Mengetuk dan Mengulirkan Die: Penjelasan Keterampilan Inti
Benang: ada di mana-mana, menyatukan segala sesuatu, mulai dari perangkat yang kita gunakan setiap hari hingga mesin yang menggerakkan dunia kita. Namun, pernahkah Anda berhenti sejenak untuk memikirkan tentang bagaimana alur spiral yang rumit ini dibuat? Dalam artikel ini, kita akan menjelajahi teknik menarik dari tapping dan die threading, dua metode penting yang digunakan untuk menghasilkan ulir pada baut, sekrup, dan komponen lainnya. Apakah Anda seorang penggemar praktik yang ingin memperluas pengetahuan Anda, atau sekadar ingin tahu tentang teknik di balik benda sehari-hari, artikel ini akan memberi Anda wawasan yang berharga. Jadi, mari kita telusuri dunia tapping dan die threading dan menyingkap rahasia di balik keajaiban teknik presisi ini!
Terakhir diperbarui:
11 September 2024
Bagikan kesukaan Anda:
Daftar Isi
I. Pengetahuan Proses Dasar
1. 1. Penyadapan Benang
Penyadapan ulir adalah proses pemotongan ulir internal pemesinan pada komponen dengan menggunakan alat bantu yang sesuai (tap dan kunci pas).
(1) Alat Umum untuk Penyadapan Benang
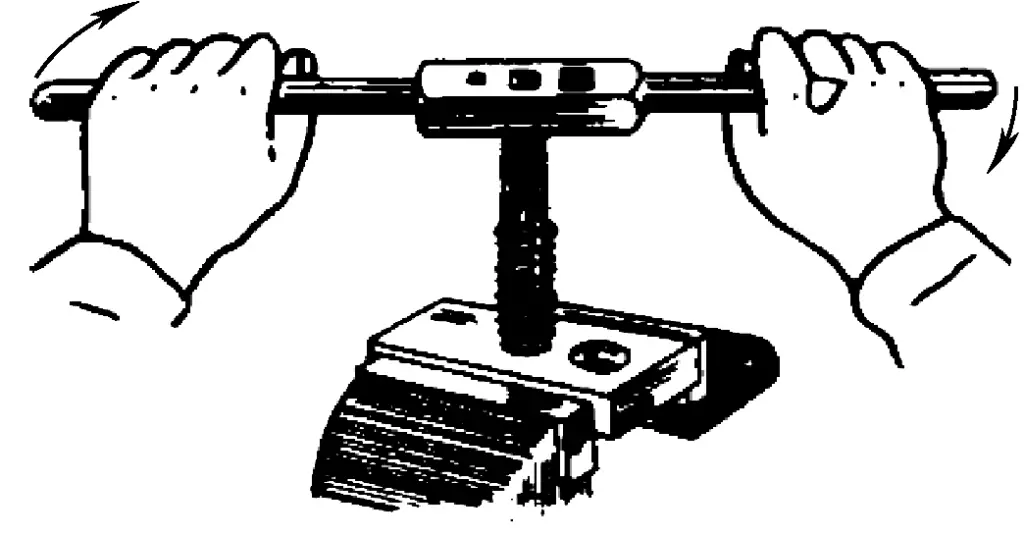
Gambar 1 menunjukkan proses penyadapan ulir secara manual oleh tukang, dan Gambar 2 menunjukkan alat penyadapan ulir manual yang umum digunakan.
Gambar 1 Proses Penyadapan Benang Secara Manual oleh Tukang
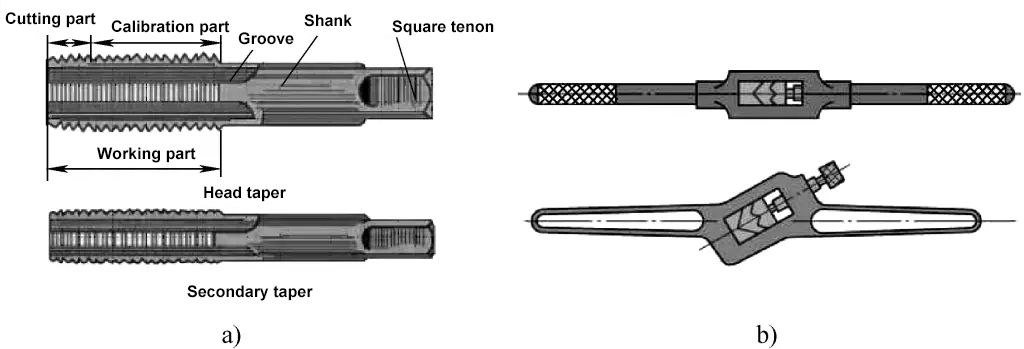
Gambar 2 Alat Penyadapan Ulir Manual yang Umum Digunakan
a) Ketuk b) Kunci pas
Apabila mengetuk ulir, untuk mengurangi gaya pemotongan dan meningkatkan daya tahan keran, seluruh jumlah pemotongan didistribusikan di antara beberapa keran. Keran-keran yang bekerja bersama untuk menyelesaikan penyadapan ulir ini disebut set. Keran yang digunakan untuk memulai penyadapan ulir disebut keran awal, diikuti oleh keran kedua, dan yang terakhir adalah keran ketiga (umumnya dikenal sebagai keran pertama, keran kedua, dan keran ketiga).
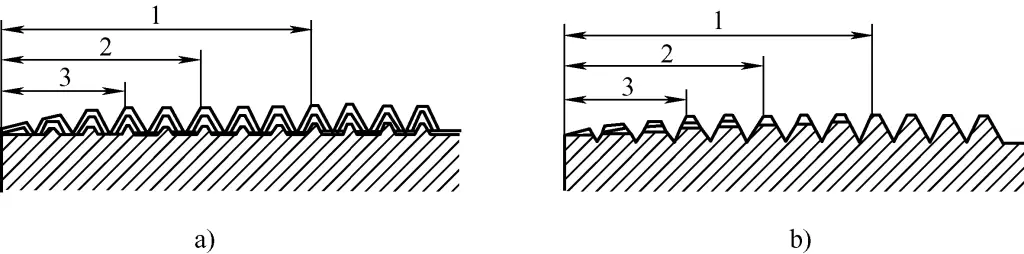
Gambar 3 menunjukkan distribusi jumlah pemotongan untuk satu set keran, yang meliputi distribusi tirus dan distribusi kolom. Umumnya, untuk tap ukuran M6 hingga M24, setiap set berisi dua tap. Untuk ulir di bawah M6 atau di atas M24, setiap set berisi tiga tap.
Gambar 3 Distribusi Jumlah Pemotongan untuk Satu Set Keran
a) Distribusi Pemotongan Tirus b) Distribusi Pemotongan Kolom Ketukan Awal atau Ketukan Kasar Pertama (Ketukan Awal) Ketukan 2-Tengah atau Ketukan Kasar Kedua (Ketukan Kedua) Ketukan 3-Final atau Ketukan Selesai (Ketukan Ketiga)
(2) Diameter dan Kedalaman Lubang yang Dibor (Umumnya Dikenal sebagai Lubang Bawah) Sebelum Penyadapan Benang
Sebelum penyadapan ulir, lubang bawah untuk penyadapan dibor terlebih dahulu dengan menggunakan mata bor, dan pemilihan diameter lubang bawah sangat penting. Praktik telah menunjukkan bahwa jika diameter lubang bawah terlalu besar, tinggi dan kedalaman ulir mesin tidak akan mencukupi, dan bagian atas ulir tidak akan tajam; jika diameter lubang bawah terlalu kecil, penyadapan ulir akan sulit dilakukan dan dapat dengan mudah menyebabkan keran putus.
Prinsip pemilihan yang benar pada umumnya didasarkan pada bahan benda kerja (plastik atau getas) dan jumlah pemuaian lubang selama pengeboran. Bahkan pada penyadapan ulir, pastikan bahwa terdapat celah antara akar gigi tap dan ujung atas bentuk ulir, serta bentuk ulir yang lengkap.
1) Perhitungan Diameter Lubang Bawah Sebelum Penyadapan Ulir
Praktik telah menunjukkan bahwa diameter mata bor untuk mengebor lubang bawah untuk ulir standar dapat ditentukan dengan rumus empiris berikut ini:
Untuk baja dan bahan ulet Dbor = D - P Untuk besi tuang dan bahan rapuh Dbor = D - (1,05 ~ 1,1) P
Dimana Dbor adalah diameter lubang bawah sebelum mengetuk (mm); D adalah diameter utama ulir internal (mm), yaitu diameter nominal ulir benda kerja; P adalah pitch (mm).
Misalnya, ketika mengetuk ulir M10 pada benda kerja baja karbon sedang dan besi tuang, hitunglah diameter mata bor sebelum mengebor.
Baja karbon sedang termasuk bahan yang ulet, sehingga diameter mata bor adalah
Dbor=D-P=(10-1.5)mm=8.5mm
Besi tuang termasuk bahan yang rapuh, sehingga diameter mata bor
Dbor=D-1.1P=(10-1.1×1.5)mm=8.35mm
Setelah pembulatan, pilih nilai seri diameter mata bor 8,4mm.
2) Perhitungan kedalaman lubang yang sudah dibor sebelumnya untuk mengetuk ulir dalam lubang buta
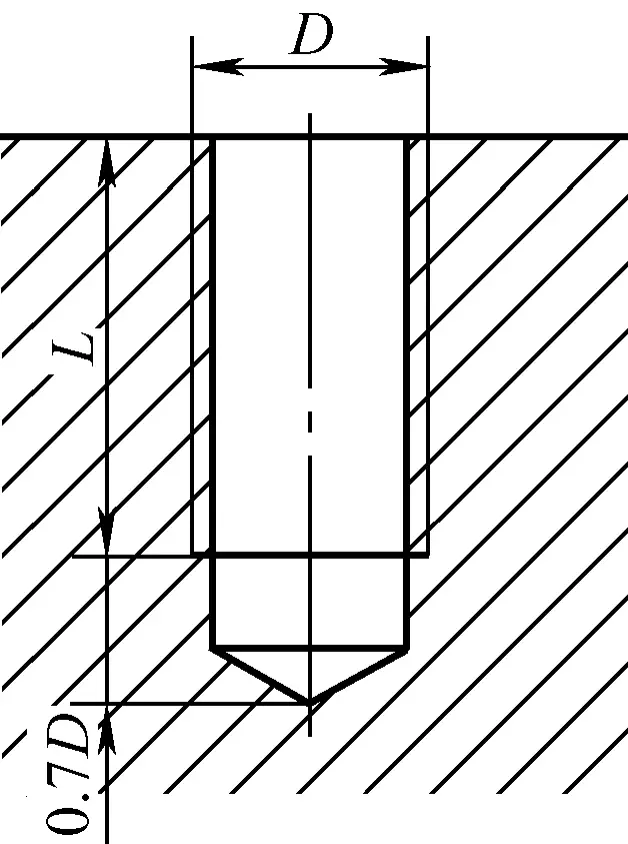
Seperti yang ditunjukkan pada Gambar 4, ketika mengetuk ulir di lubang buta, kedalaman panjang halus h harus setidaknya sama dengan jumlah panjang ulir L dan bagian pemotongan tambahan pada tap, karena bagian pemotongan tap tidak dapat menghasilkan ulir yang lengkap. Panjang tambahan ini kira-kira sama dengan 0,7 dari diameter utama ulir internal, yaitu,
h = L + 0.7D
Gambar 4 Perhitungan kedalaman lubang yang sudah dibor sebelumnya untuk ulir dalam lubang buta
2. Die threading
Die threading juga disebut threading, yaitu proses pemotongan untuk menghasilkan ulir eksternal pada batang bundar dengan menggunakan alat yang sesuai (die dan die wrench).
(1) Alat penguliran mati
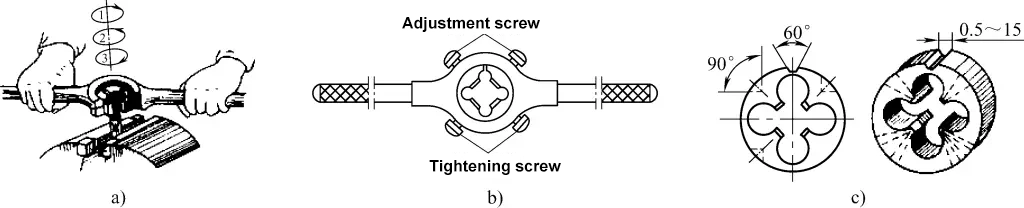
Gambar 5 menunjukkan proses dan alat bantu penguliran die secara manual.
Gambar 5 Proses dan alat penguliran die manual
a) Proses penguliran die secara manual b) Kunci pas untuk penguliran c) Mati untuk penguliran
(2) Menentukan diameter batang bundar sebelum penguliran cetakan
Pada proses die threading, seperti halnya pada tapping, pahat (die) juga melakukan ekstrusi pada bagian ulir benda kerja, oleh karena itu, diameter batang bundar harus sedikit lebih kecil daripada diameter utama ulir. Rumus empirisnya adalah
d′ = d - 0.13P
Dalam rumus, d' adalah diameter batang bundar (mm); d adalah diameter utama ulir eksternal (mm), yaitu, diameter nominal ulir; P adalah pitch (mm).
II. Keterampilan operasional dasar
1. Proses operasi penyadapan
(1) Langkah-langkah penyadapan
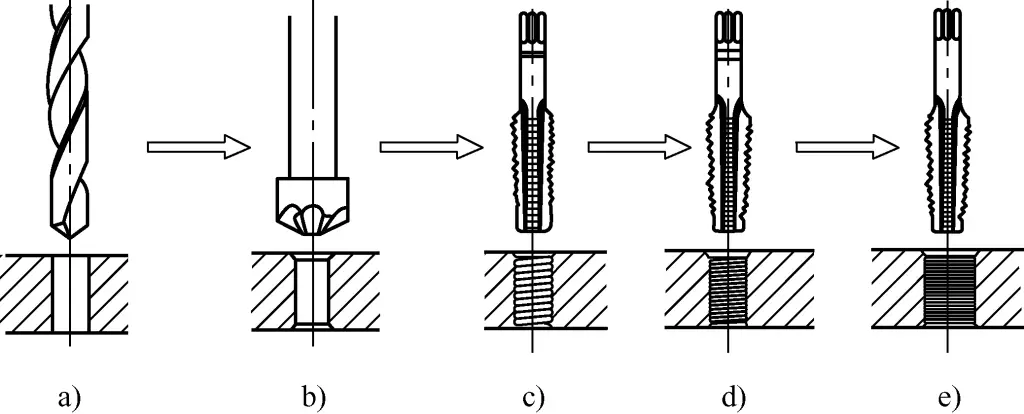
Langkah-langkah untuk melakukan penyadapan ditunjukkan pada Gambar 6.
Gambar 6 Langkah-langkah penyadapan
a) Mengebor lubang bawah b) Melubangi pintu masuk lubang c) Ketukan pertama d) Ketukan kedua e) Ketukan ketiga
(2) Poin-poin penting dan tindakan pencegahan untuk penyadapan
1) Poin-poin penting untuk penyadapan
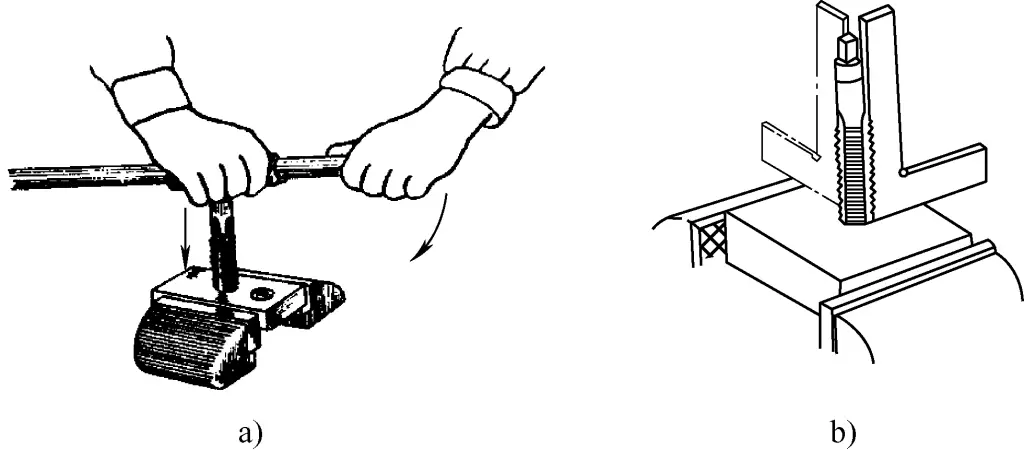
Kunci untuk mengetuk adalah penguliran awal, dan metode pengoperasiannya ditunjukkan pada Gambar 7. Pegang bagian tengah kunci pas dengan tangan kanan dan tekan ke bawah, sambil memutar kunci pas secara perlahan dengan tangan kiri, seperti yang ditunjukkan pada Gambar 7a. Setelah tap pertama memasuki 1-2 putaran, periksa secara visual dari arah depan dan belakang, kiri dan kanan, atau gunakan kotak untuk memeriksa ketegaklurusan tap terhadap benda kerja, seperti yang ditunjukkan pada Gambar 7b.
Gambar 7 Metode penguliran awal
a) Penguliran awal b) Memeriksa tegak lurus
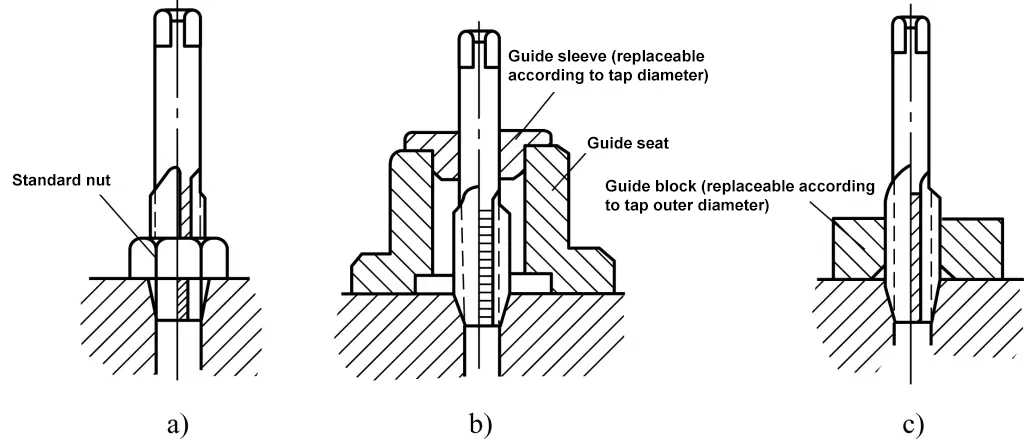
Untuk memastikan vertikalitas penguliran awal keran tirus, mur standar atau alat pemandu khusus dapat digunakan, seperti yang ditunjukkan pada Gambar 8. Setelah penguliran awal, jangan berikan tekanan dengan kedua tangan; sebagai gantinya, gunakan kekuatan rotasi yang seimbang dan merata untuk memutar kunci pas keran. Setelah memutar 1/2 hingga 1 putaran, putar balik 1/4 hingga 1/2 putaran, seperti yang ditunjukkan pada Gambar 9. Setelah keran lancip selesai, ikuti urutan untuk beralih ke keran lancip kedua dan ketiga untuk penguliran.
Gambar 8: Metode untuk memastikan vertikalitas penguliran awal
a) Memandu dengan mur standar b) Memandu dengan selongsong pemandu khusus c) Memandu dengan blok pemandu khusus
Gambar 9: Poin-poin penting untuk operasi penguliran
2) Tindakan pencegahan untuk penguliran
① Saat memegang keran dengan kunci inggris keran, tangkai persegi keran harus dijepit.
② Saat memasang benang pada bahan yang lebih keras, jika terasa sangat sulit, jangan paksakan untuk memutarnya. Alih-alih, lakukan penguliran secara bergantian antara tirus awal dan tirus kedua, lakukan penguliran secara bergantian (ulir beberapa putaran dengan tirus awal, alihkan ke tirus kedua untuk beberapa putaran, kemudian kembali ke tirus awal, dan seterusnya).
③ Selama proses penguliran, cairan pemotongan harus ditambahkan tepat waktu:
Saat memasang ulir besi tuang, oli mesin umumnya digunakan untuk pendinginan dan pelumasan. Karena besi tuang yang direndam dalam minyak tanah akan menyebabkan diameter lubang menyusut, maka minyak tanah tidak boleh digunakan untuk pendinginan dan pelumasan selama penguliran.
Saat memasang ulir baja, lebih cocok menggunakan minyak diesel untuk pelumasan; untuk paduan aluminium atau tembaga murni, minyak tanah dapat digunakan untuk pelumasan.
(3) Masalah umum selama penguliran (lihat Tabel 1)
Tabel 1: Masalah yang dihadapi dalam penguliran dan analisis penyebabnya
Masalah yang dihadapi
Analisis penyebab utama
Benang yang rusak
Mulut benang yang rusak
Saat penguliran awal, penangan tap tidak dipegang dengan mantap, sehingga berulang kali mengoreksi vertikalitas tap ke permukaan ujung benda kerja, yang menyebabkan ulir rusak
Memilih diameter yang terlalu kecil untuk dasar lubang ulir, sehingga menyulitkan keran untuk memotong, yang menyebabkan mulut ulir rusak
Kerusakan benang parsial lainnya
Memaksakan penguliran tanpa menyejajarkan keran dengan benang yang telah dipotong sebelumnya ketika beralih ke keran lancip kedua atau ketiga
Tidak membalikkan untuk menghilangkan serpihan sesuai kebutuhan, menyebabkan serpihan besi menempel pada mata potong dan merusak benang yang dipotong
Saat memasang benang pada bahan plastik, tidak menambahkan cairan pemotongan tepat waktu akan menyebabkan pemuaian termal dan sobek setelah bahan dipotong, sehingga menyebabkan benang rusak dan bahan menempel pada mata potong
Lubang ulir yang tidak sejajar
1) Selama penguliran awal, sumbu tap tidak tegak lurus terhadap permukaan ujung benda kerja dan tidak terkoreksi secara efektif; 2) Gaya yang tidak merata yang diterapkan oleh kedua tangan selama penguliran, menyebabkan ketidaksejajaran saat memotong
Kedalaman ulir tidak mencukupi (tinggi ulir tidak cukup)
1) Diameter lubang bawah dipilih terlalu besar; 2) Keran sudah aus
Kerusakan keran
1) Diameter lubang dasar terlalu kecil sebelum penguliran; 2) Mengoreksi atau melanjutkan penguliran secara paksa ketika keran terlalu miring; 3) Keripik memacetkan keran, tetapi masih memutar keran secara paksa; 4) Gigi pemotong keran terlalu tumpul, sehingga memotong secara paksa; 5) Kekuatan yang tidak merata atau berlebihan dengan kedua tangan; 6) Bahan terlalu keras atau memiliki bintik-bintik keras di dalamnya
2. Proses operasi penguliran
(1) Talang batang bundar
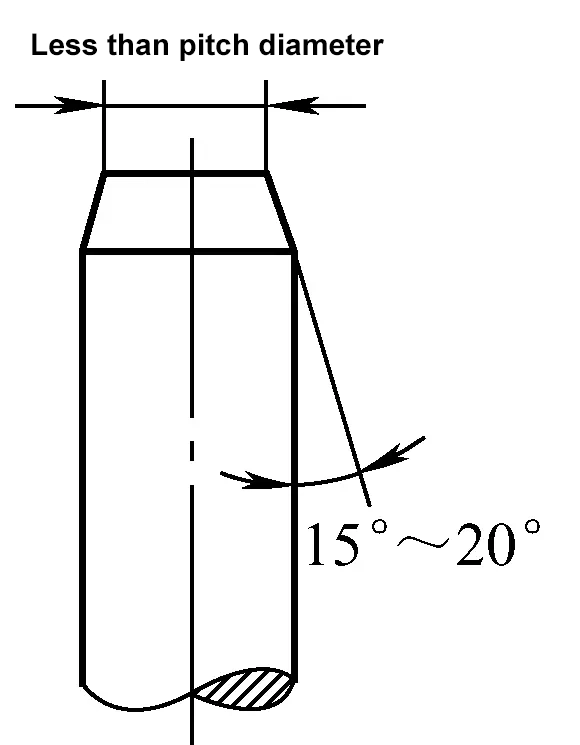
Pada awal penguliran, untuk memastikan cetakan masuk dengan mulus ke benda kerja dan memandu dengan benar, ujung batang bundar harus dilubangi sebelum melakukan penguliran. Persyaratan chamfering seperti yang ditunjukkan pada Gambar 10.
Gambar 10 Persyaratan untuk chamfering batang bundar sebelum penguliran
(2) Penjepitan benda kerja
Selama penguliran, karena torsi pemotongan yang besar dan bentuk benda kerja yang silindris, bantalan berbentuk V atau lapisan logam lunak yang tebal harus digunakan pada rahang untuk menjepit batang bundar dengan kuat. Selain itu, bagian batang bundar yang akan diulir tidak boleh memanjang terlalu jauh dari rahang.
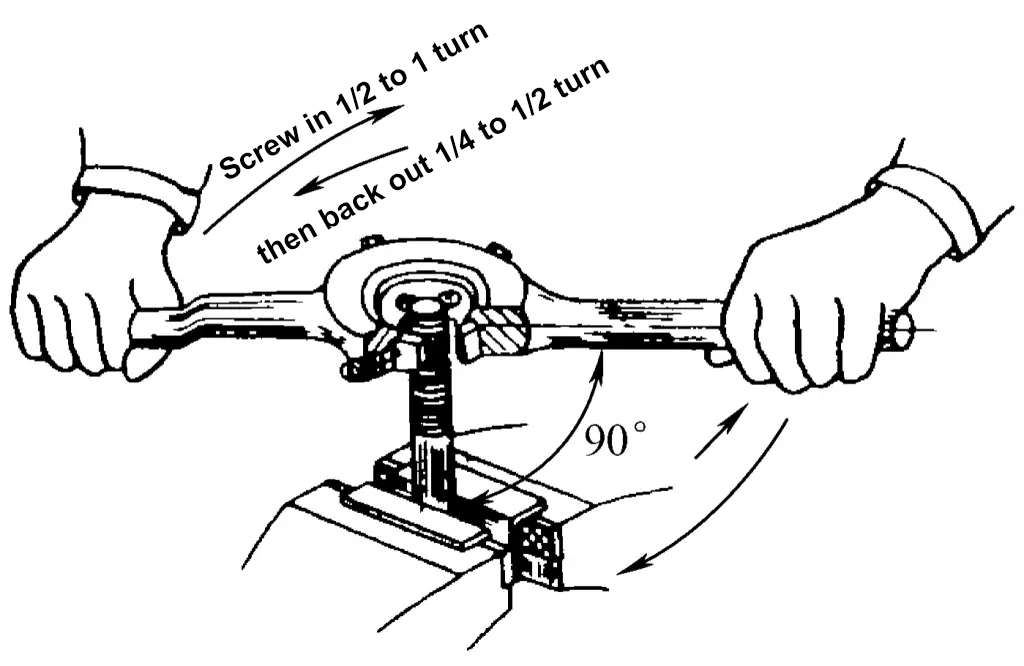
(3) Poin-poin penting untuk operasi penguliran
Selama proses penguliran, permukaan cetakan harus selalu tegak lurus terhadap sumbu batang bundar.
Apabila mulai mengulir, pegang bagian tengah die holder dengan tangan kanan Anda, berikan tekanan di sepanjang sumbu batang bundar, dan putar searah jarum jam secara terkoordinasi dengan tangan kiri Anda. Cara lainnya, pegang gagang die holder dengan kedua tangan (pegang di dekat bagian tengah), berikan tekanan, dan putar secara serentak, seperti ditunjukkan pada Gambar 11.
Setelah cetakan memotong benang ke dalam batang, gunakan gaya rotasi dengan kedua tangan untuk mengulirkan benang keluar.
Selama penguliran, cairan pemotongan harus digunakan untuk mengurangi kekasaran permukaan ulir dan memperpanjang usia pakai die. Umumnya, emulsi pekat atau oli mesin digunakan.
Gambar 11 Poin-poin penting untuk operasi penguliran
(4) Masalah umum selama penguliran (lihat Tabel 2)
Tabel 2 Masalah umum selama penguliran dan analisis penyebabnya
Masalah
Analisis penyebab utama
Benang yang rusak
1) Dudukan die yang tidak stabil selama inisiasi, berulang kali mengoreksi tegak lurus permukaan die ke sumbu batang bundar, yang menyebabkan benang rusak; 2) Memilih diameter batang bundar yang terlalu besar sebelum memasang ulir, sehingga menyulitkan cetakan untuk memotong, yang mengakibatkan ulir rusak
Lubang ulir yang miring
1) Permukaan cetakan tidak tegak lurus terhadap sumbu batang bundar selama penguliran; 2) Talang ujung batang yang buruk, sehingga sulit untuk memposisikan cetakan dengan benar; 3) Kekuatan yang tidak merata dengan kedua tangan selama penguliran, menyebabkan kemiringan saat memotong
Kedalaman ulir tidak cukup (tinggi ulir tidak cukup)
1) Diameter batang bundar terlalu kecil; 2) Batang bundar dibengkokkan; 3) Apabila menyesuaikan posisi cetakan, cetakan akan berayun ke atas dan ke bawah beberapa kali
Pernahkah Anda bertanya-tanya bagaimana benda-benda sehari-hari mendapatkan bentuknya yang unik? Dari kaleng soda hingga suku cadang mobil, pembengkokan logam merupakan hal yang sangat penting...
Pernahkah Anda melihat betapa lancarnya sekrup masuk ke dalam mesin? Itulah penguliran yang sedang beraksi! Artikel ini menjelaskan keterampilan kunci ini secara sederhana....
Pemesinan kering, sebuah proses yang meniadakan kebutuhan akan cairan pendingin, merevolusi industri ini. Artikel ini menjelaskan manfaat, tantangan,...