar 44 menunjukkan diagram skematik mekanisme penyetelan langkah tekan eksentrik. Prinsip dan langkah-langkah penyetelan adalah sebagai berikut:
Gambar 44 Diagram skematik mekanisme penyesuaian langkah tekan eksentrik
1-Kacang Selongsong 2-pertunangan 3-Lengan eksentrik 4-Batang penghubung Poros utama 5-eksentrik
Ujung depan poros utama eksentrik 5 adalah bagian eksentrik, yang dilapisi dengan selongsong eksentrik 3. Selongsong eksentrik 3 dan selongsong pengikat 2 disatukan oleh gigi ujung dan dikunci oleh mur 1. Selongsong pengikat 2 dihubungkan ke poros utama eksentrik 5 dengan sebuah kunci. Batang penghubung 4 berlengan bebas pada selongsong eksentrik. Dengan cara ini, rotasi poros utama akan menggerakkan bagian tengah M selongsong eksentrik 3 untuk bergerak melingkar di sepanjang bagian tengah O poros utama, sehingga membuat batang penghubung 4 dan penggeser melakukan gerakan bolak-balik ke atas dan ke bawah.
Longgarkan mur 1 untuk melepaskan gigi ujung selongsong pengait 2, putar selongsong eksentrik 3, dan sesuaikan jarak dari bagian tengah M selongsong eksentrik ke bagian tengah O poros utama, dengan demikian menyesuaikan langkah penggeser dalam kisaran tertentu. Kisaran penyesuaian stroke adalah (di mana A adalah pusat bagian eksentrik poros utama eksentrik, dan M adalah pusat selongsong eksentrik).
(2) Penyesuaian ketinggian tutup pers
Untuk mengakomodasi cetakan dengan ketinggian yang berbeda, ketinggian cetakan mesin cetak harus disesuaikan. Pada umumnya, panjang batang penghubung pers dapat disesuaikan.
Salah satu ujung batang penghubung pers dihubungkan ke poros engkol, dan ujung lainnya dihubungkan ke slider. Oleh karena itu, dengan menyesuaikan panjang batang penghubung, dapat mencapai tujuan untuk menyesuaikan ketinggian cetakan. Mekanisme penggeser engkol mesin cetak JB23-63 yang ditunjukkan pada Gambar 45 menyesuaikan ketinggian cetakan dengan menyesuaikan panjang batang penghubung.
Seperti yang dapat dilihat pada Gambar 45, batang penghubung bukan merupakan bagian yang tidak terpisahkan, tetapi terdiri dari badan penghubung 1 dan sekrup penyetel 6. Terdapat bagian heksagonal di tengah sekrup penyetel 6, seperti yang ditunjukkan pada bagian A-A pada Gambar 44. Longgarkan sekrup pengunci 10 dan gunakan kunci pas untuk memutar bagian heksagonal di tengah sekrup penyetel 6 untuk menyetel panjang batang penghubung. Penekanan yang lebih besar menyetel sekrup melalui motor, roda gigi, atau mekanisme roda gigi cacing.
Apabila penggeser berada di titik mati bawah, jarak antara bidang bawah penggeser dan permukaan meja disebut ketinggian tutup pers. Apabila batang penghubung disesuaikan ke panjang minimumnya, maka tinggi rana mencapai nilai maksimumnya, disebut sebagai tinggi rana maksimum mesin cetak; apabila batang penghubung disesuaikan ke panjang maksimumnya, maka tinggi rana mencapai nilai minimumnya, disebut sebagai tinggi rana minimum mesin cetak.
Untuk memasang cetakan dengan benar pada mesin cetak dan memastikan pengoperasian normal proses stampingtinggi tertutup maksimum pers harus lebih besar dari tinggi tertutup cetakan, sehingga cetakan dapat dipasang di antara permukaan kerja pers dan permukaan bawah penggeser; tinggi tertutup minimum pers harus kurang dari tinggi tertutup cetakan sehingga cetakan atas dan bawah dapat menyelaraskan dengan baik selama pencetakan.
Setelah menyesuaikan ketinggian tertutup mesin cetak, perangkat pengunci harus dikunci untuk mencegah panjang batang penghubung berubah karena kelonggaran selama pengoperasian mesin cetak, yang memengaruhi operasi pencetakan normal. Hal ini terutama penting untuk proses stamping tertentu dalam prosedur deformasi dasar, seperti pembengkokan dan pengembosan.
(3) Penyesuaian Perangkat Knockout
Setelah operasi pencetakan selesai, benda kerja sering kali tersangkut di dalam cetakan. Untuk mendorong benda kerja keluar, mesin press biasanya memiliki perangkat pengetuk yang dipasang pada penggeser. Seperti yang ditunjukkan pada Gambar 46, perangkat knockout yang kaku terdiri dari batang knockout 4 yang melewati penggeser dan sekrup penghenti 3 yang dipasang pada bodi mesin.
Ketika penggeser turun untuk melakukan stamping, benda kerja didorong ke atas oleh batang pelontar 7 di cetakan atas melalui batang pelontar 4 di penggeser. Ketika penggeser naik dan mendekati titik mati atas, kedua ujung batang pelepas 4 diblokir oleh sekrup penghenti 3 pada badan mesin. Saat penggeser terus naik, batang pelontar 4 bergerak ke bawah relatif terhadap penggeser, mendorong batang pelontar 7 di cetakan atas untuk mengeluarkan benda kerja.
Langkah kerja maksimum batang knockout 4 adalah H-h. Jika batang knockout 4 bertabrakan dengan sekrup penghenti 3 terlalu dini, kecelakaan peralatan akan terjadi. Oleh karena itu, ketika mengganti cetakan atau menyesuaikan ketinggian pemasangan mesin cetak, posisi sekrup penghenti 3 harus disesuaikan.
Gambar 47 menunjukkan kondisi kerja awal perangkat press knockout.
Gambar 47 Kondisi Kerja Awal Perangkat Press Knockout
a) Pusat Mati Bawah Stroke b) Pusat Mati Atas Stroke Sekrup 1-Henti Batang 2-Knockout Batang 3-Ejektor 4-Perempuan Mati Bagian yang Dicap 5 Bahan 6 Lembar 7-Pukulan
4. Pemasangan dan Penyesuaian Blanking Die
Pemasangan dan penyesuaian cetakan stamping adalah bagian penting dari operasi stamping. Kualitas pemasangan dan penyesuaian secara langsung memengaruhi keamanan dan produksi bagian yang diproses. Ketepatan pemasangan dan penyesuaian secara langsung memengaruhi keamanan cetakan, peralatan, dan pekerja stamping.
(1) Metode Pemasangan Blanking Die
Prinsip pemasangan umum cetakan pada mesin cetak adalah: pertama-tama pasang cetakan atas pada penggeser mesin cetak, lalu sesuaikan cetakan bawah sesuai dengan posisi cetakan atas. Penyesuaian pers yang sesuai harus dilakukan selama proses pemasangan cetakan.
Pemasangan blanking dies dapat dibagi menjadi blanking dies non-guided dan blanking dies terpandu.
1) Pemasangan Blanking Dies Non-Pemandu
Pemasangan cetakan blanking non-guided relatif rumit. Metodenya adalah sebagai berikut:
① Persiapan untuk Pemasangan Cetakan. Sebelum memasang cetakan, mesin cetak dan cetakan harus diperiksa. Item pemeriksaan utama meliputi:
Tekanan nominal dari mesin cetak yang dipilih harus 1,2-1,3 kali lebih besar daripada gaya proses cetakan.
Posisi lubang pemasangan (slot) cetakan harus sesuai dengan posisi mesin cetak.
Ukuran lubang skrap pada meja kerja mesin press harus lebih besar daripada ukuran produk dan skrap. Jika benda kerja atau skrap jatuh langsung di atas meja kerja, harus disediakan ruang untuk pemindahan secara manual.
Ukuran meja kerja dan permukaan bawah slider pers harus sesuai dengan cetakan yang dipasang, dan harus ada jarak bebas. Umumnya, meja kerja mesin cetak harus lebih besar 50-70mm dari ukuran pelat cetakan.
Panjang dan diameter batang pelontar cetakan harus sesuai dengan mekanisme knockout pada mesin cetak.
Selain itu, operator harus terbiasa dengan bentuk, akurasi dimensi, dan persyaratan teknis bagian yang akan dilubangi, memahami dokumen proses yang relevan dari bagian yang dilubangi dan konten pemrosesan dari proses saat ini; terbiasa dengan jenis, struktur, prinsip kerja, dan karakteristik penggunaan cetakan pengosongan yang digunakan. Terakhir, cetakan dan meja kerja mesin press harus dibersihkan, dan kondisi kerja mesin press harus diperiksa.
② Periksa kondisi pemasangan cetakan. Ketinggian cetakan yang tertutup harus sesuai dengan ketinggian pemasangan pers. Sebelum memasang cetakan, ketinggian tertutupnya harus diukur. Nilai ketinggian tertutup H0 cetakan harus memenuhi persyaratan berikut:
Hmin+ 10mm≤H0≤Hmaks-5mm
Formula
H0-Ketinggian cetakan yang tertutup (mm);
Hmaks-Ketinggian maksimum pers yang tertutup (mm);
Hmin-Tinggi tertutup minimum pers (mm).
Jika ketinggian cetakan yang tertutup terlalu kecil dan tidak memenuhi persyaratan di atas, ground pad dapat ditambahkan ke meja kerja mesin cetak untuk memenuhi persyaratan di atas sebelum memasang cetakan, seperti yang ditunjukkan pada Gambar 48.
Gambar 48 Hubungan Ukuran Pemasangan Press dan Cetakan
1-Balok Pelontar Blok Penjepit Gagang 2-Cetakan 3-Pad Meja 4-Kerja
Arti penting dari dimensi lain yang ditunjukkan dalam gambar adalah:
N - Pukulan pada mistar pemukul;
M - Jarak antara palang pemukul dan permukaan bawah slider;
h - Kedalaman lubang pegangan cetakan atau tinggi pegangan cetakan;
d - Diameter lubang pegangan cetakan atau pegangan cetakan;
k×s - Dimensi permukaan dasar slider;
L - Jarak dari permukaan meja kerja ke rel pemandu slider;
l - Jumlah penyesuaian ketinggian cetakan (penyesuaian ketinggian tertutup);
a×b - Dimensi pelat belakang;
D - Diameter lubang pelat belakang;
a1×b1 - Dimensi lubang meja kerja;
A×B - Dimensi meja kerja.
Apabila beberapa set cetakan dipasang pada mesin press yang sama untuk pencetakan multi-stasiun, ketinggian penutupan setiap set cetakan harus sama.
③ Pasang cetakan. Setelah menyelesaikan pekerjaan persiapan untuk pemasangan masing-masing cetakan, lanjutkan dengan pemasangan cetakan menurut langkah-langkah berikut ini.
Tempatkan cetakan di bagian tengah mesin press seperti yang ditunjukkan pada Gambar 49. Cetakan atas dan bawah ditopang oleh blok 3.
Gambar 49 Pemasangan dan penyetelan cetakan pemotongan tanpa pemandu
1-Kardus keras 2-Die 3-Blok Penggeser mesin 4-tekan 5-Pukulan Templat 6-Atas 7-Kacang Pelat 8-tekanan 9-Besi penyangga Baut 10-T
Longgarkan mur pada penggeser mesin press 4, secara manual atau dengan batang pengungkit putar roda gila mesin press untuk menurunkan penggeser mesin press 4 hingga menyentuh templat atas 6 dan gagang cetakan masuk ke dalam lubang gagang cetakan pada penggeser mesin press 4.
Jika penggeser mesin press 4 yang disetel ke posisi terendah sesuai persyaratan di atas masih belum bisa menyentuh template atas 6, maka setel sekrup pada batang penghubung mesin press agar penggeser mesin press 4 bisa menyentuh template atas 6. Jika menyetel batang penghubung ke titik terendah masih belum bisa membuat penggeser mesin press 4 menyentuh template atas 6, maka tambahkan blok di bagian bawah template bawah untuk menaikkan template bawah hingga bersentuhan.
Setelah menyesuaikan ketinggian penggeser mesin press 4, kencangkan pegangan cetakan ke penggeser mesin press 4.
④ Sesuaikan celah cetakan. Setelah pemasangan cetakan pada mesin press selesai, sesuaikan celah antara punch dan cetakan, yaitu letakkan karton keras 1 atau lembaran tembaga dengan ketebalan yang setara dengan nilai celah satu sisi antara punch dan cetakan pada ujung tombak cetakan 2, dan gunakan metode terowongan cahaya untuk menyesuaikan celah antara punch dan cetakan agar seragam.
⑤ Pasang cetakan. Setelah menyesuaikan celah, masukkan baut-T 10 ke dalam slot meja mesin press dan kencangkan cetakan bawah ke mesin press melalui pelat penekan 8, blok 9, dan mur 7. Perhatikan bahwa baut harus dikencangkan secara simetris dan bergantian.
⑥ Uji coba cetakan. Setelah menyelesaikan semua pekerjaan di atas, mesin press dapat mulai melakukan uji coba cetakan. Selama uji coba, jika celah antara punch dan die membutuhkan penyetelan, longgarkan sedikit mur 7, dan palu perlahan-lahan templat bawah ke arah penyetelan dengan palu sesuai dengan distribusi celah punch dan die sampai celahnya sesuai.
⑦ Produksi formal. Setelah benda kerja uji coba diperiksa dan disetujui oleh personel inspeksi mandiri dan inspeksi, produksi massal dapat dimulai.
2) Metode pemasangan cetakan pemotongan terpandu
Untuk cetakan pemotongan terpandu, berkat panduan tiang pemandu dan selongsong pemandu, pemasangan dan penyetelan menjadi lebih nyaman dan lebih mudah dibandingkan dengan cetakan pemotongan tanpa pemandu. Poin utama pemasangan adalah:
Menurut persyaratan pemasangan cetakan pemotongan non-dipandu, lakukan persiapan teknis sebelum memasang cetakan, bersihkan cetakan dan meja mesin press, dan periksa mesin press.
Tempatkan cetakan dalam keadaan tertutup di atas meja mesin press.
Pisahkan cetakan atas dan bawah, dan sangga cetakan atas dengan balok kayu atau besi penyangga.
Turunkan penggeser mesin press ke titik mati bawah dan sesuaikan agar menyentuh bidang atas cetakan atas cetakan, seperti ditunjukkan pada Gambar 50.
Kencangkan cetakan atas dan bawah secara terpisah ke penggeser mesin press dan meja mesin press. Baut harus dikencangkan secara simetris dan bergantian. Saat menyesuaikan posisi penggeser mesin press, pastikan bahwa pada titik mati atas, punch tidak menonjol keluar dari pelat pemandu, atau selongsong pemandu tidak turun lebih dari 1/3 panjang tiang pemandu.
Setelah cetakan terpasang dengan kuat, lakukan uji coba, dan setelah uji coba berhasil, lanjutkan ke produksi formal.
Gambar 50 Pemasangan cetakan
(2) Poin-poin penting dari penyesuaian cetakan pemotongan
Poin-poin penting dari penyesuaian cetakan pemotongan adalah:
1) Sesuaikan kedalaman pukulan dan cetakan yang pas
Sesuaikan cetakan atas dan bawah dari cetakan pemotongan untuk memastikan kedalaman penempelan yang sesuai antara bagian yang bekerja pada cetakan atas dan bawah. Seharusnya tidak terlalu dalam atau terlalu dangkal, yang bertujuan untuk menghasilkan bagian yang sesuai. Umumnya, cetakan pemotongan memastikan pukulan memasuki cetakan hingga kedalaman 0,5-1mm, dan untuk cetakan paduan keras, tidak boleh melebihi 0,5mm. Kedalaman yang pas dari punch dan die dicapai dengan menyesuaikan panjang batang penghubung mesin press.
2) Sesuaikan celah antara punch dan die
Cetakan pemotongan harus memastikan celah yang seragam di sekeliling punch dan cetakan. Celah yang tidak sesuai atau tidak rata akan secara langsung memengaruhi kualitas komponen yang dicap.
Untuk cetakan pemotongan komponen yang dipandu, pemasangan dan penyetelan relatif mudah, selama akurasi gerakan komponen pemandu dipastikan karena kesesuaian antara komponen pemandu (seperti tiang pemandu dan selongsong pemandu) relatif tepat, sehingga memastikan kesesuaian yang seragam antara cetakan atas dan bawah.
Untuk cetakan pemotongan yang tidak dipandu, foil tembaga murni atau karton keras dapat dilapisi di sekitar ujung tombak cetakan untuk penyesuaian (foil tembaga murni atau ketebalan karton keras setara dengan celah satu sisi antara punch dan cetakan). Apabila ketebalan kosong bagian yang dicap melebihi 1,5 mm, karena celah cetakan yang lebih besar, metode pelapisan yang disebutkan di atas dapat digunakan untuk penyesuaian.
Untuk cetakan blanking benda kerja yang lebih tipis, cetakan dapat disesuaikan oleh pekerja stamping dengan mengamati ukuran celah di sekitar pukulan kawin dan cetakan. Jika ternyata celah antara punch dan die relatif besar ke arah tertentu, maka die bagian atas harus diperbaiki terlebih dahulu, dan die bagian bawah harus dilonggarkan. Kemudian, dengan menggunakan palu, ketuk perlahan sisi cetakan bawah ke arah di mana celah harus dikurangi. Setelah penyesuaian yang tepat, ulangi pengamatan celah di sekitar mating punch dan die sampai seragam.
Untuk blanking die dengan tepi tajam yang lurus, metode transmisi cahaya dan pengujian pengukur peraba dapat digunakan untuk menyesuaikan celah. Apabila punch dan die berada di tengah dan celahnya seragam, gunakan sekrup untuk mengencangkan die ke mesin cetak untuk uji coba pelubangan.
Setelah pelubangan uji coba, periksa bagian yang dilubangi uji coba untuk memeriksa apakah ada gerinda yang signifikan dan permukaan yang terpotong kasar. Jika tidak sesuai, kendurkan cetakan bagian bawah dan lanjutkan penyetelan sesuai dengan metode sebelumnya sampai celahnya sesuai.
Untuk memfasilitasi penyesuaian celah untuk cetakan blanking non-guided dalam produksi di masa mendatang, metode pengepresan lembaran tembaga murni atau lembaran kertas keras dengan ketebalan yang sama dengan celah satu sisi dari punch dan cetakan ke dalam rongga cetakan bersama dengan punch dapat digunakan untuk mengurangi beban kerja dalam menyesuaikan cetakan blanking.
3) Sesuaikan perangkat pemosisian
Komponen pemosisian blanking die terutama mencakup pin pemosisian, blok pemosisian, dan pelat pemosisian. Saat menyesuaikan blanking die, periksa apakah komponen pemosisian memenuhi persyaratan pemosisian dan apakah pemosisian dapat diandalkan. Jika posisi komponen pemosisian tidak sesuai, komponen tersebut harus dipangkas selama penyetelan, dan jika perlu, diganti.
4) Sesuaikan sistem pengupasan
Penyesuaian sistem pengupasan terutama melibatkan pemeriksaan apakah pelat pengupas atau ejektor berfungsi dengan lancar, apakah pegas pengupasan dan elastisitas karet memadai, apakah langkah pengupasan memadai, apakah lubang bekas tidak terhalang, dan apakah batang pelubang dan batang pendorong dapat dengan lancar mengeluarkan komponen dan limbah. Jika ada kesalahan yang ditemukan, penyesuaian harus dilakukan, dan jika perlu, penggantian harus dilakukan.
5. Tindakan pencegahan untuk operasi pengosongan
Peralatan yang digunakan untuk blanking, terutama mencakup berbagai mesin cetak engkol. Selama pengoperasian, pertama-tama, Anda harus memahami performa dan karakteristik peralatan yang digunakan, serta menguasai metode pengoperasiannya. Kedua, penting juga untuk memahami kinerja dan karakteristik cetakan yang digunakan untuk blanking dan dapat memasang dan menyesuaikannya. Selain itu, ketika melakukan operasi blanking, perhatian harus diberikan untuk mengikuti prosedur operasi, dengan persyaratan utama adalah poin-poin berikut ini.
(1) Persyaratan sebelum bekerja
Siapkan alat pelindung diri dan peralatan yang akan digunakan.
Periksa catatan serah terima shift, dan perhatikan masalah yang belum terselesaikan dari shift sebelumnya.
Periksa apakah bagian yang mudah kendor pada peralatan sudah dikencangkan.
Periksa apakah tekanan dalam sistem minyak dan gas sudah sesuai dan apakah ada kebocoran pada pipa.
Lumasi peralatan sesuai kebutuhan.
Tinjau file proses dan lembar tugas produksi, termasuk: periksa cetakan yang digunakan dan status pemasangannya, verifikasi spesifikasi dan kualitas material, jumlah potongan blanking, dan item relevan lainnya yang ditentukan dalam file proses.
(2) Persyaratan selama bekerja
1) Sambungkan daya, dan setelah roda gila berputar secara normal, buat pers berjalan kosong beberapa kali untuk memeriksa apakah kopling, rem, dan sistem kontrol sensitif dan dapat diandalkan; periksa apakah perangkat keselamatan efektif; pada saat yang sama, amati apakah cetakan bekerja secara normal.
2) Uji beberapa benda kerja, lakukan inspeksi mandiri dan minta inspektur untuk memeriksanya. Lanjutkan produksi normal hanya jika memenuhi syarat.
3) Selama bekerja, jika terjadi masalah kualitas atau pengoperasian mesin cetak yang tidak normal, kegagalan fungsi kontrol, atau respons kopling dan rem yang tidak sensitif, segera hentikan mesin. Dilarang keras menjalankan peralatan yang mengalami kerusakan.
(3) Persyaratan setelah menyelesaikan pekerjaan
Lepaskan kopling dan matikan daya.
Bersihkan tempat kerja, seka mesin cetak dan cetakan, dan oleskan minyak pelindung sesuai kebutuhan.
Catat dengan cermat detail serah terima shift.
6. Cacat umum pada bagian blanking dan solusi
Cacat umum pada blanking piece termasuk gerinda besar dan permukaan yang melengkung. Cacat ini dapat disebabkan oleh masalah dengan bahan blanking, penyesuaian atau masalah dengan cetakan blanking, atau kelalaian pengoperasian. Solusi harus dirancang berdasarkan analisis yang cermat terhadap penyebab cacat. Lihat Tabel 7 untuk mengetahui cacat umum dan solusi blanking pieces.
Tabel 7 Cacat umum dan solusi potongan blanking
Status kualitas
Karena
Solusi
Bagian yang dicukur bagus dengan hanya terdapat gerinda kecil dan kemiringan tertentu pada permukaan potongan.
Celah yang wajar dan seragam, tepi tajam dari punch dan die, dan retakan geser yang tumpang tindih.
Ini adalah situasi yang normal.
Permukaan yang dipotong memiliki retakan, pita terang ganda, dan gerinda, ukuran pelubangan dikurangi, dan ukuran blanking ditingkatkan.
Celahnya terlalu kecil, dan celah pada tepi pemotongan punch dan die tidak tumpang-tindih.
Tajamkan ujung tombak punch dan die.
Kemiringan permukaan potongan besar, membentuk gerinda yang robek, fillet yang diperbesar, ukuran pelubangan yang bertambah, dan ukuran blanking yang berkurang.
Celahnya terlalu besar dan celahnya tidak tumpang-tindih.
Pasang kembali ujung potong punch dan die.
Distribusi duri pada permukaan potongan tidak rata, dan fillet tidak konsisten.
1) Sumbu punch dan die tidak sejajar atau tidak koaksial. 2) Celah pada perangkat pemandu terlalu besar. 3) Alat pemandu atau pukulan miring.
1) Sesuaikan posisi relatif pukulan dan cetakan atau pertajam ujung tombak. 2) Pasang kembali perangkat pemandu (seperti semak pemandu). 3) Pasang kembali alat pemandu atau pelubang kertas.
Gerinda besar pada tepi potongan yang dilubangi dan peningkatan fillet pada potongan yang dikosongkan.
Ujung tombak cetakan tumpul atau tidak cukup keras.
Mempertajam atau mengganti cetakan.
Gerinda besar pada bagian yang dikosongkan dan fillet besar pada bagian yang dilubangi.
Ujung tombak pukulan tumpul atau tidak cukup keras.
Mempertajam atau mengganti pukulan.
Baik potongan yang dikosongkan maupun yang dilubangi, keduanya memiliki gerinda yang besar dan fillet yang besar.
Baik pukulan maupun bidikannya tumpul.
Pertajam atau ganti punch dan die.
Bidang benda kerja berbentuk cekung.
1) Ujung tombak cetakan memiliki lancip terbalik. 2) Area kontak antara batang ejektor dan benda kerja terlalu kecil. 3) Pelat pengupas sudah terpasang. 4) Mengosongkan melalui lubang cetakan
1) Mengasah tepi cetakan 2) Mengganti pin ejektor 3) Beralih ke pelat pengupas elastis 4) Memperbaiki mekanisme ejeksi
Offset lubang bagian dalam benda kerja
1) Ketidaksejajaran cincin pemosisian dan cetakan 2) Ketidaksejajaran penghenti material dan perangkat pengumpanan
1) Pasang kembali cincin pemosisian 2) Pasang kembali atau ganti komponen yang relevan
IV. Pemotongan Gas
Pemotongan gas menggunakan energi panas dari nyala api oxy-acetylene atau nyala api gas yang dicairkan dengan oksigen untuk memanaskan terlebih dahulu area pemotongan benda kerja ke suhu tertentu dan kemudian menyemprotkan aliran gas pemotongan berkecepatan tinggi untuk membuat logam terbakar dan melepaskan panas, sehingga mencapai pemotongan.
Pemotongan gas memiliki keunggulan kenyamanan dan kemampuan beradaptasi yang kuat. Mesin ini dapat merealisasikan pemotongan semua ketebalan dan jenis baja karbon, termasuk pelat baja dan baja struktural. Selain itu, pemotongan gas menawarkan biaya produksi yang rendah.
Pemotongan gas diklasifikasikan berdasarkan api yang berbeda yang dihasilkan oleh gas pemotongan, seperti pemotongan api oksi-asetilena dan pemotongan gas minyak bumi yang dicairkan dengan oksigen. Berdasarkan metode operasi, ini dibagi menjadi pemotongan gas manual, pemotongan gas semi-otomatis, dan pemotongan gas otomatis CNC. Pemotongan gas manual oksi-asetilena adalah metode yang paling banyak digunakan di pengolahan lembaran logam.
1. Peralatan dan Perlengkapan Pemotongan Gas
Peralatan dan perkakas yang digunakan untuk pemotongan gas sedikit berbeda tergantung pada jenis gas yang mudah terbakar yang digunakan. Peralatan pemotongan api oksi-asetilen terdiri dari tabung oksigen dan regulator oksigen, tabung asetilen dan regulator asetilen, penahan loncatan api, dan senter, seperti yang ditunjukkan pada Gambar 51.
Tabung oksigen adalah wadah silinder untuk menyimpan oksigen bertekanan tinggi dan dicat biru muda untuk identifikasi. Tekanan maksimumnya adalah 16,7 MPa, dengan volume sekitar 40L dan kapasitas gas sekitar 6m3. Tabung oksigen adalah bejana bertekanan tinggi dengan risiko ledakan, sehingga memerlukan tindakan pencegahan selama penggunaan. Tabung ini harus ditangani dengan hati-hati untuk menghindari getaran dan benturan yang parah, dan dijauhkan lebih dari 5 meter dari api terbuka atau sumber panas selama pengoperasian.
Di musim panas, tabung oksigen harus dilindungi dari paparan sinar matahari, dan di musim dingin, katup yang membeku tidak boleh dicairkan dengan api, tetapi dengan air panas. Oksigen dalam tabung tidak boleh habis sama sekali; tekanan sisa harus dipertahankan antara 98-196 kPa untuk mencegah masuknya gas lain dan potensi ledakan.
Tabung asetilena adalah wadah khusus untuk menyimpan dan mengangkut asetilena. Tabung ini menyerupai tabung oksigen tetapi sedikit lebih pendek (1,12m) dan memiliki diameter yang lebih besar (250mm). Permukaannya dicat putih, dengan "asetilena" yang ditandai dengan warna merah. Untuk memastikan penyimpanan asetilena yang stabil dan aman, silinder diisi dengan bahan berpori yang direndam dalam aseton.
Silinder asetilena harus dijaga agar tetap tegak selama penanganan, pemuatan, pembongkaran, dan penggunaan, dan tidak boleh diletakkan di atas tanah. Penggunaan asetilena memerlukan pengatur tekanan; penggunaan langsung dilarang.
(2) Regulator.
Regulator adalah perangkat yang mengurangi gas bertekanan tinggi menjadi gas bertekanan rendah. Fungsinya untuk mengurangi tekanan gas bertekanan tinggi dari silinder ke tekanan kerja yang diinginkan dan menjaga kestabilan tekanan.
Gambar 52 menunjukkan prinsip struktural regulator satu tahap. Memutar sekrup penyetel 1 searah jarum jam membuka katup kontrol tekanan 8, memungkinkan gas bertekanan tinggi dari silinder mengalir dari ruang bertekanan tinggi 7 melalui katup kontrol tekanan 8 ke dalam ruang bertekanan rendah 12. Gas mengembang, mengurangi tekanan hingga mencapai tekanan kerja, dan kemudian keluar melalui saluran keluar 11.
Gambar 52 Regulator
Sekrup Penyesuaian 1 Pegas 2-Bekerja Diafragma 3-Elastis Batang Transmisi 4-Transmisi Pengukur 5-Tekanan Tinggi 6-Pegas Bantu Ruang 7-Tekanan Tinggi Katup Kontrol 8-Tekanan Katup Pengaman 9 Pengukur 10-Tekanan Rendah 11-Outlet Ruang Bertekanan Rendah 12
Tekanan kerja disesuaikan dengan mengubah posisi sekrup penyetelan 1. Pegas kerja 2 dan pegas bantu 6 memastikan bahwa katup kontrol tekanan 8 dapat secara otomatis membuka dan menjaga keseimbangan saat tekanan silinder secara bertahap menurun, menjaga tekanan kerja tetap stabil.
Regulator untuk oksigen dan gas asetilena terlarut haruslah regulator khusus yang sesuai dengan karakteristik masing-masing gas.
(3) Senter dan Selang.
Fungsi obor adalah mencampur oksigen dan asetilena dalam proporsi yang benar untuk membentuk api pemanasan awal, dan menyemprotkan oksigen bertekanan tinggi ke benda kerja yang sedang dipotong, menyebabkan logam dalam semburan oksigen terbakar, tertiup angin, dan membentuk potongan.
Cutting torch dibagi menjadi dua tipe, tipe jet dan tipe tekanan yang sama, sesuai dengan metode pencampuran oksigen dan asetilena yang berbeda, seperti yang ditunjukkan pada Gambar 53. Di antara semuanya, cutting torch tipe jet adalah yang paling umum digunakan dan cocok untuk gas asetilena bertekanan rendah atau bertekanan sedang. Tabel 8 mencantumkan model dan parameter umum dari obor pemotongan tipe jet.
Gambar 53 Prinsip konstruksi obor pemotongan
a) Prinsip dan bentuk tipe jet b) Bentuk tipe tekanan yang sama Nosel 1-pemotongan 2, 9-Tabung pencampur Tabung 3-Jet 4-Nozzle 5, 10-Katup oksigen 6-Saluran oksigen Saluran 7-asetilen Katup 8-asetilen
Tabel 8 Model dan parameter umum senter pemotongan tipe jet
Model
Nosel pemotongan
Ketebalan pelat baja karbon rendah / mm
Diameter lubang oksigen dari nosel pemotongan/mm
Tekanan gas/MPa
Konsumsi gas/(L/menit)
Nomor
Jenis
Oksigen
Gas asetilena
Oksigen
Gas asetilena
G01-30
1
Bentuk cincin
3~10
0.7
0.2
0.001~0.1
13.3
3.5
2
10~20
0.9
0.25
23.3
6.0
3
20~30
1.1
0.3
36.7
5.2
G01-100
1
Bentuk bunga plum
10~25
1.0
0.3
36.7~45
5.8~6.7
2
25~50
1.3
0.4
58.2~71.7
7.7~8.3
Catatan: Pada nomor model, G menunjukkan senter pemotongan, 0 menunjukkan manual, 1 menunjukkan tipe jet, dan angka-angka berikut ini menunjukkan ketebalan maksimum (mm) baja karbon rendah untuk pemotongan gas.
Gambar 53a menunjukkan obor pemotongan tipe jet. Senter pemotongan tipe jet menggunakan tabung jet tetap, dan dengan mengganti nosel pemotongan dengan diameter lubang oksigen yang berbeda, dapat memenuhi kebutuhan pemotongan benda kerja dengan ketebalan yang berbeda. Ini banyak digunakan dalam produksi.
Saat bekerja, oksigen pemanasan awal memasuki ruang pencampuran dengan kecepatan tinggi, menarik gas asetilena di sekelilingnya dan membentuk campuran dengan rasio tertentu, yang disemprotkan dari nosel pemotongan. Setelah penyalaan, ini membentuk nyala api pemanasan awal. Oksigen pemotongan kemudian keluar dari lubang tengah nosel pemotongan melalui tabung oksigen, membentuk aliran oksigen pemotongan berkecepatan tinggi.
Gambar 53b menunjukkan obor pemotongan tipe tekanan sama. Asetilen, oksigen pemanasan awal, dan oksigen pemotongan dari cutting torch tipe tekanan sama masing-masing dimasukkan ke dalam nosel pemotongan melalui saluran pipa yang terpisah. Oksigen pemanasan awal dan asetilena mulai bercampur dalam nosel pemotongan, dan setelah disemprotkan dan dinyalakan, keduanya menghasilkan nyala api pemanasan awal. Sangat cocok untuk gas asetilena bertekanan sedang dan dicirikan oleh nyala api yang stabil dan tidak mudah tersulut.
Selang karet yang digunakan untuk mengangkut oksigen, gas asetilena, atau gas minyak cair ke obor pemotong terbuat dari karet berkualitas tinggi dengan kain tenun atau serat kapas. Tekanan kerja yang diijinkan untuk selang oksigen adalah 1,5MPa, dan diameter selang 8mm; tekanan kerja yang diijinkan untuk selang asetilena adalah 0,5MPa, dan diameter selang 10mm. Untuk memudahkan identifikasi, selang oksigen berwarna merah, dan selang asetilena berwarna hijau.
2. Teknik operasi pemotongan gas
Pemotongan gas secara umum dapat dilakukan menurut langkah dan metode berikut ini:
(1) Persiapan sebelum pemotongan gas.
Bersihkan noda minyak dan karat pada permukaan benda kerja, dan tinggikan benda kerja hingga ketinggian tertentu, sisakan celah tertentu di bawah benda kerja untuk memudahkan pengeluaran terak oksida.
Kemudian, periksa bentuk garis aliran oksigen pemotongan. Selama pemeriksaan, nyalakan senter pemotongan dan sesuaikan rasio campuran oksigen-asetilena untuk membuat nyala api pemanasan awal menjadi nyala api netral. Cara paling sederhana dan praktis untuk menilai sifat nyala api oksi-asetilen adalah dengan mengamati bentuknya.
Panjang nyala api netral sedang, dengan tiga bagian yang berbeda: inti nyala api, nyala api bagian dalam, dan nyala api bagian luar (lihat Gambar 54a); nyala api pereduksi lebih panjang dan lebih terang, dan nyala api bagian dalam lebih menonjol (lihat Gambar 54b); nyala api pengoksidasi lebih pendek, tanpa batas yang jelas antara nyala api bagian dalam dan bagian luar, serta kecerahannya lebih gelap (lihat Gambar 54c).
Gambar 54 Mengamati dan menyesuaikan nyala api pemanasan awal
1- Inti api 2-Api bagian dalam 3-Api luar
Setelah menyesuaikan nyala api pemanasan awal ke nyala api netral, lepaskan oksigen pemotongan secara berulang-ulang dan sesuaikan katup penyetelan campuran untuk memastikan nyala api oksiasetilen tetap netral selama proses pemotongan. Amati bentuk aliran udara pemotongan (umumnya dikenal sebagai saluran udara) dari sisi yang berbeda, yang mengharuskannya seragam dan berbentuk silinder yang jelas. Jika tidak, matikan asetilena dan oksigen, lalu gunakan jarum pembersih untuk membersihkan nosel pemotongan sampai diperoleh aliran udara pemotongan standar.
(2) Pemotongan gas.
Jika mulai memotong dari tepi pelat baja, panaskan terlebih dahulu tepi pelat. Saat titik pemanasan awal berubah menjadi sedikit merah, pindahkan pusat api pemanasan awal ke luar tepi, buka katup oksigen pemotongan secara perlahan, dan amati terak cair yang teroksidasi terbang keluar bersama aliran oksigen pada potongan. Saat pemotongan selesai, gerakkan obor pemotongan secara perlahan untuk melanjutkan pemotongan, seperti yang ditunjukkan pada Gambar 55.
Gambar 55 Metode memulai pemotongan dari tepi pelat baja
a), b) Pemanasan awal c) Bergerak mundur dan melepaskan oksigen d) Memulai pemotongan
The kecepatan potong harus ditentukan sesuai dengan ketebalan pelat baja dan persyaratan kualitas permukaan pemotongan.
Dalam pekerjaan aktual, ada dua metode untuk menentukan apakah kecepatan pemotongan sudah sesuai: Amati lurik permukaan pemotongan. Jika luriknya seragam dan tarikan ke belakang minimal, ini mengindikasikan bahwa kecepatan pemotongan sesuai; Selama proses pemotongan, amati pemotongan dari bagian atas sepanjang arah aliran udara pemotongan. Jika kecepatan potong sesuai, aliran udara di lokasi pemotongan harus lancar tanpa pembengkokan yang kentara.
Untuk memanfaatkan sepenuhnya nyala api pemanasan awal dan meningkatkan efisiensi selama pemotongan, nosel pemotongan dapat dimiringkan ke belakang sebesar 0°~30° ke arah yang berlawanan dengan kemajuan pemotongan sesuai dengan ketebalan pelat baja yang sedang dipotong; semakin tipis pelat baja, semakin besar sudutnya, seperti yang ditunjukkan pada Gambar 56.
Gambar 56 Nosel pemotongan dimiringkan ke belakang
Jika lubang perlu dibuat pada posisi tertentu di tengah pelat baja, perhatian harus diberikan untuk mengontrol jarak dan sudut nosel pemotongan dari pelat baja saat membuka oksigen pemotongan untuk menghindari terak yang terpercik menghalangi nosel pemotongan, seperti yang ditunjukkan pada Gambar 57.
Gambar 57 Metode operasi untuk mengebor lubang di tengah pelat baja
a) Pemanasan awal b) Mengangkat nosel pemotongan c) Mulai memotong oksigen, gerakkan obor ke belakang d) Miringkan senter
Sikap memegang obor selama pemotongan gas adalah: Pegang gagang obor dengan tangan kanan, sangga katup penyetelan oksigen pemotongan dengan ibu jari, telunjuk, dan jari tengah tangan kiri. Baik saat berdiri maupun jongkok, pertahankan pusat gravitasi yang stabil, rilekskan otot lengan, bernapaslah secara alami, peganglah obor dengan mantap, dan gerakkan kedua lengan secara perlahan sesuai dengan persyaratan kecepatan pemotongan atau ikuti gerakan tubuh. Bagian utama obor harus sejajar dengan permukaan atas benda yang sedang dipotong.
Selama proses pemotongan, bumerang sering terjadi karena pasokan gas oksigen atau asetilena tidak mencukupi, terak yang menghalangi nosel pemotongan, atau kepala nosel yang terlalu panas. Dalam hal ini, sumber gas harus segera ditutup. Urutan yang benar adalah: Pertama, tutup katup gas asetilena untuk memutus sumber gas yang mudah terbakar, kemudian tutup katup gas campuran. Setelah mengidentifikasi dan mengatasi penyebabnya, nyalakan kembali dan lanjutkan bekerja.
(3) Akhir pemotongan gas.
Setelah memotong hingga titik akhir, tutup katup oksigen pemotongan dan angkat obor secara bersamaan. Jika tidak diperlukan untuk penggunaan lebih lanjut, pertama-tama tutup katup gas asetilena dan terakhir tutup katup penyetelan gas campuran. Longgarkan sekrup pengatur tekanan, lalu tutup katup gas asetilena dan tabung oksigen. Setelah pekerjaan selesai, lepaskan obor dan pengatur tekanan dan simpanlah dengan benar, gulung selang karet asetilena dan oksigen, lalu bersihkan tempat kerja.
3. Pemotongan gas pada baja karbon rendah
Pemotongan gas api oksi-asetilena terutama digunakan untuk memotong baja karbon rendah dan baja paduan rendah. Ini banyak digunakan untuk memotong pelat dan profil baja untuk persiapan material dan kemiringan lasan sebelum mengelas dan memotong berbagai pelat berbentuk kompleks.
(1) Pemotongan pelat baja dengan gas
Pemotongan gas api oksi-asetilena dapat memotong pelat baja karbon rendah dengan ketebalan yang berbeda, dan metode pengoperasiannya pun berbeda.
1) Pemotongan gas pelat baja setebal 4 ~ 25mm.
Untuk pemotongan gas pelat baja setebal 4 ~ 25mm, obor pemotongan tipe G01-100 dapat dipilih. Selama persiapan bahan, pastikan bahwa panjang aliran udara pemotongan (garis angin) melebihi 1/3 dari ketebalan pelat yang dipotong. Jarak antara nosel pemotongan dan potongan pemotongan kira-kira sama dengan panjang inti api ditambah 2 ~ 4mm. Untuk meningkatkan efisiensi pemotongan, nosel pemotongan dapat dimiringkan ke belakang dengan sudut 20°~30° selama pemotongan gas.
2) Pemotongan gas pada pelat baja tipis.
Untuk pemotongan gas pelat baja tipis, obor pemotongan tipe G01-30 dan nosel pemotongan No. 2 sering dipilih. Untuk mencapai hasil yang lebih baik, energi nyala api pemanasan awal harus kecil, nosel pemotongan harus dimiringkan ke arah yang berlawanan dengan kemajuan dan membentuk sudut 25 ° ~ 45 ° dengan pelat baja, jarak antara nosel pemotongan dan permukaan potongan potongan harus 10 ~ 15mm, dan kecepatan pemotongan harus secepat mungkin.
3) Pemotongan gas pada pelat baja tebal.
Saat memotong pelat baja tebal dengan gas, pertama-tama mulailah pemanasan awal di sudut tepi potongan (lihat Gambar 58a). Setelah dipanaskan hingga mencapai suhu pemotongan, secara bertahap tingkatkan oksigen pemotongan dan miringkan nosel pemotongan ke arah benda potong (lihat Gambar 58b). Setelah tepi potongan potong sepenuhnya ditembus, tingkatkan aliran oksigen pemotongan dan buat nosel pemotongan tegak lurus dengan permukaan potongan potong. Secara bersamaan, gerakkan nosel pemotongan di sepanjang garis pemotongan. Kecepatan potong harus lambat, dan nosel pemotong harus melakukan ayunan berbentuk bulan sabit melintang (lihat Gambar 58c).
Gambar 58 Proses pemotongan gas untuk benda kerja yang tebal
4) Memotong lubang pada pelat baja.
Saat memotong komponen jenis cincin flensa pemotongan gas, karena tidak mungkin untuk mulai memotong dari tepi pelat, operasi pemotongan harus dimulai dari tengah pelat baja. Setelah membuat lubang pada pelat baja, ikuti garis pemotongan untuk memotong.
Metode untuk melubangi pelat baja ditunjukkan pada Gambar 59. Pertama, panaskan terlebih dahulu area di mana lubang diperlukan pada pelat baja, pegang nosel pemotong tegak lurus dengan pelat baja (lihat Gambar 59a), dan setelah dipanaskan hingga mencapai suhu pemotongan, angkat nosel pemotong kira-kira 15mm dari pelat baja (lihat Gambar 59b), lalu buka katup oksigen pemotongan secara perlahan dan miringkan nosel pemotong sedikit (lihat Gambar 59c).
Gambar 59 Melubangi pelat baja
a) Pemanasan awal b) Angkat nosel pemotongan c) Buka katup oksigen pemotongan secara perlahan
Selama seluruh proses pelubangan, berhati-hatilah untuk tidak menghadap ke permukaan pelat baja agar tidak melepuh oleh terak yang terciprat.
5) Pemotongan gas pada pelat baja berlapis-lapis.
Ketika memotong beberapa pelat baja berlapis dengan bentuk yang sama dengan gas, pelat baja sering kali ditumpuk untuk menyelesaikan pemotongan beberapa pelat sekaligus. Untuk pemotongan pelat baja berlapis-lapis, pelat harus ditekan dengan kuat, sehingga diperlukan alat penekan (lihat Gambar 60a), dan karat serta kotoran pada permukaan pelat baja harus dibersihkan.
Gambar 60 Pemotongan gas pada pelat baja berlapis-lapis
Lapisan atas pelat baja harus digerakkan sedikit ke arah luar (lihat Gambar 60b) untuk memudahkan dimulainya pemotongan gas. Parameter pemotongan harus ditentukan sesuai dengan ketebalan total pelat baja berlapis-lapis. Untuk menghindari melelehnya lapisan atas pelat baja secara berlebihan, pelat baja datar dapat digunakan sebagai pelat penutup untuk pemotongan.
(2) Pemotongan gas pada pipa baja
Selama pemotongan gas pada pipa baja, api pemanasan awal harus tegak lurus dengan permukaan pipa baja. Setelah terpotong seluruhnya, miringkan nosel pemotong secara bertahap hingga mendekati arah singgung material pipa, lalu lanjutkan pemotongan.
Gambar 61a menunjukkan pemotongan gas pipa baja tetap, mulai pemanasan awal dari bagian bawah material pipa (dilihat dari bawah) ke arah yang ditunjukkan oleh angka 1 pada gambar. Saat memotong ke bagian atas bahan pipa, tutup oksigen pemotongan, pindahkan senter ke bagian bawah bahan pipa lagi, dan lanjutkan pemotongan ke arah yang ditunjukkan oleh 2 pada gambar.
Gambar 61 Pemotongan gas pada pipa baja
Gambar 61b menunjukkan pemotongan gas bahan pipa yang berputar. Mulailah pemanasan awal dari sisi pipa baja dan potong sepanjang arah pemotongan yang ditunjukkan pada gambar. Setelah memotong satu bagian, hentikan sementara, putar sedikit bahan pipa, lalu lanjutkan pemotongan. Bahan pipa berdiameter lebih kecil dapat dipotong dalam 2-3 kali percobaan, sedangkan bahan pipa berdiameter lebih besar mungkin memerlukan beberapa kali percobaan, tetapi lebih sedikit lebih baik.
(3) Pemotongan baja bulat dengan gas
Untuk memotong baja bulat dengan gas, mulailah pemanasan awal dari satu sisi baja bulat. Api pemanasan awal harus tegak lurus dengan permukaan baja bulat. Pada awal pemotongan gas, secara bersamaan buka katup oksigen pemotongan dan putar nosel pemotongan agar tegak lurus dengan tanah. Setelah baja bundar terpotong, gerakkan nosel pemotongan ke depan dan lakukan sedikit ayunan horizontal.
Yang terbaik adalah menyelesaikan pemotongan baja bulat sekaligus. Jika diameter baja bundar besar dan tidak dapat dipotong dalam satu kali percobaan, metode pemotongan segmentasi dapat digunakan seperti yang ditunjukkan pada Gambar 62. Angka-angka pada gambar menunjukkan urutan pemotongan selama pemotongan segmentasi baja bulat.
Gambar 62 Pemotongan gas gaya segmentasi pada baja bulat
(4) Pemotongan gas pada balok-I
Ketika memotong balok-I dengan gas, prinsipnya adalah memotong dari bawah ke atas, seperti yang ditunjukkan pada Gambar 63. Dengan cara ini, material yang tersisa tidak akan jatuh dan merusak potongan atau menyebabkan kecelakaan lainnya. Selama pemotongan dengan gas, nosel pemotongan harus tegak lurus dengan garis pemotongan.
Gambar 63 Urutan pemotongan gas untuk balok-I
1-Selesaikan satu sisi flensa bawah dan jaring dalam satu potongan 2-Potong sisi lain dari flensa bawah dengan gas 3-Terakhir, gas memotong flensa atas
(5) Pemotongan baja saluran dengan gas
Ketika memotong baja saluran gas sepanjang garis lurus, nosel pemotong harus tegak lurus dengan permukaan pemotongan (lihat Gambar 64a). Untuk pemotongan miring, nosel harus tegak lurus dengan web, dan untuk dua flensa lainnya, nosel harus mengikuti arah garis miring pada web untuk pemotongan gas (lihat Gambar 64b).
Gambar 64 Pemotongan baja saluran dengan gas
(6) Pemotongan gas pada alur pengelasan
Dibandingkan dengan pemotongan gas pada umumnya, pemotongan gas pada alur las harus sedikit lebih cepat, dengan daya nyala api pemanasan awal yang lebih tinggi dan tekanan oksigen pemotongan yang sedikit lebih tinggi. Gambar 65a menunjukkan bentuk yang digunakan untuk alur pemotongan gas pada pelat baja dan pipa, sedangkan metode pada Gambar 65b terutama digunakan untuk memotong alur pada pipa.
Saat menggunakan metode yang ditunjukkan pada Gambar 65b untuk alur pipa pemotong gas, daya nyala api pemanasan awal lebih rendah daripada saat menggunakan metode yang ditunjukkan pada Gambar 65a, sehingga mencegah terbakarnya ujung tumpul.
Gambar 65 Dua bentuk alur pemotongan gas
4. Tindakan pencegahan untuk operasi pemotongan gas
Asetilena yang digunakan dalam pemotongan gas adalah gas yang mudah terbakar dan mudah meledak, sedangkan oksigen adalah gas dengan efek pendukung pembakaran yang kuat dan tekanan yang lebih tinggi. Tabung oksigen, tabung asetilena, dan generator asetilena merupakan bejana bertekanan yang memiliki risiko tertentu selama pengangkutan, penyimpanan, dan penggunaan.
Selain itu, karena api terbuka digunakan selama pemotongan gas, suhunya tinggi, dan sejumlah besar terak cair tercecer, meningkatkan risiko kebakaran dan ledakan. Oleh karena itu, perhatian khusus harus diberikan pada keselamatan dan produksi yang beradab selama operasi pemotongan gas.
Di sisi lain, kualitas bagian yang dipotong dalam pemotongan gas terkait erat dengan pemilihan parameter proses pemotongan dan postur operasi manual. Untuk memastikan kualitas bagian yang dipotong, perhatian juga harus diberikan pada pemilihan spesifikasi proses pemotongan gas selama operasi pemotongan gas.
(1) Tindakan pencegahan keselamatan untuk operasi pemotongan gas
Untuk memastikan keselamatan selama operasi pemotongan gas, tindakan pencegahan utama berikut ini harus diperhatikan:
1) Area kerja pemotongan gas harus memenuhi persyaratan keselamatan dan dilengkapi dengan fasilitas pemadam kebakaran yang diperlukan. Area ini harus bebas dari bahan yang mudah terbakar dan meledak, berventilasi baik, dan menjaga tingkat kelembapan tertentu. Dilarang keras untuk memotong jet dan terak cair bersentuhan langsung dengan permukaan semen. Generator asetilena, tabung asetilena, dan tabung oksigen harus dijaga pada jarak yang aman dari area kerja, umumnya 10 meter atau lebih.
2) Pelat atau bagian baja yang dipotong di area kerja harus diatur dengan rapi dan ditempatkan dengan stabil. Harus ada sejumlah ruang di belakang area pemotongan untuk memfasilitasi pembuangan terak cair dan mencegah akumulasi asetilena, yang dapat menyebabkan ledakan.
Sisa terak yang dihasilkan setelah pemotongan harus segera dibersihkan. Selama pengoperasian, arah distribusi pencegah bumerang, selang oksigen dan asetilena harus masuk akal agar tidak tersulut oleh terak cair atau terhimpit oleh bagian yang terpotong.
3) Perangkat dan peralatan keselamatan yang digunakan untuk pemotongan gas harus aman dan andal. Misalnya, pencegah bumerang harus sensitif dan efektif, pengurang tekanan harus ditampilkan secara akurat dan dikalibrasi secara teratur. Tabung oksigen dan tabung asetilena harus memiliki lokasi penempatan yang tetap, diatur dengan rapi, dan dipasang dengan braket khusus untuk mencegah tergelincir atau terguling.
4) Operator harus dilatih dan memenuhi syarat sebelum melakukan pekerjaan pemotongan gas dan harus benar-benar mengikuti prosedur operasi keselamatan untuk pemotongan gas. Dilarang keras menggunakan alat dan peralatan pemotongan gas oleh orang lain. Selama pengoperasian, alat pelindung diri (seperti kacamata las gas, pakaian kerja, sarung tangan las, dan sepatu insulasi yang diperlukan, pelindung, dll.) harus bersih dan lengkap.
(2) Tindakan pencegahan kualitas untuk operasi pemotongan gas
Untuk memastikan kualitas komponen yang dipotong selama operasi pemotongan gas, tindakan pencegahan berikut ini juga harus diperhatikan:
1) Spesifikasi yang sesuai dari obor pemotongan dan nozzle harus dipilih berdasarkan ketebalan pelat baja atau bagian yang dipotong.
2) Memilih spesifikasi proses pemotongan gas dengan benar. Apabila memotong dengan nyala api oksi-asetilena, jarak antara nosel dan permukaan benda kerja umumnya 3 sampai 5mm, dan untuk pelat tipis dengan ketebalan kurang dari 4mm, dipilih jarak 10 sampai 15mm. Tekanan gas untuk pemotongan manual ditunjukkan pada Tabel 9. Sudut kemiringan nosel relatif terhadap permukaan benda kerja ditunjukkan pada Tabel 10.
Tabel 9 Tekanan gas untuk pemotongan manual
Ketebalan pelat baja / mm
Memotong obor
Tekanan gas/MPa
Jenis
Nosel
Oksigen
Asetilena
<3
G01-30
12
0.3~0.4
0.001~0.12
3~12
12
0.4~0.5
12~30
2,3,4
0.5~0.7
30~50
G01-100
3,4,5
0.5~0.7
50~100
56
0.6~0.8
100~150
G01-300
7
0.8~1.6
150~200
8
1.0~1.4
200~250
9
1.0~1.4
Tabel 10 Sudut kemiringan nosel relatif terhadap permukaan benda kerja
Ketebalan benda kerja / mm
<10
10~30
>30
Arah kemiringan
Kemiringan ke belakang
Kemiringan ke belakang
Kemiringan ke depan di awal
Tegak lurus setelah penetrasi
Miringkan ke belakang di bagian ujung
Sudut kemiringan
0°~30°
80°~85°
80°~85°
0°
80°~85°
Selama pemotongan gas, tekanan oksigen yang terlalu rendah dapat menyebabkan pembakaran logam yang tidak sempurna, sehingga mengurangi kecepatan potong dan menyebabkan terak menempel di antara potongan. Sebaliknya, tekanan oksigen yang terlalu tinggi dapat menyebabkan kelebihan oksigen yang berfungsi sebagai pendingin, sehingga menghasilkan permukaan potongan yang tidak rata.
Panjang optimal jet oksigen pemotongan adalah sekitar 500mm dengan kontur yang jernih, memastikan hembusan terak yang mulus dan pemotongan yang bersih dengan tepi yang tajam. Jika tidak, akan terjadi penempelan terak yang serius dan lebar potongan yang tidak rata.
3) Oksigen murni harus digunakan untuk memotong. Jika kemurniannya di bawah 98%, kotoran dalam oksigen seperti nitrogen akan menyerap panas selama pemotongan, membentuk lapisan senyawa lain pada permukaan yang dipotong, menghambat pembakaran logam, mengurangi kecepatan pemotongan, dan meningkatkan konsumsi oksigen.
4) Pelat yang akan dipotong harus dibersihkan secara kimiawi untuk menghilangkan lapisan oksida; jika tidak, dapat terjadi bumerang, yang memengaruhi kualitas pemotongan.
5) Untuk baja yang peka terhadap pengerasan, tepi pemotongan gas harus menjalani pemeriksaan retak permukaan dan pengujian kekerasan sesuai dengan peraturan yang relevan. Jika suhu lingkungan rendah selama pemotongan gas, panaskan terlebih dahulu area pemotongan sebelum melakukan pemotongan.
Kualitas permukaan potongan gas dievaluasi berdasarkan kerataan permukaan potongan, kedalaman tanda potongan, dan jarak minimum antara takik. Selain itu, penyimpangan dimensi merupakan masalah kualitas yang umum terjadi pada pemotongan gas. Tabel 11 mencantumkan cacat umum pada permukaan potong api oksi-asetilen dan penyebabnya.
Tabel 11 Cacat Permukaan Pemotongan Api Oxyacetylene dan Penyebabnya
Cacat
Penyebab
Terlalu kasar (memotong terlalu dalam)
Kemurnian oksigen rendah, tekanan oksigen pemotongan terlalu tinggi, kecepatan potong terlalu cepat, daya nyala api pemanasan awal terlalu tinggi
Banyak lubang
Banyak gangguan selama pemotongan, koneksi yang buruk saat memulai kembali pemotongan; kerak oksida tebal di permukaan dengan karat; api pemanasan awal yang tidak mencukupi saat memotong alur; kotoran pada rel pemandu mesin pemotong yang menyebabkan gerbong terbentur
Cekung
Tekanan oksigen pemotongan terlalu tinggi, kecepatan pemotongan terlalu cepat
Cenderung
Senter pemotongan tidak tegak lurus dengan permukaan pelat; aliran udara pemotongan miring, tekanan oksigen pemotongan terlalu rendah; ukuran nosel kecil
Keruntuhan tepi atas
Api pemanasan awal yang terlalu kuat, kecepatan potong yang terlalu lambat, nosel yang terlalu dekat dengan benda kerja, tekanan oksigen pemotongan yang terlalu tinggi
Banyak terak di tepi bawah
Kemurnian oksigen rendah, tekanan oksigen pemotongan rendah, nyala api pemanasan awal yang terlalu kuat, kecepatan potong terlalu cepat atau terlalu lambat
Karburisasi
Nozzle terlalu dekat dengan pelat baja, api pemanasan awal adalah api yang mengurangi nyala api
Tanda seret yang besar
Kecepatan potong terlalu cepat, tekanan oksigen pemotongan tidak mencukupi
(3) Kondisi untuk pemotongan logam dengan gas
Tidak semua logam dapat dipotong dengan menggunakan pemotongan gas. Logam untuk pemotongan gas harus memenuhi kondisi berikut:
1) Titik penyalaan logam harus lebih rendah dari titik lelehnya. Jika titik penyalaan logam lebih tinggi dari titik lelehnya, logam akan meleleh sebelum mencapai titik penyalaan, sehingga mengakibatkan pemotongan leleh dengan potongan yang tidak rata yang tidak memenuhi persyaratan pemotongan, atau mungkin tidak dapat dipotong sama sekali.
2) Titik leleh oksida logam harus lebih rendah daripada titik leleh logam itu sendiri. Hal ini memastikan bahwa oksida logam dapat tertiup angin pada waktunya, memperlihatkan permukaan logam baru dan memungkinkan pemotongan yang berkelanjutan. Jika tidak, jika oksida logam memiliki titik leleh yang tinggi dan menutupi permukaan logam yang dipanaskan, maka akan menghalangi kontak antara logam yang mendasari dan oksigen pemotongan, sehingga menyulitkan pemotongan gas.
Menurut kondisi untuk logam pemotongan gas, pemotongan gas terutama digunakan untuk baja karbon dan baja paduan rendah, seperti baja karbon rendah, baja mangan tinggi, kromium rendah, kromium-molibdenum rendah dan baja paduan kromium-nikel, dan paduan titanium. Pemotongan gas umumnya sulit dilakukan pada baja karbon tinggi dan baja paduan rendah berkekuatan tinggi. Material seperti besi tuang, baja tahan karat, tembaga, dan aluminium tidak dapat dipotong dengan gas. Tabel 12 menunjukkan kinerja pemotongan gas dari berbagai logam.
Tabel 12 Kinerja Pemotongan Gas untuk Logam yang Berbeda
Logam
Kinerja
Baja: Kandungan karbon di bawah 0,4%
Pemotongan yang bagus
Baja: Kandungan karbon dari 0,4% hingga 0,5%
Pemotongan yang bagus. Untuk mencegah keretakan, panaskan terlebih dahulu hingga 200℃ dan dinginkan secara perlahan setelah pemotongan. Suhu anil harus 650 ℃.
Baja: Kandungan karbon dari 0,5% hingga 0,7%
Pemotongan yang bagus. Harus dipanaskan terlebih dahulu hingga 700℃ sebelum memotong dan anil setelah memotong.
Baja: Kandungan karbon di atas 0,7%
Sulit untuk dipotong
Besi tuang
Sulit untuk dipotong
Baja mangan tinggi
Pemotongan yang baik, lebih baik setelah pemanasan awal
Baja silikon
Pemotongan yang buruk
Baja paduan kromium rendah
Pemotongan yang bagus
Baja tahan karat rendah kromium dan rendah kromium-nikel
Pemotongan yang bagus
Baja tahan karat kromium-nikel 18-8
Dapat dipotong, tetapi membutuhkan teknik operasional yang sesuai
Bayangkan mengubah lembaran logam yang datar dan tidak bernyawa menjadi komponen yang ditekuk dengan tepat yang sangat cocok dengan struktur yang lebih besar....
Memilih tonase rem tekan yang tepat untuk proyek pembengkokan lembaran logam Anda bukan hanya kebutuhan teknis, tetapi juga merupakan faktor penting...
Apa yang mengubah logam lembaran menjadi produk yang kita gunakan sehari-hari? Fabrikasi lembaran logam adalah kuncinya! Artikel ini membahas tentang bahan...
Membengkokkan adalah keterampilan penting dalam pengerjaan logam yang memungkinkan kita menciptakan desain fungsional dan estetis. Artikel ini mengeksplorasi...